AMS1082
AMS磁编码器产品简介完整版前期
绝对编码器
• 绝对编码器是直接输出数字量的传感器,在它的圆形码盘上沿径向有 若干同心码道,每条道上由透光和不透光的扇形区相间组成,相邻码 道的扇区数目是双倍关系,码盘上的码道数就是它的二进制数码的位 数,在码盘的一侧是光源,另一侧对应每一码道有一光敏元件;当码 盘处于不同位置时,各光敏元件根据受光照与否转换出相应的电平信 号,形成二进制数。这种编码器的特点是不要计数器,在转轴的任意 位置都可 读出一个固定的与位置相对应的数字码。显然,码道越多, 分辨率就越高,对于一个具有 N位二进制分辨率的编码器,其码盘必 须有N条码道。 • 绝对式编码器是利用自然二进制或循环二进制(格雷码)方式进行光 电转换的。绝对式编码器与增量式编码器不同之处在于圆盘上透光、 不透光的线条图形,绝对编码器可有若干编码,根据读出码盘上的编 码,检测绝对位置。编码的设计可采用二进制码、循环码、二进制补 码等。它的特点是: • 可以直接读出角度坐标的绝对值、没有累积误差、电源切除后位置信 息不会丢失。 • 但是分辨率是由二进制的位数来决定的,也就是说精度取决于位数, 目前有10位、14位等多种。
AMS磁编码器产品名词解释及实用公式
名词解释
• 分辨率:
指的是磁编码器每圈的步长数。(如10位磁编 码器AS5040,其分辨率为0.35o,即每圈1024个位 置) • A/B正交两路及Index输出: A、B两路相位差90o脉冲信号,通过通道A的相 位超前通道B或通道B的相位超前通道A便可方便地 判断出旋转方向,每圈A/B各路输出的脉冲数为磁 编码数每圈步长数/4;Index指示绝对值零位,每 经过零点将产生一个脉冲。
增量式编码器
• 增量式编码器是直接利用光电转换原理输出三组 方波脉冲A、B和Z相;A、B两组脉冲相位差90o, 通过通道A的相位超前通道B或通道B的相位超前通 道A便可方便地判断出旋转方向;Z相为每转一个 脉冲,用于基准点定位。 • 优点:原理构造简单,机械平均寿命可在几万小 时以上,抗干扰能力强,可靠性高,适合于长距 离传输。 • 缺点:无法输出轴转动的绝对位置信息。
希捷HMC187AMS8 187AMS8E 0.85-2.0GHz GaAs MMIC SMT 被动
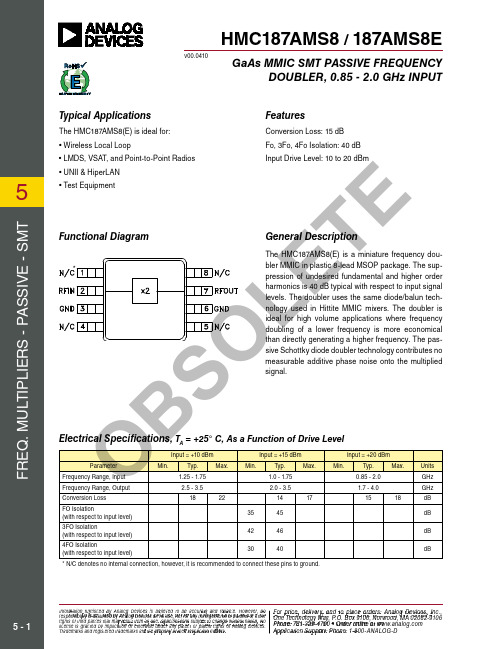
For price, delivery and to place orders: Hittite Microwave Corporation, 20 Alpha Road, Chelmsford, MA 01824Phone: 978-250-3343 Fax: 978-250-3373 Order On-line at Application Support: Phone: 978-250-3343 or apps@F r e q . M u l t i p l i e r s - p A s s i V e - s M t55 - 1HMC187AMS8 / 187AMS8EGaAs MMIC SMT PASSIVE FREQUENCYDOUBLER, 0.85 - 2.0 GHz INPUTv00.0410General DescriptionFeaturesFunctional DiagramConversion loss: 15 dB Fo, 3Fo, 4Fo isolation: 40 dB input Drive level: 10 to 20 dBmElectrical Specifications, T A = +25° C, As a Function of Drive LevelTypical Applicationsthe HMC187AMs8(e) is ideal for:•Wireless local loop•lMDs, VsAt, and point-to-point radios •uNii & HiperlAN•test equipmentthe HMC187AMs8(e) is a miniature frequency dou-bler MMiC in plastic 8-lead MsOp package. the sup-pression of undesired fundamental and higher order harmonics is 40 dB typical with respect to input signal levels. the doubler uses the same diode/balun tech-nology used in Hittite MMiC mixers. the doubler is ideal for high volume applications where frequency doubling of a lower frequency is more economical than directly generating a higher frequency. the pas-sive schottky diode doubler technology contributes no measurable additive phase noise onto the multiplied signal.input = +10 dBminput = +15 dBminput = +20 dBmparameterMin.typ. Max.Min.typ. Max.Min.typ. Max.units Frequency range, input 1.25 - 1.75 1.0 - 1.750.85 - 2.0GHz Frequency range, Output 2.5 - 3.5 2.0 - 3.5 1.7 - 4.0GHz Conversion loss182214171518dB FO isolation(with respect to input level)3545dB 3FO isolation(with respect to input level)4246dB 4FO isolation(with respect to input level)3040dB* N/C denotes no internal connection, however, it is recommended to connect these pins to ground.*Information furnished by Analog Devices is believed to be accurate and reliable. However, no responsibility is assumed by Analog Devices for its use, nor for any infringements of patents or other rights of third parties that may result from its use. Specifications subject to change without notice. No license is granted by implication or otherwise under any patent or patent rights of Analog Devices.Trademarks and registered trademarks are the property of their respective owners.For price, delivery, and to place orders: Analog Devices, Inc., One Technology Way, P.O. Box 9106, Norwood, MA 02062-9106 Phone: 781-329-4700 • Order online at Application Support: Phone: 1-800-ANALOG-DOBS OL E T EFor price, delivery and to place orders: Hittite Microwave Corporation, 20 Alpha Road, Chelmsford, MA 01824Phone: 978-250-3343 Fax: 978-250-3373 Order On-line at ApplicationSupport:Phone:******************************F r e q . M u l t i p l i e r s - p A s s i V e - s M t55 - 2Conversion Gain @ +15 dBm Drive LevelIsolation @ +15 dBm Drive Level*Input Return Loss vs. Drive LevelOutput Return Lossfor Several Input Frequencies*With respect to input level-35-30-25-20-15-10-50123456+85 C +25 C -40 CC O N V E R S I O N G A I N (d B )OUTPUT FREQUENCY (GHz)-25-20-15-10-52468102.50 GHz 1.75 GHz 1.00 GHzR E T U R N L O S S (d B )OUTPUT FREQUENCY (GHz)-90-75-60-45-30-1500246810121F03F04F0I S O L A T I O N (d B )FREQUENCY (GHz)-30-25-20-15-10-500.51 1.52 2.5317 dBm 15 dBm 13 dBm 10 dBmR E T U R N L O S S (d B )INPUT FREQUENCY (GHz)DOUBLER, 0.85 - 2.0 GHz INPUTOBS OL E T EFor price, delivery and to place orders: Hittite Microwave Corporation, 20 Alpha Road, Chelmsford, MA 01824Phone: 978-250-3343 Fax: 978-250-3373 Order On-line at Application Support: Phone: 978-250-3343 or apps@F r e q . M u l t i p l i e r s - p A s s i V e - s M t55 - 3Conversion Gain @ 25°C vs. Drive LevelOutput Return Loss with 1 GHz InputConversion Gain @ -40°C vs. Drive LevelOutput Return Loss with 2.5 GHz InputConversion Gain @ +85°C vs. Drive LevelOutput Return Loss with 1.75 GHz Input-20-15-10-512345617 dBm 15 dBm 10 dBmR E T U R N L O S S (d B )OUTPUT FREQUENCY (GHz)-35-30-25-20-15-10-5012345620 dBm 17 dBm 15 dBm13 dBm 11 dBm 9 dBmC O N V E R S I O N G A I N (d B )OUTPUT FREQUENCY (GHz)-20-15-10-5012345617 dBm 15 dBm 10 dBmR E T U R N L O S S (d B )OUTPUT FREQUENCY (GHz)-35-30-25-20-15-10-5012345620 dBm 17 dBm 15 dBm13 dBm 11 dBm 9 dBmC O N V E R S I O N G A I N (d B )OUTPUT FREQUENCY (GHz)-20-15-10-5012345617 dBm 15 dBm 10 dBmR E T U R N L O S S (d B )OUTPUT FREQUENCY (GHz)-35-30-25-20-15-10-5012345620 dBm 17 dBm 15 dBm13 dBm 11 dBm 9 dBmC O N V E R S I O N G A I N (d B )OUTPUT FREQUENCY (GHz)DOUBLER, 0.85 - 2.0 GHz INPUTOBS OL E T EFor price, delivery and to place orders: Hittite Microwave Corporation, 20 Alpha Road, Chelmsford, MA 01824Phone: 978-250-3343 Fax: 978-250-3373 Order On-line at ApplicationSupport:Phone:******************************F r e q . M u l t i p l i e r s - p As s i V e - s M t55 - 4Absolute Maximum RatingsOutline DrawingeleCtrOstAtiC seNsitiVe DeViCeOBserVe HANDliNG preCAutiONs[2] Max peak reflow temperature of 260 °C [3] 4-Digit lot number XXXXPackage InformationNOtes:1. leADFrAMe MA teriAl: COpper AllOY2. DiMeNsiONs Are iN iNCHes [MilliMeters].3. DiMeNsiON DOes NOt iNCluDe MOlDFlAsH OF 0.15mm per siDe.4. DiMeNsiON DOes NOt iNCluDe MOlDFlAsH OF 0.25mm per siDe.5. All GrOuND leADs Must Be sOlDereD tO pCB rF GrOuND.DOUBLER, 0.85 - 2.0 GHz INPUTT EFor price, delivery and to place orders: Hittite Microwave Corporation, 20 Alpha Road, Chelmsford, MA 01824Phone: 978-250-3343 Fax: 978-250-3373 Order On-line at Application Support: Phone: 978-250-3343 or apps@F r e q . M u l t i p l i e r s - p A s s i V e - s M t55 - 5Pin Descriptionpin Number Function Descriptioninterface schematic1, 4, 5, 8N/Cthese pins are not connected internally; however, all data shown herein was measured with these pins connected to rF/DC groundexternally.3, 6GNDAll ground leads must be soldered to pCB rF/DC ground.2rFiNpin is DC coupled and matched to 50 Ohms.7rFOutpin is DC coupled and matched to 50 Ohms.DOUBLER, 0.85 - 2.0 GHz INPUTOBS OL E T EFor price, delivery and to place orders: Hittite Microwave Corporation, 20 Alpha Road, Chelmsford, MA 01824 Phone: 978-250-3343 Fax: 978-250-3373 Order On-line at ApplicationSupport:Phone:******************************F r e q . M u l t i p l i e r s -p A s s i V e -sMt55 -6 Evaluation PCBList of Materials for Evaluation PCB 103313[1][1] reference this number when ordering complete evaluation pCB[2] Circuit Board Material: rogers 4350the circuit board used in the application shouldbe generated with proper rF circuit design tech-niques. signal lines should have 50 ohm imped-ance while the package N/C and ground leadsshould be connected directly to the ground planesimilar to that shown. the evaluation circuit boardshown is available from Hittite upon request.DOUBLER, 0.85 - 2.0 GHz INPUT BSO。
压力传感器中的比例电压输出信号

信号与系统| Signal Process & System摘要:现代自动化设备中传感器越来越多,它们都是可以通过统一的中央电源供电,所有比例电压输出的传感器可以在电源电压波动的时候同步得到修正,每个传感器也不再需要一个基准电压器件。
AMG 公司的OEM 压力传感器AMS 5812是一种可产生与压力成比例的模拟 和数字输出信号的压力传感器。
本文以压力传感器AMS 5812为例,详细描述了在压力传感器中比例电压输出的概念和用途,并探讨了比例电压输出的误差问题。
关键词:比例电压输出;ADC 转换;DAC 转换;恒压源中图分类号:TP212.1文献标识码:B 文章编号:1006-883X (2019) 12-0030-04收稿日期:2019-11-15压力传感器中的比例电压输出信号Nobert Rauch 1 施林生 2 (译)1. analog microelectronics GmbH 公司,德国美茵茨55124;2.上海芸生微电子有限公司,上海201108—、压力传感器AMS5812AMS 5812 1"是OEM 压力传感器(见图1),可以测量绝对压力、相对压力、差分压力和双向差分 压力(正压和负压)。
每个传感器在生产过程中都分 别校准到指定的标称值。
由温度变化引起的与理想曲线的偏差己经分别进行了补偿和校正。
补偿温度范围 为-25°C ~ 85°C -—个误差小、长期稳定性好的传感器 通常都是由高质量的硅压阻芯体、现代的数字信号处理电路以及优化算法结合的结果。
图1带有模拟比例电压输出和数字信号输出的OEM 压力传感器AMS 5812AMS 5812釆用5V 供电,具有两个独立的输出,一个模拟比例电压输出0.5V-4.5V (双向差分压力输出为2.5V+2V pl )和一个FC 的数字输出叫 它们可 提供0~0.075psi 直到lOOpsi 的压力范围内的不同型号, 也可以根据客户要求提供其他标准。
AMS-H-81200A 钛及钛合金热处理

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.Copyright 2002 Society of Automotive Engineers, Inc.All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)AEROSPACEMATERIALSPECIFICATION AMS-H-81200A IssuedAPR 2001Revised JUN 2003Superseding AMS-H-81200Heat Treatment of Titanium and Titanium AlloysNOTICEThis document is intended to replace MIL-H-81200. The original issue of AMS-H-81200 was taken directly from Military Specification MIL-H-81200A and contained only minor editorial and format changes required to bring it into conformance with the publishing requirements of SAE technical standards. This revision B changes the heat treatment requirements for parts from “may be heat treated in accordance with the requirements of AMS 2801” to “shall be heat treated in accordance with AMS 2801”. As an exception, it allows continuation of heat treatment procedures for specific parts which have been previously acceptable to the purchaser. It also adds the requirement that the heat treat parameters used for heat-treat-response-tests of raw material conform to the parameters used for heat treatment of parts (See 3.1.1).The original Military Specification was adopted as an SAE standard under the provisions of the SAE Technical Standards Board (TSB) Rules and Regulations (TSB 001) pertaining to accelerated adoption of government specifications and standards. TSB rules provide for (a) the publication of portions of unrevised government specifications and standards without consensus voting at the SAE Committee level, and (b) the use of the existing government specification or standard format.Under Department of Defense policies and procedures, any qualification requirements and associated qualified products lists are mandatory for DOD contracts. Any requirement relating to qualified products lists (QPL’s) has not been adopted by SAE and is not part of this SAE technical document.--`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`---AMS-H-81200A SAE AMS-H-81200A1.SCOPE:1.1Purpose:This specification covers the heat treatment of titanium and titanium alloy mill products (rawmaterial), including wrought and cast products, by material producers. This specification also covers furnace equipment requirements, test procedures, and general information for heat treatingprocedures, heat treating temperatures, and material test procedures for the heat treatment oftitanium and titanium alloys. It also describes procedures which, when followed, have produced the desired properties within the limitations of the respective alloys.1.2Heat treatments:The heat treatments covered by this specification are:Anneal Solution heat treatmentBeta anneal Beta solution heat treatmentRecrystallization anneal AgeDuplex anneal Stress relief1.3Alloys:In addition to Commercially Pure Titanium (Ti40, Ti55, and Ti70), the following titanium alloys are covered by this specification:Alpha alloys Alpha-Beta alloys Beta alloys6Al-2Sn-4Zr-2Mo6Al-4V13V-11Cr-3Al5Al-2.5Sn6Al-4V ELI3Al-8V-6Cr-4Mo-4Zr5Al-2.5Sn ELI6Al-6V-2Sn15V-3Al-3Cr-3Sn6Al-2Cb-1Ta-0.8Mo3Al-2.5V10V-2Fe-3Al8Al-1Mo-1V6Al-2Sn-4Zr-6Mo11Sn-5Zr-2Al-1Mo6Al-2Sn-2Zr-2Mo-2Cr-0.25Si5Al-2Sn-2Zr-4Mo-4Cr2.APPLICABLE DOCUMENTS:The issue of the following documents in effect on the date of the purchase order forms a part of this specification to the extent specified herein. The supplier may work to a subsequent revision of a document unless a specific document issue is specified. When the referenced document has been cancelled and no superseding document has been specified, the last published issue of that document shall apply.--`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`-----`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`---AMS-H-81200A SAE AMS-H-81200A2.1U.S. Government Publications:Available from DODSSP, Subscription Services Desk, Building 4D, 700 Robbins Avenue,Philadelphia, PA 19111-5094.MIL-STD-45662Calibration System Requirement2.2ASTM Publications:Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 or.ASTM E 3Metallographic Specimens, Preparation ofASTM E 8Tension Testing of Metallic MaterialsASTM E 146Chemical Analysis of Zirconium and Zirconium AlloysASTM E 290Semi-Guided Bend Test for Ductility of Metallic Materials2.3SAE Publications:Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001 or .AMS 2750PyrometryAMS 2801Heat Treatment of Titanium Alloy Parts2.4Order of precedence:In the event of a conflict between the text of this document and the references cited herein, the text of this document shall take precedence. Nothing in this document, however, shall supersedeapplicable laws and regulations, unless a specific exemption has been obtained.3.REQUIREMENTS:3.1General:All heating and quenching equipment and procedures applied shall yield products complying with the requirements of appropriate acquisition documents. Equipment and procedures shall be designed to minimize the introduction of hydrogen, oxygen, nitrogen or other contaminants and in any case shall not allow introduction beyond levels established by the acquisition documents. Deviation fromprocess requirements specified herein or the application of processes different from those contained herein, may be used provided that compliant products result, these exceptions have been proven satisfactory, and that they are made known to the purchaser with accompanying data or otherjustification to support the deviation prior to application of the deviant process.3.1.1Heat treatment of mill products and titanium alloy parts: The requirements specified herein areapplicable to the heat treatment of mill products (raw material) (see 6.4.1). Producer heattreatment of heat-treat-response-test samples shall conform to AMS 2801 (see 4.8.6.1). Parts(see 6.4.2) shall be heat treated in accordance with AMS 2801 except as specified in 3.1.1.1.3.1.1.1It is permissible, for specific parts, to use equipment, practices and test methods whichconformed to AMS-H-81200 or MIL-H-81200 and were previously acceptable to the purchaser.3.2Heating systems:3.2.1Batch furnaces:3.2.1.1General requirements: Such furnaces may employ electrical heating elements or fuel combustionas heat sources. Muffle furnaces and retorts are also allowed. Allowable environmentssurrounding the furnace charge during heating are: inert gas (argon or helium), vacuum, slightly oxidizing mixtures resulting from the combustion in air of hydrocarbons (gas or oil), and air itself.When removal of surface contamination is not feasible, inert gas or vacuum environment shall be employed. The selection of an atmosphere shall be such as to establish conformance with 3.1.3.2.1.2Inert gases: Inert gases within the furnace shall be circulated as necessary to protect all surfacesof the workpieces comprising the furnace charge. The dew point of the inert gases shall beminus 65°F (-54°C) or lower. This requirement shall be met during all stages of a heating,soaking or cooling cycle. Ducts and zones which are to contain furnace charges shall be sosealed as to prevent contamination of any charge to the degree that it is rendered nonconforming to specified material requirements.3.2.1.3Vacuum: Vacuum furnaces used for outgassing hydrogen shall be capable of reducing hydrogenconcentrations within the charge to levels complying with 3.1. Vacuum furnaces and retorts used for prevention of surface contamination shall be capable of yielding product conforming to 3.1. 