二次元影像测量仪作业指导书
二次元影像测量仪作业指导书
文件名称二次元影像仪测量仪作业指导书页次第2 页共 7页发行日期2018.01.20编制审核批准6、软件操作界面说明6.像素校正6.1第一次使用软件或机器进行测量时, 或镜头的倍率变化后, 一定要进行像素校正。
像素校正的目的是为了让测量结果更准确。
6.2像素校正必须符合以下条件:6.2.1镜头的倍率不变;6.2.2必须使用圆测量工具6.2.3校正的顺序必须是: 沿影像区的四个角落, 顺时针或逆时针校正。
6.2.4圆不能太大, 也不太小, 占屏幕的 1/8 最好。
文件名称二次元影像仪测量仪作业指导书页次第3 页共 7页发行日期2018.01.20编制审核批准6.3像素校正的步骤如下: (校正顺序以右下-右上-左上-左下为例)6.3.1将校正片放在工作台上, 对焦清晰后, 移动X,Y轴找到校正片上的某一圆, 先将圆移到画面的右下方, 在影像窗口弹右键, 在弹出的菜单中, 选择"像素校正"(状态提示栏将显示: 像素校正, 第1次)后, 然后用鼠标左键在圆的中间单击一下(如图一)。
6.3.2状态栏上会显示,”像素校正, 第2步”, 移动Y轴, 将此圆移到影像区的右上方(如图二), 然后用鼠标右键在圆的中间单击一下, 完成测量.6.3.3状态栏上会显示,”像素校正, 第3步”, 移动X轴, 将此圆移到影像区的左上方(如图三), 然后用鼠标右键在圆的中间单击一下,完成测量。
6.3.3状态栏上会显示,”像素校正, 第4步”, 移动Y轴, 将此圆移到影像区的左下方(如图四), 然后用鼠标右键在圆的中间单击一下, 完成测量。
图一图二文件名称二次元影像仪测量仪作业指导书页次第4 页共 7页发行日期2018.01.20编制审核批准图三图四6.3.4此时, 会弹出如下对话框, 保存像素校正的数据。
这里输入的名称要注意了, 一定要输入数字, 如:0.7、1.0、2.0、2.5等等, 不能输入字符之类的, 如 A0.7x,等等, 因为软件中要这个数据去计算影像的屏幕放大倍率。
(优选)二次元作业指导书

一、二次元影像测量仪工作原理:
二次元影像测量仪使用本身的硬件(CCD,目镜,物镜数据 线,视频采集卡)将所能捕捉到的图像通过数据线传输到电脑的 数据采集卡中,之后由软件在电脑显示器上成像,由操作员用鼠 标在电脑上进行快速的测量。以上的工序基本在几万分之一秒完 成,所以可以把他看作是实时检测设备,或者狭隘一点可以称为 动态测量设备。如果配置合乎要求,设备绝对不会产生图像滞后 现象。因工件大小而议,工作台可以选择不同行程。光源亮度可 调,可以在各种光线条件下选择最合适的光源亮度。
绿色为选取框, 黑色为玻璃边缘
Page 1
注意事项: 1)完成长边后,要重新按照①②③顺序点击选视觉工具功能键,完成短 边的图框作图。如果未重新点选,就会出现斜线情况。 2)做图标时尽量将图标中间线与相交直线重合,箭头指向方向由玻璃白 色区域向玻璃边部区域,这样可以减少干扰(如左下边图形)。 3)所做图像不能超出电脑画图框区域。(如右下图为图像超出情况)
Z轴运动控制
Page 1
6、找到玻璃边缘位置后,依此点(按照①②③顺序)选视觉工具功能键 的直线连接工具、直线扫描工具 、多点拟合工具 ,点选后各工具出现下
凹式(如左下边图形),点选后放在长边边部点击,边部出现4L型形状图 标(如右下边图形)。
③
① ②
4L图标
Page 1
7、在完成视觉工具功能键选取后,系统会预设点数,也就是两点成线、 三点组成圆或圆弧等等(输入越多点会得到越精确的量测值),常规操 作为长边选择三点即长边的中间和两个边部,短边选取两点即可(边部 先找到圆弧处,然后再向边部退)。每个边完成后必须重新选择视觉工 具功能键(重复6操作步骤),即建立直线1、直线2、直线3、直线4。
二次元作业指导书

版次
修订年月日
修订内容之摘要
审核
制定
R
R 修 修 订 订 记 记 录
东莞市亿杰五金制品有限公司
