真空管式高温炉使用手册
GSL-1100管式炉操作说明

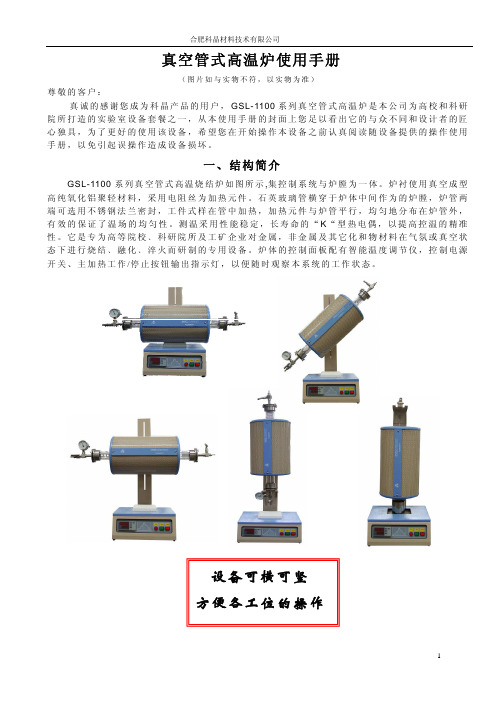
真空管式高温炉使用手册(图片如与实物不符,以实物为准)尊敬的客户:真诚的感谢您成为科晶产品的用户, GSL-1100系列真空管式高温炉是本公司为高校和科研院所打造的实验室设备套餐之一,从本使用手册的封面上您足以看出它的与众不同和设计者的匠心独具,为了更好的使用该设备,希望您在开始操作本设备之前认真阅读随设备提供的操作使用手册,以免引起误操作造成设备损坏。
一、结构简介GSL-1100系列真空管式高温烧结炉如图所示,集控制系统与炉膛为一体。
炉衬使用真空成型高纯氧化铝聚轻材料,采用电阻丝为加热元件。
石英玻璃管横穿于炉体中间作为的炉膛,炉管两端可选用不锈钢法兰密封,工件式样在管中加热,加热元件与炉管平行,均匀地分布在炉管外,有效的保证了温场的均匀性。
测温采用性能稳定,长寿命的“K “型热电偶,以提高控温的精准性。
它是专为高等院校﹑科研院所及工矿企业对金属,非金属及其它化和物材料在气氛或真空状态下进行烧结﹑融化﹑淬火而研制的专用设备。
炉体的控制面板配有智能温度调节仪,控制电源开关、主加热工作/停止按钮输出指示灯,以便随时观察本系统的工作状态。
设备可横可竖 方便各工位的操作二、 设备安装接线1. 打开包装箱,检查设备是否完好,根据装箱单检查配套附件是否完整。
2. 设备放置地点应选择空气流通,无震动,无易燃﹑易爆气体或高粉尘的场所。
3. 安装炉管及绝热塞子GSL-1100系列炉管及绝热塞子的安装如图示:4. 安装法兰(如需较高真空,各步骤均需涂抹真空规脂)密封法兰的安装如图示:1.将内法兰套在炉管上,炉管超出压盖一定长度。
2. 将密封圈“1”套上。
3. 套上“压环” 。
5. 将外发兰装上。
6. 均匀的上好三颗内六角螺栓。
7. 两侧安装步骤相同。
5. 炉体电源AC220V/AC110V,请仔细核对设备铭牌,以免造成不必要的损失。
电源线采用16A的插头线,如右图示。
请自行安装16A 的插座与所采购设备相匹配,在插座前级加装与炉体工作电流相匹配的空气开关,可靠连接接地保护线,切勿将高电压引入,以免引起仪表及控制线路的损坏,不用时请关闭电源。
高温炉操作指南说明书
高温炉操作指南说明书引言:高温炉是一种用于材料加热和处理的设备,广泛应用于许多领域,如冶金、陶瓷、玻璃、电子等。
为了确保高温炉的安全运行和提供操作的准确指导,本说明书将详细介绍高温炉的操作方法和注意事项。
1. 高温炉的基本构造及工作原理高温炉由加热系统、隔热系统、控温系统和排气系统组成。
工作原理是通过电加热或燃气加热使炉内达到设定温度,控制温度在一定范围内保持稳定。
2. 安全操作2.1 确保使用环境通风良好,避免有害气体积聚。
2.2 在操作前检查电源和电气线路是否正常,避免发生电源故障。
2.3 确保高温炉内无任何易燃、易爆、易挥发物质,避免发生火灾或爆炸事故。
2.4 操作时必须佩戴个人防护装备,如防热手套、防护面罩等。
2.5 避免长时间操作高温炉,以免对人体健康造成不利影响。
2.6 操作时遵循安全规程,严禁任何不相关人员接近或操作高温炉。
3. 操作步骤3.1 检查炉体和隔热材料是否完好,如有损坏应及时修复或更换。
3.2 打开加热系统,并将温度设定在合适的范围,根据需要选择恒温或升温模式。
3.3 等待炉体温度达到设定温度后,可将待处理材料放入炉内。
3.4 关闭炉门,确保密封性能良好,避免温度泄漏。
3.5 运行高温炉至指定时间或完成加工工艺后,先将温度降至较低,再将电源关闭。
4. 温度控制4.1 选择合适的控温仪器,确保温度测量准确,并进行定期校准。
4.2 当温度超出设定范围时,应及时停止加热或采取其他措施进行调整。
4.3 在运行过程中注意监控温度变化,以免发生过热或过冷现象。
5. 维护保养5.1 定期清理高温炉内部和外部的杂物和积尘,保持清洁。
5.2 检查加热系统和控温系统的工作状态,如有异常及时进行维修或更换零部件。
5.3 定期检查隔热材料的状况,如有老化或损坏应进行维护或更换。
5.4 高温炉长时间不使用时,应切断电源并进行适当的防尘措施。
结论:本操作指南旨在帮助用户正确、安全地操作和维护高温炉,确保其正常运行并延长使用寿命。
真空管式高温实验炉操作手册

CD-1600G真空管式高温实验炉操作手册郑州驰达钨钼制品有限责任公司河南省郑州市须水工业园杭州路2号电话:86 371 67835188传真:86 371 67823288网址:、目录1.概述------------------------------------------------------P22.技术指标------------------------------------------------P23.电炉构造------------------------------------------------P24.温控表的说明------------------------------------------P35.温控表的设置-----------------------------------------P46.实验炉加热----------------------------------------------P7 7.实验炉维护----------------------------------------------P7 8.常见故障-------------------------------------------------P8谢谢购买郑州驰达钨钼CD-1600G真空管式高温炉。
为防止误操作对实验炉的损伤,请在使用前仔细阅读高温箱式实验炉操作手册。
1. 概述CD-1600G 真空管式高温炉以硅钼棒为发热元件,额定温度1500℃,采用B 型双铂铑热电偶测温和708P 温控仪自动控温,具有较高的控温精度(±1℃)。
此外该炉具有真空装置,可在多种气氛下工作,大大提高了其使用范围。
该炉具有使用温度高、高精度控温、操作简单、维修方便等优点,可广泛用于冶金、机械、轻工、商检、高等院校及科研部门。
2. 技术指标名称 单位 参数功率KW 5电源电压 V 单相220V ,50/60HZ 最高温度 ℃1600正常工作温度 ℃1500最大加热速率 ℃/min ≤5 MAX ≤10 控制精度 ℃ ±1℃ 加热区长度 mm 270 极限真空度 Pa 10Pa高温炉管规格 mm Φ50ID ×φ60OD ×1000 加热元件 硅钼棒 连接方式 串联 热电偶分度号 B 分度外形尺寸 mm 450L ⅹ550W ⅹ670H 重量Kg1503.电炉构造加热开关温控表4.温控表的说明(1)主要特点:l 先进的AI 人工智能调节算法,无超调,具备自整定功能,可实现任意斜率的升﹑降温控制,具有跳转(循环)﹑运行﹑暂停及停止等可编程/可操作命令。
玛福尔真空管式炉说明书
管式炉说明书天津玛福尔科技有限公司地址:天津市津南区长青科工贸园重庆街60号电话:************传真:02-86671769E-Mail:***************网址:目录一、各种规格型号真空管式炉技术参数 (3)二、结构简介 (7)三、设备的安装接线 (7)四、设备操作 (9)五、炉管和法兰的安装 (10)六、仪表操作的基本操作和注意事项 (11)七、炉子的保养及注意事项 (20)八、加热元件的更换 (21)九、硅钼棒的介绍 (22)十、硅碳棒简介 (23)十一、刚玉管的使用和维护 (23)十二、石英管的使用和维护 (25)十三、炉管内温度的检测 (27)十四、常见故障及排除 (28)十五、成套供应范围(装箱单) (29)十六、电路图 (31)注意:在用硅碳棒或硅钼棒作为加热元件的炉子之前,请按下面的步聚把炉盖与硅钼棒或硅碳棒之间的海绵拿出来用内六角扳手拧开炉盖上的螺丝拿出海绵盖好炉盖、拧好螺丝感谢您购买天津玛福尔科技有限公司T L系列管式炉,为了避免误操做对炉子的损害,请您在使用前认真阅读说明书。
一、各种规格型号真空管式炉技术参数型号项目TL1600炉管外径(60/80mm)TL1400炉管外径(60/80mm)单位指标值指标值炉体结构双层壳体结构,并配有风冷系统额定功率KW4KW额定电压V AC220V功率HZ50/60相数相单相温度范围℃0-16000-1400额定温度℃15501350升温速率℃/min≤10≤10推荐升温速率℃/min55炉管尺寸mm OD60(ID50)X1000或OD80(ID70)X1000加热段长度mm270恒温区mm120外型尺寸mm610X490X660(L X W X H)冷态极限真空Pa 1.0X10-4分子泵加机械泵(选件)控温精度℃±1控温方式40段程序控温PID调节可控硅控制(日本岛电)热电偶型号分度B S加热元件1800型硅钼棒硅碳棒炉膛材料1800型氧化铝多晶纤维(氧化铝含量95%以上)1600型氧化铝多晶纤维(氧化铝含量95%以上)炉管材料99刚玉管重量KG140120炉体表面温度℃≤35空气开关本公司设备自带有空气开关通讯接口本公司设备配有R485通讯接口和配套的软件炉子用途炉子温场均衡,可以制备CVD、气氛保护烧结、真空烧结型号项目TL1700炉管外径(60/80mm)TL1400炉管外径(100mm)单位指标值指标值炉体结构双层壳体结构,并配有风冷系统额定功率KW5KW6KW额定电压V AC220V功率HZ50/60相数相单相温度范围℃800-17000-1400额定温度℃16501350升温速率℃/min≤10≤10推荐升温速率℃/min55炉管尺寸mm OD60(ID50)X1000或OD80(ID70)X1000OD100(ID90)X1000加热段长度mm300恒温区mm120外型尺寸mm610X490X690(L X W X H)610X530X730(L X W X H)冷态极限真空Pa 1.0X10-4分子泵加机械泵(选件)控温精度℃±1控温方式40段程序控温PID调节可控硅控制(日本岛电)热电偶型号分度B S加热元件1800型硅钼棒硅碳棒炉膛材料日本进口氧化铝多晶纤维1600型氧化铝多晶纤维(氧化铝含量95%以上)炉管材料99.9刚玉管99刚玉管重量KG140120炉体表面温度℃≤35空气开关本公司设备自带有空气开关通讯接口本公司设备配有R485通讯接口和配套的软件炉子用途炉子温场均衡,可以制备CVD、气氛保护烧结、真空烧结型号项目TL1200炉管外径(60/80mm)TL1200炉管外径(100/120mm)单位指标值指标值炉体结构双层壳体结构,并配有风冷系统(对开式)额定功率KW 2.5KW4KW额定电压V AC220V功率HZ50/60相数相单相温度范围℃0-12000-1200额定温度℃11001100升温速率℃/min≤30≤30推荐升温速率℃/min1515空炉升温时间min40炉管尺寸mm OD60(ID53)X1000或OD80(ID73)X1000OD100(ID93)X1000或OD120(ID113)X1000加热段长度mm400恒温区mm200外型尺寸mm610X490X650(L X W X