江信电子:滚动辊筒机械设备电磁加热控制系统
江信电子大功率电磁感应加热电源使用手册

江信电磁感应加热电源
JX-20-60kW/380V
使用手册
专业工业、商业、民用等设备高效加热
佛山市顺德区江信电子制造限公司
非常感谢您选择广东江信电磁感应加热电源。 本手册为三相 20-60KW/380V 电磁加热控制器(柜)使用时的操作说明和注意事项。 不正确的使用可能会发生意想不到的事故。 使用本产品前, 请仔细阅读本手册并正确地使用 本产品。
2.2.3 产品的固定安装方法
请参照左图的放置固定 安装,电源线和线圈从 下面走线,安装时请考 虑周围的通风情况,通 风不好会导致机器工作 保护!
7
2.2.4 产品的现场安装示意图
2.2.5快速安装方法
电源和线圈就绪: 把软启动端子短接后就启动工作, 工作后操作显示器默认显示输入工作电 流,建议用钳表测输入电流检查一下输入电流是否在额定电流范围。按一次[快捷]键即
施加应力 15KG 以内
电磁 加 热器
电磁 加 热器
测量位置 50mm
4
● ● ●
主回路端子 控制回路输入端子 控制回路输出端子
外部接温控器输
PLC
交流电源
AC380
出端
电在1-3M内
感应加热线圈
注 意 感应加热线圈的切勿造成漏电! 请按额定电压供给电磁加热器(常规为 Ac380V) 。 所有的接线操作务必在断电情况下进行。
1、电源就绪,按 此快捷键直接进 入工作频率、 相位 差、输入电流、输 出电流和 IGBT 温 度五个监控参数 循环显示
2、需要退出监控参 数时,按此“返回” 键到上层菜单,再 按一次即可退出参 数监控模式。
8
(符合低压规格的产品贴CE标志。 )
(1) EMC规格
GB 16806—20XX说明书

6.5.6 检查功能 .................................................................. 19
6.5.1 通用要求 .................................................................. 16
6.5.2 控制功能 .................................................................. 16
6.6.1.1 通用要求 ............................................................... 21
6.6.1.2 火灾报警功能 ........................................................... 21
6.2 一般要求 ....................................................................... 6
6.2.1 外观要求 ................................................................... 6
6.6.1.11 机械环境耐受性 ........................................................ 25
6.6.2 气体释放警报器 ............................................................. 25
江信电磁的发展之路

一个80后村娃与他的工业电磁加热王国的发展之路2000年,周武江从湖南工院毕业,恰逢国家取消分配工作制度。
他怀揣梦想只身一人从乡下农村来到佛山,应聘于南海一家电器公司任职电子技术员,凭借自己的专业优势和谦虚的学习态度,在公司的老工程师的帮助下,在电磁炉技术方面获长足的发展。
2002年被南海西樵一家家电公司相中,高薪聘请任职该公司的总工程师,负责家用电器的研发工作。
期间,出色的技术及认真负责的工作态度搏得老板及众多同行的认可与信任。
先后被几位老板以高薪及股份分红参与到其公司研发电磁炉工作。
经过几年的历练,周武江在电磁炉技术方面已经小有名气,在各种论坛上发表了大量有关电磁加热的原创性文章。
其中他提出了工业加热能否应用电磁加热的问题。
并用大量理论来论证电磁加热工业应用的可行性,引起了广大网友的跟贴关注。
他利用互联网与广大网友取得互动,建立起了互信互助。
他调查发现在工业加热方面运用电磁加热国内及国际上还是空白,便萌发了自己创业的激情与梦想。
2006年,江信电子电磁加热公司应运而生。