文件编号 QC-PB-018 制作部门 一. 目的: 建立此作业指导书,测试员依此作业指导书作业,确定品质准确可靠. 二. 范围: 适用于产品的各尺寸测量. 三.职责: 品保部负责的测量. 四.内容: 1、操作步骤: 1.1查看电源及线源接口是否稳固,然后开启计算机和影像测量仪电源. 1.2影像测量大致分为三种方式:轮廓测量,表面测量,Z轴测量,检验人员根据产品的 需要进行检测. 1.3轮廓测量就是测量工作的轮廓边缘,一般采用底部的轮廓光源,需要时也可以表面 做辅助照明,让被测边线更清晰,有利于测量. 1.4表面测量根据影像测量的主要功能,凡是能看到的物体表面图形尺寸,在表面光源 照明下,将仪器进行调整至归零后进行测量. 1.5线、弧、圆测量时,需换上高倍物镜、有足够瞄准与定位精密取点,影像测量仪就 可以Z轴测量.(如测量工件的台阶高度、暗孔深度,测量时使用高度规) 2、注意事项: 2.1仪器所有电气接插件一般不要拔下,如已拔掉,则必须按标记正确插回并拧紧螺丝 不正确的接插,轻则影响仪器功能,重则可能损坏系统. 2.2测量人员每天须对测量仪进行校正. 品保部 标题 制作日期 2007/10/19 二次元操作作业指导书 版次 A/1 页次 1/1
二次元操作指导
二次元影像测量仪操作指导
•操作步骤
1.开机前应检查电脑主机,显示屏,测量台电源插头是否连接。
2.打开电脑主机电源开关,启动计算机,进入软件操作系统。
3.将被测物体放在玻璃载物台上,慢慢的调节X,Y,Z三个方向轴移动手柄,让
被测物件清晰稳定的呈现在相框中,(注意:请勿直接调节Z轴上面变焦摄像头)。
然后选择工具栏的测量及其他工具对物件进行处理。
4.使用完毕后,关闭摄像头的辅助灯。
退出软件操作系统,关闭计算机。
将载物玻璃台清洁干净,移动X,Y轴使载物玻璃台回到初始位置。
•安全注意事项:
1.在工作台等可移动部件的运动行程上不能放置工具或其他物品,禁止将无
关的重物放在设备上。
2.不允许随便更改影像测量仪的设定工作参数。
3.触摸屏应避免磁性物质接近。
4.必须按正常开关机程序进行操作,以防测量应用程序及数据丢失。
5.在运行中出现某一轴运行不畅,切勿用力拽拉,检查轴上是否有杂物或其他异常,若无法正常运转,请通知设备部相关人员进行维修。
影像测量仪操作标准(VM-G1)

文件编号: 版本/次: 页 次: 日 期:
5 OF 5 20090512
H L
ቤተ መጻሕፍቲ ባይዱ
所栏
位 5
件
.
的果
栏的
显 5
功
.
能点
,你
所在
的数
” 5
上
.
找可
看内
对 5
再
.
找 5
后
.
经 5
在
.
圆 5
第
.
一 5
.5
落
.
入 5
.5
.5
.
VM-G1影像测量仪作 业指导书
文件编号: 版本/次: 页 次: 日 期:
4 OF 5 20090512
油
漆 5
所
.
有 5
.5
.5
标
.
志六
、
略七 、
7 《.
VM-G1影像测量仪作 业指导书
会签记录 会签姓名
会签意见
核准
审核
制定
集团体系办 制作单位
发行章
实验室
VM-G1影像测量仪作 业指导书
一 、二 、
2. 2.1 二次元影像测量仪,设备型号:VM-G1。 22. 3三 、
略四 、4 五. 、
5 .
1
文件编号: 版本/次: 页 次: 日 期:
2 OF 5 20090512
5
2
6 3
4 7 8
VM-G1影像测量仪作 业指导书
文件编号: 版本/次: 页 次: 日 期:
1 OF 5 20090512
修订日期 变更编号
修订记录 变更内容
版本/次
二次元作业指导书

文件编号编制/日期审核/日期版本号标准化/日期页 次批准/日期序号序号料号序号料号文件更改单号更改标记处数更改人/日期123481.设备出现异常或者发生不适合状况时,作业者应当立即停止作业,向负责担当或工程师汇报,听从指示。
2.当出现检查不良时,要开出异常处理单,请相原/辅料名称原/辅料名称8-4.点击鼠标左键呼出像素校正数据(如图1-58).确认计算机软件与2.5次元选择的赔率一致8-5.点击鼠标左键选择4倍率(如图1-59)。
8-6.点击鼠标左键呼出确认(如图1-60)。
