MSR 操作中文说明图
HCMSR系列路由器用户手册
H3C MSR 20/30/50/20-1X系列路由器用户手册杭州华三通信技术有限公司资料版本:20080415-C-1.05声明Copyright © 2006-2008 杭州华三通信技术有限公司及其许可者版权所有,保留一切权利。
未经本公司书面许可,任何单位和个人不得擅自摘抄、复制本书内容的部分或全部,并不得以任何形式传播。
H3C、、Aolynk、、H3Care、、TOP G、、IRF、NetPilot、Neocean、NeoVTL、SecPro、SecPoint、SecEngine、SecPath、Comware、Secware、Storware、NQA、VVG、V2G、V n G、PSPT、XGbus、N-Bus、TiGem、InnoVision、HUASAN、华三均为杭州华三通信技术有限公司的商标。
对于本手册中出现的其它公司的商标、产品标识及商品名称,由各自权利人拥有。
由于产品版本升级或其他原因,本手册内容有可能变更。
H3C保留在没有任何通知或者提示的情况下对本手册的内容进行修改的权利。
本手册仅作为使用指导,H3C尽全力在本手册中提供准确的信息,但是H3C并不确保手册内容完全没有错误,本手册中的所有陈述、信息和建议也不构成任何明示或暗示的担保。
如需要获取最新手册,请登录技术支持用户支持邮箱:customer_service@技术支持热线电话:800-810-0504(固话拨打)400-810-0504(手机、固话均可拨打)网址:前言相关手册手册名称用途《H3C MSR 20系列路由器安装手册》主要介绍了H3C MSR 20系列路由器的硬件特性、安装、配置、维护以及常见故障的排除方法。
《H3C MSR 30系列路由器安装手册》主要介绍了H3C MSR 30系列路由器的硬件特性、安装、配置、维护以及常见故障的排除方法。
《H3C MSR 50系列路由器安装手册》主要介绍了H3C MSR 50系列路由器的硬件特性、安装、配置、维护以及常见故障的排除方法。
MSR路由器常用命令
MSR 20/30系列路由器常用命令目录1 登录MSR系列路由器 (3)1.1 登录MSR系列路由器方法简介 (3)1.1.1 通过Console口进行本地登录 (3)1.1.2 通过以太网端口利用Telnet进行远程登录 (4)1.2 用户界面简介 (6)1.2.1 MSR系列路由器支持的用户界面 (6)1.2.2 路由器用户界面编号 (6)2 H3C MSR系列路由器槽位示意图 (7)2.1 H3C MSR 20系列路由器槽位示意图 (7)2.2 H3C MSR 30系列路由器槽位示意图 (7)3 配置E1接口 (9)3.1 E1-F接口介绍 (9)3.2 配置E1-F接口(工作在成帧方式) (9)3.3 配置E1-F接口(工作在非成帧方式) (10)3.4 配置E1-F接口的其他参数 (10)3.5 E1-F接口显示和维护 (11)3.6 配置同步串口 (11)4 静态路由配置命令 (12)4.1 静态路由配置命令 (12)4.1.1 delete static-routes all (12)4.1.2 ip route-static (13)4.1.3 ip route-static default-preference (15)5 IP地址配置命令 (16)5.1 IP地址配置命令 (16)5.1.1 display ip interface (16)5.1.2 display ip interface brief (18)5.1.3 ip address (19)6 系统维护与调试命令 (20)6.1 系统维护命令 (20)6.1.1 ping (20)6.1.2 tracert (21)6.2 系统调试命令 (22)6.2.1 debugging (22)6.2.2 display debugging (23)7 以太网接口配置命令 (24)7.1 以太网接口通用配置命令 (24)7.1.1 description (24)7.1.2 display brief interface (24)7.1.3 display interface (26)7.1.4 duplex (29)7.1.5 flow-control (30)7.1.6 interface (30)7.1.7 loopback (31)7.1.8 port link-mode (31)7.1.9 reset counters interface (32)7.1.10 shutdown (33)7.1.11 speed (33)7.2 二层以太网接口的配置命令 (34)7.2.1 broadcast-suppression (Ethernet interface view) (34)7.2.2 display loopback-detection (35)7.2.3 display port (36)7.2.4 flow-interval (36)7.2.5 loopback-detection control enable (37)7.2.6 loopback-detection enable (38)7.2.7 loopback-detection interval-time (38)7.2.8 loopback-detection per-vlan enable (39)7.2.9 mdi (40)7.2.10 multicast-suppression (Ethernet interface view) (40)7.2.11 port-group (41)7.2.12 unicast-suppression (Ethernet interface view) (41)7.2.13 virtual-cable-test (42)7.3 三层以太网接口的配置命令 (43)7.3.1 mtu (43)7.3.2 timer hold (44)1登录MSR系列路由器1.1登录MSR系列路由器方法简介MSR 20/30/50系列路由器可以通过以下方式登录:通过Console口进行本地登录通过以太网端口利用Telnet进行本地或远程登录通过AUX口或TTY口利用Modem拨号进行远程登录通过NMS登录在实际应用中通过Console口进行的本地登录和通过以太网口利用Telnet进行本地或远程登录是最常用的登录方法。
MSR系列路由器L2TP-OVER-IPSEC功能配置资料讲解
MSR系列路由器
L2TP OVER IPSEC功能配置
关键字:MSR;L2TP;IPsec;VPN
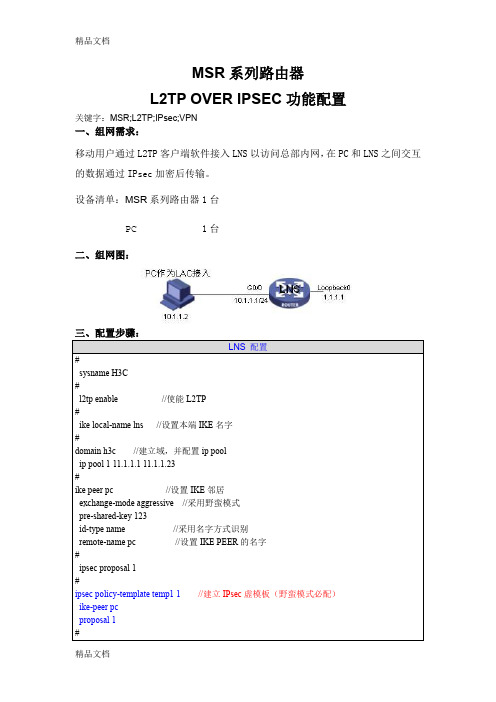
一、组网需求:
移动用户通过L2TP客户端软件接入LNS以访问总部内网,在PC和LNS之间交互的数据通过IPsec加密后传输。
设备清单:MSR系列路由器1台
PC 1台
二、组网图:
PC的配置如下:
在PC端,采用SECPOINT拨号软件,因此首先需要按照SECPOINT软件,然后再进行拨号连接。
在此假设已经按照此软件,接下来的配置如下:
第一步、创建一个连接,输入LNS地址10.1.1.1,如下:
第二步、设置Pre-share-key为123
第三步、输入VPN的名字“l2tp”,单击完成
第四步、双击刚创建好的连接“l2tp”,设置VPN连接属性,单击高级
第五步、选择IKE设置栏,设置野蛮模式,名字认证方式,并输入本端安全网关名字“pc”和对端安全网关设备名字“lns”。
注意要与LNS侧配置一致。
点击确定,此时就已经配置好PC,双击连接“l2tp”,输入用户名usera和密码usera,就可以连入LNS,访问内网了。
四、配置关键点:
1)
2)L2TP的认证最好采用域方式认证
3)IPsec协商方式采用野蛮方式,采用名字识别4)在接口里应用IPsec Policy
5)PC侧的配置要与LNS上的配置一致。
MSRM3用户手册说明书

MSRM3多交换机路由器监控3用户手册版本:3.20.x.x第一章MSRM3基本概述3页第二章MSRM3系统说明4页1.系统组成说明4页2.系统运行环境要求4页第三章MSRM3部署实施6页1.第一次启动6页2.再次启动(已配置完成Web主机头)6页3.调试运行7页4.自动产生的文件说明8页5.MSRM3系统服务的注册、删除、启动、停止8页第四章MSRM3用户的基本操作使用说明10页附录关于及获取帮助15页MSRM3是一款适用于各类企业、院校、政府及通讯维护业的网络设备的监控管理软件。
主要用于监控局域网、城域网上的各类型交换机和路由器的工作状态和流量数据,以直观、可矢量缩放的拓扑图及流量图来表现设备和端口的实时工作状态及流量。
MSRM3不挑设备品牌,只要设备支持SNMP v2c协议,就可加入到MSRM3的监控中。
MSRM3完全自主研发,不依赖其他软件运行。
MSRM3的整个系统仅由一个EXE文件构成,系统无须安装,绿色小巧,仅简单配置即可运行工作,实现了对设备的数据采集、数据的存储分析,提供Web访问服务等功能。
MSRM3性能强大,在主流的Windows平台的计算机上可同时监控上千台网络设备的工作状态、上万个接口的流量数据。
MSRM3用户管理操作简单,在任意平台上使用主流浏览器访问MSRM3系统提供的Web服务就可完成管理。
系统Web前端采用最新的HTML5技术,所有的操作在仅一个页面内的应用完成,仅一次性加载,不跳转页面切换各项管理功能,实时更新设备状态,真正实现类似并超越传统C/S模式客户端管理软件的功能和界面。
1、系统组成说明MSRM3系统仅由一个EXE文件构成,源文件名为:MSRM3-ConsoleService.exe。
文件大小仅1.9兆字节(MB)(随版本更新,文件大小有所不同)。
仅这一个EXE文件就实现了MSRM3系统的环境配置、运行调试、系统服务、设备采集、数据存储、Web服务等功能。
MSR中文说明书
