精晶压铸生产进度计划表
合集下载
模具生产进度表2
模
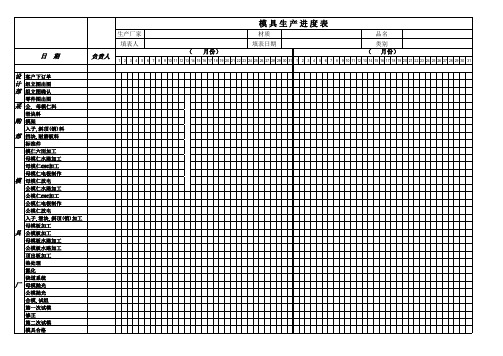
具厂Βιβλιοθήκη 客户下订单 组立图出图 组立图确认 零件图出图 公, 母模仁料 滑块料 模架 入子,斜顶( 入子,斜顶(销)料 挡块, 挡块,耐磨板料 标准件 模仁六面加工 母模仁水路加工 母模仁CNC CNC加工 母模仁CNC加工 母模仁电极制作 母模仁放电 公模仁水路加工 公模仁CNC CNC加工 公模仁CNC加工 公模仁电极制作 公模仁放电 入子,滑块,斜顶( 入子,滑块,斜顶(销)加工 母模板加工 公模板加工 母模板水路加工 公模板水路加工 顶出板加工 热处理 氮化 浇道系统 母模抛光 公模抛光 合模, 合模,试组 第一次试模 修正 第二次试模 模具合格
模具生产进度表
生产厂家 填表人 ( 月份) 月份) 材质 填表日期 ( 品名 类别 月份) 月份)
日 设 计 部 采 购 部
期
负责人
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
模具生产计划进度表
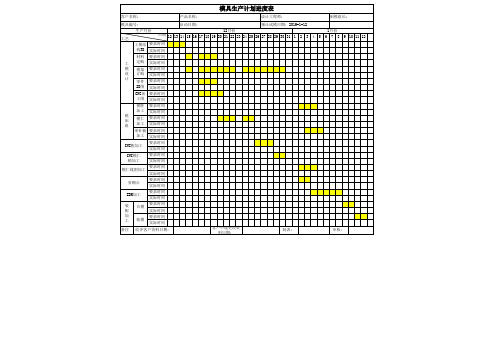
CNC加 要求时间 工图 实际时间 模胚 加工 铣 床 组 模仁 加工 要求时间 实际时间 要求时间 实际时间
顶针板 要求时间 加工 实际时间 CNC粗加工 CNC模仁 精加工 模仁线割加工 省铜公 EDM加工 装 配 加 工 备注 合模 装模 要求时间 实际时间 要求时间 实际时间 要求时间 实际时间 要求时间 实际时间 要求时间 实际时间 要求时间 实际时间 要求时间 实际时间
模具生产计划进度表
客户名称: 模具编号: 生产月份 日期 工艺 工模结 要求时间 构3D 实际时间 工 模 设 计 材料 定购 模架 订购 零件 2D图 要求时间 实际时间 要求时间 实际时间 要求时间 实际时间 产品名称: 启动日期: 12月份 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26: 预计试模日期:2019-1-12 1月份 7 8 9 10 11 12 制模组长:
客户中途更改资料日期:
收齐客户资料日期:
制表:
审核:
铸件开发计划表范文

铸件开发计划表范文
XX机械公司铸件开发计划
一、开发概述
XX机械公司铸件开发计划是为了满足客户对技术性能要求及交货期
的需求而制定的,同时也为了确保机械元件的性能,符合行业规范的精细
品质。
二、开发目标
1、确定铸件规格,并明确尺寸公差、表面粗糙度及材料成份。
2、按照出货要求,开发需要的工艺流程及技术要求。
3、拟定机械公司铸件开发计划,充分考虑生产的安全、质量和效率
要求,保证铸件开发顺利进行。
4、在质量保证方面,拟定检测方案,检测技术要求和检测与验收标准。
三、开发前准备
1、收集客户的技术资料,了解客户的要求。
2、组织铸件开发小组,细化开发任务,明确人员职责。
3、确定铸件开发的开始日期及基本计划。
4、收集有关设备的资料,包括机型、加工能力、技术参数等,以确
定机械公司的生产能力。
5、确定铸件的材料,定义其物理性能及力学特性,收集有关的资料。
6、拟定检测方案,以确定开发过程中的质量控制。
四、开发方案
1、分析客户的技术资料,确定机械公司的铸件规格,确定尺寸公差、表面粗糙度及材料成份。
2、制定工艺流程,总结每个工序的技术要求,明确加工的时间、工
具及参数要求。