设备与辅助工具更改记录异常处理作业顺序附加部分(画与图)管理与检查项目8-1. 将我们需要量测的产品放在平台上。
在选择物镜4倍率(如图1-55)。
使用4倍率测量8-2.双点击GOOD VISION 3DM软件开启软件(如图1-56)每一次测量都要注意规定的倍率选择.8-3.在显示屏绿+字坐标内,点击鼠标右键呼出像素校正(如图1-57).物镜选择倍率与软件呼出像素校正倍率要一致.产品名称 2.5次元工序名称DAM倾斜测量00产品型号GV-2010M-3D发布日期2020.12.31/42次元作业指导书圖1-55圖1-56圖1-57圖1-58圖1-59圖1-60文件编号编制/日期审核/日期版本号标准化/日期页 次批准/日期序号序号料号序号料号文件更改单号更改标记处数更改人/日期81.设备出现异常或者发生不适合状况时,作业者2次元作业指导书原/辅料名原/辅料名8-13.X,Y轴摇杆摇动坐标X,Y线摇到芯片上4个角中的任意1个角作为第1个测量点,选中一个固定的位置(如图1-62)。
测量4个角的高度选择基地要统一8-14.用Z轴摇杆摇到最清晰(黑线与红虚线重合变绿色。
(如图1-63)Z轴摇杆摇动黑线与红虚线重合变绿色过程中,速度放慢操作,防止测量偏差过大8-15.点击接受该点。
(如图1-64)测量出的数据须是图纸要求范围内8-16.点击清除前一数据。
二次元影像测量仪作业指导书
一、目的:使操作员能熟练掌握仪器的使用操作步骤;二、适用范围:2.1 二次元影像测量仪,设备型号:HZ-2010。
2.2 适用于本公司相关型号的仪器。
2.3 生产厂商:合盛光学。
三、定义:略四、职责:4.1 操作员:仪器之使用与日常保养, 仪器之测试与管理。
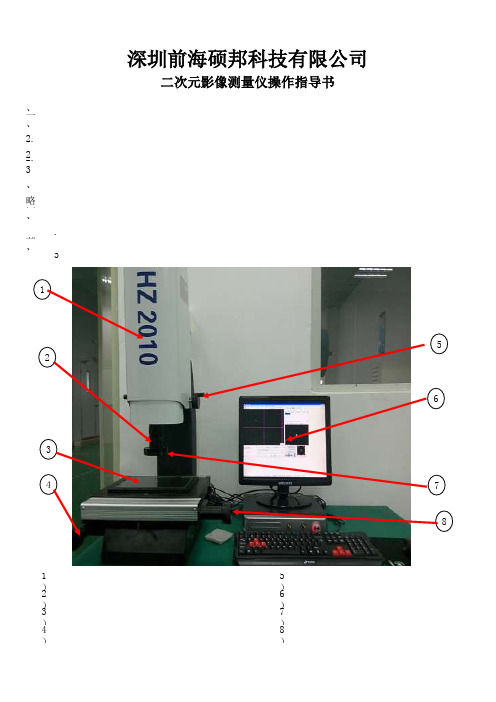
五、作业内容:5.1仪器介绍1)彩色CCD摄像机照5)焦距调节手柄2)倍数调节钮6)软件控制界面3)样品放置台7)上光镜4)Y轴转动手柄8)X轴转动手柄深圳前海硕邦科技有限公司二次元影像测量仪操作指导书257314865.2软件的运用5.2.1打开运用软件。
5.2.2点功能:此功能用来测量点的坐标,在量测功能内选择点的功能,在工件上找到所需的点,然后按下空格键,在软件内即可看到你所取的点,在结果栏位内会看到点所在的坐标。
5.2.3线功能:此功能用来测量两点之间线段的长度,在量测功能内选择线功能,在工件上找到所需的第一个点,按下空格键,再在工件上找到所需第二个点,按下空格键,在软件内即可看到你所取的线,在结果栏位内可看到线所在的起点、终点坐标,垂直距,水平距,长度等参数的显示。
(说明:在取点时可在“点数”栏位内对点数进行更改,以达到多取点)5.2.4点线距功能:此功能用来测量一个点或是一条边到另一条边的距,在量测功能内选择点线距的功能,在工件的一条边或者是一个点上找到所需的第一个点,再在工件的另一条便上找到所需第二个点和第三点,在软件内即可看到所取得点线距,在结果栏位内会看到点线距所在的起点、终点坐标,垂直距、水平距等参数的显示。
5.2.5平行线距功能:此功能用来测量一条边到另一条边的距离,在量测功能内选择平行线距的功能,在工件的一条边上找到所需的第一个点和第二个点,再在工件的另一条边上找到所需第三个点和第四点,在软件内即可看到所取的平行线距,在结果栏位内可看到平行线距所在的平均距、最大距、最小距、平行度等参数的显示。
(说明:在取点时可在“点数”栏位内对点数进行更改,以达到多取点)5.2.6角度功能:此功能用来测量一条边到另一条边所组成的角度,在量测功能内选择角度的功能,在工件的一条边上找到所需的第一个点和第二个点,再在工件的另一条边上找到所需第三个点和第四点,在软件内即可看到所取的角度,在结果栏位内可看到角度所在的角度、180度补角、360度补角、交点所有坐标等参数的显示。
影像测量仪作业指导书
影像测量仪作业指导书第一篇:影像测量仪作业指导书一、引言影像测量仪是一种广泛应用于各行各业的现代测量设备。
它通过采集和分析影像信息,实现对物体尺寸、形状和表面特征等进行快速和精确的测量。
