生产运营计算机案例-生产线工时表
合集下载
线平衡计算 标准工时表

件/小時
1
1.42
5.17
6.58
3.29 18.23
1
0.67
1.50
2.17
2.17 27.69
1
2.00
6.67
8.67
2.17 27.69
1
3.00
0.00
3.00
2.50 24.00
1
0.50
0.00
0.50
2.50 24.00
设备 台数
2.00 1.00 4.00 0.00 0.20
人数 日班 夜班
版本:1 备注
3.0
3.0 测量者:
1.0
1.0 A:
4.0
4.0 A:
1.2
1.2 B:
1.0
1.0 清洗、包检:
备注:工序设备平衡时间=总分钟/设备台数 工序人工平衡时间=总分钟×人数
汇总
■ 总观测时间: ■ 人力: ■ 循环时间(最佳): ■ 85%产出/班
20.9 总分钟(分钟)■ 瓶颈时间 (SOP Rate3):.29
料号: 57壳体
工序
站別 / 说明
210 车外圆内孔、铣扁方
220 车另一端外圆内孔
230
铣外轮廓
240
去毛刺
250
清洗
标准工时表/线平衡
机器设备 & 治工具
车铣复合 数控车床 数控铣床
人工 清洗机
57-210 57-220 57-230
N/A 清洗篮日期时间:2来自19/9/4标准工時件/站
辅助时间 设备时间 总分钟 平衡时间 (分钟) (分钟) (分钟) (分钟)
10 人
■ 线平衡效率:
88.3
车间产品生产工时统计标准表格.doc
精品文档钣金车间产品生产工时统计表
工时单位:小时
序
下料冲压点焊折弯电焊打磨搬运
产品名称规格型号数量固变人固变人工人工人工人工人工人总工时总人数
号
定动数定动数时数时数时数时数时数
测算人:审核:日期:
喷塑车间产品生产工时统计表
工时单位:小时
序
磷化酸洗晒干打利子喷塑烘干搬运
规格型号数量工人工人工人工人工人工人工人总工时总人数备注产品名称
号
时数时数时数时数时数时数时数
测算人:审核:日期:
成套车间产品生产工时统计表
工时单位:小时
箱体元器件一次线二次线铜排搬运
序产品名称规格型号数量工人工人工人工人工人工人总工时总人数备注号时数时数时数时数时数时数
3 1 3 1
4 2 6 2
5 1 1 1 4330 8
4000 6
测算人:审核:日期:。
IE标准工时及产能计算表

间接人力(人)
线长/物料员
全能员
维修员
工作时间
0.00 节拍
10 标准时间
0.00 预定效率 直通率
#DIV/0! 标准产能
目标产能
0 注:1.各工站宽放率为10%;
0.00 2.标准工时=观测时间×评定系数×(1+宽放率);
3.瓶颈工时为所有工序中标准工时最大值;
4.标准时间为各站标准工时之和;
5.产线平衡率=各工序标准工时和/(最长工序时间×总人数); 7.不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;
0.00
10
0.00
#DIV/0!
7
0.00
10
0.00
#DIV/0!
8
0.00
10
0.00
#DIV/0!
9
0.00
10
0.00
#DIV/0!
10
0.00
10
0.00
#DIV/0!
11
0.00
10
0.00
#DIV/0!
12
0.00
10
0.00
#DIV/0!
13
0.00
10
0.00
#DIV/0!
14
0.00
10
0.00
#DIV/0!
23
0.00
10
0.00
#DIV/0!
24
0.00
10
0.00
#DIV/0!
25
0.00
10
0.00
#DIV/0!
26
0.00
10
0.00
#DIV/0!