H)冷态极限真空Pa 1.0X10-4分子泵加机械泵(选件)控温精度℃±1控温方式40段程序控温PID调节可控硅控制(日本岛电)热电偶型号分度K加热元件瑞典KANTHANL炉膛材料1600型氧化铝多晶纤维(氧化铝含量95%以上)重量KG40炉体表面温度℃≤35炉管材料石英管空气开关本公司设备自带有空气开关通讯接口本公司设备配有R485通讯接口和配套的软件炉子用途炉子温场均衡,可以制备CVD、气氛保护烧结、真空烧结型号项目TL1800炉管外径(60/80mm)TL1600炉管外径(100mm)单位指标值指标值炉体结构双层壳体结构,并配有风冷系统额定功率KW 5.5KW6KW额定电压V AC220V功率HZ50/60相数相单相温度范围℃800-18000-1600额定温度℃17501550升温速率℃/min≤10≤10推荐升温速率℃/min55炉管尺寸mm OD60(ID50)X1000或OD80(ID70)X1000OD100(ID90)X1000加热段长度mm320300恒温区mm120120外型尺寸mm610X490X690(L X W X H)610X530X730(L X W X H)冷态极限真空Pa 1.0X10-4分子泵加机械泵(选件)控温精度℃±1控温方式40段程序控温PID调节可控硅控制(日本岛电)热电偶型号分度B或本公司研发的热电偶B加热元件1900型硅钼棒(Kanthal)1800型硅钼棒炉膛材料日本进口1900型氧化铝多晶纤维1800型氧化铝多晶纤维(氧化铝含量95%以上)炉管材料99.9刚玉管(美国进口)99刚玉管重量KG160180炉体表面温度℃≤35空气开关本公司设备自带有空气开关通讯接口本公司设备配有R485通讯接口和配套的软件炉子用途炉子温场均衡,可以制备CVD、气氛保护烧结、真空烧结二、结构简介本管式炉外形为长方体,双层炉壳结构、两炉壳之间相距4mm,炉壳采用薄铁板经折边焊接制成。
真空管式炉说明书。卓驰
定制真空管式炉SK3-4-5-10使用说明书卓.驰目录一:仪器特点 (1)二:仪器使用................................................1-3 三:技术参数 (3)四:注意事项 (3)五:故障及排除 (4)六:装箱单 (4)附:LTDE仪表说明书一、仪器特点■石英炉管,结净度高,不锈钢法兰,密封性能好;■可抽真空,也可通多种混合堕性气体,做气氛保护;■仪器精确度高,显示精度1度,在恒温状态下,精确度高达正负1度;■控制系统采用LTDE技术,具有30波段可编程功能,二级超温保护;SK3-4-5-10真空管式炉为定制炉子,采用优质高温石英材料为炉管,低蓄热轻质纤维材料制作发热炉胆,高效节能,优质高温发热丝为发热元件。
炉体长度1220MM,配:φ100*1450MM 石英管,密封装置,带阀三通进气管,带阀单头出气管,真空表装置;控制系统按装有调节功率旋钮,具有低温控制精准的特点,使用温度为100-300℃;控制系统为国际先进的LTDE 可编程仪表,可任意设置升温降温,恒温,定时开机,关机等多波段操作。
控制器位于炉体下方,一体化制作,炉体和温控器的电气连接出厂前已完成。
二、仪器使用操作面板功能SET: 功能键OUT:输出指示PV窗口:测量值SV窗口:设定值普通操作方法:接通电源,按↑键二秒钟使SV窗口出现STOP(暂停)。
设定步骤:按←键PV显示C01。
按←↑↓设置所需的温度。
按SET键,PV显示t01。
按←↑↓设置-1。
等到返回菜单(SV显示STOP)。
再按↓键二秒钟,SV显示RUN即可。
此时PV即显示升温。
SV窗口HOLD和设置的温度交替显示。
例如:要仪器到600℃长期保持自动恒温按←键一下 C01 = 600按SET键一下 t01 = -1等到SV返回STOP,再按↓键。
SV显示RUN即仪器开始工作。
定时功能操作方法:接通电源,按↑键二秒钟使PV显示STOP(暂停)。
真空管式炉使用说明
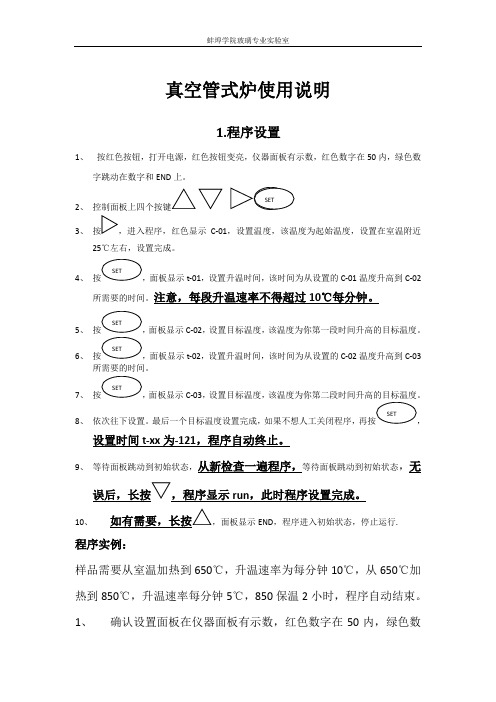
真空管式炉使用说明1.程序设置1、 按红色按钮,打开电源,红色按钮变亮,仪器面板有示数,红色数字在50内,绿色数字跳动在数字和END 上。
2、3、 C-01,设置温度,该温度为起始温度,设置在室温附近25℃左右,设置完成。
4、 面板显示t-01,设置升温时间,该时间为从设置的C-01温度升高到C-02所需要的时间。
注意,每段升温速率不得超过10℃每分钟。
5、 面板显示C-02,设置目标温度,该温度为你第一段时间升高的目标温度。
6、 面板显示t-02,设置升温时间,该时间为从设置的C-02温度升高到C-03所需要的时间。
7、 面板显示C-03,设置目标温度,该温度为你第二段时间升高的目标温度。
8、 依次往下设置。
最后一个目标温度设置完成,如果不想人工关闭程序,设置时间t-xx 为-121,程序自动终止。
9、 等待面板跳动到初始状态,从新检查一遍程序,等待面板跳动到初始状态,无误后,长按,程序显示run ,此时程序设置完成。
10、 END ,程序进入初始状态,停止运行. 程序实例:样品需要从室温加热到650℃,升温速率为每分钟10℃,从650℃加热到850℃,升温速率每分钟5℃,850保温2小时,程序自动结束。
1、 确认设置面板在仪器面板有示数,红色数字在50内,绿色数字跳动在数字和END 上;2、C-01,设置为25; 3、t-01设置为63; 4、C-02设置为650; 5、t-02设置为40; 6、C-03设置为850; 7、t-03设置为120; 8、C-04设置为850; 9、 t-04设置为-121; 10、 等待面板跳动到初始状态,从新检查一遍程序,无误后,等待面板跳动到初始状态,长按,程序显示run ,此时程序设置完成。
11、 完成后,请先将 气路系统设置1、 将炉子安装好,确认进气和排气控制阀(T 字阀)处于最大,将排气管路放置在气体指示器中(盛水容器中)。
2、 检查减压阀,保证减压阀处于最大状态,打开气瓶开关,慢慢紧减压阀,观察排气口有没有气体出来,压力表压力指数是否处于零点。
真空管式炉使用说明
真空管式炉使用说明1.程序设置1、 按红色按钮,打开电源,红色按钮变亮,仪器面板有示数,红色数字在50内,绿色数字跳动在数字和END 上。
2、3、 C-01,设置温度,该温度为起始温度,设置在室温附近25℃左右,设置完成。
4、 面板显示t-01,设置升温时间,该时间为从设置的C-01温度升高到C-02所需要的时间。
注意,每段升温速率不得超过10℃每分钟。
5、 面板显示C-02,设置目标温度,该温度为你第一段时间升高的目标温度。
6、 面板显示t-02,设置升温时间,该时间为从设置的C-02温度升高到C-03所需要的时间。
7、 面板显示C-03,设置目标温度,8、 依次往下设置。
最后一个目标温度设置完成,如果不想人工关闭程序,设置时间t-xx 为-121,程序自动终止。
9、 等待面板跳动到初始状态,从新检查一遍程序,等待面板跳动到初始状态,无误后,长按,程序显示run ,此时程序设置完成。
10、 END ,程序进入初始状态,停止运行. 程序实例:样品需要从室温加热到650℃,升温速率为每分钟10℃,从650℃加热到850℃,升温速率每分钟5℃,850保温2小时,程序自动结束。
1、 确认设置面板在仪器面板有示数,红色数字在50内,绿色数字跳动在数字和END 上;2、C-01,设置为25; 3、t-01设置为63; 4、C-02设置为650; 5、t-02设置为40; 6、C-03设置为850; 7、t-03设置为120; 8、C-04设置为850; 9、 t-04设置为-121; 10、 等待面板跳动到初始状态,从新检查一遍程序,无误后,等待面板跳动到初始状态,长按,程序显示run ,此时程序设置完成。
11、 完成后,请先将 气路系统设置1、 将炉子安装好,确认进气和排气控制阀(T 字阀)处于最大,将排气管路放置在气体指示器中(盛水容器中)。
2、 检查减压阀,保证减压阀处于最大状态,打开气瓶开关,慢慢紧减压阀,观察排气口有没有气体出来,压力表压力指数是否处于零点。
MTI OTF-1200X-S50-LVT 高温真空管炉操作手册说明书

High Temperature Vacuum Tube FurnaceOTF-1200X-S50-LVTOperational ManualMTI Corporation860 South 19th Street, Richmond, CA 94804, USATel: 510-525-3070 Fax: 510-525-4705E-mail: ***************Web site:Content Introduction (3)Technical Specifications (3)Furnace Structure (3)Operating environment (3)Instrument features (4)Operation (4)Tube and flange installations (4)General Operation (5)Temperature Controller Instruction (6)Temperature Controller Setting (7)Temperature Segment Setting (8)Illustration of Temperature Segment Setting (9)Run the program (10)Hold the program (10)Stop the program (10)Temperature Controller Parameters (10)Introduction (10)Parameter Function (11)Parameter Setting (12)Troubleshooting for typical Problems (13)Thank you for purchasing MTI’s products, please read this manual before using the furnace, MTI has no responsibility for any damage caused by customer’s misuse.Notice: The specification data may be different from the data on our website because we keep upgrading the products,IntroductionOTF-1200X-S series high temperature vacuum tube furnace is a CE certified split tube furnace for heating samples up to 1200 o C. KF25 gas outlet and digital vacuum gauge on the right flange and barb gas inlet