大提花说明书新
大提花基础知识探讨

南通鸿业纺织有限公司
喷气大提花预计后期维修成本分析
主机:运行速度不高(400r/min), 严格的保养\加油\检修,5年内不会造成太大的维修 成本。 龙头:1是龙头组件的使用寿命, 2通丝装造的正常使用寿命。 从其他工厂使用情况来看国产一年之后就开始出现组 件损坏,断通丝情况,两年以后相比严重。严重影响开台 效率和布面质量。所以龙头的维护保养尤其重要,最大限 度地延长组件和装造的使用寿命。以4年内更换计算成本 也在6万元/台。 由这点就看出喷气大提花机的使用成本很大远远超过一般 平机。所以设备的折旧费用与面料价格不好并排而论。所 以提花机面料要以中高档面料高附加值为主的品种来支撑 利润。如高难度的色织等。
南通鸿业纺织有限公司
绣花的定义
绣花:在绣花机上, 用不同颜色的纱线在 平布上绣上不同图案 形成的花纹。与印花 相比,洗涤时不会褪色. 透气吸湿性好。
ቤተ መጻሕፍቲ ባይዱ
南通鸿业纺织有限公司
提花的定义
提花:是用织机直接织成带有花纹 组织的坯布或色布形成的花纹,与 绣花面料比较,造价成本更高,质量 更好,立体感更 强,透气性能更好。 订单 小提花:小提花组织是利用多臂织 机,通过两种或两种以上织物组织 的变化,在织物表面形成各种小花 纹的组织。组织结构简单,经纱花 纹组织循环数不超过20根。
LOGO
大提花:组织结构复杂,组织循环 数20根以上,正常的数百根,最多 数万根的提花。
南通鸿业纺织有限公司
我公司的机器配置
■喷气280主机36台
■ 大提花龙头36台 ■通丝装造
1)咸阳2喷24台 2)日发:①4喷8台 ② 6喷4台 3)照片.gif 1)宋和宋:2688针26台,可织造出6色 2)长 方:5120针10台,织单色大花位 3)照片 .jpg 1 ) 36套 2 )照片.jpg
大提花说明书样本

第三章、资源管理器(1)双击”资源管理器”, 进入资源管理器, 左边一栏是: 所有文件夹, 右边一栏显示的为当前文件夹中的文件文件夹名称前可能出现两种符号: ”+”和”-””+”表示此文件有下一层文件夹, 而暂时被隐藏起来, 单击”+”号会显示下一层文件夹”-”表示此文件夹有上一层文件夹, 而且已经显示出来, 单击”-”号会将下一层文件夹隐藏起来。
(2)新建文件夹选择路径→点左上”文件”→”新建”→”文件夹”→取名(3)选取文件或文件夹a.单一选取: 将鼠标移到要选的文件或文件夹, 单击左键b.连续选取: 将鼠标移到要选的第一个文件, 单击左键, 再按住”shift”键不放, 将鼠标移到要选的最后一个文件上, 单击左键。
c.不连续选取: 按住”ctrl”键不放, 用鼠标点取要选的文件d.全部选定: 按住”ctrl+A”或点”编辑”→”全部选定”。
e.取消选择: 全部取消—用左键在任意位置上点一下单个取消—按住”ctrl”键不放, 用左键在要取消的文件上点一下。
f.反向选择: 点”编辑”→”反向选择”。
(4)移动文件或文件夹a.选取要移动的文件, 移动滚动条, 使”目的文件夹”能够看到, 按住”ctrl”键不放, 用鼠标将文件直接拖到”目的文件夹”中。
b.剪贴法: 选取文件, 单击上工具栏上的”剪切”, 将工作文件夹切换到目的文件夹, 再单击上工具栏上的”粘贴”。
(5)复制文件或文件夹a.拖动法: 选取要复制的文件, 移动滚动条, 使”目的文件夹”能够看到, 利用鼠标将文件移动”目的文件夹”中。
b.复制法: 选取文件, 单击上工具栏上的”复制”, 将工作文件夹切换到目的文件夹, 再单击工具栏上的”粘贴”。
(6)拷盘a.拖动法: 选取文件, 用鼠标左键直接把它拖动3.5英寸软盘b.复制法: 选取文件, 单击”复制”, 用鼠标单击”3.5英寸软盘”再单击”粘贴”c.发送法: 选取文件, 在所取文件上单击右键→发送到→3.5英寸软盘(7)删除文件或文件夹选取要删除的文件a.单击上工具栏中”删除”b.在选定文件上单击右键单击”删除”c.直接按键盘上的”Del”键d.单击上工具栏”文件”→”删除”(8)重命名a.选取文件→”文件”→”重命名”输入新文件名后, 按回车即可b.选取文件→右键单击→”重命名”→键入文件名(9)格式化软盘a.插入软盘b.单击”3.5英寸软盘( A: ) ”→右键单击→”格式化”c.出现一个对话框, 选择”快速”或”全面”格式d.单击”开始”, 即开始格式化e.完毕会出现式化的结果, 点”关闭”→”关闭”即可。
OptiMax-i产品说明书

OptiMax-i中文扫描此处访问网站欲了解产品和零部件更多信息,请访问必佳乐网站:他的成长渴望也是我们追求的标杆。
他们的今天就是我们的明天。
因为未来,我们不再只是关注自己成长。
而更看重与您一起成长。
必佳乐相信孩子们已经给我们展示了未来的样子。