压铸模具生产进度表
压0%
模穴数 1X1 模具工程师
产品名称
内模件之钢材硬度参数: 前(定)后(动)模: HRC46-48
制表日期:
序 号
项目
计划与完成日期3月6号-3月20号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
审 核:
批
准:
F
R
计划 → 实际 ☆
19 A仁电火花 计划 → 实际 ☆
20 B仁电火花 计划 → 实际 ☆
21 镶件电火花 计划 → 实际 ☆
22
抛光
计划 →
实际 ☆
23 飞模、装配 计划 → 实际 ☆
24 模具检验 计划 → 实际 ☆
25
试模
计划 →
实际 ☆
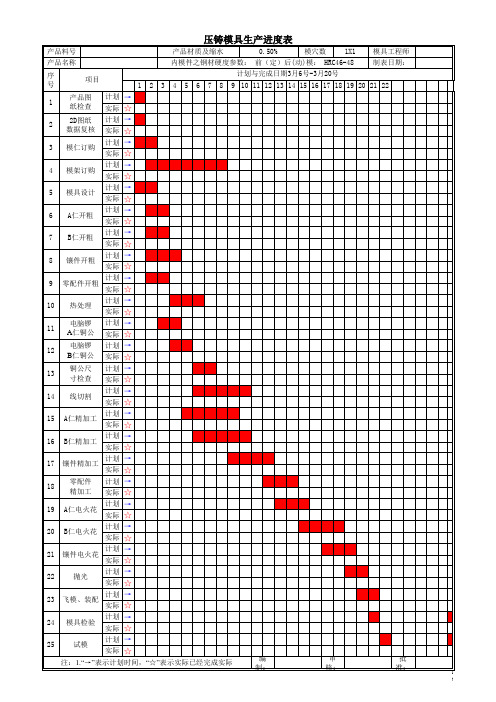
注:1.“→”表示计划时间,“☆”表示实际已经完成实际
编 制:
10 热处理 计划 → 实际 ☆
11
电脑锣 计划 → A仁铜公 实际 ☆
12
电脑锣 计划 → B仁铜公 实际 ☆
13
铜公尺 寸检查
计划 → 实际 ☆
14 线切割 计划 → 实际 ☆
15 A仁精加工 计划 → 实际 ☆
16 B仁精加工 计划 → 实际 ☆
17 镶件精加工 计划 → 实际 ☆
18
零配件 精加工
1
产品图 纸检查
计划 → 实际 ☆
2
2D图纸 计划 → 数据复核 实际 ☆
3 模仁订购 计划 → 实际 ☆
4 模架订购 计划 → 实际 ☆
5 模具设计 计划 → 实际 ☆
6 A仁开粗 计划 → 实际 ☆
7 B仁开粗 计划 → 实际 ☆
8 镶件开粗 计划 → 实际 ☆
模穴数 1X1 模具工程师
产品名称
内模件之钢材硬度参数: 前(定)后(动)模: HRC46-48
制表日期:
序 号
项目
计划与完成日期3月6号-3月20号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
审 核:
批
准:
F
R
计划 → 实际 ☆
19 A仁电火花 计划 → 实际 ☆
20 B仁电火花 计划 → 实际 ☆
21 镶件电火花 计划 → 实际 ☆
22
抛光
计划 →
实际 ☆
23 飞模、装配 计划 → 实际 ☆
24 模具检验 计划 → 实际 ☆
25
试模
计划 →
实际 ☆
注:1.“→”表示计划时间,“☆”表示实际已经完成实际
编 制:
10 热处理 计划 → 实际 ☆
11
电脑锣 计划 → A仁铜公 实际 ☆
12
电脑锣 计划 → B仁铜公 实际 ☆
13
铜公尺 寸检查
计划 → 实际 ☆
14 线切割 计划 → 实际 ☆
15 A仁精加工 计划 → 实际 ☆
16 B仁精加工 计划 → 实际 ☆
17 镶件精加工 计划 → 实际 ☆
18
零配件 精加工
1
产品图 纸检查
计划 → 实际 ☆
2
2D图纸 计划 → 数据复核 实际 ☆
3 模仁订购 计划 → 实际 ☆
4 模架订购 计划 → 实际 ☆
5 模具设计 计划 → 实际 ☆
6 A仁开粗 计划 → 实际 ☆
7 B仁开粗 计划 → 实际 ☆
8 镶件开粗 计划 → 实际 ☆
压铸工艺参数记录表

201操作者设备型号余料饼厚mm模具冷却合金温度压射表mpa压射速度行程mm产品数量控制表监测表二级压射成品件自检废品件自检废品率压铸工艺参数记录表编号
压铸工艺参数记录表
编号:QR-7.5-03 序号:
模具号: 合金牌号: 产间/s
余料饼厚/mm
模具冷却
(有、无)
合金温度/℃
压射表压/MPa
压射速度
慢压射行程/mm
产品数量
控制表
监测表
