YL-335B西门子伺服参数表2010
西门子参数表
10000 机床轴名称10160 与MMC 通讯的系数10002 NCK 机械轴的逻辑图10165 预留:10008 PLC 控制的轴的最大号码10170 MMC 任务的启动时间限制10010 方式组的通道有效10180 MMC 任务到准备任务的系数10050 基本系统循环时间10185 NCK 运行时间分量10059 Profibus 报警标识符只对内部10190 模拟的换刀时间10060 位置控制循环系数10192 齿轮换挡时间10061 位置控制循环10200 线性位置的计算精度10062 位置控制循环延迟10210 角度位置的计算精度10065 位置设定延迟10220 激活比例系数10070 插补运算器的周期系数10230 机床数据比例系数10071 插补循环10240 基本公制长度单位10072 通讯任务周期的系数10250 INCH 的转换系数10074 PLC 任务比插补任务的系数10260 有效转换的基本设定10075 PLC 循环时间10270 位置表的比例系统10080 取样实际值分配系数10280 对rel.6.3 的比较gt和lt兼容10082 速度设定输出的超前时间10284 不同的显示变量方式10083 位置控制器输出保持时间的偏置10290 OEM 刀具数据的物理单位10085 中断程序段监控时间失效-激活10291 SIEMENS-OEM 刀具数据的单位10088 重新启动延迟10292 OEM 刀沿数据的物理单位10089 缺少总线时脉冲抑制的等待时间10293 SIEMENS-OEM 刀沿数据的单位10090 监控周期的系数10300 NCK 的模拟输入数10091 检查周期时间的显示10310 NCK 的模拟输出数10092 安全数据再确认循环时间显??10320 NCK 模拟输入的比例10093 SPL 文件存取号10330 NCK 模拟输出的比例10094 安全报警禁用级10340 预留:10095 安全方式屏蔽10350 NCK 数字输入字节的数量10096 安全诊断功能10360 NCK 数字输出字节的数量10097 对于SPL-差额停止反应10361 开关量输入输出短路10098 PROFIsafe 通讯的系数10362 NCK 模拟输入的配置10099 PROFI 安全通讯循环时间10364 NCK 模拟输出的配置10100 最大PLC 周期10366 NCK 数字输入配置10110 PLC 确认的平均时间10368 NCK 数字输出的配置10120 PLC 启动的监控时间10380 更新NCK I/O 设备10130 与MMC 通讯的时间限制10382 NCK 外设的引导时间10131 过载时屏幕更新处理10384 NCK I/O 的处理10132在零件程序中监控时间MMC 命令10385 PROFI 安全-地址主控-设备10134 同时发生的MMC 节点数量10386 PROFI 安全-地址输入-设备10136 PCS 位置的显示方式10387 PROFI 安全-地址输出-设备10140 与驱动通讯的时间限制10388 输入分配A_INSE 到PROFIsafe-de10150 与驱动通讯的系数10389 输出分配A_OUTSE 到PROFIsafe-de10390 SPL 外部接口的输入分配10648 底角的名称10392 SPL 外部接口的输出分配10650 插补参数的名称10394 可直接在NC 读取的PLC 输入字节数量10652 定义轮廓角度名称10395 直接读PLC 输入位起始地址10654 定义轮廓半径名称10396 可直接在NC 写入的PLC 输入字节数量10656 定义轮廓斜面名称10397 直接写PLC 输出位起始地址10660 G2/G3 中间坐标点的名称10398 PLCIO 输入循环升级时间10670 位置信息名称10399 用于PLCIO 左最高位/右最高位10672 轴位置信息名称10400 编辑循环输入字节数量10674 多项式编程不带G 功能POLY 编程10410 编译循环输出字节数10700 程序预处理阶段10420 编译循环的NCK 输出10702 块信号停止预防10430 编辑循环的硬件调试屏蔽10704 空运行激活10450 分配软件凸轮到机床轴10706 跳越有效10460 负凸轮1 - 1632的时间响应10707 编程测试模式10461 正凸轮 1 - 1632的时间响应10708 程序段搜索模式10470 I/O 设备上 1 - 8 凸轮的配置10710 更新的设定数据10471 I/O 设备上9 -16 凸轮的配置10712 未配置的NC 代码列表10472 I/O 设备上17 - 24 凸轮的配置10713 带预处理停止的M 代码10473 I/O设备上25 - 32 凸轮的配置10714 复位后M 代码 f.