江苏大学材料学院焊接实验室
江苏大学材料学院焊接实验室

ml ; i)激光功率 :. k ; 速度 :, m m I 1 45 W 焊接 2 / i。 5 i ( ) 料 : S 3 0 2 n ) H 4 L 4材 H A 4 ( . In + 3 0 AD 0 I
() 1材料 : 锈 钢 ; 不 厚度 :. mn 焊 接 用 1 l; 5
5 重 大科研 项 目
焊接 学
() 1国家 自然科 学 基金 项 目 : 曲线 焊缝 差
2. mnd 7 mm 0 0.
厚高 强度 钢激 光拼 焊板 的成形 性 能基 础研 究 ( 0 7 15 2 0 5 4 5 2 ),0 4年立 项 ,0 7年结题 。 20
2 1 第训与 资格认证 委员会 委员 。
主要研究方向 : ①焊接过程控制及模拟 ,
重 点 研 究 焊 接 电弧 和 熔 池 的 动态 行 为 和 本 质 ,描述 焊接 熔 池 中的传 热及 流体 流动 以及 焊接 电弧 的形 态及 能量 分 布 ,通 过计 算机 系 统来 实现 对复 杂 焊接 现象 的模 拟和确 定焊 接 时 的最佳 工艺 参数 ,为实 现焊 接过 程控 制智 能化 奠定 了基 础 ; 先 进材 料 的连接 技术 , ② 重 点研 究金 属基 复合 材 料 和先进合 金 钢材料 的
焊接技术 ,寻求表征先进材料焊接动态行为
图 1 Tu a e o o 0 0型 激 光 焊接 系统 rL s r b t 2 R 5
表1 三筝 激光焊接系 数 统参
机器人轴数
6轴
变位机
2 轴
重复定位精度①
a n / Bi
移动速度
v(/ ) / s 。
最大负载 激光功率 Pk / W 光纤直径
江苏大学实验室工作人员岗位职责

江苏大学实验室工作人员岗位职责一、实验教师岗位职责1、了解本学科和国内外实验教学的发展趋势,积极开展教学研究,改革实验方法,更新实验内容。
2、在实验室主任的组织下,开展高水平的综合性、设计性实验和科研课题的开发与研究,撰写好实验教学大纲、实验指导书、实验教材(讲义)。
3、认真备课,做好课前的准备、课上的指导答疑和课后的实验报告批改工作,保证实验教学质量。
4、积极参加实验室的建设与管理工作,协助实验室主任不断提高实验室的科学管理水平。
5、初次上岗的实验教师应完成相关的试讲、试做工作,讲师及讲师以上技术职称的教师在实验室统一安排下做好对新教师及各类实验技术人员的业务指导工作。
二、实验技术人员岗位职责1、严格执行学校制定的实验室建设与管理的各项规章制度,努力完成实验室主任安排的各项工作。
2、掌握相关的实验原理和实验技术,熟悉各种仪器设备的工作原理和操作方法,对部分仪器设备能进行故障诊断和维修。
3、根据实验室主任的要求,配合实验教师做好实验的准备工作与辅助工作,在确保质量的前提下,中级及中级以上职称的实验技术人员可直接担任实验课的主讲和指导工作,参加实验教学大纲、实验指导书、实验教材(讲义)的编写工作。
4、参加实验技术研究与试验工作,完成较高水平的实验报告或论文。
5、负责教学、科研、生产实践工作中的一般性技术管理工作。
精心用好、管好有关仪器设备,参加仪器设备制作、改进以及精密仪器的维修等技术工作。
三、实验室工人岗位职责1、努力学习相关的理论知识和技术知识,在实验过程中协助教师和实验技术人员作好实验室的日常服务工作。
2、认真完成实验室主任安排的实验室日常管理、实验室建设等工作。
经常搞好实验室的清洁卫生和安全工作。
3、在实验技术人员指导下,根据教学和科研的要求制作、安装有关实验装置、教具、模型,做好其它实验准备工作4、熟悉所保管的设备、仪器、工具、材料等的规格、型号、性能和用途,详细了解保管物品的要求和存放条件,做好相关的防潮、防锈、防尘、防霉等工作。
焊接技术与工程专业

专业代码专业负责人:焊接技术与工程专业 本科教学质量报告(2018 — 2019 学年)教学院长: 学院院长:学院名称: ________________二◦一九年十二月—、专业基本概况(一)专业概况焊接技术与工程专业成立于2013年,其前身是材料成型与控制工程专业(焊接方向),是我校最早建立的专业之一。
本专业现有教师28人,其中教授4人,副教授8人,全部具有博士学位。
焊接技术与工程专业具有材料加工工程一级硕士学位授予权。
专业依托上海市教委“材料科学与工程”山类高峰学科和“上海市先进激光加工技术协同创新中心”进行建设。
近年,专业在教师队伍,基础实验条件,科学研究等方面专业建设方面取得了显著进步,为我校高水平论文发表做出了重要贡献。
主要学科方向为:高能束焊接,激光熔覆,高能束增材制造,激光智能加工装备,焊接结构安全评定,精密特种焊接等。
