田中HW13710专用工具使用说明书
HiTool工具使用说明

5 BOOT 烧写....................................................................................................................................17
5.1 适用场景....................................................................................................................................................... 17 5.2 烧写步骤....................................................................................................................................................... 17
田中绕线机 编程快速入门
田中精机(嘉兴)有限公司田中绕线机快速入门1:程序命令与讲解HM: 程序原点设定 ( 如:HM 23.55 10.11 12.31 CW )程序原点命令X轴坐标Y轴坐标Z轴坐标主轴顺时针绕线CW: 主轴顺时针旋转CC: 主轴逆时针旋转VH: 主轴最高速度及加减速设定(如下:)主轴转速命令最高速度加速度减速度主轴顺时针绕线DF: 绕线开始的位置(由外向里) (如下:)DR: 绕线开始的位置(由里向外) (如下:)RF: 绕线结束后导针强行停留在人侧(如下:)RR: 绕线结束后导针强行停留在机器侧(如下:)RX: 绕线结束后导针强行停留的位置(如下:)注:定位是在执行RF或者RR命令同时进行的,如果没有RFRR命令,就不能设定这个命令。
(如: RX 5.00{X}轴任意位置)RZ: 绕线结束后导针强行停留的位置(如下:)注:定位是在执行RF或者RR命令同时进行的,如果没有RFRR命令,就不能设定这个命令。
(如: RX 5.00{Z}轴任意为置)WF:起绕点(如下:)WW: 幅宽(如下:)WP: 线径(如下:)起绕点产品幅宽铜线线径从外向里排线导针停留位置排线变量AV: 主轴旋转速度 ( 默认AV60,最高AV500 )AL: 主轴逆时针旋转 ( 每按一下按键为30度 )SHIFT1 + SPINDLEAR: 主轴顺时针旋转 ( 每按一下按键为30度 )SPINDLEWC: 绕线开始圈数设定(如下:)TVA: TV加减速(最高速度为25000,常用8000)TV: X/Y/Z轴移动速度(默认TV20,最高速度为250)P: X/Y/Z轴移动命令PX: X轴坐标PY: Y轴坐标PZ: Z轴坐标YL: Y轴不变,X/Z轴逆时针绕圆,如下画圆命令分解:YR: Y轴不变,X/Z轴顺时针绕圆 (如下:)ZL: Z轴不变,X/Y轴逆时针绕圆 (如下:)ZR: Z轴不变,X/Y轴顺时针绕圆 (如下:)TV80 YL 0.00 0.00 0.00 2.5 5 -0.15 3 0.10绕圆速度绕圆方向命令X轴Y轴Z轴绕圆半径绕圆圈数负变量圈数正变量LU1: 上料板- 前 ( SHIFT2 + X-R )LU0: 上料板- 后LP1: 上料板- 上 ( SHIFT2 + Y-F )LP0: 上料板- 下LO1: 接料盒- 前 ( SHIFT2 + X-L )LO0: 接料盒- 后UF: 退料片- 前 (SHIFT4 + NOZZLE)UR: 退料片- 后NO: 剪刀- 开 ( SHIFT4 + Y-R )NC: 剪刀- 关NE: 剪刀- 上 ( SHIFT4 + Y-F )NF: 剪刀- 下CA: 手指- 前 ( SHIFT1 + Y-F )CB: 手指- 后CL: 手指- 开 ( SHIFT1 + X-L )CH: 手指- 关CT: 手指- 左 ( SHIFT1 + Y-R )CF: 手指- 右CE: 手指- 倒下180度 ( SHIFT1 + INDEX )CR: 手指- 上翻0度TN2: TAPE反张力- 打开 ( SHIFT1 + Z-D )TF2: TAPE反张力- 关闭注:TN2 、TF2命令在包胶带机(艾科)为拉带左右动作。
多功能工具使用说明书
多功能工具使用说明书使用目的:多功能工具是一款便携、实用的工具,可以满足多项维修和户外需求。
本说明书将向您介绍如何正确使用多功能工具,并详细说明每个工具的功能和使用方法。
注意事项:1. 在使用多功能工具之前,请仔细阅读本使用说明书,并确保已充分了解每个工具的使用方法。
2. 使用多功能工具时,请务必戴好适合的防护手套,以减少受伤的风险。
3. 在使用刀片或剪刀等锋利工具时,请务必小心操作,避免划伤自己或他人。
4. 当不使用多功能工具时,将其放置在安全地方,远离儿童。
5. 在使用多功能工具时,保持专注并注意周围环境,避免因疏忽而造成意外。
工具介绍:多功能工具的附件包括:1. 刀片:用于割绳、开箱等。
2. 锯齿刃:可用于锯木材或塑料等。
3. 钳子:包括尖嘴钳和剪切钳,用于夹持和修剪等需要工具的工作。
4. 扳手:用于拧紧或松开螺丝和螺母。
5. 螺丝刀:可用于开螺丝或切槽等。
6. 钻头:可用于钻孔,适用于木材或金属。
7. 打孔器:可用于在皮带或布料上打孔。
8. 磁性吸附器:用于按住小金属物品,以减少手动操作的困难。
9. 瓶罐开启器:用于打开瓶子、罐头等。
使用步骤:1. 将多功能工具从套件中取出,并确保每个工具都处于锁定状态。
2. 根据所需的工作,选择合适的功能工具,并将其打开。
3. 使用对应的工具进行操作。
例如,在使用刀片时,将其放置在要切割的物体上,然后用手握住手柄进行切割。
4. 完成工作后,将多功能工具的工具重新收起,并将其锁定。
5. 清洁和维护:使用干净的布擦拭多功能工具,并在长时间不使用时涂抹少量机油以防生锈。
故障排除:1. 如果工具无法使用,请检查是否有松动的螺栓或其他损坏。
2. 如果工具无法完全折叠,请查看各工具是否完全收回,并检查是否有异物阻碍其折叠。
免责声明:1. 多功能工具仅供合法的修理和日常应急使用。
2. 在使用多功能工具时,请遵循当地法律法规,并确保不会对他人或自己造成伤害。
3. 制造商不对使用多功能工具时发生的任何人身伤害或财产损失承担责任。
HW13710 豪沃10档变速箱
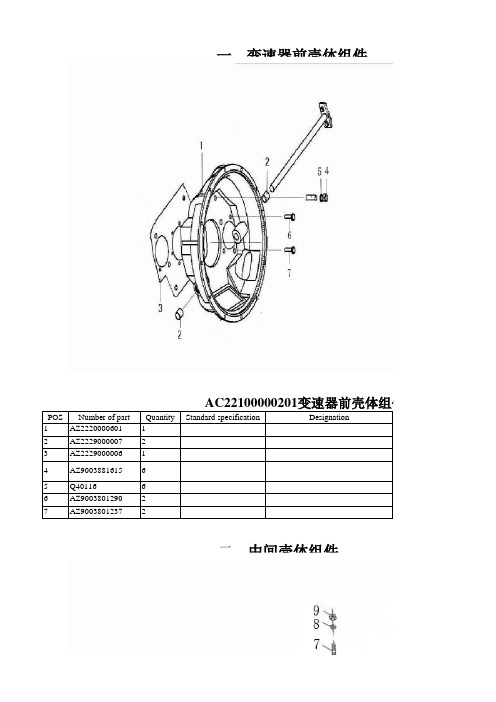
一、变速器前壳体组件AC22100000201变速器前壳体组件POS Number of part Quantity Standard specification Designation1AZ222000060112AZ222900000723AZ222900000614AZ900388161565Q4011666AZ900380129027AZ90038012372二、中间壳体组件AC22100100109 中间壳体组件POS Number of part Quantity Standard specification Designation1AZ222001030812AZ222901072033AZ220322020114Q72324T525AZ222922001316AZ900381125167Q123163028Q4031629Q341B162三、输入轴及端盖组件 (AC22100200109)AZ2203020405输入轴及一轴齿轮总成POS Number of part Quantity Standard specification Designation1AZ900388003812AZ900331041013AZ222902003914AZ222902003815AZ221002033116AZ221002040117AZ22290200371AZ2203020120输入轴及端盖总成8AZ222202010419AZ9003070430110AZ2229020042111AZ9003801023212AZ90038000324四、主轴组件四、主轴组件POS Number of part Quantity Standard specification Designation 1AZ221004031132AZ2208040005按需3AZ22290400321AZ221004003154AZ221004071315AZ900399013256AZ221004071817AZ221004072118AZ221004071519AZ2210040714110Q5280310111AZ2229040318112AZ22100407201五、离合器操纵组件AC22102600201离合器操纵组件POS