主轴激活10480 NCU 凸轮信号输出的屏蔽10715 M 代码由子程序代替10485 凸轮特性10716 M 代码替换的子程序名称10490 测量的软挡块10717 T 代码替换的子程序名称10530 比较器字节 1 的模拟量输出10718 带参数的M 代码替代10531 比较器字节2 的模拟量输出10719 T 功能替换的参数化10540 比较器字节1 的参数化10720 上电操作方式10541 比较器字节2 的参数化10722 参数更改10600 FRAME框架旋转的输入类型10730 手动JOG键的功能10602 几何轴转换的FRAME 10731 手动JOG键的功能10604 改变几何轴的工作区限制10760 G53,G153,SUPA 的说明10610 镜象参考轴10780 删除TP 编辑启动禁止10612 镜象改变10800 第一M 功能通道同步10613 NCU 全局基础FRAME 复位后激活10802 通道同步的最后M 功能10615 上电后复位全局基础FRAME 10804 M 功能激活ASUP10617 在子程序存储时FRAME 行为10806 M 功能没激活ASUP10618 GEO 轴变化的保护范围10808 中断程序激活ASUP10620 欧拉角的名称10810 G31 P 测量信号结构10630 普通矢量的名称10812 带G68 双刀架10640 方向矢量的名称10814 MACRO 调用的M 功能10642 旋转矢量的名称10815 M 功能macro 调用的子程序名称10644 临时矢量的名称10816 macro 调用的G 功能10646 第二路径方向编程名称10817 G 功能macro 调用的子程序名称10818 ASUP 启动M96的中断数11380 安全集成测试机床数据10820 快速返回的中断数G10.6 11382 地址单元的INTEGER 整数显示10850 OEM-G-代码的最大号码11384 地址单元的REAL 显示10880 合适的CNC 系统定义11386 地址单元的INTEGER 整数输入10881 ISO_3 模式:G 代码系统11388 地址单元的REAL 输入10882 外部NC 语言的用户G 代码表11390 地址单元的内容重写10884 带或不带数值运算命令11398 轴变量服务器出错10886 增量系统11400 激活内部轨迹功能10888 刀具的位置号11410 报警输出的屏蔽10890 外部语言的刀具编程模式11411 报警激活10892 G00 插补11412 报警响应CHAN_NOREADY 有效10900 分度轴表1 位置数11413 报警参数作为文本输出10910 分隔位置表1 11420 记录文件大小KB10920 分度轴表 2 的位置数11430 数字化时的通道定义10930 分隔位置表2 11432 选择3 轴或32 轴数字化11100 辅助功能组的辅助功能数量11450 参数化搜索11110 辅助功能组说明11460 异步往复的模式表单11120 程序全局用户数据PUD系数有效11470 重新配置的属性11140 除GUD 模块以外的地址11480 OB1 中PLC 轨迹数据的缓存深度11200 上电时装载标准数据11481 OB35 中PLC 轨迹数据的缓存深度11210 仅保存修改过的机床数据11482 OB40 中PLC 轨迹数据的缓存深度11220 INI 初始化文件出错时的系统反应11500 受保护的同步动作11230 MD 文件备份的结构11510 最大允许的IPO 负载11240 SDB1000 号11600 固定的BAG 响应11250 Profibus 停机处理11602 ASUP 运行时不考虑停止的原因11270 NC 语言元素的默认值激活11604 ASUP_START_MAS 优先级有效11280 在工件目录处理INI 文件11610 用户定义ASUP 程序激活11290 在DRAM 选择目录11612 用户定义ASUP 编程的保护级11291 DRAM 中选择目录11620 PROG_EVENT 的程序名称11295 记录文件的存储类型11640 使能间隔在MD11300 JOG 方式中的INC 和REF MC_AXCONF_MACHAX_USED11310 方向改变手轮的阀值11649 打开在#MC_AXCONF_MACHAX_USED 中的11320 每个间隔位置的手轮脉冲数保护11322 每个凸轮爪位置的轮廓手轮脉冲11660 可能的电子齿轮箱数量11324 手轮号码在VDI 接口中描述11700 NC 卡代码11330 INC/手轮的增量大小12000 轴进给倍率开关编码11340 第三手轮:驱动类型12010 轴进给倍率系数11342 第三手轮:驱动号/测量电路号12020 灰度- 编码轨迹进给率开关11344 第三手轮:输入模块/测量电路12030 路径进给倍率的系数11346 手轮:12040 灰度码快速运行倍率开关11360 INC 信号影响方式组12050 快速进给的倍率系数12060 灰度码主轴倍率开关13030 模块识别12070 主轴倍率的系数13040 驱动类型12080 回参考点速度的倍率13050 逻辑驱动地址12082 进给倍率13060 Profibus-DP 标准通讯类型12100 二进制编码的倍率限定13070 使用DP 功能12200 在倍率0 时运行13080 驱动类型Profibus12202 直线轴的固定进给率13100 诊断驱动母线12204 旋转轴的固定进给率13200 探头极性改变12205 主轴固定转速13201 带数字输出的测量脉冲模拟12510 在NCU 组中的NCU 代码13210 带Profibus 驱动的测头操作类型12520 NCU 号,总线终止阻抗有效13220 探头延迟时间12540 联接总线波特率14000 SSI 绝对值编码器的波特率12550 信息存储区重复的最大量14010 FIPO 启动延迟12701 在轴系列1 中的轴清单14020 SSI 延时12702 在轴系列 2 中的轴清单14500 