27
0.00
制造业员工每日生产效率统计表

6.00 3271 1
装饰件 E500B后壳PC装饰件
3#
Y4 10.75 5520 1
按键 镜片
D8600数字键/墨色 E670主屏/第一刀
B班
6.42 3006 1
4#
Y5
4.33 1272 1
镜片 E670主屏/第二刀
5#
Y6 8.70 3059 1
镜片 E500B主屏镜片/白第一刀 6#
Y7 9.00 6894 1
按键 镜片
E581按键数字 EV530主屏/黑
3.83 1572 1
7#
Y8
2.00 468 1
CNC合计: 66.86 35470 11
有效工 时
(h) 7.53 2.08 4.75 5.42 10.25 6.42 3.33 8.70 8.67 3.83 1.50 62.48
异常工 时 (h)
标准产能 实际产能 产能 (pcs/h) (pcs/h) 达成率%
4.13 601.78 567.70 94.3% 93.4% 78.0%
新员工
备注
调机10分
是
调机63分,搞卫生15 分
是 是
调机35分,搞卫生15 分调机,搞卫生15 分
是
调机60分,搞卫生15 分
是 搞卫生15分
调机20分,搞卫生15
分
是
是
调机30分,搞卫生15 分
6月8日
装饰件 N31A壳镜片 摄像头 E500B摄像头 装饰件 E500B后壳PC片
时间 利用率%
生产 总效率%
0.17 1491
1169 78.4% 97.8% 76.7%
1.05
341
329 96.5% 61.5% 59.4%
装饰件 E500B后壳PC装饰件
3#
Y4 10.75 5520 1
按键 镜片
D8600数字键/墨色 E670主屏/第一刀
B班
6.42 3006 1
4#
Y5
4.33 1272 1
镜片 E670主屏/第二刀
5#
Y6 8.70 3059 1
镜片 E500B主屏镜片/白第一刀 6#
Y7 9.00 6894 1
按键 镜片
E581按键数字 EV530主屏/黑
3.83 1572 1
7#
Y8
2.00 468 1
CNC合计: 66.86 35470 11
有效工 时
(h) 7.53 2.08 4.75 5.42 10.25 6.42 3.33 8.70 8.67 3.83 1.50 62.48
异常工 时 (h)
标准产能 实际产能 产能 (pcs/h) (pcs/h) 达成率%
4.13 601.78 567.70 94.3% 93.4% 78.0%
新员工
备注
调机10分
是
调机63分,搞卫生15 分
是 是
调机35分,搞卫生15 分调机,搞卫生15 分
是
调机60分,搞卫生15 分
是 搞卫生15分
调机20分,搞卫生15
分
是
是
调机30分,搞卫生15 分
6月8日
装饰件 N31A壳镜片 摄像头 E500B摄像头 装饰件 E500B后壳PC片
时间 利用率%
生产 总效率%
0.17 1491
1169 78.4% 97.8% 76.7%
1.05
341
329 96.5% 61.5% 59.4%
【最新】标准工时及产能测算表(含计算公式说明及自动函数)

5.54
649
92.31%
4
4
4
4
5
4.20 10% 1.05
4.85
1
4.85
742
80.77%
物料员
4
5
间接人力数量
维修员
运输员
核准
4
3
其他
5
4.20 10% 1.05
4.85
总标准工时
生产线每小时产能 每小时人均
(pcs/h)
产能
54.31
599
60
审核
1
4.85
平衡率
90.42%
742 损失率 9.58% 制表
80.77%
不平衡损失 (S)
5.75
注:1.宽放率设定为10%;
2.评定系数设定为1.05(企业应根据实际情况设定,评定系数=1+(熟练度评价系数+努力度评价系数+稳定性系数+工作环境系数);
3.标准工时=实测时间(即表格中平均工时)×评比系数×(1+宽放率) 5.瓶颈工时=所有工序中标准工时最大值(工位平衡时间最大值); 7.不平衡损失=瓶颈工时×直接人力总数-总标准工时; 9. 生产线每小时产能(最大产能)=3600/瓶颈工时;
5.54
1
5.54
649
92.31%
4
5
6
3
5
4.60 10% 1.05
5.31
1
5.22
690
86.91%
6
5
6
4
5
5.20 10% 1.05