本专业以建设国内一流焊接技术与工程专业为总体发展目标,加强学科带头人的培养与引进,打造优质教学品牌,抓住“以学生为中心”教育人才培养中的关键因素,构建一流焊接工程技术人才的培养体系,建设特色鲜明的创新人才培养模式。
本专业学生实行全程导师制并加大学生培养过程中导师的参与程度,帮助学生了解和认识专业,指导学生选课,激发学生的求知欲和对问题的思索,调动其自主学习和探究的积极性,解决学业和人生规划的问题,从入学到毕业,给予学生个性化指导。
本专业学生主要学习机械工程、材料科学、焊接工艺、焊接设备等方面的基础理论,掌握焊接技术与工程专业领域的材料焊接的原理、工艺、设备及控制等专业知识,接受焊接技术与工程专业的实验技能、科学研究和工程应用等基本实践能力的训练。
具备在制造业从事焊接材料、设备选择,焊接工艺制定、焊接质量管理等各项工作能力【注】:报到率实际报到数实际录取数4. 其他相关材料(二)专业定位和人才培养目标1. 专业定位,与国内外类似专业的比较,国内外对标专业,专业建设规划;本专业以建设国内一流焊接技术与工程专业为总体发展目标,国内对标江苏科技大学焊接专业。
实验室准入考试
江苏大学药学院实验室安全知识题库一、判断题(在相应括号中打√)1 连接在插线板上的用电器总功率不能超过插线板的最大负荷。
正确()错误()2 电源插座附近不应堆放易燃物等杂物。
正确()错误()3 在扑灭电气火灾的明火时,用气体灭火器扑灭。
正确()错误()4 使用电器时可以用两眼插头代替三眼插头。
正确()错误()5 对于触电事故,应立即切断电源或用有绝缘性能的木棍棒挑开和隔绝电流,如果触电者的衣服干燥,又没有紧缠住身上,可以用一只手抓住他的衣服,拉离带电体;但救护人不得接触触电者的皮肤,也不能抓他的鞋。
正确()错误()6 静电可以引起爆炸、电气绝缘和电子元器件击穿。
正确()错误()7 身边有人严重触电,应当首先切断电源,然后进行紧急抢救如人工呼吸,并立即拨打急救电话120。
正确()错误()8 在扑灭电气火灾的明火时,用水扑灭。
正确()错误()9 触电紧急救护时,首先应使触电者脱离电源,然后立即进行人工呼吸、心脏按压。
正确()错误()10 遇有电器着火,应先切断电源再救火。
正确()错误()11 只要]插线板质量符合要求,就可以随意串联很多个,不影响使用。
正确()错误()12 保险丝断了,可以用细铜丝代替。
正确()错误()13 对于容易产生静电的场所,应保持地面潮湿,或者铺设导电性能好的地板。
正确()错误()14 电器或线路着火,要先切断电源,再用干粉灭火器或气体灭火器灭火,不可直接泼水灭火,以防触电或电器爆炸伤人。
正确()错误()15 当手、脚或身体沾湿或站在潮湿的地板上时,可以启动电源开关和触摸电气用具。
正确()错误()16 实验室内的电线、开关、灯头、插头、插座等一切电器用具,要经常检查是否完好,有无漏电、潮湿、霉烂等情况。
一旦有问题应立即报修。
正确()错误()17 室内发生电气火灾,应立即报警然后进行扑救。
正确()错误()18 电气设备和大型仪器须接地良好,对电线老化等隐患要定期检查并及时排除。
江苏大学材料科学与工程学院

江苏省科技进步奖:《颗粒增强铝基原位复合材料的开发及应用》(三等奖)、《弧焊机器人智能化系统开 发》(三等奖)、《强激光驱动非接触式光接受系统及其工程界面测试技术》(一等奖)、《耐热、耐磨、高强 度铝基陶瓷颗粒复合材料的研究》(二等奖)
江苏大学材料科学与工程学院
江苏大学的直属院系
01 历史沿革
03 学术研究
目录
02 办学条件 04 文化传统
基本信息
江苏大学材料科学与工程学院是江苏大学的二级学院。 学院前身可追溯至1972年镇江农业机械学院机械制造工程系设置的铸造、热处理专业,后历经调整与演进, 于2001年随校名变更为江苏大学材料科学与工程学院。 据2020年7月学院官信息显示,学院有教职工166人;有7个系,开设7个本科专业;有博士后科研流动站1个, 一级学科博士点1个,二级学科博士点3个,一级学科硕士点1个,二级学科硕士点2个,硕士专业学位类别1个。 学院下设3个研究院和5个研究所,涵盖材料科学与工程、冶金工程2个一级学科,其中材料科学与工程学科 是一级学科博士点,ESI排名进入全球前1%(0.195%)。
历史沿革
历史沿革