慢压射
二级压射
成品/件
自检废品/件
自检废品率/%
压铸工艺参数记录表
编号:QR-7.5-03 序号:
模具号: 合金牌号: 产品代号: 201 年
月日
操作者
设备型号
留模时间/s
余料饼厚/mm
模具冷却
(有、无)
合金温度/℃
压射表压/MPa
压射速度
慢压射行程/mm
产品数量
控制表
监测表
慢压射
二级压射
成品/件
自检废品/件
自检废品率/%
压铸工艺参数记录表
编号:QR-7.5-03 序号:
模具号: 合金牌号: 产间/s
余料饼厚/mm
模具冷却
(有、无)
合金温度/℃
压射表压/MPa
压射速度
慢压射行程/mm
产品数量
控制表
监测表
慢压射
二级压射
成品/件
自检废品/件
自检废品率/%
压铸工艺参数记录表
编号:QR-7.5-03 序号:
模具号: 合金牌号: 产品代号: 201 年
月日
操作者
设备型号
留模时间/s
余料饼厚/mm
模具冷却
(有、无)
合金温度/℃
压射表压/MPa
压射速度
慢压射行程/mm
产品数量
控制表
监测表
慢压射
二级压射
成品/件
自检废品/件
自检废品率/%
精晶压铸生产进度计划表
ቤተ መጻሕፍቲ ባይዱ
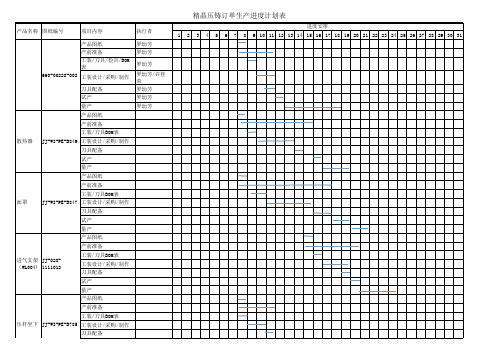
工装/刀具/检具/BOM表 罗幼芳
产品图纸 产前准备 工装/刀具BOM表 压杆坐上 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产
···
精晶压铸订单生产进度计划表
产品名称 图纸编号 项目内容 产品图纸 产前准备 660-00228-002 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 散热器 JJ-WI-PE-B849 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 面罩 JJ-WI-PE-B847 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 进气支架 JJ-028-1111012 工装设计/采购/制作 (WL004) 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 压杆坐下 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产 执行者 罗幼芳 罗幼芳 罗幼芳/许桂荣 罗幼芳 罗幼芳 罗幼芳 进度安排 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
工装/刀具/检具/BOM表 罗幼芳
产品图纸 产前准备 工装/刀具BOM表 压杆坐上 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产
···
精晶压铸订单生产进度计划表
产品名称 图纸编号 项目内容 产品图纸 产前准备 660-00228-002 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 散热器 JJ-WI-PE-B849 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 面罩 JJ-WI-PE-B847 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 