6.01
1
6.01
599
100.00%
4
车间产品生产工时统计表
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
测算人:审核:日期:
成套车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
箱体
元器件
一次线
二次线
铜排
搬运
总工时
总人数
备注
工时
人数
工时
人数
工时
人数
工时
人数
工时
4
2
6
2
5
1
1
1
4330
8
4000
6
测算人:审核:日期:
钣金车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
下料
冲压
点焊
折弯
电焊
打磨
搬运
总工时
总人数
固定
变动
人数
固定
变动
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
测算人:审核:日期:
喷塑车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
磷化
酸洗
晒干
打利子
喷塑
烘干
搬运
总工时
总人数
备注
工时
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
测算人:审核:日期:
成套车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
箱体
元器件
一次线
二次线
铜排
搬运
总工时
总人数
备注
工时
人数
工时
人数
工时
人数
工时
人数
工时
4
2
6
2
5
1
1
1
4330
8
4000
6
测算人:审核:日期:
钣金车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
下料
冲压
点焊
折弯
电焊
打磨
搬运
总工时
总人数
固定
变动
人数
固定
变动
人数
工时
人数
工时
人数
工时
人数
工时
人数
工时
人数
测算人:审核:日期:
喷塑车间产品生产工时统计表
工时单位:小时
序号
产品名称
规格型号
数量
磷化
酸洗
晒干
打利子
喷塑
烘干
搬运
总工时
总人数
备注
工时
生产部工时统计表

生产部工
序号 生产日期
1 年月日 2 年月日 3 年月日 4 年月日 5 年月日 6 年月日 7 年月日 8 年月日 9 年月日 10 年 月 日 11 年 月 日 12 年 月 日 13 年 月 日 14 年 月 日 15 年 月 日 16 年 月 日 17 年 月 日 18 年 月 日 19 年 月 日 20 年 月 日
1200 0.6 20 2 0 0 0
备注
单位 产能
组别 产能
效率
经办人
确认
审核
1200 0.6 20 2 ** ** ** 圆圆1 敏敏1 若若1 圆圆2 敏敏2 若若2 圆圆3 敏敏3 若若3 圆圆4 敏敏4 若若4 圆圆5 敏敏5 若若5 圆圆6 敏敏6 若若6 圆圆7 敏敏7 若若7 圆圆8 敏敏8 若若8 圆圆9 敏敏9 若若9 圆圆10 敏敏10 若若10 圆圆11 敏敏11 若若11 圆圆12 敏敏12 若若12 圆圆13 敏敏13 若若13 圆圆14 敏敏14 若若14 圆圆15 敏敏15 若若15 圆圆16 敏敏16 若若16 圆圆17 敏敏17 若若17 圆圆18 敏敏18 若若18 圆圆19 敏敏19 若若19 圆圆20 敏敏20 若若20
合计
料号
HW1 HW2 HW3 HW4 HW5 HW6 HW7 HW8 HW9 HW10 HW11 HW12
产品名 称
规格型号
*!1 *!2 *!3 *!4 *!5 *!6 *!7 *!8 *!9 *!10 *!11 *!12
**x**
说明
生产部
平衡 工时
序号 生产日期
1 年月日 2 年月日 3 年月日 4 年月日 5 年月日 6 年月日 7 年月日 8 年月日 9 年月日 10 年 月 日 11 年 月 日 12 年 月 日 13 年 月 日 14 年 月 日 15 年 月 日 16 年 月 日 17 年 月 日 18 年 月 日 19 年 月 日 20 年 月 日
1200 0.6 20 2 0 0 0
备注
单位 产能
组别 产能
效率
经办人
确认
审核