本指导书旨在介绍影像测量仪的基本原理和使用方法,帮助读者正确使用和操作该设备。
二、影像测量仪的原理影像测量仪主要基于数字影像处理技术和计算机视觉算法。
当物体被测量时,影像测量仪会拍摄一系列图像,并通过图像处理软件提取和分析图像中的特征点和边缘等信息,进而计算出物体的尺寸和形状。
具体的原理包括:1. 图像采集:影像测量仪通过镜头和光源将物体的图像转换为数字图像。
在采集过程中,需要注意光照均匀、观察角度合适等因素,以确保获取到清晰的图像。
2. 特征提取:通过图像处理软件,影像测量仪能够自动提取图像中的特征点、边缘等特征。
这些特征点和边缘可以用来计算物体的尺寸和形状。
3. 测量分析:基于提取的特征信息,影像测量仪可以进行测量分析。
它能够实现诸如长度、宽度、高度、角度、曲率等多种测量功能,且测量结果具有高精度和可重复性。
三、影像测量仪的使用方法为了正确使用影像测量仪,以下是一些基本的使用方法和操作步骤:1. 准备工作:首先,将影像测量仪放置在稳定的工作台上,并连接电源。
在使用之前,先进行设备的校准和调试工作,确保其正常运行。
2. 选择测量模式:根据实际需求,选择合适的测量模式。
常见的测量模式有点测量、线测量、圆测量、角度测量等,用户可以根据实际测量任务进行选择。
3. 设置测量参数:根据被测物体的特性和测量要求,设定合适的测量参数。
例如,选择适当的曝光时间、对焦位置、分辨率等。
4. 进行测量:将待测物体放置在影像测量仪的视野范围内,并进行测量。
在测量过程中,需要保持物体的稳定,并避免光线干扰和震动等因素。
5. 分析测量结果:完成测量后,使用影像测量仪提供的图像处理软件进行数据处理和结果分析。
可以通过软件提供的功能,测量物体的尺寸、形状、缺陷等,并生成报告。
二次元影像测量仪(MVP系列)使用说明书
实用标准文案MVP系列影像座标测量仪用户手册目录前言 (2)1.仪器规格及技术参数 (3)1.1影像测量仪具体规格及参数 (3)1.2仪器所需电脑推荐配置 (3)2.仪器工作原理及结构 (4)2.1工作原理 (4)2.2仪器总体结构 (4)3.仪器安装 (7)3.1仪器使用环境 (7)3.2仪器的安装方法 (7)4.仪器的使用方法 (8)5.仪器的维护和保养 (8)6.仪器成套性 (9)7.售后服务 (9)8.常见问题 (10)前言MVP系列影像座标测量仪是集光学、精密机械、电子、计算机于一体的精密高效测量仪器。
它是一种由高分辨率CCD彩色摄像机、连续变倍物镜、电脑、精密光学尺、高精度工作台与测量软件等组成的高精度、高效率的视频测绘系统。
以二维测量为主,也可作为三维视频测量系统,可轻易实现测量、检验、校准、逆向工程等目的,被广泛应用于各种行业。
如:电子元件、精密模具、刀具、弹簧、导电橡胶、油封止阀、照相机零件、脚踏车零件、汽车零件、PCB加工等,也可用于教学、科研、产品研发等领域。
1.仪器的规格及技术参数1.1 MVP系列影像坐标测量仪技术参数备注:M-手动A-自动1.2系列影像坐标测量仪电脑标准配置(M/A推荐)2. 仪器工作原理及结构2.1 工作原理:影像座标测量仪是通过连续变倍物镜、彩色CCD,通过轮廓透射光或表面光照明将被测工件放大后成像在显示器上的影像放大测量系统。
利用专业测量软件对精密光学尺传输的数据和实时影像画面进行图像数据处理,由操作者使用鼠标或键盘在电脑上进行快速描边、标注测量。
2.2MVP系列仪器总体结构(如图一所示)图1 MVP系列影像式测量仪2.2.1影像式测量仪主要有支撑部分、视频部分、工作台部分及照明部分。
2.2.2 支撑部分包括大理石底座(3)、大理石立柱(13),机台机架(2);2.2.3 视频部分包括Z轴升降组(9),镜头(6),CCD(7),上灯(5)通过软件灯光控制区,手动机台旋转Z轴手轮组(12)电动机台点击软件运动区,可实现对不同高度工件的测量;2.2.4工作台部分包括大理石上层工作台(1),工作台玻璃(2),底灯(3),工作台中层(6),V 型导轨(5),X轴传动组(8),Y轴传动组(9),,电动机台通过软件控制运动区或手动机台通过旋转X/Y轴开合手柄(4)可以快速的移动定位工作台。