输入字节的个数从PLC12703 在轴系列3 中的轴清单14502 输出字节的个数到PLC12704 在轴系列4 中的轴清单14504 用户数据的号INT12705 在轴系列5 中的轴清单14506 用户数据的号HEX12706 在轴系列 6 中的轴清单14508 用户数据的号FLOAT12707 在轴系列7 中的轴清单14510 用户数据INT12708 在轴系列8 中的轴清单14512 用户数据HEX12709 在轴系列9 中的轴清单14514 用户数据FLOAT12710 在轴系列10 中的轴清单14516 用户数据HEX12711 在轴系列11 中的轴清单17200 全局MMC 信息没有物理单元12712 在轴系列12 中的轴清单17201 全局MMC 状态信息没有物理单元12713 在轴系列13 中的轴清单17500 替换刀具的最大号12714 在轴系列14 中的轴清单17510 卸载后刀具- 数据的运行状态12715 在轴系列15 中的轴清单17520 产生新刀具:默认设置12716 在轴系列16 中的轴清单17530 对于HMI 标记的刀具-数据-变化12750 轴系列名称17600 REORG 中log 存储最优化深度12970 数字PLC 输入地址的起始地址18000 更新PLC 接口12971 数字输入地址号18040 PCMCIA 卡的版本和日期12974 数字PLC 输出地址的起始地址18050 自由无缓冲内存bytes12975 数字输出地址号18060 自由缓冲内存bytes。
西门子PLC参数表

0.25ms 电压 100us 电流2ms
8路向导调用
中断种类
通讯口中断、定时中断、计数中断、I/O中断
集成的数字量I/O
12DI/8DO
24DI/16DO
36DI/24DO
扩展能力
集成的模拟量I/O 最大I/O点数(数字
品牌 PLC 型号 上市时间 外形尺寸 执行时间(仅指令)
CPU SR20 90*100*81
西门子
S7-200 SMART
CPU SR40/ST40 CPU SR60/ST60
2012年7月30日
125*100*81
175*100*81
0.15us
程序内存
工作:12KB 装载:8KB 保持区:10KB
工作:24KB 装载:16KB 保持区:10KB
工作:30KB 装载:20KB 保持区:10KB
高速计数
执行能力
高速脉冲输出
中间数据掉电保持
模拟量输入处理时间
模拟量输出处理时间
PID
4个60KHZ单相 4个60KHZ单相 4个60KHZ单相 2个40KHZ双相 2个40KHZ双相 2个40KHZ双相扩ຫໍສະໝຸດ 展模模拟量模块
块
通讯模块
测温模块
特殊功能模块
4AI,2AD,4AI/2AD 功能扩展板:1AO ——
热电阻:2通道 ——
通 通信 讯 接口 能
力
集成
扩展 选件
通讯协议
RS484*1
RS484*1
RS484*1
以太网接口*1 以太网接口*1 以太网接口*1
RS232/485*1 RS232/485*1 RS232/485*1 RS232/485信号板
YL-335B介绍

项目一了解 YL-335B 自动生产线实训考核装备1.1 YL-335B 的基本组成亚龙 YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元 5 个单元组成。
其外观如图 1-1 所示。
图1-1 YL-335B外观图其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代工业企业应用最为广泛的电气控制技术。
在 YL-335B 设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B 采用了基于 RS485 串行通信的 PLC 网络控制方案,即每一工作单元由一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通讯实现互连的分布式控制方式。
用户可根据需要选择不同厂家的 PLC 及其所支持的 RS485 通信模式,组建成一个小型的 PLC 网络。
小型 PLC 网络以其结构简单,价格低廉的特点在小型自自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于 RS485 串行通信的 PLC 网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
1.2 YL-335B 的基本功能YL-335B 各工作单元在实训台上的分布如图 1-2 的俯视图所示。
图 1-2 YL-335B 俯视图各个单元的基本功能如下:1、供料单元的基本功能:供料单元是 YL-335B 中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
自动化生产线安装与调试样题(YL335B)
自动线装配与调试任务书工位号:一、竞赛设备及工艺过程描述YL-335B自动生产线由供料、输送、装配、加工和分拣等5个工作单元组成,其中,供料与输送、装配、加工以及分拣单元等分别构成工作站,均设置一台PLC承担其控制任务,各PLC之间通过RS485串行通信的方式实现互连,构成分布式的控制系统。
系统主令工作信号由连接到供料-输送站PLC的触摸屏人机界面提供,主站与各从站之间通过网络交换信息,各从站应具备在网络故障时进行单站操作的后备功能。
