钢筋焊接报验
钢筋焊接及验收

钢筋焊接及验收第一小节材料1、适用于本规程的焊接钢筋,其力学性能和化学成分应分别符合下列国家标准的规定:(1)《钢筋混凝土用热轧带肋钢筋》GB1499;(2)《钢筋混凝土用热轧光圆钢筋》GB13013;(3)《钢筋混凝土用余热处理钢筋》GB13014;(4)《冷轧带肋钢筋》GB13788;(5)《低碳钢热轧盘条》GB/T701。
2、预埋件接头、熔槽帮条焊接头和坡口焊接头中的钢板和型钢,宜采用低碳钢或低合金钢,其力学性能和化学成分应分别符合现行国家标准《碳素结构钢》GB700或《低合金高强结构钢》GB/T1591的规定。
3、电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117或《低合金钢焊条》GB/T5118的规定,其型号应根据设计确定。
4、在电渣压力焊和预埋件埋弧压力焊中,可采用HJ431焊剂。
5、凡施焊的各种钢筋、钢板均应有质量证明书;焊条、焊剂应有产品合格证。
6、钢筋进场时,应按现行国家标准中的规定,抽取试件作力学性能检验,其质量必须符合有关标准规定。
7、各种焊接材料应分类存放、妥善管理;应采取防止锈蚀、受潮变质的措施。
8、氧气的质量应符合现行国家标准《工业用氧》GB/T3863的规定,其纯度应大于或等于99.5%。
乙炔的质量应符合现行国家标准《溶解乙炔》GB6819的规定,其纯度应大于或等于98.0%。
液化石油气应符合现行国家标准《液化石油气》GB11174或《油气田液化石油气》GB9052.1的各项规定。
第二小节钢筋焊接[ 1 ]一般规定1、电渣压力焊适用于柱、墙、构筑物等现浇混凝土结构中竖向受力钢筋的连接;不得在竖向焊接后横置于梁、板等构件中作水平钢筋用。
2、在工程开工正式焊接前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产。
试验结果应符合质量检验与验收时的要求。
3、钢筋焊接生产之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。
钢筋焊接及验收规程

钢筋焊接及验收规程
钢筋焊接是建筑工程中常见的焊接工艺,用于连接钢筋。
为了保证焊接质量,需要按照一定的规程进行焊接和验收。
以下是钢筋焊接及验收的一般规程:
1. 焊接前准备:
- 检查钢筋是否符合焊接要求,包括钢筋直径、品种、表面质量等;
- 对钢筋进行除锈处理,确保焊缝质量;
- 准备焊接设备和焊接材料,包括焊机、焊条、焊接剂等; - 搭建焊接平台和安全防护措施。
2. 焊接操作:
- 按照焊接工艺规程进行焊接,包括焊接电流、电压、电弧长度等参数;
- 保证焊条熔化均匀,焊接缝连续、均匀;
- 控制焊接过程中的热输入,避免产生焊接缺陷,如焊渣夹杂、气孔等;
- 采用适当的焊接顺序和焊缝连接方式,确保焊接质量。
3. 焊接验收:
- 对焊条进行焊缝外观检查,确保焊接缝平整、均匀;
- 对焊缝进行尺寸检测,包括焊缝长度、宽度等;
- 进行焊缝断裂试验,测试焊缝强度;
- 检查焊缝周围是否有裂纹、变形等缺陷。
以上是钢筋焊接及验收的一般规程,具体的操作和验收要求可能根据不同的工程和焊接标准有所不同。
建议在进行钢筋焊接前,参考具体的焊接工艺规程以及相关的国家标准和规范进行操作和验收。
《钢筋焊接及验收规范》
《钢筋焊接及验收规范》
《钢筋焊接及验收规范》是针对钢筋焊接工程的技术要求和验收标准的文件。
下面将对《钢筋焊接及验收规范》进行详细介绍,以及其中的一些关键内容。
首先,该规范共分为两个部分,包括钢筋的焊接和验收。
其中,钢筋的焊接部分主要介绍了焊接材料的选择、钢筋焊接的方法和要求,以及钢筋焊接施工中的注意事项等。
而验收部分则包括了钢筋焊接工程的验收步骤和标准。
针对焊接材料的选择,规范要求焊接材料必须符合国家标准,并且要采用正规渠道购买。
焊接材料的质量必须能够满足钢筋焊接的强度和耐候性要求。
钢筋焊接的方法和要求方面,规范要求焊接必须符合构件设计要求和焊接工艺要求。
焊口的准备必须牢固、整洁,焊缝的尺寸和形状必须满足规定要求。
焊接操作必须由具备相应资格的焊工完成,并经过相关部门的验收。
在钢筋焊接施工中的注意事项方面,规范要求在焊接前必须进行焊缝清理工作,确保焊接部位的无油污、锈蚀等情况。
同时,焊接过程中要注意控制焊接变形,避免焊接过程中对构件产生不利影响。
焊接后要进行焊缝的修磨处理,确保焊缝的光洁度和牢固度。
钢筋焊接工程的验收步骤主要包括焊缝外观质量检查、焊缝尺寸的测量和焊接强度的检测等。
焊接验收标准要求焊缝外观应
无明显瑕疵,焊缝尺寸必须符合设计要求。
焊接强度的检测可以通过拉伸试验、抗剪试验等方法进行。
综上所述,《钢筋焊接及验收规范》是一份针对钢筋焊接工程的技术要求和验收标准的文件。
通过遵守该规范,可以确保钢筋焊接施工的质量和安全,提高钢筋焊接工程的可靠性和耐久性。
钢筋焊接及验收规程