1972年,镇江农业机械学院机械制造工程系设置铸造、热处理两个本科专业,每个专业每年招生一个班级。 1982年,镇江农业机械学院更名为江苏工学院。 1983-84年,铸造、热处理两个本科专业的每个专业招生两个班级。 1985年,江苏工学院机械制造工程系成立了陶瓷材料及粉末冶金研究室,进行科学研究并招收硕士研究生。 1986年,获批金属材料及热处理硕士学位授予权,后更名为材料学。 1992年,由江苏工学院机械制造工程系的金属材料及热处理、铸造等专业的全部师资、设备和基础课部化学 教研室为基础组建了材料工程系。 1993年,热加工专业并入材料工程系。 1995年,设置无机非金属材料工程本科专业;获批材料加工工程硕士学位授予权。 1998年,国家对本科专业名称及内涵进行了调整,金属材料及热处理专业更名为金属材料工程,热加工、铸 造专业更名为材料成型及控制专业。 学院大楼 1999年,更名为江苏理工大学材料科学与工程学院。
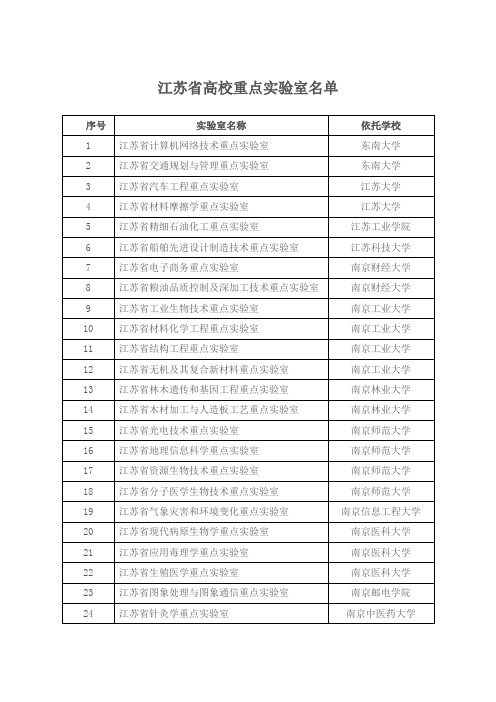
江苏省高校重点实验室名单
37
江苏省水利动力工程重点实验室
扬州大学
南京医科大学
22
江苏省生殖医学重点实验室
南京医科大学
23
江苏省图象处理与图象通信重点实验室
南京邮电学院
24
江苏省针灸学重点实经生物学重点实验室
南通大学
26
江苏省专用集成电路设计重点实验室
南通大学
27
江苏省薄膜材料重点实验室
苏州大学
28
江苏省有机合成重点实验室
苏州大学
江苏省高校重点实验室名单
序号
实验室名称
依托学校
1
江苏省计算机网络技术重点实验室
东南大学
2
江苏省交通规划与管理重点实验室
东南大学
3
江苏省汽车工程重点实验室
江苏大学
4
江苏省材料摩擦学重点实验室
江苏大学
5
江苏省精细石油化工重点实验室
江苏工业学院
6
江苏省船舶先进设计制造技术重点实验室
江苏科技大学
7
江苏省电子商务重点实验室
南京林业大学
15
江苏省光电技术重点实验室
南京师范大学
16
江苏省地理信息科学重点实验室
南京师范大学
17
江苏省资源生物技术重点实验室
南京师范大学
18
江苏省分子医学生物技术重点实验室
南京师范大学
19
江苏省气象灾害和环境变化重点实验室
南京信息工程大学
20
江苏省现代病原生物学重点实验室
南京医科大学
21
江苏省应用毒理学重点实验室
南京财经大学
8
江苏省粮油品质控制及深加工技术重点实验室
江苏大学材料学院硕士研究生培养方案

材料科学与工程学科硕士研究生培养方案一级学科代码:0805一、学科概况与研究方向材料科学与工程是研究材料成分、结构、加工工艺及其性能和应用的学科。
本学科现有一级学科博士点、博士后流动站,并拥有江苏省高端结构材料重点实验室、江苏省材料摩擦学重点实验室、江苏省光子制造科学与技术重点实验室、机械工业金属基复合与功能材料重点实验室等4个省部级科研平台。
材料科学与工程现为江苏高校优势学科,其科研内容涉及先进结构材料和功能材料。
主要研究方向: 1.高端金属材料;2.无机非金属材料多功能设计与优化;3.能源与生物功能材料;4.功能高分子材料; 5.先进材料制备与加工控制。
二、培养目标1. 热爱祖国,遵纪守法,具有良好的学术道德和敬业精神,具有严谨的科学态度和求真务实的学习、工作作风,身心健康,综合素质高。
2. 具有本学科相关的基础理论、专业知识和实验技能,具备独立从事材料领域科学研究的基本创新能力和独立工作能力。
3. 具有较强的外语应用能力。
三、学习年限与培养方式全日制学术型硕士研究生的学习年限一般为三年,如确有必要可申请延长,延长期一般不超过一年。
在职学术型硕士研究生的学习年限一般为四年。
如确有必要可申请延长,延长期一般不超过一年。
确属优秀的硕士研究生可申请提前半年毕业,提前毕业的具体要求详见《江苏大学关于研究生申请学位在学期间发表学术论文的规定》。
研究生培养采用课程学习、实践要求和学位论文相结合的培养方式,实行导师负责制,指导研究生培养的全过程。
导师负责制订研究生培养计划,指导科学研究、专业实践和学位论文等工作,同时,对研究生的思想品德、学术道德有引导、示范和监督的责任。
四、课程学分要求课程总学分至少22学分,其中学位课程至少应修满14学分。
五、实践学分要求硕士生在学期间必须参与的学术活动和必修环节采取学分制,统称为实践学分,包括学术活动、外文文献阅读、学术研讨汇报、实践环节等4个环节。
实践学分须完成6学分。
TA1_超薄板激光焊接组织与性能的研究

2024 年力值为21.88~22.82 kN ,抗剪强度为901~911 MPa 。
在I max =8.1 kA 工况下,焊接接头拉伸剪切破坏力值为23.6~25.03 kN ,抗剪强度为738~783 MPa 。
在大电流的工况下,焊接接头直径均值从5.56 mm 增大到6.38 mm 。
因此,虽然大电流工况下的焊接接头具有大的拉伸剪切破坏力值,但单位面积的增大导致抗剪强度值略有下降。
