MY1B20-100资料下载
液晶杜邦17011电源电源测试系统说明书

EthernetMODEL 17011KEY FEATURESHigh precision output and measurement up to 0.015% of full scaleFast current response up to <100 µS High sampling rate up to 10 mS Flexible sampling recording ( t, V , I, Q, E)Channel parallel output function with maximum 1200A outputHigh efficiency charge and discharge with low heatingEnergy recycling during discharge (AC/DC bi-directional regenerative series) Waveform simulation function (current/power mode) Built-in DCIR test functionBuilt-in EDLC capacitance and DCR test functionOperating modes: CC / CP / CV / CR / CC-CV / CP-CV / Rest / SD test Multi-level safety protection mechanism Integrable data logger and chamberAPPLICATIONSElectric vehicle Electric scooter/bike Energy storage system Power toolsQuality inspection agency The Chroma 17011 Battery Cell Charge and D ischarge Test System is a high precision system designed specifically for testing lithium-ion battery (LIB) cells, electrical double layer capacitors (ED LC), and lithium-ion capacitors (LIC). It is suitable for product development, quality control, and is helpful program editing and test results analysis much easier.The Chroma 17011 test system has flexible software editing functions embedded that can create basic charging/discharging or complex cycle tests for each channel to run BATTERY CELL CHARGE & DISCHARGETEST SYSTEM MODEL 17011P r o vided b vided by y : com (800)40404-A -ATE TEC CAd Advanced vanced T Test estE quipment Rentals®High precision – improving product qualityVoltage / current measurement accuracy: 0.015 of F.S. / 0.02 of F.S.Wide range of voltage output: Equipped with a 0V to 6V output range, and specific models allow to switch between three built-in voltage output modes. Voltage measurements distinguished up to 0.1mV.Multiple range measurement design: Providing various current or voltage ranges (depending on the model) to greatly improve measurement accuracy and resolution. The current range switches automatically and at the constant voltage mode there is no current output interruption.Fast current response – suitable for a variety of high-speed transient test applicationsCurrent response time (10% to 90%) < 100 µS *1Support dynamic waveform to simulate the rapid changing current and power states*1: The current response time <100 µS applies to model 17216M-10-6, the impedance of other UUTswill slightly differ.Rise Time<100 µS (17216M-10-6)Rise Time<250 µS (17208M-6-30)Model 17216M-10-6Model 17216M-6-12Model 17208M-6-30Model 17208M-6-60Multi-Voltage Range (17216M-10-6)Multi-Current RangeLoading waveform currentDynamic waveform simulation Dynamic waveform simulationCurrent and power dynamic charge/discharge waveform, simulate the actual battery usage of car driving or other real life applicationsImport the current and power waveforms from Excel fileSave 1,440,000 points in each channel for long hour dynamic testingMinimalize time interval for data output: 10 mS*1: 17216M-10-6 has three built-in voltage output modes that can be switched through the software settings.*2: 17208M-6-60 has to be paired with an external power supply and placed into a rack; other models contain an integrated power module and can beused either stand-alone or in a rack.Rise time < 5 mSEnergy recycling – optimal utilization of electricityDirect recycling: Automatically transfer the discharging energy to the battery cells to be charged with recycling efficiency >80% Grid recycling: Recycle the excessiveenergy to the grid with recyclingefficiency >60%Low carbon emissions for green energy,preventing waste heat from generatingduring dischargeSaving electricity costs with highefficiency power charge and dischargeSaving air conditioning costs on coolingequipmentCurrent harmonic distortion <5%for feedback to grid currentPower factor >0.98 at rated powerHigh precision – improving product qualityVoltage accuracy: (0.02% of Reading + 0.02% of F.S.)Current accuracy: 0.05% of F.S.Fast current response – waveform modeCurrent response speed (10% to 90%) < 5 mS applicablefor all kinds of testsSupport dynamic waveform to simulate the current and power stateof actual car driving with NEDC, FUDS and DST test standardsAC/DCChroma 17212M-6-100Chroma A691104Direct RegenerationAC/DC* A fitting AC/DC bi-directional converter is chosen according to the power input and placed into a rack.Flexible paralleling channels for outputT h e t e s t s y s t e m s a l l o w f l e x i b l e s e t t i n g f o for various UUTs.which supports full range of productsSuitable for high ratio charge and discharge test or diversified battery test applicationsData protection and recoveryPower loss data restoring mechanism: After a power loss, the PC will automatically recover the data status of the testingdata that already was written into the database. The user can choose to resume or restart testing.High frequency sampling measurement technology – improving measurement accuracyV / I sampling rate: 50 KHz (∆t 20 µS)Generally, battery testers use software to read current values for calculating power; however, limited data sampling rates could result in large errors when calculating the dynamic current capacity. By increasing the sampling rate and using a double integration method, Chroma 17011 is able to provide a capacity calculation with much higher accuracy. When the current changes, the data is not lost and the transmission speed is not affected.* Note: The current response time <100 µS applies to model 17216M-10-6, the impedance of other UUTs will slightly differ.General charger/discharger sampling rateChroma charge & discharge tester sampling rateHPPC TestHPPC test applicationHPPC is a test procedure developed by the USABC (U.S. Advanced Battery Consortium) for the battery power performance of hybrid and electric vehicles. Within the batteries operation voltage range, the procedure mainly establishes the function of the relationship between the depth of discharge and power and, secondarily, establishes the depth of discharge, conductive resistance and polarization resistance function via the voltage and current response curve from discharging, standing to charging. The measured resistance can be used to assess the battery's power recession during later life tests and its equivalent circuit model development. Chroma 17011 has a flexible editing program that allows HPPC testing.DCIR test (2)DCIR test (1)Lumped parameter model circuit diagram Battery capacity test applicationT h e c a p a c i t y c a n b e o b t a i n e d a s t h e i n t e g r a l o f t h e c u r re n t integrating the current versus time from the start of charging/discharging until the cut-off condition is reached. The comparison results are useful to analyze performance differences between products, and the common test items include current ratio and temperature characteristics tests. Higher accuracy of current, voltage measurement and faster sampling enable to distinguish more accurately the differences in battery cell capacity.Battery cycle life test applicationCycle life is one of the most important test items for batteries. In accordance with the experimental purpose, it tests the same battery through repeated charge and discharge conditions until the capacity falls to 80%, and calculates the cycle numbers. The cycle life test can be used to evaluate the battery performance or define the applicable conditions of use.Battery DCIR test applicationThe internal resistance value is related to the charge/discharge ratio of a battery. The larger the internal resistance value, the lower the efficiency when temperature rises. According to the lithium-ion battery equivalent circuit model, the ACIR measurement of traditional 1KHz LCR meters can only evaluate the conductive resistance (Ro) of the battery that affects the instantaneous power output, but is unable to evaluate the polarization resistance (Rp) produced during electrochemical reaction. The D CIR evaluation includes the ACIR that is closer to the actual polarization effect of battery under continuous power applications.The Chroma 17011 includes two types of D CIR test modes: DCIR test (1) calculates the DCIR value using the voltage difference caused by the change of one-step current, DCIR test (2) calculates the DCIR value using the voltage difference caused by the change of two-step current. Users can select the desired test mode and automatically, without any manual calculation, get the results that comply with IEC 61960 standards.CapacitydQ/dV vs voltageCoulombic efficiency test Incremental capacity analysis applicationThe high precision voltage measurement and V sampling function can draw dQ/dV versus voltage curve diagrams to analyze battery cell characteristics and capacity degradation.Coulombic efficiency test applicationCoulombic efficiency (CE) is calculated by the charge/discharge capacity ratio when the battery is fully charged and then fully discharged. Good batteries have higher coulombic efficiency, and need high precision and stable equipment to distinguish differences. An accurate coulombic efficiency test can estimate the batterylifespan with only a few cycles.EDLC capacitance (C) test applicationIn accordance with the Straight Line Approximation Method of the IEC 62391 testing standard, before measuring the capacitance (C) value, the ED LC first needs to be fully charged through a CC-CV charging mode. The capacity test is to discharge CC via the above discharge current. Then, the electric potential difference ( V) of two reference points on the discharge curve are taken against the time difference ( t) and the discharge current (I) to calculate the capacitance value of the EDLC.EDLC combined DCR and C test applicationChroma 17011 also has a direct current resistance (D CR) and capacitance (C) combined test application. Under the same CC-CV charged and CC discharged conditions, the user can use the electric potential in the chosen reference points to simultaneously calculate the DCR and C values of the EDLC to save testing time.The equivalent circuit model development of the classical EDLC includes an equivalent series resistance (ESR), a capacitance (C), and an equivalent parallel resistance (EPR). The ESR is used to evaluate the internal loss and heat of the EDLC during charging/discharging; the EPR to evaluate the leakage effect in the EDLC's long-term storage; the C to evaluate the EDLC cycle life.These parameters are not easily directly measured in a laboratory; researchers need data analysis and complex calculations to determine these important indicators. Chroma 17011 is equipped with the IEC 62391 testing standards and the user can use charge/discharge tests to obtain the ED LC parameters values, in order to evaluate the EDLC characteristics and cycle life.ED LC direct current resistance (D CR) and equivalent series resistance (ESR) test applicationChroma 17011 offers ED LC direct current resistance testing function compliant with test standard IEC 62391. Before testing, the ED LC has to be CV