3.2.1.4Combusted hydrocarbons: Furnaces heated by the combustion in air of gas or oil shall contain aslightly oxidizing gas mixture. There shall be no impingement of flame upon the furnace charge.3.2.1.5Prohibited atmospheres: Endothermic, exothermic, hydrogen, and cracked ammoniaatmospheres shall not be used during any heat treatment operation.3.2.1.6Furnace purging: Prior to thermal treatment of workpieces, each furnace which has contained anatmosphere unacceptable for heat treating (see 3.2.1.5) shall be purged with air or inert gas, as applicable.3.2.1.6.1Purging prior to introducing air or combusted hydrocarbons: The volume of purging airintroduced shall be at least twice the volume of the furnace chamber. During purging, the minimum temperature within the chamber shall be the intended soaking temperature of thecharge. When air-flow purging is impractical, the furnace temperature shall be set at 200°Fabove the intended soaking temperature, and be held at that temperature for a minimum of four hours. Following purging, the furnace shall be stabilized at the required temperature, charged, and the charge heated and soaked in accordance with 3.2.1.7, as applicable. Following thethermal treatment and any subsequent cleaning, pickling, or other process which mayintroduce hydrogen contamination, specimens shall be taken from the charge and subjected to the test specified in 4.7.3. Results shall show compliance with 3.6.5, as applicable.3.2.1.6.2Purging prior to introducing inert gas: Procedures for purging shall comply with 3.2.1.2. Thevolume of gas introduced shall be at least twice the volume of the furnace chamber. Furnaces shall be charged while cold, and then purged and filled with inert gas. The charge shall then be heated and soaked in accordance with 3.2.1.7, as applicable. Following the thermal treatment, samples shall be taken from the charge and subjected to the test specified in 4.7.3. Resultsshall show conformance to 3.6.5, as applicable. Additionally, samples shall be taken from the charge and examined in accordance with 4.7.4.2. Results shall show conformance to 3.6.6.3.2.1.7Temperature uniformity: Batch furnaces shall be so controlled that, during heating and soaking periods, temperatures at all points within the working zones are less than the maxima of theranges specified in Tables I, III, IV, and V, as applicable to the product. After a charge hasreached a pre-selected soaking temperature throughout its thickness within a specified range, the temperature at any point in the working zone shall lie within the limits specified below, asapplicable to the thermal treatment intended. Regardless of temperature tolerances, no soaking temperature during any thermal treatment shall be higher than the applicable maximum, norlower than the applicable minimum of the specified range.3.2.2Continuous furnaces: 3.2.2.1General requirements: Such furnaces may be heated by radiation from electrically-energized heating elements or by combusted hydrocarbons.Heat treatmentTemperature tolerance °F °C Annealing±25±14Beta annealing or beta solution heat treating±25±14Recrystallization annealing±25±14Duplex annealing±25±14Solution heat treating±25±14Stress relieving±25±14Aging±15±8--`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`---3.2.2.2Temperature control: A temperature profile from furnace entry to exit shall be so developed andmaintained that the charge within the working zone experiences the appropriate thermal cycle to the degree necessary for eventual product acceptability in terms of specified requirements.3.2.2.3Continuous vacuum furnaces: Continuous vacuum furnaces shall be so sealed as to minimizehydrogen, oxygen and nitrogen absorption of the product and in any case shall not allowabsorption beyond levels established by the acquisition documents.3.2.3Continuous induction heating: Such a heating method shall be applied only to the annealing ofthin-walled tubing and extrusions of thin sections. The technique shall be such that the workpiece being heated is of uniform temperature around the perimeter of its cross-section. Prior toproduction, values of the process parameters which produce acceptable product shall bedetermined and documented.3.2.4Pyrometry and furnace temperatures control: The requirements and procedures for control andtesting of furnaces, ovens, vacuum furnaces and allied pyrometric equipment used for heattreatment shall be in accordance with AMS 2750.3.2.4.1System accuracy: Each system shall be set to control working temperatures and be corrected towithin the applicable tolerances specified herein.3.3Quenching facilities and media:3.3.1Quenching baths: Quenching baths holding water or oil shall be of such dimensions, volume, andconstruction that products quenched therein will, upon aging, develop the properties specifiedwithin applicable product documents. Mechanical stirring of the bath may be applied whennecessary.3.3.2Spray or flow quenching: Continuous furnaces discharging solution heat treated alloy sheet, plate,and strip may be equipped with a quenchant system which directs a spray or streams of quenchant onto the product as it emerges from the furnace. The spray or flow of quenchant shall be applied evenly over the workpiece width, top and bottom surfaces, over a period of time and at a volume rate such that the resulting product will upon aging develop properties meeting specifiedrequirements.3.3.3Location of quenching facility: Quenching and handling facilities shall be located such that contactbetween quenchant and workpieces occurs within the time required for compliance with 3.1 and for the Ti-6Al-4V and Ti-6Al-4V ELI alloys, within the limits specified in Table II.3.3.4Quenching media: Use of molten salt baths for quenching is prohibited.3.4Ancillary equipment:Jigs, fixtures, trays, hangers, racks, ventilators, etc. shall be so designed and constructed that each workpiece can be processed in accordance with this specification.3.5Thermal treatment parameter values:The parameters (ie. temperatures, times, etc.) for the various thermal treatment processes shall be as specified herein, except where deviation has been accepted by the purchaser in accordance with3.1 (see 6.2).3.5.1Solution heat treating: Solution heat treating of parts, mill product, castings, and forgings shall beas specified in Table I, as applicable.3.5.2Quenching: All heat treatable titanium alloys, except alloys which can be cooled in air or inert gas,shall be quenched by complete immersion in water or oil, as applicable, or by water spray or flow when applicable to quenching sheet, strip or plate. Maximum delay times for Ti-6Al -4V and Ti-6Al-4V ELI alloys shall conform to Table II, and for other alloys shall be as necessary to developrequired properties.3.5.3Aging: Solution heat treated alloy workpieces shall be aged in accordance with Table III, asapplicable. Workpieces shall be cooled from the aging temperature in air, an inert gas, or in the aging furnace.3.5.4Stress-relieving treatment: Time-temperature cycles for stress relieving shall be as specified inTable IV, as applicable. Workpieces may be cooled from the stress relieving temperature in air, an inert gas, or in the stress-relieving furnace.3.5.5Annealing: Time-temperature cycles for annealing shall be as specified in Table V, as applicable.For duplex annealing of Ti-6Al-4V and Ti-6Al-4V ELI alloys, see Table V, note 6/.3.5.6Beta annealing: When such annealing or beta solution heat treatment is specified (see 6.2), a lot ofworkpieces of Ti-6Al-4V, Ti-6Al-4V ELI, Ti-6Al-6V-2Sn, or other alpha-beta alloy shall be soaked ata temperature which is 50 ± 25°F (30 ± 15°C) above the determined beta transus of the lot (see4.7.4.1). The soaking time shall be such that all portions of the furnace charge and of eachworkpiece including midsection are soaked for at least 30 minutes. Following soaking, the lot shall be cooled in air or inert gas to ambient temperature. Furnace cooling is not permitted. Waterquenching shall not be performed, unless specified in the contract or on the drawing. When water quenching is specified, the products of Ti-6Al-4V, Ti-6Al-4V ELI, and Ti-6Al-6V-2Sn shall be given a second anneal between 1350°F (732°C) and 1400°F (760°C) for 1 to 3 hours.3.6Process requirements other than those specified in 3.5:3.6.1General requirements: All heating, quenching and other processing equipment used for thermaltreating shall be capable of producing end product conforming to 3.1. All units of a lot shall beheated uniformly and on the whole piece, never on a portion only. For coiled product heated withina continuous furnace or straight product heated within an induction coil, the product shall beheated uniformly in its cross-section.--`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`---AMS-H-81200A SAE AMS-H-81200A3.6.2Surface cleanliness: Prior to thermal treatment, surfaces of workpieces shall be free from heavylubricants, halogen compounds, and other foreign matter, which will cause product to becomenoncompliant. Product coated with light oils need not be cleaned prior to thermal treatment,provided that the oil either vaporizes or burns off during preheating. Halogenated solvents (see sample list 6.3.5) and methanol shall not be used to degrease workpieces, unless the workpieces are subsequently cleaned using an alkaline solution or an acid pickle. Such cleaning shall beperformed prior to thermal treatment.3.6.3Holding fixtures: All racks, support or fixtures contacting workpieces shall be made of heatresistant metal such as 300 series stainless steel or nickel base alloys. The use of ceramic orother suitable non-reacting material is also permitted. Fixtures shall be designed to permit free flow of heating and quenching media around each workpiece and to minimize distortion ofworkpieces being treated.3.6.4Protective coatings: The use of coatings to protect against scaling and to ease scale removal ispermissible, on condition that resultant product meets the requirements of 3.1. Such a condition shall be demonstrable by test data.3.6.5Hydrogen contamination: Hydrogen concentrations in workpieces which are submitted forinspection, after all thermal treatments and manufacturer’s processing, shall show noconcentrations in excess of those specified in the acquisition documents when tested for inaccordance with 4.7.3. Control of hydrogen absorption shall stem from control of furnaceatmospheres, cleanliness of workpiece surfaces, and acid pickling. Where maximum hydrogen concentration is not specified in acquisition documents, the maximum allowable hydrogenconcentration shall be as agreed upon between the contracting activity and the contractor.3.6.5.1Rework of product contaminated by hydrogen: An excessive hydrogen concentration found in alot may be reduced to an acceptable concentration by heating the lot in a vacuum furnaceconforming to 3.2.1.3. Such action shall be reported to the purchaser. Heating under vacuumwhich results in overaging of a lot shall be cause for rejection of that lot. Salvage by re-solution heat treating and aging shall be performed only with the consent of the purchaser. Records of all re-heat treatments shall be prepared and maintained in accordance with 4.8.4.3.6.6Surface contamination: Surface contamination after heat treatment shall be removed by chemicalor mechanical means. The surfaces of machined, ground, blasted or acid-pickled workpieces shall not exhibit the effects of absorbed oxygen or nitrogen to the degree that the surface contamination of the product exceeds the levels specified in the acquisition documents when tested inaccordance with 4.7.4.2.3.7Product monitoring:Periodic monitoring of heat treated workpieces to determine compliance to 3.1 shall include the evaluation of tensile and bend properties.3.7.1Tensile properties: Specimens taken from thermally treated workpieces in accordance with4.6.3and tested in accordance with 4.7.1 shall exhibit tensile strengths, yield strengths, elongations, and reductions in area in compliance with applicable requirements of acquisition documents. Tension testing shall be performed in accordance with Table VII of this specification unless otherwisespecified in the acquisition documents.3.7.2Bend properties: Flat-rolled product of 0.187 inch (4.75 mm) nominal thickness or less whensampled in accordance with 4.6.3.1 shall exhibit no cracks or separation in any direction whenexamined at 20X magnification after having been tested in accordance with 4.7.2.4.QUALITY ASSURANCE PROVISIONS:4.1Responsibility for inspection:Unless otherwise specified in the contract or purchase order, the contractor is responsible for the performance of all inspection requirements as specified herein. Except as otherwise specified in the contract or purchase order, the contractor may use his own or any other facilities suitable for the performance of the inspection requirements specified herein, unless disapproved by the purchaser.The purchaser reserves the right to perform any of the inspections set forth in the specification where such inspections are deemed necessary to assure that supplies and services conform to theprescribed requirements.4.1.1Responsibility for compliance: All items shall meet all requirements of Sections 3. The inspectionset forth in this specification shall become a part of the contractor’s overall inspection system or quality program. The absence of any inspection requirements in the specification shall not relieve the contractor of the responsibility of ensuring that all products or supplies submitted to theGovernment for acceptance comply with all requirements of the contract. Sampling inspection, as part of manufacturing operations, is an acceptable practice to ascertain conformance torequirements, however, this does not authorize submission of known defective material, eitherindicated or actual, nor does it commit the Government to accept defective material.4.2Quality conformance tests:4.2.1Periodic Tests: Tests to determine conformance to the following requirements are classified asperiodic tests and, unless otherwise specified by the contracting activity (see 6.2), shall beperformed at the frequency specified herein, as applicable to furnace type.a.Daily check of the dew point of the inert gases.b.Monthly test of furnace pyrometer systems accuracy (see 4.5.1)c.Weekly checks for hydrogen pickup or contamination, except for processes wherein everythermally treated lot is analyzed, or for treatments in a vacuum furnace or in inert gas.d.At least one surface contamination examination weekly (see 4.7.4.2) of product thermallytreated in a vacuum furnace or in inert gas, in order to detect possible leakage.e.Quarterly calibration of furnace instruments as in 4.5.f.Quarterly system accuracy tests and instrument calibration of stress relieving as in 4.5.g.Temperature surveys of furnace (see 4.3. for frequency).4.2.2Preproduction tests: Tests to determine conformance to the following requirements are classifiedas preproduction tests and shall be performed prior to any production heat treating:a.Furnace temperature uniformity or distribution (see 4.4.)b.Pyrometer system accuracy as in 4.5.c.Furnace instrument calibration as in 4.5.d.Dew point of the inert gas when such gas is used.e.Hydrogen contamination.f.Leak rate.