EV-3020作业指导书
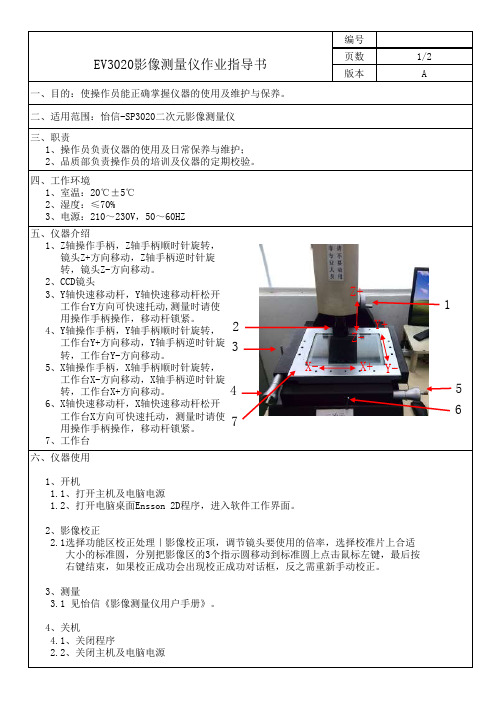
二、适用范围:怡信-SP3020二次元影像测量仪三、职责1、操作员负责仪器的使用及日常保养与维护;2、品质部负责操作员的培训及仪器的定期校验。
四、工作环境1、室温:20℃±5℃2、湿度:≤70%3、电源:210~230V,50~60HZ 一、目的:使操作员能正确掌握仪器的使用及维护与保养。
六、仪器使用1、开机1.1、打开主机及电脑电源1.2、打开电脑桌面Ensson 2D程序,进入软件工作界面。
2、影像校正2.1选择功能区校正处理|影像校正项,调节镜头要使用的倍率,选择校准片上合适 大小的标准圆,分别把影像区的3个指示圆移动到标准圆上点击鼠标左键,最后按 右键结束,如果校正成功会出现校正成功对话框,反之需重新手动校正。
3、测量3.1 见怡信《影像测量仪用户手册》。
4、关机4.1、关闭程序2.2、关闭主机及电脑电源五、仪器介绍1、Z轴操作手柄,Z轴手柄顺时针旋转, 镜头Z+方向移动,Z轴手柄逆时针旋 转,镜头Z-方向移动。
2、CCD镜头3、Y轴快速移动杆,Y轴快速移动杆松开 工作台Y方向可快速托动,测量时请使 用操作手柄操作,移动杆锁紧。
4、Y轴操作手柄,Y轴手柄顺时针旋转, 工作台Y+方向移动,Y轴手柄逆时针旋 转,工作台Y-方向移动。
5、X轴操作手柄,X轴手柄顺时针旋转, 工作台X-方向移动,X轴手柄逆时针旋 转,工作台X+方向移动。
6、X轴快速移动杆,X轴快速移动杆松开 工作台X方向可快速托动,测量时请使 用操作手柄操作,移动杆锁紧。
7、工作台134562Y+Y-X+X-Z-Z+7编制: 审核: 批准:。
YF-3020操作指导书

3020二次元作业指导书影像测量大致分为三种方式:轮廓测量,表面测量,Z轴测量1.轮廓测量:顾名思义就是测量工件的轮廓边缘,一般采用底部的轮廓光源,需要时可加表面光做辅助照明,主被测边线更加清,有利于测量。
2.表面测量:表面测量可以说是影像测量的主要功能,凡是能看到的物体表面圆形尺寸,在表面光源照明下,影像测量仪几乎全部能测量,例如,电路板上的线路铜箔尺寸,IC电路等。
当被测物体是黑色塑料,橡胶时,影像测量仪也能轻易测量其尺寸。
3.Z轴测量:当配上高倍物镜,有足够瞄准与定位精度时,影像测量仪就可以作Z轴测量,如测量工件的台阶高度,暗孔尝试,测量时使用表面光照明。
影像测量仪是一种光,电,机一全化的精密测量仪器,需要有经常和良好的维护和保养,以保持仪器良好的使用状态。
这样才可以保持仪器原有的精密度和秘延长仪器的寿命。
4. 仪器应放在清洁干燥的室内(室温22℃±3℃,温度低于60%)避免光学零件表面汗损,金属零件生锈,尘埃杂物落入运动导轨,影响仪器性能。
5. 仪器使用完毕,工作面应随时擦拭干净,最好再罩防尘套。
6. 仪器的传动机构及运动导轨,应定期上润滑油,和机构运动顺畅,保持良好的使用状态。
7. 玻璃及油漆表面脏了,可以用中性清洁剂与清水擦拭干净,绝不能用有机剂擦拭油漆表面,否则会使油漆表面失去光泽。
8. 仪器LED光源使用寿命很长,但当有灯泡烧坏时,仍请通知厂商,由专业人员为您更换。
9. 仪器精密部件,如原影像系统,工作台,光学尺以用Z轴传动机构等均需精密调校,所有调节螺丝也坚固丝均已固定,客户请勿自行拆卸,如有问题通知厂商,自行拆卸造成仪器故障或精度降低,不属保修范围。
10. 仪器的数据入理器,工作台与光学尺的误差输了精确补偿,请勿自行更改,否则会产生错误的测量结果。
11. 仪器所有电器接插件一般不要拔下,如已拔掉,则必须按标记插回并拧紧螺丝,不正确的接插,轻则影响仪器功能,重则可以能损坏。
万濠二次元作业指导书[模板]
![万濠二次元作业指导书[模板]](https://img.taocdn.com/s3/m/81519152c77da26924c5b081.png)
万濠二次元作业指导书对应的流程/规范1.目的制定万濠二次元操作指导规范,明确万濠二次元正确作业要求。