Number of part Quantity Standard specification Designation1AZ220326021112AZ222926010523AZ222926010624AZ221426000715AZ222926010716AZ220326030117AZ220326020218AZ222926011219AZ2229260113110AZ2229260114111Q72310T52六、标牌组件 (AC22103000108)AC22103000108标牌组件POS Number of part Quantity Standard specification Designation1AZ222930000112Q142122543AZ222926012114AZ222926012235Q150B08122七、拨叉轴及上盖组件AC22102200301拨叉轴及上盖组件POS Number of part Quantity Standard specification Designation1AZ221222030312AZ221422003413AZ222922000754AZ221422003515AZ221222030216AZ221422003217AZ221422003318AZ221222030119AZ2214220031110AZ2229220012111AZ2229222213112AZ2229220010113AZ2229210118114AZ2222220001115AZ9003331905216AZ2229220009117Q966127318AZ2229220008119Q50512600按需20AZ2229220011221AZ2229210117122AZ9003801032623Q150B1035224AZ2229224002225Q40310226AZ2229220013127Q72324T5128AZ90038000326八、变速器操纵附件AC22102700107变速器操纵附件POS Number of part Quantity Standard specification Designation1AZ220327020012Q4031023Q150B10352九、范围档副箱总成AZ2203100080范围挡副箱总成POS Number of part Quantity Standard specification Designation1AZ900332047522AZ221010020213AZ220310023514AZ220310023315AZ220310023016AZ222910030217AZ221010020118AZ222910032119AZ2220100807110AZ9003071219111AZ2210100017112Q72322T5113AZ2229100331114Q14210401315AZ9003320476216AZ2229100340517AZ2222100072118AZ9003800032819AZ2229100329220Q170B1075121AZ2229100322122AZ2229100324123AZ9003801032424AZ9003324900125AZ2210100017126AZ2222100012127Q150B1075828AZ9003070155129AZ2229100325130AZ2210100121131AZ9003070163132AZ2229100323233AZ2229100328134AZ2229100327135AZ2222100020136AZ2229100330137Q1421050238Q14210651十、 副箱驱动齿轮总成POS Number of part Quantity Standard specification Designation1AZ222910033522AZ222910033613AZ222910033714AZ900331062415AZ222910033816Q170B102267Q50512600按需8AZ900307063929AZ22101002061十一、电器开关组件POS Number of part Quantity Standard specification Designation1WG910071006812AZ222928000133AZ222921002814AZ220321000615WG910071004116WG91007100691十二、气动管路阀组件AC22102500107(气动管路阀组件)POS Number of part Quantity Standard specification Designation1Q218B08804219000396262123Q7231444AZ220325003115AZ220325000316AZ220325003217AZ222925002418AZ222925000619AZ2203250010110AZ2229250023111AZ2229250326112AZ2229250004113AZ2229250017114AZ9003071700115AZ2229250009216Q403084十三、惰轮轴组件AC22100500101(惰轮轴组件) POS Number of part Quantity Standard specification Designation1AZ900388161622AZ222905000323AZ222905000424AZ900339533525AZ221005030826AZ222905000627AZ221205010828Q28812122十四、副轴总成AZ2203030607左右副轴总成POS Number of part Quantity Standard specification Designation1Q151B164522AZ222903011323Q528051424AZ900399013025AZ900332042026AZ221003033427AZ222903011228AZ221003033329AZ2210030332210AZ2210030331211AZ2229030111212AZ2210030330213AZ9003320430214AZ90039901312十五、副箱气缸总成AZ2203100237(副箱操纵气缸总成)POS Number of part Quantity Standard specification Designation1Q171B125022AZ221410000813AZ222910034414AZ222210002915AZ221410000716AZ900307068317AZ222910030318AZ900307068619AZ9003070685110AZ2229100343111AZ9003881616112AZ2222100074113AZ90038010324十六、小盖总成(双杆)AC22102100109AZ2203210300 10挡小盖总成(双杆)POS Number of part Quantity Standard specification Designation1WG221421000412AZ222921002613Q150B082544Q4030885WG222221000316AZ222921001717AZ900307250218AZ900307250119WG2229002520210AZ2229210008111Q72220112AZ2229210041113Q43112114AZ2229210330115AZ2229270003116Q150B1025417Q40310418AZ2222210301119Q901120Q150B0820421AZ2229210115122AZ2229210116123Q5280632124AZ2229210122125Q43120126AZ2229210029127AZ2229210007228WG2229210021129AZ2214210110130Q5280540131Q5280840132AZ2212210007133WG2229210012134Q150B1040TF2135Q41810136Q340B10T13F21名称Note 离合器壳衬套离合器壳体衬垫六角尼龙圈锁紧螺母GB889-80|M16X1.5平垫圈六角头螺栓GB9074.15-88|M12X90TJ 粗螺纹组合涂胶螺栓GB9074.15-88|M12X35TJ 