瓶盖注射模设计1
【毕业设计论文】瓶盖注射模设计-毕业设计说明书[1][1]【有对应的CAD图】
![【毕业设计论文】瓶盖注射模设计-毕业设计说明书[1][1]【有对应的CAD图】](https://img.taocdn.com/s3/m/5cfc08b9b1717fd5360cba1aa8114431b90d8e4b.png)
毕业设计题目瓶盖塑模设计说明书目录一、 塑件的分析…………………………………………… (1)二、 塑件的形状尺寸………………………………………… (2)三、 形腔数目的决定及排布………………………………… (3)四、 分型面的选择…………………………………………… (4)五、 浇注系统的设计………………………………………… (5)六、 注射机的型号和规格校核…………………………… (6)七、 成型零部件的工作尺寸计算…………………………… (7)八、 导柱导向机构的设计………………………………… (11)九、 推出机构的设计…………………………………… (13)十、 温控系统的设计………………………………… (14)十一、设计小结………………………………………… (16)十二、参考文献………………………………………… (16)共 16 页第1页第一部分塑料PSPS:聚苯乙烯一、基本特性:聚苯乙烯无色透明、无毒无味。
落地有清脆的金属声、密度为1.054g/cm。
聚苯乙烯的力学性能与聚合方法、相对分子质量大小、定向度和质量有关,相对分子质量越大机械强度越高。
它有优良的电性能(尤其是高频绝缘性能)和一定的化学稳定性。
它能耐碱、硫酸、磷酸、10%-30%的盐酸、稀醋酸及其他的有机酸。
但不耐硝酸及氧化剂的作用,对水、乙醇、汽油、植物油及各种盐溶液也有足够的抗蚀能力。
但耐热性能低,热变形温度一般在70-80度,只能在不高的温度下作用。
主要用途: 在工业中做仪表、灯罩、化学仪器、零件、透明模型等。
在电器方面做良好的绝缘材料、接线盒电池盒等。
在日用品方面广泛的用于包装材料、各种容器、玩具等。
成型特性: 1.无定形料、吸湿性小,不易分解,性脆易裂,热膨胀系数大,易产生应力开裂。
2.流动性能较好,溢边值0.03mm左右。
3.塑件壁后均匀,不宜有镶件,缺口,尖角,各方面应圆滑连接。
4.可用螺杆或柱塞式注射机加工,喷嘴可用直通式或自锁式。
毕业设计(论文)-热水瓶盖注射模设计[管理资料]
![毕业设计(论文)-热水瓶盖注射模设计[管理资料]](https://img.taocdn.com/s3/m/bd88ef2233d4b14e852468f5.png)
摘要塑料注射(塑)模具 : 它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具,塑料注射成型模具对应的加工设备是塑料注射成型机,塑料首先在注射机底加热料筒内受热熔融,然后在注射机的螺杆或柱塞推动下,经注射机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。
其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成。
制造材料通常采用塑料模具钢模块,常用的材质主要为碳素结构钢、碳素工具钢、合金工具钢、高速钢等。
注射成型加工方式通常只适用于热塑性塑料品种的制品生产,用注射成型工艺生产的塑料制品十分广泛,从生活日用品到各类复杂的机械、电器、交通工具零件等都是用注射模具成型的,它是塑料制品生产中应用最广的一种加工方法。
关键词:塑料;注塑;模具ABSTRACTPlastic injection (plastic) molds: it is thermoplastic plastic parts in the production of the most universal of a mold, plastic injection molding die corresponding plastics processing equipment is Injection Molding Machine, plastic injection machine in the first heat at the end of the heating Liaotong Melt, and then the injection of plunger with a screw or promotion, the injection nozzles and die-casting system into the mold cavity, plastic molding cooling sclerosis, Stripping get products. The structure is usually forming parts, casting, direction components, introduced institutions, regulated system, exhaust system, with support components such as components. The material commonly used plastic mold steel modules, the material used mainly carbon structural steel, carbon tool steel, alloy tool steel, high-speed