然而,做为一家新生事物的公司面对诸多复杂的问题,资金问题,技术问题,客户认知问题等等。
面对新成立的公司错综复杂的问题,周武江没有气馁,首先面对的是技术问题,这个领域没有人做过,技术是否可行将是前行的拦路虎,没有过硬的技术是无法打动客户的,何况这一行业还是空白。
周武江带领他的研发团队投入重金进行技术攻关,取得阶段性成果。
第一代产品一经推出,引起了广大网友的热烈追捧。
对于一家新成立的公司来说可谓开了好头,但对于公司的可持续发展,单靠跟贴的网友是无法扩大发展的,周武江深知这一市场规律,明白只有开拓更大的市场才有更广阔的空间。
对于空白的工业电磁加热市场,客户的认识是摆在眼前的第一件事,如何让客户认可工业电磁加热是公司不得不面对的事。
周武江与他的团队带着他的产品下基层,上会展中心,面对面推广普及工业电磁加热知识,普及节能减排意识,及投放了大量网络广告。
10KW15KW380V电磁加热控制板控制器应用说明
三相10KW、15KW高性能数字电磁加热控制板控制器介绍说明10KW、15KW/380V数字电磁加热控制板(控制器),为江信电子新一代基于AVR控制的数字高性能电磁加热节能产品。
本产品主要采用全数字锁相跟踪,驱动部分采用高速光藕驱动以及世界名牌英飞凌IGBT模块。
具有性能稳定,故障率、低安装方便,调试简单的特点。
本电磁加热控制板(控制器)可广泛应用于塑料机械(如注塑机、拉丝机、造粒机、挤出机的节能改造工程中)食品机械、原油输送等类似加热行业。
一、技术参数:●额定功率:10KW、15KW;●额定电压:300~450V;●额定电流:10KW:15A;15KW:20-22A;●工作频率:10~40kHz;●谐振模式:串联半桥;●线圈电感量:10KW:160-200μH,横截面10mm2,约30-35米●15KW:120-150μH,横截面16mm2,约28-30米●保温棉厚度:15-25mm;●产品尺寸:长220*宽220*高110。
●控制器尺寸:长290*宽250*高167。
二、产品主要特性:●基于AVR微控制器的数字锁相自动跟踪控制,提供强大的数字计算能力,能实现用户直接对话,能与触摸屏工业计算机连接;●采用高速光藕隔离驱动IGBT;●世界世牌英飞凌IGBT模块●强大的开放式应用平台,用户可以设置各种应用参数达到控制目的;●数字化无级调节功率,功率调节范围:20-100%;●支持0-5V或4-20mA输入做PID调节功率;●支持0-100℃负载温度检测(精度达±1℃);●启动时间〈1S,瞬间过流保护时间≤2uS;●软开关技术,多方面选择面板加热模式和外部端子加热模式,能实现PID闭环控制;●采用工业元器件,100%经高温老化测试,确保长期在50℃工业环境中24小时可靠工作;●高效节能:热效率高达95%以上,同等条件下,比电阻式加热方式节电30%-80%,预热时间缩一半以上;三、安装注意事项:●安装固定控制板时,散热器是带电的,手和其它导电物体千万不要碰到。
江信电磁加热器RS485通讯功能指导书

江信电磁加热器利用RS485通讯功能远程控制指导书随时电子技术、电力技术和计算机技术不断发展,传统的单独加热控制方法难以满足当前工业控制的要求,越来越来多的产品需要触摸屏控制、或集中设备控制,便于方便控制与管理,为此,我们的电磁加热控制器系列产品将为客户提供标准的RS485通用接口,采用标准modbus RTU 高效传输数据。
以下是本控制器与上位机的通讯协议说明:1、接口规格控制器接口为TTL,用户需采用TTL转485接口才能实现modbus RTU通讯,如下图:采用杜邦线连接后如下图所示控制器中的RS485接口连接说明主板TTL转485接口R RXDT TXD0GND5V VCCA (接上位机A)B (接上位机B)需要TTL转485转换板的朋友们可以跟我们取得联系。
2、通讯协议(1)通讯波特率为常用9600。
数据格式为1个起始位、8个数据位,1个停止位或2个停止位(仪表菜单选择),无校验位。