整个系统的主要工作状态除了在人机界面上显示外,尚须由安装在装配单元的警示灯显示启动、停止、报警等状态。
自动生产线的主要工作过程如下:⑴将供料单元料仓内金属或白色塑料的待装配工件送往装配单元的装配台进行装配。
⑵装配工作如下:把装配单元料仓内的白色或黑色的小园柱零件嵌入到装配台的待装配工件中,完成装配后的成品(嵌入白色零件的金属工件简称白芯金属工件,嵌入黑色零件的金属工件简称黑芯金属工件;嵌入白色零件的白色塑料工件简称白芯塑料工件,嵌入黑色零件的白色塑料工件简称黑芯塑料工件;)送往加工站。
⑶在加工单元完成对工件的一次压紧加工,然后送往分拣单元。
已装配和加工的成品工件如图1所示。
图1 已完成加工和装配工作的工件⑷通过分拣机构,从1号槽和2号槽分别输出满足一定套件关系的工件,不满足套件关系的工件从3号槽输出作为散件。
⑸从1号滑槽或2号滑槽输出的总套件数达到指定数量时,一批生产任务完成,系统停止工作。
二、需要完成的工作任务(一)自动生产线设备部件安装完成YL-335B自动生产线的供料、装配、加工、分拣单元和输送单元的部分装配工作,并把这些工作单元安装在YL-335B的工作桌面上。
1、各工作单元装置侧部分的装配要求如下:⑴供料、装配和加工单元装置侧部分的机械部件安装、气路连接工作已完成,选手须进一步按工作任务要求完成该单元在工作桌面上的定位,并进行必要的装配检查和调整工作。
⑵ 完成输送单元装置侧部件的安装和调整以及工作单元在工作台面上定位。
简述yl335b自动化生产线各部分的基本功能

简述yl335b自动化生产线各部分的基本功能
yl335b自动化生产线是一种先进的自动化设备,由多个组件组成,这些组件协同工作,完成生产任务。
以下是yl335b自动化生产线中的基本功能:
1. 控制系统:控制系统是yl335b自动化生产线的核心,负责控制整个生产线的运行。
它包括数据采集、控制逻辑、故障诊断、安全防护等功能。
2. 传感器系统:传感器系统用于检测生产过程中的参数和状态,例如机器的运转状态、原材料的分布情况、产品的的尺寸和质量等。
这些传感器将数据传输给控制系统,以便对其进行控制和调节。
3. 执行系统:执行系统用于根据传感器的数据传输,对机器或产品进行加工或运动控制。
例如,电机驱动系统、减速器、执行机构等,这些组件共同完成生产过程。
4. 自动换轨系统:自动换轨系统用于更换生产线上失效或损坏的轨道,以保证生产线的安全和稳定运行。
5. 自动清洗系统:自动清洗系统用于对生产线上的设备进行清洗,以保持其干净和卫生。
例如,自动清洗机器人、清洗液循环系统等。
6. 自动装配系统:自动装配系统用于将产品按照预设的规格和工艺进行组装,以满足客户需求。
例如,自动装配机器人、装配线布局系统等。
7. 安全防护系统:安全防护系统用于检测生产过程中的危险和异常情况,例如,报警系统、安全防护设备、安全控制系统等。
这些功能确保生产线上的人员和生产环境的安全性。
yl335b自动化生产线具有高度自动化、高精度、高效率和高安全性的特点,可以大幅提高生产效率和产品质量,降低生产成本和安全风险。
随着自动化技术
的不断发展,yl335b自动化生产线将成为未来工业生产的重要趋势之一。
自动化生产线安装与调试样题(YL335B)
自动线装配与调试任务书工位号:一、竞赛设备及工艺过程描述YL-335B自动生产线由供料、输送、装配、加工和分拣等5个工作单元组成,其中,供料与输送、装配、加工以及分拣单元等分别构成工作站,均设置一台PLC承担其控制任务,各PLC之间通过RS485串行通信的方式实现互连,构成分布式的控制系统。
系统主令工作信号由连接到供料-输送站PLC的触摸屏人机界面提供,主站与各从站之间通过网络交换信息,各从站应具备在网络故障时进行单站操作的后备功能。
整个系统的主要工作状态除了在人机界面上显示外,尚须由安装在装配单元的警示灯显示启动、停止、报警等状态。
自动生产线的主要工作过程如下:⑴将供料单元料仓内金属或白色塑料的待装配工件送往装配单元的装配台进行装配。
⑵装配工作如下:把装配单元料仓内的白色或黑色的小园柱零件嵌入到装配台的待装配工件中,完成装配后的成品(嵌入白色零件的金属工件简称白芯金属工件,嵌入黑色零件的金属工件简称黑芯金属工件;嵌入白色零件的白色塑料工件简称白芯塑料工件,嵌入黑色零件的白色塑料工件简称黑芯塑料工件;)送往加工站。
⑶在加工单元完成对工件的一次压紧加工,然后送往分拣单元。
已装配和加工的成品工件如图1所示。
图1 已完成加工和装配工作的工件⑷通过分拣机构,从1号槽和2号槽分别输出满足一定套件关系的工件,不满足套件关系的工件从3号槽输出作为散件。
⑸从1号滑槽或2号滑槽输出的总套件数达到指定数量时,一批生产任务完成,系统停止工作。
二、需要完成的工作任务(一)自动生产线设备部件安装完成YL-335B自动生产线的供料、装配、加工、分拣单元和输送单元的部分装配工作,并把这些工作单元安装在YL-335B的工作桌面上。
1、各工作单元装置侧部分的装配要求如下:⑴供料、装配和加工单元装置侧部分的机械部件安装、气路连接工作已完成,选手须进一步按工作任务要求完成该单元在工作桌面上的定位,并进行必要的装配检查和调整工作。
⑵ 完成输送单元装置侧部件的安装和调整以及工作单元在工作台面上定位。
YL335B介绍

项目一了解 YL-335B 自动生产线实训考核装备1.1 YL-335B 的基本组成亚龙 YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元5 个单元组成。
