电熔 管件价格
PE电熔管件价格表

69.94
90×63
NST35
20
106.88
110
NTG09
34
85.24
110×75
NTG37
34
137.31
75
NST07
25
104.31
90×75
NST42
20
106.88
125
NTG10
18
124.61
110×90
NTG33
30
137.31
90
NST08
20
106.88
110×32
NST43
50
68.73
25
NTG02
250
15.29
63×40
NTG27
60
53.43
160
NWT09
6
315.37
63×40
NST33
50
68.73
32
NTG03
200
15.29
63×50
NTG28
60
61.02
200
NWT10
3
646.04
电熔45˚弯头
旁通电熔鞍型
封堵电熔鞍型
直通电熔鞍型
规格
代号
包装量(PC/BX)
13
158.96
160
NTG11
12
170.47
125×110
NTG38
20
241.65
110
NST09
12
165.33
110×50
NST44
13
160.20
200
NTG12
6
378.96
最新主体管道工程每公里造价估算对照表

精品资料主体管道工程每公里造价估算对照表........................................主体管道工程每公里造价估算对照表调整阀门井造价的通知根据一九九九年《陕西省建筑工程、安装工程、仿古园林工程及装饰工程费用定额》,依据《西安市天然气城市气化工程管道施工通用图集》中压部分,中压管道球阀井工艺安装图,一九九七年六月中国市政西南设计研究院所出《庭院阀门井通用图集》对阀门井造价进行调整。
1999年04月01号以后开工的工程均执行造价。
工程造价如下:天然气公司计划部 2000/03/30关于室外塑料管(电熔连接)单位估价表编制意见工作内容:1、包括管道、管件安装,管件价格按设计数量计入主材。
2、压力试验。
3、金属管架与塑料管接触部位缠绕塑料胶布带等。
注: 1、本估价表适用于市政定额。
(人工费单价:5.85元/工日)2、本估价表根据塑料管热风焊与热熔、电熔焊焊接工艺和安装工艺,并参照大连市《室内给水塑料管安装补充单位估价表》编制。
天然气公司计划部 2000/06/01高、中压Ⅰ-Ⅱ级地裂带管沟单价小区工程球阀井价格表天然气管道材料预算价注:1、法兰、螺栓用92年材料预算价格。
2、外购管件请附发票复印件。
3、警示带按3.48元/米进预算。
然气公司计划部 8/18天然气管道材料预算单位:元/个说明:1、法兰按92年预算价2、其它按采购价三分之一计算3、螺栓、螺母按92年预算价3.8元/kg然气公司计划部 1996/06/06主体工程PE管件材料计划价格表单位:元/个然气公司计划部PE管主体工程预算价更正表说明:1、由于愿PE管预算价与实际供应价相差过大,故作调整2、本价格从下发之日起执行3、已批准预算价格不调整,由材料部按实际,所进预算价核销。
然气公司计划部 2001/05/14主体工程甲方定价直接进入预算造价1、钢材市内运输费38元/吨2、电火花及土壤密实度1.6元/米3、余土外运:一环外23元/立方米,一环内28元/立方米4、粘胶带补口63.65元/平方米,其中甲方供料45.08元/平方米。
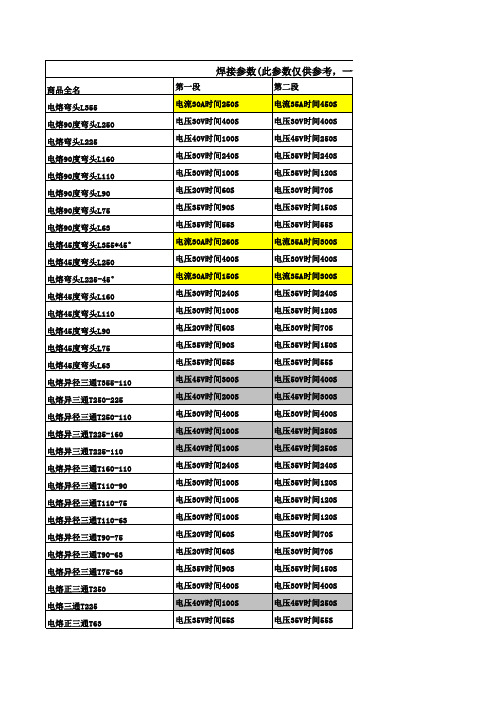
电熔管件参数