(1)上位机写一个参数(1位)及仪表返回(2字节):仪表编号功能代码(5)参数首地址参数值CRC161byte 1byte 2byte 2byte 2byte(2)上位机读一个参数(1位)及仪表返回(2字节)(帧格式相同):仪表编号功能代码(1)参数首地址参数值CRC161byte 1byte 2byte 2byte 2byte(3)上位机读一个参数(2字节):仪表编号功能代码(03)读取的字节数(02)参数值CRC161byte 1byte 1byte 2byte 2byte(4)上位机写一个参数(2字节):仪表编号功能代码(6)参数首地址参数值CRC161byte 1byte 2byte 2byte 2byte控制器参数符号对应地址序号说明对应编程显示器的代码对应地址0开/关机0000(位读/写) 1软启动工作方式设置F-020001(位读/写) 2定时或取消定时F-240002(位读/写) 3F-25F-240003(位读/写) 4恒功/恒流工作方式0004(位读/写) 5定时/取消定时F-430005(位读/写) 67设置第1路的温度(T_Temp),0001(写/读)设置后下限自动降10℃8读取第1路实际测量温度0002(读)9读取功率动态值(装饰用)0003(读)10年0004(写/读)11月0005(写/读)12日0006(写/读)13时D-140007(写/读)14分0008(写/读)15星期0009(写/读)16本机额定功率D-010010(读)17电源输入工作电流D-040011(读)18线圈输出工作电流D-050012(读)19工作频率D-020013(读)20上电计计(天)D-070014(读)21工作状态0015(读)22加热计时(天)D-090016(读)23读取第2路实际测量温度0017(读)24工作相位差D-030018(读)25IGBT工作温度D-060019(读)26故障显示代码显示1~8之间,对应是0020(读)E-01~E-0827设置功率百分比(常用)F-010021(写/读)28设置第1路上限温度F-160022(写/读)29设置第2路上限温度F-280023(写/读)30校准输入电流F-040024(写/读)31设置RS485通信地址F-440025(写/读)32设置第1路下限温度F-170026(写/读)33设置第2路下限温度F-290027(写/读)34校准输出电流F-050028(写/读)35水泵延时工作时间F-260029(写/读)36停止加热水泵延时工作时间F-270030(写/读)37第一段定时启动时间“时”F-310031(写/读)38第一段定时启动时间“分”F-310032(写/读)39第一段定时关闭时间“时”F-320033(写/读)40第一段定时关闭时间“分”F-320034(写/读)41第二段定时启动时间“时”F-330035(写/读)42第二段定时启动时间“分”F-330036(写/读)43第二段定时关闭时间“时”F-340037(写/读)44第二段定时关闭时间“分”F-340038(写/读)45第三段定时启动时间“时”F-350039(写/读)46第三段定时启动时间“分”F-350040(写/读)47第三段定时关闭时间“时”F-360041(写/读)48第三段定时关闭时间“分”F-360042(写/读)49软启动延时关断设定时间F-030043(写/读)50设置过流保护值F-080044(写/读)51设置频率上限F-060045(写/读)52设置IGBT温度保护值F-090046(写/读)53设置启动电流值F-110047(写/读)54设置频率下限F-070048(写/读)55设置IGBT温度保护恢复值F-100049(写/读)56设置维持电流值F-120050(写/读)57设置运行倒计时(天)F-130051(写/读)58解除运行密码F-140052(写/读)59用户制定密码F-150053(写/读)60功率设定F-220054(写/读)61启动频率设定F-230055(写/读)62相位差保护设置F-180056(写/读)63第四段定时启动时间“时”F-370057(写/读)64第四段定时启动时间“分”F-370058(写/读)65第四段定时关闭时间“时”F-380059(写/读)66第四段定时关闭时间“分”F-380060(写/读)67第五段定时启动时间“时”F-390061(写/读)68第五段定时启动时间“分”F-390062(写/读)69第五段定时关闭时间“时”F-400063(写/读)70第五段定时关闭时间“分”F-400064(写/读)71第六段定时启动时间“时”F-410065(写/读)72第六段定时启动时间“分”F-410066(写/读)73第六段定时关闭时间“时”F-420067(写/读)74第六段定时关闭时间“分”F-420068(写/读)75设置波特率F-450070(写/读)一般常用RS485通讯时,只需要实现开/机和调节功率大小这两个功能,此时,要设置F-20为03,启动RS485功能,并且把F-22设置为06,处于modbus连续调节功率状态。
注塑机专用电磁加热分区控制器接线说明
