SPI 注塑模表面分级
塑胶模具型腔面抛光标准

D3
3.各国模具表面粗糙度标准及加工方法对照见 Q/TKM 4《注塑模具技术标准》 附录 E 。
4.通用模具表面粗糙度最低要求参照 Q/TKM 4《注塑模具技术标准》第 6 章 附表五:模具表
面粗糙度。
本标准生效日期为:
制定: 日期:
——版本所有
第1页共1页
模具工程标准
标准名称:模具型腔面抛光标准
文件编号: 版 本 号:
本公司采用美国 SPI 标准(即 SPI AR-106 Mold Finish Guide)作为模具型腔面抛光标准, SPI 为 Society of the Plastics Industry 美国塑胶工业协会的缩写。
一.范围
本标准参照 SPI 标准规定了模具型腔表面 12 级不同类型、对应使用的表面处理材料及对应
0.5 -1.0
A1
#2
1200 号钻石膏(#15 钻石膏)
1.0-2.0
A3
#3
320 号砂纸
7.0 - 7.5
B3
#4
280 号油石
12.0 - 15.0
C3Leabharlann #5(干喷)240 号砂 (5"@ 100 psi)
26.0 - 32.0
D2
#6
(干喷)24 号砂 (3"@ 100 psi)
160.0 - 190.0
平均粗糙度和通用模具表面粗糙度要求,适用于注塑模具的设计、制造及验收。
二.引用标准
Q/TKM 4 注塑模具技术标准
三.模具型腔面抛光等级
1.SPI AR-106 标准将模具型腔表面分为 12 种不同等级,见表一。SPI AR-106 标准样块是 使用厚度 3/8 英寸直径 1 英寸的 H13 钢料,在圆形平面上用表一所列的表面处理材料加工而成。
注塑模具等级分类(按寿命)

Mold Standards & ClassificationsSociety of the Plastics Industry: MOLD CLASSIFICATIONSINTRODUCTIONThe following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. These classifications are for mold specifications only and in no way guarantee workmanship. This guide will attempt to give approximate cycles for each type of mold excluding wear caused by material abrasion, poor mold maintenance and improper molding technique. Maintenance is not the responsibility of the moldmaker. Normal maintenance such as replacement of broken springs, broken ejector pins, worn rings, or the rework of nicks and scratches should be borne by the molder. Mold rework costs should be closely considered when deciding which classification of mold is required. This document does not constitute a warranty or guarantee by the Society of the Plastics Industry, Inc., or its members for the classifications or specifications set forth herein.CLASSIFICATION OF INJECTION MOLDS UP TO 400 TONSThe following contains a brief synopsis of the various mold classifications and the detailed descriptions of each mold class.GENERAL SPECIFICATIONS1. Customer to approve mold design prior to start of construction.2. All molds, with the exception of prototype, to have adequate channels for temperature control.3. Wherever feasible, all details should be marked with steel type and Rockwell hardness approximately .005 deep.4. Customer name, part number, and mold number should be steel stamped on mold.5. All molds should have eyebolt holes on the top side. There should be one above and one below the parting line to facilitate mold removal, if required, in halves.CLASS 101 MOLDCycles: One million or moreDescription: Built for extremely high production. This is the highest priced mold and is made with only the highest quality materials.