on the left, allows the furnace to heat sample in vacuum or flowing gas. In addition, OMEGA 1/4’’ O.D thermal couple comes to the left flange, can be inserted inside the tube to exactly measure the sample’s temperature by the readout from the OMEGA calibrator. Precision temperature controller can provide 30 segments heating and cooling steps with +/- 1 °C accuracy. Technical SpecificationsOperating environmentThe operating environment information in the following table may be helpful if you plan to safely operate the instrument:⏹The construction request a dry, hard and flat surface;⏹The instrument shall be kept indoor with nice ventilation and avoided direct sunlight;⏹Operating temperature: 500C~3500C;WARNING: To reduce the possibility of heat-related injuries or of overheating the instrument, do not place the instrument too close to the side wall or obstruct the air vents. Keep the instrument at least 1 meter in distance from the side wall.Instrument features●Power:1200W●Operating V oltage: 110V AC±10 Single Phase (16Amp air breaker required);●Single Phase, 50/60 Hz●Overall Dimensions D x H x W (mm): 340 x 300 x 400;●304 stainless steel chamber;●Maximum Temperature: 1200 0C (<1 hour)●Continues Working Temperature: 1100 0C●Temperature accuracy: +/- 1 0C;●Suggested Normal Heating Rate: ≤10 0C /min●Max. Heating Rate: ≤ 30 0C /min;●Constant Temperature zone: 4" (100mm) (+/-1°C) @ 1000 °C;●Temperature control: 30 segments programmable digital controller with PID function andoverheated and overloaded protection;●V acuum Level: 10-2 torr (by mechanical pump);●Quartz Tubes size (inch): 1. 50mm O.D x 43mm I.D x 450mm L (OTF-1200X-S50)2. 25mm O.D x 20mm I.D x 450mm L (OTF-1200X-S25)●Heating Elements: Fe-Cr-Al Alloy doped by Mo;●Net weight (kg): 18;●Warranty: One Year limited, not included quartz tube.OperationTube and flange installationsOnce you received MTI furnace, please follow these steps to set up the furnace.●Open the box; check out if the instrument and the accessories are well kept during theshipping.●The instrument shall be kept indoor with nice ventilation;●Slightly insert the quartz tube from one side;●Insert the foam block and seal the tube at both ends with flanges.To well install the flange with thermo couple feed through, please be advised that:1.You must put the sealing o-ring in between the feed through and the sealing knob.2.The foam block with groove on it is dedicated to the 1/4’’ O.D. thermal couple.Foam with GrooveSealing KnobSealing O-ring (Black or White in Color)You may need “Pipe Twist” to tighten the Sealing Knob finally.Please refer to the picture below to properly install KF25 fitting:General Operation●Place the test sample inside the tube, slightly insert the foam block and then seal both endof the tube with flanges.●If you are going to set up the V acuum/Gas Flow system with the furnace, please properlyset the vacuum level / flowing rate when you need to purge and charge the inert gas into thetube. It is highly recommended to apply vacuum grease on the flange joint, please visit:/furnaceaccessories.aspx for more information.You must pre-heat the two Alumina Blocks to 800-1000C to drive away the moisture insidethem (because the block is porous) , otherwise, you can not get to 1E-2 torr by mechanicalpump, for instance, the engineer in MTI reached only 1.45 torr before the preheating and1.8E-2 torr after it.Quick Test program is perfect to preheat the alumina block.●Properly connect to the power supply and make sure it is well grounded;●Power on the instrument by pressing “On/Off” button and you will see the control panelstart to blink.●Please refer to the following part “Temperature Controller Instruction” for how to set thetemperature curve.NOTE:Once you finish the set up, we strongly recommend our customer FIRSTLY reading the handbook and then following the instructions of attached “QUICK TEST” inside the package to perform a quick test to check the heating condition of the furnace.CAUTION: To reduce the risk of electric shock or damage to your instrument during your quick test, observe these practices:⏹The outer plate of the instrument must be grounded properly, for safety of operation;⏹The instrument shall be kept indoor with nice ventilation;⏹To reduce potential safety issues, do not place flammable and explosive materials around theinstrument;⏹No explosion-proof, do not put any flammable and explosive materials into the chamber. Temperature Controller InstructionMTI provide two kinds of temperature controller with same function:Here, we will introduce the left one:Temperature Controll er SettingStartup stateWhen start the device, the meter type and program version will display for a few seconds, and then enter the