按照德国大众集团VW11-59D 6770点焊标准中提出的标准焊接接头强度公式计算,1.5 mm 厚度DH980-GI 焊接接头准静态拉伸剪切强度要求大于等于18.72 kN [5],在I min 以及I max 电流工况下两组试样的准静态拉伸剪切强度均满足标准要求。
据此,1.5 mm 厚度DH980-GI 材料在焊接压力、焊接时间、保持时间一定的情况下,焊接电流在6.8~8.1 kA 范围内焊接接头可满足焊接要求。
焊接接头准静态拉伸剪切和拉伸强度测试结果如图12所示。
4 结论(1)1.5 mm 厚度的DH980-GI 镀锌板材的最佳电阻点焊焊接参数组合为:电极压力4.5 kN ,焊接时间380 ms ,焊接电流6.8~8.1 kA 。
(2)在上述焊接参数范围内,焊接接头具备较好的力学性能,准静态拉伸剪切试验结果显示接头抗剪强度可达21 kN 以上,满足德国大众集团标准要求。
(3)在实验室条件下,DH980-GI 材料属于低LME 裂纹敏感性材料,焊接电流在6.8~8.1 kA 范围内,焊接接头产生LME 裂纹的可能性较小。
(4)鞍钢蒂森克虏伯公司生产的1.5 mm 厚度DH980-GI 镀锌板材,通过工艺控制形成低强度脱碳层,提高了材料的抗LME 性能。
(5)研究结果为汽车行业板材电阻点焊工艺设计提供了重要的实验参考,对DH980材料的推广应用具有重要意义。
参考文献:[1] 牛月鹏,张龙柱,杨西鹏,等.MS1300超高强钢点焊焊接工艺研究[J ].四川冶金,2021,43(1):30-33.NIU Y P ,ZHANG L Z ,YANG X P ,et al. Study on spot welding process of MS1300 ultra high strength steel [J ]. Sichuan Metallurgy ,2021,43(1):30-33.[2] 王敏,杨海峰,刘兴毅.高强钢电阻点焊工艺研究[J ].电焊机,2023,53(11):107-112.WANG M , YANG H F , LIU X Y . Resistance Spot Welding Technology of High Strength Steel [J ]. Elec ‐tric Welding Machine , 2023, 53(11): 107-112.[3] 王亚东,韩丹,杨天一,等. 超高强冷轧双相钢DP980电阻点焊工艺研究[J ]. 金属世界,2021(2):44-47.WANG Y D ,HAN D ,YANG T Y ,et al. Research on Resistance Spot Welding Process of Ultra High Strength Cold Rolled Dual Phase Steel DP980[J ]. Metal World ,2021(2):44-47.[4] 点焊标准(11-59D 6770)[Z ].德国大众集团,2019.[5] 白车身制造电阻点焊设计指南(VW01105-1)[Z ]. 德国大众集团,2019.[6] KARAGOULIS M.Rapid LME test procedure forcoated sheet steels [J/OL ]. Auto/Steel Partnership ,(2020-3-10)[2021-09-01].[7] 王恩茂,米振莉,卫志超,等. Q&P980镀锌高强钢电阻点焊工艺及液态金属脆化裂纹分布[J ]. 材料工程,2023,51(1):85-94.WANG E M ,MI Z L ,WEI Z C ,et al. Resistance spot welding process and liquid metal embrittlement crack distribution of Q&P980 galvanized high -strengthsteel图12 焊接接头力学性能及破坏强度Fig.12 Mechanical properties and failure strength of the welded joint下转第141页134Electric Welding MachineVol.54 No.3Mar. 2024第 54 卷 第 3 期2024 年3 月TA1超薄板激光焊接组织与性能的研究钱文1, 张强2, 陈志强1*, 姚亚飞1, 舒勇1, 张弘21.张家界航空工业职业技术学院 航空制造学院,湖南 张家界 427002.江苏省特种设备安全监督检验研究院,江苏 泰州 214500摘 要:选用0.5 mm 工业纯钛TA1作为研究对象,在不同激光功率下采用不同焊接速度对其进行焊接试验,焊后分析了不同焊接速度对TA1焊缝宏观形貌、显微组织、接头力学性能及硬度、接头耐蚀性的影响。