他们的期望就是我们新的标杆。
未来。
我们有必要担心吗?他对新奇事物的开放态度是我们的标杆他们保护地球的意识是我们的标杆她缺乏耐心、追求完美的精神是我们的标杆 她轻松玩转科技的能力是我们的标杆03智慧性能性能对于任何机器或部件来说都是第一要求,其直观衡量指标为理论最高速度。
但是,该理论速度和现实生活中的有效速度之间通常有着巨大的差异。
内部可持续在避免浪费和减少能耗方面,必佳乐一直勇于承担自己的责任。
我们的织机在设计之初就被赋予了内部可持续能力。
数据驱动我们都知道数字化在未来几十年内将变得更加重要。
为了使生产效率更高,必须采集数据并将其用于人工智能。
直觉控制现在的孩子可以凭直觉毫不费力地应用新技术。
我们希望自己的织机也能这样毫不费力地操作。
就像你的智能手机或汽车一样,织机显示屏是控制几乎所有机器功能的界面。
智慧性能、内部可持续、数据驱动和直觉控制是所有必佳乐织机的基本原理。
他们让您的公司在当今工业4.0时代茁壮成长:互联、数字化和可持续发展。
必佳乐围绕“智慧性能”原理设计织机的原因是:智能化织机设计结合自设定软件使织机在任何条件下都能实现最高实用速度和最佳性能。
我们已经用开拓性的Sumo驱动展示了这一点。
Sumo驱动于1996年引进,至今依然是能效最高的主驱动。
可持续性也与废物管理有关。
我们不但减少浪费,而且尽力做到完全避免浪费。
自上世纪70年代首次将电气控制应用到织机上时起,必佳乐就一直处于数字化的前沿。
随着每一台新织机的推出,我们不断引领织造领域的潮流,并且在织造业内部进一步部署工业4.0:自设定织机已经指日可待!无线具备、坚固耐用和即时读取设计:新生代织机将包容一切!这种以客户为中心的理念也融入到整机设计中,使所有操作都变得简单、直观且自带说明。
纯棉提花布特点
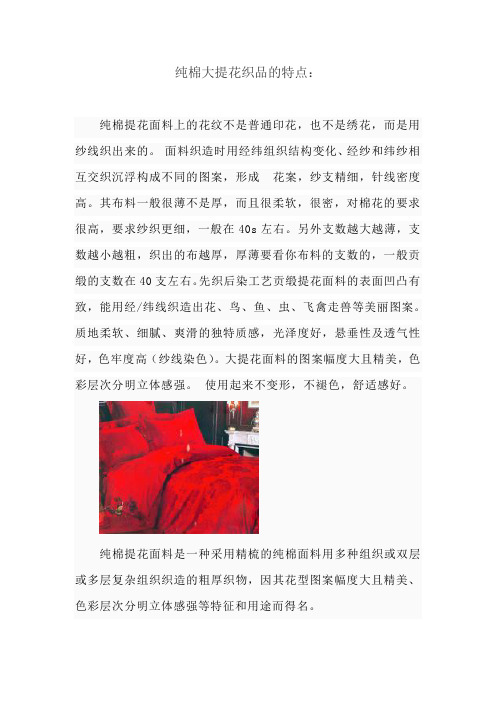
纯棉大提花织品的特点:纯棉提花面料上的花纹不是普通印花,也不是绣花,而是用纱线织出来的。
面料织造时用经纬组织结构变化、经纱和纬纱相互交织沉浮构成不同的图案,形成花案,纱支精细,针线密度高。
其布料一般很薄不是厚,而且很柔软,很密,对棉花的要求很高,要求纱织更细,一般在40s左右。
另外支数越大越薄,支数越小越粗,织出的布越厚,厚薄要看你布料的支数的,一般贡缎的支数在40支左右。
先织后染工艺贡缎提花面料的表面凹凸有致,能用经/纬线织造出花、鸟、鱼、虫、飞禽走兽等美丽图案。
质地柔软、细腻、爽滑的独特质感,光泽度好,悬垂性及透气性好,色牢度高(纱线染色)。
大提花面料的图案幅度大且精美,色彩层次分明立体感强。
使用起来不变形,不褪色,舒适感好。
纯棉提花面料是一种采用精梳的纯棉面料用多种组织或双层或多层复杂组织织造的粗厚织物,因其花型图案幅度大且精美、色彩层次分明立体感强等特征和用途而得名。
纯棉提花面料采用电子龙头喷气织造,不同于贡缎提花及色织提花的单色印染,采用双色套染提花面料,色织布料经过丝光处理。
大提花能织出比小提花要丰富得多的花型,能织出包括花、鸟、鱼、虫、飞禽走兽等多种美丽图案。
两色套染的大提花面料的图案幅度大且精美,色彩对比更鲜明,花型层次更丰富,立体更感分明,花朵的图案肌理感更强;手感丰满,质地厚实,坚固耐磨,有良好的吸湿性和透气性,细腻的柔软触感,贴身使用柔软舒适,坐用舒适,不闷不潮。
花型有层次,凹凸感强。
因此相对于一般的布料,大提花面料因其舒适、耐久、花型漂亮的特性更适合家居使用。
不易变形且不易褪色。
除此外,还有以下特点:①吸湿性:纯棉提花面料具有较好的吸湿性,在正常的情况下,棉纤维可向周围的大气中吸收水分,其含水率为8-10%,所以它接触人的皮肤,使人感到柔软而不僵硬。
如果纯棉提花面料湿度增大,周围温度较高,纤维中含的水分量会全部蒸发散去,使织物保持水平衡状态,使人感觉舒适。
②保湿性:由于纯棉提花面料是热和电的不良导体,热传导系数极低,又因棉纤维本身具有多孔性,弹性高优点,纤维之间能积存大量空气,空气又是热和电的不良导体,所以,纯棉提花面料具有良好的保湿性,穿着纯棉提花面料服装使人感觉到温暖。
大提花织物的设计

大提花软家具装饰织物的开发与设计摘要装饰织物品种丰富,原料覆盖面广,用途多,功能全。
从普通型到豪华型,从单一功能到复合功能,从私家住宅到公共场所,从生活空间到娱乐场所,从地面到空间,从固定环境到运动环境,无处没有室内装饰纹织物的身影。
软家具装饰织物已经与人们的生活和工作密不可分了,且兼具了生活美化功能、环境保护功能、保健舒适功能。
随着科学技术的发展,新的室内装饰纹织物产品会不断出现,会不断充实装饰织物的品种。
在提花机上织造的组织称为大提花组织,用一种组织为地部,另一种组织显示出花纹图案,并以植物的组织结构的经纬纱线有规律的沉浮来表现图案形象的。