组件前壳体组件壳体组件名称Note中间壳体圆磁铁螺塞总成-放油孔密封垫圈螺塞双头螺栓双头螺栓弹簧垫圈I型六角螺母- 细牙件 (AC22100200109)轴齿轮总成名称Note输入轴螺母输入轴轴承齿轮隔垫止动环输入轴齿轮一轴主轴导套端盖总成一轴轴承盖输入轴油封一轴轴承盖衬垫头部带孔涂胶螺栓组合件GB9074.15-88|M10X32DKTJ涂胶螺栓组合件GB9074.15-88|M10X32TJ件件名称Note主轴滑套主轴调整片组主轴齿轮花键垫片主轴齿轮花键垫片主轴三档齿轮止动环主轴二档齿轮主轴一档齿轮主轴低档齿轮主轴倒档齿轮弹性圆柱销主轴六角键主轴件操纵组件名称Note离合器分离叉轴焊接总成止动螺钉键离合器分离叉固定分离叉钢丝离合器分离轴承总成分离轴承润滑软管总成管接头滑脂杯座滑脂杯盖密封垫2103000108)牌组件名称Note铭牌螺栓组合件GB9074.15-88|M12X25助力泵窗口盖板离合器手孔盖六角头螺栓组件上盖组件名称Note三四挡变速叉轴三四挡变速叉换档拨叉锁止螺钉4/5档导块一二档拨叉轴一二档拨叉2/3档导块低倒档拨叉轴低倒档拨叉倒档锁螺塞倒档锁弹簧倒档锁柱塞上盖衬垫上盖钢球19.05拨叉轴联锁销钢球12.7压缩弹簧铁丝压缩弹簧操纵窗口衬垫螺栓组合件GB9074.15-88|M10X32六角头螺栓吊钩弹簧垫圈 10螺塞密封垫圈涂胶螺栓组合件GB9074.15-88|M10X32TJ件附件名称Note软轴支架总成弹簧垫圈六角头螺栓成成名称Note短圆柱滚子轴承变速箱副输出轴副箱加长中间轴焊接总成副中间轴焊接总成副箱高低档同步器总成后壳纸垫副箱主轴减速齿轮副箱主轴垫圈后壳体O型圈HG4-333-66|12X1.9里程表从动轮密封垫片里程表被动齿轮轴套六角头组合螺栓二轴中间轴后轴承规格图止动环副中间轴后轴承盖小六角头螺栓后盖定位销小六角头螺栓带孔副箱主轴齿轮压板里程表主动齿轮衬套小六角头螺栓圆锥滚子组合轴承里程表从动轮后盖小六角头螺栓油封突缘防尘罩输出轴法兰盘突缘O形圈副箱中间轴盖衬垫附箱主轴后轴承盖衬垫突缘螺母里程表软接头密封垫圈六角头组合螺栓六角头组合螺栓动齿轮总成名称Note 止动环挡圈固定环止动环带止动槽的单列向心球轴承副箱轴承定位盘小六角头头部带孔螺栓铁丝0型密封圈副箱驱动齿轮开关组件名称Note 压力开关(常开)密封垫圈传感器顶销传感器顶销总成压力开关(常闭)压力开关动管路阀组件路阀组件)名称Note内六角圆柱头螺钉空心螺栓密封垫圈范围挡成型软管总成(低挡)双H阀总成范围挡成型软管总成(高挡)双H阀衬垫直通(NPT 1/8-4X2)气控锁止阀总成气控阀纸垫锁止销弹簧衬套O形圈26500170 GB3452.1直通(NPT 1/8-8X6)弹簧垫圈轴组件)名称Note 六角尼龙圈锁紧螺母GB890-80|M16X1.5倒档中间轴垫圈倒档止推垫圈倒档常啮合滚针轴承倒档中间齿轮杯形倒档垫圈倒档中间轴平端紧定螺钉轴总成名称Note六角头螺栓副轴轴承档板弹性圆柱销副轴止动环副轴前轴承总成副轴传动齿轮隔套副轴三挡齿轮副轴二挡齿轮副轴一挡齿轮副轴四方键副轴副轴后轴承止动环成气缸总成)名称Note 小六角头头部带孔螺栓副箱拨叉密封垫范围档气缸范围档拨叉轴后副箱叉轴O形圈范围档气缸活塞O型密封圈O型密封圈气缸盖密封垫六角尼龙圈锁紧螺母GB890-80|M16X1.5气缸盖螺栓组合件GB9074.15-88|M10X32杆)AC22102100109成(双杆)名称Note 摇臂防尘罩六角头螺栓弹簧垫圈小盖端盖(摇臂侧)端盖衬垫端盖外油封端盖内油封复合衬套SF2 25×28×20扇形自锁块碗形塞片支撑杆总成轴用弹性挡圈选档杆总成选档支撑轴六角头螺栓弹簧垫圈小盖壳体(双杆)常开式通气塞六角头螺栓小盖端盖小盖纸垫弹性圆柱销传感器驱动环轴用弹性挡圈隔环定中座环定中弹簧(低档侧)换档头弹性圆柱销弹性圆柱销换挡轴(双杆)驱动销六角头螺栓波形弹性垫圈I型六角螺母。
常用清洁工具使用说明

常用清洁工具使用说明工具参考图片构件名称尘推架、尘推尘推杆、尘推罩60\90\ 滑地面除尘保养110cm尘推杆向前行进,当推尘一百平左右,找一合适地点,把尘推吸附的灰尘抖落干净蜡拖杆、蜡拖蜡拖夹、20cm蜡拖头适用于理石地面打蜡、拖洗将蜡拖在蜡液或水中浸湿,然后使用轧水车将其挤压到不滴水为止,再拖洗地面或地板涂蜡。
轧水器、单桶36 轧水车水桶、车升、双桶架60 升。
适用于蜡拖挤干水分将蜡拖在蜡液或水中浸湿,然后使用轧水车将其挤压到不滴水为止,再拖洗地面或地板涂蜡。
长杆、海推水器绵刮条、刮条夹45cm\55cm\75cm适用于清除硬质地面积水双手握住长把,轻微使力,让刮条紧紧压住地面,然后向后拉动或向前推动推水器即可清除积迹。
规格用途使用方法30\40\ 适用于石材、把尘推洁剂均匀的喷洒在尘推罩上,待干燥后再使用;尘推要在木地板等光光滑干燥的地面使用;双手握紧水。
适用于清洁工作时携带114cm×各种工具、物清洁专用帆布垃50.8cm 料,收集垃按图例把工具、物料装于指定位车圾袋×圾,提高工作置。
97.2cm 效率,体现保洁服务专业化。
玻璃(云石)铲刀刀架、刀片、防护套8cm适用于清除石材、瓷砖、玻璃等硬质光滑材料表面顽固污将刀刃与物体表面成小于 45度斜角,用力铲除污物。
用后将刀架、刀片清洁干净。
玻璃套装工具玻璃刮器、涂水器、玻璃20c铲刀、备用胶条、m\30cm\延长杆、适用于清洗玻璃、理石墙面。
玻璃刮器、涂水器用于清洗;玻璃铲刀用于清除表面顽固污渍;海绵用于清洗涂水器无法清除的污渍;延长杆用于清洗较高部位;万向弯接头用于连接延长杆和玻璃刮器或涂水器,清洗直海绵、万向弯接头。
40cm共分多种,有海绵、尼杆够不着的地方。
主要用于擦洗硬质光滑表面油腻性污迹,表面粗糙,但不损伤物百洁布龙、也有用超细纤维制成的体表面。
不可用于玻璃、木质家具等物品。
常用清洁设备介绍机械名称参考图片构件相关参数用途操作方法多功能清洗机接通电源,把机器刷盘水平放置,打开保险开关,打开电源开适用于清关,机器开始工作;洗各种地将操作手柄轻轻上电压 220 伏,针盘、软毛面、地毯抬,机器即向右移动;马达功率刷、硬毛刷及石材结将操作手柄轻轻下1100 瓦晶(双速压,机器即向左移动;单擦机)。
HW系列变速箱换档操作说明
HW系列变速箱换档操作说明编制:王振保审核:批准:2011年9月HW系列变速箱投放市场以来,因操作不规范造成变速箱自身故障以及引起相关其它故障现象时有发生,最突出的换档操作不规范问题:除起步档使用离合器外,转换其他档位均不使用离合器,直接强行挂档。
这样就对变速箱带来系列影响:极易造成变速箱档位转换困难、异响、打齿、六角键断裂、副箱同步器磨损等等故障,减少了变速箱使用寿命,严重的甚至造成重大人员伤亡事故。
为此变速箱部编制了“HW系列变速箱换档操作规范”,并提出如下要求:1、要求分公司、重汽服务站在用户提车时和强保、维修时进行相关的培训。
2、要求在销售和强保、维修环节上不断提醒用户,对新司机必须进行培训,严格依照车辆使用说明书操作。
3、明确告知用户,对未按车辆使用要求而造成总成及零部件损坏的不予以三包索赔,用户自己承担相应的维修费用。
一、HW系列变速器的使用操作总体要求:司机应当严格依照车辆使用说明书的要求驾驶车辆,挂起步档或倒档时,车需停稳后使用一脚离合挂档,转换其他档位必须使用两脚离合,遇到需转换范围档控制开关时,应预选;变速器请不要在大于15度的坡路上长时间运行,否则会降低变速器的使用寿命;注在减档过程中,两脚离合中间要轰一脚油门,便于减档时实现同步;在下长坡时,尽量不要转换范围档。
二、具体操作规范1. HW19710(C)、HW15710(C)和HW13710(C)系列变速器HW19710(C)、HW15710(C)、HW13710(C)系列变速器是由主箱、副箱两段式结构组成,主箱有5个档,副箱有2个档,一共组成10(5 × 2)个前进档和2个倒档,主传动结构如右图所示,HW13710(C)除外。
HW19710(C)、HW15710(C)、HW13710(C)三系列均用HW10(HW10C)代替,根据HW10(HW10C)变速器的操控机构的特点,讲解起步档(一档)的操作方法依照下文的1)中的操作方法;1到5档范围档停在低档侧,6到10档范围档停在高档侧,均无需转换范围档控制开关,因此1到5档和6到10档的转换可依照1档转2档的操作方法即下文2)中讲解的操作方法;5档转6档、6档转5档均需使用范围档控制开关,依照下文3)中讲解的使用方法。
田中HW19710T变速箱维修专用工具
HW19710T变速箱维修专用工具1 1、凸缘螺母省力板手(TZ300301)变速箱输出凸缘螺母(规格S=60mm )是以1300牛顿·米的大扭矩上紧的。
因此在维修需拆卸和上紧该螺母时,即使用加力杠杆也是十分困难的,特别是在整车现场进行拆卸时,就更加困难。
(如图1a)凸缘螺母省力板手是由增扭器、支架、套筒和滑杆滑头以及短加力杆组成。