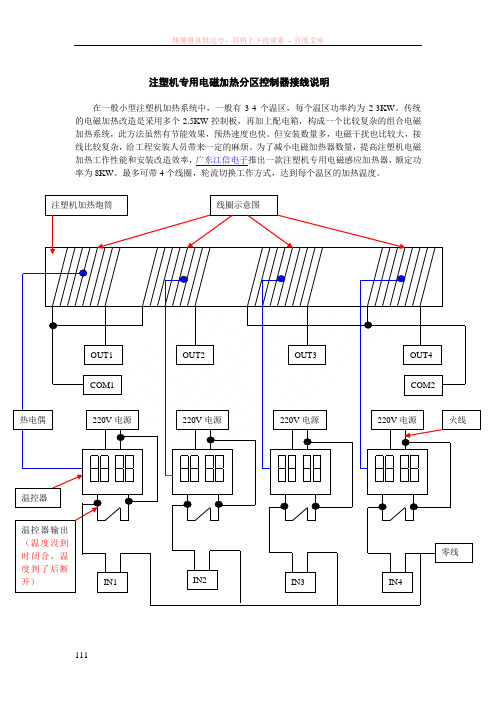
注塑机专用电磁加热分区控制器接线说明在一般小型注塑机加热系统中,一般有3-4个温区,每个温区功率约为2-3KW。
传统的电磁加热改造是采用多个2.5KW控制板,再加上配电箱,构成一个比较复杂的组合电磁加热系统,此方法虽然有节能效果,预热速度也快。
但安装数量多,电磁干扰也比较大,接线比较复杂,给工程安装人员带来一定的麻烦。
为了减小电磁加热器数量,提高注塑机电磁加热工作性能和安装改造效率,广东江信电子推出一款注塑机专用电磁感应加热器,额定功率为8KW。
最多可带4个线圈,轮流切换工作方式,达到每个温区的加热温度。
线圈示意图注塑机加热炮筒OUT1 OUT2 OUT3 OUT4COM1 COM2220V电源220V电源220V电源220V电源热电偶温控器温控器输出(温度没到时闭合,温度到了后断开)IN1 IN2 IN3 IN4火线零线工作原理本分区控制器是针对一个电磁加热机芯分时加热多个区的控制方式,主要用于需要多区加热的注塑机等工业设备加热。
各个温区的温控器继电器输出接在本控制器的温控输入端,温控器输入一对应输出一的对应,当对应的输入端输入220V 时,则对应的输出端继电器吸合,控制器交流接确器接通,当输入端接通220V 时,继电器吸合后,本控制器将启动机芯加热,加热时间默认为15秒钟,当加热15秒钟后,多路控制器依次检测第二个温控器信号,当需要加热时计到达时15秒钟后,则停止第一区加热,自动轮流第二区加热,依次检测,当都无加热220V 电源时,则不加热。
本控制器输入信号为原来每个温区的电阻加热220V 电源电压。
只需要将此输入电压接到IN1、IN2、IN3、IN4时,同时输入信号灯亮,表示输入信号正常。
本分区控制器可以设定线圈的工作时间,默认为15秒,需要更改轮流工作时间时,长按住FRG 编程键,显示F-01,再调节“”键,调节到F-16时,按住ENTER 键进入轮流时间工作设定状态。
此时显示15,在闪动,表示等待输入时间,通过“”和“”键调节时间好后,再按住ENTER 键3秒钟不放,就自动保存,设定时间范围为5-60秒。
高频感应加热设备用途
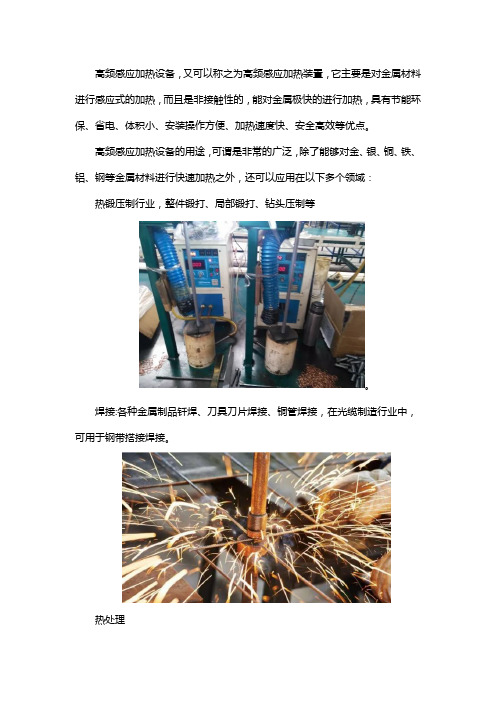
高频感应加热设备,又可以称之为高频感应加热装置,它主要是对金属材料进行感应式的加热,而且是非接触性的,能对金属极快的进行加热,具有节能环保、省电、体积小、安装操作方便、加热速度快、安全高效等优点。
高频感应加热设备的用途,可谓是非常的广泛,除了能够对金、银、铜、铁、铝、钢等金属材料进行快速加热之外,还可以应用在以下多个领域:热锻压制行业,整件锻打、局部锻打、钻头压制等。
焊接:各种金属制品钎焊、刀具刀片焊接、铜管焊接,在光缆制造行业中,可用于钢带搭接焊接。
热处理
金属淬火、退火、回火,尤其是进行局部处理,在光缆制造行业中,主要用于护套料与金属带剥离。
熔炼:铸造熔炼、贵重金属熔炼、实验室小型熔炼等。
其它应用
粉末涂装、金属植入塑料、加热去油,在光缆制造行业中,用于钢丝挤垫层钢丝去油、杂质。
高频感应加热设备,属于高频介质的加热设备,它的工作原理是将钢包后的缆芯,置于该设备产生的电极之间,用交流电流流向被卷曲成环状的导体,由此产生磁束,将钢带纵包后缆芯通过铜管,磁束就会贯通钢带,在与磁束自缴的方向产生涡电流,由于钢带内的电阻产生焦耳热,从而使温度急速上升,这就是感
应加热的过程,因此高频感应加热设备在非接触的状态下,就能对钢带进行加热。
金科智电子,专业型感应加热设备制造商,公司至今已开发出包括中频、高频、超高频、超音频在内的多个型号、多种规格的感应加热设备,以及各类专用型感应加热成套设备,充分满足各种生产工艺加热需求。
大功率20KW,30KW,40KW,50KW,60KW电磁加热控制器,电磁加热控制柜应用说明

江信电子大功率20-60KW全数字电磁加热控制器控制柜产品说明书江信电子大功率20KW、30KW、40KW、50KW、60KW全数字高性能电磁加热控制器控制柜是采用全新一代模块化设计的多功能标准电磁加热控制产品,是全新一代标准工业、商业电磁加热高效加热专家。
它的节能、安全标准高于国标的100%。
控制系统采用AVR工业级高速微型计算机,具有高度可靠性和灵活性。
它友好的用户界面,让你的安装、操作和控制象玩游戏一样灵活方便。
全新的IGBT变频技术、具有强大的通讯能力、精确的温度控制性能、和高可靠性都让控制变成一种乐趣。