是以纤维的性能,纱支的形态,织物的组织变化,色经色纬的相互交错产生的第三色相闪色效应等相互衬托的。
大提花织物外观比较高贵华丽,立体感强,常常用作高档席梦思、沙发、床头靠背的面料。
本文分析大提花软家具装饰织物的发展趋势及分类,阐述了大提花装饰织物面料的设计思路及生产中的关键工艺与技术措施。
其具体包括纹样设计、纱线原料的选择及合理配置及组织结构,如此设计装饰织物的外观视觉效果和使用时的性能都得到了提高。
ABSTRACTVariety of decorative fabric is very rich, wide coverage of its raw materials, multi-purpose, full-featured. From the ordinary to luxury, from a single function to complex functions, from private residences to public places, from the living space to entertainment, from the ground to space, from the environment to the fixed environment movement, nowhere no indoor decorative pattern fabric figure. Soft upholstery fabric has been with the people's life and work are inseparable, and both the living and landscaping features, environmental protection function, health comfort features. With the development of science and technology, new upholstery fabric product lines will continue to occur, we will continue to enrich the varieties of decorative fabric.In jacquard weaving jacquard organization called the Organization, with an organization for the land portion, and the other organizations show patterns, and the organizational structure of warp and weft yarn plant a regular pattern of ups and downs to the performance of the image. Hue is the third flash color effects and other properties of the fibers produced intertwined, form the yarn, fabric organizational change, color by color weft off of each other. Jacquard fabric looks more noble and beautiful, three-dimensional sense, often used as a high-end Simmons, sofa, bed backrest fabric.This paper analyzes the soft jacquard upholstery fabric trends and classification, elaborated jacquard decorative fabric panel design ideas and production of key technology and technical measures. Specific patterns include the design, selection of raw materials and yarn rational allocation and organizational structure, so the design of decorative fabric visual appearance and performance when used have been improved家具覆盖装饰织物这类织物指柜、凳、沙发、台面等家具包覆、遮盖用织物。
大提花知识