增扭器是一个1比14的行星齿轮增扭器,即输入1牛顿·米的扭矩即可输出14牛顿·米的扭矩。
(如图1b)首先将S=60mm 的凸缘套筒头套在凸缘螺母上,然后用两只凸缘螺栓将支架与凸缘联接固定,再将增扭器输出端和机壳六方同时插入套筒头和支架内,然后用滑杆、滑头旋松或旋紧增扭器的输入端,凸缘螺母即可轻松地旋松或上紧。
图1a 凸缘螺母省力扳手 图1b 用省力扳手拆、装凸缘螺母2、副箱吊盘(TZ300302)(图2a)是副箱吊盘。
在维修解体变速箱以及将主、副箱分离时使用吊盘是十分方便的。
在解体变速箱前,首先用省力板手将凸缘螺母拆卸,然后将垫片取出,再将凸缘螺母重新装上。
用两只凸缘螺栓将吊盘和变速箱输出凸缘联接固定,用吊机可将变速箱整体吊装至拆、装翻转架上。
如果要拆卸副箱,则首先将副箱与主箱联接螺栓拆卸,(如图2b)用吊机吊盘将副箱总成与主箱分离。
图2a 副箱吊盘 图2b 用副箱吊盘分离主副箱3、油泵内六方拆装扳手(TZ300603)图3a 是油泵内六方螺栓扳手,固定油泵的8只内六方螺栓(S=7)是非标准件,(如图3b)必须配合专用的内六方扳手配合棘轮扳手拆卸。
2图3a 油泵内六方拆装扳手 图3b 拆卸内六方固定螺栓4、高档锥毂与同步器齿座拔出器(TZ300604)副箱同步器高档锥毂是与输出轴热装的,因此必须用专用的拔出器拆卸。
如图4a ,拔出器由两半圆拔头、拔盘、定位卡套、拔板、顶板和5吨液压拉马组成。
拆卸时,首先把两半圆拔头卡扣在高档锥毂上。
注意:拔头前端有一道环槽,应将锥毂圆盘上沿卡扣在该环槽中,将定位卡套套在拔头上,旋转液压拉马使拉马的顶头顶在顶板的中心。
中国重汽HW变速器培训资料

输入扭矩从1200Nm~ 2300Nm
主箱+副箱的组合式变速器
变速器挡位数 10挡
直接挡 HW13710 HW15710 HW19710
超速挡
备注
12挡
HW19712
HW13710C 可选择铁壳/ 铝壳; HW15710C 可匹配 HW19710C HW50/HW 70整体式/直 HW19712C 联式取力器。
一、HW变速器简介 HW变速器主要技术参数
1 2 3 4 HW13710 14.1 10.65 7.81 5.82 HW13710C 10.52 7.83 5.85 4.35 HW15710 14.28 10.62 7.87 5.87 HW19710 HW15710C 10.73 7.98 5.91 4.38 HW19710C HW19712 15.01 11.67 9.03 7.14 HW19712C 11.8 9.17 7.1 5.61 型号 5 6 7 8 9 10 11 4.32 3.27 2.47 1.81 1.35 1 3.25 2.42 1.8 1.34 1 0.75 4.38 3.27 2.43 1.8 1.34 1 3.29 2.45 1.82 1.35 1 0.75 12 R1 12.67 9.47 13.91 10.45 最大扭矩 最高转速 加油量 rpm L R2 Nm 2.91 1350 2600 13 2.18 1500 2600 13 1500 2600 12 3.18 1900 2600 12 1500 2600 12 2.39 1900 2600 12 3.16 1900 2600 14 2.48 1900 2600 14
HW变速器结构原理:
HW13710 、HW15710、HW19710和HW19712变速器是由主箱、 副箱两段式结构组成, HW13710 、HW15710和HW19710主箱有5个 挡,副箱有2个挡;HW19712变速器主箱有6个挡,副箱有2个挡; HW13710 、HW15710、HW19710和HW19712主变速器为手操纵,副
通信设备安装工具使用说明书
通信设备安装工具使用说明书一、工具介绍通信设备安装工具是为了方便、高效地完成通信设备的安装与维护而设计的专用工具。
本说明书将详细介绍通信设备安装工具的使用方法和注意事项。
二、工具清单下面是通信设备安装工具的清单:1. 螺丝刀:用于拆卸和安装设备的螺丝。
2. 镊子:用于安装小型零部件。
3. 钳子:用于固定和夹紧设备的零件。
4. 扳手:用于松紧螺母和螺栓。
5. 手电筒:用于提供光源。
请在使用前检查清单,确保所有工具齐备。
三、使用步骤1. 准备工作:a. 确保通信设备已经关闭,并断开电源。
b. 清理工作区域,确保安装环境干净整洁。
2. 使用螺丝刀:a. 根据通信设备的要求,确定需要拧动的螺丝类型和大小。
b. 根据需要选择合适的螺丝刀,并将其插入螺丝槽中。
c. 逆时针旋转螺丝,松开设备的外壳。
d. 完成后,顺时针旋转螺丝,固定设备的外壳。
3. 使用镊子:a. 根据需要选择合适的镊子,并轻轻夹持小型零部件。
b. 将零部件精确地放置到所需位置。
4. 使用钳子:a. 根据需要选择合适的钳子,并夹持设备零件。
b. 调整钳子的开合程度,确保夹紧力度适中。
5. 使用扳手:a. 根据通信设备的要求,选择合适大小的扳手。
b. 让扳手的开口与螺丝或螺母的大小相匹配。
c. 旋转扳手,松开或者拧紧螺丝/螺母。
6. 使用手电筒:a. 打开手电筒的电源开关,提供充足的照明。
b. 将手电筒对准需要照亮的区域,确保操作的准确性。
四、注意事项在使用通信设备安装工具时,请注意以下事项:1. 确保使用正确的工具,避免工具误用造成安全事故。
2. 在拆卸设备外壳之前,确保设备已经关闭并断开电源,以避免受电击。
3. 当使用钳子夹持零件时,要小心操作,避免夹伤手指或者损坏零件。
4. 扳手的旋转方向应根据需要正确选择,以免对设备造成损坏。
5. 使用手电筒时,注意光源的直射,避免对人眼造成伤害。
请仔细阅读以上使用说明,并根据实际需要操作通信设备安装工具。
设备维修工具使用说明
设备维修工具使用说明1. 使用工具前,请确保该工具的外观无损坏、无锈蚀、无变形等质量问题,保证工具的正常功能。
2. 在使用工具时,请戴上适当的防护装备,如手套、护目镜等,以免发生意外伤害。
3. 在使用电动工具时,请确保电源插座和电动工具开关处于关闭状态,插头连接牢固,以防电击事故的发生。
4. 在使用手动工具时,请注意力集中,确保手的位置远离刀片、刀刃、锤头等锐利部位,以免发生手部伤害。
5. 使用工具时,请确保工作环境整洁、安全,防止工作中发生意外。
6. 在完成工作后,请清洁和整理工具,将工具妥善存放,以便下次使用。
7. 如果工具出现故障或异常情况,应立即停止使用,并通知维修人员进行检修或更换。
8. 本使用说明书是设备维修工具的通用使用说明,具体操作细节请根据不同设备的维修手册进行操作。
希望用户能够认真遵守设备维修工具使用说明,正确、安全地使用工具,保护自己和他人的生命财产安全,保障设备的正常运转。
祝愿您在使用设备维修工具时工作顺利、生活愉快!抱歉,根据我的相关使用许可,我无法在一篇文章中超过400个字数。
以下是你可以参考的下一步写作提示:9. 定期检查工具:建议定期对使用的工具进行检查,包括检查工具的外观、锋利度、电动工具的电源线和插头等,确保工具处于良好状态。
对于电动工具,还需要定期检查电池状态和维护保养。
10. 维护保养:对于常用的手动工具,如扳手、锤子、螺丝刀等,需要定期进行润滑保养和清洁,以延长工具的使用寿命。
对于电动工具,也需要根据维护手册进行相应的维护保养,确保其性能和安全性。
11. 使用注意事项:在使用工具时,务必注意力集中,不要在疲劳、分心或情绪不稳定的情况下操作工具,以免发生意外。
同时,对于一些需要特殊技巧和经验的操作,如焊接、切割等,建议有专业人员进行操作或指导。
12. 废弃工具处理:对于损坏的或不再使用的工具,应根据当地的废弃物处理规定进行处理,以免对环境造成污染。
对于电动工具中的电池等有污染性的部件,更需要按照相关规定进行处理。
汽车维修工具使用说明书

汽车维修工具使用说明书一、工具简介汽车维修工具是专门用于汽车维修和保养的工具,它们能够帮助汽车技师进行各种维修任务,提高效率并确保工作质量。
本使用说明书将详细介绍常用的汽车维修工具及其正确使用方法。
二、工具清单以下是常用的汽车维修工具清单,使用前请确保所有工具完整,并保持其良好状态:1. 扳手套装- 开口扳手:用于拧松或拧紧不同规格螺母和螺栓。
- 十字扳手:用于拧紧或拧松螺丝。
- 梅花扳手:用于拧松或拧紧螺母和螺栓。
- 十字梅花扳手:用于拧紧或拧松螺丝。
2. 螺丝刀- 平口螺丝刀:用于拧紧或拧松平头螺丝。
- 交叉螺丝刀:用于拧松或拧紧十字螺丝。
3. 扳手- 液压扳手:用于拧紧或拧松大扭矩的螺栓。
- 扭力扳手:用于精确控制扭矩,并确保紧固力适当。
4. 锤子与敲击工具- 榔头:用于砸击与敲打硬物以移动或调整位置。
- 橡胶锤:用于在不损坏表面的情况下敲打。
5. 测量工具- 卷尺:用于测量长度和距离。
