MPM全自动印刷机中文操作手册
MPM基本操作
MPM外觀
MPM操作介面
一 .Monitor 顯示器
MPM操作介面
二 Trackball. 轨迹球
启动功能,或子功能,輸入档名
MPM操作介面
三 Trackball. 轨迹球
确认提示或模式切换
MPM操作介面
四 Trackball. 轨迹球
离开目前的状态
MPM基本結構
基本結構包括﹕ 基本結構包括﹕ 一﹑X﹑Y﹑Z﹑Theta ﹑Axis﹔ 二﹑Wiper System﹔ 三﹑Vision System﹔ 四﹑Squeegee Head﹔ 五﹑Tactile Assembly ; 六﹑Transfer & Auto Truck﹔ 七﹑ Circuit Module & Pneumatic System﹔ 八﹑Others(Monitor﹑ECU﹑Mouse); 九﹑Maintenance Record.
MPM气压单元
1﹒总气压设备是提供干燥,稳定的气压 (90psi)﹒ 总气压设备是提供干燥, ﹒
MPM印刷周期包含下列过程
1,基板搬入Loading Board 2,基板定位 Locating Board 3,视觉系統对位 Vision Alignment 4,印刷平台上升 Z Tower UP 5,刮刀向前后刮印锡膏 Printting 6,慢速脫模 Slow Snap-Off 7,印刷平台下降 Z Tower Down 8,基板搬出 Unloading Board
MPM软件介面
软件介面各个工作区的介绍
显示当前使用程式 基板计数器
下拉功能表
坏板计数器
当前使用用户 基板清零钮 机器复原钮 刮刀行程指示
各个轴移动区
MPMUP2000印刷机操作指导
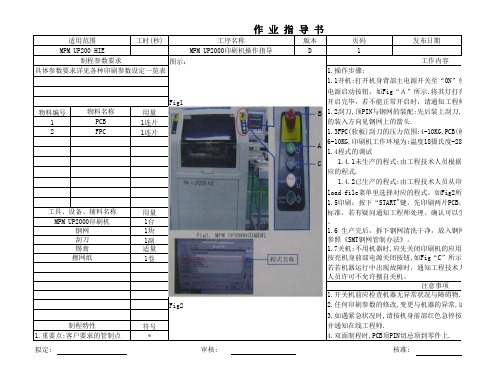
工时(秒)版本发布日期D图示:Fig1物料编号用量11连片2FPC1连片用量1台1块1副适量1卷Fig2符号*拟定:审核:核准:3.如遇紧急状况时,请按机身前部红色急停按钮制程特性并通知在线工程师.1.重要点:客户要求的管制点 4.双面制程时,PCB顶PIN切忌顶到零件上.注意事项1.开关机前应检查机器无异常状况与障碍物.2.任何印刷参数的修改,变更与机器的异常,请与擦网纸按亮机身前部电源关闭按钮,如Fig“C”所示,最若若机器运行中出现故障时,通知工程技术人员人员许可不允许擅自关机。
钢网 1.6 生产完后,拆下钢网清洗干净,放入钢网柜刮刀参照《SMT钢网管制办法》。
锡膏 1.7关机:不用机器时,应先关闭印刷机的应用程式与控制load file菜单里选择对应的程式,如Fig2所示1.5印刷:按下“START"键,先印刷两片PCB,并工具、设备、辅料名称标准,若有疑问通知工程师处理。
确认可以生产MPM UP2000印刷机开始生产,在生产过程中要检查每块PCB板的印。
1.3FPC(软板)刮刀的压力范围:4-10KG,PCB(硬板6-10KG,印刷机工作环境为:温度18摄氏度-28摄1.4程式的调试1.4.1未生产的程式:由工程技术人员根据产应的程式.1.4.2已生产的程式:由工程技术人员从印刷电源启动按钮,如Fig“A”所示.将其灯打亮,开启完毕,若不能正常开启时,请通知工程师。
物料名称 1.2刮刀,顶PIN与钢网的装配:先后装上刮刀,顶PCB 的装入方向见钢网上的箭头.制程参数要求工作内容具体参数要求详见各种印刷参数设定一览表1.操作步骤:1.1开机:打开机身背部主电源开关至“ON”位置作 业 指 导 书适用范围工序名称页码MPM UP200 HIE MPM UP2000印刷机操作指导1B AC。
MPM印刷机

Speedline MPM 印刷機:
開機帳號:Administrator
密碼:MerlinAdmin
BenchMark軟體介面V3.4.2
帳號:Administrator
密碼:Admin
於主機後方開啟總電源→按下主機前方24V按鈕,啟動伺服馬達
進入介面→點選初使化,執行復歸
開啟程式:
文件→制程程序→選擇所要生產之程式(已生產過) →裝載,進行程式切換制程程序轉換:
1.完整自動轉換
2.僅調整軌道
3.僅載入程式
Ps:
1.確認台板無任何物品→選調整軌道
2.當台板有治具或頂針→選載入程式
*之後可到:查看→制程程序→調整軌道,進行各部微調
(此為當下載入執行的程式)
軟體介面:一階選單(五大分類):
1.文件
2.查看
3.操作
4.實用程序
5.幫助
(一)文件:制程程序→機台已存程式;新建程式(總選單)
(二)查看:當前載入執行的程式,可針對該程式進行微調與設定
二階選單(十七大類):
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13.14. 15. 16.17.