目录1.程序制作介绍---------------------------------------- P22.PCB PROGRAM 制作---------------------------- P3~P53.MARK LIBRARY 制作--------------------------- P6~P84.NC PROGRAM 制作------------------------------ P9~P175.PARTS LIBRARY 制作--------------------------- P18~P286.ARRAY PROGRAM 制作------------------------ P29~P307.IPC智能型料架程序制作------------------------- P30~P318.IN/OUT ------------------------------------------------- P32~P359.规格说明----------------------------------------------- P35~P3810.生产数据管理--------------------------------------- P38~P4111.MACHINE DATA说明-------------------------- P42~P47一. 程序制作介绍:1.PCB data :最大可制作容量为200个, 其内容为设定基板尺寸大小&厚度之相关资料.2.Mark library :最大可制作容量为500个, 为制作辨识基板mark 所须之外型资料.3.NC program :最大可制作容量为200个(Max 5000steps) , 为制作装着点所须指令.4.Parts library :最大可制作容量为1000个, 为制作零件外型以供机台camera 辨识.5.Array program :最大可制作容量为200个(一个程序最大为300 types) , 主要连结NC program 与Parts library .二.PCB program制作:1.选取PCB程序或制作一新的程序.2.PCB List .3.Find : 寻找程序, 以名称或号码寻找.Sort: 依程序名称排序.Retry: 重试.New: 制作一新程序.4. 选取确定.1. PCB程序解说(1)PCB size X/Y : PCB X方向0~999.99mmY方向0~999.99mm(2)Thickness :厚度:(3)Pos. pin :定位pin是否使用.1 : 使用.0 : 不使用.(4)Hole pitch :定位孔与定位孔之间之距离.(5)Conv. Speed : 传送速度1: 897mm/s , 2: 862mm/s , 3: 791mm/s , 4: 721mm/s5: 650mm/s , 6: 580mm/s , 7: 510mm/s , 8: 493mm/s .(6)Table rising/lowering acceleration :0: Auto , 1: High speed , 2: middle speed , 3: low speed .当设定0 时, X-Y table上升下降之速度会依以下表列动作.当所有资料决定后, 可于Library 中变换宽度, 即点选Width moving .点选后可见到下图.Org. Return : 使轨道(XY table , Loader ,Unloader) 归回原点.Move axes : 移动资料所设定之宽度.三. MARK LIBRARY 制作1.首先输入一新的Mark code .2.点选OK后, 可输入所须之Mark 资料.(1)Size X/Y , Width Wh/Wd : 可依下图量测, 如mark 为实心, 则Wh/Wd无须输入.(2)PCB material code : 基板材料选择.0 : 聚纸纤维板, 铜箔.1 : 聚纸纤维板, 锡箔.4 : 陶瓷板, 银箔.5 : 陶瓷板, 铜箔.6 : 陶瓷板, 金箔.(3)Pattern : 外型.0 : circle 圆形. 3 : Triangle 三角形.1 : square 方形. 8 : Cross 十字形.2 : Diamond 菱形. 9 : Checker 异型.(4)Rec. type : 视觉类型.0 : 多质化.1 : 二质化.2 : Bad mark .(5)Light : 灯光.1 : spread 落射,2 : direct 直射,3 : spread+direct落射+直射.◆Bad mark 之设定方式以往一般之PCB mark 为窗口大于mark , 但Bad mark却为mark 本体大于窗口.window窗口大小为0.5*0.5mm~5*5mm , Bad mark 本体最小建议为2*2mm .3.制作步骤:(1)点选EDIT 画面, 且选取MARK .(2) 选取New 之选项, 输入名称.(3) 点选OK后, 写入所须资料.(4) 按下Teach 键, 即会出现以下画面, 其中也依视觉选项不同而所须制作之项目也随之改变.(5)Gray mark : 更改windows 之size & 转换黑色或白色显像.Binary mark : 较Gray mark 多一Binary level 调整.Bad mark : 只须调整window窗口之size .(6)Teaching 完成后, 如果是Bad mark(Distinction mark) , 可设定Distinct mark tolerance .可分为Normal , Rough , Very Rough .四. NC program 制作(1)Offset X/Y : 机台原点与基板原点之距离 .(2)Offset HM : 已装着之最厚零件之厚度.(3)Multi Org. : 决定Z 轴何站为NC程序Zno. 之原点.EX: 以Zno=10 为Multi Org .的话, 则Z=11 为新原点的第二站.(4)X/Y : 由基板原点至装着点之距离.(5)Zno : Z轴之料站.EX: A=1,2 B=3,4 C=7 D=9EX: A=3 B=7 C=11,12 D=15 (A&D为大型料架, B为singleC为Double cassette)(6)S&R : PCB有连板状态使用之指令.何谓step repeat & pattern repeat ? 见下图可知step为将同一站之零件完成再进行下一站, pattern 为完成一pattern后再继续下一板.而pattern 之旋转为顺时针+值.EX:以下之图标, 我们须如何宣告S&R之坐标?Ans: 由A1(X1,Y1) A1(0,0)则A2(X2-X1 , Y2-Y1)A3(X3-X1 , Y3-Y1)A4(X4-X1 , Y4-Y1)(7)Theta : 零件装着角度. (逆时针为正)0~359.99 度(8)Skip block : 0--------------不使用.1~6 , 8~9 ----有条件之Skip ,常用于连板之删除或同Model但不同状态下使用.7--------------强迫skip .(9)Mt. Height : 设定装着高度上升或下压, 0mm~零件厚度+装着高度~6mm .(10)Mrk(Mark) : Fiducial mark --- 0 无mark .1 零件mark2基板mark3连板mark4群组mark .Distinct mark--- 1 Bad mark2Diff. Mixing pattern3Master distinct mark(11) No : 装着指令0 ---装着1---不装着.(12)Mt. Wait : 等待所有零件装着完毕后再行装着.0 : 不等待1 : 等待.(13)Group : 界定群组mark 之使用方法, 请见下一章之介绍.0 :不使用1~10 :使用.(14)Prod : 界定混合连板之宣告.0 :不使用.1~30 :使用.Mark 形式1. Fiducial mark :(1)Individual mark : 用于大零件之定位协助.(2)PCB mark : 基板归正定位之用.(3)Pattern mark : 连板归正定位之用.(4)Group mark : 一PCB有两种不同之Model , 藉由group mark 归正.2.Distinct mark :(1)Bad mark : 一般用于界定连板装着或不装着.a. Bad mark 指令跟随S&R坐标变动:b. Bad mark 指令不跟随S&R坐标变动:(2)Diff. Mixing pattern : PCB拥有多连板, 而连板之中又拥有两种不同Model , 以Bad mark 指令搭配Prod 宣告.NC program 之制作程序:1. Program offset 校正.2. S&R 之宣告.3. Bad mark 之teaching .4. PCB mark 之teaching .5. Mount position 之宣告.BAD MARK,不良基板符号教导,是为了预防零件装着于有问题之基板上而设计之功能CODE:0无不良符号TEACHINGCODE:1使用SENSOR执行不良符号TEACHINGCODE:2使用PCB CAMERA执行不良符号TEACHING*不良符号规格符号必须大于辨识时窗口窗口尺寸:0.5 x 0.5到5 x 5 mm(可随机设定)不良符号尺寸:最小为2 X 2 mm*基板无不良符号*基板有不良符号MENT备注栏,可输入八个字符,例如基板上之电路号码备注栏输入与否不会影响机器动作*注意当[SYS]→[PRODUCTION DATA]中之[MARK POSITION TAKE-IN]设定为[有效]时,则于MARK TEACHING 后,其坐标才能被储存进入*若基板被定位于XY 轨道上是有倾斜情况时(仅用夹边方式定位,既PINCH TYPE),基板符号TEACHING及计算是不会有问题的,但是必需要在基板边与轨道是介于1mm之内之情况下才有修正之效果LAND TEACHINGLAND TEACHING,着落点教导,作为修正装着零件之着落点(PAD)位置,通常用于大型零件或较精密之零件,如QFP,PLCC,SOP等等……..CODE:0表示不作LAND TEACHINGCODE:1表示执行LAND TEACHING下图表示各零件LAND TEACHING之关系图LAND TEACHING 结果图*通常而言,最好先执行MARK TEACHING 后,在执行LAND TEACHING,,若先执行LAND TEACHING ,则装着角度之修正将不会被保证OKOFFSET TEACHING可分为两种, 一种为抓取Mark1之中心位置, 也是说为Alter之状态, 可将Mark与Mount position 一起拉回中心之方法.一种为Fix之状态, 将mount position 拉回中心之位置, mark 须重新Teach .点选OK后可得到以下之画面在Move NC中将XYT轴移动至mount位置, 在移动至mark或mount之中心点即可.五. Parts library制作零件数据库共分为四页,[STANDARD]及[OPTION]及[BGA] [OFFSET]1.STANDARD1.CLASS选择适用之零件号码辨识方法CLASSIFICATIONTYPE 适用零件透过式(二值化) 10 正方形芯片零件1正方形芯片零件(尺寸检查允许值能够被输入)20 小晶体管1 小晶体管(零件本体含有许多粗糙边)30 薄零件1 薄零件(看起来有孔之薄形零件)4 0 QFP6 0 大型晶体管7 0 异形零件8 0 HEMT零件9 0 圆筒形零件(MELF)11 0 铝质电解质电容多值化13 0 中空形线圈200 正方形电阻芯片(一般零件,反噪声型)1 正方形电阻芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)3 正方形电阻芯片(1005电阻前/背面判断) 220 排阻(吸着检查)1 排阻(无吸着检查)30 0 正方形电容芯片(一般零件,反噪声型)1 正方形电容芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)31 0 钽质电容40 0 微小含脚晶体管(一般型)1 微小含脚晶体管(晶体管零件脚宽不同) 5 微小含脚晶体管(零件脚有阴影)41 0 小型电力晶体管42 0 大型电力晶体管43 0 两只端子之二极管44 0 LED1 LED(利用脚宽去执行站立吸着检查)2 LED(利用本体中心去执行站立吸着检查)反射式50 0 水平连接器(单边有脚)51 0 垂直连接器52 0 SOP53 0 QFP54 0 SOJ55 0 PLCC72芯片型波型表面滤波器(利用上,下,左,右的直线寻求零件倾斜度)1芯片型波型表面滤波器(利用上,下的直线寻求零件倾斜度)2芯片型波型表面滤波器(利用左,右的直线寻求零件倾斜度)86 0 格子状芯片900 白色连接器3 遮板式零件2.SIZE零件尺寸,输入零件每边尺寸,不包含脚的尺寸UP/DOWN/LEFT/RIGHT/THICK/THICK TOLERANCE上/下/左/右/厚度/厚度误差量*于屏幕上所看到之影像与机器上包装刚好上/下颠倒*输入范围上/下/左/右:0.1 