MRP与JIT生产方式的比较研究_王宏智
MRP与JIT的比较
•
• (1) (2) (3) (4)
MRPII 的优势在于其中长期计划能力,注重前期规划,用尽可 能周密的计划集中安排各环节的人、物等资源以及生产加工, 以应对生产的不确定性。 相应地,MRPII 存在如下问题: 提前期弱
• TOC 的优势在于: 的优势在于: (1) 正视瓶颈的存在并充分利用瓶颈把瓶颈计划调度和非瓶颈的计划调度区 别对待 (2) TOC 不需要预先设定提前期,提前期是编制计划的结果 (3) 综合了推拉两种方式的优点 (4) TOC 承认能力不平衡的绝对性,保证生产物流的平衡和生产节奏的同步 (5) TOC 是集计划与控制于一体的方法,实现了生产计划和控制的和谐与统 一 • 相应地,TOC 生产管理存在如下问题 相应地, 生产管理存在如下问题: (1) TOC 的瓶颈漂移为生产管理提供了有效的依据,但也为生产管理增加难 度 (2) TOC 强调短期最优化,可能不会对长期战略决策有帮助
• MRPII 适合于宏观调控和长期规划,在企业级发挥着 很好的作用,但是其对车间层控制相对薄弱,且其计 划与控制相分离,因此,把MRPII 定位在厂级或企业 级,负责主生产计划、物料需求计划及各车间零部件 的月、周计划。 • TOC 擅长于能力管理和现场控制,专注于资源安排, 通过瓶颈识别、瓶颈调度,并使其余环节与瓶颈生产 同步,保证物流平衡,寻求需求和能力的最佳结合, 使系统产销率最大,这是TOC 的优势所在,也是现今 企业缺少的部分。因此,把TOC 定位在车间级,负责 编制车间或工段工序日作业计划与调度,物料投放计 划。 • JIT擅长于计划执行和成本降低,在降低在制品水平, 减少浪费,现场改善等方面具有明显的优势。因此, 把JIT定位在生产现场,负责作业计划的执行、生产的 控制和现场的反馈等工作。
MRPII与JIT生产管理系统比较及其应用研究

MRPII与JIT生产管理系统比较及其应用研究通过MRPII与JIT两种生产管理系统的比较,指出国内企业选用生产管理系统时需要从库存成本和库存短缺成本、供货渠道和社会文化背景等因素考虑。
在JIT条件要求比较苛刻的情况下,国内企业采用成熟MRPII进行生产管理,然后融入精益生产理念对企业进行改善,追求精益物流,降低库存,提高企业经济效益是一种不错的选择。
标签:MRPII JIT 精益理念物流改善0 引言MRPII(Manufacturing Resource Planning)是以物料需求计划MRP(Material Requirements Planning)为核心的闭环生产管理系统。
它以计划排产为主要内容,以经营计划、销售计划、主生产计划、物料需求计划、采购计划、生产能力计划、车间作业计划为主控因素,对整个企业的生产制造资源进行全面规划和优化控制,把企业中的供、产、销、财等生产经营活动联成一个有机整体。
MRPII优化了企业的成本控制和资源配置,使存货发挥了最大效率,在不影响企业正常的营运和潜力的条件下,接近或达到“最优存货”,MRP的最大的好处就在于让企业有备而战,提高企业内部生产的效率。
精益生产(Lean Production,LP),又称精良生产,是美国麻省理工学院数位国际计划组织(IMVP)的专家对日本丰田准时化生产JIT(Just In Time)生产方式的赞誉称呼。
其中“精”表示精良、精确、精美,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品);“益”表示利益、效益,即所有经营活动都要有益有效,具有经济性。
精益生产追求的理想目标是“零库存”,其特点有:①精益生产以简化为手段,消除生产中一切不增值的活动;②精益生产强调人的作用,充分发挥人的潜力;③精益生产采用适度自动化,提高生产系统的柔性;④精益生产不断改进,以追求“完美”为最终目标。
[1]1 MRPII与JIT比较MRPII和JIT同属生产控制的两种类型,从不同角度来看待生产管理的两种方法。
浅析MRP与JIT
浅析MRP与JIT一、概念MRP,即制造资源计划,一种先进的企业管理思想和方法。
从整体优化的角度出发,对企业的各种制造资源和产、供、销、存、财等各个环节实行合理的计划、组织、控制和调整,使之在生产经营的过程中协调有序,从而在实现连续均衡生产的同时,最大限度地降低物料库存,消除无效劳动和资源浪费。
JIT,即准时生产方式,是日本丰田汽车公司在20世纪六十年代实行的一种生产方式,1973年以后,这种方式对丰田公司渡过第一次能源危机起到了突出的作用,引起其他国家生产企业的重视,并逐渐在欧洲和美国的日资企业及当地企业中推行.二、MRP与JIT比较MRP与JIT是两种现代化的生产计划与作业控制系统,它们服务于共同的管理目标,即提高生产效率、减少库存费用和改善用户服务。
同时,它们之间也存在明显的差别,各具特点。
它们的主要区别简单概括如下:1、适用于不同的生产环境(1)JIT适用于生产高度重复性产品的系统;MRP则适用于批量生产、按用户订单生产、产品多变不同的生产环境。
(2)MRP 以计算机为工具,需要一定的硬件,软件投资费用高;而JIT的物料计划、能力计划、车间控制都可以由人工系统完成,不一定需要有计算机系统。
2 、管理的范围不同 MRP 管理的范围比JIT广,它能用于计划工具、维修等其他活动的物料需求,辅助财务计划。
三、JIT和MRPⅡ的结合实践证明,两种不同的制造计划和控制方式JIT和MRPⅡ是完全相容的。
尽管MRPⅡ基本上是一种计划方法,JIT则基本上是一种生产控制方法。
MRPⅡ的弱点是车间执行的控制,而这正是JIT的强处;MRPⅡ的强处是中、长期全面的计划,而这正是JIT的弱点。
从内容上看JIT和MRPⅡ都致力于在适当的时候购买(制造)适量的物料,既不早也不晚;二者都试图在整个工厂中平衡工作负荷,以减少生产瓶颈,二者都减少提前期,减少库存,减少废品并强调按客户需要提供产品。
MRPⅡ和JIT的结合在复杂的单件生产环境里,产品结构复杂多变,使得物料需求计划难度大,MRPⅡ借助于计算机可以实现复杂的逻辑展开,并考虑变化的提前期,不同的提前期使得车间作业执行控制必须有定期的回报,以控制定单的状态,这些都适应于MRPⅡ生产管理方式,因此,MRPⅡ比JIT更适合于单件生产类型。