normal state. Blinking “End” indicates the program is in stop state.Meter type & Program versionNormal stateDisplaying switcha. In the “normal state” or “program running state”, press “SET” key for 1 secondto switch to “executing program segment” (Set executing segment or display the ongoing temperature segment).b. Press “SET” key again for 1 second to switch to “running time state” (Display the total running time PV xxxx min. and the elapsed time SV xxxx min.)c. Press “SET” key again for 1 second to back to “normal state”.Setting Temp. Parameter setting/Start the Program, view the time running (SET PAR)Temperature Segment SettingLTDE programmable smart instrumentation auto-controller allows you to set the temperature profile up to 30 segments. To process this function, follow these steps:●Power on the furnace, blinking “End” on the SV window indicates the Normal State;●Press “←” once to display “C01” on PV window;●Set initial temperature to 0 o C by using Keystrokes :“←”, “↑” or “↓”;●Press “Set” to display “t01” on PV window;●Set heat-up time (Usually beyond 30 minutes for this segment in case of temperatureovershooting) from initial temperature to target temperature by using Keystrokes :“←”, “↑” or “↓”;●Press “Set” to display “C02” on PV window; Set the actual working temperature for the secondsegment by using Keystrokes :“←”, “↑” or “↓”;●Press “Set” to display “t02” on PV window; Set heat-up time from initial temperature to targettemperature by using Keystrokes :“←”, “↑” or “↓”;●Press “Set” to display “C03” on PV window, Set the actual working temperature for the thirdsegment;●Press “Set” to display “t03” on PV window; Set heat-up time from initial temperature to target●Press “Set” to display “C04” on PV window, Set the actual working temperature for the fourthsegment;●Press “Set” to display “t04” on PV window, Use Keystrokes :“←”, “↑” or “↓” to set durationfor “C04”;●By pressing “Set”, you can get into the following segments(C05&t05…C06&t06…C07&t07…) for temperature and time setting;●Press “Set” to display “Cxx” on PV window (xx could be any values among 01~30);●Press“←”, “↑” or “↓” to set “-121” in the last segment in order to shut down the furnace;Illustration of Temperature Segment SettingSetting Example:According to figure I above, all segments was recorded in the following:Prompt Input Data DescriptionC01 0 Initial TemperatureT01 45 Heat-up time 45 minutes from 0-450 o C in the first segmentC02 450 Target temperature of the first heat-up stageT02 20 Heat-up time 20 minutes from 450-500 o C in the second segmentT03 40 Keep 40 minutes at 500 o CC04 500 Constant temperature of the third stageT04 30 Heat-up time 30 minutes from 500-1000o C in the fourth segmentC05 1000 Target temperature of the fourth heat-up stageT05 25 Keep 25 minutes at 1000o CC06 1000 Constant temperature of the fourth stageT06 20 Cooling time 20 minutes from 1000 to 800o CC07 800 Target temperature of the fifth heat-up stageT07 25 Keep 25 minutes at 800o CC08 800 Constant temperature of the sixth stageT08 -121 Program end, Out-put power off. Furnace cooling down naturally.(t08 = -121 is an order to stop running)Run the program●When temperature program set up ready, wait until “End” shows on SV window again, thenpress “↓”and hold for two seconds to display “Run” on SV window;●Furnace will run automatically segment by segment according to the program setting;●PV window displays increasing temperature at this moment;Hold the program●If you need to hold the furnace at certain temperature when the program is running, press “↓”for 2 sec to hold the program and again press it to continue.Stop the program●You can stop the program either from running or hold state by pressing “↑” for 2 seconds.Attention:⏹When finish all the segments you need, please end the last segment with -121;⏹It is not suggested to modify any parameters during the execution if he or she is not familiarwith the furnace operation. If there is a must, please first stop the program. Temperature Controller ParametersIntroductionParameter Utility Range Unit/Notice Default ValueEnhance IntegralPro Enhance Proportionfunction1-9999Lt Limit time factor 1-2000 SecondCrtControl period andauto-tune determining1~8Cont Control type setting 3,2 3Ploc Lock the setting 0 1008 to unlock 0Parameter FunctionInt (Integral effect)Int is related to the system sustainment, take temperature for example, the larger, the more stable the system is. Like integral time of PID calibration, this parameter is mainly in charge of the integral work during the adjustment process, for instance, the smaller the Int is set, the stronger the system integral effect is, vice versa. When Int=0, the system will cancel integral and intelligent