到150.00 mm(单位为1/100 mm)设备之规格最大为32.00 mm厚度:0.00 到25.00 mm(单位为5/100 mm)设备之规格最大为 6.00 mm*尺寸输入后相机之选择会自动设定,但是,若机器本身已经有数值时,则机器不会自动设定*厚度误差量当厚度设定后,机器会自动计算误差量,而此误差量为机器判定零件是否正确被吸着输入范围:0.00 到25.00 mm(单位为5/100mm)自动设定范围是依据零件厚度来计算0.1mm≦零件厚度≦1.0 mm :20%误差量1.0mm≦零件厚度≦25.0 mm:10%误差量3.HEAD SPEED工作头速度,设定工作头旋转速度1~13*零件设定为慢速时,是为了高精密度装着和TEACHING*工作头速度选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时4.XY SPEED设定XY轴移动速度1 2 3 4 5 6 7 8HIGHT SPEED LOW SPEED*正常而言,此速度会跟工作头速度一样被自动设定,不过重新设定速度是需要的,像是较高的零件5.MOUNT NOZZLE选择装着用之吸嘴101~140 左方固定吸着, 201~240 中间固定吸着(FOR大吸嘴)CHANGE CAMERA零件辨识相机选择代码相机辨识范围吸嘴号码零件最大尺寸0 小视野相机8 mm 1,2,3,4 6 x 6 mm1 大视野相机36 mm 3,4,5 32 x 32 mm*相机选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时1.FEED DIR(FEED DIRRCTION)送料角度,设定零件于包装中之供应角度代码表*若零件数据库设定和机器上实际包装一样时,则设定为0,既可,否则就必须要设定之*若仅包装方向改变时,只要更改数据库中之供给方向就可以了,否则就必须要更改脚数及装着角度*下图为较特殊例子,因为零件本身包装为45°,故必须要先行旋转后(FEED DIRECTION=45°),如此机器才能够辨识2PACKAGE零件包装方式代码包装方式0 PAPER纸带1 EMBOSS塑料2 BULK散装*零件包装方式会决定自动时的吸着高度3.PUSHUP4.一般给大零件使用, 目前未使用.5.0:不使用1:使用4.FEED COUNT : 推料次数.5. RECOV自动补料,设定机器是否要于吸着错误时,自动补料(必须要于机器初始值中补料次数不为0时,才有用)0:不补料(机器会停止)1:会自动补料2:大零件掉落检出SENSOR动作*通常设定为0时,是吸取较贵重之零件时,如QFP等….*大零件掉落检出SENSOR是为了保护零件及切刀用的,当设定为有效时,机器会于吸取此零件后,同时会检测零件有无被吸取,当被检测到没有被吸取时,机器会立即停止,以免机器继续动作,相对的切刀也会动作,而使得切刀或零件损毁6. CHIP STAND设定被吸着零件是否是站立吸着,由LINE SENSOR执行检测动作0:表示仅检测吸着错误(装着高度之冲程由数据库中之零件厚度决定)1:表示利用零件厚度判断/检测零件站立吸着情况(既装着高度之冲程由实际LINE SENSOR检测出之值执行之)7.LIGHT TYPE0 7THRU : 透过式灯光DCT(L) : 大相机灯光DCT(S) : 小相机灯光CIR : 同轴灯光.CSP/BGA : CSP与BGA专用, 平面照射.8.OUTER SIZE(mm)零件之含脚尺寸,若零件为不含脚之零件时,则零件本体就为OUTER SIZE输入范围:0.00 ~ 99.99 mm单位为1/100 mm*机器零件规格最大为32 mm9.ELECTRODE(mm)电极尺寸,既零件焊点位置尺寸输入范围:0.00 ~ 50.00 mm单位为1/100 mm10.LEAD COUNT零件脚数量,不包含有缺脚数量输入范围:0 ~ 255只11.LEAD SIZE零件脚尺寸,设定零件之脚间距及误差量输入范围:0.00 ~ 50.00 mm单位为1/100 mm12.ROTATE : 旋转180度(未使用)13.PICKUP CHK :吸着检测0 : 不使用1 : 使用.2 . OPTION1.PARTS SIZE TOLERANCE : 零件大小误差值.U/D+ , U/D- : 0~5.00mmL/R+ , L/R- : 0~5.00mm2.LEAD COUNT CHECK : 脚支数确认0 : 不确认.1 : 确认.3.TILT THICK : 脚弯值.4. CUT LEAD设定零件有缺脚之方向/数量/位置i.DIR(方向)1:左方3:右方2:上方4:下方ii.NOS.(缺脚数量)输入各边缺脚数量输入范围:0 ~ 63只iii.POS.(位置)输入各边缺脚开始位置输入范围:-128 ~ 127*由上往下算,由左往右算时,输入正值*由下往上算,由右至左算时,输入负值*缺脚位置≦同方向实际脚数量+ 1*零件资料建立完成后,最好要辨视,以免因为资料错误造成自动生产中,辨识错误过多,影响装着率零件辨识可利用[TEACH]功能键,依造机器所显示之步骤执行之,既可3 . BGA1.ALL : 总球数.2.TOL(+/-) : 面积容许值.面积容许值+ : 0~999面积容许值- : 0~1003.NOT CHECK AREA : 不侦测范围.START X/Y :1~255 , NUM X/Y : 0~255 .EX:SOL : START X=4 , START Y=3 , NUM X=2 , NUM Y=3 .4 . OFFSET1.PICKUP POS. OFFSET : 吸着位置(X)与高度之补偿.X : -5mm ~ 5mmH : -3mm ~ 3mm2.MOUNT ALLOWANCE : 装着偏移量容许值, 也就是说当吸嘴大于零件之情况下, 机台本身会检查位置是否有误.建议值: 0603-----0.3mm1005-----0.4mm1608 & 2125-----0.4mm或更高.3.MOUNT POS. OFFSET (X/Y/THETA) : 装着补偿值.X : -75mm ~ 75mmY : -27.5mm ~ 27.5mmTHETA : -45~45度六. Array Program 制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*与MVIIV/MSHII资料皆可被读取及运用,但是因为零件架安装间距各机器并不一样,故要检查零件架安装位置*MSHII───16mm*MVIIV───K TYPE 21.5 mmQ TYPE 20.0 mm1.PART CODE零件形状码,依据实际零件安装于Z轴上位置(Z NO.)输入零件形状码,可利用功能键[ALTER ALL],进入零件数据库中抓取零件形状码2.PARTS NAME零件名称,通常为使用IPC程序时才会输入之,若不使用IPC则机器不会理会此栏为有无输入3.V AC HEIGHT吸着高度补偿,既补偿于自动状态下吸嘴于吸取零件高度,通常设定为0,若有需要时,则输入负值表示吸嘴下降更深,正值表上升输入范围:-3.00 ~ 3.00mm4.MASTER Z NO.主要Z轴号码,当相同零件被安装于很多料架上时,且安装在Z轴上,则第一个被装着用之料架,就被称为MASTER Z NO.(NC 程序中所设定的Z轴号码),其它的Z NO.就被称为其预备Z NO.*当机器发生缺料于MASTER Z NO.时,机器不会中断,而会继续去吸取其预备Z NO.上之零件,如此称为Z ALTERATION*最小之预备Z NO.之料架将会被第一个使用七. IPC智能型料架程序制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*无法适用于MVIIF/MSHII之IPC程序*SHAPE CODE/PART NAME/MASTER Z与ARRAY PROGRAM设定皆相同1.IPC设定智能型料架使用与否YES:IPC 使用,既机器会检查料架上之IPC MEMORY记忆是否与机器设定一样NO:IPC 不使用2.OR当有使用IPC时,且使用不同厂牌之零件(既BAR CODE不同时),就必须要在此设定其它厂牌之BAR CODE,共可输入十种不同厂牌之零件BAR CODE八. IN/OUT此功能为将机器上之NC /ARRAY/PCB/IPC/PARTS/MARK 资料,*传入SA VE或传出LOAD到磁盘中*删除DELETE磁盘或机器中之资料*拷贝COPY 磁盘内或机器内之资料*改名RENAME 磁盘或机器内之程序名*打印PRINT 磁盘或机器内之程序或资料*格式化FORMAT 将磁盘重新格式化再按NEXT,*储存影像资料SA VE IMAGE将辨识相机中之数字化影像储存到磁盘上,于发生辨识错误时,操作人员可将其辨识视觉资料储存于磁盘中,方便分析[MEMORY 1] 现今监视器上之影像若要储存生产中辨识错误影像时,首先必须要将[PRODUCTION CONDITION DATA]中之[COMPONENT RECOGNITION ERROR STOP]设定为[STOP],既当发生辨识错误时,机器会立即停止动作,且辨识不良画面依旧存在于监视器上,此时,不要按[RESET],直接进入[IN/OUT]功能中,去储存此画面既可[MEMORY 2] 于TEACHING时,监视器上之影像若要储存TEACHING辨识时错误资料时,首先结束编辑画面(注意不要按[RESET]键),在进入[IN/OUT]功能中,将画面储存*CONVERT 资料转换当使用旧型MV 资料(OLD DATA),必须要使用此功能去转换及建立一新资料(NEW DATA)OLD DATANEW DATA资料转换应用图PANASERT一. 规格说明1.机台规格:要求条件:温度: 20±10 度电压: 200V , 50/60HZ , 7KV A .气压: 0.5Mpa , 100NL/min .装着时间: 0.08sec (XY table 移动不超过12mm)传输时间: M size 2.2secXL size 2.7sec2. 基板规格:尺寸: (M size) MAX 330*250mm , MIN 50*50mm(XL size) MAX 510*460mm , MIN 50*50mm 装着尺寸: (M size) 330*242mm(XL size) 510*454mm厚度: 0.5~4mm板弯不可超过0.5mm , 且背板零件厚度不超过30mm3.零件规格:0603 ~ 32*32mm BGA .8mm paper & emboss feeder .12mm emboss feeder4.辨识系统零件辨识:利用零件相机(分为小视野/大视野两种)作零件辨别和补正位置零件辨识方法分为两种(由零件数据库中之PARTS CLASS决定) I.反射式:能清楚看到零件底部模样及外型反射板为黑色底部,且利用LED光源作为辨识时照明用II.透过式:利用黑白对比关系,辨识零件外型外框反射板底部为红色,且利用卤素灯光作为辨识时照明用小视野零件相机(6x6 mm)适用零件辨识方法0603 – 2125 芯片零件SS微小晶体管二极管反射式藉由零件电极来判断决定零件中心和倾斜度其它矩形芯片零件大型有脚零件圆形芯片零件(选配)透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度大视野零件相机适用零件辨识方法32x32mm BGACONNECTOR脚间距为0.65mm反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距20x20mm QFPCONNECTOR脚间距为0.5mm选配反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距钽质电容电解质电容大型零件透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度4.