进气支架 JJ-028-1111012 工装设计/采购/制作 (WL004) 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 压杆坐下 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产 执行者 罗幼芳 罗幼芳 罗幼芳/许桂荣 罗幼芳 罗幼芳 罗幼芳 进度安排 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
压铸模具生产进度表

压铸模具生产进度表
产品料号
产品材质及缩水
0.50%
模穴数
1X1
模具工程师
产品名称
内模件之钢材硬度参数: 前(定)后(动)模:HRC46-48
制表日期:
序
号
项目
计划与完成日期3月6号-3月20号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
产品图
纸检查
计划
→
实际
☆
2
2D图纸数据复核
编制:
审核:
批准:
R-AD-CS-005
计划
→
实际
☆
3
模仁订购
计划
→
实际
☆
4
模架订购
计划
→
实际
☆
5
模具设计
计划
→
实际
☆
6
A仁开粗
计划
→
实际
☆
7
B仁开粗
计划
→
实际
☆
8
镶件开粗
计划
→
实际
☆
9
零配件开粗
计划
→
实际
☆
10
热处理
计划
→
实际
☆
11
电脑锣A仁铜公
计划
→
实际
☆
12
电脑锣B仁铜公
计划
→
实际
☆
13
铜公尺
寸检查
计划
→
实际
产品料号
产品材质及缩水
0.50%
模穴数
1X1
模具工程师
产品名称
内模件之钢材硬度参数: 前(定)后(动)模:HRC46-48
制表日期:
序
号
项目
计划与完成日期3月6号-3月20号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
产品图
纸检查
计划
→
实际
☆
2
2D图纸数据复核
编制:
审核:
批准:
R-AD-CS-005
计划
→
实际
☆
3
模仁订购
计划
→
实际
☆
4
模架订购
计划
→
实际
☆
5
模具设计
计划
→
实际
☆
6
A仁开粗
计划
→
实际
☆
7
B仁开粗
计划
→
实际
☆
8
镶件开粗
计划
→
实际
☆
9
零配件开粗
计划
→
实际
☆
10
热处理
计划
→
实际
☆
11
电脑锣A仁铜公
计划
→
实际
☆
12
电脑锣B仁铜公
计划
→
实际
☆
13
铜公尺
寸检查
计划
→
实际
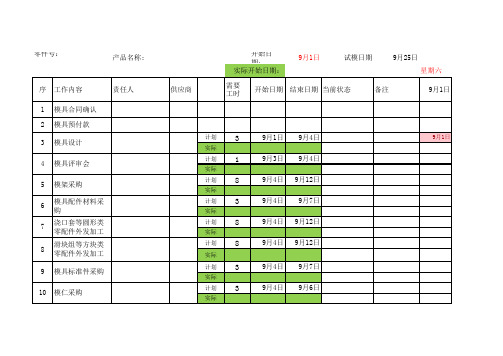
压铸模具进度表
9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日 9月7日
9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日 9月8日
9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日 9月10日
9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日 9月11日
零件号:
产品名称:
开始日期: 实际开始日期:
9月1日
试模日期
9月25日 星期六 备注 9月1日
序 1 2 3 4 5 6 7 8 9 10