顯示機器示圖:三階選單(十九大類):
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19.
*鋼板切換完成後,需設定刀片高度,選擇後側校正。
MPM全自动印刷机操作指引
1、目的:本标准规定了模板印刷工艺的基本内容和要求,确定了模板印刷过程中的质量控制程序,使模板印刷过程中影响质量的各个因素得到有效控制。
2、范围:本标准适用于SMT生产线的模板印刷生产过程。
3、工作环境及条件:3.1设备应水平放置在地面平坦、干燥通风的区域。
3.2工作环境温度应在19~29℃之间,湿度应在30%~80%之间。
3.3使用220VAC(60HZ)稳定电源,并接地良好。
3.4使用干燥的压缩空气,并保证压力在0.5MPa±0.05MPa。
3.5钢网尺寸:29*29寸,厚度40mm。
3.6模板使用前应先进行检验,检查厚度、开孔位置、MARK点、张力、表面清洁度等。
4、操作人员要求:4.1操作人员应经过培训,具备操作资格。
4.2操作过程中应穿防静电服、戴防静电手套。
5、作业步骤:5.1开机前,先确认设备内Table与传送导轨上没有杂物等。
5.2首先打开电源总开关,确认设备已通电。
5.3将“MAIN DISCONNECT”开关打至ON位置。
5.4打开计算机显示器开关。
5.5待设备自动启动完成后,选择OPEN菜单,或打开此按钮选择所要生产的机型名称,并打开。
5.6按程序步骤打开此按钮输入PCB的相关数据,再点击键调整传送导轨宽度,轨道宽度等于PCB板宽度+1mm。
5.7设备参数设置5.7.1 PCB参数设置:X size=PCB板长;Y size=PCB板宽;Z size =板厚。
5.7.2根据PCB板上MARK点的位置,设置MARK点,通常最少应设置两个MARK点,如PCB板上MARK点的位置为对称分布,应选取非对称的位置,设第三个MARK点,防止PCB进板方向错误。
5.7.3调整设置底部顶针,部份产品需确认顶针摆放是否与示意图相同,对于尺寸较大的PCB板,选择适当的支撑件,放置在PCB底部无组件的位置,保证在印刷过程中,PCB板面保持平整,对于特殊的PCB,还需定制专用托盘.5.7.4根据需要,设置其它参数,如擦拭方式和次数等。
MPM操作指导
4.7投入锡膏与红胶时,用量在印刷时能以直径1-1.5cm的柱状体滚动为最佳。
5.操作步骤
5.1开机
5.1.0检查机器内部有无异物,电源、气压是否正常。
5.1.1打开机器背面电源开关(如图一),释放所有紧急制动键
5.1.2按启动开关“ON”键(如图二),机器执行初始化,开机动作完成。
4.1.1材质:橡胶或不锈钢。
4.1.2刮刀速度:25~150mm/sec。
4.1.3刮刀角度:45~60度。
4.2环境:温度:18℃-25℃,湿度:40%-80%.
4.3印刷压力:以印刷后的印刷面没有残留锡膏或红胶为准。
4.4设备:使用220V 50/60HZ电源,气压为0.5-0.55Mpa。
4.5必须戴上手套作业.
6.5气压值:机器后部有气压表,主气压值应为:5.5公斤。
6.6在操作时,应保持所有门关闭。注意安全,导轨附近不能放有任何异物。
拟定:
审核:
批准:
5.1.3点击鼠标右键让机器所有轴归零。
5.2拆卸与安装钢网
5.2.0在主界面按“紧/松气缸”键,再将印刷头上的前后刮刀手动取下来;
5.2. 1将机器内钢网取出,再将新钢网插入机器内。
5.3更换擦网纸
5.3.0在主界面按“擦拭更换”键;
5.3.1更换擦网纸。
5.4关机
按下紧急制动键,电脑显示屏幕出现黑屏后可直接关掉电源开关
6.注意事项:
6.1从锡膏印刷到零件贴装的放置时间必须在2小时之内,生产结束或因故停止印刷时,钢网上的锡膏不可放置1小时,否则将不能再次使用。
6.2使用解冻的旧锡膏时,必须新旧1:1的渗配搅拌使用。
MPM印刷机主要参数设定说明

MPM印刷機重要參數設定解釋Setup Menu Page one在Setup Menu Page one菜單中有以下幾項﹕1.Board Parameter1)x size表示PCB由左至右的寬度2)y size表示PCB由前至後的寬度3)thickness size 表示PCB板的厚度2.Centernest1)Board stop L設定PCB由左邊進入機器時PCB的停止位置。