大提花大提花的大概生产流程,工厂根据客户的来样或彩稿+织物的规格,让专业制作大提花纹板及上机工艺的加工厂设计出工艺、做出纹板。
然后根据工艺投料、染色(色织)、做经轴(可能是2个或3个)、调整龙钩、吊通丝、穿经(在织机上穿)、装纹板、调上机纬密、试车对花形、开出、坯布生修、后整理、熟修、打包出厂。
大提花的提花原理,大提花织物与小提花织物生产上不同处有两点,一是大提花不用棕框,而用龙头+通丝+目板+棕丝的比较复杂的组合;二是大提花的纹板帘一般很长,在一个提花回位中有N根纬纱就得配N块纹板,要有专门的支架用来挂纹板帘,穿联纹板有讲究,哪块纹板正反面搞错或左右两头调了位,都会织错花形,寻找排错的纹板也很麻烦,挂纹板帘的支架一般和提花龙头一起安排在织机的上方。
小提花纹板上一般最多24个纹孔,分别用来控制棕框升降和选纬,一块大提花纹板会有几千个纹孔,它们与提花机龙头的纹针数相对应,每个孔位对准一根纹针,以该孔位是否打孔来控制是否提棕,一个纹孔控制数根经纱的运动,这些经纱分别是通幅布面中每朵花中的一根或几根,原则就是运动轨迹相同的经纱可以通过各自的通丝吊在一个龙钩上,如果根数过多,超过龙钩的承重能力,可以考虑多几只钩分担,很多情况下,一只钩上所吊的通丝数是整幅布中的花数。
它们的信息传输过程是纹板---纹针---龙钩---通丝---综丝---经纱。
先进的电脑提花龙头大提花机,可以省去制作纹板和安排一堆纹板运转的麻烦。
同时从设计到开车的时间大大缩短,还便于修改,效率有很大提高,但设备投入要高很多,往往是普通机的十倍或更多。
大提花织物和一般织物一样,只能做有限度的纱支和密度,而且不是所有花式都能提,因为是大提花,经纱有很多种不同的织造结构,可能会有不同的织造松紧度,以至于织造过程中产生经纱张力不均现象,如果张力不均轻微,可以生产,布面有一些不平复的现象,或容易有星跳。
如果严重,无法织造,或织造效率很低,还伴有很多的疵病。
35真丝20绢丝单面大提花布及设备制作方法与制作流程

本技术涉及一种面料的制备方法。
35%莱赛尔纤维30%真丝20%棉15%绢丝单面大提花布的制备方法,该方法包括以下的步骤:开幅、清水定型烘干、丝光、第二次定型、橡毯预缩、蒸呢和汽蒸预缩。
制备的单面大提花布,同时具备莱赛尔纤维、真丝、棉、绢丝的特性,具有吸湿力强、较高的溶胀性、吸水性、透气性、保暖性、护肤保健,光泽润美,手感柔和耐用性。
权利要求书1.35%莱赛尔纤维30%真丝20%棉15%绢丝单面大提花布的制备方法,其特征在于该方法包括以下的步骤:1)原料准备:120N/2天丝35/棉20/绢15色纱,3股真丝色丝;2)织造:在34寸30G单面提花机加装专用添梭三角,按48路排针,在电脑软件中编辑设计好花型,按电脑版图形及配色将色纱相应的接入进纱路数,其中3股真丝作添梭使用;3)开幅:采用卧式开幅机,开幅辊线速度<50m/min;4)清水定型烘干;5)丝光工艺:干坯布开幅接头直接上机做轻碱丝光,丝光过程中先按100g/L加Fe3+螯合分散剂改善水质,NaOH浓度200-260g/L,0.2%丝光渗透剂,按25m/min常温丝光,碱液轧洗后在平洗时加90g/L冰醋酸进行酸碱中和,PH值≧7,并起固色作用;6)二次定型:二次定型加40~70g/L蓬松柔软剂、冰凉整理剂60~65g/L、滑爽硅油130~160g/L,温度140~165℃,超喂25m/min;7)橡毯预缩:橡毯温度应控制在55~70℃,车速在30~35m/min;8)蒸呢及预缩工艺:对丝光及定型后织物进连续加压蒸呢机进行蒸呢,蒸汽压力6Pa以上,20m/min,蒸呢后面料由汽蒸预缩机及毛毯预缩机对面料的横向、纵向缩水率,织物花型、有效门幅作加工调整;9)汽蒸预缩:机械速度,20-30m/min,饱和蒸汽3-3.5Bar,压缩空气5Bar,对面料的横向、纵向缩水率,织物花型、有效门幅作加工调整。
2.根据权利要求1所述的方法制备的单面大提花。
大提花说明书

第一章启动系统(一)开机与关机1.开机顺序打开显示屏→扫描仪→打印机→计算机计算机自动检测各个仪器的状态,最后进入win2000画面2.关机顺序用鼠标点屏幕右上角的“x”关闭所有窗口,再用鼠标单击“开始”关闭系统→屏幕出现“现在可以安全关闭计算机”后,主机自动关闭→关闭扫描仪→关闭显示屏(二)写花系统的进入双击“”(三)系统操作步骤概述:1.扫描:纹样→扫描→分色→设经、纬线→存意匠图2.绘图:读取意匠图→修改图案→保存意匠图3.工艺处理:接回头→勾边、包边→铺组织→存意匠图4.纹板处理:投梭→建组织配置表→选择样卡→生成纹版第二章菜单功能介绍(以下“单击”如不特别指明,均指用鼠标左键单击)一. “文件”菜单●“新建”新生成一个意匠文件●“打开”打开一个意匠文件或扫描原稿文件(BMP文件)●“关闭”关闭当前文件●“保存”保存当前文件●“另存为”另存当前文件选择“文件类型”,填上文件名,单击“确定”即可●“打印”打印当前意匠文件(其他类型文件不能打印)●“打印预览”打印预览当前意匠文件●“打印设置”弹出“打印设置”对话框,对话框如下:(1).这个对话框用于设置打印方式和每种方式采用的打印参数。
