金属陶瓷(硬质合金)
硬质合金金相实验方法及实验结果

(一)硬质合金简介用粉末冶金的方法(包括:球磨、混料、压制成型和烧结)值得的WC-Co或WC-TiC -Co 合金称为金属陶瓷硬质合金。
简称为硬质合金。
随着工业生产的飞跃发展,硬质合金制品的应用及研究也不断扩大和深入。
(二)性能和用途金属陶瓷硬质合金是一种较硬的材料,在某种场合下可以代替金刚石材料。
他的特点是具有高的熔点,高的硬度,高的耐磨性及比高速钢更高的热硬性;切削温度高至1000℃,而刀具的硬度尚未显著下降。
因此在金属切削中,它的切削效率是一般钢制刀具无可比拟的。
同时,硬质合金制品的使用寿命也比钢制品高的多。
钨钴类合金一般强度和冲击韧性较高,而钨钛钴合金的耐磨性、热硬性、和允许的切削速度则较高。
硬质合金主要用于制造切削刀具刀头;又用作各种模具、轧棍、矿山及石油钻探工具等。
(三)组织与缺陷钨钴类合金:组织由过剩的WC和以钴为基(溶有WC)的粘结相组成。
缺陷则有污垢、η相、裂纹、WC相聚集的粗大颗粒。
(四)技术要求低倍组织硬质合金的低倍组织应均匀一致。
不允许有黑心、气孔、分层、裂纹及脏污等缺陷。
高倍组织。
主要观察硬质合金中各相的组成,以及晶粒的大小、分布情况等。
允许有个别粗大的碳化钨相晶粒存在,但不允许有大量堆积或普遍晶粒长大现象。
(五)金相试样的制备和检验方法1、试样的制备硬质合金金相试样的制备方法与一般钢铁试样不同,现将我对硬质合金金相试样的制备方法介绍如下,以供参考。
(1)取样和磨制由于硬质合金制品表面与中心的组织存在差异,所以一般取制品的折断面或者剖面作为金相试样的磨面,有些制品不能进行破坏和折断,则可取比较有代表性的表面,将其磨去一定深度后进行检查。
(注:磨面最好进行倒角处理)将选定的试样观察面在磨床上磨平(若选定的观察面已经是平的,可免去此步骤),然后准备好一块抛光布(此步骤并非抛光),将大号金刚石粉末用手指沾取适量均匀涂于抛光机的抛光布上半径大约5厘米左右的圆周上,启动抛光机,于抛光布上洒适量的水(防止试样发热和利于试样磨平),然后小心的将试样放到告诉旋转的抛光布上进行磨平,磨的时候用力要均匀,并随时观察,感觉有干涩感的时候要即时洒水。
TiC基硬质合金
演讲:
TiC基硬质合金
钛基硬质合金的英文名为“Cermet” 过去 有人称之为“金属陶瓷”。 但国际标准化组织ISO153-1991将其划归在 硬质合金大类内,材料代号HT。 TiC基硬质合金是以TiC为主要成份的TiC-NiMo合金。
TiC基硬质合金的主要成分
硬质相:TiC或Ti(C,N)占60%~80%以上。 粘结相:Ni-Mo或Ni-Co-Mo 对比WC基硬质合金 WC 硬质相:主要是WC,含量达65%~97%。
国内外生产厂家
奥地利Metallwerk Plansee公司生产的WZ系列 英国Hard Metal Tools公司生产的HR系列 日本Tungaloy公司生产的NTK系列 美国Kennametal公司生产的K系列和美国Firth Sterling公司生产的FS系列 我国湖南株洲硬质合金厂生产的YN系列
传统TiC基合金晶粒度较大, 烧结过程中形成 过厚的(TiMo)C中间相, 合金韧性低, 刀具 抗崩刃性差, 且高温硬度低, 使用受到限制。 在TiC-Ni-Mo系中添加WC、TaC、TiN等碳 化物和氮化物使合金硬质相固溶强化, 同时, 粘结相中Mo、W和Ta的大量溶解及Ti浓度 的降低,也使粘结相得到强化。
发展现状
