NACE RP0775-99
腐蚀监测技术
X K ML 1000
CR
( X 2 X 1 ) K 365 1000 t
ML —— 金属损失/mils X —— 任意时刻的仪器读数 X2 —— t2时刻的仪器读数 X1 —— t1时刻的仪器读数 t ——X1 与 X2读数之间的时间差(天) CR —— 腐蚀速率(mils/年) K = PROBE CONSTANT 探针常数
腐蚀监测探头可以是机械的、电的、电化学的装置。腐蚀监测技 术本身即可提供在工业处理系统中对金属损耗或腐蚀速度的直接和在
线的监测结果。
一、腐蚀监测的作用
2、腐蚀监测的目的义
(1)测试介质的腐蚀性,提供金属的腐蚀速度。 (2)评价过程参数的相关变化对系统腐蚀性的影响,对可能导致腐
蚀失效的各种破坏性工况报警。
谢谢大家!
腐蚀监测技术
提
纲
一、腐蚀监测的作用
二、腐蚀监测技术原理
一、腐蚀监测的作用
1、什么是腐蚀监测?
腐蚀监测是测量各种工艺流体状态腐蚀性(主要是对设备的内腐 蚀)的一种测试工作。对于油气田的腐蚀监测就是测量油、气、水及 混输状态下介质的腐蚀性测试工作。这种测试是主要是通过把试件插
入到工艺流体之中,并始终与流体保持接触来完成。
。“区域性”是指某一个区块或某一个油气田;“代表性”是指在生
产系统中能达到以点代面的点;“系统性”是指围绕和贯穿整个油气 田生产系统的各个环节。
腐蚀监测点设计在生产现场腐蚀环境最苛刻、可能产生严重腐蚀
的部位。从单井井口、计量站外输(多个单井的汇管)、处理站进站 (长输管线的末端)及污水处理系统。在整个生产流程设计腐蚀监测 点,满足系统监测要求,反映生产系统的腐蚀状况、腐蚀严重区域, 起到预警作用,并可对投加缓蚀剂等防腐措施进行评价。
13Cr不锈钢的CO_2腐蚀行为研究

214 CO2 分压对腐蚀速率的影响 腐蚀介质温度为 150 ℃、流速为 015 m/ s、试验
时间为 7 d ,其成分如表 1 。CO2 分压与腐蚀速率关 系如图 4 。在各个 CO2 分压下 ,3 种材料的平均腐 蚀速率也基本上遵循 2Cr13 > 1Cr13 > HP13Cr 的规 律 ,随着 CO2 分压的增大 ,3 种试样的平均腐蚀速率 均随之增大 。当压力为 415 MPa 时 ,2Cr13 、1Cr13 、 HP13Cr 的 平 均 腐 蚀 速 率 分 别 为 01498 6 mm/ a 、 01381 0 mm/ a 、01068 9 mm/ a , 按 照 NACE RP2 0775291 标准规 定 2Cr13 、1Cr13 已 属 于 极 严 重 腐 蚀 ,而 HP13Cr 属于中度腐蚀 。
Abstract : CO2 corrosion behaviors of 1Cr13 ,2Cr13 and HP13Cr stainless steels were st udied in t he simulated high pressure and high temperat ure CO2 corrosion environment . The result s showed t hat t he uniform corrosion rates of t he t hree kinds of materials were 2Cr13 > 1Cr13 > HP13Cr ,t he peak all in 150 ℃. They were also increased wit h t he increase of CO2 partial pressure. Flow velocit y and Cl - concent ration when it was wit hin 10 ×10 - 6~10 000 × 10 - 6 . When t he concent ration of Cl - concent ration exceeded 10 000 ×10 - 6 ,t he uniform corrosion rate. Was re2 duced wit h t he increasee of it . Key words : stainless steel ; CO2 corrosion ;high pressure and high temperat ure离子类型 Cl -含源自 量 20q/ g·L - 1
安捷伦7100毛细管电泳系统说明书

Agilent 7100 Capillary Electrophoresis SystemHighest sensitivity. Highest productivity. Minimal footprint.Features •Most sensitive CE system on the market•Replenishment system allows high throughput and unattended operation •Easy maintenance and automated instrument diagnostics •Plug & play connectivity to all Agilent MS systems •Easy method setup data analysis •Regulatory compliance tools•Comprehensive offering of accessories and consumables •Partner solutions for LIF and electrochemical detectionBenefits •Best in class analytical performance•Broadest selection of detectors in the industry •Legendary Agilent reliability•Reverse-compatible with the Agilent HPCE •Increased uptime•Flexible separation modes including capillary electrochromatography•CE-MS support from the leading vendor with the longest CE-MS experience •Broad application coverage•Complete solution for charged sample analysisCapillary Electrophoresis (CE) offers fast separations with exceptional efficiency and resolution for analytical challenges that often can only be met with difficulty by LC. Used in standalone mode, as the separations component of a CE/MS, or as a complementary,orthogonal technology to LC, the Agilent 7100 CE system brings un-precedented HPLC-like sensitivity to a wide range of analytical challenges.In addition, CE offers the advantage that several separation modes can be run on a single instrument. This makes CE a very versatile technique for a broad range of applications and separation challenges.Application AreasCE is used to separate, identify, quantify and fractionate compounds in:•Environmental analysis •Food safety •Forensics• Pharmaceutical discovery, development, and QA/QC •Life Sciences/chem/ce© Agilent Technologies Inc., 2014-2015 Published April 1, 2015Publication Number 5990-3962ENPressure systemProgrammable with –100 to +100 mbar on inlet Flushing with 1 bar or with high pressure 2–12 bar Vial pressurization with high pressure 2–12 bar on inlet and/or outletInjection modesSelf correcting injection system with injection from inlet or outlet Programmable range: up to 10,000 seconds Pressure: –100 to +100 mbar Electrokinetic: –30 to +30 kV Autosampler/ fraction collector 50-position carouselAll vials are randomly accessible from inlet or outlet end of capillary.Temperature control with external waterbath with vial temperature from 10–40 °C.(Non-condensing conditions, minimum waterbath temperature +1 °C).ReplenishmentSatellite station for refilling of inlet or outlet buffer vials with fresh buffer for automatic, continuous operation. Selectable buffer levelling.Vials100 µL (polypropylene or glas) with resealing snap caps 1 mL (polypropylene) with resealing snap caps 2 mL (glas) with resealing snap capsCapillary cassetteHigh-speed forced-air cooler with Peltier element Temperature range: 10 °C below ambient, up to 60 °C (min. 10 °C cassette temperature)Minimum total capillary length: 31 cm Capillary compatibility 365 µm o.d.DetectorReal time UV-Visible diode-array detector (190–600 nm)Temperature controlled Wavelength resolution: 1 nm Response time: 0.025 to 10 sLight source: prealigned deuterium or high brightness lampSignals: up to eight signals simultaneously, full spectral acquisition with Agilent ChemStation Sensitivity: 1 µM 4-hydroxy-aceto-phenon injected at50 mbar • 5 sec, 3 x 50 µm bubble cell capillary, signal/noise >6* (20 mM borate buffer pH 9.3, 25 kV)Baseline noise: <50 µAULinear dynamic range: 1x104(3 x 50 µm bubble cell capillary)** typical value **upgradeableRaw data channelsDetector signals and spectrum, voltage, current, leak current, power, cassette temperature, pressure, lamp voltage and detector temperatureDiagnostic functionsRFID tag for lamp, early maintenance feedback, supported by Agilent Lab Advisor software with integrated diagnosis test suite Safety featuresCurrent leak detection: low current limit Liquid leak sensorSafety sensors at door and cover disabling high voltage Vial sensorEnvironmentTemperature: 5–40 °C Humidity: up to 80 % rel. humidity at 31 °C (non-condensing)System control Operating system:- Windows 7 SP1 (32-bit or 64-bit, Professional or Enterprise)- Windows 8.1 (32-bit or 64-bit, Professional or Enterprise)Time programmable parameters: voltage, current, power, polarity, pressure, inlet and outlet vial, capillary temperature, pre and post-run conditioning with pressure and/or voltage,Replenishment, fraction collection**CE specific softwareMobility report, time corrected areas, pI calibration and bio polymer size calibration.Physical Specifications。
2.陕北石油开采废水回注污染防控技术规范(编制说明).-陕西省环保厅

《陕北石油开采废水回注污染防控技术规范》编制说明(征求意见稿)《陕北石油开采废水回注污染防控技术规范》编制组二○一七年十月目录1项目背景 (1)2规范编制的目的意义和编制原则 (2)3编制工作过程 (3)4规范中相关问题说明 (4)1项目背景1.1任务来源根据陕西省环保厅和陕西省技术质量监督局下达的标准编制任务。
陕西省环境工程评估中心组织相关单位,开展陕北石油开采废水回注污染防控技术规范编制工作。
1.2编制依据1.2.1主要法律依据《中华人民共和国环境保护法》《中华人民共和国环境影响评价法》《中华人民共和国清洁生产促进法》《中华人民共和国森林法》《中华人民共和国草原法》《中华人民共和国土地管理法》《建设项目环境保护管理条例》《基本农田保护条例》《自然保护区条例》《中华人民共和国水污染防控法》《水污染防控行动计划》《土壤污染防控行动计划》1.2.2主要技术依据GB 50253-2014 输油管道工程设计规范GB/T 31033-2014 石油天然气钻井井控技术规范HJ/T 91-2002 地表水和污水监测技术规范HJ 2041-2014 采油废水治理工程技术规范DB 61/308-2003 石油开采废水排放标准SY/T 5329-2012 碎屑岩油藏注水水质推荐指标及分析方法SY/J 4039-2003 石油工程建设基本术语SY/T 0082-2006 石油天然气地面工程初步设计内容规范SH 3093-1999 石油化工企业卫生防护距离SY/T 6426-2005 钻井井控技术规程SY 5270-2000 高压注水管路配件设计技术规定GB/T 8923.1-2011 涂装前钢材表面锈蚀等级和除锈等级SY/T 0600-2009 油田水结垢趋势预测SY/T 5523-2016 油田水分析方法NACE RP 0775-2005 油、气田生产中腐蚀挂片的准备、安装、分析及实验数据的解释SY 6186-2007 石油天然气管道安全规程2规范编制的目的意义和编制原则2.1目的意义对陕北石油开采废水进行处理并回注是油田实现可持续开发和提高油田经济效益节约成本的一个重要途径。
CO2驱油管内腐蚀挂环制备安装与检测技术规范——编制说明doc
陕西省地方标准《CO2驱油管内腐蚀挂环制备安装与检测技术规范》编制说明一、工作概况1.1 任务来源本项地方标准是根据陕市监标[2019]6号文件《关于下达2019年第一批地方标准制修订计划项目的通知》。
1.2 协作单位本标准由陕西延长(石油)集团有限责任公司牵头、中国石油天然气集团公司管材研究所、西安石油大学和西安泽茗石油设备有限公司协作完成。
1.3 任务背景CO2的大量排放导致的温室效应和全球变暖问题日趋严重,已然成为一个世界性的焦点。
CO2造成的气候问题,比如极端天气和自然灾害,已对人类的生存和发展构成了巨大的威胁。
目前,为了应对全球气候变化,减少二氧化碳排放,碳捕集与封存(CCS)技术应运而生。
CCS涉及三个步骤:捕集工业源中的CO2,压缩并进行运输,通常将CO2按顺序压缩到超临界状态(SC-CO2),避免两相流态的同时改善传输效率,最后将CO2注入安全的存储地点进行永久存储。
三次采油中CO2驱油提高采收率(CO2-EOR)技术在国外得到了广泛的研究及成功的应用,既满足了油田开发的需求,又解决二氧化碳的封存问题。
在高压注入CO2驱油过程中,大量CO2气体溶于地层水中,导致水体的酸度不断下降,在相同的pH条件下它对钢铁的腐蚀比盐酸还严重,CO2驱油会引起管道和设备发生早期腐蚀失效,造成严重的经济损失和安全隐患。
往地层中注入液体CO2埋存、驱油过程中,势必进一步加剧油田CO2驱受益采油井井筒的CO2腐蚀,而且腐蚀产物被注入流体带入地层还会堵塞储层孔隙。
为了确保井筒的安全,加强井筒腐蚀监测是提高腐蚀的防护效果、减少油井停产检修次数、增长运行周期的必要前提。
因此,对CO2驱采油井井筒进行监测有利于分析腐蚀原因;预防事故的发生;监测缓蚀剂的缓蚀效果,根据监测结果及时对缓蚀剂类型或比例作出调整;进而提高设备的可靠性,延长运转周期。
科学的采油井油管腐蚀监测是安全实施、推广、扩大陕北煤化工CO2埋存与提高采收率技术的关键。
集输管道腐蚀失效原因分析及防护措施研究
技术应用/TechnologyApplication集输管道是油气田开采过程中介质输送的主要工具之一,鉴于我国管材多为碳钢,且输送介质均为油、气、水三相混输,特定的腐蚀环境和介质特点导致管道腐蚀失效事件频繁发生,这严重影响了油田的正常生产,并引发巨大的经济损失[1-3]。
基于此,对某油田集输管道腐蚀失效段进行切割取样,集输管道腐蚀失效原因分析及防护措施研究王金梭(大庆油田有限责任公司第五采油厂)摘要:为解决某集输管道的腐蚀穿孔失效问题,从管材化学成分、金相组织、力学性能等方面进行了分析,并结合观察到的宏观腐蚀形貌和腐蚀产物,基于管道服役环境和介质特点,对失效原因进行了探讨,提出了对应的防护措施。
结果表明,失效管段符合GB/T 9711—2017中关于PSL2钢管的交付标准,失效是酸性气体引发的电化学腐蚀和碳酸盐引发的垢下腐蚀共同作用的结果,且地势低洼处存有残余水是发生腐蚀的先决条件。
建议腐蚀监测以电阻探针法、交流阻抗法为主,挂片失重法为辅,缓蚀剂采用季铵盐+酰胺基的复配缓释剂,泄漏报警采用负压波法和流量平衡检测法相结合的方式,采取措施后,管道失效率从0.56次/(km ·a)降低至0.31次/(km·a),共计减少年泄漏量1500m 3,年减少经济损失472万元。