电压35V时间90S 电压20V时间60S 电压30V时间100S 电压30V时间240S 电流30A时间260S 电压30V时间100S 电压30V时间120S 电流30A时间150S 电压25V时间120S 电压20V时间90S 电压20V时间70S 电压20V时间70S 电压35V时间90S 电压25V时间40S 电压45V时间300S 电压30V时间400S 电压35V时间150S 电压20V时间150S 电压30V时间100S 电压20V时间60S 电压35V时间90S 电压35V时间55S 电压30V时间400S 电压35V时间200S 电压30V时间60S 电压20V时间120S 电压30V时间100S 电压20V时间60S 电压35V时间90S 电压35V时间55S
电压35V时间650S 电压50V时间350S
电压35V时间90S 电压35V时间160S 电压50V时间350S 电流40A时间280S 电压40V时间300S 电压40V时间300S 电流0A时间30S 电压35V时间200S 电压35V时间120S 电压35V时间90S 电压35V时间90S 电流40A时间100S 电流0A时间30S 电流40A时间170S 电流40A时间280S 电流0A时间60S 电流43A时间300S
参数根据施工环境决定
电流0A时间60S
电流43A时间300S
电流40A时间100S 电流0A时间30S
电流40A时间170S
Hale Waihona Puke 电压60V时间450S 电压50V时间700S 电压35V时间650S 电压50V时间350S 电压50V时间350S 电压50V时间350S 电压35V时间160S 电压35V时间160S 电压35V时间160S 电压35V时间90S 电压35V时间90S
聚乙烯管道的管材、管件
聚乙烯管道的管材、管件一、管材1.聚乙烯管材的特点--- 柔韧性高:从而可以应用于恶劣的环境条件下,如不稳定地面(像失陷性土壤)或海底等。
而且接口,即焊接,可在地面完成,然后再放入窄小的管道壕沟内。
--- 卷绕性能良好:长度可以很长,从而提高了安装效率,降低了接头的数目。
直径达Ф110毫米的管道,供货长都可达300米。
目前,国内可直接提供盘卷管材的最大直径为63毫米。
---- 重量轻:在许多情况下完全可以手工操作,而其他材料的管材则需要特殊的起重装置。
例如,12米长,直径200毫米、PN0.6MPa 的管道大约80公斤,两个人就能够轻松地抬走。
---- 焊接性能好:可以使用不同的技术焊接,如对接焊,电热熔套筒焊接或鞍型接口焊接等。
特别是直径≧250毫米的管路,自动焊接越来越受欢迎。
特殊情况下,也可使用挤出焊接。
所有焊接的管路系统都可以确保没有漏点,完全可靠。
---- 低温韧性:脆化温度低于-75℃,满足超过了一半安装及维修等各种可能情况的要求。
----无腐蚀,抗化学腐蚀特性:如强腐蚀性的污物、污水所造成的腐蚀,还有一系列危险化学品,如酸,溶剂,柴油及汽油等所造成的腐蚀。
而且还彻底消除了电化学腐蚀的危险。
---- 耐紫外线:由于聚乙烯管道专用材料中含有至少2%均匀分散的炭黑粒子(0.02微米)。
几十年来实践证明,这种防紫外线的保护方式是十分突出有效的方法,性能十分优越。
---- 无毒性:无味,可安全使用在食用引水系统。
所有适用于此类的产品牌号,均配有特殊的添加剂,使用安全,符合目前FDA(美国食品协会)及MDA(美国卫生协会)颁发的各项规定。
---- 可靠性:加速法测试及在世界各地多年来在各种高指标质量要求的管道和安装的实践中都证实这种材料的可靠性。
2.分类(1)给水用聚乙烯管按GB/T 13663-2000国家标准规定PE给水用管材有PE63、PE80、PE100三个级别的原料制造,按标准尺寸比SDR=dn(公称外径)/en(公称壁厚)分成五个系列,SDR33、SDR21、SDR17、SDR13、SDR11。
PE管是什么、PE管连接方式、PE管是什么意思
PE管是什么、PE管连接方式、PE管是什么意思基本概念PE管目前中国的市政管材市场,塑料管道正在稳步发展,PE管、PP-R管、UPVC管都占有一席之地,其中PE管强劲的发展势头最为令人瞩目。