在国外,TiC基和Ti(C,N)基硬质合金所占比 重已达到可转位刀片总需求量的30%以上。 近几年来,随着涂层钛基硬质合金、超细 晶粒和纳米晶粒以及梯度结构钛基硬质合 金的开发,使材料的综合性能大大提高, 应用范围更加扩大。
发展趋势
据预测,今后在钢的切削方面,TiC基和 Ti(C,N)基硬质合金所占比重将达到可转位 刀片总需求量50%,并将成为铣削钢材的 最佳刀具材料。
粘结相
Ni作为粘结金属,增加其含量,可提高合 金的强度,但却会使合金的硬度降低。 向Ni中添加Mo(或Mo2C),可改善液态金属 对TiC的湿润性,使TiC晶粒变细。 当Ni含量一定时,增加Mo的含量,可提高 合金的强度和硬度。Ni和Mo的含量通常为 20%~30%。
金属陶瓷(硬质合金)

1976~1979
制成的刀片的使用寿命可比标准的可转位刀片高出好几倍,而 且切削速也可以提高25~30%,从此获得了广泛的应用,这是 硬质合金生产发展过程中的又一个重大进展。此外,六十年代 末期引入硬质合金生产领域的热静压技术,以及七十年代移植 到硬质合金生产领域的喷雾干燥技术,使硬质合金生产工艺又 向前迈进了一大步。 我国硬质合金工业是从20世纪50年代初建设株洲硬质合金 厂开始的,50多年来,从无到有,不断发展,取得了令世人瞩 目的成就,但整体技术水平特别是高附加值制品的生产与世界 先进水平比较仍存在较大差距。
硬质合金
Ti-Mo2C-Ni,Cr,Mo TaC-Ni TiC-TaC-Co Tic-Cr,Mo,W,Ni,Co TiC-VC-Ni,Fe TiC-NbC-Ni,Co TiC-VC-Nb-Mo2C-Ni TiC (Mo2C,TaC)-Ni,Co-Cr TiC-可热处理钢结合金 TiC-TiB2
1968~1970 (TiMo)C (固溶体Ni,Mo,Cr) 1969~1970 TiC-TiN-Ni 1968~1973 TiC-Al2O3 1972~1975 Ti-TaN-Ni
(1) 钨钴类硬质合金 由碳化钨和钴组成,常用代号有YG3、YG6、YG8等。代号中“YG” 为“硬”、“钴”两字的汉语拼音字首,后面的数字表示钴的含量 (质量分数×100)。 例如,YG8,表示平均2)钨钴钛类硬质合金 由碳化钨、碳化钛和钴组成,常用代号有YT5、YT15、YT30 等。代号中“YT”为“硬”、“钛”两字的汉语拼音字首,后面 的数字表示碳化钛的含量(质量分数×100)。 硬质合金中,碳化物含量越多,钴含量越少,则硬质合金的硬 度、热硬性及耐磨性越高,但强度及韧性越低。 例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的 钨钛钴类硬质合金。
金属陶瓷(硬质合金)
TIC 刀具
(3)通用硬质合金
主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这 类硬质合金又称通用硬质合金或万能硬质合金。 其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺 序号组成,如 YW1。
钨钛钽刀具
1.3.3 硬质合金的应用
硬质合金主要用于制造切削刀具、冷作模具、量具和耐磨零件。钨钴类合金刀 具主要用来切削加工产生断续切屑的脆性材料;钨钴钛类合金主要用来切削加工韧 性材料;通用硬质合金既可切削脆性材料,又可切削韧性材料。硬质合金也用于冷 拔模、冷冲模、冷挤压模及冷镦近年来发展的一种新型硬质合金,是以一种或几种碳化物 (WC、TiC)等为硬化相,以合金钢(高速钢、铬钼钢)粉末为 粘结剂,经配料、压型、烧结而成。钢结硬质合金具有与钢一样 的可加工能力,可以锻造、焊接和热处理。 缺点:脆性大、韧性低、难以加工成型,制约了工程结构陶瓷 发展及其应用。