关键词:集输管道;腐蚀穿孔;防护;电化学腐蚀;垢下腐蚀DOI :10.3969/j.issn.2095-1493.2023.04.006Research on the analysis of corrosion failure cause and protective measures of gathering and transportation pipeline WANG JinsuoNo.5Oil Production Plant of Daqing Oilfield Co .,Ltd .Abstract:To solve the problem of corrosion perforation failure of a gathering and transportation pipe-line,the chemical composition,metallographic organization and mechanical properties and other as-pects of the pipe material are analyzed.Combined with the observed macroscopic corrosion morpholo-gy and the corrosion products,the causes of failure are discussed and corresponding protection measures are put forward based on the service environment and media characteristics of the pipeline.The results show that the failed pipe section meets the delivery standard of PSL2steel pipe in GB/T 9711—2017.The failure is the result of electrochemical corrosion caused by acid gas and subscale corrosion caused by carbonate,and the presence of residual water in low-lying areas is a prerequisite for corrosion.It is recommended that corrosion monitoring is based on the resistance probe method and AC impedance method and the method of hanging weightlessness is supplemented.The corrosion inhibitor is adopted the compounding retarder with quaternary ammonium salt plus amido group.The leakage alarm is based on the combination of negative pressure wave method and flow balance detection method.After taking measures,the failure rate of pipeline are decreased from 0.56times (km·a)to 0.31times (km·a).In total,the annual leakage volume is reduced by 1500m 3and the annual economic loss is reduced by 4.72million yuan .Keywords:gathering and transportation pipeline;corrosion perforation;prevention and protection;electrochemical corrosion;subscale corrosion 作者简介:王金梭,工程师,2007年毕业于佳木斯大学(无机非金属专业),从事管道防腐检测工作,186****6941,****************,黑龙江省大庆油田有限责任公司第五采油厂,163414。
双相钢和镍基合金腐蚀试验对比分析

双相钢和镍 基合金腐蚀试验对 比分析
王文 明 .张 毅
(无锡西姆莱斯石油专用 管制造有 限公 司,江苏 无锡 214028)
摘 要 :针对 H:S、CO:、C1一同时存在 的高温 、高压腐蚀 环境 ,选 择 22Cr、25Cr双相不锈 钢和 028铁 一镍 基 合金 、G-3镍基合金进 行对 比试验 ,分 析 cl一质量 浓度 、温度 、液体 流动等 因素对各种 耐蚀 合金管材发生均匀腐 蚀与点蚀的腐蚀速率影 响。结果表 明 :在 cl—质量浓度小于 120 g/L时 ,双相钢具有较好 的耐腐蚀性 能,可作为油 管和油层套管广泛使用 ;当 cl一质量浓度大于 1 20 g/L时 ,铁一镍基合金 与镍 基合金具有 良好 的耐腐蚀性能 ,此时 双相 钢仅 可作 为油 管进行有 限寿命设计使用 。
1 试验方案
由于 双相 钢 、铁 一镍 基 合金 、镍 基合 金 等 均具 有 抗 H s应 力 腐蚀 开 裂 的能 力 (3类 耐 蚀 合金 管材 均 能够 通 过 NACE TM0177- 2005 ̄硫 化 氢 环 境 中
硫化 物应 力腐蚀 开裂 和应 力腐蚀 开裂 实验 室试 验方 法 》标 准规定 的 A法 A溶液 720 h不开 裂 的 H:s应 力 腐蚀 试 验 ),因此 不 同材 质 的耐腐 蚀 对 比试 验 主 要 是 利用 高 温高 压 釜 ,进 行 H S、CO 、C1一同时存 在的高温、高压腐蚀试验 ,以及均匀腐蚀和局部腐 蚀的腐蚀速率评价。其中在选择试验参数 时,先后 模拟 了塔 里木亚 哈气 田腐蚀 环境 (高温 静态 )、土库 曼斯 坦腐 蚀环境 之一 (高 温静态 )、土库曼 斯坦 腐蚀 环 境 之二 (高 温 动 态 )、土库 曼 斯 坦 腐 蚀 环 境 之 三 (常温动态)以及川东北龙 岗地 区腐蚀环境 (高温动 态 )等 。 由于 H:S常温饱 和蒸汽 压 的影 响 ,在 20℃ 时所能施加 的 H:s压力最高为 1.83 MPa,继续 加 压 将导 致 H:S液化 ,因此 具 体 试 验 温 度 分 常 温 2O ℃和 高 温 (155_+5)℃两 种 。各种 方 案 的试 验 条件 及 参数 见表 1
NACE 标准名称

57 NACE RP 0490 缺陷尺寸为 250 ~ 760 微米( 10 ~ 30 密耳)的管道外部熔融粘接环氧涂层的缺陷探测
58 NACE RP 0491 油田非金属焊接系统选用清单
59 NACE RP 0492 海底管道镯形阳极的冶金参数和检测要求
48 NACE RP 0388 钢铁水槽内表面外加电流阴极保护
49 NACE RP 0390 在役的钢筋混凝土结构腐蚀控制系统的维修要点
50 NACE RP 0391 室温下处理、贮存浓 H 2 SO 4 (90% ~ 100%) 的材料
51 NACE RP 0392 开路循环冷却水系统低 PH 运行后的恢复和再钝化
91 NACE TM 0286 传热表面的冷却水试验装置
92 NACE TM 0294 大气暴露钢筋混凝土可镶嵌阳极的测试
93 NACE TM 0296 酸性液体介质中弹性材料的评价
94 NACE TM 0374 防止硫酸钙和碳酸钙沉积的防垢能力测试的实验室筛选试验
95 NACE TM 0384 干膜厚度小于 250 微米( 10 密耳)管内涂层的缺陷检测
68 NACE RP 0692 钢铁铁路槽车外表面涂层系统的应用
69 NACE RP 0775 油田生产中腐蚀挂片的准备和安装以及试验数据的分析
70 NACE RP 0792 计算机周期性数据调查的标准格式
71 NACE RP 0892 浸没的水泥设备表面的衬里
72 NACE TM 0169 金属的实验室腐蚀试验
86 NACE TM 0194 油田系统细菌生长的现场监测
87 NACE TM 0196 聚合物材料耐蚀性能的周期评价
油气管道壁厚检测管理规定
沙漠运输分公司 D SYS/QHSE-ZD-YJ-049 油气管道壁厚检测管理规定第一章总则第一条为加强公司管道管理,确保油田公司管道依法合规安全运行,根据《中华人民共和国石油天然气管道保护法》《中华人民共和国特种设备安全法》《特种设备使用管理规则》等国家相关法律法规、标准规范;《股份公司油气田管道和站场完整性管理规定》等股份公司相关规章制度,特制定本规定。
第二条本管理规定对油气管道定点测厚的布点原则、测厚点设置、测厚仪器、测厚周期、测厚方法及数据记录等内容进行了规范。
本管理规定适用于钢制油气管道冲刷或腐蚀减薄。
第二章管理职责第三条油田技术管理科为公司油气管道壁厚检测管理的归口管理部门,对管理规定的执行提供咨询、培训、监督、支持和审核。
第三章一般性规定第四条新建或新投运的管道,在投运前应确定定点测厚的位置,并取得原始壁厚数据。
第五条使用超声波测厚仪应根据实际工况选择专用耦合剂。
第四章测厚点布点原则第六条定点测厚布点应遵循以下布点原则:—1 —a) 冲刷严重及高湍流区域:弯头、变径、三通、阀门、调节阀、孔板流量计附近等;b) 流速较小且有沉积物易发生垢下腐蚀的部位;c) 温度较高区域;d) 盲端及死角部位,如:排污管线、取样管线、调节阀旁通、开停工平衡管线等;e) 气、液相界面处;f) 介质为酸气、酸水的部位,如酸气空冷器进出口管线等;g) 其他认为易发生腐蚀的部位。
第七条对弯头、变径、三通、阀门或孔板、汇管等管道常见结构的布点位置参见附录A。
第八条壁厚检测部位数据记录表参见附录B。
第五章测厚点设置要求第九条测厚点应有明显的标示和编号,具体做法如下:a) 在裸管上的测厚点,应用红漆涂一个内径为30mm的标示圈并标上编号;b) 存在保温层的管道上的测厚点,应安装可拆卸式保温罩并标上编号,并在管体上做标示;c) 测厚点标示和编号以清晰可见易于管理为原则,参见附录C。
第十条标示圈内管体应清除飞溅、锈蚀、油污及其他外部杂质,表面应修磨平整光滑,其表面粗糙度不应超过6.3μm。
NACE RP 0472-2005
StandardRecommended PracticeMethods and Controls to Prevent In-Service Environmental Cracking of Carbon Steel Weldments in Corrosive Petroleum Refining EnvironmentsThis NACE International standard represents a consensus of those individual members who have reviewed this document, its scope, and provisions. Its acceptance does not in any respect preclude anyone, whether he or she has adopted the standard or not, from manufacturing, marketing, purchasing, or using products, processes, or procedures not in conformance with this standard. Nothing contained in this NACE International standard is to be construed as granting any right, by implication or otherwise, to manufacture, sell, or use in connection with any method, apparatus, or product covered by Letters Patent, or as indemnifying or protecting anyone against liability for infringement of Letters Patent. This standard represents minimum requirements and should in no way be interpreted as a restriction on the use of better procedures or materials. Neither is this standard intended to apply in all cases relating to the subject. Unpredictable circumstances may negate the usefulness of this standard in specific instances. NACE International assumes no responsibility for the interpretation or use of this standard by other parties and accepts responsibility for only those official NACE International interpretations issued by NACE International in accordance with its governing procedures and policies which preclude the issuance of interpretations by individual volunteers.Users of this NACE International standard are responsible for reviewing appropriate health, safety, environmental, and regulatory documents and for determining their applicability in relation to this standard prior to its use. This NACE International standard may not necessarily address all potential health and safety problems or environmental hazards associated with the use of materials, equipment, and/or operations detailed or referred to within this standard. Users of this NACE International standard are also responsible for establishing appropriate health, safety, and environmental protection practices, in consultation with appropriate regulatory authorities if necessary, to achieve compliance with any existing applicable regulatory requirements prior to the use of this standard.CAUTIONARY NOTICE: NACE International standards are subject to periodic review, and may be revised or withdrawn at in accordance with NACE technical committee procedures. NACE International requires that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of initial publication. The user is cautioned to obtain the latest edition. Purchasers of NACE International standards may receive current information on all standards and other NACE International publications by contacting the NACE International FirstService Department, 1440 South Creek Dr., Houston, Texas 77084-4906 (telephone +1 281/228-6200).Revised 2005-12-02 Reaffirmed 2000-09-13 Revised October 1995 Revised March 1987 Reaffirmed 1974 Approved April 1972 NACE International 1440 South Creek Dr. Houston, Texas 77084-4906+1 281/228-6200 ISBN 1-57590-114-5 © 2005, NACE InternationalNACE Standard RP0472-2005Item No. 21006RP0472-2005 ________________________________________________________________________ForewordMost petroleum refining equipment and piping are constructed of carbon steel having aminimum specified tensile strength of up to 480 MPa (70,000 psi), and in almost everycase, the equipment and piping are fabricated by welding. The welds for refineryequipment and piping are made to conform to various codes and standards, including theASME(1) Boiler and Pressure Vessel Code, Section VIII,1 the ASME/ANSI(2) B31.32 forprocess piping, or API(3) Standards 6203 and 6504 for tanks. According to these codesand standards, these carbon steels are classified as P-No. 1, Group 1 or 2, and in thisstandard they are referred to as “P-No. 1 steels.”Petroleum refineries as well as oil- and gas-processing plants have used P-No. 1 steelswidely for wet hydrogen sulfide (H2S) or “sour” services. They are the basic materials ofconstruction for pressure vessels, heat exchangers, storage tanks, and piping. Decadesof successful service have shown them to be generally resistant to a form of hydrogenstress cracking (HSC) called sulfide stress cracking (SSC). HSC has been found to occurin high-strength materials or zones of a hard or high-strength microstructure in anotherwise soft material. With commonly used fabrication methods, P-No. 1 steels shouldbe below the strength threshold for this cracking.Some useful information is given in NACE Standard MR0103.5 NACE Standard MR0103provides guidance for materials in sour oil and gas environments in refinery servicesincluding limiting the hardness of P-No. 1 steels, reducing the likelihood of SSC.Additional useful information is given in NACE Standard MR0175/ISO(4) 15156,6 astandard that provides guidance for materials in sour oil and gas environments inproduction services.In the late 1960s, a number of SSC failures occurred in hard weld deposits in P-No. 1steel refinery equipment and piping. The high hardnesses were found to be caused bysubmerged arc welding (SAW) with active fluxes and/or additions of alloying elements,both of which primarily resulted in increased hardenability of the weld deposit. Highhardnesses were also found in gas metal arc welds with high manganese and siliconcontents. To detect hard weld deposits caused by improper welding materials orprocedures, the petroleum refining industry began requiring hardness testing ofproduction weld deposits under certain conditions and applied a criterion of 200 Brinell(HBW) maximum. These requirements were given in previous editions of this standardand in API RP 942.7The current P-No 1 hardness limit of 200 HBW maximum is lower than the 22 HRC (237HBW) hardness limit listed in NACE MR0175/ISO 15156. Reasons for applying a lowerlimit were to compensate for nonhomogeneity of some weld deposits and normalvariations in production hardness testing using a portable Brinell tester.In the late 1980s, numerous cracks were discovered in P-No. 1 steel equipment that metthe 200 HBW weld deposit hardness limit. Some of these cracks have been identified asanother form of hydrogen damage, labeled as stress-oriented hydrogen-induced cracking(SOHIC).8 These cracks propagated primarily in the heat-affected zones (HAZs) ofweldments and were found in both high- and low-hardness HAZs.Also, cases of SSC were reported in HAZs of weldments that met the 200 HBW welddeposit hardness limit. In these cases, the HAZ exhibited high hardnesses, often higherthan 240 HBW. However, HAZ hardness limits and testing were outside the scope of theprevious editions of this standard, which covered only weld deposit hardness limits._____________(1) ASME International (ASME) Three Park Avenue, New York, NY 10016-5990.