2)Board stop R設定PCB由右邊進入機器時PCB的停止位置.3)Board stop Y設定PCB行進方向之板邊為不平整時﹐PCB進入機器﹐vision system 與 boardstop sensor 前進至前後軌道之間﹐等待PCB之Y 方向的位置4)Speed 設定PCB 於軌道上之行進速度5)Vacuum 設定中央工作臺於印刷時﹐真空吸板之開關﹐三種設定如下﹕FULL : 印刷時PCB 尚未進入中央工作臺上之印刷位置時﹐真空吸板器開啟,但真空吸板器閥門關閉,當PCB進入至印刷位置時,夾板器開啟,真空吸板器閥門開啟。
SNUG : 當PCB進入至印刷位置時,夾板器開啟,真空吸板器關閉OFF : 將真空吸板器關閉6)Snugger force設定夾板之壓力7)Sade Dams 當印刷機使用特殊治具才用8)Flipper 用以設定當PCB進入中央工作臺後﹐至夾板器高度時﹐壓板器是否動作將板壓平9)Snap off設定印刷時﹐PCB與網板之間的距離10)Slow Snap off設定印刷後﹐PCB離開網板時﹐以所設定的速度慢慢脫離網板﹐至所設定的距離11)Snap off delay設定印刷後﹐延遲一段時間後在慢速脫離12)Slow snap Dist.設定慢速脫離時﹐脫離之距離13) Snap off speed設定慢速脫離時﹐脫離之速度14)Print orientation設定印刷角度3.Squeegee刮刀參數設定如下﹕1)Enabled設定印刷時﹐是否使用刮刀2)Stroke Type設定印刷方式﹐有以下六種方式﹕Altern 印刷1次Mult 2 印刷2次Mult 3 印刷3次Mult 4 印刷4次Prt/Fld 印刷時﹐先印刷再平鋪﹐用於印膠制程Fld/Prt 印刷時﹐先平鋪再印刷﹐用於印膠制程3)Stroke (+)設定前刮刀向後之印刷行程4)Stroke (-)設定後刮刀向前之印刷行程5)Up Delay印刷後﹐刮刀向上收起前之延遲時間6)Hop over 印刷前﹐刮刀向行程內(-)或(+)移動後再印刷7)Durometer記錄所使用的刮刀硬度8)Lift height印刷後刮刀收起的高度9)Length用以設定刮刀的長度10)Blade weight當長度設定更改後Blade weight 將自動更改4.Front Squeegee(Rear Squeegee)前刮刀參數設定﹕1)Total Force設定印刷時之刮刀壓力2)Balance(L/R)設定刮刀的左右平衡印刷3)Down stop設定刮刀於印刷時的向下行程﹐即以刮刀剛接觸網板為0, 繼續向下壓為正4)Print speed設定刮刀印刷時的速度5)Flood height使用在印刷方式參數設定為Prt/Fld或Fld/Prt上﹐即先鋪後印時所鋪的厚度﹐也可認為是刮刀的高度5.Vision System影像系統參數設定﹕1)Enabled設定影像系統是否開啟2)Accept Level設定影像系統對Mark點的辨識度﹐亦即為將板上所照的Mark點和程式中Mark點對比的百分比﹐一般設為600﹐即60%3)Find All設定Yes時﹐如果程式中做了多個Mark點﹐則在印刷時﹐必須所有的Mark點都必須通過acceptlevel 的設定值。
SMT MPM125全自动印刷机操作作业指导书

始業點檢記錄
( □要
□不要 )
□ 指套 □ 手套
承認 用量
□ 静电环
1-7. 选择相应的生产程序,布置好顶针,装入钢网,添加锡膏进行生产
<2> 關机部分
2-1. 生產完成后,按"停止"鍵,机器停止運行.
2-2. 點擊"初始化"鍵,机器自動回原點.
2-3. 回原點完成后,关闭软件,系统自动进入关机状态
2-4. 將机器主電源開關打至"OFF"狀態.
物料位置
2.注意事項
1. 機器啟動后,進行软件自检時,請不要操作機器. 2. 機器回原點前,請確認機器的傳輸帶上無雜物 3. 當機器發生異常時,請壓下紅色的"EMERGEMCY STOP"開關,並立即通知工程技術人員. 4. 机器在运行过程中禁止将身体任何部位伸入机器内.