charged. The capacity test is to discharge CC via the above discharge current. When the discharge is completed, get the linear section on the discharge curve and extend it to discharge time and then get the voltage difference of rated voltage and discharge current to calculate the DCR value.EDLC equivalent circuit model developmentVoltage Characteristic Between EDLC TerminalsVoltage Characteristic Between EDLC TerminalsVoltage Characteristic Between EDLC TerminalsCharge/discharge performance and cycle life test applicationThe built-in direct current resistance (D CR) and capacitance (C) test modes can be combined with cycle function and variable set testing conditions to test the EDLC load endurance and reliability. After testing, the user can directly export DCR vs Cycle No. and Capacity vs Cycle No. reports to analyze the EDLC failure and deterioration mechanisms.Self-discharge test modeCoulombic efficiency testAutomatically change current range in CC-CV modeCharge-Discharge Rate Test Charge-Discharge Cycle TestingCoulombic efficiency test applicationChroma 17011 is equipped with low noise, automatically switching current range, and cut-off report as to quickly output accurate c u r re n t c h a rg e /d i s c h a rg e. T h e c o u l o m b i c e ff i c i e n c y (C E ) i s calculated by the charge/discharge capacity ratio, which indicates the ED LC internal capacity conversion as available capacity. A highly accurate CE is an important marker to distinguish differences between products.Leakage current test applicationED LC leakage current measurements generally need to CC-CV charging until a specific time and then it measures this tiny charging current, which is seen as leakage current. The Chroma 17011 CC-CV mode can automatically change current range without output interruption. Under stable voltage, the current range can be as small as 200µA.Current (A)Self-discharge test applicationChroma 17011 also has a built-in self-discharge test mode, when the ED LC is fully charged it can test the charge/discharge for a set time period. When this mode starts, the system will cut off the measuring circuit to provide the ideal open circuit and solely measure the starting potential (V1) and cut-off potential (V2). The software can automatically calculate the electric potential difference ( V).CE=Q Discharge / Q ChargeThe Chroma 17011 test systems are controlled by computer software with diverse functions for testing energy storage products. The safe, stable and friendly operation interface allows users to perform setting and testing rapidly.Support English, Traditional Chinese, and Simplified Chinese languages interfaces Real time multi-channel DUT status monitoringSecurity management: set user authority for safe managementFailure record tracking: independently record abnormalities for each channel, the charge and discharge protection will abort the testwhen an abnormal condition is detectedRecipe editing500 steps per recipeDouble loop (Cycle & Loop) with 999,999 repeat counts per loop Sub-recipe function: Call existing recipesTest steps : CC / CV / CP / CC-CV / CP-CV / CR / Rest / Waveform / DCIR / C / DCR, etc. Cut-off conditions : Time / Current / Capacity / Power / Variable, etc. Logical operations : Next / End / Jump / If-Then Recipe executingOperating modes: Start / Stop / Pause / Resume / Jump / Reserve Pause / Modify during test Display interfaces: Graphic display / Table display Instant monitoring windowStatistics reportAble to define report formats and export them as PDF, CSV, and XLS filesGraphical report analysis functions allow custom reports such as cycle life reports, Q-V reports, V / I / T time reports, etc.Real time monitoring Charge/Discharge test program editor Test diagram Test reportBattery Pro main panelWaveform current editorIntegrate with an environmental chamber through software to synchronize the settings conditions for charge/discharge testingIntegrate with a multifunctional data logger through software to read and set multiple temperature records during thecharge/discharge process. Change these conditions to protection or cut-off conditions17011 SystemData LoggerLinear circuit modelsThe tester can be used stand-alone to take up little space, which fits a handful of tests performed on the desktop. When the tester is configured with more test channels, it can be integrated into a standard 19-inch rack for use. The system can be configured as demanded by the user as the channel numbers are expandable, and up to 64 channels can be controlled by one PC at the same time.60A 36U rackModel 17208M-6-306A/12A/30A 36U rackModel 17216M-10-625U rackRegenerative modelsA charge/discharge tester and an AC/D C bi-direction converter can be integrated into a standard 19-inch rack for use. The system can be configured as demanded by the user as the channel numbers are expandable, and up to 48 channels can be controlled by one PC at the same time.Chroma 17011 system power consumption * Available space for data logger60A / 41U system100A / 41U systemORDERING INFORMATION17011 : Battery Cell Charge & Discharge Test System17216M-10-6 : Programmable Charge/Discharge Tester, 10V / 6A, 16CH 17216M-6-12 : Programmable Charge/Discharge Tester, 6V / 12A, 16CH 17208M-6-30 : Programmable Charge/Discharge Tester, 6V / 30A, 8CH 17208M-6-60 : Programmable Charge/Discharge Tester, 6V / 60A, 8CH 17212R-5-60 : Programmable Charge/Discharge Tester, 5V / 60A, 12CH 17212R-5-100 : Programmable Charge/Discharge Tester, 5V / 100A, 12CH 17212M-6-100 : Programmable Charge/Discharge Tester, 6V / 100A, 12CH A691103 : DC/AC Bi-direction Converter, AC 220V to DC 45V A691104 : DC/AC Bi-direction Converter, AC 380V to DC 45V* All specifications are subject to change without notice.* Continued on next pageNote*1: The maximum discharge current will derate at low voltage 17011-E-201908-PDFJAPANCHROMA JAPAN CORP .888 Nippa-cho, Kouhoku-ku,Yokohama-shi,Kanagawa,223-0057 Japan T +81-45-542-1118F +81-45-542-1080www.chroma.co.jp**************.jp U.S.A.CHROMA ATE INC.(U.S.A.)7 Chrysler, Irvine,CA 92618T +1-949-421-0355F + *****************CHROMA SYSTEMS SOLUTIONS, INC.19772 Pauling, Foothill Ranch, CA 92610 T +1-949-600-6400F + *******************EUROPECHROMA ATE EUROPE B.V .Morsestraat 32, 6716 AH Ede,The Netherlands T +31-318-648282F + ******************CHROMA GERMANY GMBH Südtiroler Str. 9, 86165,Augsburg, Germany T +49-821-790967-0F + ******************CHINA CHROMA ELECTRONICS (SHENZHEN) CO., LTD.8F , No.4, Nanyou Tian An Industrial Estate,Shenzhen, China T +86-755-2664-4598F +86-755-2641-9620 ******************SOUTHEAST ASIA QUANTEL PTE LTD.(A company of Chroma Group)46 Lorong 17 Geylang # 05-02 Enterprise Industrial Building,Singapore 388568T +65-6745-3200F + ************************HEADQUARTERS CHROMA ATE INC.66 Huaya 1st Road,Guishan, Taoyuan 33383, TaiwanT +886-3-327-9999F + ******************KOREA CHROMA ATE KOREA BRANCH 3F Richtogether Center, 14,Pangyoyeok-ro 192,Bundang-gu,Seongnam-si,Gyeonggi-do13524, Korea T +82-31-781-1025F +82-31-8017-6614www.chromaate.co.kr ******************17011。
FMB100中文资料
100
Switching Times vs Collector Current
300 270 240 210 TIME (nS) 180 150 120 90 60 30 0 10
td tf tr
IB1 = IB2 = Ic / 10 V cc = 10 V
Power Dissipation vs Ambient Temperature
Thermal Characteristics
Symbol
PD RθJA
TA= 25°C unless otherwise noted
Characteristic
Total Device Dissipation Derate above 25°C Thermal Resistance, Junction to Ambient
VCE(sat) VBE(sat)
Collector-Emitter Saturation Voltage Base-Emitter Saturation Voltage
V V V V
SMALL SIGNAL CHARACTERISTICS
fT Cobo NF Current Gain - Bandwidth Product Output Capacitance Noise Figure VCE = 20 V, IC = 20 mA VCB = 5.0 V, f = 1.0 MHz IC = 100 µA, VCE = 5.0 V, RG = 2.0 kΩ, f = 1.0 kHz 300 3.5 2.5 MHz pF dB
Parameter
Value
45 75 6.0 500 -55 to +150
Units
100B110KBO1中文资料
1 5/16" (33.3 mm) Single Turn WirewoundPrecision PotentiometerModel 100Vishay Spectrol For technical questions, contact: sfer@Document Number: 57034FEATURES•Gangable up to 6 sections •Extra taps on request•Bushing and servo mount types available •Ohmic value range: 5 Ω up to 35 kΩELECTRICAL SPECIFICATIONSPARAMETERTotal Resistance:Tolerance: 50 Ω and Above Below 50 ΩSTANDARD 5 Ω to 20 k Ω± 3 %± 5 %SPECIAL to 35 k Ω± 1 %± 3 %End VoltageLinearity x total applied voltage for total resistance above 20 Ω.2.0 % of total applied voltage for 20 Ω and below Linearity (Independent):5 Ω to 100 Ω100 Ω to 500 Ω500 Ω to 3 k Ω3 k Ω to 15 k Ω15 k Ω and above STANDARD ± 1.0 %± 0.5 %± 0.5 %± 0.5 %± 0.5 %BEST PRACTICAL± 0.50 %± 0.35 %± 0.25 %± 0.20 %± 0.15 %Noise100 Ω ENR (MIL-R-12934)Electrical Angle 352° ± 2°Power Rating 2.75 W at 40 °C ambient Insulation Resistance 100 M Ω min, 500 V DC Dielectric Strength 1000 V RMS , 60 HzTaps (Extra)Up to 13 (position tolerance: ± 1°)PhasingCCW taps of multiple sections aligned withCCW tap of section 1 to ± 1°Absolute Minimum ResistanceLinearity x total resistance or 0.5 Ω, whichever is greaterORDERING INFORMATION/DESCRIPTIONThe Model 100 can be ordered from this data sheet with a variety of alternate characteristics, as shown. For most rapid service on your order, please state:100S110K BO1MODELMOUNTING TYPE NUMBER OF SECTIONSOHMIC VALUEPACKAGING B : Bushing S : ServoUp to 6 sectionsBox of 1 pieceOther characteristics will be standard as described on this data sheet. If special characteristics are required, such as: special linearity tolerance, special resistance tolerance, extra taps, non-linear functions, etc., please state these on your order and allow additional lead time for delivery.SAP PART NUMBERING GUIDELINES100B 2203502B01MODELSTYLE NUMBER OF SECTIONSOHMIC VALUE OHMIC VALUE PACKAGING BushingSection N O 1: 20KSection N O 2: 5KBox of 1 pieceModel 1001 5/16" (33.3 mm) Single T urn WirewoundPrecision PotentiometerVishay SpectrolDocument Number: 57034For technical questions, contact: sfer@DIMENSIONS in inches (millimeters)Model 100Vishay Spectrol1 5/16" (33.3 mm) Single T urn WirewoundPrecision PotentiometerFor technical questions, contact: sfer@Document Number: 57034MATERIAL SPECIFICATIONSHousing and Lids Aluminum, anodized Shaft Stainless steel, non-magneticnon-passivated TerminalsBrass, plated for solderabilityBushing Mount Hardware Lockwasher Internal Tooth:Panel Nut:Steel, nickel plated Brass, nickel platedENVIRONMENTAL SPECIFICATIONSVibration 15 g thru 2000 CPSShock 50 g Salt Spray 96 hRotational Life 1 million shaft revolutionsLoad Life900 h Temperature Range- 55 °C to + 105 °CMARKINGUnitIdentificationUnits shall be marked with Vishay Spectrol name, model number and data code and on each section, resistance, resistance tolerance, linearity and terminal identificationPOWER RATING CHARTRESISTANCE ELEMENT DATARESISTANCE VALUES (Ω)RESO-LUTION (%)OHMS PER TURN MAXIMUM CURRENT AT 70 °C AMBIENT(mA)MAXIMUMVOLTAGEACROSSCOIL (V)WIRETEMP.COEF.(ppm/°C)50.3460.017742 3.7800100.2980.030524 5.2800200.2360.0473717.4800500.2440.12223512201000.2220.22216617202000.1810.36111723205000.1780.8857437201K 0.138 1.385252202K 0.105 2.093774205K 0.085 4.23231172010K 0.069 6.84171662020K 0.05811.5122352035K0.05820.08.831020Disclaimer Legal Disclaimer NoticeVishayAll product specifications and data are subject to change without notice.Vishay Intertechnology, Inc., its affiliates, agents, and employees, and all persons acting on its or their behalf (collectively, “Vishay”), disclaim any and all liability for any errors, inaccuracies or incompleteness contained herein or in any other disclosure relating to any product.Vishay disclaims any and all liability arising out of the use or application of any product described herein or of any information provided herein to the maximum extent permitted by law. The product specifications do not expand or otherwise modify Vishay’s terms and conditions of purchase, including but not limited to the warranty expressed therein, which apply to these products.No license, express or implied, by estoppel or otherwise, to any intellectual property rights is granted by this document or by any conduct of Vishay.The products shown herein are not designed for use in medical, life-saving, or life-sustaining applications unless otherwise expressly indicated. Customers using or selling Vishay products not expressly indicated for use in such applications do so entirely at their own risk and agree to fully indemnify Vishay for any damages arising or resulting from such use or sale. Please contact authorized Vishay personnel to obtain written terms and conditions regarding products designed for such applications.Product names and markings noted herein may be trademarks of their respective owners.元器件交易网Document Number: 。