吸嘴种类:通常有九种标准类型VVS VS S M L反射式反射式反射式反射式&透过式反射式&透过式LL LLL MELF-M MELF-L反射式&透过式反射式&透过式反射式反射式二. 生产数据管理1.WORKING :显示生产中所发生之错误次数与时间, 换料之时间总合, 藉此得知机台之稼动率与生产总数.2.QUALITY :a.PRODUCT 个别程序之生产资料可于PRD NAME 输入或选择程序,则机器会将所选择之程序生产资料表示出来b.M/C TOTAL 机器总生产资料c.显示吸着率与装着率之状况.3.NOZZLE显示各工作头上之各吸嘴之吸着/装着等等….状况4.CASSETTE :显示被选择之程序或机器全部生产时,各零件架之各种状态且可设定WARNING 之标准, 点选WARNING后可得到下面之画面5.文件管理:欲取得过去之生产数据, 可由SA VE DATA 中得知, 以利生产管理.6.错误讯息点选ERROR可得到最近1000个错误讯息之资料.三. MACHINE DATA 说明(一)OFFSET DATA1.MACHINE OFFSET : 机器原点补偿值.2.Z ORIGIN ADJUST : Z轴X方向吸着原点补偿值.3.PICKUP Y OFFSET : Z轴Y方向吸着原点补偿值.4.DISTINCT MARK SENSOR : 调整BAD MARK SENSOR侦测位置补正值.5.MOUNT HEIGHT : 装着高度.6.CONVEY HEIGHT : 交换机板高度.7.V ACUUM HEIGHT : 吸着高度.8.PCB LOADING WAIT : 基板进板之等待时间(LOADER SIDE)9.PCB UNLOADING WAIT : 基板进板之等待时间(UNLOADER SIDE)10.LOADER TIMER : 进板等待时间.(二)OPERATION CONDITION DATA1.RECOVERY : 补料次数.2.CONT PICKUP ERROR : 连续吸着之次数.3.NOZZLE PICKUP ERROR : 设定吸嘴连续吸着次数, 到达此次数才报警.4. MARK RECOG RETRY : MARK 连续辨识次数.5.NOZZLE PICKUP ERROR STOP : 停止或略过.6.PARTS RECOG ERROR STOP : 停止或重试.7.PCB MARK RECOG ERROR STOP : STOP 停止SKIP 略过不打NONE 不补正继续生产.8.H-SPD DOWN ON RECOG ERROR : YES ---HEAD会降速拋料.NO---不做降速.9.PCB CONVEY : YES---传板NO---不传板.10.AUTO WIDTH ADJUSTMENT : YES---执行轨道自动调整.NO---不执行轨道自动调整.11.STARTING HEAD POS . : PREMOUNT---基板定位后才执行吸着动作.PREPICK---基板未定位预先吸着等待. 12.AGING MODE : NORMAL--- 一般生产ROTATION--- 仿真生产, 视觉补正NO--- 仿真生产, 不做视觉补正13.PART REMAIN : 补料后做不做出使之动作.14.READ MARK POS. : TEACH MARK 后数值需不需要UPDATE .15.CHANGE PROGRAM OFFSET :FIXED---更改PROGRAM OFFSET , MARK 不随之移动.ALTER---更改PROGRAM OFFSET , MARK随之移动.16.AUTO TEACH CHECK : PARTS DATA 未TEACH时, 生产时会自动校正输入.17.PART SKIP : 做不做SKIP零件之动作.18.EDIT & RESUME : 生产途中更改数据, 继续生产后能自行UPDATE .19.PRIOR Z AFTER PARTS EXCHANGE :MASTER---生产补料后以MASTER之料站吸料.SPARE ---生产补料后以SPARE之料站吸料.20.GROUP REPEAT : NO---以PATTERN 指令生产.YES---依照零件之种类调整HEAD 速度, 以快至慢生产.21.PICKUP BY Z REVERSE MOVE :NO---每次都以NC ORIGIN 吸着YES---在多连板之情况下, 单数连板Z为递增双数递减.22.CHECK FOR MOUNT POSITION :YES --- 机台会判别NC POS 有无重叠之危险.NO --- 不做判别23.CONFIRM NG PARTS DROPPING :YES --- 确认拋料情况NO --- 不确认.24.SPARE NOZZLE : STOP --- 机台判定NG则SKIPCONT --- 机台判定NG还是继续生产.ROTATION --- 只做旋转之动作.(三)CONVEY DATADIRECTION : 选择流向.PCB POSITIONING : 选择定位方式.MANUAL/SEMI-AUTO SPEED : 选择皮带之速度.(四)NG NOZZLE :OK : 吸嘴正常NG1(红) : 手动设定.NG2(黄) : 机台判定.(五)NOZZLE POSITION :告知机台吸嘴排列方式。
MSR路由设备ADSL接入全攻略
MSR 900配置要点
第三步: 第三步: 点击完“支持”按钮之后, 点击完“支持”按钮之后,出 现如右窗口
MSR 900配置要点
第四步: 第四步: 这个时候,我们只需要,打开浏览器, 这个时候,我们只需要,打开浏览器,在地址栏输入第三 步获取的地址
MSR 900配置要点
第五步: 第五步: 最后了,输入用户名和密码,就成功进入管理界面了。 最后了,输入用户名和密码,就成功进入管理界面了。用 户名和密码见都是123哦。。。 户名和密码见都是 哦
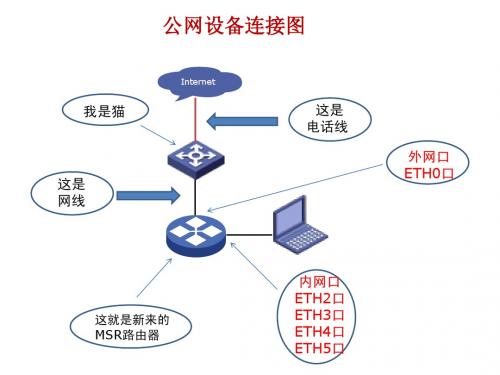
这是MSR 900设备的背面图片 左边第二个口(ETH0)口用以插外网,ETH2,ETH3,ETH4, ETH5(千万不要插在CONSOLE口和ETH1口)为内网口
MSR 900配置要点
• 看到第一章 看到第一章PPT中的笔记本了吗? 中的笔记本了吗? 中的笔记本了吗 1.你只需要连在任意一个内网口上,就可以 你只需要连在任意一个内网口上, 你只需要连在任意一个内网口上 跟着下面一起操作了 2.进入管理界面的操作一共只有五步,跟我 进入管理界面的操作一共只有五步, 进入管理界面的操作一共只有五步 来吧
公网设备连接图
Internet
我是猫
这是 电话线 外网口 ETH0口
这是 网线
这就是新来的 MSR路由器
内网口 ET型号 设备型号
H3C MSR 900
MSR 900设备图片
这是MSR 900设备的正面图片 这是 设备的正面图片
MSR 900设备图片
MSR 900配置要点
第一步: 第一步: 将你的电脑插在4个内网口中的任意一个口上 个内网口中的任意一个口上, 将你的电脑插在 个内网口中的任意一个口上,然后耐心 的等待吧。当你的电脑右下角的网卡变成如下图后, 的等待吧。当你的电脑右下角的网卡变成如下图后,我们 就继续吧
H3C MSR 系列路由器 整本手册
H3C MSR 30-11路由器快速入门-(V1.00)1 产品介绍H3C MSR 30-11路由器是华三通信技术有限公司自主开发的、面向企业级网络的产品。
表1MSR 30-11系列路由器型号产品描述H3C MSR 30-11 提供2个10/100M以太网口(WAN)1个SA口1个Console/AUX口2 连接图1MSR 30-11系列路由器连接示意图3 相关资料与MSR 30-11系列路由器相关的手册如下,用户可从随机的光盘或网站获得。
表2相关手册手册名称用途《H3C MSR 20/30/50系列路由器用户手册》对用户使用路由器进行操作指导。
包括接入分册、IP业务分册、IP路由分册、IP组播分册、MPLS分册、VPN 分册、QoS分册、安全分册、系统分册、IPX分册、语音分册。
详细解释路由器中的操作命令。
包括接入分册、IP业务分册、IP路由分册、IP组播分册、MPLS分册、VPN分册、QoS分册、安全分册、系统分册、IPX 分册、语音分册和各模块的命令总索引。
《H3C MSR 30系列路由器安装手册》主要对H3C MSR 30系列路由器的硬件特性、安装、配置、维护以及常见故障的排除方法进行了详细说明。
《H3C MSR 20/30/50系列路由器接口卡及接口模块手册》主要介绍了路由器涉及到的所有接口卡及接口模块的功能、接口属性、面板、指示灯及接口电缆连接等。
《中低端系列路由器电缆手册》介绍了中低端路由器涉及到的所有电缆的管脚连接关系。
本产品符合关于环境保护方面的设计要求,产品的存放、使用和弃置应遵照相关国家法律、法规要求进行。
4 技术支持杭州华三通信技术有限公司为客户提供全方位的技术支持。
通过杭州华三通信技术有限公司代理商购买产品的用户,请联系销售代理商或杭州华三通信技术有限公司技术支持。
地址:杭州市高新技术产业开发区之江科技工业园六和路310号技术支持电话:400-810-0504,800-810-0504网址:E-mail:customer_service@ BOM:3122A06Q。
MRS和MSR读状态寄存器操作指令详解
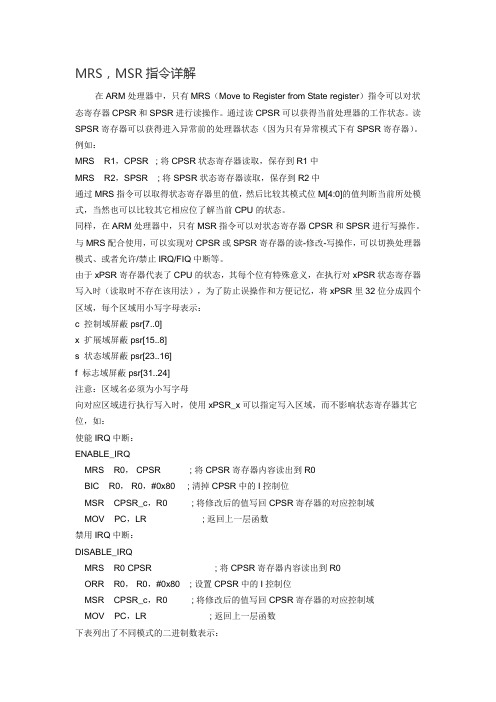
MRS,MSR指令详解在ARM处理器中,只有MRS(Move to Register from State register)指令可以对状态寄存器CPSR和SPSR进行读操作。
通过读CPSR可以获得当前处理器的工作状态。
读SPSR寄存器可以获得进入异常前的处理器状态(因为只有异常模式下有SPSR寄存器)。
例如:MRS R1,CPSR ; 将CPSR状态寄存器读取,保存到R1中MRS R2,SPSR ; 将SPSR状态寄存器读取,保存到R2中通过MRS指令可以取得状态寄存器里的值,然后比较其模式位M[4:0]的值判断当前所处模式,当然也可以比较其它相应位了解当前CPU的状态。
同样,在ARM处理器中,只有MSR指令可以对状态寄存器CPSR和SPSR进行写操作。
与MRS配合使用,可以实现对CPSR或SPSR寄存器的读-修改-写操作,可以切换处理器模式、或者允许/禁止IRQ/FIQ中断等。
由于xPSR寄存器代表了CPU的状态,其每个位有特殊意义,在执行对xPSR状态寄存器写入时(读取时不存在该用法),为了防止误操作和方便记忆,将xPSR里32位分成四个区域,每个区域用小写字母表示:c 控制域屏蔽 psr[7..0]x 扩展域屏蔽 psr[15..8]s 状态域屏蔽 psr[23..16]f 标志域屏蔽 psr[31..24]注意:区域名必须为小写字母向对应区域进行执行写入时,使用xPSR_x可以指定写入区域,而不影响状态寄存器其它位,如:使能IRQ中断:ENABLE_IRQMRS R0, CPSR ; 将CPSR寄存器内容读出到R0BIC R0, R0,#0x80 ; 清掉CPSR中的I控制位MSR CPSR_c,R0 ; 将修改后的值写回 CPSR寄存器的对应控制域MOV PC,LR ; 返回上一层函数禁用IRQ中断:DISABLE_IRQMRS R0 CPSR ; 将CPSR寄存器内容读出到R0ORR R0, R0,#0x80 ; 设置CPSR中的I控制位MSR CPSR_c,R0 ; 将修改后的值写回 CPSR寄存器的对应控制域MOV PC,LR ; 返回上一层函数下表列出了不同模式的二进制数表示:。