客戶 品名
工序名稱
流程序號 工序時間 需用輔料
圖示:
通用 通用
客戶編號 本廠編號
MPM 125 操作指導
無 無
需用儀器 需用工具
文件編號
NO: 變
更
紧急停止24伏电源Fra bibliotek关變更內容
作 業指
版本
A/1 變更人
頁次 確認
導書
1/1 承認
作成
確認
序號
物料編號
品名規格
1.作業內容
作業內容.注意事項
<1> 開机部分
1-1. 將机器背后電源主開關打至"ON"狀態
1-2. 压下24伏电源按钮,开启设备所有通电部件
1-3. 打开印刷机主机箱,启动印刷机系统
1-4. 等待系统启动后,直接按回车进入系统,软件自动打开
MPMUP2000HIE中文指南A

MPMUP2000HIE中文指南AMPM UP2000 HIE中文指南A 操作说明MPM UP2000 HIE中文指南A目1. 目的 .............................................................................................................. 2 2. 范 .............................................................................................................. 2 3. 批准.. (2)4. ⒖加攵x (2)5. .............................................................................................................. 26. O淞斜 ...................................................................................................... 27. P于MPM UP2000 HIE ................................................................................3 8. 安全事 ......................................................................................................6 9. 机器部件...................................................................................................... 7 10. _源...................................................................................................... 11 11. 主操作屏幕 .. (13)1 2. 3. 4. 5. 6. 7. 8. 9.祟} (14)慢影粹o (18)^ ...................................................................................................... 19 清除故障按o ........................................................................................... 19 警告信息^ ............................................................................................... 20 O置菜伟粹o ........................................................................................... 20 操作控制面板按o (21)MPM Y料按o ......................................................................................... 22 r 像按o . (22)12. 印刷机O 置............................................................................................... 23 13. 印刷 .............................................................................. 错误!未定义书签。
印刷机MPM摄像机的调整手册.

印刷机MPM摄像机的调整手册.1. Camera 焦距,垂直度调整1. 在主界面选择jog模式2. jog VY轴到前面3. 拆除Camera 外设4. 清洁Camera 上下棱鏡5. 安装一块钢板,夹紧之6. jog Camera 到钢板的QFP处7. 松开Camera 的固定螺丝见图)8. 旋转Camera 头调整其角度和垂直度9. 来回水平方向拉动Camera 头调整焦距(标准是调整到最清晰为准)2. Camera c-tool calibration1.先将table 表面用溶剂擦拭干净2.将C-TOOL放到TABLE上,将Vision Y 往前移(离开camera park位置)3.将Vision Y移动到C-TOOL 上方,然后将Z-AXIS上升,使C-TOOL放到相机的棱镜上下位置4.进入影像画面,把钢板和板子灯泡同时打开,看影像上的两个孔是否重合,如不重合调整相机上相应螺丝位置.见图片.5.做好C-TOOL 校正须要再做learn offset.3. Learn offset 校正1.用校正治具(校正钢板和校正板子)做一程序2.选择Learn offset (Teach 下拉菜单下)3.进去之后动作和load board 至stencil height ,校正板子上升到钢板高度.4.用jog Z-AXIS下降使钢板和板子分离5.然后移动X、Y、THETA轴使板子与钢板无偏差,然后选择保存即可.然后再load board 至stencil height看是否有偏差,如有再重新做Learn offset 校正备注: 尽量在做此校正前先备份UP. cal (UP2000)或AP. cal (AP).。