CO2焊焊接参数及对焊接质量的影响

JIU JIANG UNIVERSITY毕业设计题目:CO2焊焊接参数及对焊接质量的影响院系:机械与材料工程学院专业:焊接技术及自动化姓名:年级:指导教师:二零一零年十二月摘要二氧化碳气体保护焊是焊接方法中的一种,是以二氧化碳气为保护气体,进行焊接的方法。
在应用方面操作简单,适合自动焊和全方位焊接。
在焊接时不能有风,适合室内作业。
由于二氧化碳气体的热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多.但如采用优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降低到最小的程度.由于所用保护气体价格低廉,采用短路过渡时焊缝成形良好,加上使用含脱氧剂的焊丝即可获得无内部缺陷的质量焊接接头.因此这种焊接方法目前已成为黑色金属材料最重要焊接方法之一。
本文主要是介绍二氧化碳气体保护焊的发展及前景。
分析二氧化碳焊的特点及在薄板厚板、工程机械、供水管道当中的应用。
介绍了二氧化碳焊焊接工艺参数对成形质量的影响及二氧化碳中飞溅问题的分析与处理。
通过实验研究得出实验前所设计工艺参数中最为合理的应用参数。
【关键词】:二氧化碳气体保护焊焊接参数缺陷成形质量目录第1章绪论 (1)1.1 焊接发展概况 (1)1.2 焊接方法分类及特点 (2)1.3 本课题研究的内容及意义 (4)第2章二氧化碳焊 (6)焊原理特点及应用 (6)2.1 CO22.1.1 CO2焊基本原理 (6)2.1.2 CO2焊基本特点 (6)2.1.3 CO2焊的一些应用 (7)焊设备 (7)2.2 CO2焊的焊接材料.......................................... ..92.3 CO22.3.1 CO2保护气体 (9)2.3.2 CO2焊焊丝 (9)焊缺陷及处理措施 (10)2.4 CO22.4.1合金元素的氧化 (10)2.4.2 CO2焊气孔 (10)2.4.3 CO2焊飞溅及处理措施 (11)第3章二氧化碳焊实验设计 (13)3.1 实验材料 (13)3.1.1 20R钢板成分及性能 (13)3.1.2 H08Mn2SiA焊丝 (14)3.1.3焊缝分布 (15)焊设备及工艺 (15)3.2 CO23.3 实验工艺参数 (16)第4章实验及数据 (18)4.1 焊接试样 (18)4.1.1 焊前准备 (18)4.1.2焊接过程 (18)4.1.3焊后处理 (19)4.2 外观无损检测 (20)4.3 形貌观察 (22)4.4 硬度 (25)第5章数据整理及分析 (26)5.1 数据整理 (26)5.1.1 焊接电流对焊缝质量影响 (26)5.1.2电弧电压对焊缝质量影响 (27)5.1.3接头性能分析 (27)5.2 工艺参数对比及分析 (28)结论 (30)参考文献 (31)致谢 (32)第1章绪论焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,并且用或不用填充材料,使工件的材质达到原子间的建和而形成永久性连接的工艺过程。
机器人MAG焊单面焊双面成形技术

( 苏 科技 大学 江 苏 省 先 进 焊 接 技 术 重 点 实 验 室 ,江 苏 镇 江 2 2 0 ) 江 10 3
摘 要 :介 绍 了机 器人 MA 焊打 底 的 焊接 系统 组 成 ,论 述 了机 器人 MA 焊打 底 焊接 工 艺 ,研 究 了间 隙 0 2mm 范 围 内打 底 焊 焊 缝 正反 面成 G G -
实 现全 位 置焊 接 ,且焊 接成 本 只有焊 条 电弧 焊成 本 的
3 %~ 0 .生 产 效 率 是 焊 条 电弧 焊 的 2 3倍 ,基 于 0 5% ~ C 保 焊短 路过 渡 法飞 溅 大 、成形 不好 确 定 ,结 合 O气
新 型 的 S T 接 电源 ,能 够 实 现 无 飞 溅 、小 电流 、 1r焊
流 、焊接 速度 等参 数范 围是本 次研 究 的重点 。
得 到 良好 的焊 缝成 形 。但是 焊 条 电弧焊 受主 观人 为 因
素 影 响很 大 。TG焊 在压 力 容 器和 管道 的打底 焊 ,不 I 锈 钢 、有 色金 属及 薄板 的打 底焊 中应 用极 为普 遍 ,且 在 小 管径 打底 焊 中也 应 用较 多 。TG焊 打底 的焊接 质 I
2 打 底 焊 工 艺
21 打底 焊试 板 尺寸及 焊 接要求 . 为实 现 机器 人 MA G焊 单 面焊 双 面成 形 ,本试 验