MRP.JIT.TOC的比较

MRP、JIT與TOC的比較分類:生產管理2005/11/24 22:32 一、物料需求規劃物料需求規劃(Material Requirement Planning,以下簡稱MRP)的主要觀念,必須先知道獨立需求(Independent Demand)和相依需求(Dependent Demand)的意義,獨立需求係指外界或消費者,對製成品(Finished good)或最終產品(Final Produ ct),或服務用零件的需求,這種需求是相當穩定的。
而相依需求則是指由於製造成品(或服務用零件),所衍生對零組件、原物料的需求,例如市場對汽車的需求為獨立需求,而為製造汽車所需的車燈、雨刷等,則為相依需求。
MRP系統的主要精神在於,設法使存貨減少,因為每一種成品有許多的零組件所組成,每一零組件與每一零組件又有互相依賴的關係,因此在計算採購點時,其複雜程度高,且須靠電腦系統運算,以便於幫忙管理。
MRP因為是一種資訊系統,所以它的先決條件必須要有主生產排程,標準用量清冊及材料編號,及存貨方式和記錄,如庫存數、在途數、已配置量等,因此MR P是一種很有規劃能力的系統。
二、JIT生產系統JIT生產系統強調的是生產現場的改善,而且是持續的、有目標的、持之以恆的改善活動,對於JIT的實施而言,它是屬於後拉式的生產系統,而且是全公司的工業工程活動,並追求零庫存,和以經營環境為基礎的生產系統,在採購過程中強調客戶與供應商的共存關係,達到雙贏的最佳境界。
JIT的生產系統是在製程中找出浪費的所在,並加以消除,以大幅增加工作效率,達到降低成本,縮短前置時間及提昇產品品質。
三、限制理論TOC(Theory of Constraint)限制理論認為任何系統或組織都應該有目標,而阻礙此系統達成其目標的因素就是限制。
TOC認為任何系統至少存在著一個限制,否則它就可能有無限的產出。
因此要提高一個系統(任何企業或組織均可視為一個系統)的產出,必須要打破系統的限制。
MRP与JIT生产方式的比较研究

MRP与JIT生产方式的比较研究MRP与JIT生产方式的比较研究1 MRP与JIT论述物料需求计划(MRP)与准时制(JIT)生产是两种不同的用来管理生产系统中物料流、信息流、生产工具、生产计划等的生产管理方式。
MRP是一种传统的对原材料、零部件的生产和库存量进行统一计划的管理方式(即决定外购什么、生产什么、什么物料必须在什么时候订货或开始生产、订多少、生产多少、每次的订货和生产批量是多少等等。
JIT生产方式是由日本丰田汽车公司创造的旨在消除各种浪费的新型生产方式(即只在需要的时候,按需要的量生产所需的产品。
在我国的工业企业中,MRP是一种被经常采用的传统的生产计划与管理方式,而JIT则作为一种新型的生产管理方式正在逐步被一些企业所采用。
因此,为了更好地理解和应用这两种不同的生产管理方式,有必要对二者进行基本原理和应用特点上的比较研究。
另外,因为有越来越多的企业采用将MRP与JIT综合起来应用的方式。
MRP与JIT这个跟企业物流管理和生产管理息息相关的管理理念越来越多地应用到各种类型的企业生产与管理模式当中。
社会主义市场经济建设与国内企业竞争的全球化,也对企业的管理如何更快速响应和满足客户需求,降低成本,提高产品竞争力提出了更高的要求。
进入21世纪,伴随着越来越多的信息系统应用到大中小企业,给这些企业带来更及时准确的数据和分析。
可以说,在信息管理领域,国内的企业与国外的企业已经站在了同一起跑线上。
2 MRP与JIT的比较MRP与JIT是两种现代化的生产计划与作业控制系统,它们服务于共同的管理目标,即提高生产效率、减少库存费用和改善用户服务。
同时,它们之间也存在明显的差别,各具特点。
2.1基本原理的比较在基本原理上,MRP与JIT最主要的区别在于:MRP是一种刚性的推动式生产,JIT则是一种柔性的拉动式生产。
按照推动式生产与拉动式生产的比较,在基本原理上,MRP的推动式生产是由制造商根据客户订单和市场需求预测确定主生产计划(MPS),并通过生产指令下达给各个生产工序,生产指令被“推”向各个生产环节。
MRPⅡ与JIT方法的结合与比较
M RPⅡ与JIT方法的结合与比较目前,许多企业在MRP II项目的选型和实施过程中,常被MRP II 和JIT(Just In Time)的关系所困惑。
MRP II过时了吗?MRP II 和JIT二者可以结合起来吗?正确认识MRPII和JIT的关系,有助于在MRP II项目的实施中溶合JIT的哲理与方法。
MRPⅡ与JIT的结合,从根本上说是美、日生产方式和管理模式的结合。
研究混合模式对于我国企业兼收美、日管理模式的长处很有意义,这也是世界制造业管理发展的趋势之一。
一、关于MRPⅡ和JIT结合的争论在70年代美国感到来自日本企业的威胁的初期,人们曾对公平贸易、倾销、保护主义和政府扶持等问题有过争论,认为日本企业在海外市场的竞争力得益于上述种种原因。
但很快,人们认识到了一个基本事实,即在世界各国"Made in Japan" 从听起来生熟,甚至被认为是廉价劣质产品的标志,到家喻户晓,且成为优良品质的同义语,其根本竞争力来自于日本企业高质量和高效率的生产能力,当时美国和欧洲企业无法达到Toyota、Nissan、Minolta 和K wasaki这些日本企业同样的质量和生产率。
当人们转向向日本学习,寻求其成功的制造法宝时,立即认识到JIT制造技术和管理方式是日本企业创造竞争力的关键所在,因此,向日本学习就不能回避对JIT的学习。
而学习JIT使许多西方企业中的制造经理面临的第一个问题,就是如何把JIT与其目前的MRPⅡ制造方式结合起来。
由此,引发了80年代美国从理论界到企业界的一场争论:MRPⅡ与JIT可以结合吗?还是采用JIT方式就必须放弃MRPⅡ?如果二者可以结合的话,又该采用怎样的方式?这场争论,随着JIT实践在美国的发展持续升温,后来,到了80年代后期,调查结果表明,人们普遍认为MRPⅡ与JIT是可以结合的,二者有着密切的联系,二者都是为了同样的结果,只是采用了不同的方法。
JIT准时生产和MRP

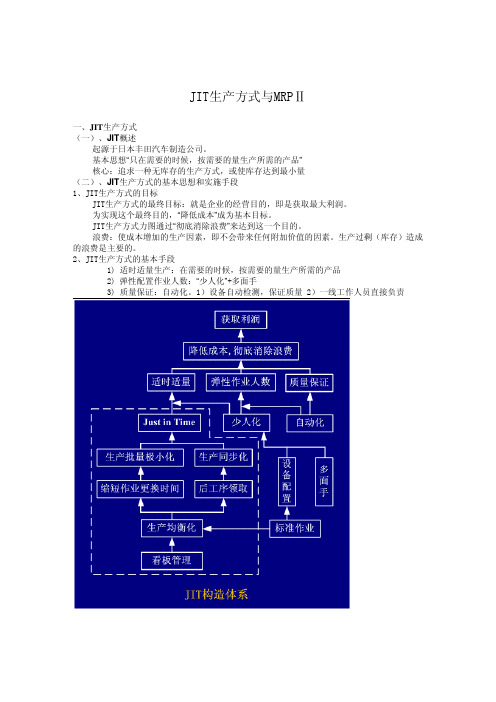
JIT准时生产和MRPJIT准时生产是一种以准时制造和交付为目标的生产管理方法。