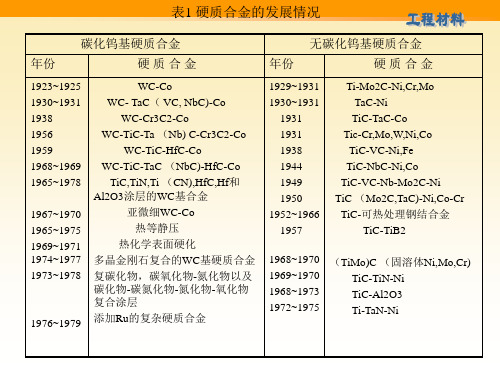
表1 硬质合金的发展情况
碳化钨基硬质合金 年份
1923~1925 1930~1931 1938 1956 1959 1968~1969 1965~1978 1967~1970 1965~1975 1969~1971 1974~1977 1973~1978
无碳化钨基硬质合金 年份
1929~1931 1930~1931 1931 1931 1938 1944 1949 1950 1952~1966 1957
硬质合金
WC-Co WC- TaC( VC, NbC)-Co WC-Cr3C2-Co WC-TiC-Ta (Nb) C-Cr3C2-Co WC-TiC-HfC-Co WC-TiC-TaC (NbC)-HfC-Co TiC,TiN,Ti (CN),HfC,Hf和 Al2O3涂层的WC基合金 亚微细WC-Co 热等静压 热化学表面硬化 多晶金刚石复合的WC基硬质合金 复碳化物,碳氧化物-氮化物以及 碳化物-碳氮化物-氮化物-氧化物 复合涂层 添加Ru的复杂硬质合金
金属陶瓷
金属陶瓷材料一、金属陶瓷的定义材料是人类文明的里程碑,是人类赖以生存和得以发展的重要物质基础。
正是材料的使用、发现和发明,才使人类在与自然界的斗争中,走出混沌蒙昧的时代,发展到科学技术高度发达的今天。
当今世界,能源、信息、材料已成为人类现代文明进步的标志,继金属、有机高分子材料以后,金属陶瓷材料正以其卓越的性能、繁多的品种和广泛的用途进入各行各业,其发展之快,作用之大,令世人瞩目。
金属陶瓷材料具有比强度高、比模量高、耐磨损、耐高温等优良性能,在众多场合已被作为新材料的代名词,成为现代高新技术、新兴产业和传统工业技术改造的物质基础,也是发展现代国防所不可缺少的重要部分,引起了世界各国尤其是发达国家的高度重视,纷纷投入巨资进行研究开发,把金属陶瓷材料作为本国高技术发展的一个重要领域。
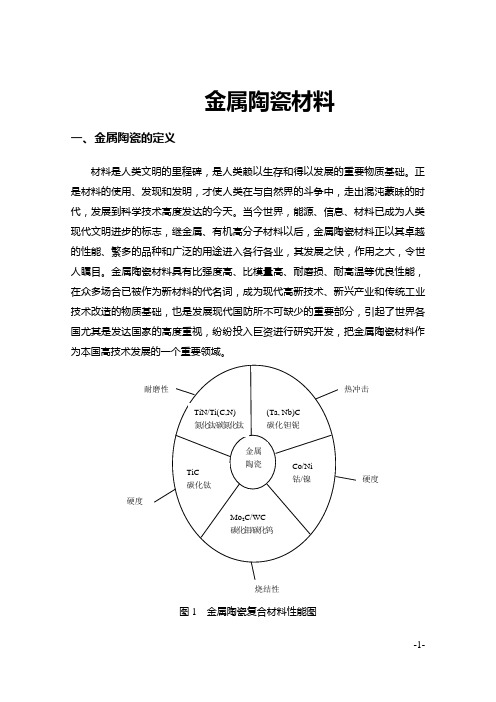
图1 金属陶瓷复合材料性能图1、金属陶瓷的概念金属陶瓷是由陶瓷硬质相与金属或合金粘结相组成的结构材料。
从金属陶瓷英文单词Cermets来,是由Ceramic(陶瓷)和Metal(金属)结合构成的。
金属陶瓷既保持了陶瓷的高强度、高硬度、耐磨损、耐高温、抗氧化和化学稳定性等特性,又具有较好的金属韧性和可塑性。
由于“金属陶瓷”和“硬质合金”两个学科术语没有明确的分界,所以具体材料也很难划分界线,从材料的组元看,“硬质合金”应该归入“金属陶瓷”,IE. Campbell就将“硬质合金”归入到“金属陶瓷”。
2、金属陶瓷的历史WC-Co基金属陶瓷作为研究最早的金属陶瓷,由于具有很高的硬度(HRA80~92),极高的抗压强度6000MPa(600kg/mm2),已经应用于许多领域。
但是由于W和Co资源短缺,促使了无钨金属陶瓷的研制与开发,迄今已历经三代:第一代是“二战”期间,德国以Ni粘结TiC生产金属陶瓷;第二代是20世纪60年代美国福特汽车公司添加Mo到Ni粘结相中改善TiC和其他碳化物的润湿性,从而提高材料的韧性;第三代金属陶瓷则将氮化物引入合金的硬质相,改单一相为复合相。