PE管的使用领域广泛。
其中给水管和燃气管是其两个最大的应用市场。
PE化学中文名为,聚乙烯,PE材料由于其强度高、耐高温、抗腐蚀、无毒等特点,被广泛应用于给水管制造领域。
因为它不会生锈,所以,是替代普通铁给水管的理想管材我公司生产的PE管分PE给水管、PE燃气管,而用于燃气管和给水管的材料主要是PE80和PE100。
我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。
因此国家标准局在GB/T13663-2000新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。
PE给水管给水用PE管材是传统的钢铁管材、聚氯乙烯饮用水管的换代产品。
给水管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。
由于其卫生指标较高,已成为生产饮用水管的常用材料。
性能优势优点一种好的管道,不仅应具有良好的经济性,而且应具备接口稳定可靠、材料抗冲击、抗开裂、耐老化、耐腐蚀等一系列优点,同传统管材相比,HDPE管道系统具有以下一系列优点:⑴连接可靠:聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本体强度。
⑵低温抗冲击性好:聚乙烯的低温脆化温度极低,可在-60-60℃温度范围内安全使用。
冬季施工时,因材料抗冲击性好,不会发生管子脆裂。
⑶抗应力开裂性好:HDPE具有低的缺口敏感性、高的剪切强度和优异的抗刮痕能力,耐环境应力开裂性能也非常突出。
⑷耐化学腐蚀性好:HDPE管道可耐多种化学介质的腐蚀,土壤中存在的化学物质不会对管道造成任何降解作用。
电熔管件焊接参数表

电熔管件焊接参数表
1. 管件及材料选用
1.1 电熔管件种类
1.2 管子材质
1.3 管件接头形式
1.4 按照要求对管件进行归类和检测
2. 焊接工艺设备选用
2.1 焊机品牌及型号选择
2.2 焊接设备选用
2.3 焊接所需辅助设备
3. 焊接参数设置
3.1 焊接电压选用
3.2 焊接电流选用
3.3 焊接速度及互通性
3.4 焊接气体种类及流量控制
3.5 焊接时的预热及其温度控制
4. 焊接操作流程
4.1 焊接前的准备工作
4.2 焊接过程中的控制
4.3 焊接后的检查处理
4.4 焊接相关操作注意事项
5. 焊接质量检测标准
5.1 焊接后的质量检测标准
5.2 检测方法及检测标准
5.3 焊接缺陷定义以及检测
6. 焊接后的处理方式及注意事项
6.1 焊接后的清理处理方式
6.2 焊接后的保养注意事项
6.3 焊接后的维修方法及处理流程
电熔管件焊接是目前广泛应用的一种焊接方式,其应用在各种生产领域。
正确选用电熔管件、设备,并按照正确的参数设定和操作流程进行焊接,可以保证焊接质量和使用寿命。
PE管电熔连接

一、PE管电熔连接(一)电熔连接的原理埋设在电熔管件内表面的电阻丝在通电后,在一定的时间内产生适当的热量,使电熔管件内表面与被连接的管材(管件)外表面熔融,物料熔融后膨胀而相互间产生压力,达到焊接要求。
(二)电熔管件分类:电熔管件按照结构形式可分为电熔承口件(套筒式)和电熔鞍型件两种;按照电极可分为4mm和4.7mm两种;按照电熔丝在管件内壁的布置结构,可分为裸露式和包覆式两种。
(三)电熔焊接的三要素:①电熔管件要求的输入电压目前常用电熔管件要求的输入电压一般都是39.5V。
②加热时间加热时间在管件上都有标注,但值得注意的是实际操作时应根据环境温度对加热时间进行补偿(依据管件说明书)。
③冷却时间冷却时间一般在管件上也都有标注。