MPM印刷机操作说明及安全规程

RICKY.YU
Title:
MPM印刷机操作说明及安全规程
Document No:
SH-MPI-005
1.0目的:高操作工对设备的更好认识,提高工作效率,预防事故发生。
2.0范围:本程序使用于公司内所有产品的MPM印刷机。
3.0操作步骤:
3.1基本操作:
3.1.1按<ON>2秒后放开
屏幕显示:“Set up machine for new BOARD prolfile.(机器设置到所用程序状态)
Press SELECT to continute or EXIT to quit(按SELECT继续,按EXIT放弃)
按下[SELECT]后,显示“Please wait for machine to set up.(机器正在设置,请稍后)
按[NEXT]进行复位。
屏幕显示“Reset is progress,please wait------(复位正在进行,请稍ete。(复位完毕)”
3.1.4调整Z Tower(真空吸附口)到适当位置。(开口的长、宽要小于将要生产线路板的长、宽)
3.1.5用轨迹球在‘FILE’下选中‘LOAD FILE’按下[SELECT]
显示:“Please install a stencil now.(请装入stencil)”
The FRAMECLAMPS will activate when you press NEXT(按NEXT时将stencil锁住)
PressNEXT to continute,or EXIT to quit.(按NEXT继续,按EXIT放弃)
屏幕显示:“Press SELECT on scroll bar to go up/down.(按SELECT光标上下移动)”
MPM操作指引
1.开机操作步骤:1.1.开机回零松开所有紧急挚,检查前后安全门已关好, 打开机器后部主电源开关,这时机器前边的POWER灯已点亮,电脑自动启动完毕后,输入用户名及密码, 按下前面板左侧绿色电源开关ON,打开桌面应用软件输入用户名及密码(用户名Operator密码为空). 待出现提示对话框后,点击Initialize机器自动回零。
注意:1.在机器启动时不准乱按鼠标,键盘!2.在开机前要保证机器里没有工具及异物存在1.2.开机后自动生产操作步骤:开机回零后要经过:文件调用→装刮刀→装丝网→刮刀高度测试→加锡浆才能进行自动生产2.自动生产前准备工作1.1.文件调用: 点击图标,→移动光标选择所要用的程序→按Load键选定→Run Complete Auto Change Over1.2.安装/清洁刮刀: 点击图标→Next→ Next→刮头移出打开安全门更换刮刀→Finish注意:在拆下MPM刮刀, 丝网前, 一定要在支撑台上垫上抹网纸, 避免锡膏掉到支撑台上. 抹网纸要一直垫在支撑台上, 在装上刮刀,丝网前,用于清洁支撑台. 每日保养时, 刮刀和丝网要一起清洁.1.3.装丝网:点击图标→图标变为黄色后打开安全门→将当前所用丝网装入推到底锁紧丝网→Finish1.4.刮刀高度测试:点击图标→ Next→ Next→Auto Set BladeHeight→Next→ Finish1.5.运行擦网:点击图标→ Next→ Wipe Now→ Finish3.自动生产: 点击图标进入运行生产4.改变印刷方向:点击图标,选择所需要的起始印刷方向:在运行生产前要保证刮刀的印刷方向与钢网上的锡膏位臵一致5.换纸操作:点击图标→ Next→当图标变为黄色后打开后安全门→换好后按下白色按钮卷纸是否卷动正常→ Finish注意:换完纸后保证纸的走向是正确及卷纸正常,机器里不允许有工具及擦网杆6.清洁水的添加:正常停止运行后,点击图标→ Next→变为黄色后打开后安全门拧开机器后面的小盖子,加入清洁水→ Finish注意:a.在进行换纸,加锡浆,手动清洁时,严禁将不必要的东西放在机器里。
MPM125中文操作说明书(编程)

Momentum中文操作说明一、Momentum开关机开机确认电压 220AC OK ,气压不低于 100PSI 。
将机台左后方主电源开关打开(往上拔)。
确认机台左右两个急停开关未被按下,按下机台右侧绿色开机按钮后自动启动至图。
图在“UserName”内输入或选择相应的用户名,然后在“Password”内输入相应密码后点击“OK”至图。
图注:1. Connect as 默认选择“Local –Master”2. Save setting as defaults 设定为默认设置择选”Initialize”进行初始化,OK 后到图完成开机步骤。
Momentum 中文操作说明1/61图注:“Initialize Controllers Only ”如果选中只会软体自检,硬体不会动作。
图Momentum 中文操作说明2/61关机点击“File”选择“Disconnect”断开 Benchmark 与 Server 的连接,如图。
图..2 点击“File”选择“Exit”退出 Benchmark。
..3 点击Windows XP “Start”选择两次“Shut Down”后 OK 确认, 如图与图。
图图当显示器显示“no signal”后关闭机台左后方的主电源开关完成关机步骤。
Momentum 中文操作说明3/612310二、Benchmark 主画面介绍:1图1112413① ②③ ④568数字“1”代表单段式轨道。
10 11 12 13警报栏用户名单位生产模式当有提示信息或错误时会在该处显示,详细说明表。