--`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`---4.3Equipment Calibration and Tests:4.3.1Pyrometric calibration: Pyrometric equipment shall be calibrated in accordance with AMS 2750.4.3.2Test procedures for equipment: Heat treating equipment shall be tested in accordance with AMS2750.4.4Survey requirements:4.4.1General: Procedures for surveying furnaces shall be in accordance with AMS 2750.4.4.2Furnace temperatures when making initial surveys: Furnaces used for thermal treatment shall besurveyed at the highest and lowest service temperatures anticipated as governed by the furnace application and also at one or more intermediate temperatures so that span between testedtemperatures does not exceed 600°F.4.4.3Survey requirements, batch furnaces:4.4.3.1Number and location of thermocouples during initial surveys: In the furnace, thermocouples shallbe placed in accordance with AMS 2750, as applicable. Thermocouples may also be attached to the furnace charges at exposed surfaces and within the charges. The number and distribution of these thermocouples shall be subject to purchaser approval (see 6.2).4.4.4Survey requirements, continuous furnaces, all gaseous atmospheres:4.4.4.1Furnace temperatures when making initial surveys: The maximum and minimum temperatureswithin the working zones shall not exceed those specified in 4.4.2, as applicable to the intended thermal treatment. Furnaces used for more than one kind of thermal treatment shall be surveyed at the highest and lowest anticipated service temperatures.4.4.4.2Number and locations of the thermocouples during initial surveys: Thermocouples shall beplaced in the furnace in the number and locations which will enable the determination of entry-to-exit temperatures profiles at each working temperature. A minimum of two thermocouples shall be attached to each furnace charge and accompany the charge through the furnace.4.4.5Survey requirements, continuous furnaces, vacuum:--`,`,`,````````,,,`,,,-`-`,,`,,`,`,,`---AMS-H-81200A SAE AMS-H-81200A4.4.5.1Number and locations of thermocouples during initial surveys: Thermocouples within the furnaceshall be placed in accordance with 4.4.4.2.4.4.5.2Survey procedure: Except as otherwise specified herein, the survey procedure shall conform to4.4.2. When the furnace charge cannot be wired with thermocouples without destroying thevacuum, the survey shall entail inspections of product after thermal treatment. Such inspections shall include, but not be limited to: tension tests (see 4.7.1), bend tests (see 4.7.2),determination of hydrogen concentration (see 4.7.3), and metallographic examinations (see4.7.4). Such inspections shall be performed on the first lot of each product passed through a newor refurbished furnace (see 4.6.2 for lot definition).4.4.6Survey requirements, induction heating systems:4.4.6.1Thermal treatments and workpiece temperatures: Only solution heat treating, stress relieving,and annealing treatments shall be carried out by induction heating. The temperatures in 4.4.2shall be considered as nonmandatory. Other temperatures appropriate to products to be heattreated may be selected, provided that the requirements of 3.1 are met.4.4.6.2Temperature measurement: To determine uniformity of temperature around the cross-sectionalperimeter of a workpiece, a minimum of four thermocouples shall be attached around suchperimeter approximately 90 degrees apart.4.4.6.3Survey procedure: Workpiece with thermocouples attached shall be passed through theinduction coil at a rate and power density which will result in sufficient heating to accomplish the desired result. Temperature readings need not be taken while the thermocouple hot junctionsare within the induction coil. Several workpiece passages at various rates and power densities may be needed before proper conditions can be determined.4.5Calibration:Calibration of equipment as specified in 4.3 shall be carried out in accordance with MIL-STD-45662.4.5.1Accuracy of furnace pyrometric systems:4.5.1.1General requirements: The accuracy of such systems shall be checked by procedures inaccordance with AMS 2750, except as otherwise specified herein. The test thermocouple, testpotentiometer, and cold junction compensation system shall within the previous 3 months havebeen calibrated against National Institute of Standards and Technology (NIST) primary orsecondary certified thermocouples and potentiometers to an accuracy of ± 2°F (±1°C) of NISTtrue temperature.4.5.1.2Special requirements: When the furnace construction is such that test thermocouples can not beplaced adjacent to working thermocouples, a plan for the calibration of pyrometric systems shall be adopted by the party responsible under contract for heat treatments administered. This plan shall be subject to disapproval by the contracting activity (see 6.2).。
ABB Endura AZ40 Sensor Assembly Heater and Thermoc

—A B B M E A SU R EM ENT & A N A LY TI C S | I NS TRUC TI O N | I NS/A N A I NS T/008-EN R E V. BEndura AZ40Sensor assemblyHeater and thermocouple kitKit reference: AZ400 753Measurement made easy1 IntroductionThis publication details replacement procedures for AZ40 cartridge heaters and thermocouples(AZ400 753) fitted to Endura AZ40 sensor assemblies. Before carrying out any procedures, read Section 3. These procedures must be carried out by a suitably-trained technician.Kit contains:• Heaters (4 x 100 W, 2 x 70 W), 2 x thermocouples • This publicationTools required• Transmitter door key (supplied withtransmitter)• Operating instruction OI/AZ40-EN*• Medium flat-bladed screwdriver• Small flat-bladed screwdriver• Anti-seize compound (suitable fortemperatures up to 200 °C [392 °F])*Operating instruction OI/AZ40-EN contains mandatory safety information and can be downloaded from the link (above) or by scanning this code:2 For more information Further information is available from:/analyticalor by scanning these codes:Sales ServiceEndura AZ40 sensor assembly2INS/ANAINST/008-EN Rev.B |Endura AZ40|Sensor assembly |Heater and thermocouple kit3 Health & Safety3.1 Safety precautionsBe sure to read, understand and follow the instructionscontained within this document before and during use of the equipment. Failure to do so could result in bodily harm or damage to the equipment.3.2 Potential safety hazards3.2.1 Process conditions and requirements3.2.2 Endura AZ40 sensor – fibrous material in probe assembly3.2.3 Endura AZ40 sensor / probe – installation to pressurized processWARNING – Bodily injury Installation, operation, maintenance and servicing must be performed:—by suitably trained personnel only—in accordance with the information provided inthis document—in accordance with relevant local regulationsWARNING – Bodily injury Environmental conditions—High air / equipment / structure temperatures, poorair quality and adverse environmental conditions may be present when the process is running.—It is recommended that the process is shut downbefore performing these procedures.—The process must be cool enough to enableshutdown, disconnection and removal of the sensor in a safe manner and in accordance with relevant local regulations.—Appropriate PPE, including mask and goggles mustbe worn when preparing the process for theseprocedures.WARNING – Serious damage to health Fibrous material—The sensor and probe assemblies (standard andhigh temperature versions) contain fibrous material that can be a health hazard if airborne.—The material, predominantly – aluminosilicaterefractory fibres, CAS 142844-00-6. Refractory ceramic fibres (RCF) are classified as:–Category 1B carcinogen under regulation (EC) No 1272/2008 – the classification, labelling and packaging regulations.–Category 2B carcinogen by inhalation by The International Agency for Research on Cancer (IARC).—When removing the sensor cover and subsequentmaintenance activities, exposure to the airborne fibres could occur. ABB have conducted airsampling assessments within the breathing zone of the operator and have identified that an exposure limit of 1 fibre / cubic centimetre is unlikely to occur.—Exposure to any carcinogen must be kept as low asreasonably practicable.—Appropriate PPE defined below, must beworn when working with probe assemblies (all installation, replacement, maintenance procedures):– A face fit tested, half mask conforming to EN140 (or equivalent) with a level 3 particulate filter conforming to EN 143 (or equivalent).–Disposable protective coveralls in accordance with Type 5 ISO 13982-1:2004 (or equivalent).–Goggles and gloves.DANGER – Serious damage to health / risk to life Pressurized equipment – do not install / remove / the sensor / probe if the process is at positive pressureInstallation, operation, maintenance and servicing of pressurized equipment must be performed:—by suitably trained personnel only—in accordance with the information provided in thisdocument—in accordance with relevant local regulations —when process conditions are suitable to allowenough to enable installation / maintenanceEndura AZ40|Sensor assembly |Heater and thermocouple kit |INS/ANAINST/008-EN Rev.B 33.2.4 Endura AZ40 sensor – high operational temperature on exposed parts3.2.5 Endura AZ40 sensor – weight3.2.6 Endura AZ40 analyzer – electricalEndura AZ40 transmitter – weightWARNING – Bodily injuryHigh temperature on exposed surfaces – see Fig. 3.1—During operation, exposed sensor surfaces canreach 200 °C (392 °F).—Ensure suitable PPE is available and is worn beforehandling the sensor.—Do not touch exposed surfaces until the sensor /probe is cool enough to handle with PPE.Fig. 3.1 High temperature points on exposed sensor surfaces during operationWARNING – Bodily injury–The sensor weighs 9.0 kg (20 lb). When fitted with a probe / filter assembly, the combined sensor / probe weight is dependent on probe length / type plus filter option – refer to Operating instruction OI/AZ40-EN for weight details.–The sensor / probe assembly must be mounted in accordance with the information supplied in Operating instruction OI/AZ40-EN.—Suitable lifting equipment must be available wheninstalling / removing the sensor / probe from theprocess.WARNING – Bodily injuryTo ensure safe use when operating this equipment, the following points must be observed:—up to 240 V AC may be present. Ensure the supplyis isolated before removing the terminal cover—normal safety precautions must be taken to avoidthe possibility of an accident occurring when operating in conditions of high pressure and / or temperatureSafety advice concerning the use of the equipment described in this document or any relevant Material Safety Data Sheets (where applicable) can be obtained from the Company, together with servicing and spares information.WARNING – Bodily injury–The transmitter weighs 7.6 kg (17 lb) and must be mounted in accordance with the information supplied in Operating instruction OI/AZ40-EN.—Suitable lifting equipment must be available wheninstalling / removing the transmitter from themounting.4INS/ANAINST/008-EN Rev.B |Endura AZ40|Sensor assembly |Heater and thermocouple kit4 Isolating the transmitterReferring to Fig. 4.1.1.Isolate transmitter A from incoming mains powerssupplies B .DANGER – Serious damage to health / risk to life The transmitter must be isolated from mains power supplies before performing this procedure.Fig. 4.1Isolating the transmitter from incoming mains power suppliesEndura AZ40|Sensor assembly |Heater and thermocouple kit |INS/ANAINST/008-EN Rev.B55 Shutting down / removing the sensor assembly from the process5.1 Shutting the sensor assembly down at the process Referring to Fig. 5.1.1.Close the air supply valve A and shut down the test gasline B at the supply.5.2 Disconnecting the sensor air and test gas supplies at the processReferring to Fig. 5.2:1.Disconnect air line B and test gas line C at sensor D .5.3 Disconnecting the sensor electrical power and signal cables at the processReferring to Fig. 5.3:e a medium flat-bladed screwdriver to unscrew 4(captive) cover screws A and remove cover B from sensor assembly C .2.Disconnect mains cable D from terminal block E3.Disconnect signal cable F from terminal block G .4.Disconnect thermocouple cables H from terminal blockI .5.If optional blowback is fitted, disconnect cable J fromterminal block K .DANGER – Serious damage to health / risk to life Allow sufficient time for the sensor assembly to cool before performing these procedures.Fig. 5.1 Shutting down instrument air and test gas suppliesFig. 