adjustment.Pro (Proportion effect)Pro is used for adjusting proportion and differential effect. The larger Pro is, the smaller proportion effect is, which means both adjustment and differential effect are enhanced to get sensitive ability to the temperature change, vise versa.Lt (Delay time coefficient)Lt is used to determine tradeoff of the proportion and differential. When it is small, proportion is strong and differential is weak, vise versa. If Lt is no more than the twice of Crt (will mention below), differential effect is off.Note: The three parameters discussed above should be adjusted after “auto-tune”.Crt (Period control and auto-tune determination)Crt is applied for adjusting the calculation cycle (unit is second), which makes critical impact on the system adjustment and of course, if it is set properly, we can better solve the temperature overshooting and system oscillating. Please remember to set this value before auto-tune since Crt may give a direct effect on it. Generally, set Crt in the range of 1~8 if main circuit adopts solid relay orcontrollable silicon unit; more than 8 if main circuit uses alternative current contactor; if Cont=0, set it as 0.Also, this parameter determines result of auto-tune: if it is revised after auto-auto, the auto-tune fails, please revise the value manually and restart auto-tune.Cont (Controlling type)When Cont=2, system starts auto-tune function to work out the value for Int, Pro and Lt, and then system will go to 3.When CtrL=3, adopts advanced AI adjustment, after auto-tune, the system goes to this setting mode, note that you can not startup auto-tune function from the controller panel, for a protection of repeating auto-tune, when you need a re-auto-tune, please set it as 2.Actually, “auto-tone” function could produce exact parameters for a general use. However, nobody could decide an absolutely stable electronic specification of each heating material (like resistance may vary because of temperature or time going by) or the difference between the temperature heating segments.Hence, the “auto-tune” may be not ideal. If so, you can manually modify Int, Pro and LtPLOC:Function lock, no need to revise if general use.Parameter Setting●In the “normal state”, press “SET” key for 2 seconds, you will see parameter “Int” pops up andpress “←”, “↑” or “↓” to modify the parameter.●Press “SET” key for 1 second to go to next parameter and press “←”+“↓” for 1 seconds to backto preceding parameter.●Press “←” and then press “SET” key to back up to “normal state”. Without any operation on thekeys for about 30 minutes, the meter will automatically exit from “parameter setting state”.Troubleshooting for typical ProblemsTroubleshooting resources⏹Refer to “Quick troubleshooting”, the next section in this chapter;⏹Visit MTI web site link: for additional information about theinstrument through Help and Support;⏹Contact us by tel: 510-525-3070 or email: ***************.Maintenance and Caution1. In order to prevent the furnace module from splitting, the furnace shall be used after beingheated for 1 hour at 120 o C and 2 hours at 300 o C if you firstly apply it or have left it aside for long. Never keep the furnace temperature over rated temperature for avoiding damage on heating element or cover. Do not pour any liquid or melting metal into the module to keep clean inside.2. When applying the furnace with quartz tube and the temperature over 1000 o C, the hightemperature part of the tube will be opaque (devitrification), it is a normal phenomenon because of quartz property.3. Set a medium heating rate and small temperature difference between adjacent segments when thefurnace is cool. Please make a considerate setting on the heating rate in terms of the character of material sintered.4. Termly check the wire connection and link junction of the heating element.5. Change the silicon rubber ring inside the flange and reassemble the flange or the vacuum systemif the vacuum value declines obviously.6. Please refer to parameter “M5, P and t” setting if the temperature offset can not be eliminatedand the difference between PV and SV goes far at 300 o C.7. Working environmenta. Circumstance temperature: -10~75 o C.b. Relative humidity: 85%c. Keep from electric dust, explosive and corrosive gas.d. Keep stable position when working.8. MTI’ furnace (not including tube and heating element) has one year warranty since it is shippedout. We will give you free maintenance if there is a quality problem. For any misuse and damage, we will make a charge according to the damage condition if there is a requirement of mending.Notice: MTI never suggest you put any noxious, explosive or flammable gas into the tube. Please remember that the inside air