背 面成 形 良好 的焊缝 ,结合 一些 自动 化设 备 ,优 势更
明显 .S T 法 是 当今 船 厂 管子 打底 焊使 用 的主要 焊接 rr I 方 法 ] 。与 TG焊 相 比 ,MA 焊 焊接 速 度 快 、熔 敷 I G 效 率高 ,电弧直 吹熔 池 ,但 电弧 吹力 大 ,易发 生烧 穿 现 象 , 目前 国 内很 少 将 它应 用 于单 面焊 双 面 成 形 中 。
江苏大学实验室管理绩效考核暂行办法
江苏省高端结构材料重点实验室管理绩效考核暂行办法第一条为加强对实验室的建设与管理,提高实验室管理水平,达到优化资源配置、实现资源共享、提高仪器设备的使用效率,根据学校有关管理办法,现结合本实验室实际,特制定本办法。
第二条考核原则:坚持公平、公正、公开的原则;坚持实事求是,发扬民主,客观反映实验室的管理状况的原则。
第三条考核的内容:包括实验室综合效能,科研、技术开发及社会服务效益和实验室综合管理等三大部分。
实验室绩效考核采用记分制,考核内容和评分标准详见考核指标体系(见附件)。
第四条考核组织:考核工作由依托学院领导、实验室主任和相关人员组成的考核小组,负责本实验室年度考核工作。
第五条附则(一)学校将把实验室绩效考核结果作为今后实验室经费投入的重要依据,对绩效好、管理水平高的实验室予以表彰,并重点投入;对效益低下、管理水平上不去的实验室减少甚至停止投资,进行整顿,限期改进,不断提高实验室管理效益。
(二)各单位必须高度重视实验室考核工作,认真组织并严格按照《江苏大学实验室工作绩效考核评分表》的标准进行评分,在考核过程中不断总结经验、找出差距,充分利用考核结果,采取切实有效措施努力提高实验室绩效。
第六条本办法由实验室负责解释。
第七条本办法自发布之日起施行。
附件一:实验室绩效考核记分表附件二:关于填写绩效考核表的相关说明一、实验室绩效考核内容(一)实验室综合效能(满分为40分)1、仪器设备在用率设备在用率=在用仪器设备台数/设备总台数×100%在用仪器设备:不含借出、待修、待报废等设备总台数:本实验室所有仪器设备总台件数2、仪器设备完好率设备完好率=完好设备台数/ 总台数×100%3、大型精密仪器设备利用率单台件大型精密仪器设备利用率=有效机时/额定机时×100%(最高为100%)有效机时:必要的开机准备时间+测试时间+必须的后处理时间。
定额机时:03类(仪器仪表)通用设备 1200小时/年公式=6小时×5天×40周=1200小时。
江苏大学材料实验中心

江苏大学材料实验中心
佚名
【期刊名称】《中国材料科技与设备》
【年(卷),期】2013(009)005
【摘要】江苏省高学校基础课实验教学示范中心建设点江苏大学材料实验中心在专业实验室和校微观分析中心的基础上组建于2002年。
【总页数】1页(P40-40)
【正文语种】中文
【中图分类】N33
【相关文献】
1.中国建筑材料检验认证中心国家建筑材料工业铝塑复合材料及遮阳产品质量监督检验测试中心建筑遮阳实验室简介&自愿性认证指南 [J],
2.我国高性能新材料理论与设计、材料强化与功能化等方面的知名专家中国仪表功能材料学会常务理事、新世纪学术带头人江苏省有突出贡献的中青年专家、省材料摩擦学重点实验室主任江苏大学副校长、博士生导师——程晓农教授 [J], 杨亲民
3.实验教学示范中心对非本专业学生开放模式研究
——以材料科学与工程实验教学示范中心为例 [J], 段辉平;宋洪海;王嘉宜
4.江苏大学材料学院焊接实验室 [J],
5.中南大学材料科学与工程实验教学中心(国家级实验教学示范中心) [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
附江苏大学实验室队伍现状调查表

单位:
实验室名称
分管领导
实验室主任
实验室性质
(在后面空格
打√)
以教学为主实验室
以科研为主实验室
校级实验中心
院级中心实验室
专业实验室
其它
专职人员总数
()
男
兼职人员总数
()
男
女
女
专职人员学历
状况
博士研究生
兼职人员学历
状况
博士研究生
硕士研究生
硕士研究生
本科
本科
专科及以下
专科及以下
专职人员职称
状况
高级职称
兼职人员职称
状况
高级职称
中级职称
中级职称
初级职称及以下
初级职称及以下
专职人员年龄
结构
50岁以上(含50)
兼职人员年龄
结构
50岁以上(含50)
40—49岁
40—49岁
30—39岁
30—39岁
30岁以下(不含30)
30岁以下(不含30)
本单位实验室队伍建设中存在的问题及建议
(可附页)
江苏大学实验室管理办法

江苏大学实验室管理办法第一章总则第一条为加强我校实验室的建设和管理,提高实验教学质量和科学研究水平,根据国家教育部《高等学校实验室工作规程》,结合我校实验室工作具体特点,制定本办法。