(2) American National Standards Institute (ANSI), 11 West 42nd St., New York, NY 10036.(3) American Petroleum Institute (API), 1220 L St. NW, Washington, DC 20005.(4) International Organization for Standardization (ISO), 1 rue de Varembe, Case Postale 56, CH-1121, Geneve20, Switzerland.RP0472-2005In 1991, NACE Task Group T-8-7 agreed that this standard should be morecomprehensive, covering the entire weldment and various in-service crackingmechanisms that can occur in corrosive petroleum refining environments.Experience has shown that accurate HAZ hardness measurements cannot be obtainedeffectively on most shop and field production welds using portable hardness testingmethods. Therefore, some companies in the refining industry are using one or more ofthe following practices to control HAZ hardnesses:•Use of controlled base material chemistries with lower hardenability when welded;•Use of postweld heat treatment (PWHT); or•Use of welding procedures that have been qualified with HAZ hardness testing.Each of these practices is addressed in this standard.In some specific corrosive refinery process environments, cracking of weldments canoccur because of residual stresses. Generally, residual stresses are reduced by PWHT.This type of cracking and the use of PWHT as a prevention method are also addressed inthis standard.This standard was originally prepared in 1972 by NACE Task Group T-8-7, which wascomposed of corrosion consultants, corrosion engineers, and other specialists associatedwith the petroleum refining industry. It was reaffirmed in 1974 and revised in 1987 and1995. It was reaffirmed in 2000 by Specific Technology Group (STG) 34 on PetroleumRefining and Gas Processing, and revised in 2005 by NACE Task Group (TG) 326 onWeldments, Carbon Steel: Prevention of Environmental Cracking in RefiningEnvironments. API previously published a standard, API RP 942, with similar objectives.The API standard has been discontinued with the intention of recognizing this NACEstandard as the industry consensus standard. This standard is issued by NACEInternational under the auspices of STG 34 on Petroleum Refining and Gas Processing.In NACE standard, the terms shall,must, should and may are used in accordance with thedefinitions of these terms in the NACE Publications Style Manual, 4th ed., Paragraph7.4.1.9. Shall and must are used to state madatory requirements. Should is used to statesomething considered good and is recommended but is not mandatory. The term may isused to state something considered optional.________________________________________________________________________________________________________________________________________________NACE InternationalStandardRecommended PracticeMethods and Controls to Prevent In-Service Environmental Cracking of Carbon Steel Weldments in Corrosive Petroleum Refining EnvironmentsContents1.General (1)2.Hardness Criterial and Guidelines (3)3.Weld Deposit Hardness Testing (5)4.Materials and Fabrication Variables Affecting Weldment Hardness (6)5.Welding Procedure Qualification Hardness Testing for Weldments (7)6.Prevention of Weldment Cracking by Control of Residual Stress (9)References (10)Bibliography (12)Appendix A: Suggested Guidelines for Portable Brinell Hardness Testing ofWelds (13)Figure 1: Interrelationships of the Various Cracking Mechanisms (2)Figure 2: Typical Hardness Test Locations—Butt Weld (8)Figure 3: Typical Hardness Test Locations—Fillet Weld (9)Table 1: “Road Map” for RP0472 (3)Table 2: Process/Filler Material Combinations Exempt from Weld DepositHardness Testing (4)________________________________________________________________________________________________________________________________________________Section 1: General1.1 This standard establishes guidelines to prevent most forms of environmental cracking of weldments in carbon steel refinery equipment and piping. Weldments are defined to include the weld deposit, base metal HAZs, and adjacent base metal zones subject to residual stresses from welding.1.2 This standard covers only carbon steels classified as P-No. 1, Group 1 or2. These classifications can be found in the ASME Boiler and Pressure Vessel Code, Section IX,9 ASME/ANSI B31.3 Code for process piping, or API Standards 620 and 650 for tanks. It excludes steels over 480 MPa (70,000 psi) minimum specified tensile strength. Other materials may be vulnerable to cracking, but these materials are outside the scope of this standard.1.3 The types of equipment covered by this standard include pressure vessels, heat exchangers, storage tanks, piping, valve bodies, and pump and compressor cases. All pressure-containing weldments or internal attachment weldments to the pressure boundary are included. In addition, weldments in some nonpressure-containing equipment, such as storage tanks, are included. External attachment weldments are sometimes included as discussed in Paragraph 6.4.6.1.4 Both new fabrication and repair welds are within the scope of this standard. However, the practices recommended herein are intended to avoid in-service cracking, and are not intended to address cracking that can occur during fabrication, such as delayed hydrogen cracking. Useful information is provided by F.R. Coe, et. al.10 In most cases, however, these practices are also helpful in minimizing these fabrication problems.1.5 Welding processes covered by this standard include shielded metal arc welding (SMAW); gas metal arc welding (GMAW); flux-cored arc welding (FCAW); gas tungsten arc welding (GTAW); and submerged arc welding (SAW). Almost all types of weld configurations are included. Some specific exceptions include hot taps or weld build-ups. Hardness limits and PWHT requirements for these exceptions (i.e., weld configurations) should be reviewed ona case-by-case basis.1.6 Corrosive refinery process environments covered by this standard can be divided into the two general services listed below. However, identification of the specific environments to which the guidelines set forth in this standard are to be applied to prevent various forms of in-service environmental cracking is the responsibility of the user. Figure 1 is a simplified schematic showing the interrelationships of the various cracking mechanisms discussed in this standard.1.6.1 Services that could cause cracking due tohydrogen charging:1.6.1.1 In these services, the environment orcorrosion reactions result in diffusion of atomichydrogen into the base metal and weldment. Inhigh-strength or high-hardness areas, this hydrogen can result in HSC. In petroleum refiningprocesses, the primary manifestation of HSC isSSC of hard weldments in process environmentscontaining wet H2S. Information regarding thedefinition of wet H2S refinery services is given inNACE MR0103. However, other processes thatpromote aqueous corrosion of steel and promotehydrogen charging (such as hydrofluoric acid) canalso cause HSC. Controlling both the weld depositand HAZ hardness using the guidelines of Section2 prevents HSC in most cases.1.6.1.2 SOHIC can also occur in the servicesdescribed above, but it does not require highstrengths or high hardnesses. Hence, limitingweldment hardness does not prevent this form ofcracking. Reducing weldment hardness and residual stress is believed to reduce the likelihoodof this cracking, so the guidelines given in Sections 2 and 6 may still be helpful. However,additional steps, such as the use of special cleansteels, water washing, corrosion inhibitors, or corrosion-resistant liners, may be needed for some services.11 An overview of the materialsselection, fabrication, PWHT, and testing practicesthat have been applied to new pressure vesselsfor mitigating SOHIC is provided in NACE Publication 8X194.111.6.1.3 Cases of cracking of hard welds haveoccurred as a result of short-term upset, start-up,or transient conditions in nonstress-relieved P-No.1 carbon steel refinery equipment and piping inwhich hydrogen sulfide is not normally present.While this standard covers only P-No. 1 materials,it should be noted that welds have also cracked intanks and pressure vessels constructed of nonstress-relieved P-No. 10A and 10C carbon-manganese steels.1.6.2 Services that could cause alkaline stress corrosion cracking (ASCC):1.6.2.1 Figure 1 provides examples of servicesthat can cause ASCC, including caustic cracking,amine cracking, and carbonate cracking. Section6 provides common practices used to avoid thesetypes of ASCC. Severity of cracking is oftendependent on temperature, concentration, level ofresidual tensile stresses, and other factors.Controlling weldment hardness does not preventASCC because high tensile stresses may still bepresent.RP0472-2005FIGURE 1Interrelationships of the Various Cracking Mechanisms_______________________________(A) Refer to the NACE Glossary of Corrosion-Related Terms for definitions (including “stress corrosion cracking”).