5.2Disconnecting instrument air and test gas suppliesDANGER – Serious damage to health / risk to life Allow sufficient time for the sensor assembly to cool before performing this procedure.DANGER – Serious damage to health / risk to life The transmitter must be isolated from mains power supplies before performing this procedure.Fig. 5.3Disconnecting sensor cablesl o w b a c kl o w b a c kn l e t T /C n l e t T /C c r e e nu t l e t T /u t l e t T /a r t h6INS/ANAINST/008-EN Rev.B |Endura AZ40|Sensor assembly |Heater and thermocouple kit5.4 Removing the sensor assembly from the processReferring to Fig. 5.4:e a 10 in. adjustable spanner (wrench) to remove 4 nuts,washers and lockwashers A securing sensor assembly B to mounting flange C . Set items aside for re-use.2.Carefully remove the sensor assembly and the attachedprobe (including filter assembly) from the process.3.Temporarily cover process opening until the sensorassembly is ready to be re-installed.DANGER – Serious damage to health / risk to life Allow sufficient time for the sensor assembly to cool before performing this procedure.Fig. 5.4Removing the sensor assembly from the processEndura AZ40|Sensor assembly |Heater and thermocouple kit |INS/ANAINST/008-EN Rev.B 76 Heater and thermocouple locations on sensor flange block and CO heater blockRefer to Fig. 6.1 for cartridge heater and thermocouple locations on the sensor flange block and CO heater block:Fig. 6.1 Heater and thermocouple locations on sensor flange blockand CO heater blockKey:A Flange block cartridge heaters: 100 W – Section 8.1, page 9B CO heater block cartridge heaters: 70 W – Section 8.2, page 10C CO heater block thermocouple: T/C 1 – see Section 8.3, page 11D Flange block thermocouple: T/C 2 – see Section 8.4, page 14HTR4Sensor shown with top cover removed7 Removing / Refitting sensor covers7.1 Removing sensor coversReferring to Fig. 7.1:1.Unscrew 4 (captive) cover retaining screws A using amedium flat-bladed screwdriver. and remove sensor cover B.2.Unscrew 2 (captive) cover retaining screws C using amedium flat-bladed screwdriver and remove sensorterminal cover D.Retain covers B and D for re-use.7.2 Refitting sensor coversReferring to Fig. 7.1:1.Apply a light coating of anti-seize compound (suitablefor temperatures up to 200 °C [392 °F]) to the threadsof sensor cover mounting screws A and C.2.Refit the sensor cover B and sensor terminal cover D inthe reverse order of removal – refer to Section 7.1.3.Prepare the sensor assembly for operation by reversingthe procedures in Sections 5 and 4 (pages 5 and 4).4.Refer to Operating instruction OI/AZ40-EN to restore theanalyzer to full operational condition.IMPORTANT (NOTE)Check the seals fitted to each cover. If they need replacing or seals have bonded to the mating surfaces of the sensor assembly, replace them – see Instruction INS/ANAINST/10-EN.Fig. 7.1Removing sensor covers8INS/ANAINST/008-EN Rev.B|Endura AZ40|Sensor assembly|Heater and thermocouple kit2.3.4.5.6.7.8.9.Fig. 8.1 Replacing flange block cartridge heaters (100 W)Endura AZ40|Sensor assembly|Heater and thermocouple kit|INS/ANAINST/008-EN Rev.B98.2 CO heater block cartridge heaters (70 W)1.2.3.4.5.heater block H. If CO cartridge heaters are stuck, rotate them or use a suitably sized rod to push them out from the other side.6.Slider each new CO heater block cartridge heater into theCO heater block H.7.Take one wire from each new CO heater block cartridgeheater and twist both wires together to form a twisted pair.8.Apply a small amount of anti-seize compound (suitable fortemperatures up to 200 °C [392 °F]) to the thread of screwF and secure large washerG to retain the CO heaterblock cartridge heaters in CO heater block H.9.Feed the 3 x CO heater block cartridge heater wires downthrough left opening B in the flange block and make top terminal block connections at connectors A as follows:—connect the twisted pair to terminal 6.—connect the free wire from cartridge heater D (HTR1) to terminal 4.—connect the free wire from cartridge heater E (HTR2) to terminal 5.10.To replace CO heater block thermocouple (T/C 1), refer toSection 8.3, page 11. To refit sensor covers refer to Section 7.2, page 8.11.Refit sensor covers – refer to Section 7.2, page 8.Fig. 8.2 Replacing CO heater block cartridge heaters (70 W)CF GHE10INS/ANAINST/008-EN Rev.B|Endura AZ40|Sensor assembly|Heater and thermocouple kitEndura AZ40|Sensor assembly |Heater and thermocouple kit |INS/ANAINST/008-EN Rev.B 118.3 CO heater block thermocouple (T/C 1)Referring to Fig. 8.3:1.Place the sensor assembly on a clean flat surface with theflange studs pointing down.e a small flat-bladed screwdriver to depress the springconnectors at terminal numbers 8, 9 and 10 anddisconnect CO heater block thermocouple T/C 1 wires from top terminal block connectors A .3.Unscrew O 2 sensor A from manifold block B using a7/8 in. spanner (wrench) and withdraw the sensor.CAUTION – Minor injuriesThe O 2 sensor must be removed to enable access to COe heater block thermocouple T/C 1 (steps 1 to 3).CAUTION – Minor injuriesDo not overtighten when refitting the O 2sensor.Fig. 8.3 Removing the O 2 sensor8O2 HTR WHT+10O2 SEN BLK9O2 HTR WHT–Referring to Fig. 8.4:e a small flat-bladed screwdriver to depress the springconnectors at terminal numbers 17 and 19 and disconnect CO heater block thermocouple T/C 1 wires from topterminal block connectors A.5.Pull thermocouple (T/C 1) wires up through (right) openingB in flange block C.6.Carefully slide CO heater block insulation D away fromflange block C.e a small flat-headed screwdriver to remove screw Ewith attached thermocouple retaining washer F from CO heater block G. Retain screw / washer assembly forre-use.8.Withdraw thermocouple (T/C1) H from CO heater blockG and discard thermocouple.9.Slide the new thermocouple (T/C1) into its chamber in COheater block G.10.Apply a small amount of anti-seize compound (suitable fortemperatures up to 200 °C [392 °F]) to the thread of screwE and use a small flat-headed screwdriver to securescrew E with attached thermocouple retaining washerF to CO heater block G.11.Feed thermocouple (T/C1) wires down through rightopening B in flange block C and make terminal block connections at the top connectors A as follows:—connect one wire from thermocouple H (T/C1) to terminal 18.—connect one wire from thermocouple H (T/C1) to terminal 19.12.Refit the O2 sensor in the reverse order of removal – referto steps 1 to 3 page 11.13.To replace flange block thermocouple (T/C 2), refer toSection 8.4, page 14.14.Refit sensor covers – refer to Section 7.2, page 8.CAUTION – Minor injuriesAppropriate PPE (gloves / goggles) must be wornwhen performing this step. The heater blockinsulation material is fragile and becomes brittleafter continuous operation. When sliding insulationaway from the manifold, handle with care.12INS/ANAINST/008-EN Rev.B|Endura AZ40|Sensor assembly|Heater and thermocouple kitF EGDFig. 8.4 Replacing CO heater block thermocouple (T/C 1)Endura AZ40|Sensor assembly|Heater and thermocouple kit|INS/ANAINST/008-EN Rev.B138.4 Flange block thermocouple – T/C 2Referring to Fig. 8.5:e a small flat-bladed screwdriver to depress the springconnectors at terminal numbers 16 and 18 and disconnect flange block thermocouple T/C 2 wires from top terminal block connectors A.2.Pull thermocouple (T/C2) wires up through (right) openingB in flange block C.e a small flat-headed screwdriver to unscrew cartridgeheater / thermocouple retainer screw D and removecartridge heater / thermocouple retainer E. Retain items for re-use.Do not disturb cartridge heater F.4.Withdraw thermocouple G (T/C 2) from flange block Cand discard the thermocouple.5.Slide the new thermocouple (T/C 2) into its chamber inflange block C.6.Carefully form the thermocouple through 90 ° so it fits intothe groove in retainer E.7.Apply a small amount of anti-seize compound (suitable fortemperatures up to 200 °C [392 °F]) to the thread ofcartridge heater / thermocouple retainer screw D and usea small flat-headed screwdriver to secure cartridge heater/ thermocouple retainer E to flange block C.8.Feed both thermocouple (T/C2) wires down through rightopening B in flange block C and make terminal block connections at the top connectors A as follows:—connect one wire from thermocouple T/C2 toterminal 16.—connect one wire from thermocouple T/C2 toterminal 18.9.Refit sensor covers – refer to Section 7.2, page 8.IMPORTANT (NOTE)The retainer (E) at this position has a notch usedto guide / restrain the thermocouple. Only use theretainerfrom this position when fitting / replacingthermocouple T/C 2.14INS/ANAINST/008-EN Rev.B|Endura AZ40|Sensor assembly|Heater and thermocouple kitEndura AZ40|Sensor assembly |Heater and thermocouple kit |INS/ANAINST/008-EN Rev.B 15Fig. 8.5Replacing flange block thermocouple (T/C 2)D EFI N S /A N A I N S T /008-E N R e v . B 12.2018—We reserve the right to make technical changes or modify the contents of this document without prior notice. With regard to purchase orders, the agreed particulars shall prevail. ABB does not accept any responsibility whatsoever for potential errors or possible lack of information in this document.We reserve all rights in this document and in the subject matter and illustrations contained therein. Any reproduction, disclosure to third parties or utilization of its contents – in whole or in parts – is forbidden without prior written consent of ABB. © ABB 2018 3KXA722436R2001—ABB Limited Measurement & Analytics Howard Road, St. Neots Cambridgeshire, PE19 8EU UKTel: +44(0************Fax: +44 (0)1480 213 339Email:**********************.comABB Inc.Measurement & Analytics 125 E. County Line Road Warminster PA 18974USATel: +1 215 674 6000Fax: +1 215 674 7183/measurement。
AMKASYN AC Servo和主轴电机:一般技术数据说明书

AMKASYNAC Servo and Main Spindle MotorsGeneral technical dataVersion: Part-No.: 2002/22 27853About this documentationName: PDK_027853_Motoren_Uebersicht_enWhat has changed:Copyright notice: © AMK GmbH & Co. KGCopying, communicating, and using the contents of this documentation is not permitted,unless otherwise expressed. Offenders are liable to the payment of damages. All rights arereserved in the event of the grant of a patent or the registration of a utility model or design.Reservation: We reserve the right to modify the content of the documentation as well as to the deliveryoptions for the product.Publisher: AMK Arnold Müller Antriebs- und Steuerungstechnik GmbH & Co. KGGaußstraße 37 – 39,73230 Kirchheim/TeckTel.: 07021/5005-0,Fax: 07021/5005-176E-Mail:********************Dr.h.c. Arnold Müller, Eberhard A.Müller, Dr. Günther VogtRegistergericht Stuttgart HRB 231283; HRA 230681Service: Phone: +49/(0)7021 / 5005-191, Fax -193Office hours: Mo-Fr 7.30 - 16.30, on weekends and holidays, the telephone number of theon-call service is provided through an answering machine. .You can assist us in finding a fast and reliable solution for the malfunction by providing ourservice personnel with the followingInformation located on the ID plate of the devicesthe software versionthe device setup and applicationthe type of malfunction, suspected cause of failurethe diagnostic messages (error messages)Internet address: www.amk-antriebe.deContent1 AMKASYN Motor Series DS, DV, DH and DW 41.1 Short description 42 General technical data 53 Technical Data Holding brake and External fan 63.1 Holding brake 63.2 External fan 64 Motor connection 74.1 Terminal box types and terminal block wiring 74.2 Connector types 84.3 Dimensions of the motor connector and connection wiring 85 Motor encoders 106 Abbreviations 127 Important notes 138 AMK Motor type codes 141 AMKASYN Motor Series DS, DV, DH and DW1.1 Short descriptionThe AMKASYN series of motors consits of the compact, highly dynamic AC-servo motor types DS and DV as well as the heavy-duty AC main spindle motor types DH and DW with high power density and precision balanced rotors.The AMKASYN motors are optimally tuned to be used with the AMKASYN digital AC-servo inverters for multi-motor applications in the power range of 1.3 to 75 kVA and with the AMKASYN digital compact servo drive in the power range of 0.7 to 50 kVA. Together the motors and inverters form an intelligent, digital drive system for servo and main spindle applications, which satisfies every demand.Advantages of the AMKASYN motor series Maintenance-freeSturdyPowerfulCompactHigh efficiencyOptimum power to weight ratiohighly dynamic responseHigh overload capacityWinding temperature sensors asprotection against overloadIntegrated encoder for speed andposition controlAreas of applicationThe AMKASYN motors are especially suitable for use as servo and main drive motors in: Plant construtionElevator technologyPrinting machinesWoodworking machinesPlastic processing machinesWarehousing and conveyortechnologyTest standsProcess engineeringTextile machinesPackaging machinesMachine tools2 General technical dataAmbient temperature: +5 ... +40°C / 94°F. At higher ambient temperatures up to maximum 60°C / 140°F the ratingdata must be reduced by 1% per 1° Kelvin temperature rise.Installation altitude: Up to 1000m / 3281ft above sea level. In operation above 1000m / 3281ft altitude, ambienttemperatures corresponding to DIN VDE 0530 table 4 shall be used as basis.Humidity: Maximum 85% relative humidity, non-condensating.Degree of protection: IP 54. Higher degree of protection on request.The stated maximum speeds apply for the IP 54 version with seal ring.Rating data: Refer to 100 Kelvin temperature rise in the windings. The test motor is mounted using athermally insulating flange.Insulating material class: F according to DIN VDE 0530.Thermal protection: PTC resistor, cold resistance approx. 150-800 Ω.Bearings: Ball bearings, lifetime lubricated.Axial eccentricity run-out: N according to DIN 42955.Balancing grade: G 2,5 corresponding to VDI 2056.Vibrational grade: N according to DIN ISO 2373.Painting: RAL 9005, flatt black.Cooling: Non-ventilated or fan-cooled; airflow toward output shaft. Reverse airflow as option.3 Technical Data Holding brake and External fan 3.1 Holding brakeThe motors can be equipped optionally with holding brakes. These are not suitable as service brakes. The brakes are lifted with 24V DC input. In the case of changed operating conditions, the operating instructions of the brake manufacturer must beobserved.For the maximum speed of the motor the maximum speed of the brake must also be considered.3.2 External fan4 Motor connectionDV, DH and DW motors feature terminal box connections for motor leads, fan and holding brake. The motors of the DS series and optionally of the DV series feature plug-style connectors. Connection cables with the corresponding cross-sections can be purchased preassembled.Shielded cables must be used for EMC reasons.