打印方式分为两种:实物打印和大幅面打印。
(2).实物打印是指将意匠文件按照它实际的大小打印出来,打印时,该意匠在纸张上的位置以及打印意匠的哪一部分都可以设置。
大幅面打印是指通过设置每个意匠格(即每个象素)的大小来决定意匠的大小,一般用于放大打印。
(3).同时可以设置各个复选框及指定内容。
●多个文件打印可以同时打印多个意匠文件,每个意匠文件的大小和在纸张上的位置都可以自由设置●最近打开的意匠文件和扫描原稿文件●“退出”退出应用程序二.“查看”菜单●“主工具栏”隐藏或显示主工具栏(界面左上方的工具栏)●“状态栏”隐藏或显示下方状态栏●“本地工具栏”隐藏或显示本地工具栏(界面左边的操作工具栏)●“索引工具栏”隐藏或显示索引工具栏(界面下方工具栏的右边部分)●“缩略图栏”隐藏或显示缩略图栏(界面下方工具栏的左边部分)●“底部工具栏”隐藏或显示底部工具栏(界面下方的整个工具栏)●“意匠库”在索引工具栏显示意匠文件●“组织库”在索引工具栏显示组织文件●“缩略图”在索引工具栏显示文件缩略图●“大图标”在索引工具栏显示文件大图标●“小图标”在索引工具栏显示文件小图标●“列表”在索引工具栏显示文件列表●“详细资料”在索引工具栏显示文件详细资料三.“窗口”菜单●“层叠”将当前打开窗口层叠起来●“平铺”将当前打开窗口平铺●“排列图标”将当前最小化窗口自动排列一下●当前打开的窗口四.“变形”菜单“矩形变椭圆”将意匠中局部选择区域的矩形图形变为椭圆“椭圆变矩形”将意匠中局部选择区域的椭圆图形变为矩形“矩形变扇形”将意匠中局部选择区域的矩形图形变为扇形“矩形变正多边形”将意匠中局部选择区域的矩形图形变为正多边形五.“帮助”菜单●“帮助主题”打开系统的在线帮助●“关于浙大经纬纹织CAD系统”打开系统简介对话框●将鼠标移至各个功能后按F1,就出现对应功能的帮助信息。
祥兴电脑提花机显示屏操作说明书
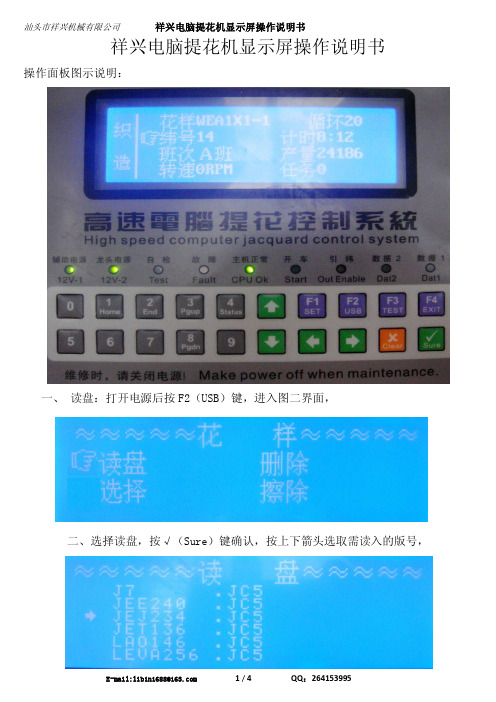
祥兴电脑提花机显示屏操作说明书
操作面板图示说明:
一、读盘:打开电源后按F2(USB)键,进入图二界面,
二、选择读盘,按√(Sure)键确认,按上下箭头选取需读入的版号,
三、按F2键选取。
四、按√键确认选取读入系统。
五、开始读盘入系统。
六、按F2(USB)键,按上下键选择《选择》键,进入系统电子版目录,
七、选取需要的电子版,按F2(USB)选取。
八、按√(Sure)键确认。
九、按F4(EXIT)键退回主界面,
十、如需前后错纬,选取纬号,按上下键就可前或后一纬,按按√(Sure)键确认。
十一、系统电子版太多,无法读入新版,需将系统旧版删除掉,操作同读版一样,只是需选择删除然后进入操作。
大提花织物工艺技术及专业英文术语

大提花织物工艺技术及专业英文术语大提花织物又称大花纹织物,是用提花机织成的大型花纹组织,其完全纹样组织的经纱数少则几百根,多则数千根。
Also known as the Jacquard fabric fabric, large pattern is woven in Jacquard tissue, its warp full patterns organizations is less then hundreds of roots, many thousands of roots.大提花多以一种组织为基础(地组织),而以另一种或数种不同组织在其上显现花纹图案,如平纹地、缎纹花。
有时亦可利用不同颜色的经纬纱,使织物呈现彩色的大花纹。
亦可配用不同的纤维种类、纱线支数和不同的经纬密,制成各种风格的提花织物。
Jacquard based on an organization (organizations), and another or a number of different organizations appeared in their patterns, such as plain, satin flower. Sometimes may also make use of different color yarn and weft, so that the fabric color patterns. Can be equipped with different fiber types, and different weft yarn count, made of Jacquard fabric of various styles.大提花组织的应用甚为广泛,如用于床上用品、窗帘、毛毯、工艺图等纺织品中。