steel. Injection Molding processing usually apply only to thermoplastics production of varieties of products, with product ion of injection molding of plastic products is very wide, from the daily necessities of life to all kinds of complicated machinery, electrical appliances, transport and other parts are used injection molding die, It is the production of plastic products the most widely applied a method of processing.Keywords: plastic; injection;mold目录1 前言 (5)模具工业在国民经济中的地位 (5)我国模具技术的现状及发展趋势 (6)2 塑件的分析 (7)注射成型原理 (7)塑件的使用要求 (8)塑件的材料选择及材料的介绍 (8)ABS的注射工艺参数 (9)塑件的形状尺寸 (9)3 型腔数目的确定及排布 (10)型腔数目的确定 (10)多型腔的排列 (12)4 分型面的选择 (13)分型面的选择 (13)5 浇注系统的设计 (15)必须遵循以下原则 (15)浇注系统的组成 (16)浇注系统设计 (16)6 注射机的型号和规格 (17)注射机的选择 (17)7 成型零部件的结构设计和工作尺寸计算 (18)产生偏差的原因 (18)成型零件的强度、刚度计算 (19)8 导柱导向机构的设计 (21)导柱导向机构的作用 (21)导柱导套的选择 (21)9 推出机构的设计 (22)推出机构的组成 (23)设计原则 (23)脱模力的计算 (23)10 温控系统设计 (24)11 注射机的校核 (25)塑件在分型面上的投影面积与锁模力校核 (26)模具厚度校核 (26)开模行程校核 (26)12 设计小结 (28)13 参考文献 (29)致谢 (29)1 前言1、1 模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
矿泉水瓶盖注射模设计(毕业设计)[1]
![矿泉水瓶盖注射模设计(毕业设计)[1]](https://img.taocdn.com/s3/m/7675002dd5bbfd0a785673a7.png)
第1章绪论随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是矿泉水瓶盖注塑模具的设计。
之所以选择这个设计题目的主要有两方面意义:1、瓶盖是带内螺纹的塑件要求设计时要充分考虑到脱模的方式方法,多分型面结构以及点浇口方式的模具结构设计方法;2、瓶盖属中小型件在我们的日常生活中有一定的普遍性和代表性,为今后的实用性模具设计奠定了基础以更好的服务模具制造业服务社会。
本次毕业设计的主要目的:了解模具设计的方法与内容;掌握各类型模具的基本结构以及各零部件与非标准件的设计;熟悉模具材料的性能与应用以及加工方法与加工手段;熟练应用各种模具设计软件,包括CAD、CAXA、Pro/E、UG等;了解模具的发展状况与发展方向。
希望通过本次设计为今后的工作奠定一个良好的基础。
第2章成型工艺规程编制2.1 产品技术要求和工艺分析产品技术要求产品设计图见图2-1、图2-2、图2-3。
图2-1 产品3D图俯视图图2-2 产品3D图仰视图2-3 产品2D图此塑件上有三个尺寸有精度要求:零件上有多个尺寸有26±;12±;壁厚2mm,均为MT6级塑料精度,属于中等精度等级,在模具设计和精度要求,分别是:30±;制造过程中要严格保证这些尺寸的精度要求。
瓶盖注塑模具设计

技术要求;1、材料:PP2、产量:10万件3、未注公差尺寸按GB/T14486-1993中MT6。
4、要求塑件表面不得有气孔、熔接痕、飞边等缺陷,不得有明显的浇口痕迹。
图1图21.对塑件的工艺性分析1.1塑料品种:PP颜色:绿色、红色基本特性:聚丙烯无色、无味、无毒。
外观似聚乙烯,但比聚乙烯更透明、更轻。
密度仅为0.90~0.91g/cm3。
它不吸水,光泽好,易着色。
聚丙烯具有聚乙烯所有的优良性能,如卓越的介电性能、耐水性、化学稳定性,宜于成形加工等;还具有聚乙烯所没有的许多性能,如屈服强度、抗拉强度和硬度及弹性比聚乙烯好。
定向拉伸后聚丙烯可制作铰链,有特别高的抗弯曲疲劳强度。
熔点为164℃~170℃,耐热性好,能在100℃以上的温度下进行消毒灭菌。
其低温使用温度达-15℃,低于-35℃时会脆裂。
聚丙烯的高温绝缘性能好,而且由于其不吸水,绝缘性能不受湿度的影响,但在氧、热、光的作用下极易解聚、老化,所以必须加入防老化剂。
成形特点:1)成形加工性好,可以用注射、挤出、吹塑及真空成形等方法加工;2)吸湿性小,可能发生熔体破裂,长期与热金属接触容易分解;3)比聚乙烯流动性好,溢边值0.03mm,压力对熔体粘度比温度影响显著,应在较高压力下成形;4)冷却速度快,浇注系统及冷却系统应缓慢散热,适当延长冷却时间,以稳定尺寸;5)收缩率大且波动范围大,方向性明显,易发生缩孔、凹陷及变形;6)应注意控制成形温度,料温低时方向性明显,尤其低温高压时更显著,模温低于50℃时,塑件表面不光泽,易产生熔接不良和流痕,模温高于90℃时易发生翘曲和变形;7)塑件壁厚应均匀,避免缺口和尖角,防止应力集中,塑件内不能有铜质嵌件,聚丙烯与铜接触后会变脆;8)取向显著,不宜采用直接浇口,否则浇口附近残余应力大,易使塑件翘曲变形。