2. 概述2.1. 范围:2.1.1. 模具铣磨课。
2.2.职责:2.2.1. 磨床技术员:严格按程序要求作业。
2.2.2. 磨床组长:监督所有组员按此指导书进行操作。
3. 术语4. 操作说明4.1. 开机前的检查准备及正确开机.4.1.1. 开机前首先检查各条线路是否正确连接,所用的电源是否为仪器所要求的工作电压。
4.1.2. 正确开启仪器及打开所配套的测量软件。
首先打开仪器的电源开关(POWER)再依次打开底面反光旋钮(CONTOUR)和正面投光旋钮(SURFACE),打开方式以顺时针方向旋扭;然后再打开M2D-AT测量系统软件。
4.2. 测量前的操作和准备。
4.2.1. 首先将载物台移动至以正光镜头或底面反光镜头的中央,并确认载物台透光玻璃的清洁与干净,以免影响测量时影像的清晰度。
4.2.2. 将工件放在玻璃载物台的中央,况且要使被测量部位保持水平状态,如不规则的物件要用治具或其它辅助工具使之保持水平,这样才能保证测量的准确性。
4.3. 根据工件所需测量的部位来进行影像的清晰度调节。
4.3.1. 首先将所需测量的部位在测量软件的影像区域内显现至最佳清晰状态,以便于准确的取点及有效捕捉。
4.3.2. 调节影像的清晰度,可以先调仪器正光镜头侧面圆形转盘的焦距调节手柄,调至被测部位的影像出现较清晰状态为止。
4.3.3. 再调节底面反光旋钮(CONTOUR),调到被测部位出现清晰的底面反光背景时为佳。
4.3.4. 还需调节正面投光旋钮(SURFACE),调至被测部位出现清晰的正面光源影像。
4.3.5. 最后再次调节焦距手柄,调节至所需测量的部位出现明显的轮廓边缘的影像时为止.4.4. 根据实物所显现的影像选取适当的测量方式进行测量。
4.4.1. 可以通过坐标移动的方式进行直接测量。
首先将物件的被测部位的一处与影像区域中的十字光标保持横向或纵向水平,然后使被测部位的一处与十字光标的一轴对准,此时的十字光标会出现一种变色(黄色)的光标闪烁状态,然后点击所对准的坐标轴(X或Y轴)归零,最后将光标移动至所测的另一部位,移动的坐标数值就是所测得的数值。
二次元(影像测量仪)操作指导书
P5A/0曾秀婷页码版次年/月/日内容摘要修订记录作成审核承认刘冠华吴美森版本广州市XXX有限公司文件名称文件编号二次元操作指导书C-Q-E-12实行日期制作部门2012/7/28品质部一、二、2.2.22.3三、略四、4.五、5.1)6)2)7)3)8)4)9)5)1268 31497510一、二、2.2.25.5.5所.需5上.找可看数的5选.择便上所在5.线距所需在的对点5.度的第三18对点5.所需弧所栏位5.件的果栏的显5.功能点,你所在的数”25.上找可看内对5.5.菜单及辅助功能按钮单位设置切换结果显示框区域放大测量工具栏样品图像显示区轴坐标显示及归零比例尺选择一、二、2.2.25.5.落入5.5.5.油漆5.所有5.5.5.标志六、略七、《7 .。
二次元校准作业指导书
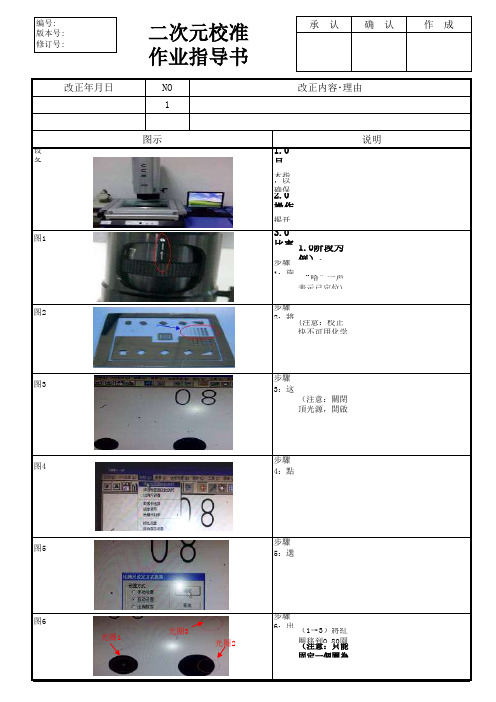
NO1设备图1.0目的:本指引对二次元精度校准操作方法进行说明,,以确保二次元的精准度,保证测量结果的有效性。
2.0 操作前准备:揭开防尘罩,连接电源,运行电脑图1 3.0 比率尺設定(自動设置方式,以1.0阶段为例):步驟1:旋轉鏡頭到1.0(注意:不可不到位或过位,“嗒”一声表示已定位)图2步驟2:將校準板用软布擦拭干净放置鏡頭下。
(注意:校正快不可用化学液擦拭)。
图3步驟3:这里以0.80園為例調整焦距到輪廓清晰(注意:關閉頂光源,開啟調節底光源浅灰)图4步驟4:點擊“參數”→點擊“設置繪圖比率尺”。
图5步驟5:選擇“自動設置”點擊“確定”。
图6步驟6:出現 3個紅色光圈閃動,搖動X,Y軸依次(1→3)將紅圈移到0.80園中心后點擊“┼”(注意:只能固定一個園為基準)说明图示改正内容・理由改正年月日光圈1光圈2光圈3NO 1改正内容・理由改正年月日图7步驟7:出現比率係數后點確定。
图8步驟8:點擊“參數”→“比率尺設置”。