(四)电熔连接的主要设备和工具电熔连接一般需使用以下设备或工具:①.电熔焊机电熔焊机根据正确的熔接参数,输出电能给电熔管件的设备。
主要是为电熔管件提供稳定的输出电压,并具备根据环境温度自动调节熔接时间的功能,可识别条形码、存储已完成的焊接参数,并且连接打印机后可输出焊接参数。
②.刮削工具用于刮削管材或承口管件熔接外表面。
③.夹持工具为固定焊接管材与电熔管件,部分夹具同时具有恢圆功能。
④.切断工具为得到干净平直的管材切割端面而使用的专用切割工具。
焊接准备<1.1>设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的措施。
<1.2>电熔连接前必须判明欲熔接的管材和管件具备可焊性。
<1.3>电熔连接必须选择可靠的、输出稳定的专用合格焊机。
<1.4>检查电熔焊机输入输出导线是否完好,能否正常工作。
<1.5>确认电源与电熔焊机输入要求相匹配。
<1.6>准备相应的刮削工具、切断工具、记号笔、尺子等,并检验其功能是否正常。
<1.7>检查电熔焊机各按键或旋纽是否工作正常(五)焊接操作在操作过程中,操作人员必须严格按照电熔管件所规定的焊接参数进行焊接,确保焊接质量1 . 检查电熔管件有无断丝、绕丝不均等异常现象。
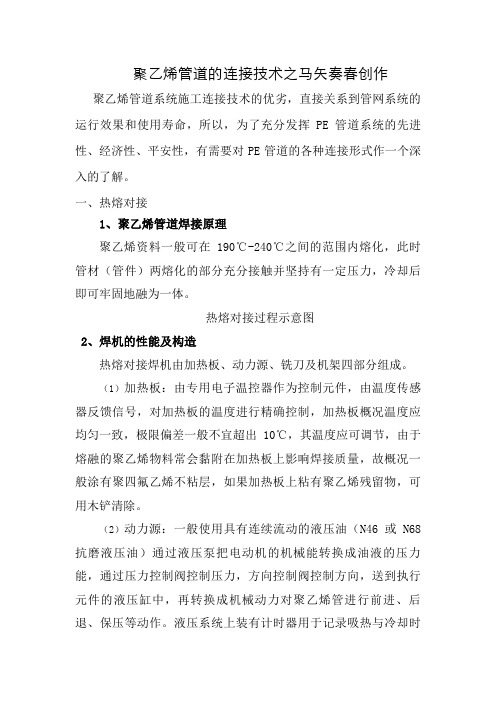
聚乙烯三种连接方式技术手册

聚乙烯管道的连接技术聚乙烯管道系统施工连接技术的优劣,直接关系到管网系统的运行效果和使用寿命,所以,为了充分发挥PE 管道系统的先进性、经济性、安全性,有必要对PE 管道的各种连接形式作一个深入的了解。
一、热熔对接1、聚乙烯管道焊接原理聚乙烯材料一般可在190℃-240℃之间的范围内熔化,此时管材(管件)两熔化的部分充分接触并保持有一定压力,冷却后便可牢固地融为一体。
热熔对接过程示意图2、焊机的性能及构造热熔对接焊机由加热板、动力源、铣刀及机架四部分组成。
(1)加热板:由专用电子温控器作为控制元件,由温度传感器反馈信号,对加热板的温度进行精确控制,加热板表面温度应均匀一致,极限偏差一般不宜超过10℃,其温度应可调节,由于熔融的聚乙烯物料常会黏附在加热板上影响焊接质量,故表面一般涂有聚四氟乙烯不粘层,如果加热板上粘有聚乙烯残留物,聚乙烯材料一般可在1、PE 焊接工艺及原理190℃-240℃之间的范围内熔化,此时管材(管件)两熔化的部分充分接触并保持有一定压力,冷却后便可牢固地融为一体。
可用木铲清除。
(2)动力源:一般使用具有连续流动的液压油(N46或N68抗磨液压油)通过液压泵把电动机的机械能转换成油液的压力能,通过压力控制阀控制压力,方向控制阀控制方向,送到执行元件的液压缸中,再转换成机械动力对聚乙烯管进行前进、后退、保压等动作。
液压系统上装有计时器用于记录吸热与冷却时间。
(3)铣刀:使用电钻为动力源经过一系列减速装置后带动刀片对管材端面进行铣削,铣削后的管材端面应与轴线垂直,为避免操作工人搬运铣刀时误启动而造成伤害,铣刀上有保护装置,只有将铣刀置于机架上铣刀方可启动。
(4)机架:用于夹紧并固定管材并能对管材的错边量进行调整,机架的结构能方便地焊接各种管件,机架上的油缸导杆具有足够的强度和刚度。
3、热熔对接焊接的工艺过程1.将焊机个部件的电源接通(380V交流电)。
2.将泵站与机架用两根液压管接通。
PPR管道热熔焊接施工注意事项

1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等。
2、应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连的管道,宜采用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行。