1.2塑件尺寸精度:塑件有7尺寸标注,按标准GB/T14486-1993中属于一般精度,按MT6级精度。
翻盖式瓶盖注射模设计

翻盖式瓶盖注射模的设计1 引言1.1塑料模具的现状及发展1.1.1国外模具技术发展及目前水平模具产品是工业产品制造的基础,模具技术已成为衡量一个国家产品制造水平的重要标志之一。
西方发达国家为了适应工业产品品种多、更新快、市场竞争激烈的局面,加强了对生产周期短、精度高、寿命长、成本低的模具产品的研究和开发,近十多年来,国外先进国家的模具技术水平得到了飞速发展:a)CAD/CAM/CAE技术的应用在欧美CAD/CAM/CAE已成为塑模企业普遍应用的技术。
在CAD的应用方面已经超越了甩掉图板,二维绘图的初级阶段。
目前3D设计己达到了70%、89%,Pro/E,UG,CI以TRON等软件的应用很普遍。
应用这些软件不仅可完成2D设计,同时也获得3D 模型,为NC编程和CAD/CAM的集成提供了保证。
应用3D设计,还在设计时进行装配干涉的检查,以保证设计和工艺的合理性。
在欧美的塑模企业中,为了提高CAD技术的效率,塑模标准件的采用率一般在80%以上。
b)激光技术的应用日益受到重视激光技术在模具制造中的应用主要是在快速成形与一些特殊模具的加工两个方面。
快速成形是根据CAD 的数据,不借助任何机械加工工具,通过逐层增加材料的方法(如聚合、粘结、烧结等) 快速制造出零件原型或零件实物,故也称快速原形制造(缩写为PRM) 技术。
快速成形技术主要有立体光固造型(SLA) ,选择性激光烧结(SLS) ,分层实体制造(LOM) 等。
该技术将CAD 技术、激光技术、CNC 技术、材料加工和材料科学技术有机地结合起来,给模具制造业带来了根本性的变革。
与传统的模具设计制造相比,它能比数控加工更快、更方便地设计并制造出各种复杂的原型,使模具的制造成本和生产周期减少1/ 2 ,明显提高生产率。
国内的一些大型企业集团,如海尔、春兰和科龙等公司已经应用激光快速成形于新产品开发等方面,并取得显著的经济效益。
c)模具材料先进随着模具工作条件的日益苛刻,对模具的质量,特别是钢的纯净度、等向性的水平提出了更高的要求。
塑料瓶盖注射模设计

目录绪论-----------------------------------2第1章对塑料成型模具设计的认识---------------31.1模具工业现状------------------------41.2发展模具的积极意义--------------------41.3我国的模具将呈现十大发展趋势------------5第2章设计过程---------------------------72.1 塑料成型制品的分析---------------------------72.2 注射成型工艺的设计---------------------------82.3 注射机的技术规范-----------------------------12第3章模具的结构设计-------------------------------143.1 注射机的锁模力-------------------------------143.2 成型零件的设计-------------------------------16第4章模具结构零件设计-----------------------------17 4.1 导柱和导套---------------------------------- 17 4.2 推杆、复位杆及拉料杆-------------------------17 4.3 限位钉、垫块---------------------------------184.4 定位圈与浇口套-------------------------------184.5 模板-----------------------------------------184.6 挡块、限位块---------------------------------18参考资料-------------------------------19体会与感受---------------------19绪论模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”。
酒瓶盖注射模具设计

姓名:余至彬专业:机械设计与制造班级:设计一班学号:201236030152 设计题目:酒瓶盖塑料模塑料件简图:塑料件主要技术要求:1.材料:ABS,米黄色2.年产量:200万件3.未注公差:φ30, φ44按MT2标注,其余按MT5计算,并且尺寸按入体原则标注;4.其他技术要求:型腔脱模斜度为1°,型芯脱模斜度为0.5°,外表面粗糙度Ra<1.6,无缺陷,表面无特殊要求,所有过渡处有0.2圆角。
1 酒瓶盖塑件的工艺分析1.1 塑件成形工艺分析如图1-1为塑料酒瓶盖的二维工程图及实体图,单位mm。
图1-1 塑件图产品名称:酒瓶盖产品材料:丙烯ABS塑件材料特性:ABS塑料(丙烯腈—丁二烯—苯乙烯共聚物)是在聚苯乙烯分子中导入了丙烯腈、丁二烯等异种单体后成为的改性共聚物,也可称改性聚苯乙烯,具有比聚苯乙烯更好的使用和工艺性能。
ABS是一种常用的具有良好的综合力学性能的工程塑料。