它强调在所有生产环节上都要按需生产,避免过度生产和库存积压,以减少浪费和成本。
JIT准时生产要求生产计划和物料供应与实际需求保持一致,以避免不必要的库存和过量生产。
同时,它还需要高效的协调和沟通,以确保生产和交付的准时进行。
MRP是一种通过计算出所需物料和零部件数量的方法来进行生产计划的系统。
它通过分析销售订单、库存水平和生产能力等信息,以确定需要采购和生产的物料数量和时间,从而优化生产计划和物料供应。
MRP强调生产计划和物料供应的及时性和准确性,以确保生产和交付能够按时进行。
尽管JIT准时生产和MRP都有各自的优势和适用范围,但在实际应用中也存在一些局限性和挑战。
比如,JIT准时生产需要生产和物料供应的高度协调和准确性,一旦出现生产中断或物料短缺,就会对生产计划造成影响。
而MRP则需要充分的数据准确性和计算精确性,一旦出现错误的输入或计算,就会影响生产计划和物料供应的准时性。
因此,在实际生产管理中,可以结合JIT准时生产和MRP的优势,综合运用,以实现更高效的生产和物料管理。
比如,可以通过JIT准时生产的原则来构建合理的生产计划和物料供应模式,同时通过MRP系统来进行数据分析和精确计算,以确保生产和物料供应的准时性和准确性。
通过综合运用JIT准时生产和MRP,可以更好地满足不同产品的生产需求,提高生产效率,降低成本,提高产品质量,从而更好地适应市场需求和变化。
JIT (Just-in-Time)准时生产和MRP(Material Requirements Planning)是两种广泛应用于制造业的生产管理方法。
它们的目标都是通过优化生产流程和资源利用,实现高效的生产和物料管理,从而降低成本、提高生产效率。
JIT准时生产是一种以准时制造和交付为目标的生产管理方法。
它强调在所有生产环节上都要按需生产,避免过度生产和库存积压,以减少浪费和成本。
JIT与MRPⅡ的区别与联系

供货商 合。他们是协同工作的一部分。把供应看成是自己的扩展部分。 是 有矛盾的甲乙关系。一般都有多个供货来源,这是一种典型的在供货商间挑 拨矛盾以便从中取利的方法。 质量 废品为零。如果质量不是 100%的合格,则生产就处于困难状态。 允 许一些废品。记录实际废品数,并用一些公式来预测废品数。 设备的维修 设备稳定并有效地运行。设备的故障要减少到最少。 设备维修 是必需的。由于允许在制品库存,所以这个问题不是关键。 提前期 使提前期压缩。销售、采购及生产管理简化,所以提前期压缩。 提 前期越长越好。大多数工段长和采购部门希望提前期加长而不是缩短。 工人 按一致的意见进行管理。在没有达到一致意见之前不进行改革。最关 键的是工人感到这是"自己的企业'。 按法令进行管理。 JIT 追求尽善尽美,比如在废品方面,追求零废品;在库存方面,追求零 库存。可以这样说,JIT 的目标是一种理想的境界。和 MRPII 相比,后者更 多地考虑了制造业的普遍情况,考虑了较多的不确定因素;人们通常将后者 看成是一种计划策略,侧重于长期,二千这是一种执行策略,侧重于近期甚 至当前。JIT 是一种哲理,在许多方面都可以借鉴。在处理 MRPII 和 JIT 这 两个不同的理论体系方面,正确的态度是将两者结合起来,依靠 MRPII 奠定 基础,逐渐达到 JIT 的水平。
第1页共1页
格式为 Word 版,下载可任意编辑
JIT 与 MRPⅡ的区别与联系
MRPII 是美国人提出的适用于大批大量生产的管理模式和方法,而 JIT 却是 由日本人发明的适用于精益生产的管理技术,这两者的区别与联系被总结在 表中。 项目 JIT MRPII 库 存 一种不利因素,尽一切努力减少库存。 一种资产。用来预防预测的 误差、机床的故障、供货商拖期交货等。其目的是要控制适量的库存。 批 量 仅生产立即需要的数量。对自制件与外购件都只下达最小的需要补充 量。 用某种公式来计算批量。一般对库存费用和生产准备费用加以折中考 虑,用某个公式修正得到最佳批量。 生产准 备时间 使生产准备时间最少。要求最快地更换刀卡具、以对生产率的影响 最小,或是备有已经完成生产准备的其他机床。迅速地更换工卡具以实现小 批量生产,并允许频繁地生产不同的零件。 生产准备时间不十分要紧,一 般的目标是最大的输出,很少有与丰田同样的想法和作出同样的努力来达到 快速更换工卡具。 在制品库存等待加工队列 取消等待加工队列。当出现等待加工队列时,确 定发生的原因,并纠正它们。当在制品库存减少时,说明这一纠正过程是正 确的。 是需要的投资。当上道工序发生问题时,在制品库存可保证连续的 生产。
JIT准时生产和MRP

JIT准时生产和MRPJIT的主要优势在于它能够降低库存成本、减少生产过程中的浪费,提高生产效率,同时能够更加灵活地适应市场需求的变化。
由于JIT的生产方式是以订单为依据,因此能够更好地适应客户需要的个性化定制,同时也能够更加精确地控制生产成本。
然而,JIT也存在一些局限性。
首先,对于某些特定的生产行业来说,由于其生产过程的复杂性和不稳定性,JIT可能会导致供应链的不稳定,从而影响到生产的顺利进行。
此外,JIT也要求生产和供应链的各个环节都必须高度协调和准确无误,否则就会导致生产中断或者产品质量问题。
相比之下,MRP更适用于那些生产过程相对稳定,产品标准化程度高的行业。
MRP可以更好地计划和管理生产过程中的物料需求和库存,确保生产过程的顺利进行。
同时,MRP也能够在订单和需求变化时及时调整生产和物料采购计划,以保证生产的稳定性和可靠性。
总的来说,JIT和MRP都是重要的供应链管理方法,它们各有优势和适用场景。
在实际应用中,可以根据企业的实际情况和生产特点,合理地选择和结合这两种方法,以达到最佳的供应链管理效果。
对于许多企业来说,JIT和MRP都是至关重要的供应链管理方法。
虽然它们各自存在一些局限性,但通过合理地结合和应用,企业可以更好地平衡生产过程中的灵活性和稳定性,从而实现更高效的生产和供应链管理。
首先,让我们更深入地了解一下JIT。
JIT的核心理念包括:零库存、零浪费和准时交付。
这意味着生产企业只在订单需求产生时才进行生产,并在最短的时间内将产品交付给客户。
JIT要求企业能够高效地管理生产和供应链,确保在各个环节都能够及时交付所需的材料和零部件,以确保生产能够连续不断地进行。