H3C MSR 系列路由器 操作手册(V1.05)
Rsh
SSH1.5
SSH2.0
备份中心
VRRP
设备管理
NetStream 文件系统管理
NTP 系统维护与调试
RMON 系统基本配置
用户界面
MAC 地址表管理
2.3 标准版特性功能索引
功能模块 接入分册
IP业务分册 IP路由分册
表2-2 MSR 系列路由器标准版特性功能索引
业务特性
ATM 和 DSL 接口 POS 接口
H3C MSR 20/30/50/20-1X 系列路由器 特性功能索引
目录
目录
第 1 章 分册简介 .....................................................................................................................1-1 1.1 分册简介............................................................................................................................. 1-1
MSDP
PIM
IPv6 组播路由与 转发
MLD
IPv6 PIM
GRE
L2TP
QoS
2-1
H3C MSR 20/30/50/20-1X 系列路由器 特性功能索引
第 2 章 业务特性明晰
功能模块 安全分册
系统分册
802.1x PKI ACL GR NQA SNMP 信息中心
业务特性
AAA
防火墙
NAT
PORTAL
MSR 错误代码手册中文版
組 裝 高 度 設 置 ON NG 裝高度(NC 編程)-元件厚度 料 )、 組 裝 高 度 ( NC 編
錯誤
(元件庫)超過。
程)、元件厚度(元件庫)
的數值。
說明:用(M)標記為維修工作。NC——數控;NG——不好;MOUNT—安裝,組裝;
ON——開;OFF——關;ZL——Z 的左工作臺;ZR——Z 的右工作臺。
ON OK
ZL 盒 式 快 門 座
HC0021 位發現有錯
ON OK
ZR 盒 式 快 門 座
HC0022 位發現有錯
ON OK
HC0025 盒設置錯誤
ON OK
HC0034 送料返回探測錯 ON OK 誤
錯 誤 代 錯誤資訊
後控 摘
i從盒式快門感測器看,雖 然鐳射輸出已經關掉 (OFF),但鐳射輸入仍開著 (ON)。
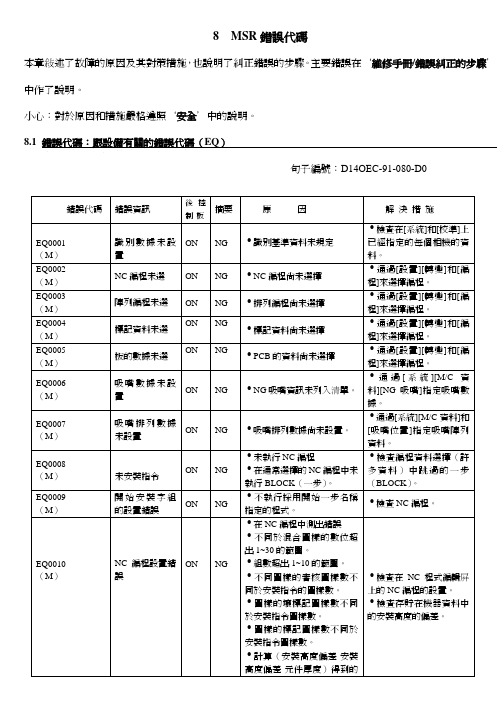
8 MSR 錯誤代碼
本章敍述了故障的原因及其對策措施,也說明了糾正錯誤的步驟。主要錯誤在`維修手冊/錯誤糾正的步驟' 中作了說明。 小心:對於原因和措施嚴格遵照`安全'中的說明。 8.1 錯誤代碼:跟設備有關的錯誤代碼(EQ)
句子編號:D14OEC-91-080-D0
錯誤代碼
EQ0001 (M) EQ0002 (M) EQ0003 (M) EQ0004 (M) EQ0005 (M)
i送料返回探測感測器損壞
或錯調。
i執行自動恢復後拾起錯誤
仍在。
i通過恢復最後拾起的元件
被認為是拾不起的。
i檢查元件盒裝得是否對。
i元件盒(元件)設置不正 i檢查吸嘴沒有損壞或堵塞。
OK 確。
i檢查資料編輯(元件庫)屏
i吸嘴有缺陷或阻塞。
上設置的每個資料是否合適。
MSR中文说明书
目录1.程序制作介绍---------------------------------------- P22.PCB PROGRAM 制作---------------------------- P3~P53.MARK LIBRARY 制作--------------------------- P6~P84.NC PROGRAM 制作------------------------------ P9~P175.PARTS LIBRARY 制作--------------------------- P18~P286.ARRAY PROGRAM 制作------------------------ P29~P307.IPC智能型料架程序制作------------------------- P30~P318.IN/OUT ------------------------------------------------- P32~P359.规格说明----------------------------------------------- P35~P3810.生产数据管理--------------------------------------- P38~P4111.MACHINE DATA说明-------------------------- P42~P47一. 程序制作介绍:1.PCB data :最大可制作容量为200个, 其内容为设定基板尺寸大小&厚度之相关资料.2.Mark library :最大可制作容量为500个, 为制作辨识基板mark 所须之外型资料.3.NC program :最大可制作容量为200个(Max 5000steps) , 为制作装着点所须指令.4.Parts library :最大可制作容量为1000个, 为制作零件外型以供机台camera 辨识.5.Array program :最大可制作容量为200个(一个程序最大为300 types) , 主要连结NC program 与Parts library .二.PCB program制作:1.选取PCB程序或制作一新的程序.2.PCB List .3.Find : 寻找程序, 以名称或号码寻找.Sort: 依程序名称排序.Retry: 重试.New: 制作一新程序.4. 选取确定.1. PCB程序解说(1)PCB size X/Y : PCB X方向0~999.99mmY方向0~999.99mm(2)Thickness :厚度:(3)Pos. pin :定位pin是否使用.1 : 使用.0 : 不使用.(4)Hole pitch :定位孔与定位孔之间之距离.(5)Conv. Speed : 传送速度1: 897mm/s , 2: 862mm/s , 3: 791mm/s , 4: 721mm/s5: 650mm/s , 6: 580mm/s , 7: 510mm/s , 8: 493mm/s .(6)Table rising/lowering acceleration :0: Auto , 1: High speed , 2: middle speed , 3: low speed .当设定0 时, X-Y table上升下降之速度会依以下表列动作.当所有资料决定后, 可于Library 中变换宽度, 即点选Width moving .点选后可见到下图.Org. Return : 使轨道(XY table , Loader ,Unloader) 归回原点.Move axes : 移动资料所设定之宽度.三. MARK LIBRARY 制作1.首先输入一新的Mark code .2.点选OK后, 可输入所须之Mark 资料.(1)Size X/Y , Width Wh/Wd : 可依下图量测, 如mark 为实心, 则Wh/Wd无须输入.(2)PCB material code : 基板材料选择.0 : 聚纸纤维板, 铜箔.1 : 聚纸纤维板, 锡箔.4 : 陶瓷板, 银箔.5 : 陶瓷板, 铜箔.6 : 陶瓷板, 金箔.(3)Pattern : 外型.0 : circle 圆形. 3 : Triangle 三角形.1 : square 方形. 8 : Cross 十字形.2 : Diamond 菱形. 9 : Checker 异型.(4)Rec. type : 视觉类型.0 : 多质化.1 : 二质化.2 : Bad mark .(5)Light : 灯光.1 : spread 落射,2 : direct 直射,3 : spread+direct落射+直射.◆Bad mark 之设定方式以往一般之PCB mark 为窗口大于mark , 但Bad mark却为mark 本体大于窗口.window窗口大小为0.5*0.5mm~5*5mm , Bad mark 本体最小建议为2*2mm .3.制作步骤:(1)点选EDIT 画面, 且选取MARK .(2) 选取New 之选项, 输入名称.(3) 点选OK后, 写入所须资料.(4) 按下Teach 键, 即会出现以下画面, 其中也依视觉选项不同而所须制作之项目也随之改变.(5)Gray mark : 更改windows 之size & 转换黑色或白色显像.Binary mark : 较Gray mark 多一Binary level 调整.Bad mark : 只须调整window窗口之size .(6)Teaching 完成后, 如果是Bad mark(Distinction mark) , 可设定Distinct mark tolerance .可分为Normal , Rough , Very Rough .四. NC program 制作(1)Offset X/Y : 机台原点与基板原点之距离 .(2)Offset HM : 已装着之最厚零件之厚度.(3)Multi Org. : 决定Z 轴何站为NC程序Zno. 之原点.EX: 以Zno=10 为Multi Org .的话, 则Z=11 为新原点的第二站.(4)X/Y : 由基板原点至装着点之距离.(5)Zno : Z轴之料站.EX: A=1,2 B=3,4 C=7 D=9EX: A=3 B=7 C=11,12 D=15 (A&D为大型料架, B为singleC为Double cassette)(6)S&R : PCB有连板状态使用之指令.何谓step repeat & pattern repeat ? 见下图可知step为将同一站之零件完成再进行下一站, pattern 为完成一pattern后再继续下一板.而pattern 之旋转为顺时针+值.EX:以下之图标, 我们须如何宣告S&R之坐标?Ans: 由A1(X1,Y1) A1(0,0)则A2(X2-X1 , Y2-Y1)A3(X3-X1 , Y3-Y1)A4(X4-X1 , Y4-Y1)(7)Theta : 零件装着角度. (逆时针为正)0~359.99 度(8)Skip block : 0--------------不使用.1~6 , 8~9 ----有条件之Skip ,常用于连板之删除或同Model但不同状态下使用.7--------------强迫skip .(9)Mt. Height : 设定装着高度上升或下压, 0mm~零件厚度+装着高度~6mm .(10)Mrk(Mark) : Fiducial mark --- 0 无mark .1 零件mark2基板mark3连板mark4群组mark .Distinct mark--- 1 Bad mark2Diff. Mixing pattern3Master distinct mark(11) No : 装着指令0 ---装着1---不装着.(12)Mt. Wait : 等待所有零件装着完毕后再行装着.0 : 不等待1 : 等待.