pressure ≤ 0.05 Mpa and over pressure use is forbidden when applying quartz tube or corundum tube at high temperature> 1000C. We have no responsibility for your safety if you are out of this notice.Quick TroubleshootingThe furnace is unable to start upIf the furnace can not turn on when you press the power button:⏹Be sure the furnace is plugged into and AC outlet with adequate power;⏹Fuse in controlling circuit might failure. Check the control circuit and replace the fuse.The temperature inside the chamber can’t go up⏹Temperature may be set too low, adjust the setting value of temperature;⏹Thermocouple may be failure, check and replace the thermocouple;⏹Temperature controller may be broken, check and replace the thermocouple;Real temperature inside the chamber does not match the setting value⏹Temperature sensor may be broken, replace the temperature sensor/thermocouple; Overheated protection alarm⏹Cool furnace down, and find reason why temperature is so high (program setting may bewrong);SV show “OraL” alternately⏹Thermocouple has open circuit, inspect thermocouple;SV show “HIAL” alternately⏹Furnace temperature/tube pressure is over upper limit, Please let the furnace naturallycooling down and then check out the reason of over-heating.。
真空管式炉安全操作规程
真空管式炉安全操作规程真空管式炉是一种常用于高温物质处理的设备,具有高温、大气状体可控、无气体污染等特点。
为了确保操作人员和设备的安全,以下是真空管式炉的安全操作规程:1. 热态操作前的准备:a. 确保炉体及周围环境清洁整齐,无阻挡物。
b. 检查电源供应情况,确保电源正常。
c. 查看真空度指示器,确保真空系统工作正常。
d. 检查炉体密封,确保密封良好。
2. 开启炉体:a. 打开炉体门前应确保内部温度降至安全范围。
b. 缓慢打开炉体门,防止冷空气迅速进入引起温度变化。
c. 关注炉内是否有异常情况,如温度异常升高或异味等。
3. 加热升温:a. 控制加热速度,避免温度急剧升高。
b. 关注温度表,确保温度升温过程在正常范围内。
c. 在加热过程中不得长时间离开设备,以防意外发生。
4. 真空度控制:a. 关注真空度指示器,确保真空度在正常范围内。
b. 如果真空度出现问题,应停止加热并排查原因,确认问题解决后才能继续操作。
5. 炉体冷却:a. 加热结束后,应缓慢降温至安全温度。
b. 关闭加热源,保持炉体冷却。
c. 在炉体温度降至安全范围后,可以关闭炉体门并断开电源。
6. 设备维护:a. 定期清理炉体内部,清除积尘和杂物。
b. 维护真空系统,检查真空度及气密性。
c. 定期检查电源供应情况,确保电气连接良好。
7. 安全防护:a. 操作时应戴上必要的防护装备,如防热手套、护目镜等。
b. 禁止操作人员穿戴松散的衣物或佩戴饰品,防止发生纠缠事故。
c. 遵守操作规程,不擅自更改设备参数或操作流程。
8. 火灾与应急处理:a. 在发生火灾时,应立即切断电源,并使用灭火器或灭火装置扑灭火源。
b. 在无法控制火势的情况下,应立即撤离人员,并联系消防部门。
以上是真空管式炉的安全操作规程,遵守规程可以有效降低操作风险,确保设备和操作人员的安全。
每个操作员都应熟悉并且遵守以上规程,并在操作前进行必要的安全培训。
GSL管式炉操作说明
真空管式高温炉使用手册(图片如与实物不符,以实物为准)尊敬的客户:真诚的感谢您成为科晶产品的用户, GSL-1100系列真空管式高温炉是本公司为高校和科研院所打造的实验室设备套餐之一,从本使用手册的封面上您足以看出它的与众不同和设计者的匠心独具,为了更好的使用该设备,希望您在开始操作本设备之前认真阅读随设备提供的操作使用手册,以免引起误操作造成设备损坏。
一、结构简介GSL-1100系列真空管式高温烧结炉如图所示,集控制系统与炉膛为一体。
炉衬使用真空成型高纯氧化铝聚轻材料,采用电阻丝为加热元件。
石英玻璃管横穿于炉体中间作为的炉膛,炉管两端可选用不锈钢法兰密封,工件式样在管中加热,加热元件与炉管平行,均匀地分布在炉管外,有效的保证了温场的均匀性。
测温采用性能稳定,长寿命的“K “型热电偶,以提高控温的精准性。
它是专为高等院校﹑科研院所及工矿企业对金属,非金属及其它化和物材料在气氛或真空状态下进行烧结﹑融化﹑淬火而研制的专用设备。
炉体的控制面板配有智能温度调节仪,控制电源开关、主加热工作/停止按钮输出指示灯,以便随时观察本系统的工作状态。
设备可横可竖 方便各工位的操作二、 设备安装接线1. 打开包装箱,检查设备是否完好,根据装箱单检查配套附件是否完整。
2. 设备放置地点应选择空气流通,无震动,无易燃﹑易爆气体或高粉尘的场所。
3. 安装炉管及绝热塞子GSL-1100系列炉管及绝热塞子的安装如图示:4. 安装法兰(如需较高真空,各步骤均需涂抹真空规脂)密封法兰的安装如图示:1.将内法兰套在炉管上,炉管超出压盖一定长度。
2. 将密封圈“1”套上。
3. 套上“压环” 。
5. 将外发兰装上。
6. 均匀的上好三颗内六角螺栓。
7. 两侧安装步骤相同。
5. 炉体电源AC220V/AC110V,请仔细核对设备铭牌,以免造成不必要的损失。
电源线采用16A的插头线,如右图示。
请自行安装16A 的插座与所采购设备相匹配,在插座前级加装与炉体工作电流相匹配的空气开关,可靠连接接地保护线,切勿将高电压引入,以免引起仪表及控制线路的损坏,不用时请关闭电源。
高温真空炉操作规程

高温真空炉操作规程《高温真空炉操作规程》一、目的和范围高温真空炉是一种用于高温处理材料的设备,本规程适用于所有高温真空炉的操作人员。
操作人员必须严格遵守规程,确保安全生产和设备正常运行。
二、操作人员要求1. 操作人员必须接受相关的培训,了解高温真空炉的结构、原理和操作方法。
2. 操作人员必须穿着符合安全要求的工作服和防护装备。
3. 操作人员必须严格按照规程操作,不得擅自更改设备参数或进行不当操作。
三、设备准备1. 检查高温真空炉的外观和内部结构,确保设备无损坏或异物。
2. 检查真空系统、加热系统和控制系统,保证设备工作正常。
3. 上述检查无异常后,才能进行操作。
四、操作程序1. 开机前,检查加热系统和真空系统是否正常运行。
2. 设定高温和真空的参数,启动加热和真空系统。
3. 加热过程中,注意观察设备运行情况,确保温度和压力处于控制范围内。
4. 加热完成后,逐步关闭加热系统和真空系统。
待设备冷却后,方可进行下一步操作。
五、安全注意事项1. 高温真空炉在运行时温度很高,操作人员不能直接接触炉体,应使用专门工具。
2. 操作人员必须随时注意设备运行状态,如有异常情况应立即停机并上报。
3. 操作人员在操作过程中不得离开设备,必须全程监控设备运行情况。
六、设备维护1. 高温真空炉操作结束后,要对设备进行清洁和维护,确保设备处于良好状态。
2. 定期对设备进行检查和维护,及时发现和解决设备故障。
以上规程为高温真空炉操作人员必须严格遵守的操作规程,操作人员如果发现任何异常情况或者不明白的地方,应及时向相关负责人反映。
真空炉操作说明

真空炉操作说明真空炉是一种常用于高温处理的仪器设备,主要应用于金属材料的热处理、晶体生长、光电器件制造等领域。
正确操作真空炉不仅能保证生产工艺的顺利进行,还能确保人身安全和设备的正常运行。
本文将介绍真空炉的操作步骤和注意事项,以便用户正确、安全地使用真空炉。
一、准备工作在操作真空炉之前,需要做好以下准备工作:1. 检查设备:确认真空炉的各项部件是否完好,特别是加热元件、电源和真空泵等。
若发现异常或故障,应及时联系维修人员进行处理。
2. 清理操作区域:确保操作区域干净整洁,避免杂物阻碍操作或引发事故。
3. 确认操作目的:明确所需进行的操作类型和目的,以便设定合适的参数和工艺条件。
二、操作步骤以下是使用真空炉时的基本操作步骤:1. 打开真空炉门:轻轻拉开真空炉门,并确保门口清洁。
2. 放置待处理样品:根据需要,在真空炉内部合适的位置放置待处理样品,注意不要使样品与加热元件直接接触。
3. 关闭真空炉门:轻轻关闭真空炉门,并确保门口完全密封。
4. 接通电源:根据所需的加热温度和时间,在真空炉的控制面板上设定相应的参数。
5. 开始加热:按下启动按钮,真空炉将开始加热过程。
此时需要根据设备厂家提供的操作手册,确保以正确的参数进行加热。
6. 观察过程:在加热过程中,可以通过观察观察窗口或真空炉的显示屏,了解当前的温度和真空度等信息。
7. 停止加热:当达到所设定的加热时间或温度时,按下停止按钮,真空炉将停止加热。
8. 冷却过程:在停止加热后,需要进行冷却处理。
可以选择自然冷却或通过额外的冷却装置加速冷却过程。
9. 打开真空炉门:待真空炉内温度降至安全范围后,可以轻轻打开真空炉门,取出已处理的样品。
10. 关闭真空炉:将真空炉的各项参数恢复到初始状态,关闭电源并注意设备的安全。
三、注意事项在操作真空炉时,需要注意以下事项以确保安全和设备正常运行:1. 阅读操作手册:在操作真空炉之前,仔细阅读设备厂家提供的操作手册,了解设备的结构和使用方法。
管式炉操作及注意事项

操作流程及注意事项1.检查仪器的完整性,部件是否完好,仪表状态是否正常,阀门是否关闭。
2.一切正常情况下,打开5,上下螺丝的时候注意要同时弄。
避免对仪器项圈造成伤害。
将样品小心置于管中央部分14cm左右,用套管时用尺量距离注意样品摆放的位置,舟需统一平不能歪,有硅片时注意硅片平衡不可掉落。
然后装回5。