B1100B中文资料

1.0A HIGH VOLTAGE SCHOTTKY BARRIER RECTIFIERFeatures• Guard Ring Die Construction for Transient Protection• Ideally Suited for Automated Assembly• Low Power Loss, High Efficiency• Surge Overload Rating to 30A Peak• For Use in Low Voltage, High Frequency Inverters, Free Wheeling, and Polarity Protection Application• High Temperature Soldering: 260°C/10 Second at Terminal • Lead Free Finish/RoHS Compliant (Note 1)Mechanical Data• Case: SMA / SMB• Case Material: Molded Plastic. UL Flammability Classification Rating 94V-0• Moisture Sensitivity: Level 1 per J-STD-020D• Terminals: Lead Free Plating (Matte Tin Finish). Solderable per MIL-STD-202, Method 208• Polarity: Cathode Band or Cathode Notch• Marking Information: See Page 2• Ordering Information: See Page 2• Weight: SMA 0.064 grams (approximate)SMB 0.093 grams (approximate)Top View Bottom ViewMaximum Ratings@T A = 25°C unless otherwise specifiedSingle phase, half wave, 60Hz, resistive or inductive load.For capacitance load, derate current by 20%.Characteristic Symbol B170/B B180/B B190/B B1100/B UnitPeak Repetitive Reverse Voltage Working Peak Reverse Voltage DC Blocking Voltage V RRMV RWMV R70 80 90 100 VRMS Reverse Voltage V R(RMS)49 56 63 70 V Average Rectified Output Current @ T T = 125°C I O 1.0 A Non-Repetitive Peak Forward Surge Current 8.3msSingle Half Sine-Wave Superimposed on Rated LoadI FSM30 A Thermal CharacteristicsCharacteristic Symbol B170/B B180/B B190/B B1100/B Unit Typical Thermal Resistance Junction to Terminal (Note 2) RθJT25 °C/W Operating and Storage Temperature Range T J, T STG-65 to +150 °C Electrical Characteristics@T A = 25°C unless otherwise specifiedCharacteristic Symbol Min Typ Max Unit Test ConditionForward Voltage Drop V F- - 0.790.69VI F = 1.0A, T A = 25°CI F = 1.0A, T A = 100°CLeakage Current (Note 3) I R ----0.55.0mA@ Rated V R, T A = 25°C@ Rated V R, T A = 100°CTotal Capacitance C T- - 80 pF V R = 4V, f = 1MHz Notes: 1. EU Directive 2002/95/EC (RoHS). All applicable RoHS exemptions applied, see EU Directive 2002/95/EC Annex Notes.2. Valid provided that terminals are kept at ambient temperature.3. Short duration pulse test used to minimize self-heating effect.C , T O T A L C A P A C I T A N C E (p F )T V , DC REVERSE VOLTAGE (V)Fig. 2 Total Capacitance vs. Reverse Voltage RI ,I N S T A N T A N E O U S F O R W A R D C U R R E N T (A )F V , INSTANTANEOUS FORWARD VOLTAGE (V)Fig. 1 Typical Forward Characteristics F102030400I , 00.5255075100125150IA V E R A G E F O R W A R D C U R R E N T (A )F (A V ),T , TERMINAL TEMPERATURE (C)Fig. 3 Forward Current Derating CurveT °P E A K F O R W A R D S U R G E C U R R E N T (A )F S M NUMBER OF CYCLES AT 60 HzFig. 4 Max Non-Repetitive Peak Forward Surge CurrentOrdering Information (Note 4)Part NumberCase Packaging B1x-13-F SMA 5000/Tape & Reel B1xB-13-FSMB 3000/Tape & Reel*x = Device type, e.g. B180-13-F (SMA package); B1100B-13-F (SMB package).Notes: 4. For packaging details, go to our website at /datasheets/ap02007.pdf.Marking InformationXXX = Product type marking code, ex: B170 (SMA package) XXXX = Product type marking code, ex: B190B (SMB package) = Manufacturers’ code marking YWW = Date code markingY = Last digit of year ex: 2 for 2002 WW = Week code 01 to 52Package Outline DimensionsSuggested Pad LayoutIMPORTANT NOTICEDiodes Incorporated and its subsidiaries reserve the right to make modifications, enhancements, improvements, corrections or other changes without further notice to any product herein. Diodes Incorporated does not assume any liability arising out of the application or use of any product described herein; neither does it convey any license under its patent rights, nor the rights of others. The user of products in such applications shall assume all risks of such use and will agree to hold Diodes Incorporated and all the companies whose products are represented on our website, harmless against all damages.LIFE SUPPORTDiodes Incorporated products are not authorized for use as critical components in life support devices or systems without the expressed writtenapproval of the President of Diodes Incorporated.SMADim Min Max A 2.29 2.92 B 4.00 4.60 C 1.27 1.63 D 0.15 0.31 E 4.80 5.59 G 0.05 0.20 H 0.76 1.52 J 2.01 2.30 All Dimensions in mmSMBDim Min Max A 3.30 3.94 B 4.06 4.57 C 1.96 2.21 D 0.15 0.31 E 5.00 5.59 G 0.05 0.20 H 0.76 1.52 J 2.00 2.62 All Dimensions in mmSMADimensionsValue (in mm)Z 6.5 1.5 G 1.7X Y2.5C4.0SMBDimensionsValue (in mm)Z 6.7 G 1.8 X 2.3Y2.5 C4.3。
GB202AHGBBMLB-V01中文资料

JEWEL HILL ELECTRONIC CO.,LTDJEWEL HILL ELECTRONIC CO.,LTD.SPECIFICATIONS FORLCD MODULEModule No. GB202AOffice Address: Rm. 518,5/F., 101 Shangbu Industrial District,HuaqiangNorthRoad, Shenzhen, ChinaTEL : (86)-755-83362489 83617492FAX: (86)-755-83286396 83365871E-mail: sales@jhlcd@Website: TABLE OF CONTENTSLCM NUMBER SYSTEM (2)1. GENERAL DESCRIPTION (3)2. FEATURES (3)3. MECHANICAL SPECIFICATION (3)4. MECHANICAL DIMENSION (4)5. MAXIMUM RATINGS (5)6. ELECTRICAL CHARACTERISTICS (5)7. MODULE FUNCTION DESCRIPTION (6)8. ELECTRO-OPTICAL CHARACTERISTICS (12)9. RELIABILITY (16)10. PRECAUTIONS FOR USING LCD MODULES (17)11. USING LCD MODULES (19)12. REVISION HISTORY (21)SAMPLE APPROVED REPORT (22)LCM Number SystemNUMBER OF CHAR. PER LINE F: FSTN; X: OTHER VERSION NUMBER: V00~V99IC TYPE:VIEWING DIRECTION:TEMPERATURE RANGE:BACKLIGHT TYPE:SERIAL NUMBER: A~ZGRAPHIC MODULEs: NUMBER OF COMMONs GRAPHIC MODULEs:NUMBER OF SEGMENTs COB & SMT LCMBACKLIGHT COLOR:CHARACTER MODULEs:CHARACTER MODULEs: NUMBER OF LINE G: REFLECTIVE,NONE BACKLIGHT A: TRANSFLECTIVE, EL BACKLIGHT B: TRANSMISSIVE, EL BACKLIGHT C: TRANSFLECTIVE, LED BACKLIGHT D: TRANSMISSIVE, LED BACKLIGHT E: TRANSFLECTIVE, CCFL BACKLIGHT F: TRANSMISSIVE, CCFL BACKLIGHT A: AMBER; B: BLUE; Y: YELLOW-GREEN R: RED; W: WHITE; O: THER COLOR N: NORMAL TEMPERATURE RANGE U: UPPER(12:00); D: DOWN(6:00)L: LEFT(9:00); R: RIGHT(3:00);A: BONDING IC, WITH CONTROLLER B: BONDING IC, WITHOUT CONTROLLER C: SMT IC, WITH CONTROLLER D: SMT IC, WITHOUT CONTROLLER O: OTHER TYPEW: BLACK-WHITE; O: OTHER G: GRAY; Y: YELLOW-GREEN; B: BLUE; LCD COLOR MODE:N: TN; H: HTN; S: STN LCD TYPE:S: SUPER WIDE TEMPERATURE RANGE W: WIDE TEMPERATURE RANGEM: MIDDLE TEMPERATURE RANGE1. GENERAL DESCRIPTIONThe GB202A is a 20C x 2L Character LCD module. It has a STN panel composed of 100 segmentsand 16 commons. The LCM can be easily accessed by micro-controller via parallel interface.2. FEATURESTransflective and positiveDisplay ModeSTN(Yellow - Green) moduleDisplay Format Character 20C x 2LInput Data 8/4-bit parallel data input from MPUMultiplexing Ratio 1/16 DutyBiasBias 1/5Viewing Direction 6 O’clockBacklight LED3. MECHANICAL SPECIFICATIONItem Specifications Unit Dimensional outline 116.0 x 37.0 x 13.0(max) mmResolution 100segs x 16coms dotsActive area 73.5(W) x 11.5(H) mmChar. pitch 3.7(W) x 5.95(H) mmChar. size 3.2(W) x 5.55(H) mmDots pitch 0.65 (W)×0.7(H) mmDots size 0. 6(W)×0.65(H) mm4. MECHANICAL DIMENSIONZ5. MAXIMUM RATINGSItem Symbol Min Max Unit NoteV DD - V ss -0.3 7.0 V Supply voltage V LCD -0.3 13.0 V Input Voltage V IN -0.3 V DD +0.3 VOperating temperature T OPR -10 +60 Storage temperature T STR -20 +70Humidity --- --- 90 %RH6. ELECTRICAL CHARACTERISTICSItem SymbolCondition Min. Typ. Max. UnitSupply Voltage Logic V DD------ 5.0 --- VH level V IH 0.8V DD --- V DDInput VoltageL levelV IL --- V SS --- 0.2V DDVCurrent Consumption(LCD DRIVER)I DDV DD =5.0V;V LCD =4.7V,T amb =25 ;--- --- 1.0 mALCD Driving Voltage V LCDBias=1/5V LCD =V DD -V O--- 4.7 --- VCurrent Consumption (With LED BackLight)I LEDV DD =5.0V;V LED =4.2V,T amb =25 ;--- --- 300 mA7. MODULE FUNCTION DESCRIPTION7.1. PIN DESCRIPTIONPin No. Symbol Description1 VSSPower supply for Ground (0V)2 VDDPower supply for positive (+5V)3 VOVLCD voltage regulation terminal4 RSData/Command register selection; “H”: Data; “L”: Command5 R/WRead/write selection signal, ”H”: Read; ”L”: Write6 ERead/write Enable signal input pin7 DB08 DB19 DB210 DB38-bit bi-directional data bus11 DB412 DB513 DB614 DB715 LED+Power supply voltage for backlight positive16 LED-Power supply voltage for backlight negative7.2 TIMING CHARACTERISTICS1. SYSTEM BUS READ/WRITE CHARACTERISTIC7.3 APPLICATION OF LCMLED+LED-Reference circuitCircuit Block Diagram7.4 TABLE OF COMMAND7.5 CHARACTER GENERATOR ROM8. ELECTRO-OPTICAL CHARACTERISTICSItem Symbol Condition Temp Min Typ. Max UnitsNote4.2 4.5 4.825 4.0 4.3 4.6 LCD driving voltageV LCD = = 050 3.8 4.1 4.4 V NOTE1Rise Time (Tr) --- --- -- Decay Time (Tf)0 --- ---- --- Rise Time (Tr) --- 225 340Decay Time (Tf) 25 --- 240 360Rise Time (Tr) --- --- -- Response TimeDecay Time (Tf)= = 0 50 --- --- --msec NOTE2Contrast Ratio Cr= = 0 255 10 --- --- NOTE4Viewing AngleRange( = 0°)(6”) = 90°(3”) =180°(12”) =270°(9”)(25 ) CR ≥240 35 25 20DegNOTE3z For panel only․Electro-Optical Characteristics Measuring Equipment(DMS501)SystemIllumination (D65)․Note 1. Definition of Driving Voltage( Vlcd) :․Note 3. Definition of Viewing Angle and :․Note 4. Definition of Contrast ratio( CR) :Brightness of Non-selected Segment (B2)Brightness of Selected Segment (B1)CR =V,maxCR,maxDriving VoltageB r i gh t n e s s (%)Brightness Curve forSelected Segment0%=90 =270Viewing Direction 6 O’clock DirectionNormal :9. RELIABILITY9.1. MTBFThe LCD module shall be designed to meet a minimum MTBF value of 50000 hours with normal. (25°C in the room without sunlight)9.2. TESTSNO. ITEM CONDITION CRITERION1 High Temperature Operating 60 120Hrs2 Low Temperature Operating -10 120Hrs3High Temperature/Humidity Non-Operating60 ,90%RH ,120 Hrs4 High TemperatureNon-Operating70 120Hrs5 Low TemperatureNon-Operating-20 120Hrs6 Temperature CyclingNon-Operating-10 (30Min )↔ 60 (30Min)10 CYCLESNo Defect OfOperational Function InRoom Temperature AreAllowable.IDD of LCM inPre-and post-test shouldfollow specificationNotes: Judgments should be mode after exposure in room temperature for two hours.10. PRECAUTIONS FOR USING LCD MODULES10.1. HANDLING PRECAUTIONS(1) The display panel is made of glass. Do not subject it to a mechanical shock or impact by droppingit.