第二条学校实验室管理工作实行“三级建制,二级管理”的管理模式,即构建校实验中心、院中心实验室和专业实验室的三级实验教学体系;实施校、院二级管理。
第三条学校的实验室建设,要统筹规划、合理设置,按照实验室建设、专业建设、学科建设、课程建设“四位一体”的指导思想,进一步优化教学资源配置、最大限度地发挥人、财、物的统筹优势,实现仪器设备资源共享,提高办学效益。
第二章实验室的任务第四条实验室应根据学校人才培养计划,安排好实验指导人员,完善实验仪器、实验指导书、实验教材等教学资料,保质保量地开出各类实验。
第五条实验室要按照实验大纲的要求组织实验教学,努力提高实验教学质量。
同时应注意吸收科研和教学的新成果,更新实验内容,改革实验教学方法,通过实验培养学生理论联系实际的学风,严谨的科学态度和分析问题、解决问题的能力。
努力使实验室成为学生素质教育和创新能力培养的重要基地。
第六条以教学工作为主的实验室应结合实验教学积极开展科学研究的实验工作;以研究工作为主的实验室应努力提高实验技术、完善实验条件,以保障高效率、高水平地完成科学实验任务。
第七条实验室必须积极创造条件向师生和社会开放,发挥实验室的资源和技术优势,进一步提高仪器设备的使用效益。
第三章实验室的建制第八条实验室新建、合并、调整、撤消,由学院申请,报主管部门审核,经学校正式批准后执行。
第九条实验室设置的基本原则:加强基础,发挥特色,整体优化,资源共享。
确保实验室的结构和布局有利于“四位一体”综合教学建设工程,提升创新型人才培养的实力。
第十条实验室的基本条件:(一)有稳定的学科专业发展方向和饱满的实验教学或科研、技术开发等任务。
(二)有符合实验技术工作要求的房舍、设施及环境等物质条件。
江苏大学材料成型及控制工程专业介绍
材料成型及控制⼯程
本专业主要培养从事⾦属成型加⼯技术的科研、⽣产及新材料、新产品开发的⾼级⼯程专业技术⼈才。
通过学习,学⽣具备坚实的⾃然科学、外语和计算机基础,掌握⾦属材料成型及控制⼯程的科学研究⽅法,获得相关的专业理论知识、⽣产技术以及⽣产设备与⼯艺的设计⽅法,具有从事⾦属材料成型管理、开发、研究与设计的能⼒,具备材料成型与控制⼯程领域的计算机应⽤能⼒。
本专业学⽣主要学习材料科学及各类热加⼯⼯艺的基础理论与技术和有关设备的设计⽅法,受到现代机械⼯程师的基本训练,具有从事各类热加⼯⼯艺及设备设计、⽣产组织管理的基本能⼒。
本专业教学理论联系实际,注重学⽣综合能⼒和创新能⼒的培养,依托学校⽰范中⼼实验室的先进设备和仪器,开设⼤量综合性、创新性实验。
本专业是江苏省建设的特⾊专业,专业教学特⾊鲜明,形成三个特⾊⽅向:1、数字化成型与控制;2、先进连接技术;
3、冶⾦⾃动化。
本学科及相近学科有硕⼠学位、博⼠学位授予权,与美国、英国、德国、⽇本等⼤学开展合作交流与培养,为学⽣的进⼀步深造提供了优越的条件。
学⽣在校期间所修的主要专业课程为:⾦属学与热处理、材料成型原理、⿊⾊⾦属材料及制备、有⾊⾦属材料及制备、先进连接技术、现代模具设计、热加⼯环保技术与设备、材料加⼯CAD/CAM、现代材料分析技术、质量检测与控制技术等。
毕业⽣可从事⾦属材料成型及控制⼯程专业相关的⽣产、经营、管理、教学及科研⼯作。
本专业与东风汽车集团、跃进汽车集团、上汽集团、常柴集团、沙钢集团等省内⼤中型企业建⽴了产学研合作与就业基地,毕业⽣就业率在90%以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2010年第4期
机械制造文摘———焊接分册
(1)材料:不锈钢;厚度:1.5mm ;焊接用
时:50s ;激光功率:2kW ;搭接处为热传导焊接,固定部件处为深熔焊接;焊缝光滑,表面无氧化痕迹。
(2)材料:铝材;厚度:1.5mm ;激光功率:4kW ;焊接速度:3m/min ;要保证强度要求。
(3)材料:HSA340(2.0mm )+HSA340(1.5mm );激光功率:4.5kW ;焊接速度:2.5m/min 。
(4)材料:HSA340(2.0mm )+H340LAD (0.7mm );激光功率:5kW ;焊接速度:2.5m/min 。
激光焊接系统的应用见图2~图5。
(5)材料:紫铜80mm ×40mm ×2mm ;激光功率:3.5kW ;焊接速度:13mm/s ;焊接接头无焊接缺陷,无夹杂,无气孔,熔合良好。
3激光焊接工艺参数及应用
江苏大学材料学院焊接实验室
雷玉成教授/博导Email:yclei@
雷玉成,教授,博士生导师,国际焊接工程师。
现任江苏省焊接学会常务理事、副秘书长,中国焊接学会计算