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces (cavities and cores) must be hardened to a minimum of 48 R/C range. All other details, such as sub-inserts, slides, heel blocks, gibs, wedge blocks, lifters, etc. should also be of hardened tool steels.Ejection should be guided.Slides must have wear plates.Temperature control provisions to be in cavities, cores and slide cores wherever possible.Over the life of a mold, corrosion in the cooling channels decreases cooling efficiency thus degrading part quality and increasing cycle time. It is therefore recommended that plates or inserts containing cooling channels be of a corrosive resistant material or treated to prevent corrosion.Parting line locks are required on all molds.CLASS 102 MOLDCycles: Not exceeding one millionDescription: Medium to high production mold, good for abrasive materials and/or parts requiring close tolerances. This is a high quality, fairly high priced mold.Detailed mold design required.Mold base to be minimum hardness of 28 R/C.Molding surfaces should be hardened to a 48 R/C range. All other functional details should be made and heat treated.Temperature control provisions to be directly in the cavities, cores, and slide cores wherever possible.Parting line locks are recommended for all molds.The following items may or may not be required depending on the ultimate production quantities anticipated. It is recommended that those items desired be made a firm requirement for quoting purposes:a. Guided Ejectionb. Slide Wear Platesc. Corrosive Resistant Temperature Control Channelsd. Plated CavitiesCLASS 103 MOLD*Cycles: Under 500,000Description: Medium production mold. This is a very popular mold for low to medium production needs; most common price range.Detailed mold design recommended.Mold base must be minimum hardness of 8 R/C.Cavity and cores must be 28 R/C or higher.All other extras are optional.CLASS 104 MOLD*Cycles: Under 100,000Description: Low production mold. Used only for limited production preferably with non-abrasive