Jacquard is widely used, such as bedding, curtains, rugs, artwork and other textiles大提花与小提花的区别Difference between jacquard and Dobby简单地说就是:大提花织物是一个组织循环经纱数可达到数百根,需用贾卡强机织制.小提花是由多臂织机织制的小花纺组织的棉织物,或称小花纹织物,多臂提花织物Simply says, basically, is a round number of warp Jacquard fabric can be up to hundreds of roots, needed JiaKaqiang woven. dobby looms are little Jacquard woven flowers woven cotton fabric of the Organization, or small fabric, Dobby Jacquard fabric大提花的大概生产流程Jacquard about production process制作流程工厂根据客户的来样或彩稿+织物的规格,让专业制作大提花纹板及上机工艺的加工厂设计出工艺、做出纹板。
全电脑提花袜机简易培训手册

(参考机型:THS-F6PT)索引:一.机器操作(适用于挡车工和初学保全工)1.机器认识2.操作面板操作3.输入输出操作4.操作规程5.其它操作6.几种常见故障二.袜子设计(适用于袜子打样设计人员)1.原料认识2.机器简介3.袜子构成4.画图及程式简单修改5.设计流程三.机器维修(适用于代班保全工)1.技术特征2.机器组成及零件名称代码和作用3.编程4.故障显示5.毛病产生的原因及维修方法<DIV class=t_msgfont id=postmessage_3780>一.机器操作1.机器认识此机型适合生产平纹和毛圈两种袜子,每一行列加主口可做六色,一般正常袜子每班每台机产量可生产150双,可做双罗口,单罗口Y跟等多种款式,采用吸风装置,每一个袜子结束自动掉下。
自动供油,并有袜子计数及控制功能,能显示每班产量。
机器共有六口,从机器正面看,由左往右,分为第一口,第二口,第三口,第四口,第五口,第六口也称主口。
主口有8个梭子,由右往左称为1号,2号,3号,4号,5号,6号,7号,8号梭子,其它副口每口有3个梭子,由左往右称1号,2号和3号,主口1号2号梭子一般穿棉纱,常用于做袜子面纱,3号梭子一般用于做机头线,4号常穿尼龙用于做挂口线,5号梭子一般穿棉纱用于做头跟面纱,6号梭子一般穿氨纶常用于做袜子底纱,7号8号梭子常穿尼龙或氨纶用于做罗口底线。
2.操作面板操作机器面板右边有三个按钮,分别为停止钮,起动钮和点动钮,机器在停止状态下,按一下点动钮,机器就寸动一下,转动的速度由面板上L图标控制,在停止状态下按一下起动钮,机器运转。
而在机器运转状态下,按一下停止钮,机器停止运转。
面板上F1,F2,F3,F4为功能键,在不同的状态下其功能不一样。
在工作状态下。
F1为限速键,按120然后按F1,机器运转时不超过每分钟120转。
F2为停链,表示机器不执行平链条和花型的步序,而在原步一直运转。
F3为终点停机键,表示一个袜子结束后机器自动停止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章启动系统(一)开机与关机1.开机顺序打开显示屏→扫描仪→打印机→计算机计算机自动检测各个仪器的状态,最后进入win2000画面2.关机顺序用鼠标点屏幕右上角的“x”关闭所有窗口,再用鼠标单击“开始”关闭系统→屏幕出现“现在可以安全关闭计算机”后,主机自动关闭→关闭扫描仪→关闭显示屏(二)写花系统的进入双击“”(三)系统操作步骤概述:1.扫描:纹样→扫描→分色→设经、纬线→存意匠图2.绘图:读取意匠图→修改图案→保存意匠图3.工艺处理:接回头→勾边、包边→铺组织→存意匠图4.纹板处理:投梭→建组织配置表→选择样卡→生成纹版第二章菜单功能介绍(以下“单击”如不特别指明,均指用鼠标左键单击)一. “文件”菜单● “新建” 新生成一个空白的意匠文件● “打开” 打开一个意匠文件或扫描原稿文件(BMP文件)● “关闭”关闭当前文件● “保存”保存当前文件● “另存为” 另存当前文件选择“文件类型”,填上文件名,单击“确定”即可● “打印”打印当前意匠文件(其他类型文件不能打印)● “打印预览” 预览要打印的当前意匠文件● “打印设置” 弹出“打印设置”对话框,对话框如下:(1).这个对话框用于设置打印方式和每种方式采用的打印参数。