ABS塑料为无定型塑料,一般不透明。
ABS无毒、无味,成形塑件的表面有较好的光泽。
ABS 具有良好的机械强度,特别是抗冲击强度高。
ABS 还具有一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电性能。
ABS 的缺点是耐热性不高,并且耐气候性较差,在紫外线作用下易变硬发脆。
塑件材料成形性能:使用ABS 注射成型塑料制品时,由于其熔体黏度较高,所需的注塑成型压力较高,因此塑件对型芯的包紧力较大,故塑件应采用较大的脱模斜度。
另外熔体黏度较高,使ABS 制品易产生熔接痕,所以模具设计时应尽量减少浇注系统对料流的阻力。
ABS 易吸水,成型加工前应进行干燥处理。
在正常的成型条件下,ABS 制品的尺寸稳定性较好。
产品数量:年产量200万件 塑件颜色:米黄色 查文献得:塑件材料物理性能:密度:305.1~02.1cm g收缩率:%7.0~%4.0 熔点: 60~93℃ 热变形温度:93℃ 材料力学性能:拉伸强度:MPa 63 拉伸弹性模量:GPa 9.2 弯曲强度:MPa 97 弯曲弹性模量:GPa 0.3 缺口冲击强度:20.6m KJ硬度:洛氏121R塑件质量:该产品材料为ABS 。
塑料防爆安全瓶盖注射成型模具设计

目录1.绪论 (1)1.1模具与模具工业的发展与现状 (1)1.2塑料成型模具与其地位 (1)1.3塑料成型技术的发展趋势 (2)1.4CAD技术在设计过程中的应用 (2)1.5论文的研究内容 (2)2 模具的结构设计 (4)2.1塑件工艺分析 (4)2.2凹凸模零件工作尺寸计算 (9)2.2.1 凹凸模的结构设计 (9)2.2.2 凹凸模的尺寸计算 (10)2.3型腔尺寸确定 (13)2.4模具冷却系统确定 (14)2.5分型面的设计 (17)2.6浇注系统的设计 (17)2.7斜滑块内侧抽芯机构的设计 (22)2.8冷却系统的设计 (23)2.9其它机构的设计 (24)3 注射机校核 (25)3.1模架的选定 (25)3.2初定注塑机 (26)3.3最大注塑量校核 (27)3.4锁模力的校核 (27)3.5模具与注塑机安装校核 (28)3.5.1 模具长宽与拉杆间距校核 (28)3.5.2 模具厚度校核 (28)3.5.3 开模行程校核 (29)4 模具安装与调试 (30)4.1模具的安装 (30)4.2模具的调试 (31)4.3模具动作原理 (32)结论 (33)参考文献 (34)致谢 (35)1.绪论1.1 模具与模具工业的发展与现状模具是生产工业产品的主要工艺设备。
模具工业是整个国民经济的基础。
为提高模具的质量、性能、精度和生产效率,缩短制造周期,其零部件多由标准零部件组成,因此模具本身属于标准化程度较高的产品。
采用模具生产零部件,具有生产效率高、质量好、成本低、节省能源和原材料等一系列优点,它已成为当代冬夜生产的重要手段和工艺发展方向。
现代工产品的发展和技术水平的提高,很大程度取决于模具工业的发展水平。
在现在化工业生产忠,60%~90%的工业产品需要使用模具加工,模具工业已成为工业发展的基础,许多新型产品的开发和生产在很大程度上都依赖于模具生产,特别是汽车、轻工、电子、航空等行业尤为突出。
矿泉水瓶盖注射模具设计说明书
毕业设计(论文)矿泉水瓶瓶盖注塑模设计机械与电子工程系系别 :专业(班级):机械设计制造及其自动化11级升本作者(学号):任方成(51101090008)指导教师: 王贤才完成日期: 2013年5月16日目录中文摘要ﻩ3英文摘要 (4)1 前言ﻩ51.1 本研究领域的现状和国内外的发展趋势ﻩ51.1.1 概述 (5)1.1.2国外的发展情况...................................................................................................... 51.1.3 国内的发展情况......................................................................................................... 61.2本课题的研究内容、要求、目的及意义.. (6)1.2.1 本课题的研究内容 (6)1.2.2本课题的研究要求ﻩ71.2.3本课题的研究目的ﻩ71.2.4 研究意义ﻩ72注塑模具设计部分ﻩ882.1塑件分析ﻩ2.2 塑料材料的成型特性 (8)92.3设备的选择ﻩ2.3.1 塑件的体积 (9)112.3.2 锁模力的校核ﻩ2.3.3 开模行程的校核 (12)2.4 浇注系统的设计 (12)2.4.1 主流道的设计ﻩ212.4.2 分流道的设计 (12)12.4.3 冷料穴的设计ﻩ42.4.4 设计所用的浇口形式.................................................................................................. 14152.4.5分型面的设计ﻩ152.4.6 排气槽的设计ﻩ2.5成型零部件的设计和计算ﻩ152.5.1 成型零部件的设计................................................................................................... 