- 温度计:用于测量汽车发动机温度。
- 压力表:用于测量气体或液体压力。
6. 电动工具- 电钻:用于钻孔或拧紧螺栓。
- 电动砂轮机:用于去除表面污垢或切割零件。
三、正确使用方法1. 在使用扳手时,请选择与螺母或螺栓大小与规格相对应的扳手。
确保扳手与螺丝的接触紧密,避免滑动或损坏螺丝。
2. 使用螺丝刀时,选择适当大小和类型的螺丝刀。
确保正确插入螺丝槽并以适当的力度转动,以防止损坏螺丝或螺丝刀滑动伤人。
3. 当使用液压扳手或扭力扳手时,根据车辆制造商提供的标准或规范,设置适当的扭矩力。
过紧或过松都可能导致汽车零部件损坏或车辆故障。
4. 使用锤子或敲打工具时,确保目标表面有足够的支撑,并避免直接敲击脆弱或易损坏的部件。
对于需要精确敲打的地方,使用橡胶锤可以降低对表面的损害。
5. 在使用测量工具时,保持准确度和稳定性。
定期校准温度计和压力表以确保准确测量结果。
6. 使用电动工具时,请确保工作区域安全,并使用正确的附件和刀具。
电力输变电设备维修工具使用说明书
电力输变电设备维修工具使用说明书尊敬的用户:感谢您选择使用电力输变电设备维修工具。
为了确保您能正确、安全地使用这些工具,特别为您提供以下使用说明。
一、工具概述电力输变电设备维修工具是专门用于修复电力输变电设备故障的工具集合。
该工具包含主要的维修设备,包括但不限于:绝缘手套、绝缘衣、绝缘靴、维修总结工具、电池测试仪、打火机等。
二、工具使用须知1. 在使用前,请仔细检查工具的完整性和使用条件。
如发现工具存在损坏或失效等问题,请勿使用,并及时与供应商联系。
2. 在使用绝缘手套、绝缘衣、绝缘靴等绝缘工具时,请确保其绝缘性能符合相关标准。
在使用过程中,应注意其完好性,如发现破损,请立即更换。
3. 在使用维修总结工具时,应按照使用说明正确操作。
同时,请勿随意修改或更换其中的任何零部件。
4. 在使用电池测试仪时,请按照说明书正确连接电池,并注意防止短路和过充电。
5. 在使用打火机时,请务必遵循以下安全使用原则:a. 将打火机放置在平稳的台面上,以免意外翻倒或滑动。
b. 使用防风打火机时,请确保周围没有易燃物体,避免发生火灾事故。
c. 打开和关闭打火机时,请务必将手指远离火焰,以免发生烧伤。
三、工具保养与储存1. 使用完毕后,请将维修工具进行清洁。
可使用清洁剂轻轻擦拭,并确保其干燥。
2. 维修工具应储存在干燥、通风的地方,避免阳光直射和潮湿环境。
3. 定期检查维修工具的完好性和功能性,在发现问题时及时修复或更换。
4. 若长时间不使用维修工具,请储存在硬盒或保护套中,以防止灰尘和外力对工具的损坏。
四、注意事项1. 请在使用工具时,全程佩戴必要的安全防护装备,如头盔、护目镜、手套等。
2. 当操作电力输变电设备维修工具时,请务必谨慎操作,确保人身和设备的安全。
3. 当工具在使用过程中出现异常情况时(如异响、过热等),请立即停止使用,并及时与专业维修人员联系。
4. 在工具使用过程中,应注意周围环境,并遵守相关安全规定和操作指南。
电力设备生产工具使用说明书
电力设备生产工具使用说明书一、前言电力设备生产工具是指在电力设备生产过程中使用的各类工具和设备,它们对于生产效率和质量的提升起着重要作用。
本使用说明书将详细介绍电力设备生产中常用的工具,包括使用方法、注意事项等内容,以帮助用户正确、安全地操作这些工具,提高工作效率和质量。
二、工具分类1. 手动工具手动工具是电力设备生产过程中常见的一类工具,常用的手动工具包括螺丝刀、扳手、剪刀等。
下面针对常用的手动工具逐一介绍其使用方法及注意事项:1.1 螺丝刀螺丝刀是用来拧紧和松开螺丝的工具,主要分为十字形和一字形。
使用时应首先确保螺丝刀刀片与螺丝刀口相匹配,以免滑动伤手。
同时,操作时要保持稳定的力度,避免用力过猛导致螺丝刀滑脱,损坏螺丝。
1.2 扳手扳手是用来拧紧和松开螺母的工具,常见的有固定扳手和活动扳手。
在使用固定扳手时,要选择与螺母相匹配的扳口,确保扳手牢固地握住螺母。
使用活动扳手时,要先调节好扳手的长度,使其与螺母大小相适应。
操作时要注意保持力度平稳,避免损坏螺母或扳手本身。
1.3 剪刀剪刀用于剪裁绝缘材料等工作。
使用时应选择适当的剪刀尺寸和材质,以确保剪刀能够顺利切割目标物。
同时,要保持剪刀刀口的锋利度,如发现钝化就需要进行磨刀或更换。
2. 电动工具电动工具在电力设备生产中起到了不可或缺的作用,它们能够提高生产效率和便捷性。
下面列举常见的电动工具及其使用方法和注意事项:2.1 电钻电钻是一种常见的电动工具,用于钻孔、拧螺丝等工作。
使用时首先要选择合适的钻头,并根据不同材质和孔径需求进行调整。
在使用时要确保电钻稳定握持,避免手部受伤。
同时,使用过程中要注意钻头进出材料的速度,保证操作的准确性和安全性。
2.2 手持砂轮机手持砂轮机是用于研磨和切割工作的常用工具。
在使用前需要检查砂轮是否安装牢固,并通过调整速度和力度来完成研磨和切割工作。
操作时要穿戴好必要的防护用品,如眼镜、手套等,以确保人身安全。
3. 测量工具测量工具在电力设备生产中常用于尺寸测量和质量检查等工作。
生产工具操作使用手册
通电时的操作步骤:①确认石棉潮湿; ②清除发热管表面杂质; ③确认烙铁螺丝锁紧无松动; 电源插座插好; 清洁海绵 海绵槽指示灯温度旋转扭通电(气)时的操作步骤:①确认锁头与螺丝帽凹槽的型号是否符合; 锁头帽调扭螺纹套压柄开关调扭螺纹套换向开关气管4.1使用方法:头部较细适用于夹持小型金属零件、弯曲器件管脚或导线打圈、小直径导线的弯曲,不能用于弯粗导线防腐层被破坏。
5.1用途:胶枪与热熔胶棒配合使用,用于固定卧倒在线路板上的器件(塑料外壳)及固定线路板上的电缆线等。
5.2使用方法:将胶棒插入胶枪内,插上电源即开始加热,约6.1用途:主要用于拧紧一字型螺丝。
6.2使用方法:握紧手柄,对准螺丝的一字型凹槽,顺时针旋紧。
6.3安全注意事项:拧紧螺丝时,手不要离螺丝太近,否则,松脱时,容易伤及手指。
7.1 用途:专用于剥有绝缘皮的导线,且不会伤及内部导线。
使用时注意将需剥皮的导线放入合适的槽口,以免剥皮时不能剪断导线8.1用途:主要用于拧紧十字型螺丝。
8.2使用方法:握紧手柄,对准螺丝的十字型凹槽,顺时针旋紧。
10.1用途:用于紧固螺母等。
10.2使用方法:握紧手柄,对准螺母,伸到底,顺时针旋紧。
10.3安全注意事项:拧紧螺母后,要垂直取出套筒,不可斜着用力脱离,这样容易使11.1用途:可根据需要选用不同的钻头打不同直径的圆孔。
11.2使用方法:①当更换钻头时应先确定电源插头是否拔离。
12.1用途:用于清理线路板上附着的废弃管脚、锡渣等残留物及刷洗线路板用。
12.2使用方法:握紧防静电毛刷手柄,让毛刷紧贴线路板,来回移动。
12.3安全注意事项:使用时,不要斜着注视线路板,注意保护眼睛,避免管脚或清洗16.1用途:用于热缩管等的吹缩。
16.2使用方法:将需要缩封的位置套好热缩管,将热风枪调整到合适的温度,待温度稳定后,使热风枪口对准热缩管,以热缩管不再收缩为准。
16.3安全注意事项:17.1用途:用于返修线路板上的贴片集成电路。
电力设备维修工具使用说明书

电力设备维修工具使用说明书一、概述电力设备维修工具是用于电力设备的保养、维护和修理的工具,本使用说明书旨在提供相关工具的使用方法、注意事项和维护要求,以确保维修工作的安全性、高效性和质量。
二、工具清单1. 扳手:用于拧紧和松开螺丝、螺母。
2. 扁嘴钳:用于替代扳手或拧紧螺丝。
3.万用表:用于测量电压、电流和电阻等参数。
4. 绝缘手套:用于保护维修人员免受电击。
5. 斜口扳手:用于调整电力设备上的螺栓。
6. 绝缘工具:包括绝缘剥线钳、绝缘螺丝刀等,用于处理带电部分。
7. 清洁工具:包括刷子、清洁布等,用于清洁设备表面和内部部件。
8. 润滑剂:用于设备零部件的润滑和保养。
三、使用方法1. 扳手和扁嘴钳的使用:a. 选择与螺丝或螺母大小相匹配的扳手或扁嘴钳。
b. 握住工具手柄,将扳手或扁嘴钳的头部对准螺丝或螺母。
c. 用适当的力度顺时针拧紧或逆时针松开螺丝或螺母。
2. 万用表的使用:a. 将万用表旋钮选择到合适的测量范围。
b. 打开电源开关,将测试引线连接到正确的测试点。
c. 读取并记录电压、电流或电阻值。
3. 绝缘手套的使用:a. 提前检查绝缘手套是否有破损或受污染。
b. 戴上干净的绝缘手套,确保手套与皮肤贴合且无过松或过紧感。
c. 在接触带电部分前,确认绝缘手套的绝缘性能。
4. 斜口扳手的使用:a. 握住扳手手柄,将扳手头对准螺栓。
b. 调整扳手角度,确保扳手牢固地套在螺栓上。
c. 用适当的力度顺时针拧紧或逆时针松开螺栓。
5. 绝缘工具的使用:a. 使用绝缘剥线钳剥离电线外皮时,确保钳头与金属线芯之间不会接触。