(若阀门未关闭则关闭各阀门;仪表2显示非正常大气压,则先打开氮气阀门并调节气体速率,打开1,通入气体直到表2显示管内为正常大气压状态停止通气,再进行上述操作)3.关1,3打开4打开泵抽气,观察表2指针直至显示管内为真空状态。
注意关闭3防水倒吸。
4.关泵关4,检查仪器气密性。
等待一段时间,观察表2上面的刻度是否发生变化,若未发生变化,则证明装置气密性良好,可以实验。
否则说明漏气,需进一步检查漏气部位。
5.打开氮气阀门,并调节气流速率至合适,开1,观察表2,待指针指向正常大气压刻度稍过一点,打开3,观察水中气泡,并再次调节气流速率至合适(有气泡冒出即可),并稳定。
6.关上管式炉盖子,扣子先扣下再扣上。
确认盖子关闭后,打开电源(总电源及仪器后面开关),并扭动LOCK,开启显示器。
进入设定,按键STEP1输入C1T1,STEP2输入C2T2,STEP3输入C3T3等,最后一个T设置为-121。
设置完成后,长按下键至显示run再按下绿色turn on 按钮,启动,随之指示灯亮起。
进行实验。
7.加热结束,等自然冷却,然后打开上盖,关闭氮气阀门,关1,3,打开5取出样品后装回。
8.最后按红色turn off按钮关闭,关闭LOCK,关闭电源,实验结束。
9.检查仪器完整性,确认各阀门关闭,仪器正常。
管式炉示意图。
高温炉操作演示指导书详解

控制参数。
● 自整定结束后,仪表自动将CtrL值置为 3,意味着以后无法从面板 再次启动自整定
人工智能调节方式及人工修改
◎ 如果控温程序运行时,偏差过大或温度上下摆动过于平凡,可启动自 整定功能来 协助确定 M5、P、t控制参数。系统在不同程序温度给定值下整定出的参数值不完全相 同,执行自整定功 能前,应在最常用,或最关心的温度值上启动自整定的操作功能。初次启动自整定,在程序运行 状态,在最关心的温度值上,将控制方式参数‘CtrL’设置为2,切换到 显示状态,此时仪表将闪动 显示“AT”字样,表明仪表已进入自整定状态。自整定时
(4) 按下绿色Turn-on按键, 听见“嘭”的一声,主继 电器吸合。
设备运行一段时间后 (一般在300℃ ~400℃左右)
若偏差还不能消除, 或控温程序运行时控 温精度太低,偏差过大或 温度上下摆动过于平凡 ,可在自己使用最高温 度的80﹪温度段启动 自整定功能来协助确定
M5、P、t控制参数
(关机顺序相反)
(7)用夹具将铝箔 轻轻的加紧。
(6)元件如过于 松动,请用耐温 棉将其塞紧。
(5)轻轻将元件插 入炉中。
操作注意事项
1. 在使用设备之前,要认真的阅读随机配备的说明书,如有不清楚的请 TEL:0371—67197091 咨 询.
2.本公司的大功率高温炉,供电电源强烈要求使用独立的相应与设备容量大小的的空气开关,电 源线尽可能短一些,禁止使用插头,插座代替。
(8) 在拧上瓷块固定夹时,硅钼棒上提5mm,使硅钼棒棒体不接触 到炉内底板
(9) 倒置步骤4,3,2,1,更换完毕。
管式炉使用说明书

管式炉使用说明书1产品特点可选择进口单设定点或40 段可编程控制器。
节能型的陶瓷纤维材料和双层结构,可将外表温度降到常温。
均温区长,操作简便,密封可靠,综合性能指标较高,处于国内领先水平。
可选择配置耐热钢、石英玻璃、刚玉陶瓷等材料炉管可通氮气氢气氩气等气体选配:40段可编程控制器型号可选择RS-485串口(另购)实现计算机通讯。
一级机械抽真空泵。
本电炉严格按用户要求特别订货,主要用于产品的实验研究及小批量生产。
电炉为高温节能型箱式炉。
主要由以下部份组成:1台炉体(含气氛保护与真空装置)1套硅碳棒加热系统1套气路系统1套温度控制与显示系统温度控制系统采用先进的仪表(岛电FP93),内置人工智能PID功能,加热时,根据工艺要求自动进行多段加热程序,达到有效与精确控制温度.新炉在使用前必须按要求进行烘炉,客户可以根据自身要求编制加热曲线使用本炉.当本炉长期停用(累计6月以上)必须根据本说明书上的烘炉工艺要求重新烘炉一次。
管式炉炉膛为一长方形,采用U形硅碳棒两侧加热,共4根,安装使用方便。
其两端开有圆孔,便于刚玉炉管穿过炉膛。
炉膛材料采用1500型陶瓷纤维,其他保温采用1260陶瓷纤维材料,具有优良的节能性能和快速升温性能。
2. 技术参数2.1.1炉膛尺寸:φ80×340mm炉管尺寸:φ100/φ80×1000 mm,材料:刚玉2.1.2额定功率: 6KW2.1.3额定温度: 1400℃常用温度: 1350℃2.1.4温控点数: 1点S型热电偶1支2.1.5 工作电源:单相220V±10%2.1.6加热元件: U形硅碳棒φ14/150/150×60,电阻2.4Ω,4根,接法2C2B。
2.1.7 炉内气氛: 氮气、氢气炉口采用水冷炉口,炉门密封采用硅橡胶。
3. 电炉组成及保养电炉主要由以下部份组成:炉体(含气氛保护与炉口冷却装置)气路系统硅碳棒加热系统温度显示、控制系统加热系统应保证接线接触良好,新炉使用一段时间后,第一次发现元件断损,由于使用后元件电阻增大,应立即整套更换新的发热元件。
高温炉的操作方法说明书

高温炉的操作方法说明书操作方法说明:尊敬的用户:感谢您购买我们公司生产的高温炉。
为了您能正确、安全地操作使用该设备,请仔细阅读本手册并按照说明进行操作。
一、安全须知1. 在操作高温炉之前,请确保您已经了解并掌握了相关的安全操作要求,并穿戴好防护装备,包括防火手套、防护眼镜等。
2. 严禁在高温炉旁放置易燃、易爆、有毒等危险物品,以免引发事故。
3. 操作结束后,请将高温炉的电源关闭,并等待其降至安全温度后进行清洁和维护。
二、设备布局1. 高温炉通常由控制面板、加热腔和排风系统组成。
请确保设备安放在通风良好、干燥的地方,并远离易燃、易爆等危险区域。
2. 控制面板上的按钮和指示灯用于设定和显示高温炉的相关参数。
在操作前,请确保控制面板上的按钮处于正常状态。
三、操作步骤1. 打开电源开关,使高温炉进入待机状态。
确认控制面板显示正常后,开始进行下一步操作。
2. 根据需要,设置高温炉的温度和时间。
您可以通过控制面板上的按钮进行温度和时间的调整。
请注意,设定的温度不得超过高温炉的额定温度范围。
3. 打开加热腔的门,将待加工材料放入加热腔中。
请确保材料放置的位置合适,不得阻碍加热腔内空气的流通。
4. 关闭加热腔的门,并确保门已经完全关闭。
过程中不要用力猛推加热腔门,以免损坏设备。
5. 按下“开始”按钮,高温炉开始加热。
请耐心等待设定的时间,确保加工材料完全达到设定温度。
6. 温度达到设定值后,高温炉会自动停止加热,并发出声音或显示提示灯进行提醒。
此时,请按下停止按钮,停止加热过程。
7. 打开加热腔的门,取出已加工的材料。
请注意,取出材料时务必佩戴好防护手套,以免烫伤。
四、维护与保养1. 每次使用高温炉后,请务必将设备断电,并等待其冷却至安全温度后进行清洁和保养工作。
2. 清洁高温炉时,请使用干净、柔软的布进行擦拭,切勿使用化学清洁剂或金属刷等硬物品,以免划伤设备表面。
3. 定期检查和更换高温炉内部的耗损零件和配件,以确保设备的正常运行和安全使用。
MXG系列真空管式炉使用手册说明书

产品编号:MXG系列真空管式炉使用手册(图片如与实物不符,以实物为准)重庆市松朗电子仪器有限公司地址:重庆市沙坪坝区陈家桥街道建博路8号服务热线:************网址:目录一.产品介绍二.设备的安装接线三.设备操作四.仪表的基本操作和注意事项五.加热元件的更换六.设备保养及维护注意事项七.MXG系列真空管式炉各型号参数介绍八.常见故障及排除九.可供选择的配件十.订货需知尊敬的客户:真诚的感谢您成为微行产品的用户,MXG 系列真空管式高温炉是本公司为高校和科研院所打造的实验室设备套餐之一,从本使用手册的封面上您足以看出它的与众不同和设计者的匠心独具,为了更好的使用该设备,希望您在开始操作本设备之前认真阅读随设备提供的操作使用手册,以免引起误操作造成设备损坏。
一、结构简介MXG 系列真空管式高温烧结炉如图所示,集控制系统与炉膛为一体。
炉衬使用真空成型高纯氧化铝聚轻材料,采用硅钼棒、硅碳棒或电阻丝为加热元件。
刚玉管或石英玻璃管横穿于炉体中间作为的炉膛,炉管两端用不锈钢法兰密封,工件式样在管中加热,加热元件与炉管垂直,均匀地分布在炉管两侧,有效的保证了温场的均匀性。
测温采用性能稳定,长寿命的K , S ,B 型热电偶,以提高控温的精准性。
它是专为高等院校﹑科研院所及工矿企业对金属,非金属及其它化和物材料在气氛或真空状态下进行烧结﹑融化﹑分析而研制的专用设备。
炉体的控制面板配有智能温度调节仪,控制电源开关、主加热工作/停止按钮,配有电源和报警指示灯,以便随时观察本系统的工作状态。
二、设备的安装接线a .设备必须是安装在水平的不震动的平台上,远离爆炸性的气体和材料;b .打开炉子的后板,接线端子需连线到空气开关上,电源单相220V AC 接法,接线端子L1接空气开关上的A 相,N 接零线,⊥接地线,见图1。
c.三相电源接法如下图:接地线处接220V 电源零线接380V电源零线三、设备操作1.线路连接完毕,检查线路是否对;2.开启空气开关;3.旋转电源开关,看控温仪表的是否显示;4.把物料放入石英管内,用坩埚钳把物料放到正中间的位置;5.装好法兰;6.设置仪表(参照仪表说明书,仪表的其他参数出厂前已经设置好,用户只需设置需要的温度升温、恒温、降温程序曲线。
真空高温管式炉操作规程

GSL-1300X、1600X真空高温管式炉操作规程一、准备工作1.设计升降温曲线,升温速率不得高于10℃/分钟,降温速率应低于15℃/分钟。
2.清扫环境。
3.每周开始使用管式炉时,检查机械泵油线处于标线以上,拆除两端盖,用吸尘器清洁刚玉炉管。
4.将样品舟推入刚与管炉膛中部(恒温长度10cm)。
5.塞上两块隔热炉塞,使第二个炉塞的末端与炉体侧面平齐。
6.装上气炉法兰,确认密封垫落入槽中。
二、充工作气体Ⅰ. 使用氢气作为工作气体时1.接通氢气气路,对各接头处用肥皂水检漏,确认不漏气。
2.确认各阀门处于关闭状态。
3.逆时针旋转旋钮开氢气瓶主阀,顺时针旋动旋钮,缓慢打开出口减压阀,使出口气压在0.1MPa。
4.接通机械泵电源,打开管式炉出口阀和机械泵气路上的两个阀门,抽5分钟。
5.关闭机械泵气路上的两个阀门,关闭管式炉出口阀门,关机械泵。
6.逆顺时针打开上气路控制阀,使箭头指向“开”位置。
7.逆顺时针调节流量计旋钮,使示数在20ml/min。
8.逆时针旋动旋钮,打开管式炉进气阀,直至气压表读数为零。
9.打开管式炉进气阀,打开氢气气路上的红色出口阀门。
10.在通氢气满十分钟后,才能开始加热管式炉。
加热前,逆时针调节流量计旋钮,使锥形瓶中气泡出现的速度为2个/秒钟。
Ⅱ. 使用惰性气体作为工作气体时1. 接通工作气体气路,将管式炉气体出口端连接机械泵。
2. 打开管式炉进气阀,合上真空泵电源,打开出气阀(注意把住法兰,避免炉管受力过大),抽空刚玉管和气体管路。
3. 当管式炉真空表到-0.1(指针到尽头时),关闭出气阀,关闭进气阀。
4. 逆时针旋动旋钮开气瓶主阀,顺时针旋动旋钮,缓慢打开出口减压阀,使出口气压在0.004MPa(2小格)。