钢筋焊接及验收规程JGJ 18-2012
1. 施焊的各种钢筋、钢板均应有质量证明书,其它材料应有产品合格证。
2. 钢筋进场时,应按标准抽取试件并作力学性能和重量偏差检验,检验结果必须符合国家现行有关标注的规定。
3. 检验数量:按进场的批次和产品的抽样检验方案确定。
4. 检验方法:检查产品合格证、出场检验报告和进场复验报告。
5. 在钢筋工程焊接开工之前,参与该项目的焊工必须进行现场条件下的焊接工艺试验,应经试验合格后,方准予焊接生产。
6. 两个试件均断于钢筋母材,显延性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值;另一试件断于焊缝,显脆性断裂,其抗拉强度大于或等于钢筋母材抗拉强度标准值的1.0倍。
钢筋焊接及验收规程
钢筋焊接及验收规程钢筋焊接及验收规程一、前言钢筋焊接工作是钢筋加工中最重要的一项工作,而其质量的好坏直接关系到整个项目的质量和安全。
因此,制定一套科学规范的钢筋焊接及验收规程对项目的顺利、稳定运行意义重大。
二、钢筋焊接工作范围1. 钢筋内部焊接:主要包括钢筋之间的纵向、横向焊接。
2. 钢筋与其他构件的焊接:包括构件的端部或曲折部位与钢筋的连接。
三、钢筋焊接工作前的准备1. 首先核对钢筋件的规格、定位和数量和张力的要求是否与结构设计规定一致。
2. 准备焊接设备:包括钢筋剪切机、扭矩扳手、钢筋刷子、电焊机、电焊钳等工具设备。
3. 准备焊接材料:包括焊芯、钢筋融合剂等焊接材料。
四、焊接工作的具体规范1. 不同直径的钢筋,要采用不同规格的焊接材料及焊接电流。
2. 钢筋之间横向、纵向的焊接点距离应符合设计要求,不应过大或过小。
3. 钢筋的表面应清除油脂、锈蚀和尘埃等杂物,以保证焊接质量。
4. 钢筋的两端应保证在同一水平面内,防止开裂。
5. 焊接时要控制焊接的温度和时间,避免融池液化或冷却过快,使焊缝质量受影响。
6. 暂未焊接的钢筋应按要求固定,并在高温情况下进行同步钢筋的热处理。
7. 脆化温度高的钢筋,在热处理过程中要特别注意,以免损坏焊接结构,导致安全事故。
五、焊接验收规范1. 焊接工作完成后,应对焊接部位进行外观验收,焊缝应无裂纹、气孔等缺陷。
2. 对焊接部位进行尺寸和几何验收。
焊接点的偏差应该控制在规定的范围内。
3. 对焊接的乡音进行试验。
试验的钢筋应该达到设计要求并且未出现裂纹、大滑移和扭曲等痕迹。
4. 检测验收合格后,方可进行后续工作。
六、总结钢筋焊接是建筑工程中不可避免的一个环节,是整个工程施工中非常重要的一部分。
好的焊接质量将有利于工程的长期稳定,保障了建造质量的同时,也保障了工人的安全。
因此,制定一套严谨的钢筋焊接及验收规程非常有必要。
七、焊接质量控制在焊接过程中,必须严格控制焊接质量,主要包括:1. 控制焊接电流和电压,保证焊接质量;2. 控制焊接速度,避免焊缝开裂;3. 预热焊接部位,避免冷裂;4. 确保焊接材料的质量;5. 在焊接过程中加丝杆,防止裂纹。
钢筋原材焊接报验表
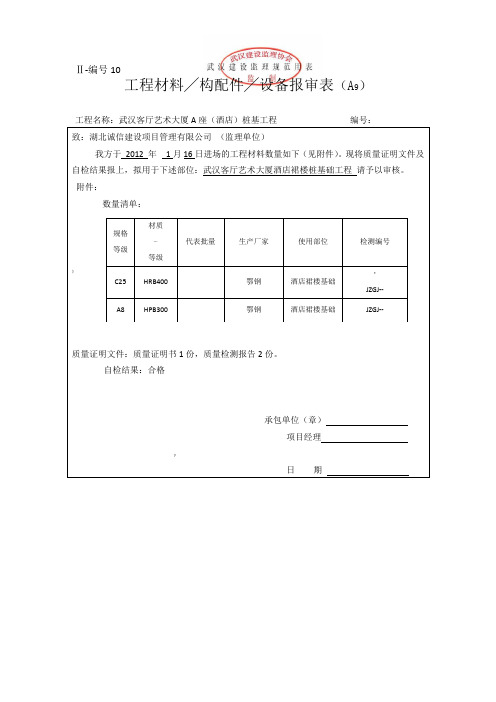
Ⅱ-编号10
工程材料╱构配件╱设备报审表(A 9)
致:湖北诚信建设项目管理有限公司 (监理单位)
我方于 2012 年 1月16日进场的工程材料数量如下(见附件)。
现将质量证明文件及自检结果报上,拟用于下述部位:武汉客厅艺术大厦酒店裙楼桩基础工程 请予以审核。
附件:
数量清单:
》
质量证明文件:质量证明书1份,质量检测报告2份。
自检结果:合格
承包单位(章)
项目经理
?
日 期
规格
等级
材质
…
等级
代表批量 生产厂家 使用部位 检测编号
C25 HRB400 鄂钢 酒店裙楼基础
*
JZGJ-- A8 HPB300 鄂钢 酒店裙楼基础
JZGJ--
复查意见:
经检查上述工程材料╱构配件╱设备,符合╱不符合设计文件和规定的要求,准许╱不准许进场,同意╱不同意使用于拟定部位.
项目监理机构
总╱专业监理工程师
日期
,
A4 武汉建设监理规范用表
钢筋焊接接头检验报告报验申请表
致:湖北诚信建设项目管理有限公司(监理单位)
我单位已完成了武汉客厅艺术大厦酒店桩基工程钢筋焊接接头检验工作,现报上该工程报验申请表,请予以审查和验收。
附件:
钢筋焊接接头检验报告
&
承包单位(章)
项目经理
日期
钢筋焊接登记台账程名称:武汉客厅艺术大厦A座酒店桩基工程
*。
钢筋焊接报验.