materials; low to moderate price range.Mold design recommended.Mold base can be of mild steel or aluminum.Cavities can be of aluminum, mild steel or any other agreed upon metal.CLASS 105 MOLDCycles: Not exceeding 500Description: Prototype only. This mold will be constructed in the least expensive manner possible to produce a very limited quantity of prototype parts.Molds may be constructed from cast metal or epoxy or any other material offering sufficient strength to produce minimum prototype pieces.。
注塑模具寿命标准及级别

注塑模具寿命标准及级别注塑模具寿命标准及级别第1级[适用于大量生产模(250,00-1,000,000啤或以上)]1、需要详细模具结构图2、精确的散件图3、适宜应用模凝的模具注射过程、注射分析、压力分布及温度分布,以确定最好的入水位置、流道尺寸、疏气位置等4、模胚的A、B板及通腔背板均用28Hrc硬度的钢料5、上、下模及镶件尺寸在300*250*150mm以内,使用硬度为48Hrc或以上的钢料,上、下模尺寸在300*250*150mm以上,应使用硬度在36~40Hrc的预硬钢料6、模具尽可能自动断水口;如有可能,尽量使用潜水、细水口、勾形入水,并且要考虑热流道的可行性7、模具设计应具备最大限度的冷却,上、下内模高温点应该个别的冷却8、顶出方法应可使流道与产品自动掉下,避免运用多次顶出方法9、模具应该能够全自动生产,大的零件应能够由机械手拿出10、所有移动的零件应使用硬钢料,行位必须用硬垫板和硬线条,而且必须有限位及定位锁11、顶针板必须有道柱12、模具应经过足够时间测试,符合CPK定义的质量标准13、模具应具备所有的安全特性,以预防受到意外的损害及错误的安装14、上、下模需要精确配合,有擦位的地方,模具一定要有直身锁15、需要高温的模具,必须有隔热板16、所有的可规换的组件必须是标准件注塑模具标准及级别第2级[适用于中量生产模(50,000-250,000啤)]1、需要模具结构图2、模胚使用1040碳钢,4130(28Hrc)更适合3、上、下模应使用预硬(28Hrc以上)钢料4、优良的冷却系统5、模具尽可能自断水口,全自动生产6、建议在锁模力超过100吨的注塑机生产模具,加装顶针板导柱,装配有丝筒针,1.5mm 以下的顶针及顶出行程超过50mm,也应装上顶针板导柱7、当有重要擦位时,应有直身锁保护8、尽量使用标准件第3级[适用于少量生产模(1,000-10,000啤或试验模)]1、需要模具结构草图2、适当的时候使用标准件3、内模件用预硬钢,铝也可以接受4、若尺寸不重要,适量冷却也可5、半自动或手放镶件也可6、边缘水口或直入型水口都可以接受。
塑胶spi
CN号3960
生效日期
审批人
品名所有适用的注塑产品
版本号0
品号/
原写人
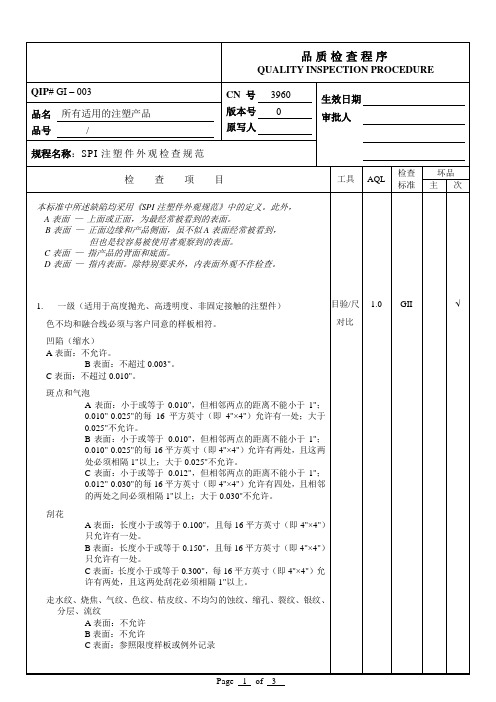
规程名称:SPI注塑件外观检查规范
检查项目
工具
AQL
检查标准
坏品
主
次
本标准中所述缺陷均采用《SPI注塑件外观规范》中的定义。此外,
A表面—上面或正面,为最经常被看到的表面。
B表面—正面边缘和产品侧面,虽不似A表面经常被看到,
C表面:小于或等于0.012",但相邻两点的距离不能小于1";0.012"-0.030"的每16平方英寸(即4"×4")允许有四处,且相邻的两处之间必须相隔1"以上;大于0.030"不允许。
刮花
A表面:长度小于或等于0.100",且每16平方英寸(即4"×4")只允许有一处。
B表面:长度小于或等于0.150",且每16平方英寸(即4"×4")只允许有一处。
版本号0
规程名称SPI注塑件外观检查规范
检查项目
工具
AQL
检查标准
坏品
主
次
2.二级(适用于低度抛光、有蚀纹面、半透明的注塑件)
色不均和融合线必须与客户同意的样板相符。
凹陷
A表面:不允许。
B表面:不超过0.005"。
C表面:不超过0.015"。
斑点和气泡
A表面:小于或等于0.010",但相邻两点的距离不能小于1";0.010"-0.030"的每16平方英寸(即4"×4")允许有一处;大于0.025"不允许。
关于注塑模具的相关知识