模具材料习题(答案)
《习题一》一、填空题1、模具是一种重要的加工工艺装备,它的使用对保证产品质量、提高经济效益有着重要的作用.模具加工具有材料利用率高、力学性能好、尺寸精度高、生产效率高.2、作为模具设计和制造者,既懂得模具设计和制造技术,又懂得材料成型加工及模具选材技术,才能制造出高质量、长寿命、高精度的模具。
3、根据工作条件及服役形式,模具材料分为冷作模具材料、热作模具材料和塑料模具材料三大类。
4、模具主要应用在压力加工之中,与模具有关的工艺,主要分为普通模锻、挤压、拉拔、冲压、压铸、塑料成型等。
5、韧性不是单一的性能指标,而是强度和塑性的综合表现。
6、热处理工艺性主要包括:淬透性、回火稳定性、脱碳倾向性、过热敏感性,淬火变形与开裂倾向等.二、判断题1。
无磁模具钢制的模具主要用于磁性材料的成形,以及无磁轴和其他在强磁场中不产生磁感应的结构零件的成形。
√2.抗冲击冷作模具钢成分接近合金调质钢,基体钢属于高强韧性冷作模具钢。
√3。
基体钢,一般是指其成分相当于高速钢正常淬火组织中基体成分相同的钢,与高速钢相比,基体钢的过剩碳化物少,颗粒细小,分布均匀,强韧性好,同时还保持较高的耐磨性的热硬性,不仅适用于冷作模具,也可用于热作模具。
√4.硬质合金是将一些高熔点、高硬度的金属碳化物粉末(如C、TiC等)和粘结剂(Co、Ni等)混合后,加压成型,再经烧结而成的一种粉末冶金材料。
钨钴类硬质合金和钨钴钛类硬质合金。
冷冲模用硬质合金一般是钨钴类。
√5。
金属陶瓷硬质合金的共性是:具有高的硬度、高的抗压强度和高的耐磨性,可以进行锻造及热处理。
主要用来制作多工位级进模、大直径拉深凹模的镶块.×三、为下列模具选择合适的材料.光学镜片的注射模(D)热挤压滚动轴承环凸模(E)Φ40棒料下料剪刃(A)铜合金压铸模(B)塑钢门窗成型模(C)A、6W6MoCr4VB、3Cr2W8VC、0Cr16Ni4Cu3Nb(PCR)D、10Ni3MnCuAl(PMS)E、4Cr3Mo2NiVNbB(HD)四、问答题1、什么是钢结硬质合金?有何特点?答:钢结硬质合金是以钢为粘结相,以碳化物(主要是碳化钛、碳化钨)做硬质相,用粉末冶金方法生产的复合材料。
常用刀具材料
常用刀具材料
常用刀具材料包括不锈钢、高速钢、硬质合金、陶瓷和轻质钛合金等。
不锈钢是常见的刀具材料之一。
它具有耐腐蚀性能,不易生锈,使刀具使用寿命更长。
不锈钢刀具可以使用长时间而不会受到容易生锈的问题影响,同时还具有较好的韧性和可塑性。
高速钢也是常用的刀具材料之一。
高速钢刀具具有较高的硬度、耐磨性和耐高温性能,因此在高速切削应用中使用广泛。
高速钢刀具适用于高速旋转刀具,可以在较高速度下完成切削作业。
硬质合金,也被称为金属陶瓷,是由钨碳化物颗粒和金属钴粉末构成的。
硬质合金刀具具有极高的硬度和耐磨性能,可以在高速切削和重负载切削条件下进行切削作业。
硬质合金刀具常用于切削硬质材料,如钛合金和高温合金等。
陶瓷是一种非常硬和脆性的材料,因此在刀具制造中被广泛应用。
陶瓷刀具具有极高的硬度和耐磨性,可以在高温和高速切削条件下进行切削作业。
陶瓷刀具常用于对非金属材料进行切削加工,如陶瓷、玻璃和纤维等。
轻质钛合金是一种比传统钢材更轻但具有较高强度的材料。
轻质钛合金刀具可以减轻工人的劳动强度,并提高生产效率。
轻质钛合金刀具适用于需要长时间操作刀具的工作环境,如航空航天和汽车制造等领域。