其外观如图 1-1 所示。
图1-1 YL-335B外观图其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代工业企业应用最为广泛的电气控制技术。
在Y L-335B 设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B 采用了基于 RS485 串行通信的 PLC 网络控制方案,即每一工作单元由一台PLC 承担其控制任务,各PLC 之间通过RS485 串行通讯实现互连的分布式控制方式。
用户可根据需要选择不同厂家的 PLC 及其所支持的RS485 通信模式,组建成一个小型的PLC 网络。
小型PLC 网络以其结构简单,价格低廉的特点在小型自自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于 RS485 串行通信的 PLC 网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
1.2 YL-335B 的基本功能YL-335B 各工作单元在实训台上的分布如图 1-2 的俯视图所示。
图 1-2 YL-335B 俯视图各个单元的基本功能如下:1、供料单元的基本功能:供料单元是 YL-335B 中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
yl-335b接线图表

磁性开关
旋转缸左限位检测
I11
11
X012
3B2
磁性开关
旋转缸右限位检测
I12
12
X013
4B
磁性开关
手爪夹紧检测
I13
13
X014
5B1
磁性开关
手爪下降到位检测
I14
14
X015
5B2
磁性开关
手爪上升到位检测
I15
15
X016
6B1
磁性开关
手爪缩回到位检测
I16
16
X017
6B2
磁性开关
手爪伸出到位检测
急停按钮
14
X015
SA
转换开关
单机/联机
15
Y000
1Y
电磁阀线圈
顶料电磁阀
o2
16
Y001
2Y
电磁阀线圈
推料电磁阀
o3
17
Y002
18
Y003
19
Y004
20
Y005
21
Y006
22
Y007
23
Y010
HL1
黄色指示灯
报警指示
24
Y011
HL2
绿色指示灯
运行指示
25
Y012
HL3
红色指示灯
停止指示
光电传感器
物料口检测传感器
I5
5
X004
SC2
金属传感器
推料一传感器检测
I6
6
X005
SC3
光纤传感器
推料二传感器检测
I7
7
X006
SC4
西门子V10系列变频器参数设置表
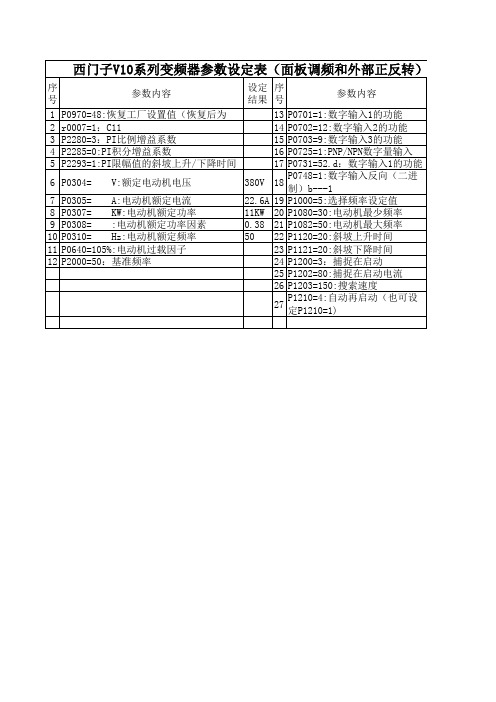
西门子V10系列变频器参数设定表(面板调频和外部正反转)
序 号 1 2 3 4 5 参数内容 P0970=48:恢复工厂设置值(恢复后为 r0007=1:C11 P2280=3:PI比例增益系数 P2285=0:PI积分增益系数 P2293=1:PI限幅值的斜坡上升/下降时间 V:额定电动机电压 设定 序 结果 号 13 14 15 16 17 380V 18 22.6A 11KW 0.38 50 19 20 21 22 23 24 25 26 27 参数内容 P0701=1:数字输入1的功能 P0702=12:数字输入2的功能 P0703=9:数字输入3的功能 P0725=1:PNP/NPN数字量输入 P0731=52.d:数字输入1的功能 P0748=1:数字输入反向(二进 制)b---1 P1000=5:选择频率设定值 P1080=30:电动机最少频率 P1082=50:电动机最大频率 P1120=20:斜坡上升时间 P1121=20:斜坡下降时间 P1200=3:捕捉在启动 P1202=80:捕捉在启动电流 P1203=150:搜索速度 P1210=4:自动再启动(也可设 定P1210=1)
6 P0304= 7 8 9 10 11 12
P0305= A:电动机额定电流 P0307= KW:电动机额定功率 P0308= :电动机额定功率因素 P0310= Hz:电动机额定频率 P0640=105%:电动机过载因子 P2000=50:基准频率
正反转)
设定 结果
YL335B供料单元

沈阳航空职业技术学院毕业论文论文题目:YL-335B供料单元研究学生姓名:付中甲学生学号:111310067班级:113电气2班专业名称:电气自动化应用技术指导教师:郭大勇职称:副教授单位:沈阳航空职业技术学院协助指导教师:职称:单位:日期:2013年9月11日摘要亚龙YL-335B 型自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组,供料单元是YL-335B 中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而顶料气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
关键词:自动,PLC,供料目录摘要 (I)1供料单元的结构 (1)1.1供料单元的元件认知 (1)1.2供料单元的结构组成 (1)1.2.1工件推出与支撑及漏斗部分 (2)1.2.2电磁阀组 (6)2 供料单元的气路设计与连线 (8)3供料单元的电路设计与接线 (9)4 供料单元的PLC编程 (10)4.1 PLC的接线I/O (10)4.2供料单元的本地控制和网络控制 (11)4.2.1本地控制 (11)4.2.2网络控制 (11)结论 (12)参考文献 (13)附录A YL-335B供料单元PLC程序 (14)1供料单元的结构1.1供料单元的元件认知供料单元是YL-335中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