关于注塑模具的相关知识录1# 引言2#目录3#美國SPI-SPE 为標準来分类的模具等级4#國際標準分三大類(AISI,DIN,JIS)5#模具设计制造的常用名称中英文版 ----图纸常用名词 6#模具设计制造的常用名称中英文版 ----制造加工常用名词 7#浇口的常用形式-配有图片和中英文名称,让您和鬼佬的沟通变得简单起来8# 产品表面要求,光洁度标准,中英文版(从此以后你在这方面也是专家了) 9# 英文-中文-德语常用模具专业用语10# 模具结构之常用2板模形式11# 模具结构之特殊2板模形式(Floating “A” Plate) 12# 模具常用零件及其名称美國SPI-SPE 为標準来分类的模具等级模具類別以美國SPI-SPE 為標準分下列各類.一. 101 類模(SPI-SPE 標準1,000,000 啤或以上,長期精密生產模) 1. 需要詳細模具結構圖.2. 模胚材料硬度最低為 280BN.(DME #2 鋼 / 4140 鋼)3. 有膠位的內模件鋼材一定要見硬至 48~50HRC.其餘零件如行位,壓鎖,壓條等亦應為硬件.4. 頂針板要有導柱.位要有硬片. 5. 行6. 如有需求的話,上模,下模及行位要有溫度控制.7. 所有運水道,建議採用無電浸鎳或用420 不銹鋼做模板.這樣可防止生銹及清理垃圾.8. 需要直身鎖或斜鎖.二. 102 類模. (不超過1,000,000 啤,大量生產模具.) 1. 需要詳細模具結構圖.2. 模胚材料硬度最低為 280BHN.(DME #2 鋼 / 4140 鋼)3. 有膠位的內模件鋼材要見硬至最低 48~52HRC,其餘有用的零件亦應同一處理.4. 建議採用直身鎖或斜鎖.5. 下列項目可能或不需要.視乎最終生產數量而定.建議報價時如採用下列項目要檢查清楚是否需要:A. 頂針板導柱.B. 行位硬片.C. 電鍍運水孔.D. 電鍍模腔.三. 103 類模(少於500,000 啤,中量生產模.)1. 需要詳細模具結構圖.2. 模胚材料硬度最小為 165BHN. (DME #1 鋼 / 1040 鋼)3. 內模鋼材為P20(28~32HRC)或高硬度(36~38HRC). 4. 其餘要求視乎需要而定.四. 104 類模(少於100,000 啤,少量生產模)1. 需要模具結構圖.2. 模胚材料 P20(28~32HRC)可用軟鋼或鋁.(1040 鋼)3. 內模件可用鋁,軟鋼或其它認可金屬.4. 其餘要求視乎需要而定.五. 105 類模. (少於500 啤,首辦模或試驗模)1. 可用鋁鑄鐵或環氧樹脂或任何材料只要有足夠強度可生產最少測試數量便可國際標準分三大類(AISI,DIN,JIS)5#模具设计制造的常用名称中英文版 ----图纸常用名词DATE CODE 日期印 DATUM 基準ALIGNMENT 垂直BINDING 夾緊CAVITY (CAV.) 模腔 COLOR 顏色CORNER/OUTSIDERADIUS 外轉角DETAIL 詳圖DRAFT (DFT.) 出模角度 DWG NO. 圖紙編號ENGRAVE 雕字FILLET/INSIDE RADIUS(R)內轉角FINISH 光潔度FLUSH 平凹GATE 入水位KISS-OFF 枕位碰穿LOGO 商嘜MATERIAL (MAT’L) 膠料 OPENING 穿孔PART NO. (P/N) 產品編號 RAISED 凸高REFERENCE (REF.) 參考 REVISION (REV.) 修正 SHRINKAGE FACTOR 縮水率SHUT OFF/ (S/O ) 擦位 RECESSED 凹入TEXTURE 皮紋TITLE/PART NAME 產品名稱 TOLERANCE (TOL.) 公差 TYPICAL (TYP.) 類型VENTING 疏氣/排氣UNDERCUT(U’CUT) 倒扣 WALL THICKNESS 膠位厚度浇口图片。
塑胶外观检验标准

1目的定义塑料类制品质量标准,为检验员提供塑料类制品检验与判定的参考依据,同时是对塑料类制品供应商质量要求认知的准则。
2适用范围适用于我司所有产品。
3 职责由品管部负责制定、实施并维护,本规范的解释权归品管部。
4 定义4.1缺陷:影响产品的安全性能,或产品实用性能不能达到所期望的目标,或显著的降低其使用性质,或不影响产品的实用性但影响产品外观的缺点。
4.2塑料制品外观缺陷4.2.1缺胶---射胶量不足,制件缺料或不饱满。
4.2.2披锋---分模面溢出的多余塑料。
4.2.3缩水---材料冷却收缩造成的表面凹陷。
4.2.4凹痕---制件受挤压、碰撞引起的表面凹陷。
4.2.5凸起---制件受挤压、碰撞引起的表面隆起。
4.2.6融接痕/结合线---塑料分支流动重新结合的发状细线。
4.2.7合模线/模印---挤压塑料在端面所形成的突出线条。
4.2.8水纹---射胶时留在制件表面的条纹。
4.2.9拖伤---开模时分模面或皮纹拖拉制件表面造成的划痕。
4.2.10浅划痕---手指甲触摸无凹凸感。
4.2.11深划痕---手指甲触摸有凹凸感。
4.2.12变形---制件出现弯曲、扭曲、拉伸现象。
4.2.13顶白---颜色泛白,常出现在模具顶针顶出位置。
4.2.14斑点---与周围颜色有差异的点状缺陷。
4.2.15油污---脱模剂、顶针油、防锈油造成的污染。
4.2.16烧焦---塑料燃烧变质,通常颜色发黄,严重时炭化发黑。
4.2.17断裂---局部材料分离本体。
4.2.18开裂---制件本体可见的裂纹。
4.2.19气泡---透明制品内部形成的中空。
4.2.20色差---实际颜色与标准颜色的差异。
4.2.21修饰不良---修除制件毛边、披锋时过切或未修除干净。
4.2.22雾状---透明塑料表面上的模糊、不清晰、不光亮的现象。
4.3喷油与电镀涂层外观缺陷:4.3.1浅划痕---目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
注塑件外观质量检验标准