1512.5.2成型零件工作尺寸的计算ﻩ5182.5.3 型腔壁厚计算ﻩ2.6脱模机构的设计和计算 (20)202.6.1脱模阻力的计算ﻩ2.6.2脱模机构的设计.................................................................................................... 21212.7 脱螺纹机构的设计ﻩ2.7.1脱螺纹的形式 (21)2.7.2 旋转脱螺纹扭距的计算 (21)2.7.3 对主流道凝料能否脱出的校核.................................................................................. 222.7.4 止转装置的设计. (23)2.7.5 驱动装置和传动装置的设计和计算 (23)22.8 合模导向机构的设计ﻩ722.8.1顶出系统的导向ﻩ72.8.2成型零件的导向及定位..................................................................................... 2822.9.1 冷却系统的设计ﻩ8292.9.2模具冷却时间的计算ﻩ2.9.3 冷却参数的计算................................................................................................ 302.10 支承与连接零件的设计与选择. (31)2.10.1非标零件的设计ﻩ132.10.2标准零件的选取.................................................................................................... 3132结论ﻩ谢辞ﻩ33参考文献 (34)图2-1塑件2D图................................................................................................................. 8图2-2浇口套.. (13)图2-3分流道的设计 (14)14图2-4主流道冷料穴和拉料装置ﻩ图2-5分流道浇口................................................................................................................. 15图2-6型芯与塑件ﻩ1628图2-7支撑柱ﻩ图2-8导柱和导套的设计 (28)图2-9冷却水道的设计 (29)表2-1聚丙烯的力学性能 (8)表2-2聚丙烯的热性能及电性能ﻩ99表2-3聚丙烯的物理性能ﻩ表2-4聚丙烯的工艺参数...................................................................................................... 9表2-5一模两腔..................................................................................................................... 11表2-6设计中所用螺钉.. (31)表2-7设计中所用螺母......................................................................................................... 31矿泉水瓶盖注射模具设计摘要:本文详细介绍了矿泉水瓶盖注射模具的设计。
输液瓶橡胶盖注射模具设计

1 引言1.1 概述输液瓶盖由于使用的需要,都采用橡胶制成,可以保证玻璃瓶内液体药品的密封。
目前市场上输液瓶橡胶塞都是用丁基橡胶,尤其是卤化丁基橡胶。
丁基橡胶( 异丁烯—异戊二烯共聚物,即2-甲基-1-丙烯与2 -甲基-1,3 -丁二烯共聚物) 是使用三氯化铝作催化剂将异丁烯与1%-3%的异戊二烯在-100 ℃下共聚制备的[1]。
溴化丁基橡胶除了保持了丁基橡胶原有的低透气性,高衰减性,耐老化性,耐天侯性,耐臭氧性与耐化学药品性等特性外,还增添了普通丁基橡胶所不具备的以下特性[2]:( 1 )硫化速度快;( 2 )与天然像胶,丁苯橡胶的相容性能好;( 3 )与天然橡胶,丁苯橡胶的粘接性能提高;( 4 )可单独用氧化锌硫化,硫化方式多样化;( 5 )有较好的耐热性。
丁基橡胶是生产引用瓶塞的理想材料[3]。
1.2国内外对异戊橡胶的研究医用胶塞丁基化是国内HIIR的第二大需求市场,为保证医药平安,国家医药主管部门规定国内所有药用胶塞一律停止使用普通天然橡胶瓶塞。
医用胶塞生产厂商正在扩大丁基橡胶瓶塞生产能力,主要是用卤化丁基橡胶,以适应国内需要。
溴化丁基橡胶由于硫化速度快、硫化效率高、硫化程度高、硫化剂用量少、可实现无硫无锌硫化等特点,从而赋予了溴化丁基橡胶瓶塞良好的物理性能和化学性能,使其具有良好的吸湿性,在冷冻枯燥制品中应用较好。
对于低分子量的凝血酶抑制溶液,用溴化丁基橡胶胶塞其稳定性显著提高;同时其化学指标可控制在一个较好的X围内,进而有力保证了与氨基酸、血液制品等大输液产品的相容性。
欧美国家的丁基胶塞厂家多数采用溴化丁基橡胶,目前我国也有一些公司全部使用溴化丁基橡胶生产胶塞。
目前国内较大的生产线有10多条,总生产能力达100亿只以上[4]。