1200 0.6 20 2 ** ** ** 圆圆1 敏敏1 若若1 圆圆2 敏敏2 若若2 圆圆3 敏敏3 若若3 圆圆4 敏敏4 若若4 圆圆5 敏敏5 若若5 圆圆6 敏敏6 若若6 圆圆7 敏敏7 若若7 圆圆8 敏敏8 若若8 圆圆9 敏敏9 若若9 圆圆10 敏敏10 若若10 圆圆11 敏敏11 若若11 圆圆12 敏敏12 若若12 圆圆13 敏敏13 若若13 圆圆14 敏敏14 若若14 圆圆15 敏敏15 若若15 圆圆16 敏敏16 若若16 圆圆17 敏敏17 若若17 圆圆18 敏敏18 若若18 圆圆19 敏敏19 若若19 圆圆20 敏敏20 若若20
合计
料号
HW1 HW2 HW3 HW4 HW5 HW6 HW7 HW8 HW9 HW10 HW11 HW12
产品名 称
规格型号
*!1 *!2 *!3 *!4 *!5 *!6 *!7 *!8 *!9 *!10 *!11 *!12
**x**
说明
生产部
平衡 工时
FPC生产车间工时统计表(6月)

972 2,484
3,200 9,600 800
080500033
8122F1/8416F1
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #REF! #REF! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
57,216 69,888 44,928 25,344 31,488 30,720
E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5059B E5060A E5060A E5060A E5060A E5060A E5060A E5060A E5060A E5060A E5060A E5060A E6005A E6005A E6005A E6005A E6005A E6005A E6005A E6014A E6014A E6014A E6014A E6014A E6014A E6014A E6014A E6014A E6014A E6017A
108.53 374.94 489.67 135.92 518.83 296.82 229.55
标准工时计算表(适用于流水线)
加热固化 飞轮动平定衡子中装心磁盘钢装保配噪装护音磁环检盘查罩&端子压接 生产线排位图:
制 定:
日 期: 页 次: 版 本:
线平衡率
标准工时(H/PCS)
每日总产 量(PCS)
工作量
备注
卡螺外母观簧检带查轮/包装 &端子压接
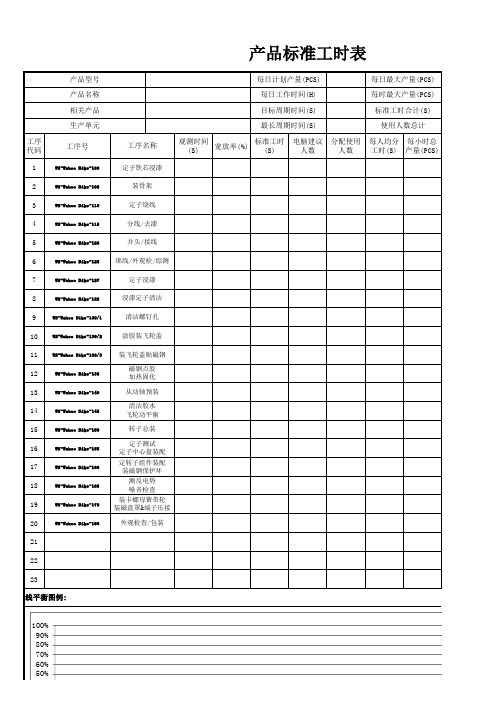
产品标准工时表
工序 代码
1
产品型号 产品名称 相关产品 生产单元 工序号
WS-Wahoo Bike-100
工序名称 定子铁芯浸漆
每日计划产量(PCS)
每日最大产量(PCS)
每日工作时间(H)
每时最大产量(PCS)
目标周期时间(S)
标准工时合计(S)
最长周期时间(S)
使用人数总计
观测时间 (S)
宽放率(%)
标准工时 (S)
电脑建议 人数
分配使用 人数
每人均分 每小时总 工时(S) 产量(PCS)
2
WS-Wahoo Bike-105
装骨架
3
WS-Wahoo Bike-110
定子绕线
4
WS-Wahoo Bike-115
分线/去漆
5
WS-Wahoo Bike-120
并头/接线
6
WS-Wahoo Bike-125
绑线/外观检/综测
7
WS-Wahoo Bike-127
定子浸漆
WS-Wahoo Bike-128
浸漆定子清洁
9
WS-Wahoo Bike-130/1
清洁螺钉孔
10
WS-Wahoo Bike-130/2
涂胶装飞轮盖
11
WS-Wahoo Bike-130/3
制 定:
日 期: 页 次: 版 本:
线平衡率
标准工时(H/PCS)
每日总产 量(PCS)
工作量
备注
卡螺外母观簧检带查轮/包装 &端子压接
产品标准工时表
工序 代码
1
产品型号 产品名称 相关产品 生产单元 工序号
WS-Wahoo Bike-100
工序名称 定子铁芯浸漆
每日计划产量(PCS)
每日最大产量(PCS)
每日工作时间(H)
每时最大产量(PCS)
目标周期时间(S)
标准工时合计(S)
最长周期时间(S)
使用人数总计
观测时间 (S)
宽放率(%)
标准工时 (S)