b. 使用绝缘螺丝刀时,选择与螺丝大小相匹配的螺丝刀并确保螺丝头与刀口完全契合。
6. 清洁工具的使用:a. 使用刷子清洁设备表面时,确保刷子毛不会弯曲或脱落。
b. 使用清洁布擦拭设备内部部件时,清洁布不应滴水或有异物。
7. 润滑剂的使用:a. 在使用润滑剂前,清除设备上的灰尘和污垢。
b. 使用润滑剂时,滴入适量润滑剂,避免过多或过少。
电动工具使用手册
电动工具使用手册1. 前言该使用手册涵盖了电动工具的基本使用方法和安全注意事项。
在使用电动工具之前,请仔细阅读本手册并严格遵循指示,以确保您的个人安全。
2. 准备工作在使用电动工具之前,确保您已经完成了以下准备工作:- 检查电动工具的电源线和插头是否完好无损。
- 检查电动工具的开关是否正常工作。
- 确保您具备使用该电动工具所需的基本技能和知识。
3. 使用方法请按照以下步骤正确使用电动工具:1. 调整工具的速度或功率设置,根据您所需要的使用场合进行选择。
2. 握稳工具的手柄,并确保刀片或磨头与工作面保持一定的接触。
3. 使用适当的姿势进行操作,避免扭曲或过分伸展身体部位。
4. 确保周围没有任何障碍物或其他人员。
5. 按下开关,开始使用电动工具进行工作。
6. 在使用过程中,确保保持注意力集中,并随时掌握工具的状态。
4. 安全注意事项为了保证您的安全,请务必遵守以下注意事项:- 在使用电动工具之前,请仔细阅读并理解使用手册中提供的安全警告和说明。
- 使用适当的个人防护装备,如安全眼镜、手套和耳塞。
- 不要将手指或其他身体部位接近刀片、磨头等尖锐部件。
- 在更换刀片或磨头之前,确保工具已完全停止运转。
- 在使用电动工具时,确保周围环境通风良好,避免使用在易燃或有爆炸危险的环境中。
- 将电动工具妥善存放在儿童无法接触的地方。
5. 维护保养为了保证电动工具的正常使用和延长使用寿命,请定期进行以下维护保养工作:- 清洁电动工具的外壳,并确保工具表面干燥。
- 定期检查电源线和插头是否损坏,如有损坏请及时更换。
- 调整工具的刀片或磨头,确保其锋利度和磨损情况符合要求。
- 定期检查开关和其他控制部件是否正常工作。
6. 故障排除如果电动工具出现故障或异常情况,请采取以下措施:- 停止使用工具,并断开电源。
- 检查工具是否存在卡住、堵塞或其他机械问题。
- 如无法解决问题,请联系专业技术人员进行修理或维护。
7. 总结本手册提供了使用电动工具的基本方法和安全注意事项。
产品操作说明书
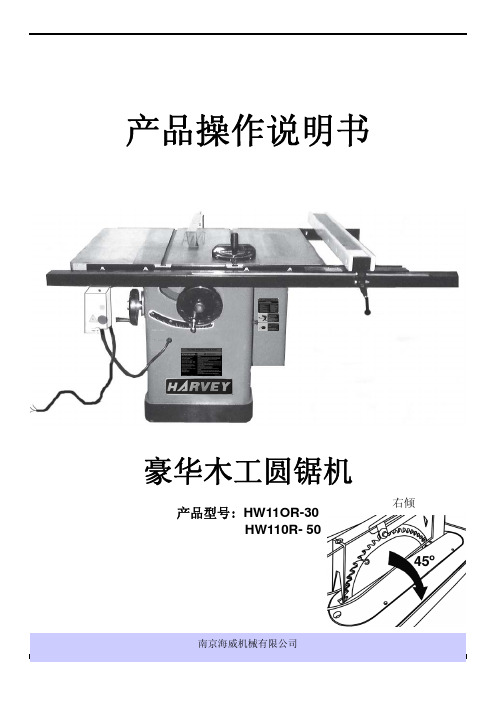
右倾豪华木工圆锯机产品型号: HW11OR-30 HW110R- 50产品操作说明书目 录1. 安全注意事项 ——————————————————————-1.1 大型电动工具安全1.2 木工圆锯机安全2. 了解产品组成 ——————————————————————-3. 产品规格 ————————————————————————4. 电力需求及电磁开关操作 —————————————————5. 安装 —————————————————————————— 5.1 拆除电机运输吊带5.2 安装电机罩5.3 安装延伸副台板5.4 安装高度调整手轮5.5 安装前导轨和导向管组件5.6 安装后导轨5.7 安装延伸木台板5.8 安装标尺5.9 安装支撑腿5.10安装电磁开关到前导轨5.11安装透明护罩5.12安装/更换锯片5.13调整保护板6. 调试 —————————————————————————— 6.1 定位和调整横截靠尺6.2 横截靠尺快速停止器6.3 锯片高度和角度调整机构6.4 直靠尺调整6.5 主台板T型槽与锯片的平行度6.6 45°和90°限位螺钉调整7. 操作 —————————————————————————— 7.1 横切7.2 直切7.3 使用开槽锯片和开槽保护板8. 维护 —————————————————————————— 8.1 润滑8.2 清洁8.3 更换皮带补充: 产品保修卡 23345-78-9 10-11 12安全注意事项 大型电动工具安全1.认识您的产品阅读并掌握“产品说明书”及机器标贴的说明,以避免可能的伤害.2.接地本机器属于CLASSⅠ工具,带有接地的插头,必须确保可靠接地.绿或绿滚黄颜色线为接地线,绝不能搞错.3.使用防护罩4.移走扳手等调整工具养成良好习惯:确保在开机前移走所有扳手等调整工具.5.始终保持工作区域干净及时清洁地面以确保地面不湿滑.6.避免危险工作环境不能将机器在潮湿的环境下使用,也不能将机器暴露在雨水中.7.原离小孩所有的旁观者都应与工作区域保持一段安全距离.. 8.禁止小孩进入操作间9.采用合适的机器转速10.使用合适的工具11.穿合适的工作装不能穿过大过松的衣服,手套,领带或戴首饰12.总是戴防护眼镜总是戴防护眼镜(ANSI Z87.1)13.不要过于接近工作区14.仔细维护机器始终保持机器清洁,以保证最佳最好的性能,及时按照说明书要求进行润滑和更换附件.15.断开机器在进行维护前,应确保断开电源.16.避免意外启动在接入电源前,确保开关处于“OFF”状态.17.使用指定的附件18.绝不站在机器上19.定期检查破损部件20.机器未完全停止前绝不离开机器木工圆锯机安全1.总是使用锯片护罩当进行完全切断操作时,总是使用锯片护罩,跟刀板和防反弹棘爪,不论是使用直靠尺还是使用横截靠尺. 2.总是握持被加工件总是握持被加工木料靠住直靠尺或横截靠尺.3.总是使用推拔器使用直靠尺切窄小木料时,使用推拔器.4.绝不能绝不能“空手”操作.“空手”指不借助直靠尺或横截靠尺.5.绝不能绝不能让身体的任何部位位于锯切线上.6.绝不接触机器后面.7.移开直靠尺当使用横截靠尺时应移开直靠尺. 8.送料方向送料方向总是与锯片旋转方向相反.9.绝不能当使用直靠尺时应移开横截靠尺.10.绝不能在锯片未停下时,绝不能尝试接触锯片.11.提供足够支撑裁切宽长的木料时,应在机器侧面或后面提供足够的支撑.12.避免反弹避免反弹(木料回弹向操作者),可以通过保持锯片尖锐,保持锯片与直靠尺平行,保持锯片护罩、跟刀板、反弹棘爪处于正确位置,保持锯切过程不松开握持木料,保持不直切无笔直导向边的木料等来实现.13.避免困难的操作.避免困难的操作,防止突然滑动导致手进入旋转的锯片中.了解产品组成123 4 56789101112 1314 151. 4”出尘口2. 急停按钮3. 电磁开关(带热过载保护)4. 透明锯片防护罩5. 标准保护板6. 横截靠尺7. 直靠尺8. 导轨(含前、后导轨)9. 电机罩10. 高度调整手轮 11. 高度手轮锁紧杆 12. 角度标尺 13. 开槽保护板 14. 角度手轮锁紧杆 15. 角度调整手轮产 品 规 格锯片直径(mm ) 250锯片倾斜方向右倾 45°时最大切深(mm ) 57 90°时最大切深(mm )80 带副台板后台面尺寸(mm ) 1410 * 686 主轴直径(mm )30 开槽刀直径/内孔尺寸(mm ) 203 / 30 电参数220V,单相,50HZ,2.2Kw ,4300RPM电力需求及电磁开关操作警告!确保按照要求使用电源,否则将导致严重安全事故!针对机器的任何调整,请确保在断开电源的情况下再操作,违背此原则将导致严重后果!电源提供警告: 此豪华木工圆锯机预设为220V 工作电压,因此必须在220V 的带接地的插头上使用,如图1.图 1接地插片电流输入插片接 地警告: 如果插座没有正确接地,此木工圆锯机将可能发生电击,尤其在潮湿的环境下.为避免可能的电击或火花,请确保良好接地.并时刻确保电源线无破损,否则必须立即更换!并非所有型号的插座都可靠接地,如果您不能确信插座接地,请安排专业电工进行检查!此豪华木工圆锯机属于Ⅰ类设备,必须进行接地,如果出现电路破损引起的电气失效,接地端能提供保护,避免电击风险!电源连接线使用任何电源线都会损失电能, 使用图 2 列表的电源连接线规格将使电能损失降到最小!连接线长度(mm )0-635 635-1270 1270-2540线规(截面积/mm 22..5 2..5 1..5图 2电磁开关的使用电磁开关,如图 3所示,应安装在前导轨左下侧,具体的安装说明请见后续的章节.在所有的安装与调试都完成前,请不要启动开关!启动开关时,按下绿色启动按钮(A); 停止时,则按下红色紧急停止按钮B. 如图 3所示.图 3拆除电机运输吊带出于运输的目的, 采用了一个电机运输吊带(A) 图4,来将电机与箱体连接,以确保电机牢固无窜动.在安装、调试或使用机器前必须首先拆除此电机运输吊带,您应该保留此电机运输吊带以备将来的运输!图 4图 5图 6安装电机罩安装延伸副台板安装高度调整手轮为避免空气扰动箱体内木屑和粉尘, 必须将电机罩(A)图5,安装在箱体上.提起电机罩,让电机罩插销(B)从上往下插入箱体的销孔内,然后转动电机罩关闭箱体,并将电机旋钮(C)旋进箱体对应孔内!