合成丁基橡胶和卤化丁基橡胶的工艺路线目前有低温淤浆工艺和溶液法工艺。
低温淤浆工艺是最早开发的合成丁基橡胶的工艺,一般是以氯甲烷作聚合介质,三氯化铝作引发剂,反响温度控制在-100-90℃。
洗发水瓶盖热流道注射模设计

V热恒热流道)洗发水瓶盖热流道注射模设计热恒周小艳1产品结构及工艺分析洗发水瓶盖属于外观产品,对外观要求较严格:①外观光泽;②材质为:PP+GF20%浅蓝色〉,收缩率:1.5%。
聚丙烯(PP>属于结晶性塑料,流动性极好,吸湿性小,可能发生熔融破裂,模温不宜太高(80 C ~90C >,冷却速度快,所以浇注系统及冷却系统应散热缓慢;其成型收缩范围大,收缩率大,易发生缩孔、凹痕、变形,方向性强,注射时应严格控制成型温度,料温低方向性明显,尤其低温高压时更明显,模具温度低于50 C以下塑件不光泽,且易产生熔接不良、流痕;模具温度高于90 C以上时易发生翘曲、变形;要求塑件壁厚均匀,应避免缺口、尖角,防止成型时应力集中。
模具应设计有足够的排气。
对聚丙烯(PP>料的成型壁厚应不低于0.85mm产品成型壁厚低于0.85mm为增加产品强度,需改性加GF15%(3>产品成型结构分析。
此产品成型壁厚较薄(0.80mm>成型时易发生翘曲、变形;小盖咀与大盖口的配合应紧固,不宜松动;小盖折合处成型时不宜太薄或太厚,应具有足够的耐折和易折性,胶型弹片弧形不应太长,要保证小盖扣上后,表面无拱形、吻合恰好。
其产品内部结构成型较困难:①内部结构整体位置将决定着与瓶身装配后瓶盖和身的外观;②内部结构与瓶口内接处较薄,且直径和高度应保证装配后能伸进瓶口并能胀紧内壁,起到密封作用,使洗发水不能从瓶盖内部流出;③此洗发水瓶盖是采用胀性(内肋> 锁扣在瓶口外肋上,洗发水瓶盖内肋不宜成型后脱模;④瓶盖内肋所在的圆壁其对称处有开口,起瓶盖锁扣时圆壁有弹性胀开的作用,瓶盖内肋在模具型芯上加工困难(芯圆柱面对称处有凸起> 。
(4>确定模具结构。
①为保证产品外观,采用产品顶面中心处(小盖覆盖面> 进胶——三板模直接点胶口形式;②瓶盖在成型时小盖为开状,小盖型芯须装在A 模板上,这样必须在开模时小盖部分先从定模脱出,才能确保小盖折合处不受损坏与大盖连接;模具必须有可靠的定模顶出结构一一定模顶出;③考虑成型因素,采用1模4 腔,需有浇口板且分型,此模浇口设计成自动脱落,模具需对浇口板分型面有定距分型装置一一定距分型;④动模顶出系统优化设计——斜顶原理(即:型芯斜顶出脱模> 。
饮料瓶瓶盖注射模具设计

饮料瓶瓶盖注射模具设计饮料瓶瓶盖注射模设计一塑料的工艺性分析1.塑件的原材料分析塑料的品种:PE(聚乙烯)。
成型特征:结晶型塑料,吸湿性小,流淌性较好,溢边值为0.02mm左右,流淌性对压力变化敏感,加热时间长则易发生分解,冷却速度快,务必充分冷却。
设计模具时要冷却料穴与冷却分流。
收缩率大,方向明显,易变形,扭曲结晶度及模具冷却条件对收缩率影响大,应操纵模温。
易用变压注射,料温要均匀,否则会增加内应力,使收缩不均匀与方向性明显。
2.塑料的尺寸精度分析影响塑料制品的尺寸精度的要紧因素是材料的收缩与模具的制造误差。
查教材上表2-11得此材料的收缩率为1.5%~2%。
塑料制品的公差也可通过教材上表2-12查得,塑料的精度等级选择7级精度。
3.塑件的表面质量分析塑件外表面要求粗糙度较低,表面光滑,内表面要求低点。
4.塑件结构的工艺性分析结构简图如图所示瓶盖主体外侧均匀分布120个增大摩擦力的防滑筋,瓶盖顶部有商标名称ZSM的字样。
瓶盖下部有一防伪圈与瓶盖主体通过8个直径为1mm高1mm的小圆柱相连,防伪圈内侧有8个均匀分布长为3mm直径为1.5mm的半圆形凸台。
瓶盖内部有螺呀为半圆形的螺纹及高为4mm截面直径为1mm的防伪圈与瓶子内径严密配合,而高为1mm,截面直径1mm的防伪圈与瓶子外径严密配合防止漏水。
综上所述可使用注射成型加工。
二确定成型设备选择与模塑工艺规程编制1.计算塑件体积与质量cmV=3.05 3M=2.9g选择注射机为SZ-30理论注射容积为373cm ,实际注射质量为33g ,螺杆直径为26 mm ,塑化能力3.6g/s ,注射压力170MPa 螺杆转速10~160r/min,螺杆行程70 mm ,锁模力为320KN ,拉杆有效间距300300⨯2mm ,模板行程110 mm ,模具最小厚度80 mm ,模具最大厚度110 mm ,最大开距220 mm ,模扳尺寸400400 ⨯2mm ,顶出行程50 mm ,喷嘴半径为12 mm ,高为2 mm 。
洗澡露瓶盖注射模设计
洗澡露瓶盖注射模设计
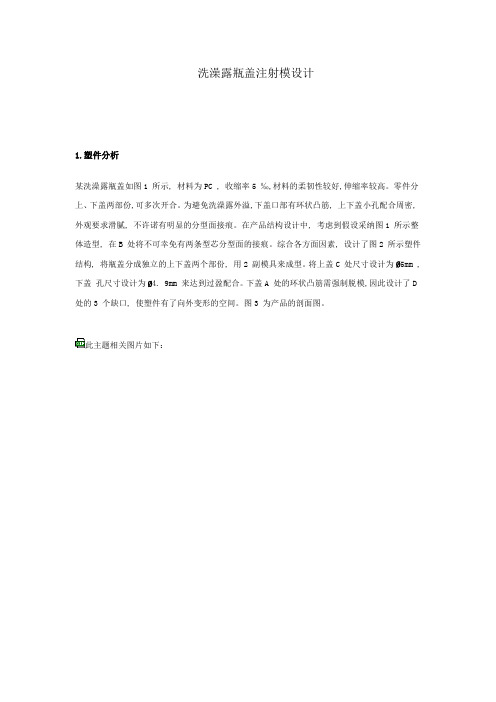
1.塑件分析
某洗澡露瓶盖如图1 所示, 材料为PC , 收缩率5 ‰,材料的柔韧性较好,伸缩率较高。
零件分上、下盖两部份,可多次开合。
为避免洗澡露外溢,下盖口部有环状凸筋, 上下盖小孔配合周密, 外观要求滑腻, 不许诺有明显的分型面接痕。
在产品结构设计中, 考虑到假设采纳图1 所示整体造型, 在B 处将不可幸免有两条型芯分型面的接痕。
综合各方面因素, 设计了图2 所示塑件结构, 将瓶盖分成独立的上下盖两个部份, 用2 副模具来成型。
将上盖C 处尺寸设计为Ø5mm ,下盖孔尺寸设计为Ø4. 9mm 来达到过盈配合。
下盖A 处的环状凸筋需强制脱模,因此设计了D 处的3 个缺口, 使塑件有了向外变形的空间。
图3 为产品的剖面图。
此主题相关图片如下:
此主题相关图片如下:
2 模具设计方案