生产线设备YL_335B指导书
YL-335B型自动生产线装备实践指导书(三菱PLC版本)华南理工大学自动化实验教学中心前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
因此,培养掌握机电一体化技术,掌握PLC技术及PLC网络技术的技术人材是当务之急。
亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装供料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过CC-LINK网络通讯实现互连的分布式控制方式。
因此,YL-335B综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、伺服电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335B采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或工作任务的不同进行不同的组合、安装和调试,达到模拟生产性功能和整合学习功能的目标,十分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型自动生产线实训考核装备的基本结构、工作原理和工作过程。
伺服电机和伺服驱动器的使用介绍
伺服电机和伺服驱动器的使用介绍一、伺服电机• 伺服驱动器的控制原理伺服电机和伺服驱动器是一个有机的整体,伺服电动机的运行性能是电动机及其驱动器二者配合所反映的综合效果。
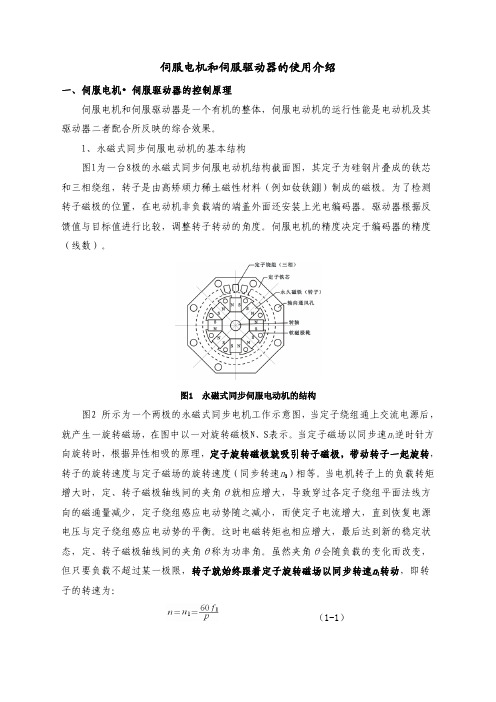
1、永磁式同步伺服电动机的基本结构图1为一台8极的永磁式同步伺服电动机结构截面图,其定子为硅钢片叠成的铁芯和三相绕组,转子是由高矫顽力稀土磁性材料(例如钕铁錋)制成的磁极。
为了检测转子磁极的位置,在电动机非负载端的端盖外面还安装上光电编码器。
驱动器根据反馈值与目标值进行比较,调整转子转动的角度。
伺服电机的精度决定于编码器的精度(线数)。
图1 永磁式同步伺服电动机的结构图2 所示为一个两极的永磁式同步电机工作示意图,当定子绕组通上交流电源后,就产生一旋转磁场,在图中以一对旋转磁极N、S表示。
当定子磁场以同步速n1逆时针方向旋转时,根据异性相吸的原理,定子旋转磁极就吸引转子磁极,带动转子一起旋转,转子的旋转速度与定子磁场的旋转速度(同步转速n1)相等。
当电机转子上的负载转矩增大时,定、转子磁极轴线间的夹角θ就相应增大,导致穿过各定子绕组平面法线方向的磁通量减少,定子绕组感应电动势随之减小,而使定子电流增大,直到恢复电源电压与定子绕组感应电动势的平衡。
这时电磁转矩也相应增大,最后达到新的稳定状态,定、转子磁极轴线间的夹角θ称为功率角。
虽然夹角θ会随负载的变化而改变,但只要负载不超过某一极限,转子就始终跟着定子旋转磁场以同步转速n1转动,即转子的转速为:(1-1)图 2 永磁同步电动机的工作原理电磁转矩与定子电流大小的关系并不是一个线性关系。
事实上,只有定子旋转磁极对转子磁极的切向吸力才能产生带动转子旋转的电磁力矩。
因此,可把定子电流所产生的磁势分解为两个方向的分量,沿着转子磁极方向的为直轴(或称d轴)分量,与转子磁极方向正交的为交轴(或称q轴)分量。
显然,只有q轴分量才能产生电磁转矩。
由此可见,不能简单地通过调节定子电流来控制电磁转矩,而是要根据定、转子磁极轴线间的夹角θ确定定子电流磁势的q轴和d轴分量的方向和幅值,进而分别对q轴分量和d轴分量加以控制,才能实现电磁转矩的控制。
生产线设备YL_335B指导书

自动生产线装备
实践指导书
(三菱PLC版本)
华南理工大学
自动化实验教学中心
、八
刖
现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,
机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术Байду номын сангаас网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是, 生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协 调有序地工作,有机地融合在一起。
3.2相关的知识点27
3.2.1了解直线导轨27
3.2.2加工单元的气动元件28
3.3加工单元的安装技能训练29
3.4加工单元PLC控制系统设计31
3.4.1工作任务31
3.4.2PLC的I/O分配及系统安装接线32
3.4.3编写和调试PLC控制程序错误!未定义书签。
项目四 装配单元控制系统实训35
8.3.4.1规划通信数据126
8.3.4.2从站单元控制程序的编制128
8.3.4.3主站单元控制程序的编制130
项目一
1.1 YL-335B的基本组成
亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料