(1)用细砂纸、刮刀等刮除连接部位管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物;
(2)固定管件:连接前,干管连接部位应用托架支撑固定,并将管件固定好,保证连接面能完全吻合。通电熔接和冷却过程与承插熔接相同。
(三)热熔连接
1、热熔承插连接:是将管材外表面和管件内表面同时无旋转地插入熔接器的模头中加热数秒,然后迅速撤去熔接器,把已加热的管子快速地垂直插入管件,保压、冷却的连接过程。一般用于4″以下小口径塑料管道的连接。
(3)管件套入管子:将电熔管件套入管子至规定的深度,将焊机的与管件连好。
(4)校正:调整管材或管件的位置,使管材和管件在同一轴线上,防止偏心造成接头熔接不牢固,气密性不好。(5)通电熔接:通电加热的时间、电压应符合电熔焊机和电熔管件生产厂的规定,以保证在最佳供给电压、最佳加热时间下、获得最佳的熔接接头。
(2)用专用铣刀同时铣削两端面,使其与管轴线垂直、两待连接面相吻合;铣削后用刷子、棉布等工具清除管子内外的碎屑及污物。
(3)当加热板的温度达到设定温度后,将加热板插入两端面间同时加热熔化两端面,加热温度和加热时间按对接工具生产厂或管材生产厂的规定,加热完毕快速撤出加热板,接着操纵对接焊机使其中一根管子移动至两端面完全接触并形成均匀凸缘,保持适当压力直到连接部位冷却到室温为止
电熔管件参数
电压30V时间400S
电压30V时间400S
电压40V时间100S
电压45V时间250S
电压35V时间55S
电压35V时间55S
电熔正三通T75 电熔正三通T90 电熔正三通T110 电熔正三通T160 电熔异径大小头S355-250 电熔异径直接S250-160 电熔异径大小头S225-160 电熔异径大小头S225-110 电熔异径直接S160-110 电熔异径直接S110-90 电熔异径直接S110-75 电熔异径直接S110-63 电熔异径直接S90-75 电熔异径大小头S75*63 电熔直接S355 电熔直接S250 电熔直接S225 电熔直接S160 电熔直接S110 电熔直接S90 电熔直接S75 电熔直接S63 电熔发兰F355 电熔发兰F250 电熔法兰F225 电熔发兰F160 电熔发兰F110 电熔发兰F90 电熔发兰F75 电熔发兰F63
电压35V时间55S 电压30V时间400S 电压35V时间200S
电压35V时间55S 电压30V时间400S 电压40V时间300S
电压30V时间60S 电压20V时间120S
电压35V时间120S 电压30V时间120S
电压30V时间100S 电压20V时间60S
电压30V时间120S 电压30V时间70S
电压35V时间120S
电压20V时间60S
电压30V时间70S
电压35V时间90S
电压35V时间150S
电压35V时间55S
电压35V时间55S
电压45V时间300S
电压50V时间400S
电压40V时间200S
电压45V时间300S
电压30V时间400S
电压30V时间400S
PE管是什么、PE管连接方式、PE管是什么意思
PE管是什么、PE管连接方式、PE管是什么意思基本概念PE管目前中国的市政管材市场,塑料管道正在稳步发展,PE管、PP-R管、UPVC管都占有一席之地,其中PE管强劲的发展势头最为令人瞩目。
PE管的使用领域广泛。
其中给水管和燃气管是其两个最大的应用市场。
PE化学中文名为,聚乙烯,PE材料由于其强度高、耐高温、抗腐蚀、无毒等特点,被广泛应用于给水管制造领域。
因为它不会生锈,所以,是替代普通铁给水管的理想管材我公司生产的PE管分PE给水管、PE燃气管,而用于燃气管和给水管的材料主要是PE80和PE100。
我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。