工作内容 模具合同确认 模具预付款 模具设计 模具评审会 模架采购 模具配件材料采购 浇口套等圆形类 零配件外发加工 滑块组等方块类 零配件外发加工 模具标准件采购 模仁采购
星期日 9月9日
星期一
星期二
星期三 9月12日
星期四 9月13日
星期五 9月14日
9月10日 9月11日
9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日 9月2日
9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日 9月3日
2019年铸造计划展开(预览表) (P-1)
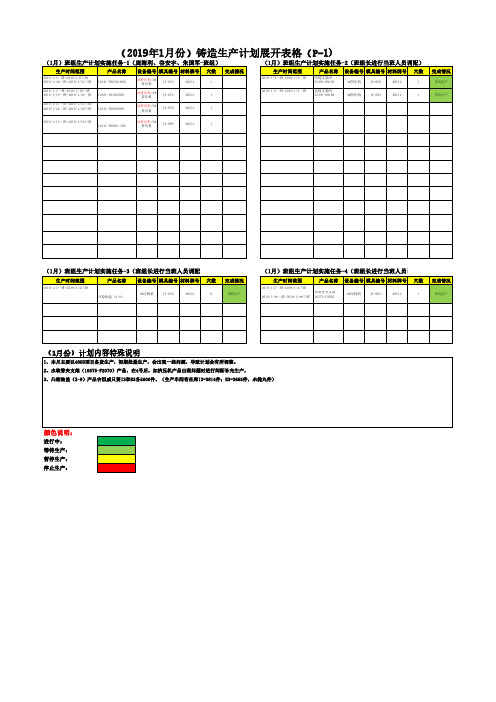
(2019年1月份)铸造生产计划展开表格(P-1)
(1月)班组生产计划实施任务-1(庞海利、谷安宇、朱国军-班组)
(1月)班组生产计划实施任务-2(班组长进行当班人员调配)
生产时间范围
2019/1/5一班-2019/1/6三班 2019/1/30一班-2019/1/31三班
产品名称
12341-F0050(480)
2019/1/4一班-2019/1/4一班
产品名称
弯臂支架FR 52391-0R150
设备编号 模具编号 材料牌号
3#挤压机
JX-085
ADC12
直臂支架FR 52391-0R180
3#挤压机
JX-084
ADC12
穴数
1 1
2019/1/11一班-2019/1/14三班 2019/1/24二班-2019/1/29三班 12311-F0090(BH)
颜色说明:
进行中: 等待生产: 暂停生产: 停止生产:
设备编号 模具编号 材料牌号
8#压铸机
JX-064
ADC12
穴数
1
完成情况
等待生产
(1月份)计划内容特殊说明
1、本月主要以480B项目备货生产,初期批量生产,会出现一些问题,导致计划会有所调整。 2、水软管夹支架(16575-F2070)产品,在4号后,如挤压机产品出现问题时进行间断补充生产。 3、凸轮轴盖(2-9)产品吉恒威只要I3和E3各5000件。(生产车间有在库I3=3814件;E3=3665件,未抛丸件)
产品名称
凸轮轴盖(2-9)
设备编号 模具编号 材料牌号 穴数
5#压铸机
JX-056
ADC12
8
完成情况
等待生产
(1月)班组生产计划实施任务-1(庞海利、谷安宇、朱国军-班组)
(1月)班组生产计划实施任务-2(班组长进行当班人员调配)
生产时间范围
2019/1/5一班-2019/1/6三班 2019/1/30一班-2019/1/31三班
产品名称
12341-F0050(480)
2019/1/4一班-2019/1/4一班
产品名称
弯臂支架FR 52391-0R150
设备编号 模具编号 材料牌号
3#挤压机
JX-085
ADC12
直臂支架FR 52391-0R180
3#挤压机
JX-084
ADC12
穴数
1 1
2019/1/11一班-2019/1/14三班 2019/1/24二班-2019/1/29三班 12311-F0090(BH)
颜色说明:
进行中: 等待生产: 暂停生产: 停止生产:
设备编号 模具编号 材料牌号
8#压铸机
JX-064
ADC12
穴数
1
完成情况
等待生产
(1月份)计划内容特殊说明
1、本月主要以480B项目备货生产,初期批量生产,会出现一些问题,导致计划会有所调整。 2、水软管夹支架(16575-F2070)产品,在4号后,如挤压机产品出现问题时进行间断补充生产。 3、凸轮轴盖(2-9)产品吉恒威只要I3和E3各5000件。(生产车间有在库I3=3814件;E3=3665件,未抛丸件)
