SG-T060钢结构焊接材料烘焙记录
焊接材料烘焙记录(2)
12:00
100
1~2
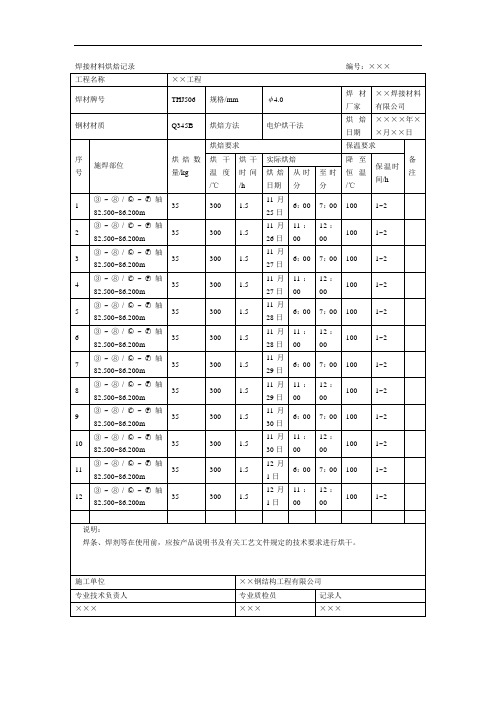
说明:
焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
施工单位
××钢结构工程有限公司
专业技术负责人
专业质检员
记录人
×××0
1~2
10
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月30日
11:00
12:00
100
1~2
11
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
12月1日
6:00
7:00
100
1~2
12
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
12月1日
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月25日
6:00
7:00
100
1~2
2
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月26日
11:00
12:00
100
1~2
3
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月27日
6:00
7:00
100
焊接材料烘焙记录
编号:×××
工程名称
××工程
焊材牌号
THJ506
规格/mm
φ4.0
焊材厂家
××焊接材料有限公司
钢材材质
Q345B
烘焙方法
电炉烘干法
烘焙日期
建筑钢结构工程技术 4.6.14《焊接材料烘培记录》填写范例及说明
9:00 100 1
9:00 100 1
9:00 100 1
焊接材料烘培记录
说明 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不
2h,酸性焊条不宜超过 4h;烘干温度 250~300℃。3 月 19 日ຫໍສະໝຸດ 8:006 钢立柱50
200~240
1
3 月 20 日 8:00
7 钢立柱
50
200~240
1
3 月 21 日 8:00
8 钢立柱
40
200~240
1
3 月 22 日 8:00
9 钢立柱
40
200~240
1
3 月 23 日 8:00
10 钢立柱
30
200~240
1
3 月 24 日 8:00
施
工
《焊接材料烘培记录》填写范例
记
录
《焊接材料烘培记录》填写说明
文
件
钢结构工程资料管理 丨施工记录文件 丨焊接材料烘焙记录
焊接材料烘焙记录
工程名称
钢结构车间工程
焊接牌号 E4303
规格(mm)
焊材厂家
钢材材质 Q235B
烘焙方法 电炉烘干法 烘焙日期
烘焙 序 号 焊接部位 数量
(kg)
烘干温度 (℃)
施工单位
某钢结构工程有限公司
专业技术负责人
专业质检员
记录人
王某某
赵某某
李某某
钢结构工程资料管理 丨施工记录文件 丨焊接材料烘焙记录
责任人:质检员,材料员
表格 解析
焊条烘烤、发放记录
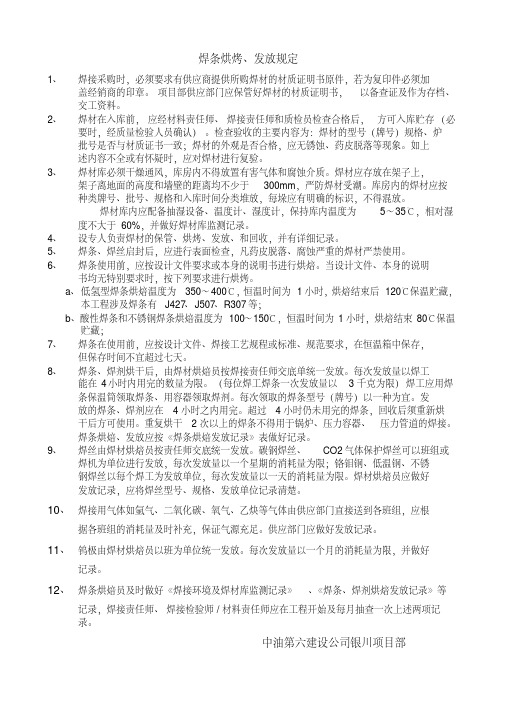
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
焊接材料烘培记录
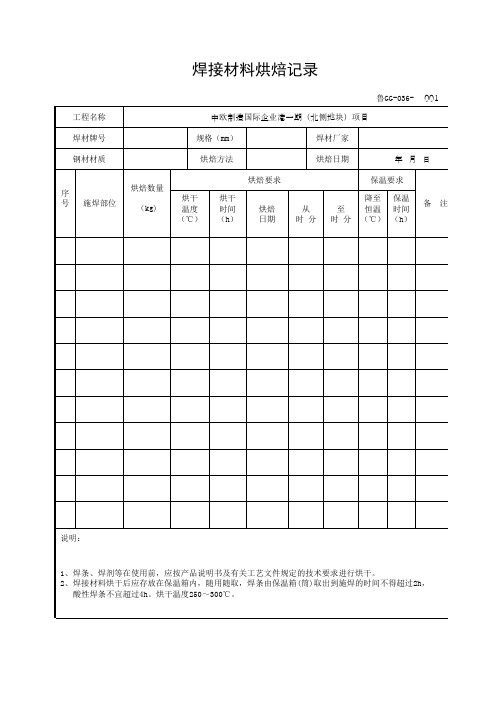
说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h, 酸性焊条不宜超过4h。烘干温度250~300℃。