(2) If the display panel is damaged and the liquid crystal substance leaks out, be sure not to get any inyour mouth. If the substance contacts your skin or clothes, wash it off using soap and water.(3) Do not apply excessive force to the display surface or the adjoining areas since this may cause thecolor tone to vary.(4) The polarizer covering the display surface of the LCD module is soft and easily scratched. Handlethis polarizer carefully.(5) If the display surface becomes contaminated, breathe on the surface and gently wipe it with a softdry cloth. If it is heavily contaminated, moisten a cloth with one of the following solvents: - Isopropyl alcohol- Ethyl alcohol(6) Solvents other than those above mentioned may damage the polarizer.Especially, do not use the following:- Water- Ketone- Aromatic solvents(7) Extra care to minimize corrosion of the electrode. Water droplets, moisture condensation or acurrent flow in a high-humidity environment accelerates corrosion of the electrode.(8) Install the LCD Module by using the mounting holes. When mounting the LCD Module, makesure it is free of twisting, warping and distortion. In particular, do not forcibly pull or bend the I/Ocable or the backlight cable.(9) Do not attempt to disassemble or process the LCD Module.(10) NC terminal should be open. Do not connect anything.(11) If the logic circuit power is off, do not apply the input signals.(12) To prevent destruction of the elements by static electricity, be careful to maintain an optimumwork environment.- Be sure to ground the body when handling he LCD Module.- Tools required for assembling, such as soldering irons, must be properly grounded.-To reduce the amount of static electricity generated, do not conduct assembling and other workunder dry conditions.-The LCD Module is coated with a film to protect the display surface. Exercise care when peeling off this protective film since static electricity may be generated.10.2. STORAGE CONDITIONSWhen storing, avoid the LCD module to be exposed to direct sunlight of fluorescent lamps. For stability, to keep it away form high temperature and high humidity environment (The best condition is : 23±5°C, 45±20%RH). ESD protection is necessary for long-term storage also.10.3. OTHERSLiquid crystals solidify under low temperature (below the storage temperature range) leading to defective orientation or the generation of air bubbles (black or white). Air bubbles may also be generated if the module is subject to a low temperature.If the LCD Module have been operating for a long time showing the same display patterns the display patterns may remain on the screen as ghost images and a slight contrast irregularity may also appear.A normal operating status can be recovered by suspending use for some time. It should be noted that this phenomenon does not adversely affect performance reliability.To minimize the performance degradation of the LCD Module resulting from destruction caused by static electricity etc. exercise care to avoid holding the following sections when handling the modules.- Exposed area of the printed circuit board.- Terminal electrode sections.11. Using LCD modules11.1 LIQUID CRYSTAL DISPLAY MODULESLCD is composed of glass and polarizer. Pay attention to the following items when handling.(1) Please keep the temperature within specified range for use and storage. Polarization degradation,bubble generation or polarizer peel-off may occur with high temperature and high humidity.(2) Do not touch, push or rub the exposed polarizers with anything harder than a HB pencil lead (glass,tweezers, etc).(3) N-hexane is recommended for cleaning the adhesives used to attach front/rear polarizers andreflectors made of organic substances, which will be damaged by chemicals such as acetone, toluene, toluene, ethanol and isopropyl alcohol.(4) When the display surface becomes dusty, wipe gently with absorbent cotton or other soft materiallike chamois soaked in petroleum ether. Do not scrub hard to avoid damaging the display surface.(5) Wipe off saliva or water drops immediately, contact with water over a long period of time maycause deformation or color fading.(6) Avoid contacting oil and fats.(7) Condensation on the surface and contact with terminals due to cold will damage, stain orpolarizers. After products are tested at low temperature they must be warmed up in a container before coming is contacting with room temperature air.(8) Do not put or attach anything on the display area to avoid leaving marks on.(9) Do not touch the display with bare hands. This will stain the display area and degrade insulationbetween terminals (some cosmetics are determinate to the polarizers).(10)As glass is fragile, it tends to become or chipped during handling especially on the edges. Pleaseavoid dropping or jarring.11.2 INSTALLING LCD MODULEAttend to the following items when installing the LCM.(1) Cover the surface with a transparent protective plate to protect the polarizer and LC cell.(2) When assembling the LCM into other equipment, the spacer to the bit between the LCM and thefitting plate should have enough height to avoid causing stress to the module surface, refer to the individual specifications for measurements. The measurement tolerance should be ±0.1mm.11.3 ELECTRO-STATIC DISCHARGE CONTROLSince this module uses a CMOS LSI, the same careful attention should be paid for electrostatic discharge as for an ordinary CMOS IC.(1) Make certain that you are grounded when handing LCM.(2) Before removing LCM from its packing case or incorporating it into a set, be sure the module andyour body have the same electric potential.(3) When soldering the terminal of LCM, make certain the AC power source for the soldering irondoes not leak.(4) When using an electric screwdriver to attach LCM, the screwdriver should be of groundpotentiality to minimize as much as possible any transmission of electromagnetic waves produced sparks coming from the commutator of the motor.(5) As far as possible, make the electric potential of your work clothes and that of the workbenches tothe ground potential.(6) To reduce the generation of electro-static discharge, be careful that the air in the work is not toodried. A relative humidity of 50%-60% is recommended.11.4 PRECAUTIONS FOR OPERATION(1) Viewing angle varies with the change of liquid crystal driving voltage (Vo). Adjust Vo to showthe best contrast.(2) Driving the LCD in the voltage above the limit will shorten its lifetime.(3) Response time is greatly delayed at temperature below the operating temperature range. However,this does not mean the LCD will be out of the order. It will recover when it returns to the specified temperature range.(4) If the display area is pushed hard during operation, the display will become abnormal. However, itwill return to normal if it is turned off and then on.(5) Condensation on terminals can cause an electrochemical reaction disrupting the terminal circuit.Therefore, this product must be used and stored within the specified condition of 23±5°C, 45±20%RH.(6) When turning the power on, input each signal after the positive/negative voltage becomes stable.11.5 SAFETY(1) It is recommended to crush damaged or unnecessary LCDs into pieces and wash them off withsolvents such as acetone and ethanol, which should later be burned.(2) If any liquid leaks out of a damaged glass cell and comes in contact with the hands, wash offthoroughly with soap and water.12. REVISION HISTORYrecord Date Version Reviseversion 05-01-011.0 Original2.0 Change specification format 05-11-193.0 Change contact mode 06-07-30SAMPLE APPROVED REPORT。
BDM100系列技术资料V2.1

5.1.2 防爆电机 EExe 热过载保护(tE 时间保护) ..............................................................................33 5.1.3 断相保护 ....................................................................................................................................34 5.1.4 三相电流不平衡保护 ..................................................................................................................35 5.1.5 堵转保护 ....................................................................................................................................35 5.1.6 起动时间过长保护......................................................................................................................36 5.1.7 零序过流保护 .............................................................................................................................37 5.1.8 自动重起动.................................................................................................................................37 5.1.9 欠电流保护.................................................................................................................................38 5.1.10 低电压保护.................................................................................................................................39 5.1.11 过压保护 ....................................................................................................................................39 5.1.12 漏电保护 ....................................................................................................................................40 5.1.13 工艺联锁分闸 .............................................................................................................................41 5.1.14 工艺联锁合闸 .............................................................................................................................41 5.1.15 速断保护 ....................................................................................................................................42 5.1.16 溢出分断 ....................................................................................................................................42
2MBI100N-120中文资料
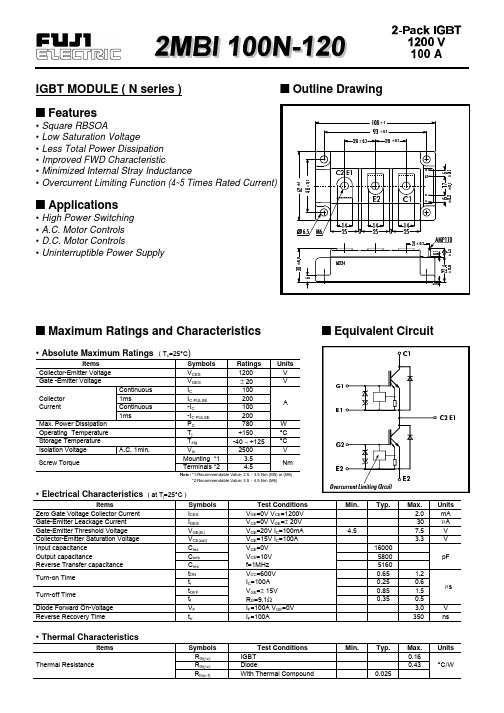
• Absolute Maximum Ratings ( Tc=25°C)
Items
Symbols
Ratings Units
Collector-Emitter Voltage Gate -Emitter Voltage
VCES VGES
1200
V
± 20
V
Collector Current
Max. Power Dissipation Operating Temperature Storage Temperature
Items
Symbols
Zero Gate Voltage Collector Current
ICES
Gate-Emitter Leackage Current
IGES
Gate-Emitter Threshold Voltage
VGE(th)
Collector-Emitter Saturation Voltage
Continuous 1ms Continuous 1ms
IC IC PULSE -IC -IC PULSE PC Tj Tstg
100
200
A
100
200
780
W
+150
°C
-40 ∼ +125 °C
Isolation Voltage Screw Torque
A.C. 1min.