(13)Group : 界定群组mark 之使用方法, 请见下一章之介绍.0 :不使用1~10 :使用.(14)Prod : 界定混合连板之宣告.0 :不使用.1~30 :使用.Mark 形式1. Fiducial mark :(1)Individual mark : 用于大零件之定位协助.(2)PCB mark : 基板归正定位之用.(3)Pattern mark : 连板归正定位之用.(4)Group mark : 一PCB有两种不同之Model , 藉由group mark 归正.2.Distinct mark :(1)Bad mark : 一般用于界定连板装着或不装着.a. Bad mark 指令跟随S&R坐标变动:b. Bad mark 指令不跟随S&R坐标变动:(2)Diff. Mixing pattern : PCB拥有多连板, 而连板之中又拥有两种不同Model , 以Bad mark 指令搭配Prod 宣告.NC program 之制作程序:1. Program offset 校正.2. S&R 之宣告.3. Bad mark 之teaching .4. PCB mark 之teaching .5. Mount position 之宣告.BAD MARK,不良基板符号教导,是为了预防零件装着于有问题之基板上而设计之功能CODE:0无不良符号TEACHINGCODE:1使用SENSOR执行不良符号TEACHINGCODE:2使用PCB CAMERA执行不良符号TEACHING*不良符号规格符号必须大于辨识时窗口窗口尺寸:0.5 x 0.5到5 x 5 mm(可随机设定)不良符号尺寸:最小为2 X 2 mm*基板无不良符号*基板有不良符号MENT备注栏,可输入八个字符,例如基板上之电路号码备注栏输入与否不会影响机器动作*注意当[SYS]→[PRODUCTION DATA]中之[MARK POSITION TAKE-IN]设定为[有效]时,则于MARK TEACHING 后,其坐标才能被储存进入*若基板被定位于XY 轨道上是有倾斜情况时(仅用夹边方式定位,既PINCH TYPE),基板符号TEACHING及计算是不会有问题的,但是必需要在基板边与轨道是介于1mm之内之情况下才有修正之效果LAND TEACHINGLAND TEACHING,着落点教导,作为修正装着零件之着落点(PAD)位置,通常用于大型零件或较精密之零件,如QFP,PLCC,SOP等等……..CODE:0表示不作LAND TEACHINGCODE:1表示执行LAND TEACHING下图表示各零件LAND TEACHING之关系图LAND TEACHING 结果图*通常而言,最好先执行MARK TEACHING 后,在执行LAND TEACHING,,若先执行LAND TEACHING ,则装着角度之修正将不会被保证OKOFFSET TEACHING可分为两种, 一种为抓取Mark1之中心位置, 也是说为Alter之状态, 可将Mark与Mount position 一起拉回中心之方法.一种为Fix之状态, 将mount position 拉回中心之位置, mark 须重新Teach .点选OK后可得到以下之画面在Move NC中将XYT轴移动至mount位置, 在移动至mark或mount之中心点即可.五. Parts library制作零件数据库共分为四页,[STANDARD]及[OPTION]及[BGA] [OFFSET]1.STANDARD1.CLASS选择适用之零件号码辨识方法CLASSIFICATIONTYPE 适用零件透过式(二值化) 10 正方形芯片零件1正方形芯片零件(尺寸检查允许值能够被输入)20 小晶体管1 小晶体管(零件本体含有许多粗糙边)30 薄零件1 薄零件(看起来有孔之薄形零件)4 0 QFP6 0 大型晶体管7 0 异形零件8 0 HEMT零件9 0 圆筒形零件(MELF)11 0 铝质电解质电容多值化13 0 中空形线圈200 正方形电阻芯片(一般零件,反噪声型)1 正方形电阻芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)3 正方形电阻芯片(1005电阻前/背面判断) 220 排阻(吸着检查)1 排阻(无吸着检查)30 0 正方形电容芯片(一般零件,反噪声型)1 正方形电容芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)31 0 钽质电容40 0 微小含脚晶体管(一般型)1 微小含脚晶体管(晶体管零件脚宽不同) 5 微小含脚晶体管(零件脚有阴影)41 0 小型电力晶体管42 0 大型电力晶体管43 0 两只端子之二极管44 0 LED1 LED(利用脚宽去执行站立吸着检查)2 LED(利用本体中心去执行站立吸着检查)反射式50 0 水平连接器(单边有脚)51 0 垂直连接器52 0 SOP53 0 QFP54 0 SOJ55 0 PLCC72芯片型波型表面滤波器(利用上,下,左,右的直线寻求零件倾斜度)1芯片型波型表面滤波器(利用上,下的直线寻求零件倾斜度)2芯片型波型表面滤波器(利用左,右的直线寻求零件倾斜度)86 0 格子状芯片900 白色连接器3 遮板式零件2.SIZE零件尺寸,输入零件每边尺寸,不包含脚的尺寸UP/DOWN/LEFT/RIGHT/THICK/THICK TOLERANCE上/下/左/右/厚度/厚度误差量*于屏幕上所看到之影像与机器上包装刚好上/下颠倒*输入范围上/下/左/右:0.1 到150.00 mm(单位为1/100 mm)设备之规格最大为32.00 mm厚度:0.00 到25.00 mm(单位为5/100 mm)设备之规格最大为 6.00 mm*尺寸输入后相机之选择会自动设定,但是,若机器本身已经有数值时,则机器不会自动设定*厚度误差量当厚度设定后,机器会自动计算误差量,而此误差量为机器判定零件是否正确被吸着输入范围:0.00 到25.00 mm(单位为5/100mm)自动设定范围是依据零件厚度来计算0.1mm≦零件厚度≦1.0 mm :20%误差量1.0mm≦零件厚度≦25.0 mm:10%误差量3.HEAD SPEED工作头速度,设定工作头旋转速度1~13*零件设定为慢速时,是为了高精密度装着和TEACHING*工作头速度选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时4.XY SPEED设定XY轴移动速度1 2 3 4 5 6 7 8HIGHT SPEED LOW SPEED*正常而言,此速度会跟工作头速度一样被自动设定,不过重新设定速度是需要的,像是较高的零件5.MOUNT NOZZLE选择装着用之吸嘴101~140 左方固定吸着, 201~240 中间固定吸着(FOR大吸嘴)CHANGE CAMERA零件辨识相机选择代码相机辨识范围吸嘴号码零件最大尺寸0 小视野相机8 mm 1,2,3,4 6 x 6 mm1 大视野相机36 mm 3,4,5 32 x 32 mm*相机选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时1.FEED DIR(FEED DIRRCTION)送料角度,设定零件于包装中之供应角度代码表*若零件数据库设定和机器上实际包装一样时,则设定为0,既可,否则就必须要设定之*若仅包装方向改变时,只要更改数据库中之供给方向就可以了,否则就必须要更改脚数及装着角度*下图为较特殊例子,因为零件本身包装为45°,故必须要先行旋转后(FEED DIRECTION=45°),如此机器才能够辨识2PACKAGE零件包装方式代码包装方式0 PAPER纸带1 EMBOSS塑料2 BULK散装*零件包装方式会决定自动时的吸着高度3.PUSHUP4.一般给大零件使用, 目前未使用.5.0:不使用1:使用4.FEED COUNT : 推料次数.5. RECOV自动补料,设定机器是否要于吸着错误时,自动补料(必须要于机器初始值中补料次数不为0时,才有用)0:不补料(机器会停止)1:会自动补料2:大零件掉落检出SENSOR动作*通常设定为0时,是吸取较贵重之零件时,如QFP等….*大零件掉落检出SENSOR是为了保护零件及切刀用的,当设定为有效时,机器会于吸取此零件后,同时会检测零件有无被吸取,当被检测到没有被吸取时,机器会立即停止,以免机器继续动作,相对的切刀也会动作,而使得切刀或零件损毁6. CHIP STAND设定被吸着零件是否是站立吸着,由LINE SENSOR执行检测动作0:表示仅检测吸着错误(装着高度之冲程由数据库中之零件厚度决定)1:表示利用零件厚度判断/检测零件站立吸着情况(既装着高度之冲程由实际LINE SENSOR检测出之值执行之)7.LIGHT TYPE0 7THRU : 透过式灯光DCT(L) : 大相机灯光DCT(S) : 小相机灯光CIR : 同轴灯光.CSP/BGA : CSP与BGA专用, 平面照射.8.OUTER SIZE(mm)零件之含脚尺寸,若零件为不含脚之零件时,则零件本体就为OUTER SIZE输入范围:0.00 ~ 99.99 mm单位为1/100 mm*机器零件规格最大为32 mm9.ELECTRODE(mm)电极尺寸,既零件焊点位置尺寸输入范围:0.00 ~ 50.00 mm单位为1/100 mm10.LEAD COUNT零件脚数量,不包含有缺脚数量输入范围:0 ~ 255只11.LEAD SIZE零件脚尺寸,设定零件之脚间距及误差量输入范围:0.00 ~ 50.00 mm单位为1/100 mm12.ROTATE : 旋转180度(未使用)13.PICKUP CHK :吸着检测0 : 不使用1 : 使用.2 . OPTION1.PARTS SIZE TOLERANCE : 零件大小误差值.U/D+ , U/D- : 0~5.00mmL/R+ , L/R- : 0~5.00mm2.LEAD COUNT CHECK : 脚支数确认0 : 不确认.1 : 确认.3.TILT THICK : 脚弯值.4. CUT LEAD设定零件有缺脚之方向/数量/位置i.DIR(方向)1:左方3:右方2:上方4:下方ii.NOS.(缺脚数量)输入各边缺脚数量输入范围:0 ~ 63只iii.POS.(位置)输入各边缺脚开始位置输入范围:-128 ~ 127*由上往下算,由左往右算时,输入正值*由下往上算,由右至左算时,输入负值*缺脚位置≦同方向实际脚数量+ 1*零件资料建立完成后,最好要辨视,以免因为资料错误造成自动生产中,辨识错误过多,影响装着率零件辨识可利用[TEACH]功能键,依造机器所显示之步骤执行之,既可3 . BGA1.ALL : 总球数.2.TOL(+/-) : 面积容许值.面积容许值+ : 0~999面积容许值- : 0~1003.NOT CHECK AREA : 不侦测范围.START X/Y :1~255 , NUM X/Y : 0~255 .EX:SOL : START X=4 , START Y=3 , NUM X=2 , NUM Y=3 .4 . OFFSET1.PICKUP POS. OFFSET : 吸着位置(X)与高度之补偿.X : -5mm ~ 5mmH : -3mm ~ 3mm2.MOUNT ALLOWANCE : 装着偏移量容许值, 也就是说当吸嘴大于零件之情况下, 机台本身会检查位置是否有误.