)有限责任公司 专业质量检查员 记录人
山东省建设工程质量监督总站监制
年
月
日
备
注
得超过2h,
录人
监督总站监制
焊接材料烘焙记录
鲁GG-036工程名称 焊材牌号 钢材材质 中欧制造国际企业港一期(北侧地块)项目 规格(mm) 烘焙方法 烘焙要求 序 号 烘焙数量 施焊部位 (kg) 烘干 温度 (℃) 烘干 时间 (h) 烘焙 日期 从 时 分 至 时 分 降至 保温 恒温 时间 (℃) (h) 备 注 焊材厂家 烘焙日期 年 保温要求 月 日 001
焊接材料烘培记录
焊接材料烘培记录日期:2024年5月1日焊接材料:焊丝ER70S-6目的:去除焊丝表面氧化物和水分烤箱型号:HBA-500烤箱温度范围:50℃-200℃烤箱容量:500L1.烤箱准备-确保烤箱内无杂物和污染物。
-清洁烤箱内部,去除灰尘。
-检查烤箱温度控制器和计时器的正常运行。
2.焊丝准备-验收焊丝外观,检查是否有明显的氧化、水分等。
3.焊丝烘培- 将焊丝平均分布在焊丝网篮中,每篮重量不超过5kg。
-将焊丝网篮放入烤箱中。
-设置烤箱温度为150℃,烘培时间为2小时。
-烤箱门密封,启动烤箱,开始烘培。
-定期监测烤箱温度,确保其在设定温度范围内波动不超过±5℃。
-烤箱温度达到150℃后计时器开始计时。
-在烘培过程中,每30分钟检查一次焊丝的外观和颜色变化情况。
-完成烘培后,关闭烤箱,取出焊丝网篮。
-冷却焊丝至室温。
4.焊丝检验-使用焊丝检验仪检测焊丝的含水率和表面氧化物含量。
-根据焊丝检验仪的说明书进行操作。
-记录检测结果。
5.结果记录-烘培日期:2024年5月1日-烘培温度:150℃-烘培时间:2小时-检测结果:焊丝含水率降低至0.1%,表面氧化物含量降低至0.05%。
6.结论-焊丝经过烘培处理后,焊丝的含水率和表面氧化物含量得到有效去除,焊接质量和可靠性得到提高。
7.备注-本次烘培过程中,烤箱温度控制和计时器运行正常,没有发生异常情况。
-焊丝检验仪正常使用,检测结果准确可靠。
以上是一份焊接材料烘培记录,记录了烘培过程的各项参数和结果,以及烤箱准备和焊丝准备的步骤。
通过这份记录,可以对焊接材料的烘培过程进行有效控制和管理,确保焊接质量的稳定和可靠性的提高。
焊接材料烘焙记录(工程资料第一部分第一卷)

从 时分
至 时分
260
1
201×年
××月 9:00
×日
10: 00
降至恒温 (℃)
80
保温时间 (h)
2
备注
说明: 1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不 宜超过4h。烘干温度250℃~300℃。
焊接材料烘焙记录
工程名称
工程资料样表
JJ-069- 001
焊材牌号
J426 E4316
规格(mm)
4
焊材厂家 ××焊材集团有限公司
钢材材质
Q235B
烘焙方法
电炉烘干法
烘焙日期 201×年××月××日
序号 施焊部位
1
钢梁
烘焙数量 (kg)
25
烘焙要求
保温要求
烘干 温度 (℃
)
烘干 时间 (h)
烘焙 日期
施工单位
项目(专业)技术负责人
×
***监制
焊接材料烘焙记录

编 号
烘 焙 日 期从 时 分至 时 分保温 时间 (h)备 注规格 (mm)烘 焙
方 法
烘焙 数量
(kg)记录人
专业技术负责人:
年 月 日
专业监理工程师:
专业工长(施工员)项目专业质检员:烘焙要求
烘干 温度 (℃)烘干 时间 (h)实际烘焙保温要求焊材厂家烘焙日期降至 恒温 (℃)施 焊 部 位焊 接 材 料 烘 焙 记 录
T0617
工程名称
焊材牌号
钢材材质序