Vis
2500
V
Mounting *1
trr
Test Conditions VGE=0V VCE=1200V VCE=0V VGE=± 20V VGE=20V IC=100mA VGE=15V IC=100A VGE=0V VCE=10V f=1MHz VCC=600V IC=100A VGE=± 15V RG=9.1Ω IF=100A VGE=0V IF=100A
myb3-2008-cg

2008 Minerals YearbookU.S. Department of the Interior U.S. Geological SurveyCongo (Kinshasa)September 2010T he M ineral i ndusTry of C ongo (K inshasa)By Thomas R. YagerThe Democratic Republic of the Congo [Congo (Kinshasa)] played a globally significant role in the world’s production of cobalt and diamond. In 2008, the country’s share of the world’s cobalt production amounted to 45%; industrial diamond, 30%; gem-quality diamond, 6%; and copper, 2%. Congo (Kinshasa) accounted for about 48% of the world’s cobalt reserves. Copper and crude petroleum production also played a significant role in the domestic economy. The country was not a globally significant consumer of minerals or mineral fuels (Edelstein, 2009; Olson, 2009a, b; Shedd, 2009).Minerals in the National EconomyThe mining and mineral processing sector accounted foran estimated 13.4% of the gross domestic product in 2008, and the manufacturing sector, 4%. The mining sector grewby 11.4% in 2008. In 2007 (the latest year for which data were available), between 500,000 and 1 million artisanal and small-scale miners were estimated to be involved in diamond production; employment in diamond trading amounted to about 100,000. Employment in diamond mining and trading declined substantially in late 2008 because of the worldwide economic crisis (Partnership Africa Canada, 2007; Africa Mining Intelligence, 2009a; Ames and others, 2010, p. 6-7). Government Policies and ProgramsThe Parliament of Congo (Kinshasa) passed a mining code in July 2002 that replaced Ordinance No. 81-013 of April 2, 1981. The revised code promotes private sector development of the mining industry; the principal role of the Government is to promote and regulate the development of the industry. Mining rights are vested with the Government. Congo (Kinshasa) was a signatory to the Kimberley Process, which established a certification system in November 2002 to reduce the trade in conflict diamond.Mining rights were often allocated to artisanal miners by unwritten local customs. In most areas of the country, local chiefs played the most important role in the allocation of mining rights. The mining code had no provisions for operation or ownership of artisanal mines. Local customs came into conflict with the mining code when the Government granted licenses to small-scale diamond mining companies for mines operated by artisanal miners in Kasai Orientale Province, particularly in the Tshikapa area (Partnership Africa Canada, 2007).In May 2007, the Government initiated a review of 61 previously negotiated mining contracts. By November 2008, 14 of the contracts were cleared as acceptable, 26 required further negotiation, and 21 were ruled to be unacceptable in their current (2008) form. The rejected contracts could face cancellation. The newly appointed Government called for a swift conclusion to the process in November (Welch, 2008).ProductionIn 2008, the production of refined copper in Congo (Kinshasa) increased by 621%; niobium (columbium), by an estimated 254%; refined cobalt, by 137%; mined copper, by an estimated 64%; tantalum, by an estimated 41%; tin, by an estimated 33%; and mined cobalt, by an estimated 23%. Silver mine production decreased by 55%; tungsten, by an estimated 41%; gold, by an estimated 35%; diamond, by 26%; and cement, by 22%. Copper smelter production ceased.Structure of the Mineral IndustryLa Générale des Carrières et des Mines (Gécamines), which was a state-owned company, produced cobalt and copper; other cobalt and copper mining companies were privately owned. The cement producers Cimenterie de Lukala and Interlacs were privately owned. The Government held an 80% share in the large-scale diamond producer Société Minière de Bakwanga (MIBA). Artisanal and small-scale miners accounted for most Congolese output of diamond, gold, niobium, tantalum, tin, and tungsten. Artisanal and small-scale miners also played a significant role in the country’s cobalt mine production. Mineral TradeExports were estimated to be about $6.59 billion in 2008, and imports, $6.71 billion. Cobalt accounted for 38% of total exports; copper, 35%; crude petroleum, 12%; and diamond, 11%. Other mineral exports included gold, niobium, tantalum, tin, tourmaline, and tungsten. The share of diamond in total exports declined from nearly 61% in 2003, and crude petroleum, from 19%. Most of the decline was attributable to increased production and prices for cobalt and copper; crude petroleum exports tripled in value from 2003 to 2008, and cobalt and copper exports increased at an even faster rate. Petroleum products accounted for nearly 12% of total imports in 2008 (Ames and others, 2010, p. 29-30). Commodity ReviewMetalsAluminum.—BHP Billiton Ltd. of Australia was engagedin a feasibility study of a new aluminum smelter in Bas-Congo Province. The proposed smelter would have a capacity of 800,000 metric tons per year (t/yr) in its first phase and would consume electricity produced from about 2,000 megawatts (MW) of installed capacity at the proposed Inga 3 hydroelectric power station on the Congo River. The feasibility study was expected to be completed in 2009. Depending on the results of the study and the development of Inga 3, aluminum production could start in 2014 or 2015. The estimated cost of the project was $3 billion (Mining Review Africa, 2007a).Congo (Kinshasa)—2008 11.1Cobalt and Copper.—First Quantum Minerals Ltd. of Canada produced copper ore from the Lonshi Mine; the company shipped its ore across the border with Zambia to the Bwana Mkubwa solvent extraction-electrowinning (SX/EW) facility. Reserves at the Lonshi Mine were depleted in the third quarter of 2008 (First Quantum Minerals Ltd., 2009, p. 18, 33). In November 2007, First Quantum started production at the Frontier Mine and output amounted to 8,712 metric tons (t) of copper for that year. In 2008, production at the Frontier Mine was 80,177 t. Production in 2008 was limited by heavy rains early in the year, but the recovery rate increased during the year. Production was expected to increase to 98,000 t in 2009 and to an average of 103,000 t/yr of copper from 2010 to 2013 (First Quantum Minerals Ltd., 2009, p. 18, 28-29, 32).By the end of 2008, First Quantum had completed 47% of the Kolwezi tailings project. Production was expected to start at the company’s mine and SX/EW plant in the third quarter of 2010 at an initial rate of 35,000 t/yr of refined copper and 7,000 t/yr of cobalt hydroxide. First Quantum planned to increase production to an average of 70,000 t/yr of refined copper from 2011 to 2013; the life of the project was estimated to be 22 yearswith production at 70,000 t/yr. The cost of the expansion was estimated to be $40 million. First Quantum also planned to complete a study of the development of a cobalt refining plant in the first quarter of 2009 (First Quantum Minerals Ltd., 2009, p. 25, 29).Anvil Mining Ltd. of Australia operated the Dikulushi open pit copper-silver mine, which is located near Lake Mweru in Katanga Province. The company exported copper concentrates from the Dikulushi Mine to Namibia for smelting. Anvil produced 11,047 t of copper in 2008 compared with 24,561 tin 2007; silver production decreased to 34,083 kilograms (kg) from 76,242 kg. Ore grades and recovery rates decreased in 2008 because of the shift from open pit mining to underground mining. In the fourth quarter of 2008, Dikilushi was shut down and placed on care-and-maintenance status; the mine was subeconomic at world copper prices of $1.40 per pound (Metal Bulletin, 2008; Anvil Mining Ltd., 2009, p. 14-15).Anvil was engaged in a joint venture with DeMoura Enterprises and Gécamines to produce copper at the Mutoshi Mine (formerly known as the Kulu Mine). In 2008, production at Mutoshi declined to 7,448 t of copper from 10,066 t in 2007. Production was limited by lower ore grades and recovery rates. In November, the Mutoshi Mine was shut down (Anvil Mining Ltd., 2009, p. 15-16).In 2008, Anvil produced 22,858 t of copper at the Kinsevere Mine compared with 13,006 t in 2007. In August, Anvil completed construction of an electric arc furnace at Kinsevere for the production of blister copper ingots with a grade of 92% copper. Blister copper production amounted to 820 t in 2008. Mining operations were suspended at Kinsevere in November. Anvil planned to make a decision on continuing blister copper production in the first quarter of 2009. If blister copper production were to continue, Anvil could produce at a rate of 5,100 t/yr from stockpiles (Anvil Mining Ltd., 2009, p. 15, 20-21).Anvil completed nearly 40% of the construction on the second stage of the Kinsevere project in 2008. The company planned to build an SX/EW plant with a capacity of 60,000 t/yr of refined copper. In the fourth quarter of 2008, Anvil halted work on the plant because of the worldwide economic crisis. The capital costs of the second stage were estimated to be $380 million, of which $180 million was already spent. Anvil was searching for financing for the remaining $200 million in capital costs; the company hoped to complete construction in the second half of 2010 (Metal Bulletin, 2008; Anvil Mining Ltd., 2009, p. 3, 8). Ruashi Mining SPRL (Metorex Ltd. of South Africa, 80%) produced cobalt and copper from tailings near the Ruashi Mine. In 2008, copper production from the tailings amounted to9,175 t, and cobalt production, 388 t. The company’s copper and cobalt production amounted to 8,971 t and 391 t, respectively, in 2007. Ruashi Mining started the second phase of the project in the second half of 2008, which involved mining the Ruashi ore body. Refined copper output from the Ruashi ore body that was produced at a new SX/EW plant amounted to 2,215 t. The company planned to produce at the SX/EW plant’s full capacity of 45,000 t/yr of refined copper and 3,500 t/yr of cobalt hydroxide by December 2009. Capital costs of the second phase of the project were estimated to be $335 million (Metorex Ltd., 2008, p. 20-22; 2009).At the beginning of 2008, Nikanor plc operated the Kananga and the Tilwezembe Mines. In 2008, production at Kananga and Tilwezembe amounted to 4,489 t of copper and 1,776 t of cobalt. Katanga Mining Ltd. of Canada merged with Nikanorin January. Mining operations were suspended at Tilwezembe in November because of declining cobalt and copper prices (Katanga Mining Ltd., 2009, p. 8, 36).Katanga started copper mining at the KTO and T17 Minesin the first half of 2007; the company also reopened the Luilu refinery in December 2007. In 2008, production amountedto 26,611 t of refined copper and 749 t of cobalt metal. The combined mining operations of Katanga and Nikanor were expected to produce 45,500 t of refined copper and 4,000 t of cobalt metal in 2009. Katanga planned to increase capacityat Luilu to 70,000 t/yr of copper by mid-2009. From 2011to 2013, Katanga planned further capacity increases at Luiluto 150,000 t/yr of copper. By 2015, a new SX/EW plant was expected to increase capacity to 310,000 t/yr of refined copper and 30,000 t/yr of refined cobalt and cobalt salt. Capacity increases after 2009 depended on securing additional financing (Katanga Mining Ltd., 2009, p. 28, 36).Copper Resources Corp. (CRC) of Australia (Metorex, 50%) and its joint-venture partners planned to reopen the Kinsenda Mine by May 2009 and produce 35,000 t/yr of copper in concentrate. The capital costs of the project were estimated