机应用技术专业委员会委员,中
国焊接培训与资格认证委员会委员。
主要研究方向:①焊接过程控制及模拟,重点研究焊接电弧和熔池的动态行为和本质,描述焊接熔池中的传热及流体流动以及焊接电弧的形态及能量分布,通过计算机系统来实现对复杂焊接现象的模拟和确定焊接时的最佳工艺参数,为实现焊接过程控制智
能化奠定了基础;
②先进材料的连接技术,重点研究金属基复合材料和先进合金钢材料的
焊接技术,寻求表征先进材料焊接动态行为
的本质规律和特征,探讨焊缝组织结构和性能的变化规律,同时开发具有特殊性能的焊接材料。
TruLaser Robot 5020型激光焊接系统(图1)来自通快(中国)有限公司激光应用中心,技术参数见表1。
1
领军人物
2
激光焊接设备
图1
TruLaser Robot 5020型激光焊接系统
注:①取决于各轴位置
表1
三维激光焊接系统参数
机器人轴数
变位机重复定位精度①
a /mm
移动速度v /(°/s -1)最大负载
F /kg 激光功率P /kW 光纤直径
D /mm 6轴
2轴
<0.2
140~322
400
0.6
4(YAG 激光器)
科研平台
46
2010年第4期
机械制造文摘———焊接分册
(1)发明专利(申请号:200910027306.5),
雷玉成,韩明娟,王建,激光在低活化马氏体钢焊接中的应用及焊接方法;
(2)发明专利(申请号:200910035281.3),雷玉成,王建,韩明娟,紫铜的激光焊接方法;(3)雷玉成,朱强,陈炜等.高强度钢差厚板激光拼焊焊缝成形及组织分析[J].焊接学报.2007,28(8):9-12,EI 收录;(4)雷玉成,朱强,王建中等.ST14钢激光拼焊板焊缝组织及成形性能分析[J].焊接学报.2006,27(7):25-28,EI 收录;
(5)雷玉成,韩明娟,朱强等.中国低活化钢激光焊接接头微观组织与硬度分析[J].焊接学报,2010,31(1),EI 收录。
(1)国家自然科学基金项目:曲线焊缝差
厚高强度钢激光拼焊板的成形性能基础研究(50475125
),2004年立项,2007年结题。
5
重大科研项目
2.0mm/0.7
mm
图5
紫铜的激光焊接
(b )
截面(a )宏观
图2谷物衡器外罩的激光焊接
图3
通风中风机叶片的激光焊接
图4
车身用差厚板激光拼焊接头截面
2.0mm/1.5mm
4
学术成果
科研平台
47
机械制造文摘——
—焊接分册
(2)国家自然科学基金项目:颗粒增强铝基复合材料等离子弧原位焊接方法及机制(50475126),2004年立项,2007年结题。
(3)国家自然科学基金项目:ODS钢超声电弧原位合金化焊接机制研究(51075191),2010年立项。
(4)中国科学院等离子体物理研究所中子物理与核材料实验室开放研究课题项目:聚变堆结构小操作空间激光自动焊接技术研究,2010年立项。
(5)现代焊接生产技术国家重点实验室重点项目:超声等离子原位合金化焊接颗粒增强铝基复合材料研究,2008年底立项。
掌握了超声电弧的焊接机理和颗粒增强复合材料的原位合金化机理。
(6)国家863项目:紫铜厚壁管道焊接关键技术及配套焊接材料研究,2003年立项,编号2003AA305970,2005年完成;研究了氮-氩混合气体TIG不预热焊接紫铜厚壁管道焊接关键技术及相关焊接材料,熟练掌握了焊接材料的制备工艺规范。
该材料已经用于厚壁紫铜管的焊接,焊接过程不需要预热,焊接接头性能良好。
(7)江苏省高技术项目(BG2002021):弧焊机器人智能化系统,2002年立项,2005年完成,2006年鉴定。
科研平台
本刊主要栏目设置
栏目名称主要内容技术水平面对读者
行业聚焦权威性,前沿性,指导性
海外焊接前沿性,学术性,资讯性
焊接标准权威性,资讯性,学术性,指导性
焊接专利重点项目从产业链的角度观察焊接产业性的发
展,强调内容可读性,挖掘行业的纵深
走向,为焊接从业者提供严肃的决策参
考平台。
焊接行业的决策
层和工程技术人
员,焊接行业从
业者。
国外文文献译文,成果,创新思路,观点
等。
焊接行业科研及工
程技术人员,高校
师生。
国内外焊接及其相关领域内的标准化
状况,最新起草及颁布的焊接技术标准
介绍。
焊接行业科研及
工程技术人员,焊
接行业从业者。
国内外焊接及其相关领域专利信息
前沿性,学术性,
资讯性,技术性,
应用性
焊接行业科研及
工程技术人员,焊
接行业从业者。
以国内外在建及完成的重点项目为平
台,介绍与其相关的焊接学术、技术及
生产管理方面内容,关注实用技术及应
用。
技术性,应用性,
资讯性,前沿性
焊接行业科研及
工程技术人员,焊
接行业从业者。
48
2010年第4期。