产品名称
凸轮轴盖(2-9)
设备编号 模具编号 材料牌号 穴数
5#压铸机
JX-056
ADC12
8
完成情况
等待生产
模具制作进度计划表
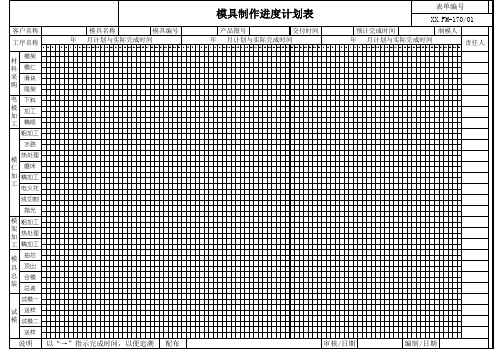
模具制作进度计划表
表单编号 XX.FM-170/01
客户名称 工序名称
模具名称
模具编号
年 月计划与实际完成时间
产品图号
交付时间
年 月计划与实际完成时间
预计完成时间
制模人
年 月计划与实际完成时间
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
责任人
材 模架 料 模仁
采 滑块 购
尾架
电 下料
极 加
加工
工 精修
粗加工
水路
模 热处理 仁 磨床
加 精加工 工
电火花
线切割
抛光
模 粗加工
架 加
ቤተ መጻሕፍቲ ባይዱ
热处理
工 精加工
模 抽芯 具 顶出
总 合模 装
总装
试模一
试 送样 模 试模二
送样
说明 以“→”指示完成时间,以便追溯 配布
审核/日期
编制/日期
表单编号 XX.FM-170/01
客户名称 工序名称
模具名称
模具编号
年 月计划与实际完成时间
产品图号
交付时间
年 月计划与实际完成时间
预计完成时间
制模人
年 月计划与实际完成时间
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
责任人
材 模架 料 模仁
采 滑块 购
尾架
电 下料
极 加
加工
工 精修
粗加工
水路
模 热处理 仁 磨床
加 精加工 工
电火花
线切割
抛光
模 粗加工
架 加
ቤተ መጻሕፍቲ ባይዱ
热处理
工 精加工
模 抽芯 具 顶出
总 合模 装
总装
试模一
试 送样 模 试模二
送样
说明 以“→”指示完成时间,以便追溯 配布
审核/日期
编制/日期
压铸车间生产周计划表
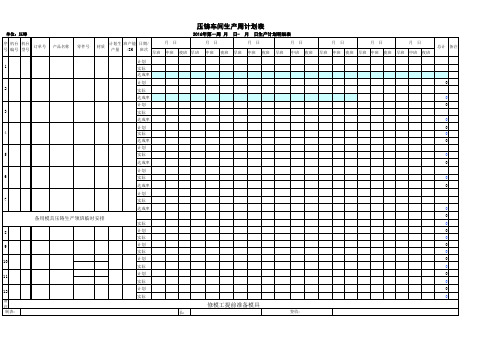
单位:压铸
压铸车间生产周计划表
2016年第--周 月 日- 月 日生产计划明细表
序 机台 机台 号 编号 型号
订单号
产品名称
零件号
材质
计划生 班产能 产量 /8H
日期/ 班次
月日
早班 中班 夜班 早班
月日 中班 夜班 早班
月日 中班 夜班
早班
月日
月日
月日
月日
中班 夜班 早班 中班 夜班 早班 中班 夜班 早班 中班 夜班
ห้องสมุดไป่ตู้
计划
1
实际
达成率
计划
2
实际
达成率
计划
3
实际
达成率
计划
4
实际
达成率
计划
5
实际
达成率
计划
6
实际
达成率
计划
7
实际
达成率
备用模具压铸生产领班临时安排
实际
8
计划
实际
9
计划
实际
10
计划
实际
11
计划
实际
12
备 注 制表:
计划
实际
部
修模工提前准备模具
长:
签收:
总计 备注
0
0 0
0 0 0 0
0 0
0 0
0 0 0 0 0 0 0 0 0 0 0 0 0
压铸车间生产周计划表
2016年第--周 月 日- 月 日生产计划明细表
序 机台 机台 号 编号 型号
订单号
产品名称
零件号
材质
计划生 班产能 产量 /8H
日期/ 班次
月日
早班 中班 夜班 早班
月日 中班 夜班 早班
月日 中班 夜班
早班
月日
月日
月日
月日
中班 夜班 早班 中班 夜班 早班 中班 夜班 早班 中班 夜班
ห้องสมุดไป่ตู้
计划
1