* The current values IL for the connection cable refer to applications according to EN 60204-1:1992 in the cable laying type B2, or according to DIN 46200 for connection bolts.KG 1and KG 3 KG 4 and KG 5Picture name: ZCH_Motoren_Klemmkasten4.2 Connector types* The current values IL for the connection cable refer to applications according to EN 60204-1: 1992 in the cable laying type B24.3 Dimensions of the motor connector and connection wiringConnector pin designation is true for view on to the motor connector socket in each case. Power connection size BG 1picture name: ZCH_Motoren_Leistungsstecker1.0picture name: ZCH_Motoren_Leistungsstecker1.0_querPower connection size BG 1,5picture name: ZCH_Motoren_Leistungsstecker1,5picture name: ZCH_Motoren_Leistungsstecker1.5_querSocket and connector for external fanpicture name: ZCH_Motoren_Einbaudosepicture name: ZCH_Motoren_Anschlussstecker5 Motor encodersThe motors are equipped with one of these encoders.The motor maximum speed can be limited additionally by the encoder !picture name: ZCH_Motoren_Einbausteckdose_MotorgeberSignal description6 AbbreviationsMotor tables Holding brakeCharacter Unit Description Character Unit DescriptionM0Nm Zero speed torque M Br Nm Holding torqueM N Nm Rated torque n maxBR1/min Brake maximum speed P N kW Rated power U Br V Rated voltage 24V ≅n N 1/min rated speed (unregulated)n F1/min speed limit for constant rated power I BrJ Br Akgm2Brake rated currentBrake moment of interian max 1/min Maximum speed m Br kg Weight of the brake, total U N V Rated voltage motor weight is m + M BR I N A Rated currentJ kgm2 Rotor inertiam kg Motor weightkT Nm/A torque constant(M=I*kT) External fanQ I/min Rated flow rate Character Unit DescriptionΔT K Temperature rise of the liquid atpoint of rated operation U FI FVAExternal fan rated voltageExternal fan rated currentL Br mm Length of motor including brakeL1 Br mm Length of fan cooled motor includingbrake7 Important notesMotors can reach surface temperatures above 100°C / 212°F during operation. Before touching the motor check the surface temperature to avoid injury.In the case of motors with keyways and freely rotating shaft ends, the key must be removed or secured against being thrown off.Before opening the terminal box or pulling out or plugging in a connector on the motors, ensure that there is no voltage at the termination end. Voltage can be present a the connections even when the motor is not moving. If not complied with injuries or death may occur.A low-resistance connection of the motor housing to the PE ground bus in the control cabinet is required for trouble freeand safe operation of the motors.Pounding or uncontrolled impact of force onto the motor shaft during transport, storage and installation of the motors in the machine can lead to damage of the bearings and shaft.Inadmissible axial and radial loads lead to reduction of the bearing life. Bearing load diagrams are available on request.When using couplings, attention to correct assembly of the coupling components has to be observed. Alignment errors or offset of the coupling can lead to premature destruction of bearings and of the coupling.All motors listed may not be connected directly to the main power lines. The motors are intended exclusively foroperation on AMK inverter systems.8 AMK Motor type codespicture name: ZCH_Motoren_Typenschluessel_DVAMK Arnold Müller GmbH & Co. KG Antriebs- und Steuerungstechnik Gaußstrasse 37-3973230 Kirchheim/Teck DEUTSCHLANDTelefon: +49 (0) 70 21 / 50 05-0 Telefax: +49 (0) 70 21 / 50 05-199 ********************www.amk-antriebe.de。
2SA1085资料

–2 –1.0 –0.5
–0.2
–0.1 –1
–2 –5 –10 –20 –50 –100 Collector Current IC (mA)
Gain bandwidth product fT (MHz)
Collector to emitter saturation voltage VCE(sat) (V)
2,000 1,000
500
Gain Bandwidth Product vs. Collector Current
VCE = –12 V
200 100
50
20 –1 –2
–5 –10 –20 –50 –100
Collector Current IC (mA)
Base to emitter saturation voltage VBE(sat) (V)
Symbol VCBO VCEO VEBO IC IE PC Tj Tstg
2SA1083
2SA1084
2SA1085
Unit
–60
–90
–120
V
–60
–90
–120
V
–5
–5
–5
V
–100
–100
–100
mA
100
100
100
mA
150
150
°C
–55 to +150 –55 to +150 –55 to +150 °C
VCE = –12 V Pulse
200
100
50 –0.1 –0.3 –1.0 –3 –10 –30
Collector Current IC (mA)
阿托斯样本8
L7
T7
60 100 160 (160)
<1500
<400
≤15
≤ 0.1%
F180·1
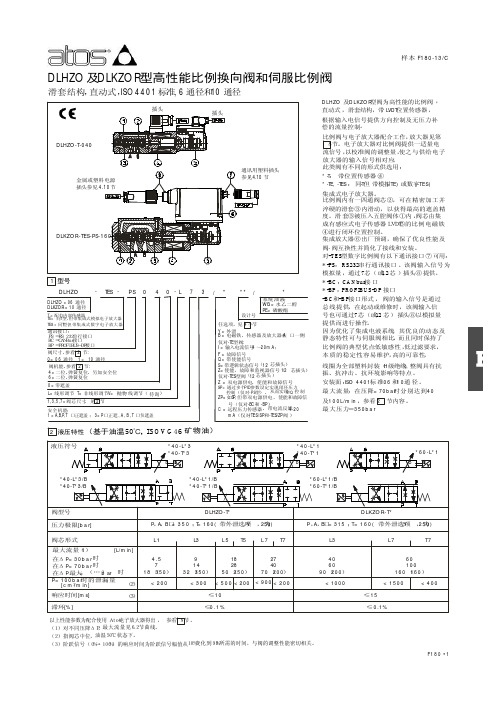
3DLHZO-T*和DLKZOR-T*型比例方向阀的主要特性
装配位置 装配板表面的精度 环境温度 油液种类 推荐粘度 油液清洁度 油液温度
3.1线圈特性
任意位置 /距执行机构尽可能近 粗糙度指标Ra0.4,平面度0.01/100(ISO1101 标准)
阀型号 压力极限[bar]
DLHZO-T* P, A, B口=350 ; T=160( 带外泄选/项Y ,2为 50)
DLKZOR-T* P,A, B口=315 ; T=160( 带外泄选/Y项 ,25为0)
阀芯形式
最大流量( 1)
[L/min]
在Δ P=30bar时
在Δ P=70bar时 在Δ P最大= (… ) b ar 时
号也可通过7芯(或12 芯) 插头⑧以模拟量 提供而进行操作。 因为优化了集成电液系统, 其优良的动态及 静态特性可与伺服阀相比, 而且同时保持了 比例阀的典型优点:低敏感性 ,低过滤要求, 本 质 的 稳 定 性,容 易 维 护, 高的可靠性。
线圈为全部塑料封装(H级绝缘), 整阀具有抗 振、抗冲击 、 抗环境影响等特点 。 安装面 :ISO 4401标 准06 和1 0通 径 。 最大流量:在压降=70ba时r 分, 别达到40
滤波和整流: Vrms=21 -33(脉冲峰值2Vpp )
输入0 VDC
输入0 VDC
输 入0VDC
±10V DC
4-20mA
±10VD C
±10VD C对C脚(0VDC) 1V=10%阀芯行程
4-20mA 对C脚(0VDC) 4 -2 0m A= 0-100%阀芯行程
AMS1085中文资料

3A LDO 稳压器电路概述AMS 1085是一款正电压输出的低压降三端线性稳压电路,在 3A 输出电流下压降为 1.18V 。
AMS 1085分为两个版本:固定电压输出版本和可调电压输出版本,固定输出电压为1.5V ,1.8V ,2.5V ,3.3V 和 5.0V ,电压精度为 1%。
AMS 1085内部有过热保护和限流电路,适用于各类电子产品。
特点* 固定输出电压为 1.5V 、1.8V 、2.5V 、3.3V 、5.0V ,电压精度为 1%* 低压差:3A 输出电流时仅为 1.18V * 限流电流:4.5A * 过热保护功能* 线性调整率: 0.015%(可调版本:典型值) * 负载调整率: 0.1%(可调版本:典型值) * 温度范围:0 ~ 125°C应用* 高效线性调整器 * 电池充电器 * 微处理器电源* 台式电脑、RISC和内置处理器电源AMS1085: ADJ1.5: 1.5V 1.8: 1.8V2.5: 2.5V3.3: 3.3V 5.0: 5.0V* 波斯特调整器产品名称 封装形式 打印名称 材料 包装AMS 1085D-ADJ AMS 1085D-ADJ 无铅 料管 AMS 1085D-ADJTR AMS 1085D-ADJ 无铅 编带 AMS 1085D-1.5 AMS 1085D-1.5 无铅 料管 AMS 1085D-1.5TR AMS 1085D-1.5 无铅 编带 AMS 1085D-1.8 AMS 1085D-1.8 无铅 料管 AMS 1085D-1.8TR AMS 1085D-1.8无铅 编带 AMS 1085D-2.5 AMS 1085D-2.5 无铅 料管 AMS 1085D-2.5TR AMS 1085D-2.5 无铅 编带 AMS 1085D-3.3 AMS 1085D-3.3 无铅 料管 AMS 1085D-3.3TR AMS 1085D-3.3 无铅 编带 AMS 1085D-5.0 AMS 1085D-5.0 无铅 料管 AMS 1085D-5.0TR TO-252-2LAMS 1085D-5.0 无铅 编带 AMS 1085CM AMS 1085CM 无铅 料管 AMS 1085CM -TR AMS 1085CM 无铅 编带 AMS 1085CM 1.5 AMS 1085CM 1.5 无铅 料管 AMS 1085CM 1.5TR AMS 1085CM 1.5 无铅 编带 AMS 1085CM 1.8 AMS 1085CM 1.8 无铅 料管 AMS 1085CM 1.8TR AMS 1085CM 1.8 无铅 编带AMS 1085CM 2.5 AMS 1085CM 2.5 无铅 料管 AMS 1085CM 2.5TR AMS 1085CM 2.5 无铅 编带 AMS 1085CM 3.3 AMS 1085CM 3.3 无铅 料管 AMS 1085CM 3.3TR AMS 1085CM 3.3 无铅 编带 AMS 1085CM 5.0 AMS 1085CM 5.0 无铅 料管 AMS 1085CM 5.0TRTO-263-3LAMS 1085CM 5.0无铅 编带 AMS 1085C TAMS 1085C T无铅 料管 AMS 1085C T1.5 AMS 1085C T1.5 无铅 料管 AMS 1085C T1.8 AMS 1085C T1.8无铅 料管 AMS 1085C T2.5 AMS 1085C T2.5 无铅 料管 AMS 1085C T3.3 AMS 1085C T3.3 无铅 料管 AMS 1085C T5.0TO-220-3LAMS 1085C T5.0无铅 料管 AMS 1085CM2 AMS 1085CM 2无铅 料管 AMS 1085CM2-TRAMS 1085CM 2无铅 编带 AMS 1085CM 2-1.5 AMS 1085CM 2-1.5 无铅 料管 AMS 1085CM 2-1.5TR AMS 1085CM 2-1.5 无铅 编带 AMS 1085CM 2-1.8 AMS 1085CM 2-1.8 无铅 料管 AMS 1085CM 2-1.8TR AMS 1085CM 2-1.8 无铅 编带 AMS 1085CM 2-2.5 TO-263-2L AMS 1085CM 2-2.5无铅 料管产品名称 封装形式 打印名称材料 包装 AMS 1085CM 2-2.5TR AMS 1085CM 2-2.5 无铅 编带 AMS 1085CM 2-3.3 AMS 1085CM 2-3.3 无铅 料管 AMS 1085CM 2-3.3TR AMS 1085CM 2-3.3 无铅 编带 AMS 1085CM 2-5.0 AMS 1085CM 2-5.0 无铅 料管 AMS 1085CM 2-5.0TRTO-263-2L AMS 1085CM 2-5.0无铅编带 内部框图极限参数参 数符 号范 围单 位输入工作电压 V IN 20 V引脚温度 (焊接5秒) T LEAD 260 °C工作结温范围 T J 150 °C储存温度T S-65 ~ +150V功耗 PD 内部限制 (注1) mWESD 能力 (最小值) ESD 2000 V 注1:最大允许功耗是最大工作结温T J (max),结对空热阻θJA , 和环境温度T amb 的函数。
BPS4000产品规格说明书

1 2 3 4 5 6 7 8 9Specification StatusChange Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy 160-006AM040322BHTI Alternate Materials List M&P 299-947-100-690115BHTI Procurement Specification for Epoxy Adhesive, Heat Resistant M&P 299-947-320-820507BHTIAdhesive Film and Primer System, Intermedite Cure Temperature (260-290º F) ServiceTemerature 67-225º F)M&P 68A900000G011101BAC Finish Spec:F-15M&P 74A900000E990308BAC Finish Specification for F18 Aircraft M&P 74A900004L010501BAC Ctrl:Fract Crit Parts, F-18M&P 74A901001F981208BAC Std Finish Codes:F-18 A\C M&P 901-947-002CA D950510BHTI Finish Specification for the V-22 Aircraft (Bell Boeing) Model 901) EMD Aircraft M&P10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26A-A-208B951120Notice 2 Notice 3FED Ink, Marking, Stencil, Opaque M&P A-A-2962Cancelled no s/s spec A980810canc notice 2-060106FED Commercial Item Description Enamel, Alkyd, Exterior, Solvent Based, Low Voc ok to use canc spec M&P A-A-3097BK-970506Notice 3FEDCommercial Item Description Adhesives, Cyanoacrylate, Rapid Room Temperature-Curing,SolventlessM&P A-A-3165CA A071116Notice 2FED Lacquer, Gloss, for A/C Use M&P A-A-52080B980523Notice 1FED Tape, Lacing, and Tying, Nylon M&P A-A-52081B980523FED Tape, Lacing, and Tying, Polyester M&P A-A-52082CE C070904Notice 1FED Tape, Lacing and Tying, TFE-Fluorocarbon M&P A-A-52083BJ C040223FED Tape, Lacing, and Tying, Glass M&P A-A-52084B980523Notice 1FED Tape, Lacing and Tying, Aramid M&P A-A-55829-970204Notice 1DLA Acetic Acid, Glacial, Technical M&P A-A-56032CN D030521Notice 1FED Commercial Item Description (CIDS) Ink, Marking, Epoxy Base M&P A-A-59126-970926FED Terminals, Feedthru (Insulated) and Terminals, Stud (Insulated and Noninsulated)ENG A-A-59132CR A100607Validation Notice 1DLA Amyl Acetate, Technical M&P A-A-59135CR-971028FED Commercial Item Description Packaging Material, Sheet M&P A-A-59136CR-971028FED Cushioning Material, Packaging, Closed Cell Foam Plank M&P A-A-59178CL A041012USGOVT Nipple, Electrical Terminal ENG A-A-59503CG B081020FED Commercial Item Description Nitrogen, Technical M&P A A59551Wire Electrical Copper(Uninsulated)27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44A-A-59551CP A091022USGOVT Wire, Electrical, Copper (Uninsulated) M&P A-A-59569CK C090122DLA Qualification Sampling and Testing of Steels for Transverse Tensile Properties ENG A-A-59588BK A050707FED Commercial Item Description Rubber, Silicone M&P A-A-59877CT-100909FED Comemrcial Item Description Insulating Compound, Electrical, Embedding M&P AIR4127CG - 071101SAE Steel: Chemical Composition and Hardenability M&P AISI-1010Unavailable-AISI Low Carb Stl Unavailable M&P AISI-50100Unavailable-AISI Bearing Stl Unavailable M&P AISI-52100Unavailable-AISI Bearing Stl Unavailable M&P AISI-B-1112Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1212Unavailable-AISI Matl Spec, Stl Unavailable M&P AISI-C-1213Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1214Unavailable-AISI Matl Spec, Stl Unavailable M&P AMS 2175CR A100601SAE Castings, Classification and Inspection of M&PAMS 2201Cancelled CN Can940901SAETolerances Aluminum and Aluminum Alloy Bar, Rod, Wire, and Forging Stock Rolled or Cold-FinishedANSI H35.2M&PAMS 2221G060201SAE Tolerances, Copper and Copper Alloy Bars and Rods M&P AMS 2222BG J060201SAE Tolerances, Copper and Copper Alloy Sheet, Strip, and Plate M&P AMS 2223BF H060201SAE Tolerances Copper and Copper Alloy Seamless Tubing M&P AMS 2224G060201SAE Tolerances Copper and Copper Alloy Wire M&P AMS2241Tolerances,Corrosion and Heat-Resistant Steel,Iron Alloy,Titanium,and Titanium Alloy Bars and45 46 47 4849 50 51 52 53 54 55 56 57 58AMS 2241CN R070701SAETolerances, Corrosion and Heat Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Bars andWireM&P AMS 2242CC G080604SAETolerances Corrosion and Heat Resistant Steel, Iron Alloy, Titanium and Titanium Alloy Sheet,Strip and PlateM&P AMS 2243BJ H060501SAE Tolerances Corrosion and Heat-Resistant Steel Tubing M&P AMS 2248CN F060501SAEChemical Check Analysis Limits Corrosion and Heat-Resistant Steels and Alloys, Maraging andother Highly-Alloyed Steels, and Iron AlloysM&PAMS 2249CN G090701SAEChemical Check Analysis Limits Titanium and Titanium AlloysM&PAMS 2259CN E071201SAE Chemical Check Analysis Limits Wrought Low-Alloy and Carbon Steels M&P AMS 2269CN F060501SAE Chemical Check Analysis Limits Nickel, Nickel Alloys, and Cobalt Alloys M&P AMS 2300BF K031001SAE Steel Cleanliness, Premium Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2301CT K100801SAE Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection Procedure M&P AMS 2303CT F100801SAESteel Cleanliness, Aircraft Quality, Martensitic Corrosion Resistant Steels Magnetic ParticleInspection ProcedureM&P AMS 2304CN A060301SAE Steel Cleanliness, Special Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2310BE F060201SAE Qualification Sampling and Testing of Steels for Transverse Tensile Properties M&P AMS 2315CN F080101SAE Determination of Delta Ferrite Content M&PAMS 2350Cancelled no s/s spec CN BA891001SAEStandards and Test Methodsok to use canc spec M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy59 60 61 62 63 64AMS 2355CN J090701SAEQuality Assurance Sampling and Testing Aluminum Alloys and Magnesium Alloy WroughtProducts (Except Forging Stock), and Rolled, Forged, or Flash Welding RingsM&P AMS 2360CN D070701SAE Room Temperature Tensile Properties of Castings M&P AMS 2370CN J071101SAEQuality Assurance Sampling and Testing Carbon and Low-Alloy Steel Wrought Products andForging StockM&P AMS 2371CN H071101SAEQuality Assurance Sampling and Testing Corrosion and Heat-Resistant Steels and Alloys WroughtProducts and Forging StockM&P AMS 2372CN E070601SAE Quality Assurance Sampling and Testing Carbon and Low-Alloy Steel Forgings M&P AMS 2375CN D070601SAE Control of Forgings Requiring First Article Approval M&PA l d C t l f P i Q lit Tit i All65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82AMS 2380CN F080601SAE Approval and Control of Premium-Quality Titanium Alloys M&P AMS 2400BV W070701SAE Plating, Cadmium M&P AMS 2401CN H071101SAE Plating, Cadmium Low Hydrogen Content Deposit M&P AMS 2403BM L041001SAE Plating, Nickel General Purpose M&P AMS 2404CH F081201SAE Plating, Electroless Nickel M&P AMS 2405Noncurrent CN C841010SAE Electroless Nickel Plate, Low Phosphorous M&P AMS 2406BV L070501SAE Plating, Chromium Hard Deposit M&P AMS 2408CF J081101SAE Plating, Tin M&P AMS 2410CR K100401SAE Plating, Silver Nickel Strike, High Bake M&P AMS 2411CB G080201SAE Plating, Silver for High Temperature Applications M&P AMS 2412CN J091201SAE Plating, Silver Copper Strike, Low Bake M&P AMS 2416K040301SAE Plating, Nickel-Cadmium Diffused M&P AMS 2417G040701SAE Plating, Zinc-Nickel Alloy M&P AMS 2418G060101SAE Plating, Copper M&P AMS 2419BM C030501SAE Plating, Cadmium-Titanium M&P AMS 2420D021201SAE Plating of Aluminum for Solderability Zinc Immersion Pre-Treatment Process M&PAMS 2423**See special notes CE D020401SAE Plating, Nickel Hard DepositContinue to use AMS-QQ-N-290 for Class2 NickelM&PAMS 2424CR F100401SAE NI Plate, Low Stressed Deposit M&P AMS2426D Coating Cadmium Vacuum Deposition83 84 85 86 87 88 89 90 91 92 93 94AMS 2426BT020901SAE Coating, Cadmium Vacuum Deposition M&P AMS 2429C011101SAE Bronze Plate Masking M&P AMS 2430CN R100101SAE Shot Peening, Automatic M&P AMS 2433C041001SAE Plating, Nickel-Thallium-Boron or Nickel-Boron M&P AMS 2434CN C060501SAE Plating, Tin-Zinc Alloy M&P AMS 2435Noncurrent CN G070601SAE Coating, Tungsten Carbide-Cobalt Coating, Detonation Process M&P AMS 2437BN C710111SAE Coating, Plasma Spray Deposition M&P AMS 2438CL D090701SAE Plating, Chromium Thin, Hard, Dense Deposit M&P AMS 2444BM A001201SAE Coating, Titanium Nitride Physical Vapor Deposition M&P AMS 2451BN B060501SAE Plating, Brush General Requirements M&PAMS 2460See special notes CA-070701SAE Plating, ChromiumIf dwg requires chrome plate per AMS-QQ-C-320 then stress relief and embritlmnt(emb) bake relief per BPS4620. If dwg req'schrome plate per AMS 2460 then stressrelief and bake relief per AMS 2460 unlessthe dwg specifically req's BPS 4620M&PAMS 2468Cancelled CN G981001SAE Hard Anodic Coating Treatment of Aluminum Alloys AMS 2469M&P AMS 2469CG H080701SAEHard Anodic Coating Treatment of Aluminum and Aluminum Alloys Processing and PerformanceRequirementsM&P95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111qAMS 2470CN M070401SAE Anodic Treatment of Aluminum Alloys Chromic Acid Process M&P AMS 2471CN G081201SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, Undyed Coating M&P AMS 2481CP J100201SAE Phosphate