(B) The forms of environmental cracking included within the double lines are commonly referred to as “wet H2S cracking” when theyoccur in wet hydrogen sulfide environments.(C) This form of environmental cracking can also occur in nonsulfide environments such as hydrofluoric acid.1.6.2.2 Further information about caustic crackingand its prevention can be found in NACE StandardRP0403.121.6.2.3 Further information about amine crackingand its prevention can be found in API RP 945.131.6.2.4 Further information about carbonatecracking and its prevention will be forthcoming in atechnical committee report currently beingdeveloped by NACE TG 347.141.7 For most refinery services, weld deposit hardness should be controlled as discussed in Paragraph2.2. This practice primarily helps avoid the use of improper welding materials, welding procedures, or heat treatment. It also minimizes the risk of HSC from external wet atmospheric corrodents, process upsets, or from future changes in services. 1.8In some cases, environmental cracking (both HSC and ASCC) has initiated from pre-existing weldment fabrication defects. Hence, during original fabrication, weldments should be inspected for defects such as lack of fusion, delayed hydrogen cracking, or severe undercut. Any defects found should be removed.1.9 One possible environmentally induced cracking mechanism in carbon steel weldments that is not addressed in this standard is high-temperature hydrogen attack. API RP 94115 gives recommendations on materials selection to avoid this problem. Other types of in-service cracking not addressed by this standard are primarily mechanical in nature. Examples are fatigue, creep, and brittle fracture. Table 1 provides an overview (“road map”) of the guidelines applicable to the various types of cracking.RP0472-2005 TABLE 1: “Road Map” for RP0472General Service/Possible Cracking Mechanism(A)WeldmentComponentCracking Preventionand/or HardnessControl MethodHardness Limit ApplicationGuidelines(B)Test Method andImplementationGuidelines(B)1. Wet H2S service/HSC or SSC concerns WelddepositHardness testing ofproduction welds200 HBW Paragraphs 1.6.1,1.7, and2.2Section 3HAZThreeoptions:1. Base metal chemistry controls,2. PWHT, or3. HAZ hardness tests during welding procedure qualification Notapplicable(C)Notapplicable(C)248 HV(C)(70.5 HR 15N)Paragraphs 1.6.1and 2.3.1Paragraphs 1.6.1and 2.3.1.2Paragraphs 1.6.1,2.3.1.3, and 2.3.2Paragraph 4.2and NACEPublication8X19411Paragraph 4.3Section 52. ASCC:Caustic Cracking EntireweldmentPWHT Notapplicable(C)Paragraph 1.6.2.2 Section 6 andParagraph 6.4.3Amine Cracking EntireweldmentPWHT Notapplicable(C)Paragraph 1.6.2.3 Section 6 andParagraph 6.4.3Carbonate Cracking EntireweldmentPWHT Notapplicable(C)Paragraph 1.6.2.4 Section 6 andParagraph 6.4.4(A) Specific services requiring controls, and the optimum control method, shall be defined by the user.(B) Many qualifiers and additional details are given in the referenced sections and paragraphs.(C) Weld deposit hardness should also be controlled to 200 HBW maximum (see Paragraphs 1.7 and 6.2).________________________________________________________________________Section 2: Hardness Criteria and Guidelines2.1 This section provides acceptable hardness limits for (a) production weld deposits and (b) laboratory hardness tests on weldments performed during welding procedure qualification. It also provides guidelines on filler metal selection to help meet the production weld deposit hardness criteria.2.2 Production Weld Deposit Hardness Criteria and Filler Metal Selection Guidelines 2.2.1 For services in which control of the deposited weld metal hardness is considered necessary, the hardness of the completed weld deposit shall not exceed 200 HBW.2.2.2 Filler materials for the following welding processes shall be certified in accordance with the listed specifications from the ASME Boiler and Pressure Vessel Code, Section II, Part C16 or from the American Welding Society (AWS)(5):___________________________(5) American Welding Society (AWS), 550 NW LeJeune Rd., Miami, FL 33126.RP0472-2005(a) SMAW: ASME SFA-5.117 or AWS A5.1;18(b) GTAW and GMAW: ASME SFA-5.1819 or AWS A5.18;20(c) FCAW: ASME SFA-5.2021 or AWS A5.20;22 and(d) SAW: ASME SFA-5.1723 or AWS A5.17.242.2.3 Experience indicates that hardness values above 200 HBW rarely occur in weld deposits produced using the welding process and filler material combinations listed in Table 2. Hence, these weld deposits do not require hardness testing unless otherwise specified by the user. This waiver may be applied even if a different consumable is used for the root pass.Table 2: Process/Filler Material Combinations Exempt from Weld Deposit Hardness TestingWelding ProcessFillerSpecificationFillerGradeCompositional Restrictions (SeeParagraph 2.2.3.1)SMAW ASME SFA-5.1 orAWS A5.1E60XX or E70XX NoneER70S-2, ER70S-3, orER70S-4 NoneGTAW ASME SFA-5.18 orAWS A5.18ER70S-6Carbon (C) 0.10 wt% maxManganese (Mn) 1.60 wt% maxSilicon (Si) 1.00 wt% maxER70S-2, ER70S-3, orER70S-4NoneGMAW (spray, pulsed, and globular transfer modes only) ASME SFA-5.18 orAWS A5.18ER70S-6C 0.10 wt% maxMn 1.60 wt% maxSi 1.00 wt% max2.2.3.1 The compositional restrictions listed in Table 2 are in addition to the requirements specified by the parent filler material specification. These compositional restrictions are based on hardenability calculations performed in accordance with methods described in IIW(6) Document IX-2058-03.252.2.3.2 Filler grades listed in Table 2 with compositional restrictions may not be used unless actual chemical analysis is performed on the filler material indicating that the corresponding compositional restrictions have been met. The chemical analysis may be obtained by any of the following methods:(a) Purchasing the filler material with a certificationof the actual chemical analysis;(b) Performing a chemical analysis on a sample ofa specific heat of candidate weld rod in accordance with the requirements listed in Section10 of ASME SFA-5.18; or(c) Performing a chemical analysis on a weld deposit produced using the specific heat of candidate material. If this method is used, the weld pad in accordance with Figure 3 in ASME SFA-5.18 shall be produced using the welding process and welding procedure used in production. The heat input, wire size, preheat, and interpass temperature shall be controlled as specified in Paragraphs 5.2.4 through 5.2.8 of this standard. The chemical analysis shall be performed in accordance with the requirements listed in Section 10 of ASME SFA-5.18. A hardness test shall also be performed when this method is used. The hardness of the deposit shall not exceed 200 HBW.Note: The same welding process and welding variables shall be used for this method because the relationship between filler metal chemistry and weld deposit chemistry is a function of the welding process and variables. For example, in GMAW welding using CO2 mixtures, oxygen generated by breakdown of the CO2 causes oxidation of Mn and Si in the weld metal, thus reducing the concentration of these elements in the weld deposit matrix. Reductions of 0.3 wt% in Mn and 0.2 wt% in Si are common in GMAW deposits produced using using 100% CO2.___________________________(6) International Institute of Welding (IIW), ZI Paris Nord 2 50362, F95942 Roissy CDG, Cedex, France.RP0472-20052.2.3.3 When welding process/filler combinationsin accordance with Table 2 are used in lieu ofproduction weld deposit hardness testing, aprocess shall be implemented to control theidentification and use of these filler materials inproduction welding.2.2.4 High weld deposit hardnesses can occur withSAW when using a low- or medium-Mn wire in combination with an active flux.26,27,28 Also, some SAWwelds with high Mn and Si contents can have highly localized hard zones that are not softened significantlyby PWHT.29 Most welding consumable manufacturersrecommend against the use of active fluxes for multipass welds. Hence, unless otherwise agreed, production SAW weld deposits shall meet the A-No. 1chemical composition shown in Table QW-442 of the ASME Boiler and Pressure Vessel Code, Section IX.2.2.5 Some GTAW, GMAW, and FCAW wireclassifications allow high Mn concentrations. Therefore,production weld deposits made with these welding processes should also meet the A-No. 1 chemical composition shown in Table QW-442 of the ASME Boiler and Pressure Vessel Code, Section IX.2.2.6 Weld deposit hardness testing guidelines areprovided in Section 3.2.3 HAZ Hardness Criteria and Application Guidelines2.3.1 High-hardness microstructures in HAZsmay be susceptible to cracking even with soft welddeposits in severely corrosive petroleum refineryservices. For these services and equipment, asidentified by the user, one or more of the followingmethods of obtaining acceptable HAZ hardnessesshould be specified by the user:2.3.1.1 Use and control of base materialchemistries, preheat, and welding heat input suchthat a hard HAZ microstructure is not likely to beformed.2.3.1.2 PWHT at a temperature high enough toensure softening of the HAZ microstructure.NOTE: Details on the use of the methods given inParagraphs 2.3.1.1 and 2.3.1.2 are provided inSection 4 and in NACE Publication 8X194.2.3.1.3 Preproduction HAZ hardness testingduring the welding procedure qualification usingVickers (HV) or Rockwell Superficial Hardness(HR 15N) testing.2.3.2 When preproduction welding procedure qualification HAZ hardness testing is used, the maximum allowable HAZ hardness shall be 248 HV (70.5 HR 15N).2.3.2.1 Both laboratory testing and fieldexperience with carbon and low-alloy steelweldments have shown that microstructures withhardness values less than 248 HV (70.5 HR 15N)have a low susceptibility to SSC.30,31,322.3.2.2 The Brinell test method is consideredunacceptable for HAZ hardness testing because itcreates too large an indentation to obtainhardness values strictly from the HAZ and resultsin a bulk hardness value that is not representativeof the peak HAZ hardness.2.3.2.3 Guidelines for testing during weldingprocedure qualification and practices for ensuringthat the test results are representative ofproduction welds are given in Section 5.