主要技术参数:●三相380VAC ±10% 50/60Hz(三相四线制)●功率:20KW;30KW;40KW;50KW;60KW数字系列化●额定电流:30A;45A;60A;75A;90A●谐振模式:串联全桥●工作频率:10~40kHz●模块化结构设计,具有多种的灵活性应用场合●友好的可编程显示面板,操作方便控制功能:●世界名牌IGBT变频技术,提供强大的数字计算能力,能实现用户直接对话,能与触摸屏工业计算机连接●强大的开放式应用平台●启动时间〈1S,瞬间过流保护时间≤2uS●数字量输入1个,模拟量输入2个,可实现PID控制与负载测温,支持0-100℃负载温度检测(精度达±1℃);●数字化无级调节功率(20-100%)●设定运行工作时间,计时完毕自动停机,输入密码方可开机,用户可以修改密码保护功能:◆IGBT模块过热保护温度:85℃◆过载能力为150%额定负载电流,持续时间60秒◆瞬间过流保护时间≤2uS◆过电压、欠电压保护◆具有加热线圈短路、开路,缺相、过热、过流、过压等保护功能◆工作寿命:大于5万小时。
技术部。
单相3KW电磁加热器使用说明书

F-19
F-20
F-22
0
0
0
显示输入电流值(出厂默认)
1
0
0
显示热敏电阻测量温度 0-150℃,通过 F-16 和 F-17 来设置控
制温度
2
0
0
显示热敏电偶测量温度 0-500℃,通过 F-16 和 F-17 来设置控
制温度
3
0
0
显示热敏电偶测量温度 0-1000℃,通过 F-16 和 F-17 来设置
7:触摸屏带外接时钟工作模式
8:电磁采暖炉数码彩屏工作模式
9:商用电磁炉工作模式
F-21 外 接 电 位 器 或 外 5-250
0
接 PID 调节功能
关断多功能电压
设置
F-22 PID 设 置 功 能 和 0:通用加热
0
F-19 配合使用
1:外接电位器调节功率,(最大功率
受 F-01 限制)
2:当 F-19 为 2 时,可实现 0-500℃
保护功能动作后,请处理引起的原因后,电磁加热器断电再重新上电,然后开始运转。
出错(报警)定义:
代码 A-01
A-02
A-03
代码 E-01
E-02 E-03 E-04
E-05 E-06 E-07 E-08 EnD
运行警告(仍可继续工作,但必须调整)
描述
原因及排查
线圈离负载距离较远
保温棉过厚、线圈每圈与每圈
减小试试 线圈短路、瞬间电流过大 IGBT 传感器断开或没插好 散热器温度过高、风扇不转或
堵塞、 制定功能才有 制定功能才有 输入或输出电流过大保护 线圈电感量过小 需在 F-14 功能输入密码方可
状态为 15kHz 左右。
5KW8KW380V高性能数字电磁加热控制板介绍说明
三相5KW、8KW高性能数字电磁加热控制板控制器介绍说明5KW、8KW/380V数字电磁加热控制板,为江信电子新一代基于AVR控制的数字电磁加热板。
与以往电磁加热控制板相比。
采用高速光藕驱动。
全数字锁相跟踪。
具有性能稳定,故障率低的特点。
不仅可以接外部380V风扇,而且还支持外部直流24V风扇散热。
安装方便,调试简单,本电磁加热控制板采用全数字控制技术,应用可靠。
可广泛应用于塑料机械(如注塑机、拉丝机、造粒机、挤出机的节能改造工程中)食品机械、原油输送等类似加热行业。
一、技术参数:额定功率:5KW、8KW;额定电压:300~450V;额定电流:5KW:7.5-8A;8KW:10-12A;工作频率:10~40kHz;谐振模式:串联半桥;线圈电感量:5KW:250-300μH,横截面6mm2,约40-45米8KW:230-280μH,横截面10mm2,约35-40米保温棉厚度:15-25mm;产品尺寸:长220*宽220*高110。
二、产品特性:1、基于A VR微控制器的数字锁相自动跟踪控制,提供强大的数字计算能力,能实现用户直接对话,能与触摸屏工业计算机连接;2、采用工业专用开关电源系统;3、支持24V直流风扇散热;4、支持0-5V或4-20mA输入做PID调节功率;5、支持0-100℃负载温度检测(精度达±1℃);6、采用高速光藕隔离驱动IGBT;7、数字化无级调节功率,功率调节范围:20-100%;8、强大的开放式应用平台,用户可以设置各种应用参数达到控制目的;9、启动时间〈1S,瞬间过流保护时间≤2uS;10、软开关技术,多方面选择面板加热模式和外部端子加热模式,能实现PID闭环控制;11、采用工业元器件,100%经高温老化测试,确保长期在50℃工业环境中24小时可靠工作;12、高效节能:热效率高达95%以上,同等条件下,比电阻式加热方式节电30%-80%,预热时间缩一半以上;13、运行可靠:采用全数字智能控制系统,保证设备24小时不间断可靠的运行;14、降低生产成本:加热部分采用专用感应线,加热的感应线自身不会产生太多热量,使用寿命长;15、改善工作环境:加热部分表面温度低(即可用手触摸),改善了生产环境;三、安装注意事项:1、安装固定控制板时,散热器是带电的,手和其它导电物体千万不要碰到。