Treatment Antichafing M&PAMS 2482CN D100101SAEHard Anodic Coating on Aluminum Alloys Polytetrafluoroethylene (PTFE)-Impregnated orCodepositedM&PAMS 2485BY K080101SAE Coating, Black Oxide M&P AMS 2486CR E100501SAE Conversion Coating of Titanium Alloys Fluoride-Phosphate Type M&P AMS 2487CN A000301SAE Anodic Treatment of Titanium and Titanium Alloys Solution pH 12.4 Maximum M&P AMS 2488D000606SAE Anodic Tr:Ti,Ti Alys M&P AMS 2515BM E900101SAE Polytetrafluoroethylene (PTFE) Resin Coating Low Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2516BM D900101SAE Polytetrafluoroethylene (PTFE) Resin Coating High Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2525C030401SAE Graphite Coating, Thin Lubricating Film Impingement Applied M&P AMS 2526BW C071001SAE Molybdenum Disulfide Coating, Thin Lubricating Film Impingement Applied M&P AMS 2615BM F060901SAE Pressure Testing Hydraulic Pressure as Specified M&P AMS 2630CR C100101SAE Inspection, Ultrasonic Product Over 0.5 Inch (12.7 mm) Thick M&P AMS 2631CN C090701SAE Ultrasonic Inspection Titanium and Titanium Alloy Bar and Billet M&P AMS 2632BN A950301SAEInspection, Ultrasonic, Of Thin Materials 0.50 Inch (12.7 mm) and Under in Cross-SectionalThicknessM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy112 113 114 115 116 117 118 119 120AMS 2635Cancelled Can810701SAE Radiographic Insp ASTM E1742M&P AMS 2640Cancelled CH Can960401SAE Magnetic Particle Inspection ASTM E1444M&P AMS 2645Cancelled CH Can950201SAE Fluorescent Penetrant Inspection ASTM E1417M&P AMS 2649CA C080101SAE Etch Inspection of High Strength Steel Parts M&P AMS 2658CN C091001SAE Hardness and Conductivity Inspection of Wrought Aluminum Alloy Parts M&P AMS 2664CH F950701SAE Brazing, Silver For Use Up to 800 °F (427 °C)M&P AMS 2665G030101SAE Brazing, Silver for Use up to 400 °F (204 °C)M&P AMS 2666Cancelled Can840101SAE Ag Braz,High Temp AMS 2664M&P AMS 2670BK J060601SAE Brazing, Copper M&P121 122 123 124 125 126 127 128 129 130 131 132 133 134135AMS 2671Cancelled CH Can920101SAE Copper Brazing Corrosion and Heat Resistant Steels and Alloys AMS 2670M&P AMS 2672BM F010301SAE Brazing, Aluminum Torch or Furnace M&P AMS 2673BM D010301SAE Brazing, Aluminum and Aluminum Alloys Molten Flux (Dip)M&P AMS 2675G020501SAE Brazing, Nickel Alloy Filler Metal M&P AMS 2680C010601SAE Electron--Beam Welding for Fatigue Critical Applications M&P AMS 2681B000301SAE Electron Beam Welding M&P AMS 2685Noncurrent CP E071001SAE Welding, Tungsten Arc, Inert Gas GTAW Method M&P AMS 2689Noncurrent CH A980201SAE Fusion Welding Titanium and Titanium Alloys M&P AMS 2694BR B070201SAE In-Process Welding of Castings M&PAMS 2700CF C081101SAE Passivation of Corrosion Resistant SteelsIf no Method & Type are specified must useMethod 1, Type 2,6,7 or 8 depending on thebase material. All acceptance testing shallbe per Class 4.M&PAMS 2728BM A050301SAE Heat Treatment of Wrought Copper Beryllium Alloy Parts M&P AMS 2745CJ A071201SAE Induction Hardening of Steel Parts M&P AMS 2750BN D050901SAE M&P AMS 2753CF C080801SAE Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath M&P AMS 2755Cancelled CM Can090701SAE Nitriding, Molten Salt BathProcess not available, consider AMS 2753as replacementM&P136137 138 139140 141 142 143 144 145as replacement.AMS 2759CE E081001SAE Heat Treatment of Steel Parts General Requirements M&P AMS 2759/1CJ E090201SAEHeat Treatment of Carbon & Low-Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517Mpa)Supersedes MIL-H-6875 for carbon & low-alloy steels below 220 KSIM&P AMS 2759/10CN A060601SAE Automated Gaseous Nitriding Controlled by Nitriding Potential M&P AMS 2759/11BW-050401SAE Stress Relief of Steel Parts M&P AMS 2759/2CR F100501SAE Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517 Mpa) and HigherSupersedes MIL-H-6875 for low-alloysteels, 220 KSI & higher M&P AMS 2759/3CE E080801SAE Heat Treatment Precipitation-Hardening Corrosion-Resistant & Maraging Steel PartsSupersedes MIL-H-6875 for precipitationhardening & maraging steelM&P AMS 2759/4CA C080301SAE Heat Treatment Austenitic Corrosion-Resistant Steel PartsSupersedes MIL-H-6875 for austenticsteelsM&P AMS 2759/5D040601SAE Heat Treatment Martensitic Corrosion Resistant Steel PartsSupersedes MIL-H-6875 for martensiticsteelsM&P AMS 2759/6BM B051101SAE Gas Nitriding & Heat Treatment of Low - Alloy Steel Parts Use Standard Drawing Notes per BDS2240M&P AMS 2759/7CT B100501SAE Carburizing and Heat Treatment of Carburizing Grade Steel Parts M&P1. Infrared pyrometry may be used to146 147 148 149 150 151 152 153 154 155 156AMS 2759/8CG A070601See Special Notes SAE Ion Nitridingmeasure temperature. 2. The nitridingtemperature may be less than 50 degreesbelow the tempering or aging temperatureprovided that the core hardness is notreduced. 3. For small loads, a minimum oftwo acceptance testing specimens may beused in lieu of four, provided that at leastone specimen is placed in each layer.M&P AMS 2759/9CL D090501SAE Hydrogen Embrittlement Relief (Baking of Steel Parts)Supersedes MIL-H-6875 for stress relievingsteelsM&P AMS 2762Noncurrent CP B020101SAE Carburizing Carbon and Low-Alloy Steel Parts M&P AMS 2768CR C100701SAE Heat Treatment of Magnesium Alloy Castings M&P AMS 2770BJ H060801SAE Heat Treatment of Wrought Aluminum Alloy Parts M&P AMS 2771C040701SAE Heat Treatment of Aluminum Alloy Castings M&P AMS 2772BY E080201SAE Heat Treatment of Aluminum Alloy Raw Materials M&P AMS 2774CG B080801SAE Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts M&P AMS 2800CN D060801SAE Identification Finished Parts M&P AMS 2801B030301SAE Heat Treatment of Titanium Alloy Parts M&P AMS 2807CF B080201SAEIdentification Carbon and Low-Alloy Steels, Corrosion and Heat-Resistant Steels and Alloys Sheet,Strip, Plate and Aircraft TubingM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy157 158 159 160161162AMS 3025CN C090901SAE Polyalkylene Glycol Heat Treat Quenchant M&P AMS 3106Cancelled Can830401SAE Primer, Adhesive,Corr Inhib AMS 3107M&P AMS 3107A910401SAE Primer, Adhesive,Corr-Inhibiting M&P AMS 3195E920101SAE Silicone Rubber Sponge M&PAMS 3216G050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 70 to 80M&P AMS 3218C050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 85 to 95M&P AMS3276Sealing Compound,Integral Fuel Tanks and General Purpose,Intermittent Use to360°F(182°C)163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180AMS 3276CB E080301SAE Sealing Compound, Integral Fuel Tanks and General Purpose, Intermittent Use to 360 F (182 C)M&PAMS 3301G900401SAE Silicone Rubber, Gen Purp,35-45M&P AMS 3305H900401SAE Silicone Rubber, Gen Purp,75-85M&P AMS 3374C050701SAE Sealing Compound Aircraft Firewall M&P AMS 3410J981001SAE Flux,Ag Braz M&P AMS 3411D981001SAE Flux Silver Brz, High Temp M&P AMS 3644BL G060901SAE Plastic: Polyimide For Molded Rod, Bar, and Tube, Plaque, and Formed Parts M&P AMS 3645CN C010101SAE Polychlorotrifluoroethylene (PCTFE), Compression Molded Heavy Sections, Unplasticized M&P AMS 3650CN C910101SAE Rods, Sheets, and Molded Shapes, Polychlorotrifluoroethylene (PCTFE) Unplasticized M&P AMS 3651Cancelled Can870401SAE Ptfe AMS 3667M&P AMS 3651Cancelled Can870401Ptfe AMS 3652M&P AMS 3651Cancelled Can870401Ptfe AMS 3656M&P AMS 3651Cancelled Can870401Ptfe AMS 3660M&P AMS 3652C930101SAE Ptfe Film,Non-Crit Grade M&P AMS 3656CT G080301SAE Ptfe Extrusions,Norm Strength, As Sintered M&P AMS 3657CC D080301SAE Ptfe, Extrusions, Premium M&P AMS 3658CC D080301SAE Ptfe, Extrusions, Premium M&PAMS 3659CR E100501SAE Polytetrafluoroethylene (PTFE) Extrusions, Premium Strength, Sintered and Stress-Relieved M&P AMS3660D100601Polytetrafluoroethylene Moldings M&P181 182 183 184 185 186 187 188 189190191192193194AMS 3660CR SAE Polytetrafluoroethylene MoldingsAMS 3666D930701SAE Ptfe Sht, Glass Reinforced M&P AMS 3667CA D080301SAE Polytetrafluorethylene Sheet, Molded General Purpose Grade, As Sintered M&P AMS 3668CT D100501SAE Ptfe, Moldings, Premium Grade, A Sintered M&P AMS 3670/1B950401SAE Unfilled Polyamide-Imide, Bar M&P AMS 3824CN C950901SAE Cloth, Glass Finished for Resin Laminates M&P AMS 4001Cancelled CK Can070701SAE Aluminum Sheet and Plate 0.12Cu (1100-0) Annealed ASTM B209M&P AMS 4013CN F070501SAE Aluminum Sheet, Laminated Surface Bonded M&P AMS 4015CN L070201SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-0) Annealed M&PAMS 4016CN L060901SAEAluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-H32) Strain Hardened, Quarter Hard, andStabilizedM&P AMS 4017CN K041201SAEAluminum Alloy Sheet and Plate 2.5Mg - 0.25Cr (5052-H34) Strain-Hardened, Half Hard, andStabilizedM&P AMS 4023CN E840401SAEAluminum Alloy Sheet and Plate Alcalad 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (Alclad 6061; -T6 Sheet,-T651 Plate)M&P AMS 4025CE L080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg - 0.60Si-0.28Cu-0.20Cr(6061-0) Annealed AMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4026CE M080701SAEAluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr (6061;-T4 Sheet, T-451 Plate)Solution Heat Treated and Naturally AgedAMS-QQ-A-250/11A - cancelled - 2008M&P AMS4027Aluminum Alloy,Sheet and Plate1.0Mg-0.60Si-0.28Cu-0.20Cr(6061;-T6Sheet,T-651Plate)AMS QQ A250/11A ll d2008195 196 197 198 199 200 201 202 203 204AMS 4027CE N080701SAEAluminum Alloy, Sheet and Plate 1.0Mg 0.60Si0.28Cu0.20Cr (6061;T6 Sheet, T651 Plate)Solution and Precipitation Heat TreatAMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4037CN N030701SAEAluminum Alloy, Sheet and Plate 4.4Cu - 1.5Mg - 0.60Mn (2024; - T3 Flat Sheet, T351 Plate)Solution Heat TreatedM&P AMS 4080CN N091201SAE Aluminum Alloy, Drawn Seamless Tubing 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-O) Annealed M&P AMS 4081CC J080601SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr(6061-T4) Solution Heat Treated and Naturally AgedM&P AMS 4083BW K000901SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr-(6061-T6) Solution and Precipitation Heat TreatedM&P AMS 4086BL N060901SAEAluminum Alloy, Drawn, Round, Seamless Hydraulic Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3)Solution Heat Treated, Cold Worked, and Naturally AgedM&P AMS 4088BT K070301SAEAluminum Alloy, Drawn, Seamless Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3) Solution Heat Treatedand Cold WorkedM&P AMS 4107F051101SAE Alum Aly Die Forg, (7050-T14)M&P AMS 4113CH E030701SAEAluminum Alloy, Extruded Profiles 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4116CN H090701SAEAluminum Alloy, Bars, Rods, and Wire 1.0Mg - 0.60Si - 0.3Cu - 0.20Cr (6061-T4) Cold Finished,Solution Heat Treated and Naturally AgedM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy205 206 207AMS 4117CM J090701SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire and Flash Welded Rings 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061; - T6, -T651) Solution and Precipitation Heat TreatedM&P AMS 4119Cancelled CN Can900101SAEAluminum Alloy Bars, Rolled, Drawn, or Cold Finished 4.4Cu - 1.5Mg - 0.60Mn (2024-T351) StressRelief StretchedAMS 4120M&P AMS 4120R020901SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 4.4Cu - 1.5 Mg - 0.60Mn (2024)Solution Heat Treated and Naturally Aged (T4) Solution Heat Treated, Cold Worked, and NaturallyAged (T351)M&P AMS4121Aluminum Alloy Bars, Rods, and Wire, Rolled or Cold Finished 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg208 209 210 211 212 213 214 215 216AMS 4121CA H071101SAE(2014-T6) Solution and Precipitation Heat TreatedM&P AMS 4123CN H060101SAEAluminum Alloy, Rolled or Cold Finished Bars and Rods (7075-T651) Solution and PrecipitationHeat TreatedM&P AMS 4124BU D050801SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 5.6Zn-2.5Mg-1.6Cu-0.23Cr (7075-T7351) Solution Heat Treated, Stress Relieved by Stretching and OveragedM&P AMS 4128CN D071001SAEAluminum Alloy Bars, Rolled or Cold Finished 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T451)Solution Heat Treated and Stress Relieved by StretchingM&P AMS 4132CF F081201SAEAluminum Alloy, Die and Hand Forgings, Rolled Rings, and Forging Stock 2.3Cu-1.6Mg-1.1Fe-1.0Ni-0.18Si-0.07Ti (2618-T61) Solution and Precipitation Heat TreatedM&P AMS 4133CN E090301SAEAluminum Alloy Forgings and Rolled Rings 4.4Cu -0.85Si -0.80Mn - 0.50Mg (2014-T6) Solutionand Precipitation Heat TreatedM&P AMS 4135Cancelled CN Can860401SAEAluminum Alloy Forgings 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-T6) Solution and PrecipitationHeat TreatedAMS 4133M&P AMS 4141CE F081001SAEAluminum Alloy Die Forgings 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr (7075-T73) Solution and PrecipitationHeat TreatedM&P AMS 4144BN F060501SAEAluminum Alloy, Hand Forgings and Rolled Rings 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T852/T851) Solution Heat Treated, Mechanically Stress Relieved, and Precipitation Heat-TreatedM&P AMS 4149D020901SAEAluminum Alloy, Die and Hand Forgings 5.6n - 2.5Mg - 1.6Cu - 0.23Cr (7175-T74) Solution andPrecipitation Heat TreatedM&P217218219220 221 222 223 224 225 226 227 228 229230Precipitation Heat TreatedAMS 4150CN L030801SAEAluminum Alloy, Extrusions and Rings 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr - (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4162D030701SAEAluminum Alloy, Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T8511) SolutionTreated, Stress Relief Stretched, Straigtened, and Precipitation Heat TreatedM&P AMS 4173CN E030701SAEAluminum Alloy, Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T6511) Solution HeatTreated,Stress Relieved by Stretching, Straightened, and Precipitation Heat TreatedM&P AMS 4181C030401SAE Aluminum Alloy, Welding Wire 7.0Si - 0.38Mg - 0.10Ti (4008) (UNS A94008)M&P AMS 4182CN G091201SAE Alum Aly Wire, Annealed 5.0Mg - 0.12Mn - 0.12Cr (5056-0) Annealed M&P AMS 4185D000701SAE Fill Mtl, Alum Braz,12SI,(4047)M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4181M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4233M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4244M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4245M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4246M&P AMS 4210CN K050301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T51) Precipitation Heat Treated M&P AMS 4212CN J051001SAEAluminum Alloy Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4214CN J080601SAECastings, Aluminum Alloy Sand 5.0Si - 1.2Cu - 0.50Mg (355.0 T71) Solution Heat Treated andOveragedM&P231 232 233 234 235 236 237 238 239 240 241O e agedAMS 4215CN H080301SAEAluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (C355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4217CN H070401SAEAluminum Alloy, Castings 7.0Si - 0.32Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4218CN J100101SAEAluminum Alloy Castings 7.0Si-0.35Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4223CN D070401SAEAluminum Alloy, Castings 4.5Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T4) Solution