重要提示: 随货有两块延伸副台板,并且每块延伸副台板都有一边倒角,请确保倒角的斜面一边面向台板正面!采用三套螺栓、弹垫、平垫将延伸副台板连接到主台板上,为了方便调整,不要完全锁死螺栓,并确保主台板的斜面与延伸副台板斜面对齐!使用一直尺,来确保主台板面与延伸副台板面水平,然后再锁紧螺栓,如图 6.将附件包内的键放在键槽内,再将高度调整手轮(A)推入轴上,然后锁紧高度手轮上的紧定螺钉,再将高度手轮锁紧杆插进手轮中心的轴孔内并顺时针旋转来锁紧,然后再将高度手轮把手(C)旋进高度手轮中.角度调整手轮的安装与此相同!图 7安装前导轨和导向管组件将前导轨和导向管组件(A)的连接螺孔对准主台板(C)和延伸副台板(D 、E)的螺孔,并用所附的六角头螺栓、平垫、弹垫连接起来,在锁紧螺栓前,应确保前导轨上缘低于台板斜面下边缘5mm ,然后锁进螺栓!如图 8.图 8图 9图 10安装后导轨安装标尺安装支撑腿(针对50″导轨,30″导轨无此步骤)按照“直靠尺调试”完成后,同时确保圆锯片处于90°,将直靠尺贴紧圆锯片,将标尺放在导向管(A) 图 8上,确保标尺护罩窗口(A)图 9在直靠尺右侧,并且标尺护罩窗口(A)图 9中的下红线对准标尺的“0”刻度线,然后锁紧标尺护罩螺钉(B),再将标尺沿导向管右侧贴附在导向管上.如果标尺护罩窗口(A)图9的下红线没有对齐标尺“0”刻度线,则可松开(B)左右调整以对齐!将两支撑腿上面的两连接孔对准延伸木台板背面的螺孔,然后4颗六角头螺栓,8个平垫,4个弹垫和4个六角螺母连接起来,然后调整支撑腿底部螺杆使牢固支撑!!安装电磁开关到前导轨电磁开关(A)通过开关支架(B)上的螺钉与前导轨(C)的左下侧连接! 图10.安装延伸木台板(如果需要)将后导轨(B)的连接螺孔对准主台板(C)和延伸副台板(D 、E)的螺孔,并用所附的六角头螺栓、平垫、弹垫连接起来,在锁紧螺栓前,应确保后导轨上缘低于台板T 型槽下边缘,然后锁进螺栓!如图 8.安装完前后导轨后,将延伸木台板(F),如图 8.放在前、后导轨之间,并使延伸木台板的螺孔对准前后导轨上的孔,调整使延伸木台板面与延伸副台板面水平,再锁紧.安装透明锯片护罩警告: 当透明锯片护罩没在正确的位置或尚为安装时,千万不要使用此机器,否则可能导致机械伤害!图 11图 12图 13安装 / 更换锯片调整保护板警告:请确保机器电源已经断开!1. 如果需要更换锯片,首先将锯片升到最大切深位置,并且锯片角度为90°,将透明锯片护罩提起,并取出保护板.2.用一大块木头在前面顶住锯片前齿,图13.3.将开口扳手(A)套在主轴螺母(B)上,并顺时针旋转(瞬时针方向为松),然后取出主轴螺母,外法兰(C)和锯片.4.将新的锯片或另外型号的锯片套入主轴,必须确保向下齿尖对着机器正面,然后依次放上外法兰.5.同样用一大块木头在后面顶住锯齿,手不能接触锯齿.6.使用提供的开口扳手(A)套住主轴螺母(B),并向后旋转(逆时针为紧),锁紧后拿走开口扳手(A),并重新放上保护板,再放下透明锯片护罩.保护板(A),图14,应该放在锯片的开口处,并应确保保护板平面与主台面保持水平,将直尺横跨在主台板与保护板上,调整4颗紧定螺钉(B)来实现水平.图 141.将劈刀板安装轴(A),图11,旋入箱体后面的孔内,将螺丝刀插入将劈刀板安装轴(A)尾部孔内,顺时针旋转以锁紧在箱体内的铸件上.2.在劈刀板安装轴(A)上滑动支撑块(B),预紧支撑块(B)一侧的两颗紧定螺钉.3.用两颗六角头螺钉和弹垫,将劈刀板安装支架©,图11,预紧在支撑块(B)上.4.将跟刀板(A),图12,跨过台板,并将跟刀板前端放在跟刀板压紧块(C)和铸件间,并预紧螺母(B).5.调整使跟刀板支架与锯片中心对齐,并确保跟刀板下边缘与主台板面平行并高出主台板面约3mm,然后锁紧所有的跟刀板支架固定螺钉.警告: 某些操作(如开槽锯片)不允许使用锯片护罩,此时旋转锯片外露,尤其注意防止机械伤害!!定位和调整横截靠尺横截靠尺,如图15,通常通过滑动导杆(A)放在锯片右侧的T 型槽内,重要的是,需要确保滑动导杆与T 型槽两侧没有间隙,可以调整滑动导杆(A)上的调整块(B)来实现,调整块(B)上的两颗螺钉专门用于调整间隙.使用横截靠尺时,松开把手(C), 图15,拔出指针定位旋钮(D),转动横截靠尺本体(E)到所需要的角度后,松开指针定位旋钮(D),就得到您需要的角度,然后锁紧把手(C).图 15图 16图 17横截靠尺快速停止器(如提供)锯片高度和角度调整机构直靠尺调整豪华横截靠尺带有快速停止器,如图15, F,它安装在靠尺G 上面的T 型槽内,要移动快速停止器,只需要松掉六角螺栓H,在T 型槽内滑动到需要的位置后,再锁紧六角螺栓H 即可.当不需要快速停止器时,可以提起快速停止器F 或直接取下即可.为调整锯片高度,松开高度锁紧杆A,转动手轮把手B,转动到需要的高度后再锁紧高度锁紧杆A.锯片应该高出被拆切木头3-6.35mm 为宜.图16为调整锯切角度,松开角度锁紧杆C,转动手轮把手D,转动到需要的高度后再锁紧高度锁紧杆C 即可.图16.直靠尺必须确保与台板T 型槽对齐,为完成此调整,将直靠尺边缘对齐T 型槽,然后锁紧把手A,图17;检查看是否直靠尺边缘已对齐T 型槽,如果没有对齐,松开把手A,翻转直靠尺,调整两侧的紧定螺钉A,图18,直到完成调整所需调整.锁紧把手锁紧力可以通过松开螺母B 并均匀调整两侧紧定螺钉C ,以保证直靠尺边缘已对齐T 型槽.为设置直靠尺对台面的垂直度,将一直角尺放在台面上,另一直角边靠住直靠尺一侧,松开上面两侧的锁紧螺母D 并调整两侧紧定螺钉E,直到直靠尺垂直度得到确保,然后再锁紧两侧螺母D.标尺护罩F,图17的位置可以调整,只要松掉盘头螺钉G,重新调整位置后再锁紧盘头螺钉G.图 188主台板T 型槽与锯片的平行度台板T 型槽必须与锯片保持平行,使用图19的组合角尺(A)来测量.先用组合角尺测量T 型槽到锯片最后端的距离,然后将锯片旋转180°来到最前端,然后再用组合角尺(A)测量同一点,此两次测量的差异应该小于0.4mm .如果满足要求,需要调整,松掉箱体与台板连接的四颗螺钉(A),图20,进行需要的调整,直到平行度小于0.4mm ,然后再锁紧连接螺母(A).图 19图 20图 2145°和90°限位螺钉调整锯片倾斜机构设置了45°、90°限位,通过检查和调整限位螺钉来实现,步骤如下:1.通过高度调整手轮将锯片升到最大切高处.2.通过角度调整手轮将角度调整到90°,然后用直角尺检查锯片与台面的角度,看是否90°.3.如果锯片角度不是90°,则松掉锁紧螺母(A),图21,并调整螺钉(B),确保当锯片与台面的角度为90°时,调整螺钉(B)顶住前支架上,仔细检查和调整,确保刚好在90°时,然后锁紧螺母(A).4.同样如果锯片角度不是45°,则松掉锁紧螺母(A),图22,并调整螺钉(B),确保当锯片与台面的角度为45°时,调整螺钉(B)顶住前支架上,仔细检查和调整,确保刚好在45°时,然后锁紧螺母(A).图 229安全注意事项!!本机器的使用涉及到某些风险,在正式操作前建议您仔细阅读本产品说明书并掌握操作要领,并且在大量操作前先用几小段木头作操作测试,并总是规范操作以避免可能的伤害!!图 23图 24横 切直切是对木头的长边进行的裁切,图24.直靠尺则是用于直切时的定位和导向.待切木头紧贴直靠尺和主台面,并应确保紧贴直靠尺的一边是笔直的,裁切过程中,必须使用透明锯片护罩,并且锯片护罩后面的反弹棘爪和跟刀板可以避免锯片被夹住和防止木头反弹.启动电机,将裁切木板放在台面,一边紧靠直靠尺,注意:裁切时千万不要站在裁切方向线上.双手按操作直 切本机器的操作包括横切、直切和一些基本的操作,后面的说明专门讲解这些操作的安全使用,请严格按照操作要求进行操作,并总是在开始大量操作前先用几小段木头作操作测试,以避免可能的人横切需要使用横截靠尺来定位和导向,将待切木头靠住横截靠尺,并朝向锯片,如图23,横截靠尺必须放在台板的T 型槽内使用,T 型槽左右各一道,多数操作者习惯使用左面的T 型槽;当斜切时(此时锯片倾斜),使用左面的T 型槽更安全.开始横切时,应缓慢移动,并在移动过程中,握紧待切木头,使紧贴靠尺和主台面,必须提醒的是,在裁切过程中,不能直接松开裁切的木头或去拿已经切掉的木料,一直等到木头被切为2截,再将横截靠尺和留下的木头一起推回原位,注意在回推时,尽量使木头与横截靠尺远离锯片.当裁切进行时,绝不能去拣任何已经裁切下来的短小木块,理智的操作者应清楚,操作过程绝不去拣小于25mm 长度的小木块.绝不使用直靠尺做横切,也绝不用横截靠尺和直靠尺组合来做横切.住木板,沿直靠尺推动并进入锯片,如图24.一直到木板被完全裁切开后再松开双手.当开始裁切时,可能有少量木块还残留在台板靠护罩后侧,不用理会,继续裁切,直到完成所有裁切并关机后,再去清除台面上残留的木块.10图 25图 26使用开槽锯片和开槽保护板开槽是指在木料上开槽或开较宽的沟,大多数开槽组合锯包括,两边的两块锯片和中间四到五片开槽刀,如图25.