________________________________________________________________________Section 3: Weld Deposit Hardness Testing3.1 The practices in this section should be applied to all services covered by the scope of this standard, except for the waiver given to some SMAW, GTAW, and GMAW welds in Paragraph 2.2.3, unless otherwise specified by the user. The practices may also be applied to other services for the reasons given in Paragraph 1.7.3.2 When required, hardness testing on completed welds shall be done after any PWHT. Only weld deposits require hardness testing unless otherwise specified by the user. 3.3 Weld deposits shall be hardness tested on the side contacted by the process whenever possible. If access to the process side is impractical, such as on piping or small-diameter vessels, hardness testing shall be done on the opposite side.3.4 Hardness readings shall be taken with a portable Brinell hardness tester, in accordance with ASTM(7) A 833.33 Additional hardness testing technique guidelines are given in Appendix A. Other hardness testing techniques may be employed if approved by the user.___________________________(7) ASTM International (ASTM), 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.。
NACE RP0775-05
甲醇的腐蚀性

甲醇的腐蚀性甲醇腐蚀与甲醇纯度和温度有关,根据GB338-1992工业精甲醇一级品的规定,其杂质总量不超过0.15%,如果是精醇,在100℃以下可以使用碳钢设备;如果是粗醇,主要杂质是水,其它杂质为二甲醚、低级醇、酯、酮、烷烃、甲酸、甲酸甲酯和醛等,国内生产的粗甲醇中醇含量为78%-96%,水分含量相差近20%,温度越高对设备腐蚀越严重,此时应按设计要求温度操作维持在75℃以下碳钢设备也没问题,如果超过100℃设备腐蚀会很严重。
不锈钢材质对原料中卤族元素(Cl、F)要求很严格,因为卤族元素对不锈钢在任何温度条件下都具有腐蚀作用。
甲醇的吸水性使之在贮存过程中含有少量水分,同时受到空气的氧化或细菌发酵也会产生少量的有机酸,也会使甲醇在贮存过程中腐蚀性会逐渐增大,影响甲醇的颜色及品质等。
加拿大甲醇巨头梅赛尼斯(Methanex)关于甲醇的材料安全说明书(MSDS)中对甲醇的贮藏部分表述如下:“贮藏在完全密封的器具中,其设计是要避开点火和人的接触。
贮藏罐必须有接地、通风装置,而且应设有蒸气排放控制。
贮藏罐必须按照美国消防协会(NFPA)或美国石油学会(API)标准筑堤围起来。
在贮藏罐或运输罐内可能有甲醇蒸气与空气混合的易燃气体,装卸人员应采取适当的预防措施,以降低点火的风险。
装卸人员必须消除所有点火源或使用惰性气体,例如氮气,清洗贮藏罐。
在转运产品时,所有设备都必须接地–屏蔽接地,以便避免设备释放静电,以及随后可能发生的火灾。
要避免与不相容的材料贮藏在一起。
无水的甲醇在周围环境温度下对大多数金属都无腐蚀作用,但铅、镍、铜镍合金、铸铁和高硅铸铁除外。
铜(或铜合金)、锌(包括镀锌钢)或铝的外层都不适合用来贮藏。
这些材料可能会被甲醇慢慢地腐蚀。
焊接而成的贮藏罐通常是令人满意的。
它们应该根据所贮藏的材料所要求的正确工程实践进行设计和建造。
虽然塑料可以用于短期贮藏,但一般来说并不建议把它们用于长期贮藏。
这是因为退化的影响,以及随后污染的危险。
TEKPROBE BNC接口适用于P6204、P6205、P6217和P6231s激活FET探头的产
• Powers up to Two Probes
• For Use with: - 11000 Series Probes on NonTEKPROBETM Interfaced Scopes - P6203, P6204, P6205, P6217, P6231, P6245
• Overload Protected
Teldronix Distributor (see pages 59(}595).
Product(s) avalla~le through your local Tektronix representative (listed In the bac~ of this catalog) or call 1-800-426-2200.
.(809001
.NXillSIifl:I"',*~~
Tektronix M!lll$llf6ll1eRt products are m~ufaClureQ IR
ISO registered facilities.
P6205
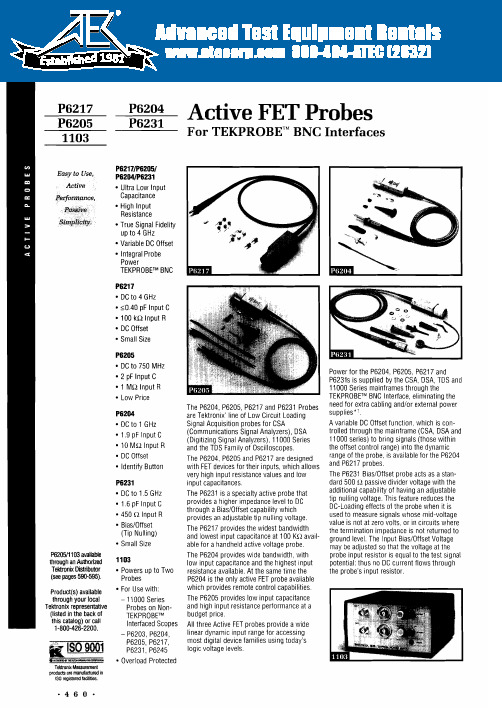
• DC to 750 IVIHz • 2 pF Input C • 1 MQ Input R • Low Price
These Active Probes may also be used with 50 Q or 1 MQ oscilloscope systems, with conventional BNC interfaces, via the Tektronix 1103 TEKPROBETM Power Supply. The 1103 has dual TEKPROBpM inputs, dual BNC signal outputs, and dual voltage offset on/off switches and potentiometers.
X52钢在普光气田服役条件下的CO2腐蚀行为

X52钢在普光气田服役条件下的CO2腐蚀行为王晓博;俞宏英;关望;孙冬柏【摘要】利用高温高压釜,通过失重法、SEM、XRD、EDS和纳米力学探针等方法,研究X52钢在普光气田服役条件下的CO2腐蚀行为.结果表明:在25~140℃时,X52钢在CO2水溶液中表现出高的腐蚀速率;随着温度的升高,腐蚀速率在60℃和120℃时出现极大值;随着压力的升高,腐蚀速率呈现出增大的趋势;腐蚀产物膜的主要成分为FeCO3;在90~140℃时,腐蚀类型以局部腐蚀为主,而在25~60℃时,主要以均匀腐蚀为主,并伴有轻微的局部腐蚀;随着温度的升高,腐蚀产物膜的弹性模量和硬度呈现出增大的趋势.【期刊名称】《材料工程》【年(卷),期】2014(000)008【总页数】7页(P72-78)【关键词】X52钢;CO2腐蚀;高温高压;力学性能【作者】王晓博;俞宏英;关望;孙冬柏【作者单位】北京科技大学腐蚀与防护中心,北京100083;北京科技大学腐蚀与防护中心,北京100083;北京科技大学国家材料服役安全科学中心,北京100083;北京科技大学国家材料服役安全科学中心,北京100083【正文语种】中文【中图分类】TG172.4随着中国经济发展对能源需求的不断增加,油气管线建设得到蓬勃发展。
但随着时间的延长,管线钢的CO2腐蚀问题不可避免地暴露出来[1-5]。
作为中国已发现的5个储量在2000亿立方米以上气田之一的普光气田,其CO2含量的变化范围为7.89%~10.53%,平均含量为8.64%[6],CO2 腐蚀问题很突出[7,8]。
CO2的腐蚀可能使油气井的寿命下降到18个月,甚至6个月[9]。
因此研究管线钢在CO2环境下的腐蚀速率、腐蚀特征、腐蚀形态以及可能存在的失效形式是非常必要的[10]。
本工作以普光气田常用管线钢X52在其特定服役条件下的温度和CO2浓度为依据,通过高温高压实验模拟普光气田的实际使用环境,研究X52钢在CO2水溶液中的腐蚀速率和腐蚀形态,为普光气田的选材及决策提供科学依据。
湿硫化氢环境中20G钢氢鼓泡原因

湿硫化氢环境中20G钢氢鼓泡原因李岩;付安庆;韩燕【摘要】分析了塔里木油田某联合站天然气处理单元的中压气冷却器出口到原料气压缩机出口分离器入口管线中的腐蚀监测挂片发生氢鼓泡的原因.通过对现场4件腐蚀监测挂片及1件库存的20G管线试片进行理化性能分析,并对20G管线试片进行抗氢致开裂(HIC)性能检测.结果表明,该管线试片的化学成分和金相组织均符合标准中对于20G材质的要求;腐蚀监测挂片表面出现的氢鼓泡主要是由于输气中H2S浓度过高引起的;管线试片的金相剖面裂纹厚度敏感率超过标准要求,发生硫化氢氢致开裂的风险极高.因此,20G材质在该工况条件下使用时,需加强腐蚀监测和壁厚检测,并考虑通过在湿硫化氢介质进入管线前添加脱硫装置或投加缓蚀剂来减缓腐蚀,延长管线的使用寿命.【期刊名称】《腐蚀与防护》【年(卷),期】2015(036)007【总页数】5页(P687-691)【关键词】湿硫化氢环境;20G;氢鼓泡;氢致开裂【作者】李岩;付安庆;韩燕【作者单位】中国石油塔里木油田油气工程研究院,库尔勒841000;中国石油集团石油管工程技术研究院,西安710065;中国石油集团石油管工程技术研究院,西安710065【正文语种】中文【中图分类】TG172随着塔里木高含硫油气田的不断开发,油气处理装置的硫化氢腐蚀问题日益突出,严重影响了油气田的安全生产。
在油气处理过程中,当硫化氢与液相水或含水物流在露点以下共存时,就形成湿硫化氢腐蚀环境,即H2S+H2O型的腐蚀环境[1],在该环境下极易引起管道及容器的腐蚀失效。
湿硫化氢环境除了可以造成管道及容器的均匀腐蚀外,更重要的是引起一系列与钢材渗氢有关的腐蚀失效。
一般认为,湿硫化氢环境中的失效有氢鼓泡(HB)、氢致开裂(HIC)、硫化物应力腐蚀开裂(SSCC)、应力导向氢致开裂(SOHIC)等4种常见形式[2]。
由于H2S腐蚀过程中析出的氢原子向钢中扩散,在钢材中的非金属夹杂物、分层和其他不连续处易聚集形成分子氢,由于氢分子较大难以从钢的组织内部逸出,从而形成巨大内压导致其周围组织屈服,形成表面层下的平面孔穴结构称为氢鼓泡,其分布平行于钢材表面。
天然气净化厂液硫储罐腐蚀原因分析与防护措施

天然气净化厂液硫储罐腐蚀原因分析与防护措施黄刚华;雷宇;彭银华【摘要】以四川某天然气净化厂液硫储罐为例,考察了液硫储罐出现腐蚀的原因.主要采用挂片法,并结合EDS分析,考察了H2 S、O2、H2 O等因素对腐蚀的影响.同时,考察了热喷铝、喷锌的防腐蚀效果.结果表明,在无液态水的条件下,液硫对Q235腐蚀轻微,H2 S溶解在液膜内以及硫磺沉积是导致储罐顶部腐蚀的主要原因,加强顶部保温是控制腐蚀的有效方法,采用金属喷涂技术值得进一步研究.【期刊名称】《石油与天然气化工》【年(卷),期】2019(048)002【总页数】7页(P1-7)【关键词】腐蚀;液硫储罐;H2S;热喷涂;硫磺沉积【作者】黄刚华;雷宇;彭银华【作者单位】中国石油西南油气田公司天然气研究院;国家能源高含硫气藏开采研发中心;中国石油天然气集团公司高含硫气藏开采先导试验基地;中国石油西南油气田公司川中油气矿龙岗天然气净化厂;中国石油西南油气田公司川中油气矿龙岗天然气净化厂【正文语种】中文四川某天然气净化厂共建设有两座容积为2400 m3的液硫储罐,液硫储罐主要用于储存液体硫磺,供硫磺成型单元使用。
液硫储罐为碳钢立式圆筒常压罐,自支撑拱顶盖,罐内底部及罐壁设有浸没式加热盘管,采用低压蒸汽加热,顶盖外表面有保温管线沿拱顶呈螺旋状分布,储罐整体外包保温层,维持罐内液硫温度在135 ℃左右。
储罐由下至上共7层钢板,钢板厚度分别为22 mm、20 mm、18 mm、14 mm、12 mm、10 mm和8 mm,其中第1层、第2层钢板材质为20R,其余各层钢板及拱顶钢板材质均为Q235-B。
投产几年后,对液硫储罐A进行巡检时发现,储罐最上层罐壁出现腐蚀穿孔和裂纹,其中两处孔洞面积共约0.04 m2,裂纹总长度超过3 m,裂纹及孔洞周围的钢板厚度小于1 mm,腐蚀较为严重。
液硫储罐罐顶内壁的照片也表明,内壁表面出现了较为严重的坑蚀(见图1),局部腐蚀明显。
输气管线腐蚀检测和监测方法研究

输气管线腐蚀检测和监测方法研究我国高含硫天然气资源十分丰富,在酸性气田的开采过程中,由于二氧化碳、硫化氢及元素硫等腐蚀介质的存在,会对地面集输管线造成严重的腐蚀,直接影响气田的安全、高效生产。
H2S和CO2共存条件下的强腐蚀性对含硫气田的生产带来一系列困难,井下油套管、地面管网、净化设备面临着腐蚀的严重威胁,防腐成为了含硫气田开发最大的难题之一。
开采过程中集输管线的腐蚀控制显得尤为重要,一旦集输管线由于腐蚀导致穿孔、破裂,发生天然气泄漏,不仅影响气田的正常生产,还会造成环境污染甚至灾难事故。
因此很有必要对管线腐蚀检测和监测进行研究。
标签:地面集输管线;H2S;CO2;1.腐蚀评价执行标准美国腐蚀工程师协会NACERP0775-2005-《油、气田生产中腐蚀挂片的准备、安装、分析以及试验数据的解释》中对腐蚀程度的划分进行评价,见表1。
2.腐蚀监测和检测2.1常用腐蚀监测方法通过在输气系统上选择合适的部位,以不同方式加注缓蚀剂或预膜,对比未加注与加注缓蚀剂后腐蚀速率、点蚀速率及水质的变化,可以直接评价缓蚀剂的缓蚀效果。
缓蚀剂的测试评定是对比金属在腐蚀介质中,有无缓蚀剂时的腐蚀速率,进而确定缓释效率、最佳加注量以及最优使用条件。
腐蚀监测指长时间对同一物体进行实时监视而掌握它的变化,气田集输系统腐蚀监测技术经过近二十年的发展,已形成了一系列的监测方法,例如:失重挂片法、电阻法、氢渗透法、线性极化电阻法、电化学噪音法、FSM法、电偶法、电位监测法等。
(1)失重挂片法失重挂片法是一种经典的监测腐蚀速率的方法,这种方法是把己知重量、尺寸规格和材质类型的金属试片放入被监测系统的腐蚀环境中,在经过一定已知时间的暴露期后取出,仔细清洗并处理后称重,根据试片质量变化量和暴露时间的关系计算平均腐蚀速率。
通过上述方法得到的是一段时间内总体平均腐蚀速率,该方法可以通过观察试后片的表面腐蚀形貌,分析其表面腐蚀产物成份,从而判定腐蚀的类型。
气井环空带压临界控制值研究

气井环空带压临界控制值研究张智;周琛洋;王汉;刘志伟;何雨【摘要】To ensure the wellbore integrity of gas well with sustained annular pressure (SAP) during the production phase and determine the safe operating range of SAP,a safety evaluation method of SAP based on API RP 90-2 recommended practice was established.The calculation method on the critical control value of SAP for gas well was mainly studied,and a set of SAP management chart for field application was put forward.Finally,the field application study of a gas well with SAP was carried out.The results showed that API RP 90 was recommended for the safety evaluation of offshore oil and gas wells with SAP,but it was no longer suitable for onshore oil and gas wells after API RP 90-2 was published.The consideration of API RP 90-2 was more comprehensive and it was recommended for onshore oil and gas wells.The critical control value of SAP was no longer a fixed value but a value constantly varying with a number of factors such as the increase of service time and the change of adjacent and self-annulus pressure.%为了保证环空带压气井生产阶段的井筒完整性,确定气井环空压力安全运行范围,建立了基于API RP 90-2推荐做法的环空带压安全评价方法,重点研究了气井环空带压临界控制值计算方法,提出了1套方便现场应用的环空压力管控图版,针对某环空带压气井进行了现场应用研究.研究表明:API RP 90是针对海上油气井环空带压安全评价的推荐做法,在API RP 90-2推荐做法发布以后已不再继续适用于陆上油气井;基于API RP 90-2的推荐做法考虑因素更为全面,推荐在陆上油气井使用;环空带压临界控制值不再是1个固定值,而是随服役时间增长以及相邻和自身环空压力变化等因素不断变化的值.【期刊名称】《中国安全生产科学技术》【年(卷),期】2017(013)007【总页数】7页(P149-155)【关键词】气井;环空带压;环空带压临界控制值;安全评价;管控图版【作者】张智;周琛洋;王汉;刘志伟;何雨【作者单位】西南石油大学油气藏地质及开发工程国家重点实验室,四川成都610500;西南石油大学油气藏地质及开发工程国家重点实验室,四川成都610500;西南石油大学油气藏地质及开发工程国家重点实验室,四川成都610500;西南石油大学油气藏地质及开发工程国家重点实验室,四川成都610500;西南石油大学油气藏地质及开发工程国家重点实验室,四川成都610500【正文语种】中文【中图分类】X9360 引言目前,气井环空带压现象十分普遍,环空带压是指气井环空压力在泄压后短时间内又恢复到泄压前压力水平的现象[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