加热模式与节能有关吗 重新认知电磁感应加热技术节能的可行性
加热模式与节能有关吗重新认识电磁感应加热技术节能的可行性时至今日,还有许多人对工业加热模式的节能性缺乏了解。
总认为在加热部分加涂黑色吸热材料或加装保温设备就是节能了,再‘专业’一点就是加装控温设备调节功率的变化就是最佳节能了。
事实果真如此吗?关于工业加热节能的可行性,我们到底应该怎么看?工业加热节能性曾多次变革经历工业发展的百年历程,工业加热也发生了翻天覆地的变化。
如早期的电灶的出现,解决了人们从柴禾取热到电加热的转变,实现了从电能到热能的转化。
而作为以镍铬合金为新型材料的电加热器的成功研制,较以前有很大的突破,很快地得到普及与推广。
再到后来加热器都加装自动控制装置的同时,作为制造材料的镍铬丝也采用了更加优质的A级品质,用氧化镁或氧化锆作为绝缘体,性能进一步提高。
随着工业的快速发展,人们发现普通的电加热器带来了很多弊端,电能可利用率低,电源浪费巨大,大大加大了生产成本。
作为工业加热的节能性被作为可行性提出来。
节能概念引领电磁感应加热新时代说到工业加热的节能性,多数人都会想到多年前涌现出的一些新名词,如纳米加热、光波加热、微波加热、石英加热等,这些加热模式虽在一定程度上改进,性能和节能性有所提高,但终究都是电阻式加热,真正需要发热的加热筒还是要靠这些发热体发热而传递的热量,是二次发热。
在这一过程中还是浪费了大量电量。
殊不知,在这一领域提出的最先进最前沿的要数广东江信电磁提出的节能理念----江信电磁感应加热技术。
八年前广东江信电磁的工程师就注意到传统加热的弊端,开始着手设计一种新型工业加热节能技术,这就是目前在工业领导最负盛名的电磁感应加热技术。
电磁感应加热技术与之前的加热模式相比到底有哪些优势呢?与传统的模式有哪些不同呢?首先,电磁感应加热彻底改变了加热模式,把传统的间接加热变成直接加热,让需要加热的部分直接发热,减少了靠发热体传递这部分,热能利用率大大提高。
其次是控制系统与加热筒彻底分开,而在发热筒上的线圈并不发热,大大加大了安全性和实用性,日常维护也大大缩短时间,提高了工作效率。
SG30_33_36_40_50CX-P2-CN-UCN-Ver15-202205 用户手册 光伏并

1.1 拆包检查....................................................................................................... 1 1.2 安装安全....................................................................................................... 1 1.3 电气连接安全 ................................................................................................ 2 1.4 运行安全....................................................................................................... 3 1.5 维护安全....................................................................................................... 3 1.6 报废安全....................................................................................................... 4
SAH3-PLC 触摸屏控制系统 高速电脑分切机系统版本 Ver6.0 用户手册说明书
SAH3-PLC触摸屏控制系统高速电脑分切机系统版本 Ver6.0用户手册瑞安市中信电子设备厂地址:瑞安市经济开发区电话:*************传真:*************网址: E-mail:hhgk@一、概述SAH3型PLC触摸屏控制系统是我厂专门开发用于高速高精度控制的数控产品。