显示当前用户名显示当前单位是公制还是英制轨道模式显示,有Automatic 自动, Pass Through 直通, Manual 手动 or Demo 演示四种模式。
Momentum 中文操作说明4/61菜单栏FileViewTest DataProcess Program2D Inspection ResultsMachine offsets2D 结果 机台 Offset 值Momentum 中文操作说明5/61OperationsUtilitiesHelpTo Ship信息主工具栏(小)Edit Loaded Process Program ButtonUtility Button进/出板Move Vision Gantry to Rear Button相机移动至机台后部Online Help Button帮助信息Light On/Off Button开/关灯Load Process Program From Barcode Button(选项,暂未使用)Save As Button另存为Fiducials ButtonMark 子程式Momentum 中文操作说明6/61Toggle Squeegee Position Button边的“”进行放大缩小。
MPM全自动印刷机中文操作手册

M P M中文操作手冊Ultraprint (forAP )軟體版本7.1A適用Frank製Start Cycle開始循環按鈕Emergency Stop警急停止開關3D雷射鑰匙開關Power電源燈門鎖鑰匙開關Power電源燈Off電源關閉開關On電源啟動開關主電源圓形開關電源線警急停止開關主電源開關斷路器1.聲明:UP2000中文手冊節錄自MPM公司UltraprintAP英文手冊,僅做為琋瑪企業員工及客戶教育訓練之用,特此聲明,若有不詳之處,敬請見諒。
2.系統簡介:UPAP印刷機特性視覺自動對準裝置Vision Alignment System慢速脫模功能Slow Snap-off Function可程式設定刮刀頭Programming Squeegee自動擦拭鋼板系統Stencil Wipper2.1關於印刷週期Printing Cycle印刷週期包含下列過程1.基板搬入Loading Board2.基板定位Locating Board3.視覺系統對位Vision Alignment4.印刷平台上升Z Tower UP5.刮刀向前後刮印錫膏Printting6.慢速脫模Slow Snap-Off7.印刷平台下降Z Tower Down8.基板搬出Unloading Board2.2硬體2.2.1操作介面軌跡球或螢幕(Trackball or Monitor)你可以從螢幕上知道Ultraprint 2000的狀態,以及它提供給你的相關訊息,並且經由軌跡球,來採取各項的操作程序。
Trackball軌跡球:1.移動螢幕上的指標↖2.移動各軸3.數入數字、參數等等…..SELECT按鈕:在指標所在的地方,按了SELECT按鈕,即是啟動操作、功能、或子功能、或輸入狀態NEXT按鈕:按了NEXT按鈕,表示你已認知目前機器的提示或狀態EXIT按鈕:按了EXIT按鈕,表示離開目前的狀態上述使用方法,在螢幕右下方的對話框(訊息顯示區)會顯示操作方法3.軟體介面開機後,顯示如下的畫面For 7.0以上(因軟體版本新舊不一樣而不同)Ultraprint AP內全部馬達,都是步進馬達,所以剛開機必需RESET重新回原點後才能開始使用。
MPM基本操作解析
機台會停機通知加錫膏。
8.PRINT LIMITS ENABLE CYCLE LIMITS 設定是否啟動PRINT次數的功 能。 CYCLE LIMITS N 設定自動印刷至第N片時停機。
FLOOD HEIGHT 使用在印刷參數設定方塊里PRT/F LD於FLD/PRT中的FLD上,即先鋪再印時所舖 的厚度。
5.REAR SQEEGEE 后刮刀參數設定於前刮刀設定是相 同的,請參照前刮刀參數設定。
6.VISION SYSTEM
ENABLE
選擇視覺系統是否開啟。
ACCEPT LEAVL 設定視覺系統對於識別點的辨識度,原 始設定為600,表示視覺系統對於識別點與辨識時,需與 VISION ALIGNMENT時所辨識的識別點有60%以上的相 同度,ACCEPT LEAVL 設定范圍在400—1000,但設定低於 600時,將對印刷品質有所影響.
五.初始界面介紹:
CLEAR FAULT可消除M/C錯誤 的動作并使M/C歸回至安全的位 置,当使用CLEAR FAULT時 M/C的動作順序如下: 1.Z-TOWER下降。 2.在M/C中之PCB 將退出至 LOADER边。 3.中央工作台退回。 4.WIPER与VISION系統退回至 原點。 5.TACTILE SENSER(高度測 量器)收回。
12.2D INSPECTION ENABLE 設定是否使用2D檢驗.
PREVIEW 設定印刷前是否要檢驗基板的. EDIT DEVICES 檢驗參數的設定. 1).ENABLE 設定該零件是否要檢驗. 2).ACCEPT 允受水平. 3).EXCESS 設定鋼板的開孔百分比.
MPMUP2000中文操作手册.doc

2.1關於印刷週期Printing Cycle印刷週期包含下列過程1.基板搬入Loading Board2.基板定位Locating Board3.視覺系統對位Vision Alignment4.印刷平台上升Z Tower UP5.刮刀向前後刮印錫膏Printting6.慢速脫模Slow Snap-Off7.印刷平台下降Z Tower Down8.基板搬出Unloading Board2.2硬體2.2.1操作介面軌跡球或螢幕(Trackball or Monitor)Trackball軌跡球:1.移動螢幕上的指標↖2.移動各軸3.數入數字、參數等等…..3.軟體介面開機後,顯示如下的畫面For 7.0以上(因軟體版本新舊不一樣而不同) Ultraprint 2000內全部馬達,都是步進馬達,所以剛開機必需RESET重新回原點後才能開始使用。