实际
达成率
计划
2
实际
达成率
计划
3
实际
达成率
计划
4
实际
达成率
计划
5
实际
达成率
计划
6
实际
达成率
计划
7
实际
达成率
备用模具压铸生产领班临时安排
实际
8
计划
实际
9
计划
实际
10
计划
实际
11
计划
实际
12
备 注 制表:
计划
实际
部
修模工提前准备模具
长:
签收:
总计 备注
0
0 0
0 0 0 0
0 0
0 0
0 0 0 0 0 0 0 0 0 0 0 0 0
生产排程计划表

XIA
实际完成 量 8000 4722 2418 总差数 0 722 418 -3000 5406 6636 1905 5273 3741 3210 8000 11293 1304 780 1803 1588 759 #N/A #N/A #N/A 406 1636 -95 273 741 -790 0 6293 -1196 -1220 -3197 -4412 -9241 #N/A #N/A #N/A 生产设 备 1# 6# 6# 6# 1# 14# 6# 1# 6# 14# 1# 6# 14# 1# 6# 6# 1# 0 0 0 1170 安排时间 OK OK OK 9/1 六 9/2 日 9/3 一 9/4 二 9/5 三
9月压铸车间生产计划
制作日期:9/2
客户 三星 三星 海信 青岛海信 三星 三星 三星 三星 三星 三星 三星 三星 雄宇 创维 三星 三星 三星 制造号 R0808001 R0814019 R0808012 R0817041 R0816037 R0816033 R0820043 R0820045 R0823055 R0823059 R0827061 R0827064 R0901001 R0905006 R0905011 R0905012 R0905013 产品编号 DC61-03920A 名称/规格 工单数量 8000 4000 2000 3000 5000 5000 2000 5000 3000 4000 8000 5000 2500 2000 5000 6000 10000 0 0 0 0 0 0 小时产能 50 50 0 0 50 50 50 50 50 50 50 50 0 50 50 50 50 0 0 0 24小时 产能 1200 1200 0 0 1200 1200 1200 1200 1200 1200 1200 1200 0 1200 1200 1200 1200 0 0 0 D 洗衣机用烘干器 C 9 D DC61-03919A 洗衣机用烘干器 C 1913735 风道组件 1913735 风道组件 DC61-03920A DC61-04625A DC61-03919A DC61-03920A DC61-03919A DC61-04013A DC61-03920A DC61-03919A D 洗衣机用烘干器 C D 洗衣机用烘干器 C D 洗衣机用烘干器 C 9 D 洗衣机用烘干器 C 9 D 洗衣机用烘干器 C 9 D 洗衣机用烘干器 C D 洗衣机用烘干器 C 9 D 洗衣机用烘干器 C 9 白 0 方盖 板 X X2313-001-0050 2 烘道组件 3 D DC61-04625A 洗衣机用烘干器 C DC61-03919A DC61-03920A 0 0 0 9 D 洗衣机用烘干器 C 9 D 洗衣机用烘干器 C 9
模具生产进度计划表
双能模塑科技有限公司
模具生产进度计划表
客户 产品名称: 模具编号: 模胚型号:
腔数:
NO.