4.1装配单元的结构与工作过程35
4.2相关的知识点38
4.2.1装配单元的气动元件38
4.2.2认知光纤传感器41
5.3装配单元的安装技能训练42
4.4装配单元PLC控制系统设计44
4.4.1工作任务44
4.4.2PLC的I/O分配及系统安装接线44
4.4.3编写和调试PLC控制程序错误!未定义书签。
1.2YL-335B的基本功能2
自动化生产线安装与调试(西门子 S7-200 SMART系列)课件项目九 YL-335B自动化生产
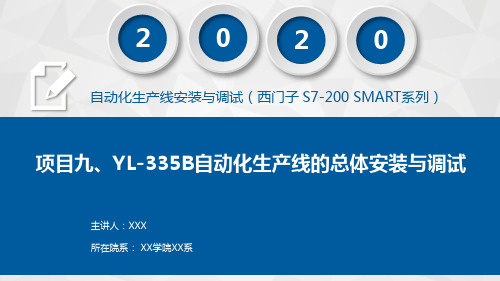
计算机
输送站 S7-200 SMART PLC
(CPU ST40)
伺 服 驱 动 器
供料站
S7-200 SMART PLC (CPU SR40)
装配站Ⅱ S7-200 SMART PLC
(CPU ST40)
步 进 驱 动 器
分拣站 S7-200 SMART PLC
(CPU SR40)
USS通信
变 频 器
准备知识
③按下I1.2时,当M1.5\M1.6\V100.3为0时,变频器以VD52中指定的 频率百分比运行。 变频器运行时,Q1.0为1。
注意:a.实际运行频率= P2000中基准频率*VD52设定百分比。 b.VD52存浮点数,百分比输入应为小数。
c.若出现变频器报警,故障解除后,可按I1.3对变频器故障复位。
192.168.0.5,本地地址:VB1050, 远程地址:V1050。
图9-5对2号站的网络写操作
图9-6 对2号站的网络读操作
准备知识
③ 分配V存储器; 用户配置的每项网络操作都需要16个字节V 存储区, 在 GET/PUT 向导菜单中单击“存储器分配”,向导会自动 建议一个起始地址,可以编辑该地址,但一般选择建议 就好,如图9-7所示。 ④ 生成代码块
成如下功能:① 将1号站(主站)的I2.5的状态映射到2号站的Q0.7; ② 将2号站(从站)的I1.3 的状态映射到1号站的Q1.5;③ 将HMI(连接在主站)上按钮的状态映射到2号站的Q1.0。
(1)硬件系统构成
准备知识
(2)分配 Internet 协议 (IP) 地址 ①编程设备分配 IP 地址:192.168.0.9,子网掩码:255.255.255.0 ②然后为PLC分配地址 CPU1的IP地址为192.168.0.1,子网掩码为255.255.255.0 CPU2的IP地址为192.168.0.5,子网掩码为255.255.255.0
自动化YL335-B毕业设计
2 YL-335B 基本组成
亚龙 YL-335B 型自动生产线实训考核装备由安装在铝合金导轨式实训台
输送单元 S7-226 DC/DC/ DC 共 24 点输入,16 点晶体管输出 供料单
元 S7-224 AC/DC/RLY 主单元 共 14 点输入和 10 点继电器输出
加工单
元 S7-224 AC/DC/RLY 主单元 共 14 点输入和 10 点继电器输出
第 2 章 设备核心技术 1 西门子 PPI 通信 YL-335B 系统的控制方式采用每一工作单元由一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通讯实现互连的分布式控制方式。系统中每一个工作单 元称作工作站。YL-335B 的标准配置为 S7-200 系列,通信方式采用 PPI 协议通 信。 PPI 协议是 S7-200 CPU 最基本的通信方式,通过原来自身的端口(PORT0 或 PORT1)就可以实现通信,是 S7-200 默认的通信方式。 PPI 是一种主―从协议通信,主―从站在一个令牌环网中,主站发送要求到 从站器件,从站器件响应;从站器件不发信息,只是等待主站的要求并对要求作 出响应。如果在用户程序中使能 PPI 主站模式,就可以在主站程序中使用网络读 写指令来读写从站信息。而从站程序没有必要使用网络读写指令。 实现 PPI 通信的步骤 1、对网络上每一台 PLC,设置其系统块中的通信端口参数,对用作 PPI 通 信的端口(PORT0 或 PORT1),指定其地址(站号)和波特率。设置后把系统块下 载到该 PLC。具体操作如下: 运行个人电脑上的 STEP7 V4.0(SP5)程序,打开设置端口界面,如图 2-1 所示。利用 PPI/RS485 编程电缆单独地把输送单元 CPU 系统块里设置端口 0 为 1 号站,波特率为了 19.2 千波特,如图 2-2 所示。同样方法设置供料单元 CPU 端 口 0 为 2 号站,波特率为了 19.2 千波特;加工单元 CPU 端口 0 为 3 号站,波特 率为了 19.2 千波特;装配单元 CPU 端口 0 为 4 号站,波特率为了 19.2 千波特; 最后设置分拣单元 CPU 端口 0 为 5 号站,波特率为了 19.2 千波特,。分别把系统
YL-335B西门子伺服参数表2010
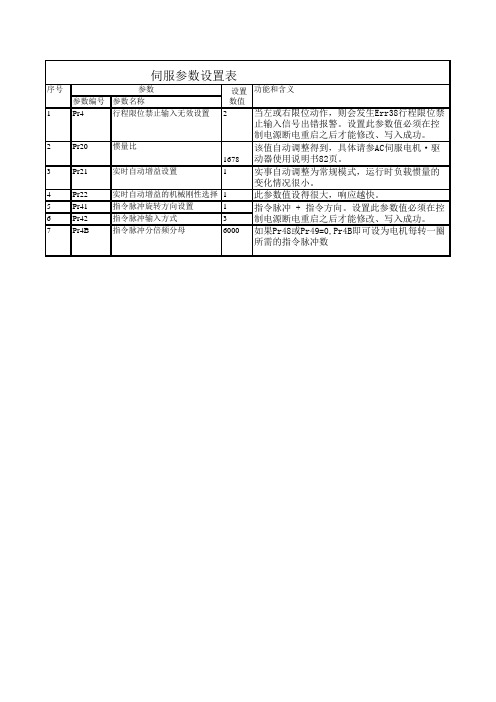
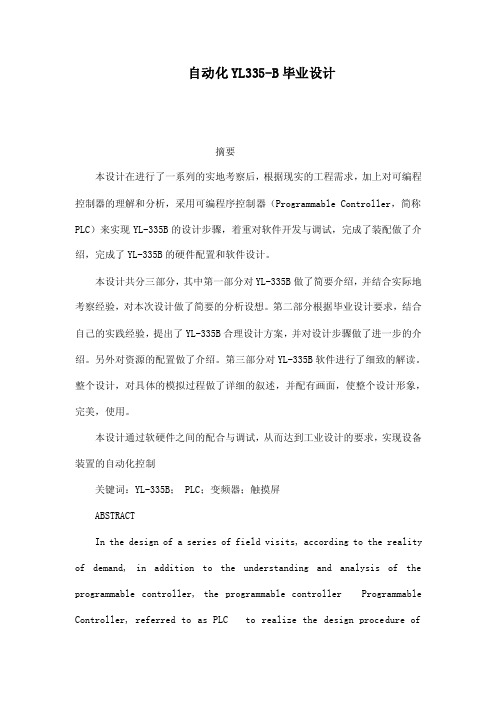
序号 1 参数编号 Pr4 参数 参数名称 行程限位禁止输入无效设置 设置数 值 2
2 3 4 5 6 7
Pr20 Pr21 Pr22 Pr41 Pr42 Pr4B
惯量比 实时自动增益设置 实时自动增益的机械刚性选择 指令脉冲旋转方向设置 指令脉冲输入方式 指令脉冲分倍频分母 1678 1 1 1 3 6000
ห้องสมุดไป่ตู้
功能和含义