图9步驟9:“選擇比率尺”框輸入1.0,“保存名稱”輸入1.0→點擊“保存”→關閉軟件退出,1.0比率尺設定完成,其他比率尺以此類推設定。
图10 4.0:對設定的比率尺精度驗證:步驟1:再啟動軟件XVM2.2D選用1.0。
图11步驟2:點擊工具欄里的“自動測繪”點擊箭頭圖示。
图12步驟3:以校準版0.8園為例:鼠標點擊0.8園的中心右下角出現0.8園直徑實測值(誤差≤0.005為OK,超過設定比率尺失敗,需重新設定)。
流程八流頭圖示。
二次元影像测量仪操作规程
二次元影像测量仪操作规程一、作业准备1.接通仪器,电脑电源;2.准备好待测量零件,相应图纸,磁性固定块,三棱镜等;3.检查测量仪各部件工况是否良好,将测量仪擦拭干净;4.将待测零件及磁性固定块表面擦试干净,不得有污染物在待测表面。
二、操作步骤1.点击电脑桌面“VMM2.2C”图标,打开测量仪电源开关为“ON”2.放置待测样品至投影仪镜头正下方,观察镜头倍数,并在软件中设置相应倍数(正常取0.7倍数)3.打开测量仪光源(可选上光源或下光源),移动工作台面X或Y方向,使零件影像在软件视图中出现,调整镜头焦距直至零件轮廓清晰4.绘制轮廓线:(1)手动测绘:点击“绘图”,可选择“两点绘直线”“多点绘直线”“多点绘圆弧”等命令,沿轮廓线边缘手动选点绘图(2)自动测绘:点击“自动测绘”,可选择“直线”“整圆”“圆弧”等命令,沿轮廓线边缘单击,可自动捕捉轮廓线上点,完成绘图注:“编辑”命令的使用,在手动或自动测绘中,有时需要选择“两线交点”“两圆切线”“两线相切弧”“删除或延伸”等命令来绘制交点,切线,相切弧等,选择绘制两线交点按钮,点击需要交点的两条直线可自动绘制出两条直线的交点。
5.零件尺寸的测量和数据的读取(1)点击“测量”命令可完成点到点,线到线距离标注,单击已绘制圆弧,直接读取相关数据(2)单击“标注”命令,可完成水平或垂直线性标注,角度等相关尺寸标注6.CAD图纸和零件1:1比对(1)将待测零件CAD图纸保存为DXF格式,打开“VMM2.2C”,选择0.7倍率,将坐标系选择为机械坐标系,清除坐标系上的X、Y、Z的坐标值。
(2)打开保存好的DXF文件,将CAD 图纸导入软件中,打开坐标设置,选取两点决定X轴或两线决定X轴,在图纸中选取两点或两线设置X 轴。
(3)将设置好坐标轴的文件保存为DXF 格式,存档。
(4)关闭软件重新打开,将待测零件放入镜头下方,调整好焦距,坐标系选择为工件坐标系,清除坐标系上的X、Y、Z的坐标值。
二次元作业指导书

用測頭校正器校正,在其上下各取一點,出現值則校正完成.
5.3裝夾工件
5.4執行量測:
5.4.1點到線按鍵至線定測定狀態,在所測點上入一點按SET鍵歸零,再在線上輸入一點,即完成點到線之測量.
5.4.2線到圓心按鍵至線測狀態,在所測線上輸入一點,按SET鍵歸零,再按轉換
NO.
修訂記錄
日期
核準
審查
制訂
頁次:1/2
嘉燁電子五金制品廠
標題:二次元使用說明書
部門
日期
修訂打“ ”
增訂打“ ”
文件編號
版本
品保部
2001/4/1
Q-W-032
A
到圓測定狀態,在圓上,下各取一點,所顯示值即為圓直徑和線與圓之高度.
5.4.3圓心到圓心按鍵至圓測定狀態,在各自圓上下各取一點,顯示值即為圓心到圓心之高度.
5.4.4垂直度測量裝上垂直度專用測頭,按DIR鍵至動態,按RECT鍵至垂直度測量狀態.將垂直度測頭頂端接觸至待測面下方按SET鍵歸零后,向上移動測頭所顯示值即為該點位置及垂直度.
5.4.5平面度測量裝上垂直型測頭,轉換DIR鍵至動態,按鍵,屏幕上顯示MIN(或MAX),搖動手柄將測頭接觸待測工件表面,並繼續適當下壓,移動二次元使測頭在工件表面,
若顯示值不再變化時,摟SET鍵歸零,按鍵至屏幕顯示MAX(或MIN),移動測頭盡可能的接觸工件每一表面.當數值不再變化時顯示值即為其平面度.
5.4.6數據輸出按PIRNT鍵至LINE狀態,則對每一結果均列印出.
5.5量測完后處理
5.5.1將測頭停至下方,鎖緊緊固鏍釘
5.5.2取下固定臂及測頭放置于專用工具箱內,
4.2保持工作平台清潔.