因此国家标准局在GB/T13663-2000新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。
PE给水管给水用PE管材是传统的钢铁管材、聚氯乙烯饮用水管的换代产品。
给水管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。
由于其卫生指标较高,已成为生产饮用水管的常用材料。
性能优势优点一种好的管道,不仅应具有良好的经济性,而且应具备接口稳定可靠、材料抗冲击、抗开裂、耐老化、耐腐蚀等一系列优点,同传统管材相比,HDPE管道系统具有以下一系列优点:⑴连接可靠:聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本体强度。
⑵低温抗冲击性好:聚乙烯的低温脆化温度极低,可在-60-60℃温度范围内安全使用。
冬季施工时,因材料抗冲击性好,不会发生管子脆裂。
⑶抗应力开裂性好:HDPE具有低的缺口敏感性、高的剪切强度和优异的抗刮痕能力,耐环境应力开裂性能也非常突出。
⑷耐化学腐蚀性好:HDPE管道可耐多种化学介质的腐蚀,土壤中存在的化学物质不会对管道造成任何降解作用。
聚乙烯三种连接方式技术手册
聚乙烯管道的连接技术之马矢奏春创作聚乙烯管道系统施工连接技术的优劣,直接关系到管网系统的运行效果和使用寿命,所以,为了充分发挥PE管道系统的先进性、经济性、平安性,有需要对PE管道的各种连接形式作一个深入的了解。
一、热熔对接1、聚乙烯管道焊接原理聚乙烯资料一般可在190℃-240℃之间的范围内熔化,此时管材(管件)两熔化的部分充分接触并坚持有一定压力,冷却后即可牢固地融为一体。
热熔对接过程示意图2、焊机的性能及构造热熔对接焊机由加热板、动力源、铣刀及机架四部分组成。
(1)加热板:由专用电子温控器作为控制元件,由温度传感器反馈信号,对加热板的温度进行精确控制,加热板概况温度应均匀一致,极限偏差一般不宜超出10℃,其温度应可调节,由于熔融的聚乙烯物料常会黏附在加热板上影响焊接质量,故概况一般涂有聚四氟乙烯不粘层,如果加热板上粘有聚乙烯残留物,可用木铲清除。
(2)动力源:一般使用具有连续流动的液压油(N46或N68抗磨液压油)通过液压泵把电动机的机械能转换成油液的压力能,通过压力控制阀控制压力,方向控制阀控制方向,送到执行元件的液压缸中,再转换成机械动力对聚乙烯管进行前进、后退、保压等动作。
液压系统上装有计时器用于记录吸热与冷却时间。
(3)铣刀:使用电钻为动力源经过一系列减速装置后带动刀片对管材端面进行铣削,铣削后的管材端面应与轴线垂直,为防止操纵工人搬运铣刀时误启动而造成伤害,铣刀上有呵护装置,只有将铣刀置于机架上铣刀方可启动。
(4)机架:用于夹紧并固定管材并能对管材的错边量进行调整,机架的结构能方便地焊接各种管件,机架上的油缸导杆具有足够的强度和刚度。
3、热熔对接焊接的工艺过程1.将焊机个部件的电源接通(380V交流电)。
2.将泵站与机架用两根液压管接通。
3.依照焊接工艺参数设置吸热时间和冷地时间。
4.将待焊管材夹紧固定在机架上。
5.将机架打开,放入铣刀并拔出定位销,将铣刀固定在机架上。
6.启动铣刀闭合夹具,对管材端面进行铣削。
电熔管件时间表

浅谈燃气工程中的聚乙烯管道安装
浅谈燃气工程中的聚乙烯管道安装聚乙烯管是从石化中提炼加工而成的塑料材料,随着当今石油化学工业飞速发展和石油深加工技术的日趋完善,塑料制品种类多样化,逐步发展成为一种新型工程材料。
它与传统管材相比,使用聚乙烯管道,具有重量轻、耐腐蚀、阻力小、节约能源、安装方便、造价低等优点,受到了城市燃气管道安装人员的青睐。