注塑件外观质量检验标准1.目的明确公司注塑外观质量标准,规范塑胶产品外观检验与判定标准,确保客户及协力厂商对本公司品质要求的认知。
2.适用范围适用于公司生产或外购的塑胶产品3.过程描述3.1缺陷划分3.1.1严重缺陷(CR)对人身安全有危险或存在对人身健康有危害的缺陷。
如漏电、漏水、塑胶有毒、利边等。
3.1.2主要缺陷(MA)产品主要功能丧失、会影响使用寿命、会影响装配速度或严重外观不良直接影响产品的销售。
如刮花、异色严重等。
3.1.3次要缺陷(MI)轻微外观不良,不会直接影响到产品的销售。
即除了CR、MA之外的缺陷。
如轻微油污、刮花、水纹、缩水等。
3.2表面等级划分A面:在正常使用时,能看到的外表面,如丝印位、铭牌位所在面作为A面B面:在正常使用时看不到的外表面,如产品的侧面、背面作为B面C面:不借用工具可看到的内表面或需要打开后才看得到的表面作为C面3.3塑胶件表面缺陷定义1)异色点:胶件表面由不同于本体颜色可见杂质或烧焦的碎片形成2)划伤:产品受外力作用在表面出现的各种凹线或痕迹3)披锋:在产品的分模线上溢出的胶料4)色差:胶料着色时色粉混搅不均匀,水口料使用比例不当,注塑温度变化等原因造成与色板颜色形成的偏差.5)缩水:注塑成型后,塑料冷却时由于受到各种影响,产品体积内收缩在表面形成的凹陷6)缺胶:注射量不足而造成产品形体的缺损7)变形:注塑时,温度太高,冷却时间不够,出模后收缩,本身残留应力变化导致弯曲或由于出模不顺,顶针强行顶出变形。
8)油污:啤塑时为了消除顶白、拉白在模具型腔内喷射脱模剂或在啤塑前没有把模具型腔内的油渍抹擦干净,在胶件表面上出现油花(污)。
9)汽纹:模具设计排气不良或调较不当,熔融胶料在模具型腔内充模时,胶料走胶速度太慢,造成排气困难,气体只能由入水位排气,在入水位表面或附近出现圈状色变或反光。
10)夹水纹:啤塑中熔融胶料在模具型腔充模时由于遇到嵌件、孔、柱、栅格,流速不能连贯、通畅的区域而以多股形式汇合,因不能完全熔合而产生线状的熔接缝.11)起皮:模具设计排气不良或调较不当,熔融胶料在模具型腔内充模时,速度太快,胶件表面与模腔内面有一股气体不能及时排出去,在表面形成花状的白点,用手指甲去刮可脱皮。
SPI美国标准模具抛光对照表

de69
Page 1
2022/2/18
消除所有的加工纹
removes all tools and machining marks
提供较好的出模
provides good mold release
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
消除所有的加工纹
removes all tools and machining marks
10-12
用装饰性表面
for decorative finishes
D-2 D-3
#240 氧化物(5"距离用100磅
帮助隐藏产品的缩纹或其它不良
的压力喷沙,持续5秒时间) 26-32 外观
dry blast #240 oxid Nhomakorabea (5" distance at 100psi;6 secs)
#24 氧化物(6"距离用100磅的 压力喷沙,持续5秒时间)
for mirror or optical finishes
6# 钻石膏
A-2
grade #6 diamond buff
A-3
15# 钻石膏
grade #15 diamond buff
B-1
600# 砂纸
600 grit paper
B-2
400# 砂纸
400 grit paper
320# 砂纸
B-3 320 grit paper
dry blast #24 oxide (6" distance at 100psi;6 secs)
helps hide shrink marks and other imperfections
模具表面处理种类与规格
D3
Description and Previous Finish Numbers
Roughness Comparison R.A.
is comparable to
#1
0-1
is slightly finer than
1-2
#2
has more imperfections than
2-3
is finer than
蚀纹处理和模具斜度的关系
SPIB-1
SPIC-1
SPID-1
SPIA-2
(良好脱模和外观)
SPIB-2
SPIC-2
SPID-2
SPIA-3
(良好脱模,外观 无需高光)
SPIB-3
SPIC-3
SPID-3
火花纹(Thin Fire Texture)
号码
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
#6 Diamond Buff (#6钻石膏,镜面)
A1 A2
#15 Diamond Buff (#15钻石膏,镜面)
A3
600 Grit (600砂纸,光面)
B1
Paper
400 Grit (400砂纸,光面)
B2
320 Grit (320砂纸,光面)
B3
600 Stone (600油石,光面)
C1
Ra -在取样长度内,轮廓偏距绝对值的算术平均值,单位: μ 。
化学蚀纹(Texture)
号码 MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160
注塑机射出一二三四段位怎么分?