由高速专用运动控制PLC和高清多彩触摸屏组成。
操作直观简便,广泛适用于各种型号的机器。
二、控制器面板开机画面●按中文按钮进入中文菜单,按英文按钮进入英文菜单主画面显示数据说明计米0-9999.99米显示机器当前分切的米数设定0-9999.99米设定机器的分切米数,=0时机器手动停机速度0-999米/分显示机器当前的工作速度设定0-999米/分设定机器的工作速度实时卷径0-9999米当前的收(放)卷轴直径实时张力0-9999.9N.m 当前的工作张力指示灯2 主机主机的工作状态按键说明清零清除机器工作累计的米数手动→定速手动可以用上下键,转换为定速后速度会渐渐的到设定的最大值计米器计米器的工作开关机器的工作速度微调(向上)(按时关闭定速转为手动)机器的工作速度微调(向下)(按时关闭定速转为手动)参数设置进入下页的参数设置画面张力进入张力设置画面纠偏进入纠偏设置画面径复①复位收卷卷轴的初始直径径复③复位放卷卷轴的初始直径风机风机电机的开关运行机器主机运行(机器会预报警3秒)停止机器主机停止参数说明最小值最大值初始值单位第一层参数加速时间主机开机到最高速的加减速时间0 9.9 3 秒胶辊周长机器计米棍的周长0 0.999 0.200 米主机最高速度主机工作的最高速度0 999 300 米/分主机低速主机工作的最低速度(防止变频器保护)0 999 10 米/分编码器脉冲计米棍脉冲数 1 30 1张力补偿关机时增大张力以达制动的效果(0时为原值0 300 0 % 补偿时间关机时增大张力的时间。
0 999.9 0 S 额定磁粉使用张力实际的大小0 999.9 50 N.m 密码下层菜单的密码(正确后按进入)无9999 无参数 说明最小值 最大值 初始值 单位 总共3组张力系统,可以单独工作设定张力 设定工作的张力实时张力当前的工作张力当前组的张力开关设定张力向上微调 设定张力向下微调张力方式①手动②递增(卷径越大张力越大) ③递增(卷径越大张力越大)材料厚度 分切的材料厚度0 3.0000.080 mm 当前卷径 收(放)卷轴的当前卷径1 1000 90 初始张力 收(放)卷轴的初始卷径最大卷径 收卷轴的最大卷径1 1000 800 mm 最小卷径 放卷轴的最小卷径当前张力 当前运行磁粉的大小初始张力 初始磁粉的大小(为最小或最大值)最大张力 收卷的磁粉最大值1 600.0 50.0 N.m 最小张力 放卷的磁粉最小值锥度系数 实时张力与设定张力的起步比例系数例如设定张力是30 系数是50%,那么最小实时张力是15 最大实时张力是300 200100% 工作模式收卷 放卷纠偏画面指示灯1 正常⇔故障纠偏的极限状态指示灯2 左转同步电机的工作状态(纠偏)指示灯3 右转同步电机的工作状态(纠偏)手动⇔自动纠偏的工作状态单眼⇔双眼纠偏的电眼工作方式正极⇔负极纠偏的电眼极性选择左转纠偏同步电机手动左转右转纠偏同步电机手动右转纠偏速度纠偏单电眼工作方式时的反应速度,0最快0 9 0 档三、安装尺寸204mmSCH-1定长控制器 (面板)150mm138mm192mm开孔尺寸:SC H-1/S CH-2:192mm W x 138mm H四、接线图B E EM 1C O M220V220V 速度上升R X -D +R X +D -~220V 24V0VF G开关电源霍尔开关C 2123456789D A C 模块霍尔开关8路放大板0V 24V X 0X 1X 2X 3X 4X 5X 6X 70V 24V Y 0Y 1Y 2Y 3Y 4Y 5Y 6Y 7电眼R 6霍尔开关123456789电眼霍尔开关同步电机蜂鸣器220V220VS AC O MS CS BS DX 1X 2X 3L 1X 0SAH3-PLCV +V -X 8X 910X 7L 2X 4X 5X 6F G Y 8Y 7M L +111213Y 0U -U +Y 2Y 1Y 6Y 5Y 3通讯Y 4B-扩展口A+A-B+24V T P C 6072触摸屏弱点地蜂鸣器风机纠偏功率板主机C O M 1F G 0V 速度下降收料卷径复位停止运行纠偏右电眼纠偏左电眼上收料轴张力计米霍尔Y 2放料卷径复位纠偏右限位纠偏左限位下收料轴张力S A H 3-P L CT P C 6072F G扩展口M 2220V 220VY 1V C C放料轴张力S D S B S A S C C O M 24V 0V 0V -5V下收料张力上收料张力放料张力主机模拟量。
电磁感应加热电源的应用.