这种方式能够减少库存成本、提高生产效率,并且能够更好地适应市场需求的变化。
另外,JIT的原则也促使企业不断提高生产流程的稳定性和质量控制,从而降低生产中出现质量问题的风险。
然而,JIT也存在一些挑战和局限性。
首先,在实践中,实现完全的零库存是非常困难的,尤其是对于那些生产过程更为复杂的产品来说。
MRPII与JIT的不同

生产计划 实际产量
生产指令 生产指令 生产指令
物流与信息流方向 相同 计划生产数量与实 际产量由于生产过 程的干扰因素导致 不一致
工序A 工序A
工序B 工序B
工序C 工序C
完成
库存A 库存A
库存B 库存B
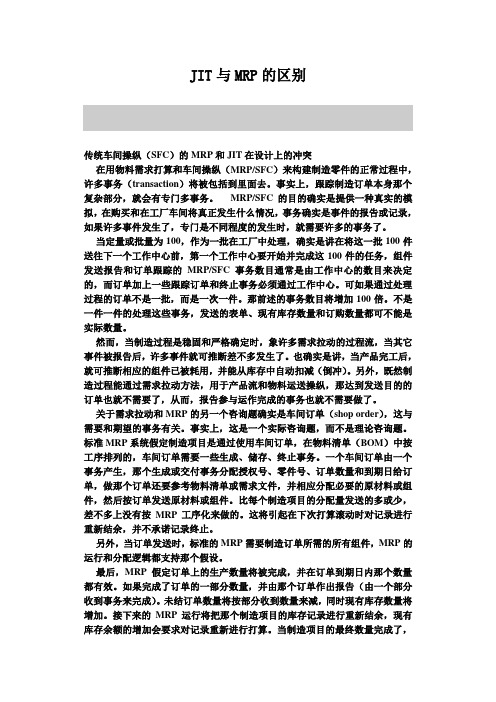
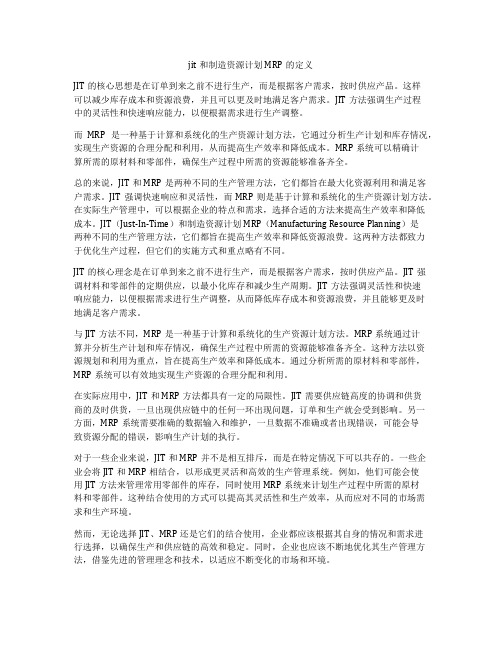
传统MRPII MRPII系统中生产指令的下 图 传统MRPII系统中生产指令的下
生产计划 实际产量
生产指令 物流与信息流 方向相反 计划生产数量 与实际产量一 致
工序A 工序A
工序B 工序B
工序C 工序C
完成
看板
Hale Waihona Puke 看板图 JIT生产系统中生产指令的下达方式
计划中包含了JIT基本思想 在MRPII计划中包含了 计划中包含了 基本思想 JIT的基本思想是:“只在需要的时候,按需要的量,生产所 需的产品”。而实现这一思想的典型手段是“看板”。通过 “看板”这一管理手段,在生产过程中准确地实现。 在MRPII的计划主要解决“在何时,需要多少量的何物”的 问题。在其运算过程中同样遵循了“只在需要的时候,按需 要的量,生产所需的产品”的基本思想。也就是说JIT与 MPRII都致力于在适当的时候购买(或制造)适量的物料,既不 早也不晚(不同的是MRPⅡ强调available,JIT强调Just-inTime)。 两种管理模式都包含了管理的两大基本职能: 两种管理模式都包含了管理的两大基本职能:计划与控制 虽然MRPII侧重于计划,JIT侧重于现场控制,但并不表示 这两种生产管理技术割裂了计划与控制。作为完整的生产管 理体系,MPRII与JIT都包含了计划与控制,只是计划的内 容及控制的方式各有侧重和特点。
共同的目标: 共同的目标:追求利润 两者均是“生产管理技术” 两者均是“生产管理技术” 制造技术(Manufacturing Technology)主要由两大部分组成:一部 分是生产制造产品所需的固有的生产工艺技术,也称“固有技术”; 另一部分是为了有效地、高效率地使用和组织企业所拥有的生产要素 所需要的技术,即“生产管理技术”。在整个生产过程中两者相辅相 成、缺一不可。在技术交流发达的今天,各个企业所拥有的固有技术 差别不大,影响企业制造成本,提高企业竞争力的主要因素在于生产 管理技术。MRPII与JIT正是两种不同的生产管理技术。 起源不同
jit准时生产与MRP制造资源计划

JIT准时生产与MRP制造资源计划引言随着全球市场的竞争日益激烈,企业面临着不断增长的客户需求和复杂的市场变化。
为了在这个竞争激烈的环境中保持竞争优势,企业需要采用高效的生产和供应链管理方法。
本文将讨论JIT(Just-in-Time)准时生产和MRP(Manufacturing Resource Planning)制造资源计划,它们在现代企业中的应用,并比较它们之间的差异。
1. JIT准时生产JIT准时生产是一种基于原材料和零部件准确到位的生产方法。
其核心思想是仅在需要的时间和数量生产产品,以减少库存和降低生产成本。
JIT准时生产的主要目标是通过实现“零库存”来提高生产效率和质量。
JIT准时生产依赖于以下几个关键原则: - 物料按需供应:根据订单和客户需求,生产过程中所需的物料及时供应,减少库存和过剩。
- 高效生产流程:通过优化生产流程,并减少非价值增加的工序,提高生产效率。
- 质量控制:采用严格的质量控制措施,确保产品符合质量标准,减少次品率。
- 快速交付:在接收订单后,尽快制造和交付产品,以满足客户的需求。
JIT准时生产的优点包括: - 减少库存成本:通过降低库存水平,企业可以减少库存成本和仓库空间占用。
- 提高生产效率:JIT准时生产通过优化生产流程和减少浪费,提高了生产效率。
- 降低流通时间:通过及时供应物料和快速交付产品,企业可以降低流通时间,提高客户满意度。
然而,JIT准时生产也存在一些挑战: - 供应链风险:由于物料供应的依赖性增加,一旦供应链中的任何环节发生问题,可能会导致生产线停工。
- 小容忍度:由于JIT准时生产要求物料准确到位,因此对生产环节中的任何延迟或失误都有较小的容忍度。
2. MRP制造资源计划MRP制造资源计划是一种基于物料需求计划的生产管理方法。
它通过分析和计划所需的物料和资源,以满足生产计划和交付要求。
MRP制造资源计划的核心思想是将订单需求转化为所需的物料和资源需求,并确保它们按时到位。
JIT与MRP的区别
JIT与MRP的区别传统车间操纵(SFC)的MRP和JIT在设计上的冲突在用物料需求打算和车间操纵(MRP/SFC)来构建制造零件的正常过程中,许多事务(transaction)将被包括到里面去。
事实上,跟踪制造订单本身那个复杂部分,就会有专门多事务。
MRP/SFC的目的确实是提供一种真实的模拟,在购买和在工厂车间将真正发生什么情况,事务确实是事件的报告或记录,如果许多事件发生了,专门是不同程度的发生时,就需要许多的事务了。
当定量或批量为100,作为一批在工厂中处理,确实是讲在将这一批100件送往下一个工作中心前,第一个工作中心要开始并完成这100件的任务,组件发送报告和订单跟踪的MRP/SFC事务数目通常是由工作中心的数目来决定的,而订单加上一些跟踪订单和终止事务必须通过工作中心。
可如果通过处理过程的订单不是一批,而是一次一件。
那前述的事务数目将增加100倍。
不是一件一件的处理这些事务,发送的表单、现有库存数量和订购数量都可不能是实际数量。
然而,当制造过程是稳固和严格确定时,象许多需求拉动的过程流,当其它事件被报告后,许多事件就可推断差不多发生了。
也确实是讲,当产品完工后,就可推断相应的组件已被耗用,并能从库存中自动扣减(倒冲)。