建议值: 0603-----0.3mm1005-----0.4mm1608 & 2125-----0.4mm或更高.3.MOUNT POS. OFFSET (X/Y/THETA) : 装着补偿值.X : -75mm ~ 75mmY : -27.5mm ~ 27.5mmTHETA : -45~45度六. Array Program 制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*与MVIIV/MSHII资料皆可被读取及运用,但是因为零件架安装间距各机器并不一样,故要检查零件架安装位置*MSHII───16mm*MVIIV───K TYPE 21.5 mmQ TYPE 20.0 mm1.PART CODE零件形状码,依据实际零件安装于Z轴上位置(Z NO.)输入零件形状码,可利用功能键[ALTER ALL],进入零件数据库中抓取零件形状码2.PARTS NAME零件名称,通常为使用IPC程序时才会输入之,若不使用IPC则机器不会理会此栏为有无输入3.V AC HEIGHT吸着高度补偿,既补偿于自动状态下吸嘴于吸取零件高度,通常设定为0,若有需要时,则输入负值表示吸嘴下降更深,正值表上升输入范围:-3.00 ~ 3.00mm4.MASTER Z NO.主要Z轴号码,当相同零件被安装于很多料架上时,且安装在Z轴上,则第一个被装着用之料架,就被称为MASTER Z NO.(NC 程序中所设定的Z轴号码),其它的Z NO.就被称为其预备Z NO.*当机器发生缺料于MASTER Z NO.时,机器不会中断,而会继续去吸取其预备Z NO.上之零件,如此称为Z ALTERATION*最小之预备Z NO.之料架将会被第一个使用七. IPC智能型料架程序制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*无法适用于MVIIF/MSHII之IPC程序*SHAPE CODE/PART NAME/MASTER Z与ARRAY PROGRAM设定皆相同1.IPC设定智能型料架使用与否YES:IPC 使用,既机器会检查料架上之IPC MEMORY记忆是否与机器设定一样NO:IPC 不使用2.OR当有使用IPC时,且使用不同厂牌之零件(既BAR CODE不同时),就必须要在此设定其它厂牌之BAR CODE,共可输入十种不同厂牌之零件BAR CODE八. IN/OUT此功能为将机器上之NC /ARRAY/PCB/IPC/PARTS/MARK 资料,*传入SA VE或传出LOAD到磁盘中*删除DELETE磁盘或机器中之资料*拷贝COPY 磁盘内或机器内之资料*改名RENAME 磁盘或机器内之程序名*打印PRINT 磁盘或机器内之程序或资料*格式化FORMAT 将磁盘重新格式化再按NEXT,*储存影像资料SA VE IMAGE将辨识相机中之数字化影像储存到磁盘上,于发生辨识错误时,操作人员可将其辨识视觉资料储存于磁盘中,方便分析[MEMORY 1] 现今监视器上之影像若要储存生产中辨识错误影像时,首先必须要将[PRODUCTION CONDITION DATA]中之[COMPONENT RECOGNITION ERROR STOP]设定为[STOP],既当发生辨识错误时,机器会立即停止动作,且辨识不良画面依旧存在于监视器上,此时,不要按[RESET],直接进入[IN/OUT]功能中,去储存此画面既可[MEMORY 2] 于TEACHING时,监视器上之影像若要储存TEACHING辨识时错误资料时,首先结束编辑画面(注意不要按[RESET]键),在进入[IN/OUT]功能中,将画面储存*CONVERT 资料转换当使用旧型MV 资料(OLD DATA),必须要使用此功能去转换及建立一新资料(NEW DATA)OLD DATANEW DATA资料转换应用图PANASERT一. 规格说明1.机台规格:要求条件:温度: 20±10 度电压: 200V , 50/60HZ , 7KV A .气压: 0.5Mpa , 100NL/min .装着时间: 0.08sec (XY table 移动不超过12mm)传输时间: M size 2.2secXL size 2.7sec2. 基板规格:尺寸: (M size) MAX 330*250mm , MIN 50*50mm(XL size) MAX 510*460mm , MIN 50*50mm 装着尺寸: (M size) 330*242mm(XL size) 510*454mm厚度: 0.5~4mm板弯不可超过0.5mm , 且背板零件厚度不超过30mm3.零件规格:0603 ~ 32*32mm BGA .8mm paper & emboss feeder .12mm emboss feeder4.辨识系统零件辨识:利用零件相机(分为小视野/大视野两种)作零件辨别和补正位置零件辨识方法分为两种(由零件数据库中之PARTS CLASS决定) I.反射式:能清楚看到零件底部模样及外型反射板为黑色底部,且利用LED光源作为辨识时照明用II.透过式:利用黑白对比关系,辨识零件外型外框反射板底部为红色,且利用卤素灯光作为辨识时照明用小视野零件相机(6x6 mm)适用零件辨识方法0603 – 2125 芯片零件SS微小晶体管二极管反射式藉由零件电极来判断决定零件中心和倾斜度其它矩形芯片零件大型有脚零件圆形芯片零件(选配)透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度大视野零件相机适用零件辨识方法32x32mm BGACONNECTOR脚间距为0.65mm反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距20x20mm QFPCONNECTOR脚间距为0.5mm选配反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距钽质电容电解质电容大型零件透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度4.吸嘴种类:通常有九种标准类型VVS VS S M L反射式反射式反射式反射式&透过式反射式&透过式LL LLL MELF-M MELF-L反射式&透过式反射式&透过式反射式反射式二. 生产数据管理1.WORKING :显示生产中所发生之错误次数与时间, 换料之时间总合, 藉此得知机台之稼动率与生产总数.2.QUALITY :a.PRODUCT 个别程序之生产资料可于PRD NAME 输入或选择程序,则机器会将所选择之程序生产资料表示出来b.M/C TOTAL 机器总生产资料c.显示吸着率与装着率之状况.3.NOZZLE显示各工作头上之各吸嘴之吸着/装着等等….状况4.CASSETTE :显示被选择之程序或机器全部生产时,各零件架之各种状态且可设定WARNING 之标准, 点选WARNING后可得到下面之画面5.文件管理:欲取得过去之生产数据, 可由SA VE DATA 中得知, 以利生产管理.6.错误讯息点选ERROR可得到最近1000个错误讯息之资料.三. MACHINE DATA 说明(一)OFFSET DATA1.MACHINE OFFSET : 机器原点补偿值.2.Z ORIGIN ADJUST : Z轴X方向吸着原点补偿值.3.PICKUP Y OFFSET : Z轴Y方向吸着原点补偿值.4.DISTINCT MARK SENSOR : 调整BAD MARK SENSOR侦测位置补正值.5.MOUNT HEIGHT : 装着高度.6.CONVEY HEIGHT : 交换机板高度.7.V ACUUM HEIGHT : 吸着高度.8.PCB LOADING WAIT : 基板进板之等待时间(LOADER SIDE)9.PCB UNLOADING WAIT : 基板进板之等待时间(UNLOADER SIDE)10.LOADER TIMER : 进板等待时间.(二)OPERATION CONDITION DATA1.RECOVERY : 补料次数.2.CONT PICKUP ERROR : 连续吸着之次数.3.NOZZLE PICKUP ERROR : 设定吸嘴连续吸着次数, 到达此次数才报警.4. MARK RECOG RETRY : MARK 连续辨识次数.5.NOZZLE PICKUP ERROR STOP : 停止或略过.6.PARTS RECOG ERROR STOP : 停止或重试.7.PCB MARK RECOG ERROR STOP : STOP 停止SKIP 略过不打NONE 不补正继续生产.8.H-SPD DOWN ON RECOG ERROR : YES ---HEAD会降速拋料.NO---不做降速.9.PCB CONVEY : YES---传板NO---不传板.10.AUTO WIDTH ADJUSTMENT : YES---执行轨道自动调整.NO---不执行轨道自动调整.11.STARTING HEAD POS . : PREMOUNT---基板定位后才执行吸着动作.PREPICK---基板未定位预先吸着等待. 12.AGING MODE : NORMAL--- 一般生产ROTATION--- 仿真生产, 视觉补正NO--- 仿真生产, 不做视觉补正13.PART REMAIN : 补料后做不做出使之动作.14.READ MARK POS. : TEACH MARK 后数值需不需要UPDATE .15.CHANGE PROGRAM OFFSET :FIXED---更改PROGRAM OFFSET , MARK 不随之移动.ALTER---更改PROGRAM OFFSET , MARK随之移动.16.AUTO TEACH CHECK : PARTS DATA 未TEACH时, 生产时会自动校正输入.17.PART SKIP : 做不做SKIP零件之动作.18.EDIT & RESUME : 生产途中更改数据, 继续生产后能自行UPDATE .19.PRIOR Z AFTER PARTS EXCHANGE :MASTER---生产补料后以MASTER之料站吸料.SPARE ---生产补料后以SPARE之料站吸料.20.GROUP REPEAT : NO---以PATTERN 指令生产.YES---依照零件之种类调整HEAD 速度, 以快至慢生产.21.PICKUP BY Z REVERSE MOVE :NO---每次都以NC ORIGIN 吸着YES---在多连板之情况下, 单数连板Z为递增双数递减.22.CHECK FOR MOUNT POSITION :YES --- 机台会判别NC POS 有无重叠之危险.NO --- 不做判别23.CONFIRM NG PARTS DROPPING :YES --- 确认拋料情况NO --- 不确认.24.SPARE NOZZLE : STOP --- 机台判定NG则SKIPCONT --- 机台判定NG还是继续生产.ROTATION --- 只做旋转之动作.(三)CONVEY DATADIRECTION : 选择流向.PCB POSITIONING : 选择定位方式.MANUAL/SEMI-AUTO SPEED : 选择皮带之速度.(四)NG NOZZLE :OK : 吸嘴正常NG1(红) : 手动设定.NG2(黄) : 机台判定.(五)NOZZLE POSITION :告知机台吸嘴排列方式。
MSR操作教程

生產部教育訓練教材之-----高速機(MSR) 高速機(MSR)
High Speed Mount (MSR)
! 備注﹕本教材同樣適用與 Pana MSR Prepared : Approved: Ver: Release date:
高速機(MSR)
OUTLINE:
規格 控制面板 程序 知識點
Code 0 1 2 3 Recognition Teaching No offset Individual offset PCB offset Pattern offset
Open mind Global vision
高速機(MSR)
12. Land Teaching
MARK
Code 0
Land Teaching No Land Teaching Land Teaching
外觀尺寸 視覺辨識系統 磁碟機 基板流向
Open mind Global vision
高速機(MSR)
1.2 基板規格
A: 基板尺寸及可允許置放零件范圍 允許基板尺寸: MAX 330*250mm , MIN 50*50mm 工作范圍: MAX 330*242mm , MIN 50*42mm
3 4
1 ST Digit : Pattern Repeat 2 ND Digit : 1800 Rotation
Open mind Global vision
高速機(MSR)
9. No Mounting
Code 0 1 Mount No Mounting
10. Skip Block: 程式跳躍指令 11. Mark
高速機(MSR)
MAX 0.5mm
MSR操作中文说明图
ST14 HEAD原点検出 NOZZLE №検出
ST13
NOZZLE RETURN
ST12 HEAD原点検出 NOZZLE原点検出 不良部品排出
⑯①②
⑮
③
⑭
④
⑬
⑤
⑫
⑥
⑪
⑦
⑩⑨⑧
ST10~13 吸嘴选择
ST9 装着高度切换(XY-T軸)
部品装着
ST4 元件厚度检查
ST5 像机高度切换(CT軸)
21°
吸着位置仕様
中央吸着位置
0.5mm
右吸着位置
2.69㎜
Z軸
21°
標準吸着位置
大型部品吸着位置
(宽度12㎜以上的FEEDER)
※MSR Z軸 PITCH为10.75㎜
標準吸着位置
元件吸嘴的选择 ・左右吸着:1~40 (自動切換) ・左固定吸着:101~140 (対象部品:0603、円筒部品) ・中央固定吸着201~240 (対象部品:SOP、QFP等大型部品)
ST5 像机高度切换[CT軸]
ST5 部品認識 目的
1.部品的中心計測 2.部品的傾斜計測 3.部品的特徴認識
方法
1.透 過 認 識 2.反射認識
部品認識像机照明
周囲 (反射照明)
BGA、CSP (反射照明)
透過照明
同軸(反射照明)
小大
4mm 小 視 野 像 机
32mm 大 視 野 像 机
部品認識方法 反射認識
另一機種部品搭載
ZA
ZB TABLE生産
ZB
优先交换模式
少品种量大运转时间长的MODEL
STEP1
ZA TABLE 生産
MSR初级操作
4
三、 机器整体概况介绍:
1.机器的规格数据:
环境温度 20±10°C
设备运 转条件
电源 空压 尺寸(M) 贴装范围 厚度
3相 AC200V ±10V 50HZ (7KVA) 0.5MPa Max.330×250 Max.330×242 (流量:100Nl/min) Min.50×50 Min.50×42
该扣子应 扣好
前面已用 一片 14 此处原有两垫片,其中已用一片
八、生产信息的读取:
1、点击“Manage”。 2、点击“Product”查看当前生产信息,点击“M/C Total”查看历史 信息。 3、点击“Working”查看工作效率。 4、点击“Quality”查看吸着率。 5、点击“Nozzle”查看吸嘴信息。 6、点击“Cassette”查看料站信息。 7、点击“Printing”打印信息。 8、点击“Clear”删除信息。
5
NC Program
Max. 200 , 5000steps/product
Parts Library 存储 程序 数量 Mark Library Array Program
Max. 1000library Max. 500library Max. 200
PCB Program
Max. 200 Small(识别范围) Max. 6×6
START SETUP IN/OUT EDIT
MENAGE
SYSTEM 8
五、机器主副操作盘介绍
1、主操作盘介绍:
伺服马达的 伺服开关 (ON/OFF)
主CPU开 关
电源指 示灯
机器工作 的开关键
前部操作 指示灯
机器操作 的鼠标
机器动作模式切换键: AUTO,SEMI,MANU
MSR 系列远程 IO 模块用户手册说明书
MSR系列远程IO模块用户手册版本:R2.0发布日期:2021/12/16一、概述感谢您选购我司自主研发、生产的MSR系列EtherCAT远程IO模块。
MSR1616NT:16通道NPN型输入和16通道晶体管输出模块;MSR1616PR:16通道PNP型输入和16通道继电器输出模块。
二、安全注意事项本手册中,安全警示标志定义如下:表示如果未按照要求操作,可能造成中等程度人员伤害或设备损坏。
表示如果未按照要求操作,可能造成设备的严重损坏或人员伤害。
(1)安装(2)配线、运行、保养三、产品信息(1)型号说明图1:型号说明(2)外部接线图图2:整体接线说明图3:MSR1616NT外部接线图4:MSR1616NR外部接线图5:MSR1616PT 外部接线图6:MSR1616PR 外部接线(3)电气参数四、EtherCAT PDO 字典对应关系五、结构尺寸及安装图7:MSR 系列结构尺寸六、保修协议 (1)本产品保修期为18个月,保修期内按照使用说明书正常使用情况下,产品发生故障或损坏,我司负责免费维修。
(2)保修期内因以下原因导致损坏,将收取一定维修费用:◆ 因错误使用或自行修理、改造导致的机器损坏;◆ 由于火灾、水灾、电压异常、其他天灾及二次灾害等造成的机器损坏;◆ 购买后由于人为摔落及运输导致的硬件损坏;◆ 不按我司提供的用户手册操作导致的机器损坏;◆ 因机器以外的故障(如外部设备因素)而导致的故障及损坏。
(3)产品发生故障或损坏时,请您详细记录故障现象。
(4)维修费用收取,一律按照我司最新调整的《维修价目表》为准。
(5)在服务过程中如有问题,请及时与我司代理商或我司联系。
本协议解释权归本公司所有。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
透過認識
LED 镜子
LED(同軸)
モ元ニ件的タ电ー极画识面别
元モ件ニ的タ外ー形画认识面
ST9 装着高度转换 [ XY‐T軸 ]
(例)元件厚度1MM
基板上面
装着HEAD 8mm下降
XY TABLE 最大6mm上升
XY TABLE
XY TABLE
ST9 装着高度转换 [ XY‐T軸 ]
座標原点 XY TABLE
Θ°(装着角度) Z軸
FEEDER
ROTARY HEAD
90゜
0゜
180゜ 机器前面
基板
27 0゜
NC PROGRAM编辑
基板補正
基板補正(XY方向偏移)
X方向SHIFT
WINDOW:MARK的认识 范围源自X-Y轴的补正座標原点
基板補正(Θ方向SHIFT)
Θ偏移
ST6~8的Θ补正
装着角度说明
角度180° 装着角度
角度0°
NC PROGRAM编辑
X 座標、Y 座標
+Y座標
坐标原点到贴 装位置的位移
座標原点
+Y座標
ー
0 座標原点 + X座標
ー
0 座標原点 + X座標
ー
ー
PROGRAM OFFEST
ST9(装着位置)
机器原点
PROGRAM OFFEST
机器原点与基板原点间 的位移
SE 研修資料 操作概要編
機 種 : MSR 松下電器産業(株) FA社
SE
Z軸動作MODE
Z軸二分割動作模式
1. 准 备 2.優先交換 3.连 接 4. 交 換
STEP1
准备模式
多品种少量的MODEL最合适
ZA TABLE 生産
ZA
另一機種部品搭載
ZB
STEP2
生産終了
ZA
机种转换開始
ZB
STEP3
部品認識
ST6~8 装着角度補正
ST1 吸着高度转换[VT
軸
]
对应较薄的纸带元件
对应较厚的纸带元件
对应胶带元件
ST1 大型部品吸着有检查
OK
ST1 大型部品吸着无检查
NG
ST4 元件厚度测量
吸嘴厚度 元件厚度
吸着ERROR
吸着ERROR,立吸ERROR
元件厚度 :1㎜ 厚度允许范围:±0.2㎜
连接模式 元件较多的生产模式
ZA TABLE 元件生産(1枚目) 待機
ZA
ZB
待機 ZB TABLE 元件生産(1枚目)
ZA
ZB
ZA TABLE 元件生産(2枚目) 待機
ZA
ZB
待機 ZB TABLE 元件生産(2枚目)
ZA
ZB
交换模式
适用于大量长时间运行的机种
STEP1 STEP2 STEP3 STEP4
ST5 像机高度切换[CT軸]
ST5 部品認識 目的
1.部品的中心計測 2.部品的傾斜計測 3.部品的特徴認識
方法
1.透 過 認 識 2.反射認識
部品認識像机照明
周囲 (反射照明)
BGA、CSP (反射照明)
透過照明
同軸(反射照明)
小大
4mm 小 視 野 像 机
32mm 大 視 野 像 机
部品認識方法 反射認識
21°
吸着位置仕様
中央吸着位置
0.5mm
右吸着位置
2.69㎜
Z軸
21°
標準吸着位置
大型部品吸着位置
(宽度12㎜以上的FEEDER)
※MSR Z軸 PITCH为10.75㎜
標準吸着位置
元件吸嘴的选择 ・左右吸着:1~40 (自動切換) ・左固定吸着:101~140 (対象部品:0603、円筒部品) ・中央固定吸着201~240 (対象部品:SOP、QFP等大型部品)
部品吸着 大型部品吸着有无検出
ST14 HEAD原点検出 NOZZLE №検出
ST13
NOZZLE RETURN
ST12 HEAD原点検出 NOZZLE原点検出 不良部品排出
⑯①②
⑮
③
⑭
④
⑬
⑤
⑫
⑥
⑪
⑦
⑩⑨⑧
ST10~13 吸嘴选择
ST9 装着高度切换(XY-T軸)
部品装着
ST4 元件厚度检查
ST5 像机高度切换(CT軸)
元件没有吸着
立吸ERROR
部品厚0.7㎜
元件有吸着,但测试厚度比设定厚度要小 0.7㎜<1.0㎜-0.2㎜
部品厚1.3㎜
元件吸着良好,但测试厚度比设定厚度要大 1.0㎜+0.2㎜<1.3㎜
部品厚3.0㎜ 元件吸着不好,测试厚度比设定厚度要大
1.0㎜+0.2㎜<3.0㎜
ST5 像机高度切换[CT軸]
另一機種部品搭載
ZA
ZB TABLE生産
ZB
优先交换模式
少品种量大运转时间长的MODEL
STEP1
ZA TABLE 生産
ZA TABLE 部品交换
ZA
ZB
STEP2
ZB TABLE 交換
ZA
ZB
ZB TABLE 生産
STEP3
ZA TABLE 部品補充完了
ZA TABLE 交換
ZA
ZB
STEP1 STEP2 STEP3 STEP4
(例)元件厚度1MM
基板上面
装着HEAD 8mm下降
XY TABLE 最大6mm上升
XY TABLE
装着HEAD 8mm下降
XY幅度TABLE 5mm上升
XY TABLE
部品吸着位置部品認識
吸着位置と部品認識
吸着位置 左 中央 右
21
吸着位置
左 中央 右
21
0°
21
21
0°
左吸着位置
2.69㎜
元件补充
ZA
ZA TABLE 生産
ZA
ZA TABLE
相同元件搭載
ZB
ZB TABLE 生産
ZB
ZA TABLE 元件交换
ZA
ZB TABLE 交換
ZB
ZB TABLE 元件交换
ZA TABLE 交換
ZA
ZB
ROTARY HEAD各STATION的功能
ST15NOZZLE TURN
ST1 吸着高度切替(VT軸)