号说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2、焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4小时。
烘干温度250~300℃。
施工单位记录结论
监理(建设)单位意见
年 月 日(建设单位专业技术负责人):
g。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊接材料烘焙记录

永升建设集团有限公司
专业技术负责人
专业质检员
记录人
200~240.
1
6月20日
8:00
9:00
100
1
6
钢立柱
50
200~240.
1
6月21日
8:00
9:00
100
1
7
钢立柱
50
200~240.
1
6月22日
8:00
9:00
100
1
8
钢立柱
40
200~240.
1
6月23日
8:00
9:00
100
1
9
钢立柱
40
200~240.
1
6月24日
8:00
9:00
100
1
9
钢立柱
40
200~240.
1
6月24日
8:00
9:00
100
1
10
钢立柱
30
200~240.
1
6月25日
8:00
9:00
100
1
11
钢立柱
40
200~240.
1
6月26日
8:00
9:00
100
1
说明
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4h;烘干温度250~300℃。
烘焙要求
保温要求
备注
烘干温度
(℃)
烘干时间(h)
实际烘焙
SG-T060钢结构焊接材料烘焙记录
一、本记录为钢结构(钢构件焊接)分项工程检验批质量验收记录的支撑用表。
二、生产厂应写全名,领用人即焊接的实际操作人员,“使用部位”由领用人填写。
三、烘焙温度和时间应根据焊接工艺文件及焊接材料产品说明书的规定选取。
四、焊条、焊剂、药芯焊丝、熔嘴等使用前应进行烘焙。
五、项目技术负责人和质量检验员确认签字。
六、本记录填写一份,施工单位保存。
SG—T060
钢结构焊接材料烘焙记录
工程名称
施工单位焊材名称及规格Fra bibliotek生产厂
烘焙
数量
(kg)
烘焙
温度
(℃)
烘焙人
日期
使用部位
领用人
大西洋牌电焊条
结506¢4
自贡中国焊条厂
50
350
钢柱焊接
大西洋牌电焊条结506¢
自贡中国焊条厂
50
350
钢柱焊接
备注:
项目技术负责人:质量检查员:
年月日年月日
四川省建设厅制
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
SG-T062_钢结构(钢构件焊接)分项工程检验批质量验收记录

SG-T062
钢结构(钢构件焊接)
分项工程检验批质量验收记录
工程名称分项工程名称验收部位
施工单位项目负责人专业工长
分包单位项目负责人
(分包单位)
施工班组长
施工执行标准及编号钢结构工程施工质量验收规范 GB50205-2001
质 量 验 收 规 范 的 规 定施工单位检查评定记录监理(建设)单位验收记
主控项目 1.焊接材料进场 4.3.1条
2.焊接材料复验 4.
3.2条
3.材料匹配 5.2.1条
4.焊工证书
5.2.2条
5.焊接工艺评定 5.2.3条
6.内部缺陷 5.2.4条
7.组合焊缝尺寸 5.2.5条
8.焊缝表面缺陷 5.2.6条
一般项目 1.焊接材料进场 4.3.4条
2.预热和焊后热处理 5.2.7条
3.焊缝外观质量 5.2.8条
4.焊缝尺寸偏差
5.2.9条
5.凹形角焊缝 5.2.10条
6.焊缝感观 5.2.11条
施工单位检查评定结果
施工单位检查
-T062
验收记录。