另外,既然制造过程能通过需求拉动方法,用于产品流和物料运送操纵,那达到发送目的的订单也就不需要了,从而,报告参与运作完成的事务也就不需要做了。
关于需求拉动和MRP的另一个咨询题确实是车间订单(shop order),这与需要和期望的事务有关。
事实上,这是一个实际咨询题,而不是理论咨询题。
标准MRP系统假定制造项目是通过使用车间订单,在物料清单(BOM)中按工序排列的,车间订单需要一些生成、储存、终止事务。
一个车间订单由一个事务产生,那个生成或交付事务分配授权号、零件号、订单数量和到期日给订单,做那个订单还要参考物料清单或需求文件,并相应分配必要的原材料或组件,然后按订单发送原材料或组件。
MRP与JIT对比分析

MRP与JIT对比分析介绍制造资源计划(MRP)是对制造企业所有资源作有效计划的一种方法。
它能理想的提出部件的运行计划,资金的财政计划,并有一种回答What-if 问题的模拟能力,它是由种种功能组成的,彼此相连。
如:做营业计划,做销售和交易计划,做需求计划,做主生产计划,做粗能力计划,做原材料计划,做生产能力计划和原材料的执行支持系统。
这些系统的输出将被集成到财政报告中去,如经营计划,采购报告,运输预算,现金中的库存估计,现金流量表,等第。
MRS还被有效的定义为基于网络的管理系统,从组织的一般意义来说,或许还是最好的(系统)。
每一个MRB系统的核心是物料需求计划(MRP棗与时间段相关的需求计划,不管是MRP还是MRR最终都不会专门来讨论,它们都是制造体系的构建要素。
在这方面的书和文章中,对此将有更好,更集中,详细的讨论。
可是,标准形式的MRP有七个前提假设,一般会使得使用MRP勺用户在实施JIT 时感到困惑。
必须分明这些前提假设是对的还是错的,在某些变化的情况下,如MRP与一个JIT制造环境协调运做的情况,必须理解并恰当运用这些前提假设。
这七种前提假设是:1.有主生产计划,并能在物料清单中体现。
2.在计划时就有物料清单了。
3.文件数据的集成。
4.单个(制造)项目的提前期已知。
5.每个库存项目都能出库和入库。
6.装配定单交付后,所有的装配组件都是需要的。
7.不连续发料和组件物料的使用。
在后续讨论中,这些前提假设与MRS和JIT的集成相关时,将被提出讨论。
准时制生产(JIT )JIT 是通过浪费的不断减少和生产率的一致提高,从而使制造企业变的优秀的一个方法,浪费被定义为那些不能给产品增值的东西。
JIT 计划的启动和实施将给制造企业其资源利用的各个方面带来显著效果,尤其是在那些使用MRP很出色的企业中,在本讨论将不会详述它们的情况,在一些著作中有专门论述。
MRP和JIT的共同目标成为并保持为世界级的竞争者,是MRP和JIT的共同目标。
MRPII与JIT生产管理系统比较及其应用研究

1 MR l与 JT比较 Pl l
产 提 前期 、 存 成本 和 库 存 短缺 成本 、 求 变 化 、 产 能力 、 货 渠 道 库 需 生 供
MR I和 J 同属 生 产 控 制 的 两 种 类 型 ,从 不 同 角度 来 看待 生 及订 货成 本 、 OM 的复 杂 程度 、 的 因素 等 方 面 考 虑 。 总 的来 说 JT PI I T B 人 I
MR I与 JT生产管理 系统 比较及其应用研 究 PI I
黄振华 杨通辉 周力 ( 华大 管 学 东 学 理 院
摘要 : 通过 MRPI JT两种 生产管理 系统 的 比较 , 出国内企 业选用 I与 I 指 生产管理系统时需要从库存成本和库存短缺成本、 货渠道和社会文化背景 供 等 因素 考 虑 。 在 JT条 件 要 求 比较 苛 刻 的 情 况 下 , 内企 业 采 用 成 熟 M R I I 国 PI 进 行 生 产 管 理 , 后 融入 精 益生 产 理 念 对 企 业 进行 改 善 , 求 精 益 物 流 , 低 然 追 降 库 存 , 高 企 业 经 济 效 益 是一 种 不错 的选 择 。 提 关键词 : MRPI JT 精 益 理 念 物 流 改 善 I I
库存”其特点有 : 精益生产以简化为手段 , 除生产中一切 不增值 料 ; 生产过程严格标准化 , , ① 消 ③ 实行全面质 量管理。在 JT下 , I 追求 “ 零
的全 面质 量 管 理 , 保证 JT得 以推 行 的 重 要 前提 条件 。 是 I 的活动 ; ②精益生产强调人的作用, 充分发挥人的潜力; ③精益生产 存 货 ”
采 用适度 自动化 , 提高生产系统 的柔性 : 精益生产不 断改进 , ④ 以追
求 “ 美 ” 最 终 目标 。i 完 为 i 1
对MRP2与丰田管理模式(JIT)的比较

3.提高准时交货的水平。丰田公司通过贸易公司在产与销的密切配合来达到目的。而MRP2系统则通过对材料,产能的有效的计划控制,来保证交货时间。
二,两种法在执行上是不同的。
1.物料流程是不同的。MRP2系统的案是根据生产日程计划(MASTERPRODUCTING SCHEDULE),产品结构与用量(BOM)以及存货来推算出以后的生产量需要。而丰田系统则采用刚好及时(JIT)及指示牌(KAMBAN)式,改为“后面工序在必要时,凭指示牌到前工序领取必要的数量,而前工序只生产被领取的数量。
起源不同
MRPII起源于美国,JIT起源于日本。
不同的文化背景导致不同的企业间关系及企业部的企业文化
由于JIT式由日本文化氛围中形成,因此在企业间关系面,JIT式与代表欧美文化的MPRII有着明显的差异:在JIT式中,企业与供应商是紧密协作和开放的关系,且强调和少数或单一供应商建立长期合作关系,这有利于保证供应的及时和供货的质量。而西文化则强调契约关系,企业与供应商是供需的市场买卖关系,因此习惯在众多供应商竞价式下建立供需关系,这有助于获得有利的价格。
2,对计算机使用程度不同。MRP2系统需借助计算机迅速处理大量数据。
3.指挥系统的不同。MRP2的整体指挥中心是生产计划与控制部门。丰田系统的生产计划由计划人员根据市场的需求来安排。
4.生产进度的同步化。丰田管理系统在有某一工序出问题时,立即把与此有关的工序都停下,以免产生过多的存货。MRP2系统在某一工序出问题后,其他工序还根据其原定的生产计划生产,其不利后果是使存货过多。