注塑机射出一二三四段位怎么分?
螺杆射出分为多段射出的目的是调节融胶的流动性和射出量射出力,从而达到对一些要求较高的塑胶件的表面质量和尺寸要求。
段,我们可以将它看做是螺杆向喷嘴位置移动的距离,随着螺杆向前移动,料筒内的融胶被注入模具型腔,当我们需要使胶注入时,某个阶段较快,某个阶段较慢,就可以用螺杆的位移位置来设定它。
比如,潜伏式浇口,直径比较小,如果在胶体通过进胶点时速度很快,很容易因过高的剪切速率使塑胶温度更高,进胶点出现斑点。
而融胶一旦过了进胶点,此时速度较慢,则会因前锋冷却而出现打不满或明显结合线。
所以,一个产品的注塑,应该通过多段设定不同的速度压力,来使产品做得更好。
一般情况下,一段位置只要打到料柄即可压力应大些速度适当慢些,二段通过进胶点进入型腔,速度要快些。
三段速度要放慢,利于型腔内的气体排出。
何时才需要用到三、四段?这没有固定模式,根据产品的大小和模具的结构来设定的,一般小零件,一段就打满了,二段作为保压即可,而大零件,就可能需要用到三四段。
调机师傅水平的高低就看对射出的判定,每一个师傅设定的方法或许都不一样,但只要零件能满足要求就是一个合理的设定。
注塑产品外观检验标准

判定标准缺陷类别按键顶部及透明镜片A 类数量B 类数量C 类披锋不允许不允许0.1 1 0.15 夹水纹(熔接痕)不允许0.15×10 1 0.15×10 2 0.15×10混色不允许0.15×10 1 0.15×10 2 0.15×10刮花不允许不允许5×0.1 2 5×0.1缩水不允许不允许见限度 2 见限度污点/异色点缺料不允许不允许每个≤0.20不允许2每个≤0.20不允许3每个≤0.25不允许烧焦不允许不允许不允许不允许表面蚀纹错不允许不允许不允许不允许水口印不允许不允许参考样板参考样板顶白不允许不允许不允许不允许色差不允许接受条件按客户限度刮手不允许底壳大于面壳不允许面壳大于底壳,最大不得超过0.2mm以上表格中未注单位均为mm ,QI中有明确要求的按QI执行一、披锋:A. 外观上以看不出飞边,并且手摸时不刮手为准;B. 孔位及装配位置披锋,以不影响装配为准;二、缩水:第一观测面:从90℃、60℃、45℃观看无明显缩水痕,如在柱位、骨位背面之缩水,以30CM距离观看(90℃)不明显,且触摸无严重凹陷感为准。
三、黑点:A. 第一测量面:小于0.5MM,每面不超过5点,不可3点集中,分隔 5CM--10CM;B. 第二测量面:小于0.7MM,每面不超过5点,分隔5CM--10CM;C. 第三测量面:小于1.0MM,每面不超过5点,分隔5CM。
四、混色:A. 第一测量面:制品边沿,颜色与制品对比反差小,可接收1点且小于3MM,制品中间,颜色与制品反差小,可接受1点且小于1MM;B. 第二测量面:制品边沿,颜色与制品对比反差小,可接收1点且小于5MM,制品中间颜色与制品反差小,可接受1点且小于3MM;颜色与制品反差大时(参考黑点要求);C. 第三测量面:根据制品的不同位置要求相应放松,考虑是否暴露。