StandardRecommended PracticePreparation, Installation, Analysis, and Interpretation of Corrosion Coupons in OilfieldOperationsThis NACE International standard represents a consensus of those individual members who have reviewed this document, its scope, and provisions. Its acceptance does not in any respect preclude anyone, whether he has adopted the standard or not, from manufacturing, marketing,purchasing, or using products, processes, or procedures not in conformance with this standard.Nothing contained in this NACE International standard is to be construed as granting any right, by implication or otherwise, to manufacture, sell, or use in connection with any method, apparatus,or product covered by Letters Patent, or as indemnifying or protecting anyone against liability for infringement of Letters Patent. This standard represents minimum requirements and should in no way be interpreted as a restriction on the use of better procedures or materials. Neither is this standard intended to apply in all cases relating to the subject. Unpredictable circumstances may negate the usefulness of this standard in specific instances. NACE International assumes no responsibility for the interpretation or use of this standard by other parties and accepts responsibility for only those official NACE International interpretations issued by NACE International in accordance with its governing procedures and policies which preclude the issuance of interpretations by individual volunteers.Users of this NACE International standard are responsible for reviewing appropriate health,safety, environmental, and regulatory documents and for determining their applicability in relation to this standard prior to its use. This NACE International standard may not necessarily address all potential health and safety problems or environmental hazards associated with the use of materials, equipment, and/or operations detailed or referred to within this standard. Users of this NACE International standard are also responsible for establishing appropriate health, safety, and environmental protection practices, in consultation with appropriate regulatory authorities if necessary, to achieve compliance with any existing applicable regulatory requirements prior to the use of this standard.CAUTIONARY NOTICE: NACE International standards are subject to periodic review, and may be revised or withdrawn at any time without prior notice. NACE International requires that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of initial publication. The user is cautioned to obtain the latest edition. Purchasers of NACE International standards may receive current information on all standards and other NACE International publications by contacting the NACE International Membership Services Department, P.O. Box 218340, Houston, Texas 77218-8340 (telephone +1 (281)228-6200).Revised 1999-06-25Revised 1991Revised 1987Approved 1975NACE International P.O. Box 218340Houston, Texas 77218-8340+1 (281)228-6200ISBN 1-57590-086-6NACE Standard RP0775-99Item No. 21017RP0775-99_______________________________________________________________________ForewordThis standard recommended practice was prepared to encourage the use of uniform and industry-proven methods to monitor mass-loss and pitting corrosion in oilfield operations. This standardoutlines procedures for preparing, installing, and analyzing metallic corrosion coupons. Factorsconsidered in the interpretation of results obtained from these corrosion coupons are alsoincluded for the use of oil and service industry personnel.This standard was originally prepared in 1975 by NACE Task Group T-1C-6, a component of UnitCommittee T-1C on Detection of Corrosion in Oil Field Equipment, to provide procedures for the preparation, installation, and analysis of corrosion coupons. The standard was revised by TaskGroup T-1C-11 in 1986 and by T-1C-23 in 1991. T-1C was combined with Unit Committee T-1Don Corrosion Monitoring and Control of Corrosion Environments in Petroleum Production Operations, and this standard was revised by Task Group T-1D-54 in 1999. It is issued by NACE International under the auspices of Group Committee T-1 on Corrosion Control in Petroleum Production.In NACE standards, the terms shall, must, should, and may are used in accordance with thedefinitions of these terms in the NACE Publications Style Manual, 3rd. ed., Paragraph 8.4.1.8.Shall and must are used to state mandatory requirements. Should is used to state that which is considered good and is recommended but is not absolutely mandatory. May is used to state thatwhich is considered optional._______________________________________________________________________RP0775-99_______________________________________________________________________NACE InternationalStandardRecommended PracticePreparation, Installation, Analysis, and Interpretation of Corrosion Coupons in Oilfield OperationsContents1.General (1)2.Processing of Corrosion Coupons (2)3.Installation of Corrosion Coupons (5)4.Recording Data on Corrosion Coupon Report (14)5.Interpretation of Corrosion Coupon Data (14)References (15)Appendix A—Typical Corrosion Coupon Report (16)Figure 1—Circular (washer-type) coupon and typical mounting in a ring joint flange (6)Figure 2—Drill pipe corrosion ring coupon (7)Figure 3—Flat coupon holder using a 50-mm (92-in.) pipe plug (8)Figure 4—Round (rod-type) coupon holder using a 50-mm (2-in.) pipe plug and special insulating disk that can accommodate eight round (rod-type) coupons (9)Figure 5—Tool for installing and removing coupons in systems under pressure (10)Figure 6—Extractor tool for inserting and removing coupons in systems under pressure10Figure 7—Wire-line-operated tubing stop adapted as downhole coupon holder (12)Figure 8—What can occur at changes in direction and elevation in a wet gas system..13_______________________________________________________________________RP0775-99 _______________________________________________________________________Section 1: General1.1This standard is presented for the use of corrosion coupons in oilfield drilling, production, and transportation operations. Oilfield operations include oil-, water-, and gas-handling systems, and drilling fluids. (When used in this standard, system denotes a functional unit such as a producing well; flowline and tank battery; water, oil, or gas collection facility; water or gas injection facility; or a gas dehydration or sweetening unit.) Corrosion coupon testing consists of the exposure of a small specimen of metal (the coupon) to an environment of interest for a period of time to determine the reaction of the metal to the environment. Corrosion coupons are used to eval-uate corrosiveness of various systems, to monitor the effectiveness of corrosion-mitigation programs, and to evaluate the suitability of different metals for specific systems and environments. The coupons may be installed in the system itself or in a special test loop or apparatus. Corrosion rates shown by coupons and most other corrosion-monitoring devices seldom duplicate the actual rate of corrosion on the system piping and vessels. Accurate system corrosion rates can be determined by nondestructive measurement methods or failure fre-quency curves. Data furnished by corrosion coupons and other types of monitors must be related to system requirements. High corrosion rates on coupons may be used to verify the need for corrective action. If a corrosion-mitigation program is initiated and subsequent coupon data indicate that corrosion has been reduced, the information can be used to approximate the effectiveness of the mitigation program. This standard does not contain information on monitoring for inter-granular corrosion, stress corrosion cracking (SCC), or sulfide stress cracking (SSC). The latter aspects are discussed elsewhere.(1),(2)1.2This standard describes preparation and handling techniques for metal coupons prior to and following exposure. Corrosion rate calculations and a typical form for recording data are also included.1.3Coupon size, metal composition, surface condition, and coupon holders may vary according to the test system design or the user’s requirements. Coupons are often installed in pairs for simultaneous removal and average mass-loss determination. Coupons may be used alone but they should be used in conjunction with other monitoring methods such as test nipples, hydrogen probes, galvanic probes, polarization instruments, resistance-type corrosion monitors, chemical analysis of process streams and nondestructive metal thickness measurements, caliper surveys, and corrosion failure records.1.4Corrosion coupons used as suggested in this standard measure the total metal loss during the ex-posure period. They show corrosion that has already occurred. A single coupon cannot be used to determine whether the rate of metal loss was uniform or varying during the exposure period. Information on the change in corrosion rate can be obtained by installing several coupons at one time and removing and evaluating individual coupons at specific short-term intervals. Other monitoring methods mentioned in Paragraph 1.3 can be used to provide more accurate information on short-term rates of corrosion. Data provided by corrosion coupons can provide excellent back-up for “event-indicating”corrosion-monitoring instruments.1.5In addition to mass loss, important factors to con-sider in the analysis and interpretation of coupon data include location, time on-stream, measured pit depth, surface profile (blistering, erosion), corrosion product and/or scale composition, and operating factors (e.g., downtime, system flow velocities, upsets, or inhibition). 1.6Coupon corrosion rates in one system should not be compared directly with those in other unrelated systems. However, corrosion rates in similar systems (e.g., two systems handling identical environments) often correlate. Additional information can be obtained within a system by varying one exposure parameter at a time (e.g., location or duration of exposure). For example, corrosion rates can be affected by changes in fluid velocity within a system. Corrosion rates can vary dramatically upstream and downstream from the point of entry of a corrodent, such as oxygen.