to be $93 million. The life of the mine was expected to be 13 years (Mining Review Africa, 2007b; Arenson, 2008).Gécamines produced 26,051 t of copper and 690 t of cobalt in 2008. The company’s production was constrained by aging equipment; a lack of investment, fuel, and spare parts; and poor infrastructure. Gécamines’ joint ventures included its partnerships with Enterprise Generale Malta Forrest SPRL to produce cobalt and copper at the Luiswishi open pit mine and La Société pour le Traitement du Terril de Lubumbashi’s (STL) tailings treatment plant in Lubumbashi. In 2008, the production of copper at Luiswishi increased to 11,204 t from about10,000 t in 2007, and cobalt production decreased to 2,991 t11.2 u.s. geologiCal survey minerals yearbooK—2008from about 4,500 t. Starting in late 2008, the Luiswishi Mine was expected to be temporarily shut down; plans to build a new hydrometallurgical plant at Luiswishi were likely to continue in 2009. The plant’s estimated costs were $165 million. Cobalt and copper output at STL remained nearly unchanged at 5,545 t and 3,113 t, respectively (George Forrest International S.A., 2008: Africa Mining Intelligence, 2009b; La Générale des Carrières et des Mines, 2009).Chemaf SPRL started the production of refined copper at the Etoile Mine in 2007; the mine opened in 2005. Cathode production increased to 11,353 t in 2008 from 1,063 t in 2007; copper carbonate production amounted to 5,344 t in 2007. Cobalt production decreased to 2,402 t in 2008 from 2,599 t in 2007. By the end of 2009, Chemaf planned to commission a new 6,000-t/yr-capacity SX/EW plant to produce refined cobalt (Chemaf SPRL, 2009).Central African Mining and Exploration Company plc (CAMEC) of the United Kingdom started operations at its Luita SX/EW plant near Lubumbashi in 2007. The Luita plant was supplied by mines in the 467 and 469 concessions. In 2008, CAMEC produced 10,091 t of refined copper and 3,703 t of cobalt in concentrate compared with 4,948 t of copper and 699 t of cobalt in 2007. The company planned to increase capacity to 30,000 t/yr of refined copper and 8,000 t/yr of contained cobalt by March 2009, and 100,000 t/yr of copper and 12,000 t/yrof cobalt by March 2011. In November 2008, CAMEC shut down its mining operations; plans to restart mining and produce at the expanded capacity of 30,000 t/yr in the first quarter of 2009 depended on world cobalt market conditions (Central African Mining and Exploration Company plc, 2008, p. 14, 21; Mukumbira and Harrison, 2008).TEAL Exploration & Mining Inc. of Canada and Gécamines started mining operations at the Luputo property in May 2007. In mid-2008, resources at Luputo were estimated to be 23.3 million metric tons (Mt) at a grade of 2.3% copper. Copper production was expected to be 8,500 t in concentrate in 2008; TEAL was engaged in a feasibility study of increasing copper production to 40,000 t/yr. By the fourth quarter of 2008, output had declined by 83% compared with that of the second quarter of 2008 (Arenson, 2008; TEAL Exploration & Mining Inc., 2008). Mining at the Tenke Fungurume project was expected to start in the second half of 2009; output was planned to be 115,000 t/yr of refined copper and 8,000 t/yr of cobalt in metal and cobalt hydroxide in the first phase of the project. In 2008, the estimate of the project’s capital costs was revised to about $1.9 billion from $900 million. Tenke Fungurume was a joint venture of Freeport McMoran Copper & Gold Inc. of the United States (57.75%), Lundin Mining Corp. of Canada (24.75%), and Gécamines (17.5%) (Arenson, 2008).Africo Resources Ltd. of Canada planned to produce about 16,400 t/yr of copper and 3,800 t/yr of cobalt in concentrate at the new Kalukundi open pit mine starting in 2010. The capital costs of the project were estimated to be $163 million. Reserves were estimated to be 7.8 Mt at a grade of 2.44% copper and 0.69% cobalt. The life of the mine was expected to be 10 years (African Mining, 2007; Arenson, 2008). Gold.—Artisanal and small-scale miners produced gold in the Ituri District of Orientale Province, Nord-Kivu Province, and Sud-Kivu Province in eastern Congo (Kinshasa). Most gold exports were undeclared; reported gold exports from Sud-Kivu Province amounted to about 240 kilograms per year (kg/yr) (Global Witness, 2009, p. 52).Gold mines in the Fizi, the Kalehe, and the Mwenga Territories in Sud-Kivu Province were reportedly under the control of the Forces Démocratiques pour la Libération du Rwanda (FDLR). Illegal taxation of artisanal gold mining accounted for an estimated 75% of the FDLR’s revenues. Congolese military forces took control of the Mukungwe Mines in Sud-Kivu in March 2008 in response to civil unrest related to an ownership dispute. The Mufa Mine at Tubimbi in Sud-Kivu was also controlled by Congolese military forces. Gold produced in mines in the southern part of Sud-Kivu was exported to Burundi across Lake Tanganyika (Garrett and Mitchell, 2009, p. 9; Global Witness, 2009, p. 33-35, 40-41, 73). In July 2008, Banro Corp. of Canada completed its prefeasibility study of developing a new mine at Twangizain Sud-Kivu Province. Banro initiated a full feasibility studyin July. Depending on the results of the study, the company planned to produce an average of 10,700 kg/yr of gold during the first 3 years of mining at Twangiza and an average of7,300 kg/yr during the first 7 years of mining. Reserveswere estimated to be 48.9 Mt at a grade of 2.1 grams per metric ton (g/t) gold. The life of the mine was expected to be 12 years. Initial capital costs at Twangiza were estimated to be $541 million. Banro planned to complete a prefeasibility study at Namoya and a scoping study at Kamituga in 2009 (Mining Journal, 2008).Moto Goldmines Ltd. of Australia and its joint-venture partners were considering the development of a new mine at the Moto project in the Ituri District of Orientale Province. According to the feasibility study of an open pit mine completed in December 2007, gold production would amount to an average of 12,400 kg/yr. Capital and infrastructure costs, which included a new 24-MW hydroelectric power station, were estimated to be $483 million. Reserves were estimated to be 37.8 Mt at a grade of 3.2 g/t gold. Moto planned to complete a feasibility study of an underground mine in the first quarter of 2009 (Moto Goldmines Ltd., 2009).TransAfrika Resources Ltd. of Mauritius started soil sampling at EP6062 in Sud-Kivu Province in the second half of 2008; the company planned further exploration after the end of the rainy season in May 2009. AngloGold Ashanti Ltd. of South Africa explored at Mongbwalu in Orientale Province. In November 2008, the company suspended its exploration activities in Congo (Kinshasa) because of fighting between Government and rebel forces (Welch, 2008).Niobium and Tantalum.—The Lueshe pyrochlore mine, which accounted for a majority of domestic niobium production between 2000 and 2003, reportedly reopened in 2008. Pyrochlore was shipped to Goma for export in late 2008. The Government blocked exports because of the continuing legal dispute concerning ownership of Lueshe that caused the mine to close in 2004 (Global Witness, 2009, p. 21). Mwangachuchu Hizi International and other mining companies produced columbite-tantalite at Bibatama in Nord-Kivu Province using labor-intensive methods. The Congres National pour laCongo (Kinshasa)—2008 11.3Défense du Peuple (CNDP) reportedly obtained revenue from the illegal taxation of mining operations at Bibatama. About 15% of the CNDP’s revenues were estimated to be attributable to mineral taxation and trading. The FDLR and Congolese military forces also reportedly obtained revenue from the illegal taxation of columbite-tantalite mining operations near Shabunda inSud-Kivu Province (Spittaels and Hilgert, 2008, p. 24-25, 33-34; Garrett and Mitchell, 2009, p. 9; Global Witness, 2009, p. 40-41). Exports of columbite-tantalite from Nord-Kivu and Sud-Kivu Provinces amounted to about 380 t in 2008 compared with 267 t in 2007. In the first 11 months of 2008, Sud-Kivu accounted for 84% of columbite-tantalite exports, and Nord-Kivu, 16% (Garrett and Mitchell, 2009, p. 31).Tin.—Artisanal and small-scale miners produced cassiterite in Katanga, Maniema, Nord-Kivu, and Sud-Kivu Provinces. The Bisie Mines in the Walikale Territory in Nord-Kivu were the largest Congolese cassiterite mines; production was between 9,600 and 12,000 t/yr. The 85th Brigade of the Congolese military forces, which was not integrated into the unified national Congolese military forces, controlled the Bisie Mines. An estimated 95% of the 85th Brigade’s revenues were obtained from the illegal taxation and trade of minerals. Kivu Resources Ltd. of South Africa held the mining rights for the Bisie Mines. The company planned to spend $28 million on the development of large-scale mining at Bisie. In October 2008, Kivu Resources declared force majeure at Bisie because of the 85th Brigade’s control of the mines (Mukumbira, 2008; Garrett and Mitchell, 2009, p. 6; Global Witness, 2009, p. 27-30).Cassiterite mines near Shabunda produced at least 840 t/yr, from which the FDLR and Congolese military forces reportedly obtained revenue from illegal taxation. The FDLR also controlled cassiterite mines in Walikale Territory and in Kalehe and Mwenga Territories in Sud-Kivu Province. The Karhembu Mine near the town of Tubimbi and the Lemera Mines in Sud-Kivu Province were controlled by Congolese military forces (Spittaels and Hilgert, 2008, p. 33-34; Global Witness, 2009, p. 33, 36, 40-42). Other significant artisanal mining areas included Kasese and Kalima in Maniema Province and Kamituga in Sud-Kivu Province. Cassiterite production from Maniema Province was at least 1,639 t in 2007 (Garrett and Mitchell, 2009, p. 29). Congolese exports of cassiterite from Nord-Kivu andSud-Kivu Provinces amounted to about 18,200 t in 2008 compared with 13,656 t in 2007. In Goma, such companies as Mining and Processing Congo (MPC) (a subsidiary of Kivu Resources) and Society for Mining Development (Sodexmines) (a subsidiary of Elwyn Blattner Group of the United States) processed cassiterite concentrates to a tin content of 65% before export. In the first 11 months of 2008, about 75% of cassiterite exports was shipped from Nord-Kivu, and 25%, from Sud-Kivu. Belgium received 62% of Congolese cassiterite exports in 2007; Thailand, 14%; and the United Kingdom, 11% (Garrett and Mitchell, 2009, p. 29, 31; Global Witness, 2009, p. 60). Tungsten.—More than 1,000 artisanal miners produced wolframite at Kamole in Sud-Kivu Province; the Kamole Mine was reportedly controlled by Congolese military forces. Wolframite was also mined in Nord-Kivu Province. Congolese wolframite exports from Nord-Kivu and Sud-Kivu Provinces amounted to about 650 t in 2008 compared with 1,095 t in 2007. In the first 11 months of 2008, about 76% of exports was shipped from Nord-Kivu, and 24%, from Sud-Kivu. In 2007, Belgium received about 63% of wolframite exports; the United Kingdom, 10%; and the Netherlands, 8% (Spittaels and Hilgert, 2008, p. 34; Garrett and Mitchell, 2009, p. 31; Global Witness, 2009, p. 60).Industrial MineralsDiamond.