JIT式(或者日本式)的企业之间关系的存在和发展很大程度上受益于日本政府的政策:即日本政府通过维持行业适度竞争的产业政策和联合改组促进了核心企业与大量外围企业的协作关系,从而形成了卫星式企业组织。
MRP与JIT生产方式的不同
我提供以下理论参考下JIT,即时生产FMS,柔性生产柔性指的是按照成本效益原则,以“及时”的方式,对产品品种变化的适应能力。
一般认为,为更好地响应市场需求的迅速变化,要求企业生产系统的管理对产品的品种与产量能做到快速而灵活的调整,就是所谓柔性化的要求。
其实进一步而言,企业柔性的本质是对不可预测变化因素迅速重构的能力,以适应当代和未来的市场环境。
企业柔性同已有的制造设备柔性的狭义概念是不同的,它意味着员工、制造机器设备与仪器以及软件三方面柔性的综合。
简而言之,企业柔性不仅要求设备仪器有可变性,而且要求在系统中工作的人和软件都有柔性;是从市场研究与规划、设计与开发直到制造生产、市场营销各个产品生产过程环节综合可变性的表现;企业柔性指的是整体可变性,它是企业从组织管理到技术系统和支撑环境适应市场需求变化的快速重构能力的表现。
就制造设备来说,柔性企业一般采用可塑性强的可任意组合拼装的、或有兼容能力的单元及模块化结构,以进行多品种小批量的产品生产。
柔性生产模式是一个大概念,是针对整个企业而言的。
它在企业中的具体运作是基于上文中提到的一系列先进制造技术和方法的集成管理。
七十年代美国提岀了计算机集成制造的概念后推动了企业集成管理(即将集成的思想和观念创造性地运用于管理实践的过程)的理论与实践的发展,而柔性生产模式下的一系列先进制造技术和管理方法在企业运用上的融合贯通,就是集成管理的典型代表。
精益生产(LP )、准时制生产(JIT )和灵捷制造(AM )管理方法。
精益生产(LP )与准时化生产(JIT)一般认为精益生产是指丰田生产方式,其中“准时制生产(JIT)”是其典型代表。
精益生产的核心思想是以整体优化的观点合理地配置和利用企业拥有的生产要素,消除生产全过程一切不产生附加价值的劳动和资源,追求“尽善尽美”,达到增强企业适应市场多元需求的应变能力,获得更高的经济效益。
精益生产的核心其实是关于生产计划和控制以及库存管理的基本思想,而在计算机网络支持下的小组工作方式是实施精益生产的基础。
JIT生产方式与MRPⅡ
1) 计划与控制系统:包括宏观决策层、计划层和控制层。
(三)、实现J管理 区别:JIT生产方式是一种生产管理技术,看板是一种管理手段;看板只有在工序一体化、
生产均衡化、生产同步化的前提下,才有可能运用。 看板的机能 1) 生产以及运送的工作指令:看板上记载着生产量、时间、方法、顺序以及运送量、运 送时间、运送目的地、放置场所、搬运工具等信息,从装配工序逐次向前工序追溯, 在装配线将所使用的零部件上所带的看板取下,依此再去前工序领取。
2、物料需求计划的使用条件 没有计算机提供的数据处理能力,将无法及时的完成对物料需求的计算。物料需求计划不
仅要说明供需之间的品种和数量的关系,更需要的是说明供需之间的时间关系;不仅要说明需 用时间,还要根据提前期说明下达计划的时间。 3、物料需求计划的主要内容
1) 物料需求计划的目标 保证按时供应用户所需产品,及时取得生产所需的原材料及所需部件 保证尽可能低的库存水平 计划生产活动、交货进度与采购活动,使各车间生产的零部件、外购配套件与装配
四、敏捷制造 是美国为重振其在制造业中的领导地位而提出的一种新的制造模式。概括为: 1) 通过先进的柔性生产技术与动态的组织结构和高素质人员的集成,着眼于获取企业的长 期经济利益 2) 用全新的产品设计和产品生产的组织管理方法,来对市场需求和用户要求做出灵敏和有 效的响应。
(一)、敏捷制造的特点 1) 从产品开发到产品生产周期的全过程满足要求:采用柔性化、模块化的产品设计方法和 可以重组的工艺设备,使产品的功能和性能可根据用户的需要进行改变,并借助于仿真 技术可让用户很方便的参与设计,从而很快地生产出满足用户需要的产品。它对产品质 量的概念是:保证在整个产品生产周期达到用户满意;企业的质量跟踪将持续到产品报 废。 2) 采用多变的动态组织结构:把企业内部的优势和企业外部不同公司的优势集中在一起, 组成为灵活的经营实体,即虚拟公司。虚拟公司的这种动态组织结构,大大缩短了产品 上市时间,产品质量得到提高,企业成本减少,效益增加。 3) 战略着眼点在于长期获取经济利益:采用先进的制造技术和具有高度柔性的设备进行生 产,这些具有高柔性、可重组的设备可用于多种产品,不需要象大批量生产那样要求在 短期内回收专用设备的费用。而且变换容易,可以在长期内获取经济效益。 4) 建立新型的标准基础结构,实现技术、管理和人的集成:充分利用分布在各地的各种资 源,要把这些资源集中在一起,以及把企业中的生产技术、管理和人集成到一个相互协 调的系统中。 5) 最大限度的调动、发挥人的作用:强调以“人”为中心的管理。强调以分散决策代替集中 控制,以协商机制代替递阶控制机制。它的基础组织是“多学科团队”,是以任务为中心 的一种动态组合。
JIT与MRP之比较

JIT与MRP之比较1 背景MRP与JIT这个跟企业物流管理和生产管理息息相关的管理理念越来越多地应用到各种类型的企业生产与管理模式当中。
社会主义市场经济建设与国内企业竞争的全球化,也对企业的管理如何更快速响应和满足客户需求,降低成本,提高产品竞争力提出了更高的要求。
进入21世纪,伴随着越来越多的信息系统应用到大中小企业,给这些企业带来更及时准确的数据和分析。
可以说,在信息管理领域,国内的企业与国外的企业已经站在了同一起跑线上。
2 MRP与JIT的概念MRP,即制造资源计划(Manufacturing Resource Planning,简称MRP),一种先进的企业管理思想和方法。
从整体优化的角度出发,对企业的各种制造资源和产、供、销、存、财等各个环节实行合理的计划、组织、控制和调整,使之在生产经营的过程中协调有序,从而在实现连续均衡生产的同时,最大限度地降低物料库存,消除无效劳动和资源浪费。
企业启用MRP功能有一个过程:首先,MRP就是物料需求计划,它是一个分析工具,在综合分析企业各方面业务的情况下将各种物料的状况汇报给管理人员。
这些业务包括仓库、采购、生产、销售、计划几大块,其中仓库考虑到了现有库存、安全库存及坏料,采购考虑采购在途的情况,生产考虑在制、预计领料的情况,销售考虑到预计销售发货情况,计划中又考虑了未下发的生产及采购计划。