综上所述,不锈钢、高速钢、硬质合金、陶瓷和轻质钛合金等常用刀具材料各具特点,可以根据具体工作需求选择合适的刀具材料。
硬质合金与钨钢区别 你不知道的事
今天要给大家介绍硬质合金与钨钢的区别,对于这两个大家都清楚吗?下面我们一起来了解下吧。
钨钢:成品中约含钨18%合金钢,钨钢归于硬质合金,又称之为钨钛合金。
硬度为维氏10K,仅次于钻石。
正因如此,钨钢的商品(多见的有钨钢手表),具有不易被磨损的特性。
常用于车床刀具、冲击钻钻头、玻璃刀刀头、瓷砖割刀之上,坚固不怕退火,但质脆。
硬质合金:归于粉末冶金领域,硬质合金又名金属陶瓷,是以金属碳化物(WC、TaC、NBC等),或许金属氧化物(如A1203、ZR02等)为首要成分,掺加适量的金属粉末(CO、cr、mo、ni、fe等)通过粉末冶金方法制成,具有金属某些特质的陶瓷。
钨钢属于硬质合金,但硬质合金不一定是钨钢。
他们之间的区别是:(1)质合金是由由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成,是一种硬度极高的合金材料,硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
具有金属某些特质的陶瓷。
(2)钨钢又称之为钨钛合金或高速钢或工具钢。
硬度为维氏10K,仅次于钻石,是指至少含有一种金属碳化物组成的烧结复合材料,钨钢、硬质合金都具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能。
钨钢的优点主要在于他的高硬度和耐磨性高硬度即使他在1000℃时仍有很高的硬度。
易可以称作为第二金刚石。
碳化物组份(或相)的晶粒尺寸通常在0.2-10微米之间。
钨钢只是硬质合金的一种硬度在HRC85-92之间,常被用来做到的。
清河县润鼎硬质合金刀具有限公司位于河北省清河县工业区。
是一家集回收销售于一体的企业,公司常年以高价、面向全国、专业、不限量从事收购各种稀有金属。
长期高价回收:硬质合金(钨钢)废料,各种废钨钢铣刀,钨钢钻头,钨钢立铣刀,数控车刀,碳化钨辊环,线切割钨钢磨具,拉丝磨具,顶锤,焊接刀头。
废高速钢钻头,高速钢丝锥,及各种粉末冶金高速钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3 硬质合金的性能特点、分类及应用
1.3.1硬质合金的性能特点 (1)高硬度、耐磨性好、高热硬性 高硬度、耐磨性好、 (2)抗压强度、弹性模量高 抗压强度、 抗压强度高可达6000MPa, 抗压强度高可达6000MPa,但抗弯强度 6000MPa 低,只有高速钢的1/3~1/2。弹性模 只有高速钢的1 量很高,韧性很差。 量很高,韧性很差。
TIC 刀具
(3)通用硬质合金 ) 主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。 主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这 类硬质合金又称通用硬质合金或万能硬质合金。 类硬质合金又称通用硬质合金或万能硬质合金。 其牌号由“ 两字汉语拼音字首) 其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺 ( 序号组成, 序号组成,如 YW1。 。
1.4 烧结成型