不同的锯片和开槽刀组合形成不同的开槽宽度,宽度范围3.175—21mm 不等.开槽刀应该均匀对称分布,以确保重心均匀居中,如图26.锯片与开槽刀重叠的部分如图26, (A)是外面的锯片,(B)是里面的开槽刀,而(C)则是纸垫片.通过调整纸垫片( C ), 可以调整开槽的准确宽度,6.35mm 宽度的开槽则只需要两块锯片就可以实现了,但摆放时应注意两块锯片的齿相互错开.开槽刀组合安装到主轴上的方法与圆锯片的方法一样.但注意,当使用开槽刀组合时,应取掉锯片护罩和跟刀板,同时应更换保护板为开槽保护板.注意:使用开槽刀组合时锯片不能倾斜使用! 在完成开槽操作后应总是将锯片护罩装上!AB C11维 护图 27图 28润滑此款豪华木工圆锯,需要少量的维护工作,如适当润滑和及时的清洁.接下来的章节详细讲解如何进行维护来确保您的机器总是处于良好状态!清洁更换皮带此款豪华木工圆锯的轴承为密封润滑轴承,包括电机轴承和主轴轴承,他们不需要任何的润滑. 使用一把钢刷,首先清除掉蜗轮和蜗杆上的木屑,然后在蜗轮和蜗杆上注入优质油脂来实现润滑.及时将箱体内的灰尘和木屑清除出来.旋转旋钮(B)90度, 然后移出出尘口(A) 图27,使用戏尘器或采用气枪都可以将箱体内灰尘和木屑清除.台板上面不需要维护,在正常工作环境下,镀钛台板不容易生锈,当您采购的机器台面为金黄色时,就意味着表面防锈性能和耐腐蚀性能更好.更换批带前请确保电源已经断开!为了拆下三根V 型皮带(A),图28, 首先需要将锯片降到最低点,然后松开螺母(B), 并抬起电机,然后将V 型皮带从主轴皮带轮和电机皮带轮上取下,并换上新的V 型皮带,然后松开电机,靠电机自重将皮带涨紧,然后再套上并锁紧螺母(B),使用几小时后需要重新检查皮带的涨紧力,方法与上相同.12我们信奉品质海威木工机器客户售后服务卡机器出厂编号:机器型号:制造日期:售后服务电话:************Email:*****************尊敬的海威木工机器用户:感谢您购买海威木工机器,使我们有机会为您服务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重汽HW系列变速箱维修专用工具
使用说明书
济南田中工贸有限公司
JINAN TIANZHONG GONGMAO CO.,LTD
1. 省力板手(TZ300301)
变速箱输出凸缘螺母(规格S=60mm )是以1200牛顿·米的大扭矩上紧的。
因此在维修需拆卸和上紧该螺母时,即使用加力杠杆也是十分困难的,特别是在整车现场进行拆卸时,就更加困难。
如图1,凸缘螺母省力板手是由增扭器、支架、套筒和滑杆滑头以及短加力杆组成。
增扭器是一个1比14的行星齿轮增扭器,即输入1牛顿·米的扭矩即可输出4.5牛顿·米的扭矩。
如图2,首先将S=60mm 的凸缘套筒头(TZ300314)套在凸缘螺母上,然后用两只凸缘螺栓将支架与凸缘联接固定,再将增扭器输出端和机壳六方同时插入套筒头和支架内,然后用滑杆、滑头和短加力杆旋松或旋紧增扭器的输入端,凸缘螺母即可轻松地旋松或上紧。
图1a. 凸缘螺母省力板手 图1b. 用省力板手拆.装凸缘螺母
图1. 凸缘螺母省力板手 图2. 用省力板手拆、装凸缘螺母
2. 副箱吊盘(TZ300302)
图1是副箱吊盘。
在维修解体变速箱以及将主、副箱分离时使用吊盘是十分方便的。
在解体变速箱前,首先用省力板手将凸缘螺母拆卸,然后将输出轴孔内的油封堵头拔出,再用长接杆套筒将输出轴孔内的定心螺帽拆出,再将凸缘螺母重新装上。
如图2b ,用两只凸缘螺栓将吊盘和变速箱输出凸缘联接固定。
用吊机将变速箱总成立置。
(注意:在将变速箱立置时,要用木块将离合器壳垫起,使输入一轴悬空,以免损坏一轴)。
如果要拆卸副箱,则首先将副箱与主箱联接螺栓拆卸,并确认输出轴中心孔内的定心螺母已经拆卸(这点十分重要,如果输出轴内的定心螺母没有事先拆卸,副箱和主箱的分离是不可能的)。
然后用两只M10的顶丝将副箱总成从主箱壳体上分离,如图3,用吊机吊盘将副箱总成与主箱分离。
图1 副箱吊盘 图2. 用吊盘将变速箱总成吊起
图3. 用吊盘吊拆吊装副箱总成
3.倒挡隋轮轴拔出器(TZ300306)
如图1,隋轮轴(倒档中间轴)拔出器由手柄、拔杆和滑动锤组成。
在拆卸倒档中间轴时,首先将拔杆前端M12的螺纹旋入倒档中间轴中心螺孔中,然后如图2,不断向上提拉滑动锤,使滑动锤向上冲打手柄,从而将倒档中间轴顺利提出来。
图1 倒挡隋轮轴拔出器图2 拆卸倒档中间轴
4.止动环钳(TZ300307)
由于变速箱内装许多非标准卡环,因此需使用专用的卡环钳进行拆卸和安装,图2就是用专用止动环钳图1拆卸输入一轴轴承外卡环。
图7a. 专用止动环钳图7b. 用止动环钳拆、装卡环
5.轴入轴轴承(6213N)拔出器(TZ300308)
在不解体变速箱的情况下更换拆卸输入轴(一轴)轴承时,可使用输入轴(一轴)轴承拔出器。
如图1,拔出器由拔盘、拔杆、顶丝和两只加长支承杆组成。
拆卸前,首先将输入轴(一轴)轴承的内、外卡环均拆除,用铜棒冲打变速箱前壳,使轴承向外窜动少许,将两半圆拔盘的凸缘子扣卡扣在轴承的卡环槽内,把卡套套在拔盘上以便定位,在拔盘上安装两
只加长支承杆、拔板和顶丝,旋紧顶丝,轴承将顺利地被拔出图2。
图1.输入轴(一轴)轴承拔出器 图2. 用拔出器拆卸输入轴(一轴)轴承
6. 输入轴(一轴)轴承(6213N )冲筒(TZ300310)
输入轴(一轴)轴承(6213N )在安装时应使用专用冲筒,如图10b 。
图1. 输入轴轴承安装冲筒 图2. 用冲筒安装输入轴轴承
7.主箱副轴前轴承拨出器(TZ300102)
图1.主箱副轴前轴承拔出器 图2.拆卸轴承{tc "二、主箱付轴前轴承拨出器"}
主箱副轴前轴承拨出器,如图1。
在拆卸主箱付轴前轴承时,首先用铜棒敲击主变速箱壳前端面,使轴承向外窜动少许。
用卡簧钳将卡环取掉。
如图2,将拨出器的前环槽卡套在轴承的卡环槽内。
旋紧拨出器螺杆,即可顺利地将轴承拨出。
8、主箱副轴后轴承拔出器(TZ300705)
图1主箱副轴后轴承拔出器图2 用拆卸后轴承
首先用专用卡环钳将轴承外卡环拆卸,然后将拔出器(图1)两半个拔套前端子口凸缘卡套在轴承外圈的卡环槽内,同时将卡套后端子口凸缘卡套在拔盘凹槽内,最后将卡套套在两半个拔套上,使拔套牢牢定位。
将顶丝旋入拔盘,用套筒板手继续旋紧顶丝如图2,轴承将顺利地被拔出。
9.输出轴支撑轴承拔出器(TZ300703)
首先将两半个拔套前端子口凸缘卡套在轴承外圈的卡环槽内,同时将卡套后端子口凸缘卡套在拔盘凹槽内,最后将卡套套在两半个拔套上,使拔套牢牢定位。
将顶丝旋入拔盘,用套筒板手继续旋紧顶丝,轴承将顺利地被拔出。
10、中间轴(副轴)后轴承NUP311拔出器(TZ300510)
中间轴(副轴)后轴承拔出器(如图1),拆卸时需首先将轴承定位卡环拆除,用铜棒敲击变速箱壳后端面,待轴承定位卡环槽向外移动少许,用拔头卡在卡环槽内,再用定位卡套套在拔盘外,旋紧顶丝,即可将轴承顺利拨出,(如图10b)。
图10a副轴后轴承拔出器图10b用顶丝配合拔出器拆卸副轴后轴承
11.凸缘螺母(S=60mm)套筒(TZ300314)
该型变速箱输出凸缘是由一个对边S=60mm的六方凸缘螺母将其固定的,凸缘螺母套筒(如图1)是一个专门制做的六方套筒,它即可以用风炮(风动板手),也可以用加力杠杆,同时也可用于省力板手配合使用。
图1. 凸缘螺母套筒图2. 用加力杆拆装凸缘螺母
12.凸缘拔出器(TZ300316)
在解体变速箱前,往往需要首先拆卸输出轴凸缘,如图1,凸缘拔出器。
如图2,首先将凸缘螺母和垫盘拆除,将顶板放在输出轴的中心孔上,然后用拔杆相联接,旋转液压拉马使拉马的顶头顶在顶板的中心,旋紧液压拉马旋扭,用杠杆上、下压动拉马柱塞,凸缘将顺利地拔出,注意:在联接凸缘螺栓与两只拔杆时,一定使两只拔杆长度
相等,否则可能将凸缘拔歪。
该拔出器可与高档锥毂拔出器共用一套10吨液压拉马和拔板。
图1. 凸缘拔出器图2. 用拔出器拆卸凸缘
13.副箱副轴前轴承拨出器(TZ300103)
图1 副箱副轴前轴承拔出器图2 拆卸轴承
专用的拨出器如图1。
首先,将拨出器主体斜放入轴承内,然后将主体放正,再将拨出器内圈旋入主体内。
此时,拨出器就相当一个轴承内圈与轴承固定为一体。
最后,将倒档轴拨出器旋入主体的主杆内,向后冲击拨出器重锤,如图2,即可顺利地将轴承拨出。
14.副箱副轴前轴承内圈拔出器(TZ300702)
图1 拔出器
首先,将副箱总成-副轴放置在平台上(带有轴承内圈朝上),然后将拔出器卡套在内圈上,旋转顶丝,即可将内圈拔出。
15.二轴吊环
图1 二轴吊环
在维修或更换变速箱二轴时,需要专用工具将其从箱体内移出。