公司简介
佛山市顺德区江信科技有限公司是一家高科技民营企业,致力于电磁节能产品以及商用电磁灶的设计、开发、生产和销售。公司成立于2006年,作为国内工业用电磁加热节能技术应用方案解决商和提供商。公司自成立之日起,就立足于电磁加热节能产品的研发、生产、销售和技术应用方案的提供。在管道电磁加热节能领域,处于全球领先地位。作为传统电热产品的替代品,广泛应用于塑料橡胶制品、化工、医药、食品、能源、印刷、建筑型材等行业的加热节电,如:塑料拉丝、吹膜、造粒、注塑等加热;电缆生产挤出机、挤塑机、热塑性塑胶管材、型材生产等加热;管道伴热、恒温控制加热等。
电磁加热节电原理
现阶段市场上的塑胶机械所用的加热方式普遍为电热圈发热,通过接触传导方式把热量传到料筒上,只有紧靠在料筒表面内侧的热量传到料筒上,外侧的热量大部分散失到空气中,存在热传导损失,并导致环境温度上升,另外电阻丝加热还有一个缺点就是功率密度低,在一些需要温度较高的场合就无法适应了。电磁加热技术是使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~80%。
4、改善工作环境
加热部分热量耗散少,表面可用手触摸,改善了生产现场的环境条件。
产品应用范围:
1、塑料橡胶行业,如:塑料用吹膜机、拉丝机、注塑机,橡胶用挤出机、硫化机、电缆生产挤出机等。
2、医药化工行业,如:医药专用输液袋、塑料器材生产线,化工行业液体加热输送管道等等。
3、能源、食品行业,如:原油输送管道的加热;食品机械,如:超货机等需要电加热的设备。
4、大功率商用电磁灶机芯。
5、建材行业,如:燃气管生产线、塑料管材生产线、PE塑料硬质平网、土工网机组、自动中空成型机、PE蜂窝板生产线、单双壁波纹管挤出生产线、复合气垫膜机组、PVC硬管、芯层发泡管生产线、PP挤出透明片材生产线、挤出聚苯乙烯发泡管材、PE缠绕膜机组。
PLC技术在工业电气自动化中的应用与创新_2
PLC技术在工业电气自动化中的应用与创新发布时间:2022-01-21T09:09:15.197Z 来源:《中国科技人才》2021年第30期作者:赵洋[导读] 对于现代工业企业而言,在科学技术快速发展的带动之下。
多样化、多元化已经成为电气自动控制系统当中的特性。
电气自动化控制系统的革新对于工业企业的科技以及经济产能而言都有较大的提升。
PLC技术的不断成熟大大推动了电气自动化控制系统的发展,较大程度上提高了系统的稳定性与安全性,将工作流程以及控制流程就进行了优化,极大程度上提高了工作的质量和系统运行效率。
黄河鑫业有限公司青海省西宁市 810000摘要:对于现代工业企业而言,在科学技术快速发展的带动之下。
多样化、多元化已经成为电气自动控制系统当中的特性。
电气自动化控制系统的革新对于工业企业的科技以及经济产能而言都有较大的提升。
PLC技术的不断成熟大大推动了电气自动化控制系统的发展,较大程度上提高了系统的稳定性与安全性,将工作流程以及控制流程就进行了优化,极大程度上提高了工作的质量和系统运行效率。
关键词:PLC技术;工业电气自动化;应用;创新1PLC技术的特点PLC作为一种控制程序,在该技术被充分应用后,可以实现高度自动化。
这种自动化的程序在于各项逻辑代码的录入以及各种运算规则作为支撑。
由于自身所具备的优势,如今已经被应用于电气行业中。
在PLC技术的支持下各项数据都可以得到准确的结果,包括各项产品的具体数据等。
在技术设计的过程中有效地将所需技术进行融合,使得在今后的使用中更加快捷便利。
此外,值得一提的是PLC的运用成本非常低廉,也就是说使用者用较低的价格就可以得到较高的工作效率。
PLC中的微系统可以做到对目标机器的准确控制。
PLC技术的优势。
(1)应用广泛。
对于PLC有一定认识的人都知道,这是一种高效且操作简单的一种自动化控制技术。
在运行的过程中仅仅需要简单的逻辑代码处理,即使操作的人对于计算机不熟悉也可以在最短的时间内上手,所以说PLC的使用门槛是相对较低的,也就是说大部分行业都可以采用这种技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江信电子:电磁加热在滚动辊筒机械设备中的应用
辊筒加热在实际应用中很广,比如铝塑机,复合机,造纸等设备中都应用到,目前传统的辊筒加热有以下缺陷
一,用燃烧机或电热棒加热导热油,再用油泵把导热油循环进入辊筒来加热。
二,采用蒸汽或热水通入辊来加热。
三,特别是采用导热油加热辊筒过程中,不仅热效低,导热很慢,而且经常跑、冒、滴、漏等现象,给维修设备员人带来相当大的工作量和难度。
江信电磁最新研发(滚动)辊筒电磁加热设备应用有以下特点:
一,可根据用户不同尺寸,不同形状的辊筒,定做加热线圈,和整套设备。
二,从原理上杜绝以上的跑、冒、滴、漏等给修修设备带来难度现象。
三,安装后,简洁,不占空间,不影响原机器工作性能和出料质量。
四,由于采用先进的感应加热原理,辊筒直接发热,大大地提高热效率。
五,实际测试中,比导热油节能约一半左右能能源。
六,最高温度可以达300℃,控制精度为2℃左右。
江信电磁有经验丰富的电磁加热技术,不仅是在辊筒加热中,还是其实工业加热领域中都具有一流的加热解决方案。
公司从2006年成立至今,拥有一支高素质电子、机械设备专业的技术力量团队,在工业电磁加热领域一直处前沿。
江信电子可根据用户不同尺寸,不同形状的辊筒,定做加热线圈,和整套设备
佛山市顺德区江信电子制造有限公司技术部。