啟動鋼板固定鈕啟動真空馬達鈕啟動刮刀座固定鈕啟動溶劑幫浦鈕啟動前後刮刀座鈕啟動照鋼板燈泡鈕啟動照基板燈泡鈕啟動捲紙馬達鈕3.1.1下拉式功能表 Print1.Auto Print 自動印刷,機器會做印錫膏的動作Press SELECT to begin or(按SELECT 開始自動印刷)Next to change Cycle Limits : No Limit 如下圖(按NEXT,以更換印刷片數:不限制)---Print Cycle Limits--- (印刷週期設定)---Print Cycle Limits--- Roll Trackball To Change Value Print Cycle Limit : 3 Press Exit When Done.Roll Trackball To Change Value (滾動軌跡球,以變更印刷片數) Print Cycle Limit : 3 (限定印刷週期: 3片)最高999片 Press Exit When Done. (當設定完成後,按EXIT)暫時停止印刷按鈕啟動加錫膏按鈕※(必須在設定第2頁Enable Buttons 內將Dispense 打開為Yes)Press SELECT to raise squeegee (按SELECT 後刷刀會上昇,以便產生 to allow move room when adding paste, 足夠空間,讓操作員加錫) or Press NEXT to continue (按NEXT 後在原地,讓使操作員加錫) 啟動一次擦拭鋼板按鈕 ※(必須在設定第2頁Enable Buttons 內將Wiper 打開為Yes)進入生產統計過程資料視窗按鈕2.Manual Print 手動印刷,機器會做印錫膏的動作3.Pass Through 將機器當做輸送帶4. Demo Print 展示印刷模式5.SPC Data 生產統計過程資料PAUSE DISPENSER PENDINGWIPER PENDING SPC DATAPress SELECT to raise squeegee to allow move room when adding paste, or Press Next to continue顯示機器在印刷時所花的時間,如有擦拭,時間必加長機器在印刷時所等待送板與出板時間顯示PCB板進入印刷位置與鋼板對位時X、Y 、THETA 軸修正值視覺系統辨別PCB 板與鋼板Mark 點亮度接受值顯示圖表視覺系統辨別PCB 板與鋼板Mark 點X 、Y 修正補償顯示圖表2D 錫面覆蓋率檢查顯示圖表(需有此項功能才能顯示)3D 錫膏厚度檢查顯示圖表(需有此項功能才能顯示)顯示機器內的溫度(需有ECU 溫溼度監控配備此項功能)顯示機器內的濕度(需有ECU 溫溼度監控配備此項功能)將生產統計過程資料存入磁片將生產統計過程資料全部刪除 將放大過資料與圖形向左邊移動將放大過資料與圖形向右邊移動將生產統計過程資料內(值及曲線)放大與縮小圖形回到主畫面按鈕選擇預覽生產統計過程資料Cycle Time Idle Time Correction Shape Score Alignment 2D Data 3D Data Temperature Humidy1.Teach Board重做新程式。
印刷机(MPM)操作说明及注意事项
印刷机(MPM)操作 说明及注意事项
文件编号 版 页 次 次 A.0 3/6
14. 要使用溶剂清洁钢板及 PCB 时须确认清楚该使用何种溶剂。 15. 生产时须配戴静电环及静电手套 六、刮刀管理: 1.各班操机人员于开线前检查 SMT 刮刀的使用状况,如果发现有问题及时通知领班 或跟线技术员。 2.各班操机人员于收线后统计 SMT 刮刀使用次数,并记录于 MPM 刮刀管制使用记 录表. 2.当锡膏印刷超出判定标准(附件一)时,锡膏膜厚出现异常时,操作人员立即停线,通 知工程师检查刮刀的磨损,变形状况,确定是否更换刮刀。 3.对于刮刀作治具编号统一管理,产线领退,更换刮刀需纪录于( MPM 刮刀领退管理 纪录表)。 七、设备保养: 1.根据 MPM 印刷机设备保养记录表的保养项目进行设备的日、周、月、年保养,并 填写 MPM 印刷机设备保养记录表。 八、应用附件: 1.FM-QMI130-01 A.0 MPM 刮刀领退管理纪录表 2.FM-QMI130-02 A.0 MPM 印刷机设备保养记录表 3.FM-QMI130-03 A.0 MPM 刮刀管制使用记录表 九、附图
印刷机(MPM)操作 说明及注意事项
修订履历记录
版本 文件编号 制/修内容简述 生效日期
文件编号 版 页 次 次 A.0 1/6
制/修订人
制/修订部门
印刷机(MPM)操作 说明及注意事项
一、目的:(PURPOSEE)
文件编号 版 页 次 次 A.0 2/6
为使操作员能正确操作,确保设备发挥最大效能,减少设备故障频率。 二、范围:(SCOPE) 广西三诺数字 PCBA 部 SMT 生产线 MPM 印刷设备。 三、应用文件:(APPLICATION DOCUMENT)
印刷后 PAD 間 短路
MPM印刷机操作指引

MPM印刷机操作指引1.0 目的本作业规范提供MPM自动印刷机的操作方法与维护保养。
2.0 适用范围本作业规范适用于公司MPM自动印刷机。
3.0 权责3.1 工程部:3.1.1 SMT工程师负责制定MPM自动印刷机操作规范。
3.1.2 SMT技术员负责完成设备的保养工作并填写《MPM印刷机保养记录表》。
3.1.2生产部:规范进行作业并填写《MPM印刷机开线前点检记录表》。
4.0 程序4.1 锡膏的确认4.1.1 依据《锡膏的使用和管理规范》,确认锡膏的回温有4-6小时。
4.1.2 确认锡膏已搅拌,机器搅2分钟,手工3分钟。
4.1.3 确认辅材酒精、擦网纸、搅拌刀。
4.2 设备的检查与清洁4.2.1 检查机器内部有无其它物品影响机器工作。
4.2.2 清洁显示器屏幕并检查信号线,附图1。
清洁两边滑轨平台,附图2。