5. 逆时针旋动旋钮,缓慢打开管式炉进气阀;密切注意管式炉气压表,确认气压在0.08MPa 以下(如气压高于0.08MPa,打开管式炉出气阀放气)。
6. 管式炉气压表当气压稳定时,关闭管式炉进气阀,打开出气阀,抽真空到-0.1,关管式炉出气阀。
真空管式炉使用

真空管式炉使用
1.打开左侧法兰,取出炉膛塞
2.装入试样至炉子中心,装入炉膛塞,用法兰连接气管(注意气密性)
3.抽真空
(1)开冷却水,水龙头开至最大
(2)开电闸:第二排电闸中,推上第二排左数第二组黑色电闸(真空泵)
(3)打开真空泵控制台后部开关
(4)取下机械泵出口盖子
(5)关闭炉左侧进气管阀门,打开离子泵入口阀门(逆时针为开)
(6)打开控制台面板左下的机械泵开关
(7)待机械泵运行10~15 min后,按绿色“运行”按钮
(8)待液晶屏频率示数(第二项)达到最大(大约450)时,关闭离子泵入口阀门,按下红色“停止”按钮
(9)待频率示数下降到0时,关闭机械泵开关,关闭真空泵控制台后部开关,盖上机械泵出口盖子,关闭冷却水
4.通入氩气:关闭氩气减压阀,打开炉左侧进气管阀门,打开氩气钢瓶阀,用减压阀控制
进气量至一个大气压。
关闭氩气钢瓶阀和炉左侧进气管阀门
5.温控程序设置并启动
(1)switch键拧到左边开机
(2)左侧面板设定温度程序
(3)按下绿色“turn on”按钮
(4)运行面板在按run
6.等待。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8. 安装完毕应通电试机。
三、设备启动操作
1. 开机顺序如图示:
2. 关机顺序 (1) 程序运行结束后, 仪表处于“Stop”的基本状态。若中途需停止运行控温程序, 按仪
表的 停止键使仪表处于“Stop”的基本状态。
3
合肥科晶材料技术有限公司
(2) 按下红色Turn-off 按键使主继电器断开。 (3) 关闭Lock 开关切断控制电源。 (4) 关闭总电源,工作结束。
四、智能调节仪的介绍
1. 主要特点: (1) 采用先进的AI人工智能调节算法,无超调,具备自整定功能,可实现任意斜率的升、
密封法兰的安装如图示:
2
合肥科晶材料技术有限公司
6. 请使用与所采购设备相匹配的工作电源电压,加装与炉体工作电流 相匹配的空气开关(详见P18~19 页“真空管式高温炉规格型号”中 的额定电压和客户自配空气开关栏),可靠连接接地保护线,切勿将 高电压引入,以免引起仪表及控制线路的损坏,不用时请关闭电源。
一、结构简介
OTF 系列及GSL 系列真空管式高温烧结炉如图所示,集控制系统与炉膛为一体。炉衬 使用真空成型高纯氧化铝聚轻材料,采用硅钼棒、硅碳棒或电阻丝为加热元件。刚玉管或石 英玻璃管横穿于炉体中间作为的炉膛,炉管两端用不锈钢法兰密封,工件式样在管中加热, 加热元件与炉管平行,均匀地分布在炉管外,有效的保证了温场的均匀性。测温采用性能稳 定, 长寿命的“B”型或“S”型热电偶,以提高控温的精准性。它是专为高等院校﹑科研 院所及工矿企业对金属,非金属及其它化和物材料在气氛或真空状态下进行烧结﹑融化﹑分 析而研制的专用设备。OTF 系列真空管式炉能够快速开启,快速升降温,方便客户对特殊 材料的装载,烧制和观察。炉体的控制面板配有智能温度调节仪,控制电源开关、主加热工 作/停止按钮,配有电源和保险指示灯,电压、电流指示,以便随时观察本系统的工作状态。
CtrL=2 启动自整定参数功能,自整定结束后会自动设置为3。 CtrL=3 采用先进的AI智能调节算法,自整定结束后,仪表自动进入该设置,该设置 下不允许从面板启动自整定功能,以防止误操作重复启动自整定。 5) 最大输出限流OPL: 设置了分段限流功能时(200℃以下)的最大输出。 6) 最大输出限流OPH: 没有设置分段限流功能时的最大输出。、 7) 参数锁禁LOC: 高温炉的内部功能参数锁,一般无需客户改动。(请不要把该参数设置为别的数值, 可能会导致该系统无法工作)
仪表的自整定功能整定出的参数准确度较高,但由于各加热元件的特殊电气特性(电阻 率随着温度的升高或时间的推移而改变),及各温度段升温速率的差异,自整定的参数可能 并不是最佳值,如果正确地操作自整定还无法获得稳定的控制,可适当人工修改M5、P、t 的 控制参数。
人工修改时,注意观察系统响应曲线,如果: ① 短周期(与自整定或位式调节时振荡周期相当或略长)振荡;
仪表开机显示仪表型号及软件版 本号约几秒钟后即进入温度测量 显示的基本状态状态,“SV” 闪动 显示‘STOP’表示程序处于停止状 态如图所示。
2. 显示切换如下图示: 1) 在基本状态或程序运行状态下,按 键1秒切换至(PV STEP﹑SV xx 段)运行
程序段状态。(设置运行段或显示正在运行的温度段) 2) 再按 键1 秒切换至该段运行时间状态。( 显示运行段总运行时间PV xx标值是下一段
的起始温度。(按
三键修改数据)
③ 按 键约2秒,可返回设置上一参数。
④ 先按 键再按 键可退出控温程序设置状态。如果没有任何按键操作,约30秒钟后仪
表会自动退出参数设置状态。
2. 程序设置举例:用键盘输入如下温度程序曲线: 仪表采用 CTC 的形式来输
八、控温程序的设定
控温程序的设定是用户对自身烧结材料工艺条件的选择,正确的设置控温程序是成功烧
结材料的前提。
1. 控温程序设置如下图示:
① 在基本状态下按 键1秒,仪表就进入控温程序设置状态,仪表首先显示的是当前运行
段起始给定值,可按
三键修改数据。
7
合肥科晶材料技术有限公司
② 按 键1秒将依次显示下一个要设置的程序值(当前段运行时间),每段控温按Ct的方
降温控制,具有跳转(循环)﹑运行﹑暂停及停止等操作命令。测量精度:0.2 级。 (2) 51段程序控制功能。 (3) 掉电数据保存。 2. 仪表面板
3. 仪表接线:
4
合肥科晶材料技术有限公司
五、智能调节仪的显示切换
仪表的工作显示表示仪表所处的工作状态,其工作状态决定您是否可进行某种操作,因 此用户使用该设备或进行某项操作时要注意仪表的工作状态。 1. 开机状态:
入温度曲线,用各种提示符来提 示应输入的数据,曲线形状由折 点处的坐标来确定。
(升降温速率10℃) 在输入数据之前请按下列顺序和格式填写数据表:
8
合肥科晶材料技术有限公司
用
四键,将上述数据依次输入,即完成程序曲线设置。
注意:
运行曲线结束一定要设置结束语“t X -121” !!!并注意程序要有连续性。在运行
十一、控温程序的停止
停止控制如下图所示: 在程序处于运行或暂停状态下,按 键约2秒钟,仪表下显示器SV 将显示‘Stop’的
符号,此时结束程序控制,仪表处与停止状态的基本状态,同时参数“STEP”被修改为“1” 此时PV显示炉温“xxxx℃”,SV显示“Stop”。
10
合肥科晶材料技术有限公司
十二、M5、P、t 控制参数的调节
控制过程中可进行控温程序的修改,以后按修改后的控温程序曲线控制运行。操作不熟练的
客户不建议在运行控制过程中修改控温程序,有可能由于修改而导致温差过大,造成过流。
如需要更改控温程序可先停止程序运行再修改控温程序。
九、控温程序的运行
投入自动控制如下图示: 1. 若仪表原来只处于基本状态(程序处于停止状态,下显示器SV交替显示 ‘Stop’),按
系统在不同的温度下整定出的参数值不完全相同,执行自整定功能前,炉温应在最常用, 或最关心的温度值的80%处,仪表处于运行状态下,将仪表的控制方式参数‘CtrL’设置为2, 再按 键+ 键切换到运行状态,此时仪表将闪动显示“AT”字样,表明仪表已进入自整 定状态。自整定时仪表执行位式调节控制炉体,(硅钼棒做加热元件的炉体在400℃以前不 易启动自整定)经2—3次振荡后,仪表自动分析高温炉的温度控制周期﹑幅度﹑波型及该 温度段的保温系数,自动计算出M5、P、t的控制参数。若要提前放弃,可按 键约2秒钟 使仪表停止闪动显示“AT”字样即可。视不同温区,自整定时间长短不一,自整定结束后会自 动将参数‘CtrL’设置为3。如果今后还要启动自整定可将控制方式CtrL 设置为2后重新启动。
可减小P(优先),加大M5 及t ② 长周期(数倍于位式调节时的振荡周期)振荡;
可加大M5(优先),加大P,t ③ 无震荡而静差太大;
可减小M5(优先),加大P ④ 最后能稳定控制但时间太长;
可减小t(优先),加大P,减小M5 调试时可用逐试法,既将M5、P、t 参数之一增加或减少30%—50%,如果控制效果 变好,则继续增加或减少该参数,否则往反方向调整,直到获得合格的调节质量为止。一般 先修改M5,如果无法满足要求再依次修改P、t 参数,直到满足要求为止。
合肥科晶材料技术有限公司
真空管式高温炉使用手册
(图片如与实物不符, 以实物为准)
尊敬的客户: 真诚的感谢您成为科晶产品的用户, OTF 系列及GSL系列真空管式高温炉是本公司为
高校和科研院所打造的实验室设备套餐之一,从本使用手册的封面上您足以看出它的与众不 同和设计者的匠心独具,为了更好的使用该设备,希望您在开始操作本设备之前认真阅读随 设备提供的操作使用手册,以免引起误操作造成设备损坏。
已运行时间SV xxxx 分钟) 3) 再按 键一秒返回基本状态。
5
合肥科晶材料技术有限公司
六、智能调节仪的性能参数切换
仪表性能参数决定仪表的运行状态及控制精度。 设置仪表性能参数如下图示: 1) 在基本状态下,按键约2 秒仪表进入参数设置状态并显示性能参数M5的设定值。 2) 在性能参数M5 的状态下按键1秒,仪表将依次显示各现场参数,采用三键可以修改各性 能参数值。(出厂前各性能参数已经配置好,无特殊要求一般无需改动) 3) 按键约2秒,可返回显示上一参数。 4) 先按键再接着再按键可退出参数设置状态。如果没有按任何操作键,约30秒钟后会自动 退出参数设置状态。
6
1. 性能参数:
合肥科晶材料技术有限公司
七、智能调节仪性能参数的说明
2. 参数功能说明 1) 保持参数M5:
定义为输出变化为5% 时,控制对象基本稳定后测量值的差值。它主要决定调节算 法中积分作用,和PID调节的积分时间类同。M5 越小,系统积分效果越强。M5越大, 积分效果越弱(积分时间增加)。设置M5=0 时,系统取消积分作用及人工智能调节功 能。调节部分成为一个比例微分(PD)调节器。 2) 速率参数P:
键1秒,进入运行程序段状态(PV‘STEP’﹑SV‘xx’段)用户可以自己选择从第 几段开始,通常程序运行段号‘STEP’随着程序的执行自动增加或跳转,无需人为干涉。 有时因特殊因素,在程序运行中有时希望从程序的某一段开始,或直接跳到某一段执行 程序,可通过修改‘STEP’值来实现。再按 键+ 键返回基本状态。 2. 按 键约2秒钟(下显示器SV 显示‘run’)仪表投入自动控制状态。
M5、P、t 控制参数设置的正确与否直接关系到高温炉的控温精度,该设备出厂时已进 行严格的高温预烧测试(速率5℃/min),并已依据该炉的性能对控制参数M5、P、t 予以 确定,一般无需改动,基本可满足95%以上的客户要求,但由于各地域炉体环境及各客户 的生产工艺要求不同,可能正确地操作而无法获得稳定的控制,这时可启动仪表的自整定功 能来协助确定M5、P、t 控制参数。