电脑建议 人数
分配使用 人数
每人均分 每小时总 工时(S) 产量(PCS)
2
WS-Wahoo Bike-105
装骨架
3
WS-Wahoo Bike-110
定子绕线
4
WS-Wahoo Bike-115
分线/去漆
5
WS-Wahoo Bike-120
并头/接线
6
WS-Wahoo Bike-125
绑线/外观检/综测
7
WS-Wahoo Bike-127
定子浸漆
WS-Wahoo Bike-128
浸漆定子清洁
9
WS-Wahoo Bike-130/1
清洁螺钉孔
10
WS-Wahoo Bike-130/2
涂胶装飞轮盖
11
WS-Wahoo Bike-130/3
生产线工序工时核算表

96
108
120
终测(1*9)
36.00
100
80
64
72
80
高温测试(1*9)
50.00
72
58
46
52
58
塞塞子(1*9)
3.00
1200
960
768
864
960
外观检查、放入吸塑 管(1*9)
5.12
703
563
450
506
563
生产线工序工时核算表
测量 次数 工位
BOSA管脚成型 每小时产能 单品耗时 每小时产能 (单位:个) (单位:秒) (单位:个) 宽放20% 5.04 714 571 初级 中级 高级
457
514
571
接收端剪脚5pin
6.62
544
435
348
392
435
发射端剪脚4pin
5.61
642
513
411
462
513
分板
4.09
880
704
563
634
704
磨板
2.97
1212
970
776
873
970
装配(放组件、板子 、打螺丝、插纤) 装配(正面扳脚、下 螺丝、拔纤、反面扳 脚) 焊接(正面 发射2PIN 接收2PIN) 焊接(反面 发射2PIN 接收3PIN)
18.64
193
155
124
139
155
19.22
187
150
120
135
150
16.37
220
176
141
IE标准工时及产能计算表
间接人力(人)
线长/物料员
全能员
维修员
工作时间
0.00 节拍
10 标准时间
0.00 预定效率 直通率
#DIV/0! 标准产能
Байду номын сангаас
目标产能
0 注:1.各工站宽放率为10%;
0.00 2.标准工时=观测时间×评定系数×(1+宽放率);
3.瓶颈工时为所有工序中标准工时最大值;
4.标准时间为各站标准工时之和;
5.产线平衡率=各工序标准工时和/(最长工序时间×总人数); 7.不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;
标准工时及产能计算表
产品型号:
工段:
产线:
日期:
目标效率: 目标良率:
工序(No.)
作业内容
人均产能(pcs/hr):
#DIV/0! 平均工时(s):
不平衡损失(sec):
工序最小工时(s):
瓶颈工时(s):
产线平衡率:
实测作业时间(sec/pcs) 实测1 实测2 实测3 实测4 实测5
平均工时 (s)
宽放率 (%)
评定系数
标准工时 (s)
人力配置 (人)
工位平衡时间 (s)
0 #DIV/0!
最大产能(pcs/Hrs)
1
0.00
10
0.00
#DIV/0!
2
0.00
10
0.00
#DIV/0!
3
0.00
10
0.00
#DIV/0!
4
0.00
10
0.00
#DIV/0!
5
0.00
10
0.00
#DIV/0!
IE标准工时及产能计算表
9.最大产能=单位标准时间/瓶颈工序标准时间。
10
0.00
#DIV/0!
19
0.00
10
0.00
#DIV/0!
20
0.00
10
0.00
#DIV/0!
21
0.00
10
0.00
#DIV/0!
22
0.00
10
0.00
#DIV/0!
23
0.00
10
0.00
#DIV/0!
24
0.00
10
0.00
#DIV/0!
25
0.00
10
0.00
#DIV/0!
26
0.00
作业内容实测作业时间secpc评定系数实测1实测2实测3实测4实测515包装00016000直接人力人间接人力人节拍标准时间预定效率直通率标准产能目标产能班长包装整修div0
标准工时及产能计算表
产品型号:
工段:
产线:
日期:
目标效率: 目标良率:
工序(No.)