由于瓶盖的上盖部份结构相对简单, 动模型芯采纳镶拼结构,那个地址不复累赘,本文只重点介绍下盖的模具结构。
为了幸免在零件表面显现进料痕, 保证进料均匀,模具采纳点浇口进料,浇口位置选在下盖结构。
此主题相关图片如下:
5 终止语
此模具结构较为复杂,动、定模都采纳了镶拼结构,点浇口进料,并设计了新颖的活动型芯机构进行二次顶出。
在加工中,采纳先进行设计,待成熟后再绘制产品实体图, 利用CAD/ CAM 软件的M AS2TERCAM8. 1 模块生成加工程序, 在数控机床上加工动、定模型腔及电极的方式来保证加工精度。
通过试模,该模具各部份动作准确可*,生产的产品符合图纸要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湖南大学衡阳分校毕业设计课题瓶盖注射模设计专业模具设计与制造班级 2003级模具二班学生姓名魏德建指导老师李良喜2006年5月20日目录一、塑件的分析 (3)二、型腔数目的确定及排布 (5)三、注射机的初步选择 (6)四、浇注系统的设计 (7)五、分型面与排气槽设计 (9)六、成形零件的设计 (11)七、导向机构的设计 (17)八、推出机构的设计 (19)九、温控系统的设计 (19)十、注射机的参数校核 (22)十一、设计小结 (23)十二、参考文献 (24)第一部分塑件的分析一、塑件的使用要求耐用,耐磨,可以承受较大的冲击力,不易摔坏;好看,有光泽表面较光滑;化学性质稳定,可以耐高温(一般低于100o C),耐化学腐蚀。
二、塑件的材料选择及其材料的介绍根据塑件的用途及其使用要求,选用ABS塑料。
ABS的介绍:1.名称中文名:丙烯腈-丁二烯-苯乙烯共聚物英文名:Acrylonitrile-Butadiene-Styrene copolymer2.基本特性无毒无味,呈微黄色,成型的塑件有较好的光泽,密度在1.02~1.05g/cm3,其收缩率为0.3~0.8%。
ABS 吸湿性很强,成型前需要充分干燥,要求含水量小于0.3%。
流动性一般,溢料间隙约在0.04mm。
ABS有极好的抗冲击强度,且在低温下也不迅速下降。
有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能。
3.成型特点ABS在升温时粘度增高,所以成型压力较高,塑料上的脱模斜度宜稍大;易产生熔接痕,模具设计时应注意尽量减小浇注系统对料流的阴力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50~60o C,要求塑件光泽和耐热时,应控制在60~80 o C。
4.主要技术指标比容:0.86~0.98cm3/g。
熔点:130~160o C吸水性:0.2~0.4% (24h)热变形温度:4.6×105Pa---- 90~108o C18.0×105Pa---- 83~103o C屈服强度: 50MPa拉伸弹性模量:1.8GPa抗弯强度:80MPa5.ABS的注射工艺参数注射机类型:螺杆式螺杆转速(r/min):30~60喷嘴形式:直通式喷嘴温度(o C):180~190料筒温度(o C):前200~210 中210~230 后180~200 模温(o C):50~70注射压力(MPa):70~90保压力(MPa):50~70注射时间(s):3~5保压时间(s):15~30冷却时间(s):15~30成型周期(s):40~70三、塑件的形状及其尺寸塑件的工作条件对精度要求较低,根据ABS的性能可选择其塑件的精度等级为5级精度(查阅《塑料成型工艺与模具设计》P66表3-8)。
经计算得塑件的底面积为:S塑=530.66mm2得塑件的体积为:V塑=2.49cm3塑件的质量为:W塑 =V塑×r塑=2.62(g)。
塑件图:第二部分型腔数目的决定及排布已知的体积V塑或质量W塑,又因为此产品属大批量生产的小型塑件,综合考虑生产率和生产成本等各种因素,初步确定采用一模四腔对称性排布。
排布图如下图示:型腔数目及排布图第三部分注射机的初步选择一、注射量的计算:Q=4×2.62=10.48 (g)二、初步选择:XS-ZY-125型注射机三、XS-ZY-125 型注射机的主要参数额定注射量(cm3):125螺杆直径(mm): 42注射压力(MPa): 120注射行程(mm):115注射时间(s): 1.5注射方式:螺杆式合模力kN : 900最大注射面积(cm2):320最大开(合)模行程(mm):300模具最大厚度(mm):300模具最小厚度(mm):200喷嘴圆弧半径(mm):12喷嘴孔径(mm): 4第四部分浇注系统的设计浇注系统的设计是注射模设计的一个重要环节,它对注射成形周期和塑件质量(如外观,物理性能,尺寸精度等)都直接影响。
一、设计时须遵循如下原则1.结合型腔布局考虑;2.热量及压力损失要小;3.确定均衡进料;4.塑料耗量要少;5.消除冷料;6.排气良好。
二、浇注系统的组成普通流道浇注系统一般由主流道,分流道,浇口和冷料穴等四部分组成。
三、浇注系统设计为使塑件去掉浇口方便,并结合物料特性,以及塑件的形状,以采用潜伏式点浇口为宜。
1.主流道尺寸根据该塑件体积及表3-10,可得体积流率Q=(4×2.49)/1.6≈6.55cm3/s,取主流道中熔体流动rs=5×103s-1,由图3-56r-Q-R n关系曲线图,可得R n=4.50mm,故得主流道大端尺寸D=2R n=9. mm,小端尺寸由注射机喷嘴尺寸,取d=4mm,SR=12+2=14mm。