—MIBA mined mostly industrial andnear-gem-quality diamond at Mbuji-Mayi in Kasai-Oriental Province; production amounted to about 100,000 carats per month in 2008. The company planned to increase productionto 200,000 carats per month. In September 2008, MIBAwas granted $140 million in financing by the Industrial Development Corp. of South Africa and the Development Bank of Southern Africa. MIBA needed $25 million to rehabilitate its hydroelectric plants that were operating at 25% of capacity and an additional $100 million to build a new hyrdroelectric plant. The company’s diesel generators were incapable of supporting large-scale mining and were increasingly difficult to operate because of high fuel prices. MIBA’s financial difficulties were exacerbated by declining diamond prices in the second half of 2008. In October, MIBA was forced to shut down operations because of labor disputes; workers were unpaid for 20 months because revenues were less than labor costs (Africa Mining Intelligence, 2008; Bavier, 2008).Artisanal miners produced diamond at Aketi in Orientale Province; at Bakongo, Bakwachimuna, and Tshibue inKasai-Oriental Province; at Tshikapa in Kasai-Occidental Province; and at various operations in Bandundu, Bas-Congo, Equateur, and Katanga Provinces. Artisanal diamond production declined to 20.1 million carats in 2008 from 27.2 million carats in 2007. In the fourth quarter of 2008, artisanal diamond production declined sharply; miners in the Mbuji-Mayi area sought employment in the agricultural sector after many diamond traders shut down operations. In addition to the worldwide economic crisis, artisanal diamond production was also constrained bythe lack of mining skills and access to capital, the absence of cooperatives, and poor working conditions (Partnership Africa Canada, 2007; Africa Mining Intelligence, 2009a).Global Diamond Resources plc (GDR) of the United Kingdom engaged in bulk sampling and trial mining at alluvial deposits on the Tshumbe River in 2008. By the end of 2010, GDR planned to start a mining operation that would produce between 150,000 and 200,000 carats per year. By the end of 2012, production could increase to a rate of about 600,000 carats per year. Capital expenditures were estimated to be $25 million (Global Diamond Resources plc, 2008, p. 11, 13-14, 26, 29).In March 2008, Pangea Diamondfields plc commissioned a new bulk sampling plant at its Longatshimo River project; the company recovered more than 1,000 carats of diamond by the end of June. Pangea also explored at the Tshikapa River project. Resources at Longatshimo River were estimated to be nearly 15.7 million cubic meters of gravel that contained 5.05 million carats, and at Tshikapa River, 16.5 million cubic meters of gravel that contained 3.35 million carats (Arenson, 2008; Pangea Diamondfields plc, 2008).11.4 u.s. geologiCal survey minerals yearbooK—2008In February 2008, BRC Diamond Corp. of Canada merged with Diamond Core Ltd. of South Africa to form BRC DiamondCore Ltd. In June, BRC formed a joint venture with Rio Tinto Group of Australia to explore for diamond at fiveof BRC’s projects in Equateur and Orientale Provinces; the companies engaged in stream sampling. BRC also explored at its Candore East, Kwango River, Lubao, and Tshikapa projects. In November, BRC announced plans to engage in bulk sampling at Kwango River in 2009 and to discontinue exploration at Lubao (Arenson, 2008; BRC DiamondCore Ltd., 2008).De Beers Group of South Africa and Bugeco SA of Belgium (African Diamonds plc of the United Kingdom, 35.42%) were engaged in a joint venture to explore at Bugeco’s propertiesin Kasai-Oriental Province. In November 2008, De Beers announced plans to withdraw from the joint venture because of the worldwide economic crisis and the small size and low grade of the kimberlites (African Diamonds plc, 2009, p. 3, 17-18). Gem Diamonds Ltd. of the United Kingdom engaged in dredging and alluvial exploration at its Longatshimo, Lubembe, and Mbelenge properties in 2008, which are located on the Longatshimo, the Lubembe, and the Kasai Rivers, respectively. In November, Gem Diamonds suspended all dredging and alluvial exploration activities; the company planned to continue with kimberlitic exploration (Ryan, 2009).Gravity Diamonds Ltd. of Australia and BHP Billiton explored at Gravity’s Gunge, Luebo, Maniamuna, and Penge concessions on the Kasai Craton. In May 2007, Gravity was purchased by Mwana Africa plc of the United Kingdom. BHP Billiton and SouthernEra Diamonds Inc. of Canada were engaged in a joint venture to explore at 39 of SouthernEra’s 56 permits in Kasai-Oriental Province. SouthernEra was purchased by Mwana in November 2007. In early December 2008, BHP Billiton announced plans to withdraw from the agreement signed with SouthernEra by yearend and proposed to terminate the agreement signed with Gravity. Mwana subsequently suspended its diamond exploration activities in Congo (Kinshasa) (Jessop, 2008).Mineral FuelsPetroleum.—In April 2008, Soco International plc of the United Kingdom’s production-sharing contract for the Nganzi Block became effective. Soco planned to conduct a seismic survey at Nganzi. In May, Dominion Petroleum Ltd. of Bermuda signed an agreement to explore at Block 5, which included areas on and near Lake Edward on the border with Uganda. Tullow Oil plc of the United Kingdom held Block 1, which included areas on and near Lake Albert. The company’s exploration rights were withdrawn by the Government in 2008 because of alleged contract irregularities (Petroleum Economist, 2008; Irish Times, 2009).OutlookCobalt and copper output in Congo (Kinshasa) is expectedto increase substantially in the near future. The closing of the Dikulushi, the Kinsevere, and the Mutoshi Mines because of the worldwide economic crisis is likely to be more than offset by the opening of the Kalukundi and the Tenke Fungurume Mines and increased production from the Frontier, the KTO, the Ruashi, and the T17 Mines. The development of these projects depends heavily upon political and economic stability and favorable conditions in world markets. The outlook for gold, niobium, tantalum, tin, and tungsten is particularly dependent upon political stability because of continued civil unrest in eastern Congo (Kinshasa) and upon international concerns about the reported use of minerals to finance military operations. References CitedAfrica Mining Intelligence, 2008, Strike halts MIBA production: Africa Mining Intelligence, no. 190, November 5-18, p. 3.Africa Mining Intelligence, 2009a, Dramatic collapse in diamond production: Africa Mining Intelligence, no. 195, January 21-February 3, p. 2.Africa Mining Intelligence, 2009b, Forrest closes mine but keeps building plan: Africa Mining Intelligence, no. 193, December 17-January 6, p. 3.African Diamonds plc, 2009, Annual report and accounts 2008: London, United Kingdom, African Diamonds plc, 52 p.African Mining, 2007, Kalukundi looking good: African Mining, v. 12, no. 2, March/April, p. 28-31.Ames, Brian, Bohva-Padilla, Simona, Callegari, Giovanni, Farah, Abdikarim, and Douglas, Hostland, 2010, Democratic Republic of the Congo—Statistical appendix: Washington, DC, International Monetary Fund Country Report10/11, January 8, 39 p.Anvil Mining Ltd., 2009, Annual report 2008: Osborne Park, Australia, Anvil Mining Ltd., 72 p.Arenson, Gaelle, 2008, The road to recovery—Paved with good intentions?: Mining Journal Ltd., August 15, p. 18-23.Bavier, Joe, 2008, DRC diamond miner MIBA close to signing finance deal to rebuild infrastructure: Thomson Reuters Corp., June 20, unpaginated.BRC DiamondCore Ltd., 2008, BRC DiamondCore provides update on DRC exploration activities: Toronto, Ontario, Canada, BRC DiamondCore Ltd. press release, November 18, 3 p.Central African Mining and Exploration Company plc, 2008, Annual report and financial statements—Year ended 31 March 2008: London, United Kingdom, Central African Mining and Exploration Company plc, 147 p.Chemaf SPRL, 2009. Production details: Chemaf SPRL. (Accessed November 16, 2009, at /production_details.htm.) Edelstein, D.L., 2009, Copper: U.S. Geological Survey Mineral Commodity Summaries 2009, p. 50-51.First Quantum Minerals Ltd., 2009, 2008 annual report: Vancouver, British Columbia, Canada, First Quantum Minerals Ltd., 72 p.Garrett, Nicholas, and Mitchell, Harrison, 2009, Trading conflict for development: Aston Sandford, United Kingdom, Resource Consulting Services Ltd., 51 p.George Forrest International S.A., 2008, Fiscalite 2007 et ITIE: Wavre, Belgium, George Forrest International S.A. press release, May 27, 1 p.Global Diamond Resources plc, 2008, Corporate presentation—Democratic Republic of Congo: London, United Kingdom, Global Diamond Resources plc, September 8, 29 p.Global Witness, 2009, Faced with a gun, what can you do?—War and the militarization of mining in Eastern Congo: London, United Kingdom, Global Witness, 106 p.Irish Times, 2009, Tullow Oil may take on additional partner in Congo deal: Irish Times [Dublin, Ireland], March 31, unpaginated.Jessop, Simon, 2008, Mwana Africa says may stop DRC diamond ops: Thomson Reuters Corp., December 2, unpaginated.Katanga Mining Ltd., 2009, Fourth quarter 2008—Management’s discussion and analysis: Toronto, Ontario, Canada, Katanga Mining Ltd., 36 p.La Générale des Carrières et des Mines, 2009, Production: La Généraledes Carrières et des Mines. (Accessed November 19, 2009, athttp://www.gecamines.cd/production.php.)Metal Bulletin, 2008, Anvil puts Dikulushi on care and maintenance: Metal Bulletin, no. 9077, December 15, p. 10.Metorex Ltd., 2008, Annual report 2008: Rosebank, South Africa, Metorex Ltd., 125 p.Metorex Ltd., 2009, Consolidated unaudited interim results for the six months ended 31 December 2008 and further cautionary announcement: Rosebank, South Africa, Metorex Ltd., 12 p.Congo (Kinshasa)—2008 11.5。
MY电缆技术规范书
MY 0.38/0.66KV 技术规范1 产品标准和规范本技术条件除满足招标定货技术条件外,还符合以下国家标准及其它相关标准。
GB/T 2951-2008 电缆绝缘和护套材料通用试验方法GB/T 3048-2007 电线电缆电性能试验方法GB/T 3953-2009 电工圆铜线GB/T 3956-2008 电缆的导体GB/T 6995-2008 电线电缆识别标志GB/T 12972-2008 矿用橡套软电缆GB/T 7594-1987 电线电缆橡皮绝缘和橡皮护套JB/T 8137-1999 电线电缆交货盘MT 818.9-2009 煤矿用移动轻型软电缆MT 818.1-2009 煤矿用阻燃电缆第1部分:一般规定MT 386-2011 煤矿用阻燃电缆阻燃性的试验方法和判定规则2 适用范围2.1 使用特性2.1 电力系统运行条件:/U=0.38/0.66kV, 频率:50HZ;2.1.1 电力系统额定电压U2.1.2 电缆导体的长期允许工作温度为90℃;2.1.3 电缆的最小弯曲半径为电缆直径的6倍;3 技术要求3.1 导体导体采用退火圆软铜线,性能符合GB/T 3953的规定。
导体单线最大直径应符合GB/T 3956中第5种导体的规定。
3.2 绝缘绝缘采用符合GB/T 7594.8中XJ-30A型规定的橡皮,抗张强度应不低于6.5MPa。
绝缘平均厚度不小于标称值,最薄处厚度应不小于标称值90%-0.1mm。
3.3 缆芯:多芯电缆缆芯的绞合节径比:动力线芯截面4-16mm2应不大于12;动力线芯截面25-185mm2应不大于14。
3.4 护套3.4.1 材料应符合GB/T 7594.7中XH-03A型规定。
3.4.2 护套厚度符合MT 818.5中表3的规定,其最薄处厚度不小于标称值85%-0.1mm。
4 电缆试验根据MT 818.5有关标准进行,卖方向买方提供所有工厂试验及抽样试验项目报告。
4.1出厂例行试验,见表14.2抽样试验按MT 818.5要求进行,见表2。
A1020B中文资料
1-284
元器件交易网
ACT™ 1 Series FPGAs
source 10 mA at TTL levels. See Electrical Specifications for additional I/O buffer specifications.
Device Organization
The logic module can implement the four basic logic functions (NAND, AND, OR, and NOR) in gates of two, three, or four inputs. Each function may have many versions, with different combinations of active-low inputs. The logic module can also implement a variety of D-latches, exclusivity functions, AND-ORs, and OR-ANDs. No dedicated hardwired latches or flip-flops are required in the array, since latches and flip-flops may be constructed from logic modules wherever needed in the application.
30 12
2,000 6,000
50 20
Logic Modules
295
547
Flip-Flops (maximum)
147
273
Routing Resources Horizontal Tracks/Channel Vertical Tracks/Column PLICE Antifuse Elements
电动机产品目录
35.1 2930 90
86 2.8 0.31 168
5
4 6 9 8 4 254
YB2-180M-2 22
90. 90. 89.
0.8 0.7
7. 2.
41 2940
0.9
2
89 2.8 0.37 220
558
68
53
91. 91.
0.8 0.8
7. 2.
YB2-200L1-2 30 55.4 2950
2
型号
堵堵最
振
额定
效率%
功率因数 COSφ
转转大
动
噪声
转动 重
电流
转电转
等
转速
负载
负载
dB(A
惯量 量
功率 (380V r/mi
矩流矩 )
级 kg.m2 kg
kW
)
1.0 0.7 0.5 1.0 0.7 0.5 倍 倍 倍
mm/
n
A
0 5 0 0 5 0 数数数
sห้องสมุดไป่ตู้
55
82
53
YB2-250M-2
92.
YB2-711-2
0.3
69. 0.8 0.7 0.6 2. 5. 2.
0.99 2800 70 73
64 1.8
7
8 1 5 4 253
YB2-712-2 YB2-801-2
0.5
72. 0.8 0.7 0.6 2. 5. 2.