打印方式分为两种:实物打印和大幅面打印。
(2).实物打印是指将意匠文件按照它实际的大小打印出来,打印时,该意匠在纸张上的位置以及打印意匠的哪一部分都可以设置。
大幅面打印是指通过设置每个意匠格(即每个象素)的大小来决定意匠的大小,一般用于放大打印。
(3).同时可以设置各个复选框及指定内容。
● 多个文件打印可以同时打印多个意匠文件,每个意匠文件的大小和在纸张上的位置都可以自由设置● 最近打开的意匠文件和扫描原稿文件● “退出” 退出应用程序二.“调整”菜单● 色阶● 曲线● 色彩平衡● 色相/饱和度、● 分割为三原色● 像景分色二. “查看”菜单● “主工具栏” 隐藏或显示主工具栏(界面左上方的工具栏)● “状态栏”隐藏或显示下方状态栏● “本地工具栏” 隐藏或显示本地工具栏(界面左边的操作工具栏)● “索引工具栏” 隐藏或显示索引工具栏(界面下方工具栏的右边部分)● “缩略图栏” 隐藏或显示缩略图栏(界面下方工具栏的左边部分)● “底部工具栏” 隐藏或显示底部工具栏(界面下方的整个工具栏)● “意匠库”在索引工具栏显示意匠文件● “组织库” 在索引工具栏显示组织文件● “缩略图” 在索引工具栏显示文件缩略图● “大图标” 在索引工具栏显示文件大图标● “小图标” 在索引工具栏显示文件小图标● “列表” 在索引工具栏显示文件列表● “详细资料” 在索引工具栏显示文件详细资料三. “窗口”菜单● “层叠”将当前打开窗口层叠起来● “平铺”将当前打开窗口平铺● “排列图标”将当前最小化窗口自动排列一下● 当前打开的窗口四.“变形”菜单“矩形变椭圆” 将意匠中局部选择区域的矩形图形变为椭圆“椭圆变矩形” 将意匠中局部选择区域的椭圆图形变为矩形“矩形变扇形” 将意匠中局部选择区域的矩形图形变为扇形“矩形变正多边形” 将意匠中局部选择区域的矩形图形变为正多边形五.“帮助”菜单● “帮助主题”打开系统的在线帮助● “关于浙大经纬纹织CAD系统”打开系统简介对话框● 将鼠标移至各个功能后按F1,就出现对应功能的帮助信息第三章工具栏功能介绍一. 主工具栏1.打开:(1) 点此按钮,弹出“打开文件”对话框,在文件类型组合框中选择文件类型,再在文件列表中选择要打开的文件,左键点击,再点打开按钮即可(按Ctrl+O键与按打开按钮功能一样)。
(2) 对话框下方为选中文件的缩略图(非本程序生成的意匠无缩略图)。
(3)按钮旁边的下拉按钮点中,将弹出最近打开的文件列表菜单(如下),点中菜单项,即可直接打开文件(注意,凉席文件不可以在下拉菜单里打开)。
2.打开纹版:点此按钮,弹出下面的对话框,操作与“打开”操作一样。
3. 保存:点此按钮,如果意匠是新创建的,将弹出标准存盘对话框,选择文件路径并输入文件名后,点“保存”按钮即可。
如果意匠已保存过,再次保存,将不弹出对话框直接保存到原文件。
意匠保存路径为:C:\ZDJW\YJ\。
(按Ctrl+S快捷键与按保存按钮功能一样)4. 文件恢复:点此按扭后,在意匠上框定矩形选区,则从最后保存的文件中恢复选区位置的图象;在上方工具栏里设置使用选项,单击“全局恢复” 将从文件中恢复整个意匠图;“其它文件恢复”可选择文件,即将所选的文件在恢复选区的对应位置出现。
5. 恢复:点此按钮,可以将在意匠上的修改,进行恢复,恢复步数在“系统参数设置”功能里设定(按Ctrl+Z键与按此按钮功能一致)。
6. 重新执行:点此按钮,可以将恢复的步骤重做(按Ctrl+Y键与按此按钮功能一致)。
7. 局部选择:(1) 点此按钮,可以在意匠图上进行框定矩形选区的操作。
点左键确定一个顶点,按住左键拖拽鼠标至结束点,放开左键即可。
(2) 在上面复选框内填上需选区的四个顶点位置,单击“数字选区”可进行精确选区(3) 单击“全部选定”可进入全范围操作。
(4) 矩形选区后,鼠标在选区边缘可拉伸选区范围,不改变选区位图,在选区内可移动选区位图,选区外可重选矩形选区(原选区落下);右键在选区外可移动位图,在选区内弹出如下菜单,可根据需要选择。
(5) 矩形选区在特殊状态(如换色、包边等)下,在选区边缘可拉伸选区位图。
(6) 如要去掉选区框,按Esc键即可。
8. 多边形选择:(1) 点此按钮,可以在意匠图上进行框定多边形选区的操作。
点左键确定多边形起点,放开左键拖拽鼠标至下一个顶点,点击右键,放开,再拖拽鼠标至下一顶点,点击右键,如此反复,直至画出所有顶点,在最后一个顶点处点左键结束。
(2) 在多边形选区顶点可改变顶点位置,不改变选区位图,在选区内可移动选区位图,选区外可重选多边形选区(原选区落下)。
(3) 其它操作同局部部选择。
9. 意匠格:点下此按钮,可以在意匠图上显示意匠格,意匠格颜色可在右下方的特殊调色板中设定,意匠放大倍数小时(<4) ,意匠格不显示,再次点此按钮,意匠格消失。