硬质合金烧结成型就是将粉末压制成坯料,再进烧结炉加热到 硬质合金烧结成型就是将粉末压制成坯料, 一定温度(烧结温度),并保持一定的时间(保温时间), ),并保持一定的时间 ),然后 一定温度(烧结温度),并保持一定的时间(保温时间),然后 冷却下来, 冷却下来,从而得到所需性能的硬质合金材料 。 硬质合金烧结过程可以分为四个基本阶段: 硬质合金烧结过程可以分为四个基本阶段: 1:脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化: :脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化: 成型剂的脱除,烧结初期随着温度的升高, 成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解 或汽化,排除出烧结体,与此同时, 或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增 增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。 碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。 粉末表面氧化物被还原,在烧结温度下, 粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的 氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉 氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。 末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再 末颗粒间的接触应力逐渐消除, 结晶,表面扩散开始发生,压块强度有所提高。 结晶,表面扩散开始发生,压块强度有所提高。
硬质合金
WC-Co WC- TaC( VC, NbC)-Co WC-Cr3C2-Co WC-TiC-Ta (Nb) C-Cr3C2-Co WC-TiC-HfC-Co WC-TiC-TaC (NbC)-HfC-Co TiC,TiN,Ti (CN),HfC,Hf和 Al2O3涂层的WC基合金 亚微细WC-Co 热等静压 热化学表面硬化 多晶金刚石复合的WC基硬质合金 复碳化物,碳氧化物-氮化物以及 碳化物-碳氮化物-氮化物-氧化物 复合涂层 添加Ru的复杂硬质合金
1.2 粉末冶金方法及其应用
20世纪初研制了一种粉末经压制成型并经烧结而制成零件或毛 20世纪初研制了一种粉末经压制成型并经烧结而制成零件或毛 坯,这种方法称粉末冶金法。 这种方法称粉末冶金法。 粉末冶金的应用主要有以下几 个方面: 个方面: (1)减摩材料 应用最早的是含油轴承。 应用最早的是含油轴承。 (2)结构材料 它是用碳钢或合金钢的粉末为 原料, 原料 , 采用粉末冶金方法制造结构 零件。 这种制品的精度较高、 零件 。 这种制品的精度较高 、 表面 光洁, 光洁 , 不需或少需切削加工即为成 品零件。 品零件。 可用于制造液压泵齿轮、 可用于制造液压泵齿轮 、 电钻 齿轮、凸轮等。 齿轮、凸轮等。
硬质合金
Ti-Mo2C-Ni,Cr,Mo TaC-Ni TiC-TaC-Co Tic-Cr,Mo,W,Ni,Co TiC-VC-Ni,Fe TiC-NbC-Ni,Co TiC-VC-Nb-Mo2C-Ni TiC (Mo2C,TaC)-Ni,Co-Cr TiC-可热处理钢结合金 TiC-TiB2