二次元测试作业指导书

制訂部門東莞市一本電子有限公司Dongguan Eben ElectronicCo.,Ltd文件編號版次A/0總頁分頁EB-SOP.PB-00232/3品保部二次元測試作業指導書發行日期2016.05.16.修訂日期1.目的:為確保二次元操作的正確性,提高二次元測試人員的測量技術和產品的品質,確保來料、首件、製程、成品、出貨各階段的品質穩定性,增強顧客的信心和滿意度。
2.適用範圍:適用於本公司二次元測試儀器使用及來料、首件、製程、成品、出貨各階段產品的檢測。
3.職責權限:品保部:負責對產品作相應尺寸的測試和測試結果的判定、對二次元測試儀器的維護和保養。
4.參考文件:(無)5定義:(無)6.作業內容:6.1 校正倍數的方法:6.1.1把軟件打開,只開底光燈,把校正玻璃塊方在工作臺上並調清晰。
6.1.2 例如(0.7)倍的校正方法:6.1.2.1把鏡頭調到0.7倍;6.1.2.2找到校正塊上的十字網格並大致放正;6.1.2.3點“參數”裡的“設置繪圖面的比例尺”;6.1.2.4選擇“手動設置”點確定;6.1.2.5在十字網格的任意兩條交點從左到右畫條直線到另外一頭的交點,輸入網格的格子數,點“OK”;6.1.2.6從上往下任意兩條線的交點畫條線到另外一頭的交點,輸入格子數,點“OK”;6.1.2.7點“參數”“比例尺設置”在“保存名稱”裡輸入“0.7”點保存。
6.1.3鏡頭上選擇1.5倍/2.0倍/3.0倍或者4.0倍。
6.1.4選擇“參數”裡的“設置繪圖面的比例尺”,再選擇“自動設置”點擊確定,就會出現三個紅色的圓。
6.1.5按照紅色的圓的跳動順序放在校正塊上同一個黑色的圓裡去,分別用鼠標點擊一下,就會標注成功,確定。
6.1.6選擇“參數”裡的“比例尺設置”,然後在保存名稱裡輸入鏡頭上的倍數,1.5倍/2.0倍/3.0倍或者4.0倍,最後點“保存”。
6.2測量產品尺寸的方法:6.2.1測量圓的方法:6.2.1.1把產品放在工作臺上並調清晰,鏡頭選1.0倍,相應軟件的右上角處也要選1.0倍。
二次元检测作业指导书

对模板进行二次元投影检测,确保位置及尺寸符合设计要求.
适用范围:
适用于所有线割除工ቤተ መጻሕፍቲ ባይዱ的投影检测.
内容:
1.首先对照模板编号和图纸,将电脑文件调入AUTOCAD进行处理,以左边φ4.0mm固定孔作为原点(0.0),输出CADR12版DXF文件.然后复制至二次元电脑D盘QC下面.
2.将模板清洁干净,以字码向着操作员,水平且固定放置于测试玻璃平板上.
3.启动二次元软件,按软件提示复位至零点.以模板两个φ4.0mm固定孔为基准测水平.并且以左边一小孔φ4.0mm的固定孔为零零点(0.0),调入D盘QC下面测试模板编号的文件,进行自动投影检测.
4.测试中,如发现异常.即时通知生管进行现场异常会同判定.开出异常处理报告.检测完毕.将工件从玻璃平台上取下.并记录检测结果.交接至下一个工序.
二次元测量仪操作保养作业指导书
二次元测量仪操作保养作业指导书一.主要用途:该仪器适用于以二座标测量为目的的一切应用领域。
二.型号及种类:1.型号:VMS-2010G2. 软件:M2D-AT3. 品牌:万濠三、操作方法及步骤1.使用前应该注意该仪器是不是在校正周期内.1.1.打开电源,然后打开显示屏启动电脑主机,在电脑桌面上打开M2D-AT软件,然后打开二次元电源开关.1.2将工件放于工作台上,并位于物镜光斑之内,1.3.调好焦距,调到工件在影像窗口中最清晰是即可,每次测量工件是都要调好焦距以便测量的准确性1.4.将左手握住у轴手轮,右手握住х轴手轮,眼睛目视于电脑显示器屏幕,可在影像窗口把工件左右上下移动1.5.在二次元量测工件过程中工件放在工作台上时不需要把工件摆正2.元素量测2.1.在M2D-AT系统中增加四种寻边测量模式,他们分别为:人工判别、半自动判别、全自动判别(光标)和全自动判别(十字线中心),经常会用到这几种模式它可以快速的寻找到线,园,圆弧等的边际,2.2. 在踩点测量过程中可以在采点窗口中设置所需踩点的数量。
例如:踩点测直线系统会显示要踩2点,也可以增加点数3点或4点等2.3. 在测量工具栏中分别有点测量、线测量、圆测量、弧测量、椭圆测量、矩形测量、距离测量和角度测量,它们的测量方法有两种:踩点测量和通过影像量测工具测量(巨集窗口栏中的工具)。
2.4.踩点测量:在菜单栏中选择要测量的项目,选择要测量的项目后根据所需要踩点的数量来进行踩点,在影像窗口栏中选择好工件所需测的部位或边,选择好工件部位或边后将左手握住у轴手轮右手握住х轴手轮,移动十字光标当影响窗口中红色十字光标颜色变为蓝色并且不在闪烁的时候才可以踩点,踩点有两种踩点方式:一为在采点窗口中点击踩点工具(采点窗口中打勾的键)二为踩脚踏开关进行踩点。
2.5.影像量测工具:在巨集窗口栏中选择人工判别、半自动判别、全自动判别(光标)或全自动判别(十字线中心)模式,在巨集窗口中工具一栏中选择好所要测量的项目,如:测量工件一条直线,在巨集窗口工具一栏中选择线测量然后在影像窗口中的工件所需测的部位的边上拉出一个方框(所要测的线要在方框内)然后按住鼠标连续左击两下就会在这条边上显示一条黄色的线,这条线就是所要测的线3.元素构造3.1.元素构造就是用已有的元素通过构造得到新的图形元素,在图形构造工具栏中分别有中心点、中点、交点、线、圆、距离、角度的构造3.2元素构造用法:在元素构造之前必须有可以构造的元素,例如构造交点就必须要有两条可以相交的线才可以进行交点构造。