主流道的形状和尺寸如图所示:.2.浇口套图:2.分流道尺寸为使四浇口能同时进料,各分流道按平衡式布置,故熔体在各分流道中的流速,为使分流道易于加工和顶出凝料系统容易,采用设在模具一边的梯形形分流道。
梯形大底边宽度: B=0.2654×4.83×3.9=5梯形高度: H=0.67×B=3.353.为了塑件表面质量及美观采用侧浇浇口,其尺寸d=0.15×6.7=14.冷料穴底部设计成带有球头形拉料杆的冷料穴,目的是捕集料流前锋的“冷料”,防止“冷料”进入型腔而影响塑件质量。
该模具浇注系统的尺寸如图所示模具浇注系统图第五部分分型面与排气槽设计分型面为定模与动模的分界面。
合理地选择分型面是使塑件能完好的成形的先决条件。
一、分型面的选择原则1.使塑件在开模后留在有动模上;2.分型面的痕迹不影响塑件的外观;3.浇注系统,特别是浇口能合理的安排;4.使推杆痕迹不露在塑件外观表面上;5.使塑件易于脱模。
二、分型面的设计如下图所示:分型面图三、排气槽设计当塑料熔体填充型腔时,必须顺序排出型腔及浇注系统内的空气及塑料受热或凝固产生的低分子挥发气体。
如果型腔内因各种原因而产生的气体不被排除干净,一方面将会在塑件上形成气泡、接缝、表面轮廓不清及充填缺料等成型缺陷,另一方面气体受压,体积缩小而产生高温会导致塑件局部碳化或烧焦(褐色斑纹),同时积存的气体还会产生反向压力而降低充模速度,因此设计型腔时必须考虑排气问题。
有时在注射成型过程中,为保证型腔充填量的均匀合适及增加塑料熔体汇合处的熔接强度,还需在塑料最后充填到的型腔部位开设溢流槽以容纳余料,也可容纳一定量的气体。
通常中小型模具的简单型腔,可利用推杆、活动型芯以及双支点的固定型芯端部与模板的配合间隙进行排气,其间隙为0.03~0.05mm。
第六部分成形零件设计一、成型零件的结构设计1.凹模采用整体式凹模2.凸模由于塑件带有螺纹,为了简化模具的加工工艺,凸模设计成活动镶块的形式,活动镶块的固定方式如下图所示:活动镶块的固定方式二、成型零件工作尺寸的计算1.产生偏差的原因①.塑料的成型收缩成型收缩引起制品产生尺寸偏差的原因有:预定收缩率(设计算成型零部件工作尺寸所用的收缩率)与制品实际收缩率之间的误差;成型过程中,收缩率可能在其最大值和最小值之间发生的波动。
σs=(S max-S min)×制品尺寸σs ——成型收缩率波动引起的制品的尺寸偏差。
S max、S min——分别是制品的最大收缩率和最小收缩率。
②.成型零部件的制造偏差工作尺寸的制造偏差包括加工偏差和装配偏差。
③.成型零部件的磨损2.本产品为抗冲ABS制品,属于大批量生产的小型塑件,预定的收缩率的最大值和最小值分别取0.6%和0.3%。
此产品采用5级精度,属于低精度制品。
因此,凸凹模径向尺寸、高度尺寸及深度尺寸的制造与作用修正系数x取值可在0.5~0.75的范围之间,凸凹模各处工作尺寸的制造公差,因一般机械加工的型腔和型芯的制造公差可达到IT7~IT8级,综合参考,相关计算具体如下:型腔径向尺寸的计算:L M1=[(1+(S max+S min)/2)Ls l-0.5Δ]+δZ0= [(1+0.45%)×26-0.5×0]+0/30=37.4mmL M2=[(1+(S max+S min)/2)Ls2-0.5Δ] +δZ0= [(1+0.45%)x10.2-0.5×0.20]+0030=14.78+0.030 mm型腔深度尺寸的计算:图2:H M1=[(1+(S max+S min)/2)Hs l-0.5Δ] +δZ0 +δZ×8.5-0.5×0]0= [(1+0.45%)=12.325mm图1 H M2=[(1+(S max+S min)/2)Hs l-0.5Δ] +δZ0 = [(1+0.45%)×4.5-0.5×0.15] +0.050=6.45+0.050 mm型芯的径向尺寸的计算:l M1=[(1+(S max+S min)/2)ls l+0.5Δ]0-δZ= [(1+0.45%)×6.99+0.5×0.40]0-0.15/ =10.330-005 mml M2=[(1+(S max+S min)/2)ls l+0.5Δ]0-δZ= [(1+0.45%)×6.05+0.5×0.40]0-0.15/ =8.970-005 mm型芯深度尺寸的计算:h M=[(1+(S max+S min)/2)hs l+0.5Δ]0-δZ= [(1+0.45%)×4+0.5×0.15]0-0.15/3=5.8750-0.08 mmC m±δz/2 =(1+045%)×15±δz/2=21.75±0.075 mm图1 图2罗纹型芯工作尺寸图计算螺纹型芯的工作尺寸:=[(1+ s¯)d s大+Δ中] 0-δz螺纹型芯大径:(d M大)0-δz螺纹型芯中径:(d M中)0-δz=[(1+ s¯)d s中+Δ中] 0-δz螺纹型芯小径:(d M小)0-δz=[(1+ s¯)d s小+Δ中] 0-δzd M大, d M中, d M小———分别为螺纹型芯的大,中,小径;d s大,d s中,d s小———分别为塑件内螺纹大,中,小径基本尺寸;Δ中———塑件螺纹中径公差;δz———螺纹型芯的中径制造公差,其值取Δ/5。
则(d M大)0-=[(1+0.45%)×20+0.15]0-0.03δz=29.150-0.03(d M中)0-δz=[(1+0.45%)×19.7+0.15]0-0.03=28.7150-0.03(d M小)0-δz=[(1+0.45%)×19.4+0.15]0-0.03=28.280-0.03三、成型零件的强度、刚度计算注射模在其工作过程需要承受多种外力,如注射压力、保压力、合模力和脱模力等。