五、烧焦:参考混色要求,制品内部螺丝柱位烧焦不应影响装配及制品强度;六、划伤:A. 第一测量面:长度<2CM,宽<0.1MM,且不可凹陷,限2条,间隔 10CM;B. 第二测量面:长度<3CM,宽<1MM,且不可凹陷,限2条,间隔10CM;C. 第三测量面:长度<5CM,宽<1MM,且不可凹陷,限2条。
注塑件检验标准
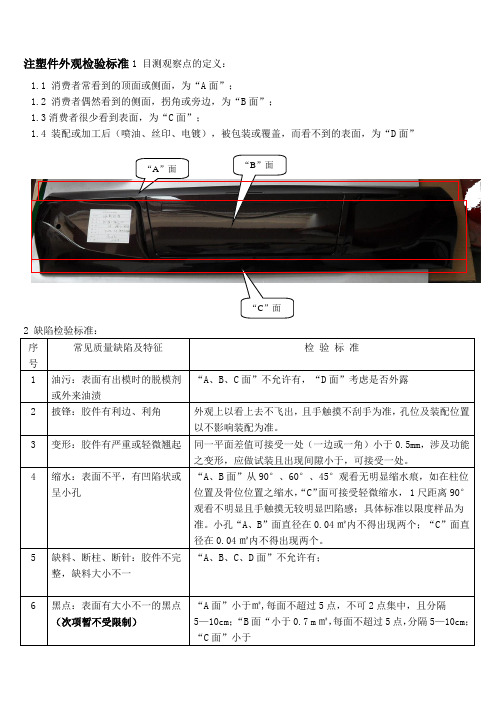
注塑件外观检验标准1 目测观察点的定义:
1.1 消费者常看到的顶面或侧面,为“A面”;
1.2 消费者偶然看到的侧面,拐角或旁边,为“B面”;
1.3消费者很少看到表面,为“C面”;
1.4 装配或加工后(喷油、丝印、电镀),被包装或覆盖,而看不到的表面,为“D面”
序
号
常见质量缺陷及特征检验标准
1 油污:表面有出模时的脱模剂
或外来油渍
“A、B、C面”不允许有,“D面”考虑是否外露
2 披锋:胶件有利边、利角外观上以看上去不飞出,且手触摸不刮手为准,孔位及装配位置
以不影响装配为准。
3 变形:胶件有严重或轻微翘起同一平面差值可接受一处(一边或一角)小于0.5mm,涉及功能
之变形,应做试装且出现间隙小于,可接受一处。
4 缩水:表面不平,有凹陷状或
呈小孔“A、B面”从90°、60°、45°观看无明显缩水痕,如在柱位位置及骨位位置之缩水,“C”面可接受轻微缩水, 1尺距离90°观看不明显且手触摸无较明显凹陷感;具体标准以限度样品为准。
小孔“A、B”面直径在0.04㎡内不得出现两个;“C”面直径在0.04㎡内不得出现两个。
5 缺料、断柱、断针:胶件不完
整,缺料大小不一
“A、B、C、D面”不允许有;
6 黑点:表面有大小不一的黑点
(次项暂不受限制)“A面”小于㎡,每面不超过5点,不可2点集中,且分隔5—10cm;“B面“小于0.7 m㎡,每面不超过5点,分隔5—10cm;“C面”小于
“A”面“B”面
“C”面。
注塑表面种类
注塑表面种类
哎呀,说起这注塑表面的种类,那可真是五花八门,花样百出哦!咱们四川人讲究个实在,但讲起这技术活儿来,也是头头是道。
首先,你得晓得有种叫“哑光面”的,就跟咱们老家那青砖墙面似的,不反光,摸起来滑中带涩,看起来高端大气上档次,低调奢华有内涵。
再来就是“高光面”,亮晶晶的,跟新擦的皮鞋一样,能照出人影子来。
这种表面,放在哪儿都是焦点,适合那些喜欢闪亮登场的朋友们。
还有种“磨砂面”,就像咱们小时候玩的磨砂玻璃球,手感细腻,不张扬,但有一种说不出的质感,摸着就让人舒心。
别忘了“皮纹面”,模仿真皮纹理,看起来、摸起来都像那么回事儿,放在汽车内饰或者高档家具上,那档次感,杠杠的!
更有趣的是“橘皮纹”,听起来怪,看起来却别有一番风味,就像新鲜橘子皮上的小坑坑,自然又独特,有些产品特意做成这样,为了就是那份与众不同的感觉。
最后说说“电镀面”,那简直就是给塑料穿了一层金属外衣,闪亮耀眼,防水防锈,档次直接飙升。
不过嘛,这电镀工艺讲究得很,一不小心就容易“露馅儿”。
总而言之,注塑表面的种类多得是,每种都有它的特色和用途。
选哪种,全看你想要啥效果,咱们四川人做事,就是要对味,对不?。