意匠格大小在“系统参数设置”功能里设定。
10.缩放:(1)在上方的辅助工具栏里设置使用选项,缩放时,在意匠上左键点击即可。
“只改变经线”:意匠沿X方向缩放,也可用键盘中间的Insert键(经向放大)、Delet键(经向缩小)“只改变纬线”:意匠沿Y方向缩放,也可用键盘中间的Page Up键(纬向放大)、Page Down键(纬向缩小)“同时改变经纬线”:意匠沿XY方向同时缩放,也可同时用键盘中间的Insert键+Page Up键(经纬向放大)、Delet键+Page Down键(经纬向缩小)“按比例缩放”:意匠按经纬密比例缩放,也可用右边小键盘上的“+’键(按比例放大)、“-”键(按比例缩小)(2)如果要放大特定区域,选放大,再意匠上用左键点击并拖拽,框定放大区域即可;(3)整幅显示时,不能进行修图操作;(4) Home键(恢复1:1比例,显示意匠左上角),End键(Home键前最后一次状况);最大放大比例为32,最小为1。
11. 计算器:二. 扫描工具栏:1.切换:各工具栏之间的切换。
2.扫描:(1)单击该键,此时出现在屏幕上的是一幅上一次扫描后的图案,检查扫描设置(2)单击“预览”,计算机开始预扫描,结束后屏幕上出现一幅图和一个闪烁的虚线框(3)将光标移至虚线框边上,光标出现⏹或☐ ,则可拉动边框定取范围。
若将光标移至虚线框内,光标变成时,可移动整个范围。
也可自行设定扫描尺寸。
(4)扫描范围定好后,单击"扫描",开始扫描,稍后会出现“经纬密设置”对话框。
(5)填入经纬密后点“确定”或直接点“取消”,就呈现一图形文件。
3.放大缩小:(1) 单击该键,则进入放大缩小功能,(2) 在位图上单击右键, 即出现以下对话框若需按比例缩放,在“实物比例”前打钩,再进入“设置”,进行经纬密设置,如下:(3)在位图上单击左鍵,(也可在按鍵盘上lnsert鍵或Page Up鍵)则位图被放大,如果在单击左鍵的同时按下了Shift键,(也可在按鍵盘上Deiete鍵或Page Down鍵)则位图被缩小在按鍵盘上按Home键,则位图被缩小至最小比例在按鍵盘上按End键,则位图恢复至按Home键前的大小(4)局部放大时,按下鼠标不放,可拉出一个虚线框,则放大虚线框内的范围到整个屏幕4.亮度对比度调整:可移动亮度对比度的滚动条进行调节,直至图形清晰即可。
5.裁剪:(1)单击该键,则可以裁剪位图(2)在位图上按住鼠标左键不放,移动鼠标,拉出裁剪框(3)按住鼠标,移动裁剪框周围的八个点,可以改变裁剪框的大小(4)在裁剪框内双击鼠标左键可以裁剪位图,或者在裁剪框内单击鼠标右键,将弹出一个菜单,单击“裁剪”将裁剪位图,单击“取消”将去掉裁剪框6. 校正裁剪:(1)单击该键,则可以校正裁剪位图(2)在位图上按住鼠标左键不放,移动鼠标,拉出裁剪框(3)按住鼠标,移动裁剪框周围的四个点,可以改变裁剪框的大小和形状(4)在裁剪框内双击鼠标左键可以校正裁剪位图,或者在裁剪框内单击鼠标右键,将弹出一个菜单,单击“裁剪”将校正裁剪位图,单击“取消”将去掉裁剪框。
7.逆时针校正:(1)扫描后,如果发现图稍右偏则单击该按钮,位图即逆时针校正一个微小角度,再单击再校正,一直到位图变正为止(2)偏差太大时建议重新扫描8.顺时针校正:(1)扫描后,如果发现图稍左偏则单击该按钮,位图即顺时针校正一个微小角度,再单击再校正,一直到位图变正为止(2)偏差太大时建议重新扫描9.任意旋转校正:(1)单击该按钮,屏幕正中会出现一个十字光标图,按住鼠标移动十字左右横线上两个点可以旋转十字(2)在十字中间的圆内按住鼠标不放,可以移动该十字(3)根据位图需要旋转的角度,反方向旋转十字,位置确定后双击十字中间的圆内,就可以旋转位图10.扭曲校正:(1)单击该按钮,屏幕正中会出现四分之一个十字,按住鼠标移动十字上的两个点可以改变水平和垂直方向的校正量(2)在十字中间的圆内按住鼠标不放,可以移动该十字(3)根据位图需要校正的偏移量,反方向移动十字的两根轴,位置确定后双击十字中间的圆内,可以校正位图11.放入组版缓冲区:将当前位图放入组版缓冲区,以待拼接12.取出组版缓冲区:将当前位图从组版缓冲区内取出13.组版设置:(1)单击该按钮,将弹出组版参数设置对话框,这个对话框主要用于选择组版的位图以及它们之间的基本位置,最多可选择16个位图(2)单击对话框中的小框,再单击“载入”按钮,将弹出打开文件对话框,可以选择组版位图,或者双击小框也可以选择位图(3)单击已经选择位图的小框,再单击“删除”按钮,可以删除选择的位图(4)单击选中一个小框后,按住Ctrl键不放,再单击另一个小框,可以同时选中两个小框,这时可以通过单击“交换”按钮,交换这两个小框所包含位图的位置(5)位图都选择完全后,可以单击“返回”按钮来结束组版参数设置,也可以单击“组版”按钮,进入组版窗口。