另外一个优点是可缠绕,可作深沟熔接,可使管材顺着深沟蜿蜒敷设,减少接头数量,抗内、外部及微生物的侵蚀,内壁光滑流动阻力小,导电性弱,无需外层保护及防腐,有较好的气密性,气体渗透率低,维修费用低,经济优势明显。
它与钢管相比,聚乙烯管也有使用范围小,易老化,承压能力低,抗破坏能力低等缺点,不过作为市区燃气管道它所承受压力能力是不成问题的,所以我们必须严格掌握连接技术,敷设、回填好管道是可以克服的。
一、PE管的连接1、乙烯管道连接前应对管材、管件及附属设备,按设计要求进行检查核对,并应在施工现场进行外观检查,如管子要看是否外观符合几何尺寸和不同圆度的管子内外表现是否清洁光滑,是否有沟槽、划伤、凹陷、杂质和颜色不均等,管件看表面是否有划痕,内部金属丝是否平整,有无出头,检查孔是否完好等,符合标准方可使用。
聚乙烯管道连接宜采用同种牌号、材质的管材和管件,对性能相似的不同牌号、材质的管材、或管材与管件之间的连接,应经过试验,连接时,应采取保护措施,或调整连接工艺,才能得到质量的保证。
2、聚乙烯是一种高结晶度的聚合物,这种聚合物随温度变化可分三种:①结晶态;②高弹态;③粘流态。
聚乙烯管的熔接是在聚合物的粘流状态下进行的,一个完整的熔接过程要经历上述三种状态。
要完成一个良好的焊口,必须满足以下要求:①焊接面必须干净、干燥,不干净的界面会影响分子间的相互滑移和缠绕;②合理的加热温度和加热时间以保证获得足够的粘流态和融质;③合适的外力作用,可以加剧分子变形,使两界面的分子充分地缠绕。
热熔焊接时,外力是人为施加的,压力过小,界面间长链分子无法充分变形,无法重新重叠及缠结,相反对接力过大,粘流态的融质被挤出熔接面,使界面间的介质大大都处于高弹态,形成假焊。
PE管电熔对接综合施工图片
PE管电熔对接施工图片[4p]您是本帖旳第8个浏览者--------------------------------------------------------------------------------基本知识:给水用PE管材是老式旳钢铁管材、聚氯文字乙烯饮用水管旳换代产品pe管-河北润田节水设备有限公司给水管必须承受一定旳压力,一般要选用分子量大、机械性能较好旳PE树脂,如HDPE树脂。
LDPE树脂旳拉伸强度低,耐压差,刚性差,成型加工时尺寸稳定性差,并且连接困难,不合适作为给水压力管旳材料。
但由于其卫生指标较高,LDPE特别是LLDPE 树脂已成为生产饮用水管旳常用材料。
LDPE、LLDPE 树脂旳熔融粘度小,流动性好,易加工,因而对其熔体指数旳选择范畴也较宽,一般MI在0.3-3g/10min之间。
连接方式(一)安装旳一般规定1、管道连接前,应对管材和管件及附属设备按设计规定进行核对,并应在施工现场进行外观检查,符合规定方可使用。
重要检查项目涉及耐压级别、外表面质量、配合质量、材质旳一致性等。
2、应根据不同旳接口形式采用相应旳专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连旳管道,宜使用同种牌号材质旳管材和管件,对于性能相似旳必须先通过实验,合格后方可进行。
4、管材和管件应在施工现场放置一定旳时间后再连接,以使管材和管件温度一致5、在寒冷气候(--5度如下)和大风环境条件下进行连接时,应采用保护措施或调节连接工艺。
6、管道连接时管端应干净,每次收工时管口应临时封堵,避免杂物进入管内。
7、管道连接后应进行外观检查,不合格者立即返工。
(二)电熔连接:是先将电熔管件套在管材上,然后用专用焊机按规定旳参数(时间、电压等)给电熔管件通电,使内嵌电热丝旳电熔管件旳内表面及管子插入端旳外表面熔化,冷却后管材和管件即熔合在一起。
其特点是连接以便迅速、接头质量好、外界因素干扰小、但电熔管件旳价格是一般管件旳几倍至几十倍、(口径越小相差越大),一般适合于大口径管道旳连接。