1968~1970 (TiMo)C (固溶体Ni,Mo,Cr) 1969~1970 TiC-TiN-Ni 1968~1973 TiC-Al2O3 1972~1975 Ti-TaN-Ni
钨钛钽刀具
1.3.3 硬质合金的应用
硬质合金主要用于制造切削刀具、冷作模具、量具和耐磨零件。 硬质合金主要用于制造切削刀具 、 冷作模具 、 量具和耐磨零件 。 钨钴类合金刀 具主要用来切削加工产生断续切屑的脆性材料; 具主要用来切削加工产生断续切屑的脆性材料 ; 钨钴钛类合金主要用来切削加工韧 性材料;通用硬质合金既可切削脆性材料,又可切削韧性材料。 性材料 ; 通用硬质合金既可切削脆性材料 , 又可切削韧性材料 。 硬质合金也用于冷 拔模、冷冲模、冷挤压模及冷镦模。 拔模、冷冲模、冷挤压模及冷镦模。
硬质合金
1.1 硬质合金的发展历史
硬质合金是用粉末冶金生产由难熔金属化合物和粘接金属构成 的组合材料。 的组合材料。 现在硬质合金的发明者是德国人施勒特尔,他于1923年首先 现在硬质合金的发明者是德国人施勒特尔,他于 年首先 用粉末冶金方法生产硬质合金。他在专利中所提出的工艺, 用粉末冶金方法生产硬质合金。他在专利中所提出的工艺,今天 仍在WC-Co硬质合金生产工艺中使用。1926年,德国克虏伯 硬质合金生产工艺中使用。 仍在 硬质合金生产工艺中使用 年 (Krupp)公司首先进行硬质合金的工业生产,并以“维迪阿” 公司首先进行硬质合金的工业生产, 公司首先进行硬质合金的工业生产 并以“维迪阿” ( Widia)的商标 意为象金刚石)在市场销售。随后很快传到欧美 的商标(意为象金刚石 的商标 意为象金刚石)在市场销售。 及日本等国。 及日本等国。 硬质合金的发展情况见表1。值得指出的是, 硬质合金的发展情况见表 。值得指出的是,自1953年有人首 年有人首 先采用可转位刀片以来,由于使用这种刀片不用焊接, 先采用可转位刀片以来,由于使用这种刀片不用焊接,可随时调 换刀片,刀杆可长期使用,经济效果显著,推广迅速, 换刀片,刀杆可长期使用,经济效果显著,推广迅速,这是硬质 合金工业的重大进展之一。六十年代末期, 合金工业的重大进展之一。六十年代末期,西德克虏伯公司成功 研制了涂层硬质合金, 研制了涂层硬质合金,用此
(3)高熔点材料 一些高熔点的金属和金属化合物如W Mo、WC、TiC等 一些高熔点的金属和金属化合物如W、Mo、WC、TiC等,用熔炼 和铸造方法生产比较困难,可用粉末冶金方法生产, 和铸造方法生产比较困难,可用粉末冶金方法生产,如各种金属陶 钨丝及Mo TA、Nb等难熔金属和高温合金 Mo、 等难熔金属和高温合金。 瓷、钨丝及Mo、TA、Nb等难熔金属和高温合金。 (4)特殊电磁性能材料 如多孔过滤材料, 如多孔过滤材料,假合金材料等 缺点:由于设备和模具的限制, 缺点:由于设备和模具的限制,粉末冶金还只能生产尺寸有限 和形状不很复杂的制品,烧结零件的韧性较差,生产效率不高, 和形状不很复杂的制品,烧结零件的韧性较差,生产效率不高,成 本较高。 本较高。
1.5 发展趋势