作业内容
人均产能(pcs/hr):
#DIV/0宽放率);
3.瓶颈工时为所有工序中标准工时最大值;
4.标准时间为各站标准工时之和;
5.产线平衡率=各工序标准工时和/(最长工序时间×总人数); 7.不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;
6.人均产能=3600/(总人数×瓶颈工时); 8.各工序最高允许工时(40cm两点间距,线体运动时间)=标准产能/直接人力;
2
0.00
10
0.00
#DIV/0!
3
0.00
10
0.00
标准工时计算表
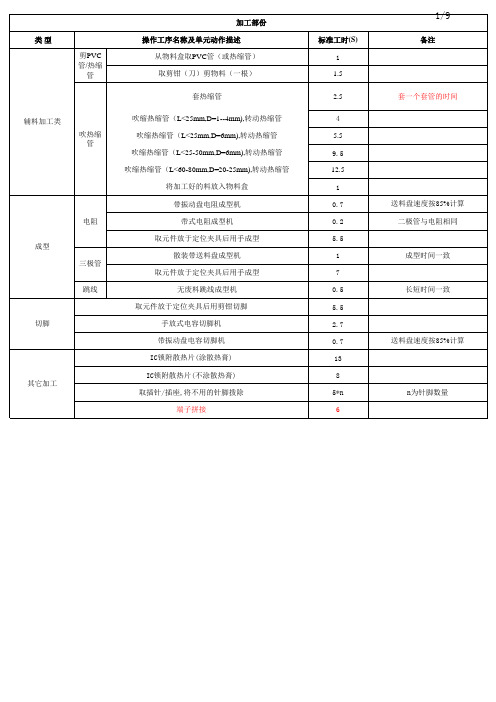
1.n为纸卡数量。2.使用周转箱时 不含此工时
装配部份 类型 操作工序名称及单元动作描述 从拉带(台面)取机,使热缩管处对于风筒口 吹缩热缩管(L<25mm,D=1--4mm),转动热缩管 吹缩热缩管(L<25mm,D=6mm),转动热缩管 吹套管 吹缩热缩管(L<25-50mm,D=6mm),转动热缩管 吹缩热缩管(L<60-80mm,D=20-25mm),转动热缩管 放机板到拉带(台面) 取机板放于台面 从物料盒取扎带到导线处 从物料盒取扎带穿过所扎的导线机板孔处 扎线类 从物料盒取扎带穿过所扎的导线再套胶柱 穿扎带孔,拉紧扎带 取剪钳将扎带剪断,且放回台面 放机板于拉带(台面) 取机板放于台面 取胶壶点红胶到一个螺丝头,并放回胶壶于台面 取胶壶点黄胶到电容处,并放回胶壶于台面 取胶壶点黄胶到线头(插座)处,并放回胶壶于台面 点胶类 取胶枪打熔胶固定一根导线,并放回胶枪于台面 取竹签沾混合胶点到按扭,放竹签于台面 取竹签沾快干胶点到胶件处,放竹签于台面 放机板于拉带(台面) 取机 放入夹具对位好 从物料盒取一粒螺丝放到电批嘴上 机牙 打螺丝,松开电批(L=4~8mm) 自攻牙 锁螺丝类 机牙 打螺丝,松开电批(L=9~19mm) 自攻牙 机牙 打螺丝,松开电批(L=20~30mm) 自攻牙 放机板于拉带(台面) 从拉带取机放于台面 取面片将保护蜡纸撕去并放入废料盒 贴面片 粘贴类 贴贴纸 贴贴纸,并将贴纸贴平 4.5 贴面片 取白布抺平面片,放回抺布 从物料盒(拉带)取贴纸 3 1 2 3.5 5.5 4 1.5 2.5 2.5 2 2 8.5 6 5 1 1 3 2 1.5 9.5 12.5 1 2 1.5 4 5.5 4 4.5 1 2 5 5.5 5 标准工时(S) 3 4 5.5
7/9
相关主题