如果要使结果更精确,还要在综合上述情况下结合生产、采购的提前期及生产、采购的批量一起分析。
其次,在明白MRP的实际意义后,再将各个业务部门的业务放到CX-ERP,使各个部门能完成自己平时的工作,能出平时的业务单据,并能理顺各个部门的业务关系并将这种关系体现到CX-ERP系统中。
再次,制作出自己的产品清单(BOM),这是关键的一步,只有把产品结构整理出来,MRP才能有依据,因为在BOM中就已经规定好生产产品所需的各种材料及用量,并定义好工艺流程。
最后,就可以顺利启用MRP了。
jit和制造资源计划MRP的定义
jit和制造资源计划MRP的定义JIT的核心思想是在订单到来之前不进行生产,而是根据客户需求,按时供应产品。
这样可以减少库存成本和资源浪费,并且可以更及时地满足客户需求。
JIT方法强调生产过程中的灵活性和快速响应能力,以便根据需求进行生产调整。
而MRP是一种基于计算和系统化的生产资源计划方法,它通过分析生产计划和库存情况,实现生产资源的合理分配和利用,从而提高生产效率和降低成本。
MRP系统可以精确计算所需的原材料和零部件,确保生产过程中所需的资源能够准备齐全。
总的来说,JIT和MRP是两种不同的生产管理方法,它们都旨在最大化资源利用和满足客户需求。
JIT强调快速响应和灵活性,而MRP则是基于计算和系统化的生产资源计划方法。
在实际生产管理中,可以根据企业的特点和需求,选择合适的方法来提高生产效率和降低成本。
JIT(Just-In-Time)和制造资源计划MRP(Manufacturing Resource Planning)是两种不同的生产管理方法,它们都旨在提高生产效率和降低资源浪费。
这两种方法都致力于优化生产过程,但它们的实施方式和重点略有不同。
JIT的核心理念是在订单到来之前不进行生产,而是根据客户需求,按时供应产品。
JIT强调材料和零部件的定期供应,以最小化库存和减少生产周期。
JIT方法强调灵活性和快速响应能力,以便根据需求进行生产调整,从而降低库存成本和资源浪费,并且能够更及时地满足客户需求。
与JIT方法不同,MRP是一种基于计算和系统化的生产资源计划方法。
MRP系统通过计算并分析生产计划和库存情况,确保生产过程中所需的资源能够准备齐全。
这种方法以资源规划和利用为重点,旨在提高生产效率和降低成本。
通过分析所需的原材料和零部件,MRP系统可以有效地实现生产资源的合理分配和利用。
在实际应用中,JIT和MRP方法都具有一定的局限性。
JIT需要供应链高度的协调和供货商的及时供货,一旦出现供应链中的任何一环出现问题,订单和生产就会受到影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
只在需要的时候, 按需要的量生产所需的产品
M PS 关键要素 BO M
库存纪录
看板
2. 2 应用特点的比较
在应用特点上, MRP 与 JIT 也存在着较大的区别, 可以从三个最重要的方面进行比较: ( 1) 在应用方式上, M RP 是以系统性的生产计划为中心的生产管理方式, 对于生产的运行, 起着重要
# 96 # 量被有效控制在最低水平。
陕西科技大学学报
第 23 卷
图 1 推动式生产与拉动式生产的比较
2 M RP 与 JIT 的比较
2. 1 基本原理的比较 按照推动式生产与拉动式生产的比较, 在基本思想上, M RP 的推动式生产是由制造商根据客户订单
和市场需求预测确定主生产计划( M PS) , 并通过生产指令下达给各个生产工序, 生产指令被/ 推0向各个 生产环节。而 JIT 的拉动式生产则是由客户订单决定最终产品需求, 由 M PS 所产生的生产指令只下达给 最终工序, 各生产环节以/ 拉0动方式由下游工序通过看板向上游工序发出生产指令。M RP 与 JIT 生产方 式的比较如图 2 所示。
原理和关键要素上的比较列于表 1。
第1期
王宏智: M R P 与 JIT 生产方式的比较研究
# 97 #
比较项目
表 1 M RP 与 JIT 在基本思想、基本原理和关键要素上的比较
M RP
JIT
基本思想
/ 推0 动方式 生产指令下达给各个工序
/ 拉0 动方式 生产指令只下达到最后一道工序
基本原理
从最终产品的 M P S 导出相关物 料的需 求量和 需 求时间 根据物料的需求时 间和 生 产( 订 货) 周 期来 确 定 其开始生产( 订货) 的时间
1 / 推动式0生产与/ 拉动式0生产的比较
在基本思想上, MRP 与 JIT 最主要的区别在于: MRP 是一种刚性的推动式生产, JIT 则是一种柔性 的拉动式生产〔3〕。所以在进行 M RP 与 JIT 的比较之前, 首先应清楚推动式生产与拉动式生产的区别。
在推动式生产中, 一个加工工序按照已制定好的生产计划和排序对某一种( 批) 生产物料加工完后, 该 种( 批) 物料被/ 推0向下一个工序再按照此工序已制定好的生产计划和排序进行加工, 如此类推, 该种( 批) 物料被一步步从上游工序/ 推0向下游工序( 注: 上游工序也可被称为前工序, 下游工序也可被称为后工 序) 。而在拉动式生产中, 上游工序的生产只按照由下游工序传递来的生产量、生产种类和排序等指令进 行生产, 生产被下游工序/ 拉0动进行。推动式生产与拉动式生产的比较如图 1 所示。一般来说, 可以从 3 个方面定义和区分推动式生产与拉动式生产:
根据看板系统中的次序板等决 定
将插入订单发送至上游工序 对订单的作业排序和优先级进行调整
将插入订单发送至最后工序
由需求预测、M PS、物料清单、库存记录等决定 由下游工序通过看板卡或物料 盒的数量决定
与供应商保持相对独立的采购关系
由于高库存很多质量问题被掩盖 因为有大量工件在加工 等待中, 所以 只在需 要 时进行
( 3) 在适用范围上, M RP 适合应用在生产大批量少品种的生产系统中, 小批量多品种的生产会增加
MRP 生产计划的复杂性和生产控制的难度。恰恰相反, 因为 JIT 生产系统具有很高的柔性, 所以 JIT 最
适合应用于小批量多品种的生产。
除此之外, 表 2 还对 M RP 与 JIT 在应用中的一些具体内容进行了比较分析。