监理单位:江西省恒信建设工程监理咨询有限公司(总)监理工程师(签字):日期:2015.2.3
江西省建设工程质量监督管理总站监制
钢筋焊接接头工程报验表
B 3.5 编号:
工程名称
龙溪湾•壹号二期地下室
施工单位
江西建工第四建筑有限责任公司
现我方已完成基础(层)/(轴号或房间)/(高程)柱、顶板(部位)的钢筋焊接工程,经我方检查符合设计、规范要求、请予以验收。
江西省建设工程质量监督管理总站监制
钢筋焊接接头工程报验表
B 3.5 编号:
工程名称
龙溪湾•壹号二期地下室
施工单位
江西建工第四建筑有限责任公司
现我方已完成基础(层)/(轴号或房间)/(高程)地下室顶板梁(部位)的钢筋焊接接头工程,经我方检查符合设计、规范要求、请予以验收。
附件:
名称 页数 编号
1.□质量控制资料汇总表页
监理单位:江西省恒信建设工程监理咨询有限公司(总)监理工程师(签字):日期:2015.3.20
江西省建设工程质量监督管理总站监制
钢筋焊接接头工程报验表
B 3.5 编号:
工程名称
龙溪湾•壹号二期地下室
施工单位
江西建工第四建筑有限责任公司
现我方已完成基础(层)/(轴号或房间)/(高程)地下室顶板(部位)的钢筋焊接工程,经我方检查符合设计、规范要求、请予以验收。
附件:
名称 页数 编号
1.□质量控制资料汇总表页
2.□隐蔽工程检查记录表页
3.□预检记录页
4.□施工记录页
5.□施工试验记录页
6.□分部工程质量检验评定记录页
7.□分项工程质量检验评定记录页
8. 钢筋焊接接头检验报告1页
钢筋焊接报验表

来源或产地
王村现场
使用工点及部位
DK322+000~DK358+600段铁塔基础
自检情况
取样地点及日期
王村现场
2014-5-6
检查人及检查日期
王珊
2014-5-6
检查结果
合格
使用时间
2014-5-6
监理检验意见
审查结论:
专业监理工程师:
日期:
注:本表一式四份,承包单位2份,监理单位、建设单位各1份
项目经理:
技术负责人:
日期:
名称
钢筋焊接件
规格及型号
HRB400 10
本批数量
220个
母材批号
G114010322
供货单位
____
到达时间
____
合格证
——
来源或产地
王村现场
使用工点及部位
DK322+000~DK358+600段铁塔基础
自检情况
取样地点及日期
王村现场
2014-5-6
检查人及检查日期
王珊
2014-5-6
检查结果
合格
使用时间
2014-5-6
监理检验意见
审查结论:
专业监理工程师:
日期:
注:本表一式四份,承包单位2份,监理单位、建设单位各1份
项目经理:
技术负责人:
日期:
名称
钢筋焊接件
规格及型号
HRB400 18
本批数量
280个
母材批号
614050107
供货单位
____
到达时间
____
合格证
——
来源或产地
王村现场