当前硬质合金刀具材料牌号正向着两个相反的方向发展, 当前硬质合金刀具材料牌号正向着两个相反的方向发展,一 方面,通用型牌号的适用面越来越广,通用性越来越强。 方面,通用型牌号的适用面越来越广,通用性越来越强。另一方 专用型牌号越来越具有针对性, 面,专用型牌号越来越具有针对性,更加适应被加工材料和切削 条件,从而达到提高切削效率的目的。 条件,从而达到提高切削效率的目的。 美国Kennametal公司推出的新的 系列 公司推出的新的KU系列 系列(KU10T、 如:美国 公司推出的新的 、 KU25T、KU30T)牌号就具有非常广泛的通用性。其中,KU10T 牌号就具有非常广泛的通用性。 、 牌号就具有非常广泛的通用性 其中, 采用了具有高韧性的和高耐磨性的硬质合金基体, 和KU25T采用了具有高韧性的和高耐磨性的硬质合金基体,并配 采用了具有高韧性的和高耐磨性的硬质合金基体 以高含铝量的TiN+TiAlN复合 以高含铝量的 复合PVD涂层;而KU30T则采用了韧性 涂层; 则采用了韧性 复合 涂层 极好的富钴层梯度硬质合金基体,配以TiN+TiCN+TiN复合 复合CVD 极好的富钴层梯度硬质合金基体,配以 复合 涂层。新的KU系列牌号可广泛适用于钢、不锈钢、铸铁、非钛 系列牌号可广泛适用于钢、 涂层。新的 系列牌号可广泛适用于钢 不锈钢、铸铁、 合金、高温合金和硬材料的车削、镗孔、切槽、切断和螺纹加工。 合金、高温合金和硬材料的车削、镗孔、切槽、切断和螺纹加工。 该公司新推出的KC5510和KC5525则是专为高效率加工高温合金 该公司新推出的 和 则是专为高效率加工高温合金 而设计的牌号,晶粒细化的高钴硬质合金基体, 而设计的牌号,晶粒细化的高钴硬质合金基体,配以高性能的 TiAlNPVD涂层,使刀片具有极强的抗热变形能力,可以比其它 涂层, 涂层 使刀片具有极强的抗热变形能力, PVD涂层刀具提高两倍以上的切削速度。日本 涂层刀具提高两倍以上的切削速度。 涂层刀具提高两倍以上的切削速度 日本Tungaloy超硬工具 超硬工具 株式会社推出的T6000系列牌号 系列牌号(T6020、T6030),则是专为不锈 株式会社推出的 系列牌号 、 , 钢车削加工开发的CVD牌号。ISCAR公司推出的专用于高速铣削 牌号。 钢车削加工开发的 牌号 公司推出的专用于高速铣削 加工灰铸铁和球墨铸铁的DO-TEC涂层牌号 加工灰铸铁和球墨铸铁的 涂层牌号(DT7150),采用了 , 涂层牌号 Al2O3-MTCVD内涂层加 内涂层加TiAlNPVD外涂层的复合涂层技术,具 外涂层的复合涂层技术, 内涂层加 外涂层的复合涂层技术 有极高的耐磨性及抗剥落性。 有极高的耐磨性及抗剥落性。
1976~1979
制成的刀片的使用寿命可比标准的可转位刀片高出好几倍, 制成的刀片的使用寿命可比标准的可转位刀片高出好几倍,而 且切削速也可以提高25~30%,从此获得了广泛的应用,这是 且切削速也可以提高 ,从此获得了广泛的应用, 硬质合金生产发展过程中的又一个重大进展。此外, 硬质合金生产发展过程中的又一个重大进展。此外,六十年代 末期引入硬质合金生产领域的热静压技术, 末期引入硬质合金生产领域的热静压技术,以及七十年代移植 到硬质合金生产领域的喷雾干燥技术, 到硬质合金生产领域的喷雾干燥技术,使硬质合金生产工艺又 向前迈进了一大步。 向前迈进了一大步。 我国硬质合金工业是从20世纪 世纪50年代初建设株洲硬质合金 我国硬质合金工业是从 世纪 年代初建设株洲硬质合金 厂开始的, 多年来 从无到有,不断发展, 多年来, 厂开始的,50多年来,从无到有,不断发展,取得了令世人瞩 目的成就, 目的成就,但整体技术水平特别是高附加值制品的生产与世界 先进水平比较仍存在较大差距。 先进水平比较仍存在较大差距。