清洁工作平台,附图3。
清洁传输轨道,夹边,顶PIN ,附图4。
(图1)(图2)(图3)(图4)4.3 开机过程4.3.1先打开机器主电源开关键打到“NO ”的位置,附图5。
待机器进入系统开机画面,附图6。
按下24V 电源开关亮绿灯为正常,附图7。
4.3.2 在Administrator 用户下输入密码*******,点击OK 开始登入印刷机操作系统,选择Operator 用户点击OK ,机器会自动进入操作主画面,附图8。
并调出相应的程序。
4.3.3 开机完成(图5) (图6)显示器滑轨平台工作平台轨道夹边与顶(图7) (图8)4.4 关机过程4.4.1 首先确认生产产品已清尾,所有该印刷的PCB 全部印刷完成,回收锡膏,清洗钢网及刮刀同时完成机器5S 。
4.4.2 确认上述完成后,点击该程序保存。
选择设备伺服初始化,附图9点击Initialize,待设备初始化完成。
4.4.3 再回主画面点击File 菜单----Exit----Start----Shut down----OK ,附图10&图11。
MPM印刷机操作
一.相關的SOP
L ê ÷¶ ö ÷~ ¦ ½ } ,à ½ @ ·(CSMT-108) SMT ¾ ¨ ² » (CSMT-101) û § í M H u M ä û O M ~ @ · ¾ ¨ ² ª ~ (CSMT-102) u Å ] Ë Þ Ê s ó x s Ï Î Î M N @ ~ ¯ ¨ ¥ · ¹ î § ¸ ¥ ¿ ¦ ¥ ¯ ¯ ·(CSMT-407) PCB SORTING·(CSMT-104) @ ~ SMT¾ ¨ ¥ ·(CSMT-105) û O Ï Î @ ~ MPM» PIN» ¶  § ¦ · (CSMT-109) ä µ Î ä µ ô \ ñ ì m â u ¾ ø û ¨ ¿ © ¾ O (CSMT-114) ü I L ê ~ ¼ Ë ç ¾ º ¦ © è ¿ Å (CSMT-206) ü I L ê £ O M ä £ } ¾ º ¦ } ¨ ² » PCB² ª (CSMT-212) M ~ ü I x s P Î @ ~ ¾ º ¿ ¦ º Ï ¥ ·(CSMT-207)
第4步: a.作業內容:錫膏添加后頇確認首片之印刷品質 b.使用工具:5倍放大鏡 c.注意事項:回收之錫膏如印刷品質不良,不可繼續再使用.
二.手工擦拭鋼板作業
此條碼為 Cycle Stop命 令
第1步: a.作業內容:首先按Cycle Stop ,使印刷機停止印刷 b.使用工具:(無) c.注意事項:確認機器內無基板.
第2步: a.工作內容:將待加之錫膏添加前先攪拌均勻 b.使用工具:刮刀 c:注意事項:攪拌時間約1分鍾,且錫膏開封48小時后需用完,若未使用完需送鋼板清洗室處理
錫膏均勻塗抹于 鋼板印刷起始位置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M P M
中文操作手冊
Ultraprint (forAP )
軟體版本7.1A適用
Frank製
Start Cycle
開始循環按鈕
Emergency Stop
警急停止開關
3D雷射鑰匙開關
Power電源燈
門鎖鑰匙開關
Power電源燈
Off電源關閉開關
On電源啟動開關
主電源圓形開關
電源線
警急停止開關
主電源開關斷路
器
1.聲明:
UP2000中文手冊節錄自MPM公司UltraprintAP英文手冊,僅做為琋瑪企業員工及客戶教育訓練之用,特此聲明,若有不詳之處,敬請見諒。
2.系統簡介:
UPAP印刷機特性
視覺自動對準裝置Vision Alignment System
慢速脫模功能Slow Snap-off Function
可程式設定刮刀頭Programming Squeegee
自動擦拭鋼板系統Stencil Wipper
2.1關於印刷週期Printing Cycle
印刷週期包含下列過程
1.基板搬入Loading Board
2.基板定位Locating Board
3.視覺系統對位Vision Alignment
4.印刷平台上升Z Tower UP
5.刮刀向前後刮印錫膏Printting
6.慢速脫模Slow Snap-Off
7.印刷平台下降Z Tower Down
8.基板搬出Unloading Board
2.2硬體
2.2.1操作介面
軌跡球或螢幕(Trackball or Monitor)
你可以從螢幕上知道Ultraprint 2000的狀態,以及它提供給你的相關訊息,並且經由軌跡球,來採取各項的操作程序。
Trackball軌跡球:
1.移動螢幕上的指標↖
2.移動各軸
3.數入數字、參數等等…..
SELECT按鈕:
在指標所在的地方,按了SELECT按鈕,即是啟動操作、功能、或子功能、或輸入狀態
NEXT按鈕:
按了NEXT按鈕,表示你已認知目前機器的提示或狀態
EXIT按鈕:
按了EXIT按鈕,表示離開目前的狀態
上述使用方法,在螢幕右下方的對話框(訊息顯示區)會顯示操作方法
3.軟體介面
開機後,顯示如下的畫面For 7.0以上(因軟體版本新舊不一樣而不同)
Ultraprint AP內全部馬達,都是步進馬達,所以剛開機必需RESET重新回原點
後才能開始使用。
FILE:
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000 0.000 0.000 0.000
啟動鋼板固定鈕
啟動真空馬達鈕
啟動刮刀座固定鈕啟動溶劑幫浦鈕
啟動更換前後刮刀啟動照鋼板燈泡鈕座鈕
啟動照基板燈泡鈕
啟動捲紙馬達鈕
3.1.1下拉式功能表
Print
Auto Print
Manual Print
Pass Through
Demo Print
SPC Data
Auto Print 自動印刷模式Manual Print 手動印刷模式
Pass Through 將機器當做輸送帶Demo Print 展示印刷模式
SPC Data 生產統計過程資料
1.Auto Print自動印刷,機器會做印錫膏的動作。