模具制作:
制模日期:
深孔詀 詀床 NC开粗 攻牙 热处理 模床 精雕
配顶块镶件
完成日期:
组装 跟型 EDM 研配 打光 组装 试模 送样
流
程
计划 实际 计划
设计3D
2D
采购
拆电极
1
定模 动模
计划
2
实际
3
滑块
计划
实际
4
镶件
计划
实际
5
斜顶
计划
实际
6
直顶
计划
实际
7
面板,底板
计划
实际
8
A板
计划
实际
9
B板
计划
实际
10
顶针板
计划
实际
11
顶针底板
计划
实际
12
方铁
计划
实际
13
顶针
计划
实际
14
热流道
实际
制表:
设计:
编程:
跟模:
审核:
批准:
模具生产进度计划表
客户 产品名称: 模具编号: 模胚型号:
腔数:
NO.
模具制作:
制模日期:
深孔詀 詀床 NC开粗 攻牙 热处理 模床 精雕
配顶块镶件
完成日期:
组装 跟型 EDM 研配 打光 组装 试模 送样
流
程
计划 实际 计划
设计3D
2D
采购
拆电极
1
定模 动模
计划
2
实际
3
滑块
计划
实际
4
镶件
计划
实际
5
斜顶
计划
实际
6
直顶
计划
实际
7
面板,底板
计划
实际
8
A板
计划
实际
9
B板
计划
实际
10
顶针板
计划
实际
11
顶针底板
计划
实际
12
方铁
计划
实际
13
顶针
计划
实际
14
热流道
实际
制表:
设计:
编程:
跟模:
审核:
批准:
生产车间工作进度汇总表

目标完成率
实际完成率
1
2
3
4
5
678ຫໍສະໝຸດ 91011
12
合
计
审核填表
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
生产车间工作进度汇总表
月日月日
车
辆
编
号
阶段进度完成状况
各部门累积完成状况
备注
整体
机械
控制
电瓶只RRP
试车
机械
控制
电瓶FRP
试车
上
周
完成
率
本周
完成
率
阶段
编号
预计
完成
实际
完成
预计
完成
实际
完成
预计
完成
实际
完成
预计
完成
实际
完成
预计
完成
实际
完成
目标
完成
实际
成率
目标
完成
率
实际
完成
率
目标
完成
率
实际
完成
目标
完成
实际完成率
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
实际完成率
1
2
3
4
5
678ຫໍສະໝຸດ 91011
12
合
计
审核填表
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
生产车间工作进度汇总表
月日月日
车
辆
编
号
阶段进度完成状况
各部门累积完成状况
备注
整体
机械
控制
电瓶只RRP
试车
机械
控制
电瓶FRP
试车
上
周
完成
率
本周
完成
率
阶段
编号
预计
完成
实际
完成
预计
完成
实际
完成
预计
完成
实际
完成
预计
完成
实际
完成
预计
完成
实际
完成
目标
完成
实际
成率
目标
完成
率
实际
完成
率
目标
完成
率
实际
完成
目标
完成
实际完成率
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精晶压铸订单生产进度计划表
产品名称 图纸编号 项目内容 产品图纸 产前准备 660-00228-002 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 散热器 JJ-WI-PE-B849 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 面罩 JJ-WI-PE-B847 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 进气支架 JJ-028-1111012 工装设计/采购/制作 (WL004) 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 压杆坐下 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产 执行者 罗幼芳 罗幼芳 罗幼芳/许桂荣 罗幼芳 罗幼芳 罗幼芳 进度安排 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
工装/刀具/检具/BOM具BOM表 压杆坐上 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产
···
产品名称 图纸编号 项目内容 产品图纸 产前准备 660-00228-002 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 散热器 JJ-WI-PE-B849 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 面罩 JJ-WI-PE-B847 工装设计/采购/制作 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 进气支架 JJ-028-1111012 工装设计/采购/制作 (WL004) 刀具配备 试产 量产 产品图纸 产前准备 工装/刀具BOM表 压杆坐下 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产 执行者 罗幼芳 罗幼芳 罗幼芳/许桂荣 罗幼芳 罗幼芳 罗幼芳 进度安排 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
工装/刀具/检具/BOM具BOM表 压杆坐上 JJ-WI-PE-B785 工装设计/采购/制作 刀具配备 试产 量产
···