1.38 2800 73 76
64 1.8
5
6 3 8 8 253
91 0.9
2
92 2.8 0.63 290
46
71
BTX18-100中文资料
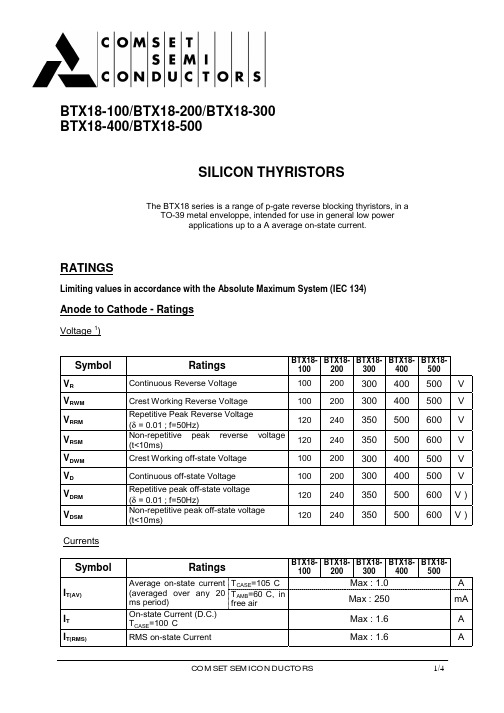
Symbol
IT(AV)
IT IT(RMS)
Ratings
Continuous Reverse Voltage
BTX18- BTX18- BTX18- BTX18- BTX18-
100
200
300
400
500
100 200 300 400 500 V
Crest Working Reverse Voltage
10
°C/W
200
°C/W
2.5
°C/W
Anode to Cathode - Characteristics
Symbol
Ratings
VT
On State Voltage IT=1.0 A, Tj=25°C
BTX18 BTX18 BTX18 BTX18 BTX18 -100 -200 -300 -400 -500
100 200 300 400 500 V
Repetitive Peak Reverse Voltage (δ = 0.01 ; f=50Hz)
120 240 350 500 600 V
Non-repetitive peak reverse voltage (t<10ms)
120
240
350
500
600 V
resistor R<1 kΩ is connected between gate and cathode 2) The device is not suitable for operation in the forward breakover mode.
Gate to Cathode - Ratings
With 1Ω resistor between gate and cathode
MB101资料
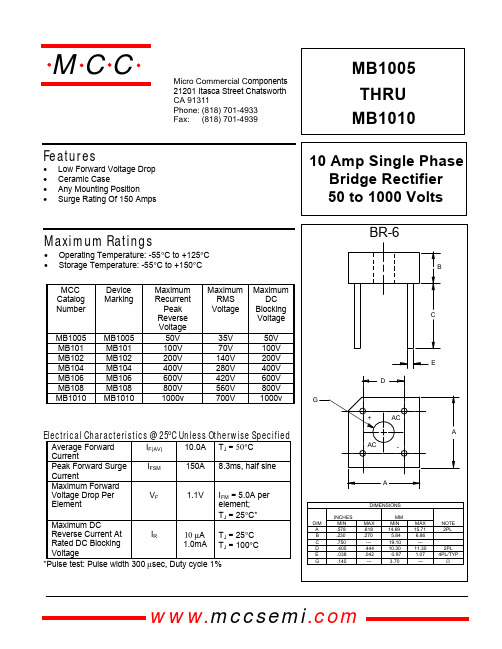
Electrical Characteristics @ 25°C Unless Otherwise Specified
Average Forward Current Peak Forward Surge Current Maximum Forward Voltage Drop Per Element IF(AV) IFSM 10.0A 150A TJ = 50°C 8.3ms, half sine
Volts Instantaneous Reverse Leakage Current - MicroAmperes versus Percent Of Rated Peak Reverse Voltage - Volts
Figure 4 Peak Forward Surge Current 200
元器件交易网
MCC
Features
• • • • Low Forward Voltage Drop Ceramic Case Any Mounting Position Surge Rating Of 150 Amps
omponents 21201 Itasca Street Chatsworth !"# $
10
150 100
86 Amps 4来自Amps50 25 0 1 4 6 8 10 20 40 60 80 100
2 Single Phase, Half Wave 60Hz Resistive or Inductive Load 0 0 25 50 75 100 150 175
2
Cycles Peak Forward Surge Current - Amperesversus Number Of Cycles At 60Hz - Cycles
1853120中文资料
Extract from the onlinecatalogTMSTBP 2,5/ 4-STF-5,08Order No.: 1853120The figure shows a 10-position version of the producthttp://eshop.phoenixcontact.de/phoenix/treeViewClick.do?UID=1853120Plug component, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08 mm, no. of positions: 4, type of connection: Screw connectionhttp://Please note that the data givenhere has been taken from theonline catalog. For comprehensiveinformation and data, please referto the user documentation. TheGeneral Terms and Conditions ofUse apply to Internet downloads. Technical dataDimensions / positionsPitch 5.08 mmDimension a15.24 mmNumber of positions4Screw thread M 3Tightening torque, min0.5 NmTechnical dataInsulating material group IRated surge voltage (III/3) 4 kV Rated surge voltage (III/2) 4 kV Rated surge voltage (II/2) 4 kV Rated voltage (III/2)320 V Rated voltage (II/2)630 V Connection in acc. with standard EN-VDE Nominal current I N12 A Nominal voltage U N250 V Nominal cross section 2.5 mm2 Maximum load current12 A Insulating material PA Inflammability class acc. to UL 94V0 Internal cylindrical gage A3 Stripping length10 mmConnection dataConductor cross section solid min.0.2 mm2 Conductor cross section solid max. 2.5 mm2 Conductor cross section stranded min.0.2 mm2 Conductor cross section stranded max. 2.5 mm2 Conductor cross section stranded, with ferrule0.25 mm2 without plastic sleeve min.Conductor cross section stranded, with ferrule2.5 mm2 without plastic sleeve max.Conductor cross section stranded, with ferrule0.25 mm2 with plastic sleeve min.Conductor cross section stranded, with ferrule2.5 mm2 with plastic sleeve max.Conductor cross section AWG/kcmil min.24 Conductor cross section AWG/kcmil max122 conductors with same cross section, solid min.0.2 mm2 2 conductors with same cross section, solid max. 1 mm22 conductors with same cross section, stranded0.2 mm2 min.2 conductors with same cross section, strandedmax.1.5 mm22 conductors with same cross section, stranded,ferrules without plastic sleeve, min.0.25 mm22 conductors with same cross section, stranded,ferrules without plastic sleeve, max.1 mm22 conductors with same cross section, stranded,TWIN ferrules with plastic sleeve, min.0.5 mm22 conductors with same cross section, stranded,TWIN ferrules with plastic sleeve, max.1.5 mm2 Certificates / ApprovalsApproval logoCSANominal voltage U N300 VNominal current I N10 AAWG/kcmil28-12CULNominal voltage U N300 VNominal current I N10 AAWG/kcmil30-12ULNominal voltage U N300 VNominal current I N10 AAWG/kcmil30-12Certification CB, CSA, CUL, GOST, UL, VDE-PZIAccessoriesItem Designation DescriptionBridges1733172EBP 3- 5Insertion bridge, fully insulated, for plug connectors with 5.0 or5.08 mm pitch, no. of positions: 31733185EBP 4- 5Insertion bridge, fully insulated, for plug connectors with 5.0 or5.08 mm pitch, no. of positions: 4General1733169EBP 2- 5Insertion bridge, fully insulated, for plug connectors with 5.0 or5.08 mm pitch, no. of positions: 2Marking1051993B-STIFT Marker pen, for manual labeling of unprinted Zack strips, smear-proof and waterproof, line thickness 0.5 mm0804293SK 5,08/3,8:FORTL.ZAHLEN Marker card, printed horizontally, self-adhesive, 12 identicaldecades marked 1-10, 11-20 etc. up to 91-(99)100, sufficient for120 terminal blocks0805085SK 5,08/3,8:SO Marker card, special printing, self-adhesive, labeled acc. tocustomer requirements, 12 identical marker strips per card, max.25-position labeling per strip, color: white0805412SK 5,08/3,8:UNBEDRUCKT Marker cards, unprinted, with pitch divisions, self-adhesive, 10-section marker strips, 12 strips per card, can be labeled with theM-PENTools1205053SZS 0,6X3,5Screwdriver, bladed, matches all screw terminal blocks up to 4.0mm² connection cross section, blade: 0.6 x 3.5 mm, without VDEapprovalAdditional productsItem Designation DescriptionGeneral1872606A-MSTBV 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: Mounting rail0710196DFK-MSTB 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 320 V, pitch: 5.08mm, no. of positions: 4, mounting: Direct mounting1899003DFK-MSTBA 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: Soldering1899304DFK-MSTBVA 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: Soldering1899634EMSTB 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: press in1915233EMSTBV 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 200 V, pitch: 5.08mm, no. of positions: 4, mounting: Press in1825527IC 2,5/ 4-STGF-5,08Plug component, nominal current: 12 A, rated voltage: 250 V,pitch: 5.08 mm, no. of positions: 4, type of connection: Screwconnection1823639ICC 2,5/ 4-STZFD-5,08Plug component, nominal current: 12 A, rated voltage: 250 V,pitch: 5.08 mm, no. of positions: 4, type of connection: Crimpconnection1842380MDSTB 2,5/ 4-GF-5,08Header, nominal current: 10 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: Soldering1845659MDSTBV 2,5/ 4-GF-5,08Header, nominal current: 10 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: Soldering1776524MSTB 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: Soldering1777099MSTBV 2,5/ 4-GF-5,08Header, nominal current: 12 A, rated voltage: 250 V, pitch: 5.08mm, no. of positions: 4, mounting: SolderingDrawingsDimensioned drawingAddressPHOENIX CONTACT GmbH & Co. KGFlachsmarktstr. 832825 Blomberg,GermanyPhone +49 5235 3 00Fax +49 5235 3 41200http://www.phoenixcontact.de© 2008 Phoenix ContactTechnical modifications reserved;。
幕墙工程竣工资料(全填写示例)

MQ 1.8
幕墙工程质量控制资料和主要功能检测报告检查表
MQ 2
幕墙工程质量控制资料
MQ 2.1
材料质量证明书及进口材料商检报告
MQ 2.1.1
铝合金材料产品合格证书、性能检测报告汇总表
铝合金材料产品合格证书、性能检测报告
MQ 2.1.2
幕墙用钢材及五金(衬垫)产品合格证书、性能检测报告汇总表
10.10.23
5
BY1201、AM1123、Y1001等
28748㎏
**海达
No.0000378
A02633021000004
A02633021000005
10.12.10
6
BY1201、AM1123、Y1001等
12620㎏
**海达
No.0000424
A02633021000004
A02633021000005
工程名称
**社区中心
施工单位
**幕墙系统工程有限公司
序号
资料名称
份数
核查意见
核查人
1
图纸会审、设计变更、洽商记录
/
2
幕墙设计的确认文件和结构计算书
3
3
原材料出厂合格证、进场检验报告以及进口材料的商检报告
63
4
施工现场试验报告及见证取样报告
46
5
隐蔽工程验收记录
236
6
幕墙的抗风压性能、空气渗透性能、雨水渗透性能及平面变形
幕墙变形缝及墙面转角处的节点构造隐蔽验收记录
MQ 2.3.4
幕墙防火构造隐蔽验收记录
MQ 2.3.5
幕墙防雷装置隐蔽验收记录
MQ 3
PBYR20100资料

November 1998
1
Rev 1.300
元器件交易网
Philips Semiconductors
Rectifier diodes Schottky barrier
Product specification
PBYR20100CT, PBYR20100CTB series
conducting)
IFRM
Repetitive peak forward
square wave; δ = 0.5;
-
20
A
current per diode
Tmb ≤ 133 ˚C
IFSM
Non-repetitive peak forward t = 10 ms
-
135
A
current per diode
8
6
4
PBYR10100
Tmb / C 130
a = 1.57 134
2.2 1.9
2.8
138
4
142
2
146
0
150
0
2
4
6
8
10
IF(AV) / A
Fig.2. Maximum forward dissipation PF = f(IF(AV)) per diode; sinusoidal current waveform where a = form
Product specification
PBYR20100CT, PBYR20100CTB series
PF / W 15
Vo = 0.550 V Rs = 0.015 Ohms
PBYR10100
10 0.5