HeatTreated and Naturally AgedM&P AMS 4224Cancelled no s/s spec CN C100101SAEAluminum Alloy Castings, Sand 4.0Cu - 2.1Ni - 2.0Mg - 0.30Cr - 0.30Mn - 0.13T - 0.13V (243.0)Stabilizedok to use canc spec M&P AMS 4225CN D070601SAEAluminum Alloy, Heat Resistant, Castings 5.0Cu - 1.5Ni - 0.25Mn - 0.25Sb - 0.25Co - 0.20Ti -0.20Zr (203.0-T6) Solution Heat Treated and Precipitation Heat TreatedM&P AMS 4226Noncurrent CN A830101SAEAluminum Alloy Castings, High Strength 5.0Cu - 0.35Mn - 0.18Zr- 0.10V (224.0) Solution andPrecipitation Heat Treated (Overaged)M&P AMS 4227Cancelled no s/s spec CN E050701SAE Aluminum Alloy, Casting, Sand, 8.0Cu 6.0Mg 0.50Mn 0.50Ni, As Cast ok to use canc spec M&P AMS 4229CN D010501SAEAluminum Alloy Castings, High Strength 4.5Cu - 0.7Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T7)Solution Heat Treated and OveragedM&P AMS 4233C030301SAE Aluminum Alloy, Welding Wire 4.5 Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (201) (UNS A02010)M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy242 243 244 245AMS 4235CN B080301SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T71) Solution andPrecipitation Heat TreatedM&P AMS 4236CN B070801SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T4) Solution Heat Treated andNaturally AgedM&P AMS 4237Cancelled no s/s spec CN B070401SAEAluminum Alloy Castings, Sand 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (206.0 - T71) Solution HeatTreated and Naturally Agedok to use canc spec M&P AMS 4241CN D091101SAEAluminum Alloy Castings 7.0Si - 0.58Mg - 0.15Ti -0.06Be (D357.0 - T6) Solution and PrecipitationHeat Treated Dendrite Arm Spacing (DAS) ControlledM&P AMS4244Aluminum Alloy,Welding Wire4.6Cu-0.35Mn-0.25Mg-0.22Ti for Welding A206.0Type Alloys246 247 248 249 250 251 252 253 254 255 256 257AMS 4244CE B080701SAE Aluminum Alloy, Welding Wire 4.6Cu 0.35Mn 0.25Mg 0.22Ti for Welding A206.0 Type Alloys M&PAMS 4245Noncurrent CR E100401SAE Aluminum Alloy, Welding Wire 5.0Si - 1.2Cu - 0.50Mg (355) (UNS A03550)M&P AMS 4246Noncurrent CP D080201SAE Aluminum Alloy, Welding Wire 7.0Si - 0.52Mg (357) (UNS A03570)M&PAMS 4260Not Acceptable to Useat Parker HannifinAerospaceCL G080601SAE Alum Aly Cast, Invest(356.0-T6)BPS4829AMS4260G unacceptable for Parker Use.BPS4829 created as replacement.M&P AMS 4261CN F091201SAE Aluminum Alloy Castings, Investment 7.0Si - 0.32Mg (356.0 - T51) Precipitation Heat Treated M&P AMS 4280CN J080601SAEAluminum Alloy Castings, Permanent Mold 5.0Si - 1.2Cu - 0.5Mg (355.0-T71) Solution HeatTreated and OveragedM&P AMS 4284CN H080601SAEAluminum Alloy Castings, Permanent Mold 7.0Si - 0.30Mg (356.0-T6) Solution and PrecipitationHeat TreatedM&P AMS 4289CN-011101SAEAluminum Alloy Castings 7.0Si - 0.55Mg - 0.12Ti (F357.0-T6) Solution and Precipitation HeatTreatedM&PAMS 4291CT H101001SAE Aluminum Alloy, Die Castings 8.5Si - 3.5Cu (A380.0-F) (See AS1990) As Cast M&PAMS 4315CK-050701SAEAluminum Alloy Sheet and Plate 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr 7075: (-T76 Sheet, -T7651 Plate)Solution and Precipitation Heat TreatedM&PAMS 4316CN-050701SAE Aluminum Alloy, Alclad Sheet and Plate 5.6Zn - 2.5Mg M&PAMS 4437CN E080501SAE Magnesium Alloy Castings, Sand 8.7Al - 0.70Zn (AZ91C-T6) Solution Heat Treated and Aged M&P258 259 260 261 262 263 264 265 266 267 268 269AMS 4507BW H011101SAE Copper Alloy (Brass), Sheet, Strip, and Plate 70Cu - 30Zn Half Hard (H02)M&P AMS 4510CN G010501SAE Phosphor Bronze, Sheet, Strip, and Plate 94.5Cu - 4.0Sn - 0.19P Spring Temper (H08)M&PAMS 4511A040701SAECopper Beryllium Alloy Castings 97Cu-2.1Be-0.52(Co+Ni)-0.28Si Solution and Precipitation HeatTreated (TFOO)M&P AMS 4530G050201SAE Copper -Beryllium Alloy Sheet, Strip, and Plate 98Cu - 1.9Be Solution Heat Treated (TB00)M&P AMS 4533CL C090701SAECopper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be Solution and Precipitation Heat Treated(TF00, formerly AT)-UNS C17200M&P AMS 4597CN-060801SAECopper-Nickel-Tin Alloy, Bars and Rods 77Cu - 15Ni - 8Sn Solution Annealed, Cold Finished andSpinodal Hardened (TX TS)M&PAMS 4631Noncurrent CL E880401SAE Aluminum Bronze Rods, Bars, and Forgings 90.5Cu - 7.5Al - 1.95: Stress Relieved M&PAMS 4633CL A031201SAEBronze, Aluminum Silicon, Rods, Bars, and Forgings 90Cu - 7.0Al - 1.8Si Drawn and StressRelieved (HR50)M&PAMS 4634CL B090301SAE Aluminum Bronze Bars, Rods, and Forgings 905Cu - 7.5Al - 1.9Si Stress Relieved M&P AMS 4635CL F090701SAE Aluminum Bronze Bars, Rods, and Forgings 87Cu - 9Al - 3Fe Stress Relieved M&P AMS 4640G050801SAEAluminum Bronze, Bars, Rods, Shapes, Tubes, and Forgings 81.5Cu - 10.0Al - 4.8Ni - 3.0FeDrawn and Stress Relieved (HR50) or Temper Annealed (TQ50)M&P AMS 4650L040301SAECopper-Beryllium Alloy, Bars, Rods, Shapes and Forgings 98Cu - 1.9Be Solution Heat TreatedTB00 (A)M&P270271 272 273 274 275 276 277 278279280281282283()AMS 4651CN C050701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be (CDA 172) Hard Temper (TD04)M&PAMS 4674CN G060901SAE Nickel - Copper Alloy, Corrosion-Resistant, Bars and Forgings 67Ni - 30Cu - 0.04S Free Machining M&PAMS 4701CN G091001SAE Copper Wire, Oxygen-Free 99.95 (Cu+Ag) Annealed M&P AMS 4730CN G080701SAE Nickel-Copper Alloy Wire, Corrosion-Resistant 67Ni-31Cu Annealed (400)M&P AMS 4765E990501SAE Braz Fill Mtl M&P AMS 4769F990501SAE Braz Fill Mtl M&P AMS 4770K990501SAE Braz Fill Mtl M&P AMS 4772J990501SAE Braz Fill Mtl M&P AMS 4774F990501SAE Braz Fill Mtl M&PAMS 4775CT J101001SAENickel Alloy, Brazing Filler Metal 73Ni - 0.75C - 4.5Si - 14Cr - 3.1B - 4.5Fe 1790 to 1970 °F (977 to1077 °C) Solidus-Liquidus RangeM&P AMS 4776CT H101001SAENickel Alloy, Brazing Filler Metal 73Ni - 4.5Si - 14Cr - 3.1B - 4.5Fe (Low Carbon) 1790 to 1970 °F(977 to 1077 °C) Solidus-Liquidus RangeM&P AMS 4777CT H101001SAENickel Alloy, Brazing Filler Metal 82Ni - 4.5Si - 7.0Cr - 3.1B - 3.0Fe 1780 to 1830 °F (971 to 999°C) Solidus-Liquidus RangeM&P AMS 4786CN H090701SAEGold-Palladium-Nickel Alloy, Brazing Filler Metal, High Temperature 70 Au - 8.0Pd - 22Ni 1845 to1915 °F (1007 to 1046 °C) Solidus-Liquidus RangeM&P AMS 4787F000401SAE Gold-Nickel Alloy, Brazing Filler Metal, High Temperature 70Au - 8.0Pd - 22Ni 1845 to 1915M&P。
2110-BS0030-AQ0120中文资料

Electrical
Pulse Rate Outputs 10 kHz, up to 200 kHz NPN w/ pullup; NPN open collector; PNP sourcing Line Drivers (5Vdc/TTL level, 8 to 15 Vdc) All line drivers have complementary outputs.
Output Ratings Open Collector Transistor Line Drivers 8-15 Vdc 5 Vdc TTL Supply Voltage
Environmental
18
Operating Temp. Shock Vibration Humidity Enclosures (Sealed) (Std) -20º to +70º C (-4º to +158º F) 50 g’s for 11 Milliseconds 5 to 2000 Hertz at 20 g’s 100% Relative Humidity NEMA 4 type — Water-tight NEMA 12/13 equiv. — Dust-, Oil-Tight
3
2
1
S
—
Channel Outputs A=NPN w/3.3K Pullup B=NPN Open Collector D=1.5K Pullup, No Ser. R F=5Vdc TTL NPN w/Pullup G=5Vdc TTL NPN OC H=PNP Sourcing Output K=5Vdc Line Driver L=8 to 15 Vdc Line Driver Channel Types S=Single Channel Q=Quadrature Outputs I=Index Pulse
赛米控丹佛斯 SEMIPACK 晶闸管 二极管模块 SKKH 107 16 E 数据表

Rev. 3.0–31.05.20221®1SKKHThyristor / Diode ModulesSKKH 107/16 E Features*•Heat transfer through aluminium oxide ceramic insulated metal baseplate •UL recognized, file no. E63532Typical Applications•Rectifier for motor drives •Process control•Rectifier for power suppliesAbsolute Maximum Ratings SymbolConditions Values UnitChip I T(AV)sin. 180°T j =130°C T c =85°C 119A T c =100°C 91A I TSM 10ms T j =25°C 2250A T j =130°C 1900A i 2t10ms T j =25°C 25313A²s T j =130°C18050A²s V RSM T j =25°C 1700V V RRM T j =25°C 1600V V DRM T j =25°C 1600V (di/dt)cr T j =130°C 140A/µs (dv/dt)cr T j =130°C1000V/µs T j -40...130°C Module T stg -40 (125)°C V isola.c.; 50 Hz; r.m.s.1min 3000V 1s3600VCharacteristics SymbolConditions min.typ.max.UnitChip V T T j =25°C,I T =300A 1.6 1.75V V T(TO)T j =130°C 0.80.90V r T T j =130°C2.803.35m ΩI DD ;I RD T j =130°C,V DD = V DRM ; V RD = V RRM 20mA t gd T j =25°C,I G =1A, di G /dt =1A/µs 1µs t gr V D = 0.67 * V DRM 2µs t q T j =130°C 200µs I H T j =25°C150250mA I L T j =25°C,R G =33Ω300600mA V GT T j =25°C,d.c. 2.5V I GT T j =25°C,d.c.100mA V GD T j =130°C, d.c.0.25V I GD T j =130°C, d.c.4mA R th(j-c)continuous DC per chip 0.15K/W per module 0.075K/W R th(j-c)sin. 180°per chip 0.2K/W per module 0.1K/W R th(j-c)rec. 120°per chip 0.21K/W per module0.105K/WModule R th(c-s)chip 0.09K/W module 0.05K/W M s to heatsink M5 4.25 5.75Nm M t to terminals M52.553.45Nm a 5 * 9.81m/s²w75g2Rev. 3.0–31.05.2022© by SEMIKRON© by SEMIKRON Rev. 3.0–31.05.202234Rev. 3.0–31.05.2022© by SEMIKRONThis is an electrostatic discharge sensitive device (ESDS) due to international standard IEC 61340.*IMPORTANT INFORMATION AND WARNINGSThe specifications of SEMIKRON products may not be considered as guarantee or assurance of product characteristics("Beschaffenheitsgarantie"). The specifications of SEMIKRON products describe only the usual characteristics of products to be expected inSKKHtypical applications, which may still vary depending on the specific application. Therefore, products must be tested for the respective application in advance. Application adjustments may be necessary. The user of SEMIKRON products is responsible for the safety of their applications embedding SEMIKRON products and must take adequate safety measures to prevent the applications from causing a physical injury, fire or other problem if any of SEMIKRON products become faulty. The user is responsible to make sure that the application design is compliant with all applicable laws, regulations, norms and standards. Except as otherwise explicitly approved by SEMIKRON in a written document signed by authorized representatives of SEMIKRON, SEMIKRON products may not be used in any applications where a failure of the product or any consequences of the use thereof can reasonably be expected to result in personal injury. No representation or warranty is given and no liability is assumed with respect to the accuracy, completeness and/or use of any information herein, including without limitation, warranties of non-infringement of intellectual property rights of any third party. SEMIKRON does not assume any liability arising out of the applications or use of any product; neither does it convey any license under its patent rights, copyrights, trade secrets or other intellectual property rights, nor the rights of others. SEMIKRON makes no representation or warranty of non-infringement or alleged non-infringement of intellectual property rights of any third party which may arise from applications. Due to technical requirements our products may contain dangerous substances. For information on the types in question please contact the nearest SEMIKRON sales office. This document supersedes and replaces all information previously supplied and may be superseded by updates. SEMIKRON reserves the right to make changes.5。
高灵敏度负温度系数热敏电阻材料及制备方法[发明专利]
![高灵敏度负温度系数热敏电阻材料及制备方法[发明专利]](https://img.taocdn.com/s3/m/8b0c28da951ea76e58fafab069dc5022abea4646.png)
专利名称:高灵敏度负温度系数热敏电阻材料及制备方法专利类型:发明专利
发明人:张惠敏,桑旭,常爱民,王振华
申请号:CN202010499614.4
申请日:20200604
公开号:CN111559911B
公开日:
20220412
专利内容由知识产权出版社提供
摘要:本发明公开一种高灵敏度负温度系数热敏电阻材料及制备方法,其化学通式为
Ba1‑XVXTiO3;其中,X为0.05‑0.4。
本发明高灵敏度负温度系数热敏电阻材料B值均在8000K以上,灵敏度极高,测量温区在200℃‑600℃内。
申请人:中科传感(佛山)科技有限公司
地址:528000 广东省佛山市南海区桂城街道南三路11号广东珠江开关有限公司内4号楼102F(住所申报)
国籍:CN
代理机构:佛山市海融科创知识产权代理事务所(普通合伙)
更多信息请下载全文后查看。
UL1082中文版

家用咖啡机及酿造类电器安全标准(UL1082)目录结构5.外框及外壳------------------------------------------------16.装配----------------------------------------------------27.手柄----------------------------------------------------28.腐蚀保护---------------------------------------------------29.电源连接---------------------------------------------------3 10.电源承受零件-------------------------------------------311.内部引线-------------------------------------------------415.熔断器----------------------------------------------------4 20.过热保护-------------------------------------------------421.间距---------------------------------------------------4 23.避免人体伤害-------------------------------------------524.压力箱及有关压力零件-------------------------------5功能25.接地电阻测试-------------------------------------------526.功率输入-------------------------------------------------527.漏电流测试----------------------------------------------629.正常温度测试30.浸渍测试-------------------------------------------------831.介质耐压测试-------------------------------------------833.应力卸荷测试-------------------------------------------834.金属外壳碰撞测试-------------------------------------836.手柄牢固性测试----------------------------------------9第1页全2页39异常运行测试40.自动控制器测试--------------------------------------1242.制造及生产线测试-----------------------------------13对家用滴式咖啡机及类似烹酿式电器的补充S4.电源连接------------------------------------------------13S6.水连接(密封)-------------------------------------------13S9.运行控制------------------------------------------------14S10.通电指示器-------------------------------------------14S12.运行递减----------------------------------------------14S14.正常温度----------------------------------------------15S17.负载测试----------------------------------------------15S19.异常运行测试----------------------------------------16标记S21.细节-----------------------------------------------17S22.图案符号及辅助标记-------------------------------18 S24.使用者保养-------------------------------------------19备注:所译部分为UL1082之重点,未译部分请叁考UL1082原文件。
cxa1082工作原理

cxa1082工作原理
CXA1082是一种工作原理先进的电子器件,它在各种电子设备中广泛应用。
它采用了先进的技术,能够实现高效的电子信号处理和控制。
下面将详细介绍CXA1082的工作原理。
CXA1082采用了先进的电子元件和电路设计,具有高度集成的特点。
它包含了多个功能模块,如电源管理模块、信号处理模块和输出控制模块等。
这些模块通过精确的电路连接和相互配合,实现了CXA1082的高效工作。
CXA1082通过接收输入信号,并进行信号处理和解码。
它能够识别不同的输入信号,并将其转化为相应的输出信号。
在信号处理过程中,CXA1082采用了先进的算法和技术,能够实现高精度的信号处理和解码。
CXA1082还具有良好的稳定性和可靠性。
它能够在不同的工作环境下正常工作,并且能够抵抗一定的干扰和噪声。
同时,CXA1082还具有较低的功耗,能够节约能源并延长设备的使用寿命。
总的来说,CXA1082作为一种先进的电子器件,具有高效的信号处理和控制能力。
它广泛应用于各种电子设备中,如手机、电视、音响等。
CXA1082的工作原理通过先进的电子元件和电路设计,实现了高效的信号处理和解码。
它具有稳定性和可靠性,能够在各种工作环境下正常工作。
通过对CXA1082工作原理的深入了解,我们可
以更好地理解和应用这种先进的电子器件。
ul 1082(中文版)