____________________________(1) NACE Standard MR0175 (latest revision), “Sulfide Stress Cracking Resistant Metallic Materials for Oilfield Equipment,” (Houston, TX: NACE International).(2) E.M. Moore, J.J. Warga, “Factors Influencing the Hydrogen Cracking Sensitivity of Pipeline Steels,” CORROSION/76, paper no. 144 (Houston, TX: NACE, 1976).RP0775-99_______________________________________________________________________Section 2: Processing of Corrosion Coupons2.1Coupon Preparation. The following procedure should be used to prepare coupons for corrosion testing. Coupons should be new; do not re-use coupons after exposure and analysis.2.1.1Choose a method of coupon preparation thatdoes not alter the metallurgical properties of the metal. Grinding operations must be controlled to avoid high surface temperatures that could change the microstructure of the coupon.2.1.2Etch or stamp a permanent serial number onthe coupon. It is possible for a coupon or holder to undergo SCC if the conditions in Paragraphs 2.1.2.1 and 2.1.2.2 are met:2.1.2.1Exposure to an environment capable ofcracking the alloy used for the coupon or holder.2.1.2.2Stress sufficiently high to cause crack-ing. Such stress can result from a combinationof residual stress (such as introduced bystamping) and imposed stress.2.1.2.3Instances of SCC of carbon steelcoupons under oilfield conditions have rarelybeen reported. Nevertheless, broken pieces ofcoupons or holders can lodge downstream invalves and interfere with their normal operation.2.1.3Machine or polish the edges of the coupon toremove cold-worked metal if the cold-worked edges adversely affect the data. Coupons formed by stamping are less expensive than machined cou-pons. Stamped coupons are satisfactory without additional machining for most oilfield monitoring.2.1.4Ideally, match the surface finish of thecoupons with the finish of the metal being invest-igated, i.e., the pipe or vessel wall. Because this is seldom practical, other surface finishes are applied.No specific surface finish is absolutely essential but uniformity is very important when data from different sets of coupons are being compared. Coupons may be prepared by grinding smooth with 120 grit paper, by tumbling with loose grit, or blasting with abrasive blasting material. A consistent finish may be ob-tained by blasting with glass beads, but glass beads may not remove mill scale or rust. All abrasives should be free of metallic particles.2.1.5After the coupons have been cleaned, handlethem by suitable means to prevent contamination of the surface with oils, body salts, and other foreign materials. Clean, lint-free cotton gloves or cloths, disposable plastic gloves, coated tongs, or coated tweezers should normally be used.2.1.6Under a ventilated hood, remove any residualoils with a hydrocarbon solvent such as xylene, toluene, or 1,1,1 trichloroethane and rinse with an-hydrous isopropyl alcohol. If oils are not present, cleaning with alcohol or acetone should be sufficient.2.1.7Dry, measure, and weigh the coupons to within±0.1 mg. Record the mass, serial number, and exposed dimensions. Calculate the surface area (including the edges) and record. The areas covered by the coupon holder and shielded areas of flush-mounted coupons must be excluded. (For test nipples or other large corrosion test pieces, see Paragraph 3.6.)2.1.8Prior to shipment, store the individually pack-aged coupons in a closed container with indicating silica gel.(3) Coupons may be wrapped in paper or placed in envelopes impregnated with a vapor-phase corrosion inhibitor.2.2Procedure for Field Handling of Coupons Before and After Exposure2.2.1Prior to coupon installation, record thefollowing information: coupon serial number, install-ation date, name of system, location of the coupon in the system (including fluid or vapor phase), and orientation of the coupon and holder. A typical corrosion coupon report is shown in Appendix A.2.2.2During installation, handle the coupon carefullyto prevent contamination of the coupon surface. (See Paragraph 2.1.5.)2.2.3When the coupon is removed, record thecoupon serial number, removal date, observations of any erosion or mechanical damage, and appearance of scale or corrosion product. Any other pertinent data such as shut-in time and changes in velocity and inhibitor treatment should also be recorded.____________________________(3) Silica gel that has become inactive as a result of moisture absorption can be reactivated by heating in an open metal pan in an oven at 119 to 127°C (246 to 261°F) for at least 12 h. Reactivated silica gel must be stored in an airtight container. Indicating silica gel impregnated with cobaltous chloride changes color when it becomes saturated with moisture.RP0775-99The coupon should be photographed immediately after removal, particularly if appearance of the corrosion product or scale is important.2.2.4Protect the coupon from contamination byoxidation and handling. Place the coupon in a moisture-proof or special envelope impregnated with volatile corrosion inhibitor and ship immediately to a laboratory for analysis. Do not coat the coupon with grease or otherwise alter it. Gentle blotting with tissue paper or a clean soft cloth may be desirable to remove moisture prior to shipment. Corrosion products or scale deposits should not be removed in the field.2.3Laboratory Procedure for Cleaning and Weighing Coupons After Exposure2.3.1Record the coupon serial number. If thecoupon was not photographed in the field, it should be photographed in the laboratory before and after cleaning. Prior to any cleaning, weigh the coupon to within ±0.1 mg.2.3.2Visually examine the coupon and recordobservations. Qualitative analysis of adherent scale or foreign material may be performed.2.3.3Immerse the coupon in a suitable hydrocarbonsolvent, such as clean xylene or toluene, long enough to remove the oil, oil-wet materials, and paraffin. Rinse with isopropyl alcohol or acetone.Handle solvent under a ventilated hood. Dry in a gentle dry air stream and weigh the coupon to within ±0.1 mg if quantitative analysis of acid-soluble deposits is desired.2.3.4Immerse steel coupons in 15% inhibitedhydrochloric acid to remove mineral scale and corrosion products. Ultrasonic agitation may be used to accelerate the cleaning process. Numerous commercial inhibitors are available to protect the steel during acid cleaning. The following inhibitor solution has been successful: A stock solution is made of 37.5% HCl to which 10 g/L of 1,3-di-n-butyl-2 thiourea (DBT) has been added.1 Immediately priorto use, the stock solution is diluted by slowly addinga measured volume of stock solution to an equalvolume of distilled water with stirring. Additional information on cleaning metals other than steel should be consulted.2,3,42.3.4.1Coupons that are not coated with hardscale or tightly adhering corrosion products maybe cleaned by blasting with glass beads. Massloss during blast cleaning should be determinedby cleaning unexposed coupons in accordancewith Paragraph 2.3.7.2.3.5After cleaning, immerse the coupon in asaturated solution of sodium bicarbonate for one minute to neutralize the acid. Rinse with distilled water to remove the neutralizer.2.3.6Rinse the coupon immediately in isopropylalcohol or acetone and dry in a stream of dry air. Air lines should be equipped with traps and filters to remove all oil and water. Coupons with tenacious films should be scrubbed with a household cleanser and 000 steel wool prior to drying with alcohol or acetone. Visually examine the coupon and record observations.2.3.7Subject a preweighed blank that was notexposed to the corrodent to the cleaning process to ensure that mass loss from cleaning is not significant.2.4Calculation of the Average Corrosion Rate (CR). The following procedures should be used to calculate the average corrosion rate.2.4.1Determine the mass loss of the corrosioncoupon and divide the mass loss by the product of the metal density (Table 1), the total exposed surface area, and the exposure time to obtain the average rate of corrosion. The following equations may be used to determine the average corrosion rate depending on the units desired.42.4.1.1A calculation of average corrosion rate,expressed as a uniform rate of thickness lossper unit time in millimeters per year ormillimeters per annum (mm/y or mm/a), isshown in Equation (1):ATDWx10x3.65=ATD1,000x365xW=CR5(1)CR = average corrosion rate, millimeters peryear (mm/y or mm/a)W = mass loss, grams (g)A = initial exposed surface area of coupon,square millimeters (mm2)T = exposure time, days (d)D = density of coupon metal, grams per cubiccentimeter (g/cm3)2.4.1.2A calculation of average corrosion rate,expressed as uniform rate of thickness loss perunit time in mils per year (mpy), is shown inEquation (2):ATDW102.227x=(2.54)xATD1,000x365xW=CR43(2)RP0775-99CR = average corrosion rate, mils per year(mpy)W = mass loss, grams (g)A = initial exposed surface area of coupon, square inches (in.2)T = exposure time, days (d)D = density of coupon metal, grams per cubic centimeter (g/cm3)2.4.1.3A calculation of the average corrosion rate, expressed as a uniform rate of mass loss per unit area per unit time in grams per square meter per day (g/m2/d), is shown in Equation (3):TxAW=CR(3)CR = average corrosion rate, grams per square meter per day (g/m2/d)W = mass loss, grams (g)A = initial exposed area of coupon, square meters (m2)T = exposure time, days (d)Table 1 — Density of Metals(A)Material Density, g/cm3Material