的时候通过看板系统由下游工序顺次向上游工序传递生产指令。 M P S、物料清单( BO M ) 和库存记录是制定 M RP 的 3 个关键要素〔2〕。M PS 是要确定每一具体的最终
产品在一具体的时间段内的生产数量, 而为了确定组成最终产品的相关物料的生产计划, 必须根据 BOM
清楚地知道最终产品是由哪些零部件、原材料所构成的, 这些零部件之间在时间、数量上的相互关系是什
与供应商保 持非 常 紧密 的及 时供 货和 合 作共 赢关系 质量问题被随时发现随时解决
主动性维护, 最大限度降低设备的故障率
工人的投入
层级式管理使工人缺乏参与管理的主动性
# 团队式管理极大地调动了工 人的积极性
# 98 #
陕西科技大学学报
第 23 卷
3 M RP 与 JIT 的综合应用
虽然 M RP 与 JIT 生产方式在基本原理和应用特点上存在着许多差异, 但这两种生产方式还是可以 被有效地综合应用。实际上, 在许多世界级制造型企业的生产实践中, 很少有纯粹的 M RP 或 JIT 生产方 式存在, 更多的是在生产系统中综合运用两种方式。即使在 JIT 生产方式的起源地 ) ) ) 日本丰田汽车公 司中, JIT 生产方式中也存在着基于主生产计划 M PS 和物料清单 BO M 的物料需求计划 MR P〔1〕。在欧洲 许多制造型企业中, MRP 与 JIT 生产方式也经常被有效地综合起来应用。下面是一家欧洲制造型企业综 合运用 MR P 与 JIT 的具体运作过程〔3〕:
么。另外, 在确定生产计划前, 必须根据库存记录得到现在库存中的物料种类和数量等信息, 从而在制定 新的加工和采购计划时减掉相应的数量。而在 JIT 生产中, 看板是/ 拉0动生产顺利进行的核心要素, 它的
主要功能是传递生产指令, 即后工序/ 在需要的时候0用看板向前工序去领取/ 所需的量0, 同时向前工序发 出了生产指令〔2〕, 相对于 M RP, 看板大大简化了生产的计划和控制过程。M RP 与 JIT 在基本思想、基本
( 1) 公司根据在欧洲范围内的销售预测制定出未来 18 个月的销售计划; ( 2) 根据该销售计划制定出以每 3 个月为单位的综合计划; ( 3) 根据每项综合计划制定出每 6 周时间范围内的 M P S 和 M RP 计划; ( 4) 以 M RP 计划为基准, 生产部每日以 JIT 生产方式通过看板系统进行生产现场的具体运作与管 理。
图 2 M RP 与 JIT 生产方式的比较
在基本原理上, MRP 是从最终产品的 MP S 导出相关物料( 原材料、零部件、组件等) 的需求量和需求 时间, 并根据物料的需求时间和生产( 订货) 周期来确定其开始生产( 订货) 的时间〔2〕。而 JIT 的基本原理 则是/ 只在需要的时候, 按需要的量, 生产所需的产品0〔2〕, 各个工序只接受每月大致的生产品种和数量计 划, 作为其安排作业的一个参考基准, 但在现场除总装配以外, 其它工序都不领取生产计划表, 而是在需要
比较项目
表 2 MRP 与 JIT 在具体应用中的比较
MRP
JIT
对库存的态度
高库存可弥补预报失误、设备 问题等 带来的 交 高库存是一ຫໍສະໝຸດ 浪费, 尽量 保持零 库存或 最小库
货期延误, 可保证及时交货
存
工件的 加工等待
因为推动式生产而经常发生
因为拉动式生产而被减至最低
生产流程时间 较长且不易控制
通过生产线 U 型布置等手段被大大缩短
l .1 V ol. 23
陕西科技大学学报 JOU R N AL O F SH AA N XI U N IV ERSIT Y OF SCI EN CE & T ECH NO L OG Y
* 文章编号: 1000- 5811( 2005) 01- 0095- 04
M RP 与 JIT 生产方式的比较研究
( 1) 生产指令的发送途径不同。在推动式生产中, 生产指令被发送至与生产某种产品相关的各个生产 工序, 各生产工序只按照该工序的生产指令进行生产。而在拉动式生产中, 生产指令只被发送至生产该种 产品的最终工序。
( 2) 生产订单的生成方式不同。推动式生产中各生产工序的生产订单是按照客户订单和需求预测被 集中计划完成。而拉动式生产中的生产订单, 除了对最终工序按照客户订单制定外, 对其它工序则按照生 产现场的信息工具( 如: 看板卡或物料盒) 由下游工序的实际需求决定。
〔2〕 刘丽文. 生产与运作管理 〔M〕. 北京: 清华大学出版社, 1998: 220~ 222, 318~ 331. 〔3〕 Derek L. W aller. O perat ions man agemen t: a suppl y ch ain ap proach ( 2nd edit ion)〔M〕. Th om son Learning, Lond on, 2003, 460~
( 3) 对在制品库存的控制水平不同〔1〕。推动式生产采用中心计划方式, 生产线不易平衡, 所以经常产 生较高的在制品库存量。而在拉动式生产中, 上游工序只按照下游工序的需要进行生产, 所以在制品库存
* 收稿日期: 2004- 11- 08 王宏智( 1976 - ) , 男, 陕西省西安市人, 硕士, 研究方向: 生产与运作管理
4 结束语
相对于 MRP 的推动式生产, JIT 生产方式具有高质量、低成本和高柔性等许多优点, 目前已在我国许 多制造型企业中得到应用。因为 JIT 生产方式的应用将对企业的组织结构、人员素质、管理方式等产生较 大的影响, 所以这种新型生产方式的引入应是一个渐进的过程, 特别是在以 M RP 等传统生产方式为主的 企业中, 如何在传统生产方式的基础上引入和建立 JIT 这种新型的生产方式, 是我国制造型企业面临的一 项重要课题, 本文的比较研究也为企业实施这种生产方式的转变提供了理论支持。
王宏智
( 陕西科技大学设计学院, 陕西 咸阳 712081)
F eb. 2005
# 95 #
摘 要: 针对物料需求计划( M RP) 与准时制( JIT ) 生产方式在我国制造型企业中的应用, 通过
对推动式生产与拉动式生产的比较, 着重分析了 MRP 与 JIT 生产方式在基本原理和应用特
点上的区别, 并提供了欧洲制造型企业在 MRP 与 JIT 综合应用中的运作实例。