目录项目内容页码简介1.范围3 2.元件3 3.度量单位33A.术语3结构4.概述4 5.框架及外壳4 6.装配7 7.手柄8 8.防腐蚀8 9.电源连接(总体要求:9消除拉力:11线套:11)9 10.载流零件12 11.内部电线(概述:12电线保护:12电线连接:13)1211A.次级电路(概述:13限能次级电路:13)13 12.加热元件14 13.电气绝缘14 14.绝热14 15.热断路器15 16.灯座15 17.开关15 18.双电压器具15 19.限温器(概述:15安全装置的接线端子:16)15 20.过热保护16 21.间隙16 22.接地16 23.对伤害人体的防护17 24.压力容器及承受压力的零件18性能25.概述19 25A.接地电阻测试19 26.输入功率20 27.漏电流测试20 28.工作测试21 29.正常温度测试21 30.潮湿测试后的漏电流25 31.高压测试27 32.断开发热丝测试27 33.电源线拉力测试28 34.金属壳冲击测试28 35.热降解29 36.手柄牢固性测试(概述:29煲机:30洗碗机模式测试:30挠曲测试:30静载测试:31)29Page 1 of 5637.内置式器具及墙挂式器具的冲击测试32 38.负载测试32 39.非正常工作测试32 39A.次级电路元件失败测试35 40.自动控制装置测试36 41.标识的永久性测试37制造测试及生产线测试42.高压测试37 43.极性及接地连续性测试38额定值44.细节39标识45.细节39 46.彩盒标识40说明书47.概述41 48.所有器具41 49.特殊器具42 50.用户维护43滴漏式家用电咖啡壶及类似滴漏式酿造类器具的增补标准概述SA1.范围43 SA2.装配43结构SA3.防腐蚀43 SA4.电源连接44 SA5.密封圈44 SA6.连接水管44 SA7.导热性44 SA8.接地44 SA9.工作控制装置45 SA10.接通电源指示装置45 SA11.温度控制装置45性能测试SA12.工作测试46 SA13.漏电流测试47 SA14.正常温度测试47 SA15.潮湿测试后的漏电流57 SA16.稳定性58 SA17.负载测试48 SA18.冲击测试48Page 2 of 56SA19. 非正常工作测试 49 厂商生产线测试SA20. 厂商测试 51 标识 SA21. 细节51 SA22. 图形标志及辅助标识 51 SA23. 重要安全措施 54 SA24. 用户维护56 附录 A 元件标准 56简介 1. 范围1.1 本标准适用于额定电压为 120V ,按照国家电气编码进行使用的便携式电咖啡壶,咖啡渗漏壶及其它酿造类器具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FEATURESAPPLICATIONS• Three Terminal Adjustable or Fixed• High Efficiency Linear Regulators1.5V,2.5V, 2.85V,3.0V, 3.3V, 3.5V and 5.0V•Post Regulators for Switching Supplies • Output Current of 10A • Microprocessor Supply • Operates Down to 1V Dropout • Battery Chargers• Line Regulation: 0.015% • Constant Current Regulators• Load Regulation: 0.1%• Notebook/Personal Computer Supplies • TO-220 and TO-263 packages available • Portable InstrumentationGENERAL DESCRIPTIONThe AMS1082 series of adjustable and fixed voltage regulators are designed to provide 10A output current and to operate down to 1V input-to-output differential. The dropout voltage of the device is guaranteed maximum 1.5V at maximum output current, decreasing at lower load currents.On-chip trimming adjusts the reference voltage to 1%. Current limit is also trimmed, minimizing the stress under overload conditions on both the regulator and power source circuitry.The AMS1082 devices are pin compatible with older three-terminal regulators and are offered in 3 lead TO-220 package and 3 lead TO-263 (Plastic DD).ORDERING INFORMATION:PACKAGE TYPEOPERATING JUNCTION3 LEAD TO-220 3 LEAD TO-263 TEMPERATURE RANGE AMS1082CT AMS1082CM 0 to 125° C AMS1082CT-1.5 AMS1082CM-1.5 0 to 125°C AMS1082CT-2.5AMS1082CM-2.5 0 to 125° C AMS1082CT-2.85 AMS1082CM-2.85 0 to 125° C AMS1082CT-3.0 AMS1082CM-3.0 0 to 125° C AMS1082CT-3.3 AMS1082CM-3.3 0 to 125° C AMS1082CT-3.5 AMS1082CM-3.5 0 to 125° C AMS1082CT-5.0 AMS1082CM-5.0 0 to 125° CP IN CONNECTIONSFIXED VERSIONADJUSTABLE VERSION1- Ground 2- V OUT 3- V IN 1- Adjust 2- V OUT 3- V INABSOLUTE MAXIMUM RATINGS (Note 1)Power Dissipation Internally limitedSoldering informationInput Voltage15VLead Temperature (25 sec) 265°C Operating Junction TemperatureThermal ResistanceControl Section0°C to 125°C TO-220 package ϕ JA = 50°C/W Power Transistor 0°C to 150°C TO-263 packageϕ JA = 30°C/W *Storage temperature- 65°C to +150°C* With package soldering to 0.5in 2 copper area over backside ground plane or internal power plane ϕ JA can vary from 20°C/W to >40°C/W depending on mounting technique.ELECTRICAL CHARACTERISTICSElectrical Characteristics at I OUT = 0 mA, and TJ = +25°C unless otherwise specified.ParameterDevice Conditions Min Typ MaxUnitsReference Voltage (Note 2) AMS1082 I OUT = 10 mA10mA ≤ I OUT ≤ 10A, 1.5V ≤ (V IN - V OUT ) ≤ 12V 1.238 1.225 1.250 1.250 1.262 1.270 V V Output Voltage (Note 2)AMS1082-1.50 ≤ I OUT ≤ 10A , 3V ≤ V IN ≤ 12V1.485 1.470 1.500 1.500 1.515 1.530 V V AMS1082-2.5 0 ≤ I OUT ≤ 10A , 4V ≤ V IN ≤ 12V 2.475 2.450 2.500 2.500 2.525 2.550 V V AMS1082-2.85 0 ≤ I OUT ≤ 10A , 4.35V ≤ V IN ≤ 12V 2.820 2.790 2.850 2.850 2.880 2.910 V V AMS1082-3.0 0 ≤ I OUT ≤ 10A ,4.5V ≤ V IN ≤ 12V 2.970 2.940 3.000 3.000 3.030 3.360 V V AMS1082-3.3 0 ≤ I OUT ≤ 10A , 4.75V ≤ V IN ≤ 12V 3.267 3.235 3.300 3.300 3.333 3.365 V V AMS1082-3.5 0 ≤ I OUT ≤ 10A, 5V ≤ V IN ≤ 12V 3.465 3.430 3.500 3.500 3.535 3.570 V VAMS1082-5.0 0 ≤ I OUT ≤ 10A , 6.5V ≤ V IN ≤ 12V 4.950 4.9005.000 5.0005.050 5.100V V Line Regulation AMS1082/-1.5/-2.5/-2.85/ -3.0/-3.3/-3.5/-5.0 I LOAD = 10 mA , 1.5V ≤ (V IN - V OUT ) ≤ 12V 0.3 0.6 610mV mV Load Regulation (Notes 2, 3)AMS1082(V IN - V OUT ) =3V, 10mA ≤ I OUT ≤ 10A0.1 0.2 0.3 0.4 % % AMS1082-1.5 V IN = 5V, 0 ≤ I OUT ≤ 10A 3 6 12 20 mV mVAMS1082-2.5V IN = 5V, 0 ≤ I OUT ≤ 10A3 6 12 20 mV mV AMS1082-2.85 V IN = 5V, 0 ≤ I OUT ≤ 10A 3 6 12 20 mV mV AMS1082-3.0 V IN = 5V, 0 ≤ I OUT ≤ 10A 3 6 12 20 mV mV AMS1082-3.3 V IN = 5V, 0 ≤ I OUT ≤ 10A 3 7 15 25 mV mV AMS1082-3.5 V IN = 5.25V, 0 ≤ I OUT ≤ 10A 3 6 15 25 mV mV AMS1082-5.0 V IN = 8V, 0 ≤ I OUT ≤ 10A 5 10 20 35 mV mV Dropout Voltage (V IN - V OUT )AMS1082/-1.5/-2.5/-2.85/ -3.0/-3.3/-3.5/-5.0∆V OUT , ∆V REF = 1%, I OUT = 8 A (Note 4)1.31.5VElectrical Characteristics at I OUT = 0 mA, and T J = +25°C unless otherwise specified.Parameter Device Conditions Min Typ Max UnitsCurrent Limit AMS1082/-1.5/-2.5/-2.85/ -3.0/-3.3/-3.5/-5.0(V IN - V OUT) = 5V 10.1 11.0 12.0 AMinimum LoadCurrentAMS1082 (V IN - V OUT) = 12V (Note 5) 5 10mAQuiescent Current AMS1082/-1.5/-2.5/-2.85/ -3.0/-3.3/-3.5/-5.0V IN≤ 12V 510mARipple Rejection AMS1082 f =120Hz , C OUT = 25µF Tantalum, I OUT = 10A,(V IN-V OUT ) = 3V, C ADJ =25µF6075 dB AMS1082-1.5f =120Hz , C OUT = 25µF Tantalum, I OUT = 10A,V IN = 4.5V6072dBAMS1082-2.5f =120Hz , C OUT = 25µF Tantalum, I OUT = 10A,V IN = 5.5V6072dBAMS1082-2.85f =120Hz , C OUT = 25µF Tantalum, I OUT = 10A,V IN = 6V6072dBAMS1082-3.0f =120Hz , C OUT = 25µF Tantalum, I OUT = 10AV IN = 6V6072dBAMS1082-3.3f =120Hz , C OUT = 25µF Tantalum, I OUT = 10AV IN = 6.3V6072dBAMS1082-3.5f =120Hz , C OUT = 25µF Tantalum, I OUT = 10AV IN = 6.5V6072dBAMS1082-5.0f =120Hz , C OUT = 25µF Tantalum, I OUT = 10AV IN = 8V60 68dBThermal Regulation AMS1082 T A = 25°C, 30ms pulse 0.008 0.04 %WAdjust Pin Current AMS1082 10mA ≤ I OUT≤ 10A , 1.5V≤ (V IN - V OUT) ≤ 12V 55120µA µAAdjust Pin CurrentChangeAMS1082 10mA ≤ I OUT≤ 10A , 1.5V≤ (V IN - V OUT) ≤ 12V 0.25µA Temperature Stability 0.5%Long Term Stability T A =125°C, 1000Hrs 0.3 1 % RMS Output Noise(% of V OUT )T A = 25°C , 10Hz ≤ f ≤ 10kHz 0.003 %Thermal Resistance Junction-to-Case M Package: Control Circuitry/ Power TransistorT Package: Control Circuitry/ Power Transistor1.5/4.01.5/4.0°C/W°C/WParameters identified with boldface type apply over the full operating temperature range.Note 1:Absolute Maximum Ratings indicate limits beyond which damage to the device may occur. For guaranteed specifications and test conditions, see the Electrical Characteristics. The guaranteed specifications apply only for the test conditions listed.Note 2: Line and Load regulation are guaranteed up to the maximum power dissipation of 15W. Power dissipation is determined by the input/output differential and the output current. Guaranteed maximum power dissipation will not be available over the full input/output range.Note 3:See thermal regulation specifications for changes in output voltage due to heating effects. Line and load regulation are measured at a constant junction temperature by low duty cycle pulse testing. Load regulation is measured at the output lead ~1/8” from the package.Note 4: Dropout voltage is specified over the full output current range of the device.Note 5:Minimum load current is defined as the minimum output current required to maintain regulation. When (V IN - V OUT) = 12V the device is guaranteed to regulate if the output current is greater than 10mA.The AMS1082 series of adjustable and fixed regulators are easy to use and have all the protection features expected in high performance voltage regulators: short circuit protection and thermal shut-down.Pin compatible with older three terminal adjustable regulators, these devices offer the advantage of a lower dropout voltage, more precise reference tolerance and improved reference stability with temperature.StabilityThe circuit design used in the AMS1082 series requires the use of an output capacitor as part of the device frequency compensation. The addition of 150µF aluminum electrolytic or a 22µF solid tantalum on the output will ensure stability for all operating conditions.When the adjustment terminal is bypassed with a capacitor to improve the ripple rejection, the requirement for an output capacitor increases. The value of 22µF tantalum or 150µF aluminum covers all cases of bypassing the adjustment terminal. Without bypassing the adjustment terminal smaller capacitors can be used with equally good results.To ensure good transient response with heavy load current changes capacitor values on the order of 100µF are used in the output of many regulators. To further improve stability and transient response of these devices larger values of output capacitor can be used.Protection DiodesUnlike older regulators, the AMS1082 family does not need any protection diodes between the adjustment pin and the output and from the output to the input to prevent over-stressing the die. Internal resistors are limiting the internal current paths on the AMS1082 adjustment pin, therefore even with capacitors on the adjustment pin no protection diode is needed to ensure device safety under short-circuit conditions.Diodes between the input and output are not usually needed. Microsecond surge currents of 50A to 100A can be handled by the internal diode between the input and output pins of the device. In normal operations it is difficult to get those values of surge currents even with the use of large output capacitances. If high value output capacitors are used, such as 1000µF to 5000µF and the input pin is instantaneously shorted to ground, damage can occur. A diode from output to input is recommended, when a crowbar circuit at the input of the AMS1082 is used. Normal power supply cycling or even plugging and unplugging in the system will not generate current large enough to do any damage. The adjustment pin can be driven on a transient basis ±25V, with respect to the output without any device degradation. As with any IC regulator, none the protection circuitry will be functional and the internal transistors will break down if the maximum input to output voltage differential is exceeded.FV OUTD1V INOverload RecoveryWhen the power is first turned on, as the input voltage rises, the output follows the input, permitting the regulator to start up into heavy loads. During the start-up, as the input voltage is rising, the input-to-output voltage differential remains small, allowing the regulator to supply large output currents. A problem can occur with a heavy output load when the input voltage is high and the output voltage is low, when the removal of an output short will not permit the output voltage to recover. The load line for such a load may intersect two points on the output current curve. In this case, there are two stable output operating points for the regulator. With this double intersection, the power supply may need to be cycled down to zero and brought up again to make the output recover.Ripple RejectionThe ripple rejection values are measured with the adjustment pin bypassed. The impedance of the adjust pin capacitor at the ripple frequency should be less than the value of R1 (normally 100Ω to120Ω) for a proper bypassing and ripple rejection approaching the values shown. The size of the required adjust pin capacitor is a function of the input ripple frequency. If R1=100Ω at 120Hz the adjust pin capacitor should be 25µF. At 10kHz only 0.22µF is needed.The ripple rejection will be a function of output voltage, in circuits without an adjust pin bypass capacitor. The output ripple will increase directly as a ratio of the output voltage to the reference voltage (V OUT / V REF ). Output VoltageThe AMS1082 series develops a 1.25V reference voltage between the output and the adjust terminal. Placing a resistor between these two terminals causes a constant current to flow through R1 and down through R2 to set the overall output voltage.APPLICATION HINTSThis current is normally the specified minimum load current of 10mA. Because I ADJ is very small and constant it represents a small error and it can usually be ignored.V OUTV INV OUT = V REF (1+ R2/R1)+I ADJ R2Figure 1. Basic Adjustable RegulatorLoad RegulationTrue remote load sensing it is not possible to provide, because the AMS1082 is a three terminal device. The resistance of the wire connecting the regulator to the load will limit the load regulation. The data sheet specification for load regulation is measured at the bottom of the package. Negative side sensing is a true Kelvinconnection, with the bottom of the output divider returned to the negative side of the load.The best load regulation is obtained when the top of the resistor divider R1 is connected directly to the case not to the load. If R1 were connected to the load, the effective resistance between the regulator and the load would be:R P x( R2+R1 ) , R P = Parasitic Line Resistance R1R LV INR PPARASITIC*CONNECT R1 TO CASECONNECT R2 TO LOADFigure 3. Connections for Best Load RegulationConnected as shown, R P is not multiplied by the divider ratio. Using 16-gauge wire the parasitic line resistance is about 0.004Ω per foot, translating to 4mV/ft at 1A load current. It is importantto keep the positive lead between regulator and load as short as possible and use large wire or PC board traces.Thermal ConsiderationsThe AMS1082 series have internal power and thermal limiting circuitry designed to protect the device under overload conditions. However maximum junction temperature ratings should not be exceeded under continuous normal load conditions. Careful consideration must be given to all sources of thermal resistance from junction to ambient, including: junction-to-case, case-to-heat sink interface and heat sink resistance itself. To ensure safe operating temperatures and reflect more accurately the device temperature, new thermal resistance specifications have been developed. Unlike older regulators with a single junction-to-case thermal resistance specification, the data section for these new regulators provides a separate thermal resistance and maximum junction temperature for both the Control Section and the Power Transistor. Calculations for both temperatures under certain conditions of ambient temperature and heat sink resistance and to ensure that both thermal limits are met.Junction-to-case thermal resistance is specified from the IC junction to the bottom of the case directly below the die. This is the lowest resistance path for the heat flow. In order to ensure the best possible thermal flow from this area of the package to the heat sink proper mounting is required. Thermal compound at the case-to-heat sink interface is recommended. A thermally conductive spacer can be used, if the case of the device must be electrically isolated, but its added contribution to thermal resistance has to be considered.TYPICAL PERFORMANCE CHARACTERISTICSDropout VoltageLoad Regulation60Temperature Stability100TIME (µs)TIME (µs)CASE TEMPERATURE (° C)*AS LIMITED BY MAXIMUM JUNCTION TEMPERATUREL O A D C U R R E N T (A )O U T P U T V O L T A G E D E V I A T I O N (V )R I P P L E R E J E C T I O N (d B )M I N I M U M I N P U T /O U T P U TTYPICAL PERFORMANCE CHARACTERISTICS (Continued)-50-25025********1005010510015043219876Minimum Operating Current (Adjustable only)1020304060708090Adjust Pin Current (Adjustable only)A D J U S T P I N C U R R E N T (µA )TEMPERATURE (° C)INPUT/OUTPUT DIFFERENTIAL (V)M I N I M U M O P E R A T I N G C U R R E N T (m A )1011PACKAGE DIMENSIONS inches (millimeters) unless otherwise noted.3 LEAD TO-220 PLASTIC PACKAGE (T)PACKAGE DIMENSIONS inches (millimeters) unless otherwise noted (Continued).3 LEAD TO-263 PLASTIC DD (M)。