当左或右限位动作,则会发生Err38行程限位禁 止输入信号出错报警。设置此参数值必须在控制 电源断电重启之后才能修改、写入成功。 该值自动调整得到,具体请参AC伺服电机·驱动 器使用说明书82页。 实事自动调整为常规模式,运行时负载惯量的变 化情况很小。 此参数值设得很大,响应越快。 指令脉冲 + 指令方向。设置此参数值必须在控 制电源断电重启之后才能修改、写入成功。 如果Pr48或Pr49=0,Pr4B即可设为电机每转一圈 所需的指令脉冲数
参数编号参数名称1pr4行程限位禁止输入无效设置22pr20惯量比16783pr21实时自动增益设置14pr22实时自动增益的机械刚性选择15pr41指令脉冲旋转方向设置16pr42指令脉冲输入方式37pr4b指令脉冲分倍频分母6000伺服参数设置表参数序号设置数值设置表当左或右限位动作则会发生err38行程限位禁止输入信号出错报警
YL-335B的基本组成

项目一了解YL-335B自动生产线实训考核设备 (1)1.1YL-335B的基本组成 (1)1.2YL-335B的基本功能 (2)1.3YL-335B的电气控制 (6)1.3.1 YL-335B 工作单元的结构特点 (6)1.3.2 YL-335B的控制系统 (7)1.4供电电源 (9)1.5 气源处理装置 10项目一了解YL-335B自动生产线实训考核装备1.1 YL-335B的基本组成亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
其外观如图1-1所示。
其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手图1-1 YL-335B外观图装置整体运动则采取伺服电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代工业企业应用最为广泛的电气控制技术。
在YL-335B设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B采用了基于RS485串行通信的PLC网络控制方案,即每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
用户可根据需要选择不同厂家的PLC及其所支持的RS485通信模式,组建成一个小型的PLC网络。
小型PLC网络以其结构简单,价格低廉的特点在小型自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于RS485串行通信的PLC网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
西门子电机参数表

S1 3/2 Star E-Cu 76 kN / 27 kN Rolling-contact bearing 6220 C3 / 6220 C3 Clockwise 80 dB(A) , No-load value 16 dB Standard coating RAL 7030 4900 kg / 1050 kg Acc. to IEC/EN/ISO
Project:
A40+ M13
Offer No.
SizerLD Snap-In Suite Version 2.8.7.1 (Online) Motor selection using search4 3/4 2/4
96 0.89 Bar winding
96.2 0.89
96.1 0.88
95.4 0.83
%
Type of ex-protection Temperature rise time constant te Degree of protection Type of construction Cooling method Coolant temperature KT Ambient temperature Altitude above sea level Insulation system Thermal class Locked-rotor current/rated current IA/IN Locked-rotor torque/rated torque MA/MN Breakdown torque/rated torque MK/MN Moment of inertia Motor Jmot Ext. moment of inertia (max. permissible) Jfremd
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 1 参数编号 Pr4 参数 参数名称 行程限位禁止输入无效设置 设置数 值 2
2 3 4 5r41 Pr42 Pr4B
惯量比 实时自动增益设置 实时自动增益的机械刚性选择 指令脉冲旋转方向设置 指令脉冲输入方式 指令脉冲分倍频分母 1678 1 1 1 3 6000
功能和含义
当左或右限位动作,则会发生Err38行程限位禁 止输入信号出错报警。设置此参数值必须在控制 电源断电重启之后才能修改、写入成功。 该值自动调整得到,具体请参AC伺服电机·驱动 器使用说明书82页。 实事自动调整为常规模式,运行时负载惯量的变 化情况很小。 此参数值设得很大,响应越快。 指令脉冲 + 指令方向。设置此参数值必须在控 制电源断电重启之后才能修改、写入成功。 如果Pr48或Pr49=0,Pr4B即可设为电机每转一圈 所需的指令脉冲数