Density, g/cm3Cast Irons Copper AlloysGray cast iron7.15Admiralty brass8.53Malleable iron7.27Red brass, 85%8.75Yellow brass8.47Steels Bronze—5% Aluminum8.17 Carbon steel7.86Bronze-Phosphor 10%8.78Low-alloy steels7.85Copper-Nickel (90-10)8.849 Cr-1 Mo7.67Cast Al-Bronze7.805 Ni7.98Beryllium Copper8.359 Ni8.10Other MaterialsStainless steels Aluminum 2.70 Type 3047.90Magnesium 1.74Type 3168.00Nickel8.90Types 321, 3478.02Zinc7.13Type 4107.7013 Cr7.7017-4 pH7.8022 Cr-5 Ni (duplex)7.89(A) Alloys are wrought unless otherwise noted. (Source: ASM Handbook, Vol. 1, Properties and Selection: Irons, Steels, and High-Performance Alloys, 10th ed., 1990, ASM International, 9639 Kinsman Rd., Materials Park, OH 44073-0002).RP0775-992.4.1.4A calculation of the average corrosion rate, expressed as a uniform rate of mass loss per unit area per unit time in pounds per squarefoot per year (lb/ft 2/y), is shown in Equation (4):AT10 x 1.159 x W= 453.6 x AT 144 x 365 x W = CR 2(4)CR = average corrosion rate, pounds per squarefoot per year (lb/ft 2/y)W = mass loss, grams (g)A = initial exposed area of coupon, squareinches (in.2)T = exposure time, days (d)2.4.1.5Conversion Factors6,7,81 mm/y = 39.4 mpy1 µm/y = 0.0394 mpy (µm = micrometer)1 mpy = 0.0254 mm/y1 mpy = 0.001 in./y (inches per year)1 mil = 0.001 in.2.5Calculation of the Maximum Pitting Rate (PR). The following procedure should be used to calculate the maximum pitting rate.2.5.1Determine the depth of the deepest pit and divide by the exposure time. The following Equations (5) and (6) may be used to determine the maximum pitting rate depending on the units desired.(days)time exposure 365x (mm) pit deepest of depth= (mm/y) PR (5)(days)time exposure 365x (mils) pit deepest of depth= (mpy) PR (6)2.5.2Pit depths may be measured with a depth gauge or a micrometer caliper with needle-point anvils. The anvil must be small enough to reach the bottoms of the pits. An optical microscope calibrated for depth measurement may also be used to estimate pit depth. The microscope should be focused first on uncorroded metal adjacent to the pit and then focused on the bottom of the pit. Metallographic cross-sections through pits provide an accurate measurement of pit depth if a high degree of accuracy is deemed necessary. The same measure-ment technique should be used on all coupons from a given system. Pit density per unit area should be reported. Additional information on the measure-ment of pits can be found in ASTM (4) G 46.92.5.3Pitting characterization by calculation of pitting rate may be misleading if pitting onset occurs after an incubation period. Time to pitting onset varies and pit growth may not be uniform. Therefore, care should be exercised in applying calculated pitting rates to project time-to-failure._______________________________________________________________________Section 3: Installation of Corrosion Coupons3.1Types of Corrosion Coupons3.1.1Corrosion coupons are available from a number of suppliers. Coupons are available in many different sizes and configurations. The size and configuration selected depend on the type of holder being used, line size, and entry orientation. Special access fittings and devices that allow installation and retrieval under pressure may require a specific type of coupon. It is usually advantageous to standardize a few sizes to minimize inventories and to eliminate difficulties in preparation and handling.3.1.2Circular (washer-type) coupons shown in Figure 1 are available in various sizes. The size of the circular coupon, which fits between a pair of ringjoint flanges, depends on the size and type of flange in which the circular coupon is to be installed.3.1.3Ring-type coupons for use in drill pipe tool joints are shown in Figure 2. Additional informationon the use of drill pipe coupons can be found in API(5)RP 13B-1.103.1.4Corrosion coupons can be modified for studies of oxygen concentration cells. A rubber band can be placed around the coupon, excluding oxygen fromthe metal under the rubber band.11An oil-resistant elastomer should be used if hydrocarbons are present. Banded coupons should not be used for mass-loss determinations. Coupons banded in this manner are not practical in high-velocity streams.____________________________(4) American Society for Testing and Materials (ASTM), 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.(5)American Petroleum Institute (API), 1220 L St. NW, Washington, DC 20005.RP0775-993.2Coupon Composition3.2.1Coupons are usually made of 0.1 to 0.2%carbon steel that is readily available in strip and plate form and is easily worked. Depending on the reason for testing, metals used should normally be identical to those in the system, but may also include metals and alloys that are being considered for use in the system.3.3Coupon HoldersCoupon holders are available in many sizes and shapes to hold one or more flat or round (rod-type) coupons.Some common holders are shown in Figures 3 and 4.3.3.1Depending on the system, corrosion coupons may be mounted in a variety of ways. Mounting must accomplish the following:3.3.1.1Adequate support of the coupons in thesystem.FIGURE 1 — Circular (washer-type) coupon and typical mounting in a ring joint flange.RP0775-993.3.1.2Electrical isolation of the coupon from other coupons, from the coupon holder, and from the pipe or vessel wall, to prevent galvanic corrosion.3.3.1.3Maintenance of the coupon’s position in the desired location and positioning it in the system (i.e., either in the fluid or vapor phase,perpendicular or parallel to the flow stream).3.3.1.4Provision for easy and rapid changing of coupons in the field.3.3.2Coupon holders like the one shown in Figure 3should be marked so the coupon orientation can be determined when it is in service. (See Paragraph 3.4.6.)3.3.3The system must be depressurized prior to installation and removal of the coupons and holdersshown in Figures 3 and 4.FIGURE 2 — Drill pipe corrosion ring coupon: (a) steel corrosion ring (fabricated in accordance with APIRP 13B-1); (b) steel corrosion ring coupon encapsulated in plastic; and (c) installed.RP0775-99FIGURE 3 — Flat coupon holder using a 50-mm (2-in.) pipe plug. Also shows insulation method andattachment of corrosion coupon.3.3.4Two examples of special-purpose coupon holders that provide for installation and removal of the coupon from a pressurized system are shown in Figures 5 and 6. An installation tool that can be used with conventional valves is shown in Figure 5. An installation assembly that requires a special fitting on a line or vessel is shown in Figure 6. When install-ation and removal of coupons from a pressurized system is contemplated, the system design must accommodate the tool length. Overall length depends on the distance from the access valve to the final insertion depth in the pipe or vessel.3.3.5Coupon holders to secure a disk-type coupon flush with the pipe wall are available. Coupons flush with the pipe wall are subject to less turbulence than flat or round coupons that protrude into the flowing stream. Therefore, the flush-mounted coupons should provide information that is more represen-tative of corrosion on the pipe wall. The disk-type coupons should be held in place with either plastic or coated steel screws. In some systems, iron sulfide may bridge between the coupon and pipe wall. The resulting short circuit can increase or decrease the rate of corrosion on the coupon.3.3.6Holders for coupons to be placed in well tubing are also available. Coupons can be attached to a tubing stop (see Figure 7),12 which may be available from some subsurface pump suppliers and wire-line service companies. Another coupon holder that can be set by wire line in a side-pocket mandrel isavailable from gas lift equipment suppliers and wire-line service companies.3.4Location in the System3.4.1To obtain the most reliable information fromcorrosion coupons, as well as from any other type of corrosion monitor, the coupons should be located where corrosion is occurring or is most likely to occur. Corrosion and design engineers should collaborate to ensure that sufficient access fittings for corrosion monitoring are included in the design of new facilities. In existing operating systems, cor-rosion failure records can identify corrosive areas.Ultrasonic and radiographic metal thickness meas-urements can be made to locate areas where corrosion has occurred. Coupons can function in either the liquid or vapor phase of a system. In new systems, experience with other similar systems can often be helpful. The following locations for coupons should be considered: (1) dead fluid areas; (2) high-velocity fluid streams and impingement points; (3) downstream from points of possible oxygen entry, such as tanks, pumps, vapor recovery units, and water makeup lines in gas sweetening systems; (4) locations where water is likely to collect in sour(6) systems, such as suction scrubbers on compressors, separators, water drain lines from dehydrators, and low spots in wet gas lines; (5) amine and glycol streams that contain sour gas; (6) vapor sections in sour glycol regenerators; and (7) areas where a liquid/vapor interface occurs.____________________________(6) The term sour is used in this standard to denote systems containing hydrogen sulfide (H2S).Corrosion couponScrew and nut of an insulating,nonmetallic material.Insulating post made ofnonmetallic material and groundflat in area where couponattaches. Post is grouted in withan epoxy cement.50-mm (2-in.) pipe plug(plug size and type canbe varied to fit systemconnections andpressures).。