莫让铜铝设备线夹再“捣鬼”
铜铝复合设备线夹不同加工工艺的区别
铜铝复合设备线夹不同加工工艺的区别目前,市场上的铜铝过渡设备线夹按其生产工艺可分为四种:爆炸焊线夹、闪光焊线夹、摩擦焊线夹和钎焊线夹。
前三种都是用生产好的铜铝复合板冲压而成,只有钎焊线夹是先进行冲压成型而后再进行铜铝焊接复合。
爆炸焊线夹:爆炸焊是很早就出现的铜铝复合方法,经过多年的实践,目前工艺已经很成熟,这种方法生产的铜铝复合板具有很高的结合强度,所以爆炸焊的线夹具有很好的力学性能,在折弯、钻孔、冲孔等深加工时很少出现问题,而且导电和耐热等方面性能也都很好。
但是,爆炸焊的工艺在生产复合板的时候并不是工业化的连续生产,而是只能单块板生产,而且还受着地理、天气、爆炸后探伤补伤等诸多方面的影响,所以生产效率很低,交货周期很长,生产成本也很高,随之而来的,用这种材料生产设备线夹时效率也就很低,成本非常之高。
闪光焊线夹:在人们需要降低设备线夹的成本时,用闪光焊生产铜铝复合过渡板的工艺出现了。
这种工艺是将铜板和铝板的各一端经过高温熔化后对接使之结合在一起。
这种工艺的成本较爆炸焊的成本降低了很多,但是,生产效率也不高,而且这种工艺生产的复合板中间结合处较脆,必须经过热处理,即使是这样,受力后也极易断裂,而且中间结合处的导电性能极差。
摩擦焊线夹:为了弥补闪光焊工艺的不足,又出现了摩擦焊的工艺。
简单来说,这种工艺是将铜棒和铝棒经过高速反向旋转对接结合到一起,然后冲压成板,最后进行冲压成型。
这种工艺成本与闪光焊差不多,性能要优于闪光焊产品,但不适合生产较厚的产品,基本上都用在6.0mm厚度以下产品的生产加工。
钎焊线夹:钎焊线夹的工艺是先用铝板冲压成型,然后再用钎料将铜片焊在其上。
这种工艺的成本较前面三种再一次下降了,但是这种工艺有一些很严重的缺陷,1不耐高温,当温度达到170度左右的时候就会出现铜片脱落现象,直到现在,在实际应用中铜片脱落的现象也经常发生;2铜铝结合率不高,批量生产时复合率只能达到80%左右,3由于结合层处存在钎料,导致其导电性能下降;4结合强度不高,产品在深加工时容易出现剥离现象。
配电网设备线夹施工工艺与铜铝过渡分析
杨 可(1993—),女,硕士研究生,研究方向为电力电子技术与电气传动。
苏尚流(1990—),男,工程师,主要从事配网建设与维护。
林文贵(1990—),男,工程师,主要从事配网建设与维护。
配电网设备线夹施工工艺与铜铝过渡分析杨 可1, 苏尚流2, 林文贵2(1.西安石油大学电子工程学院,陕西西安 710065;2.国网泉州供电公司,福建泉州 362200)摘 要:针对设备线夹发热问题,分析了发热原因及发热现象危害,归纳了设备线夹发热防范措施,规范设备线夹安装施工工艺。
对比各种型号设备线夹优缺点,指出配电网应采用压缩型铜铝过渡线夹(无钎料,铜面镀锡),确保电网安全运行。
关键词:设备线夹;发热问题;铜铝过渡;施工工艺中图分类号:TM75 文献标志码:A 文章编号:2095 8188(2021)03 0036 05DOI:10.16628/j.cnki.2095 8188.2021.03.007AnalysisofTerminalConnectorConstructionTechnologyandCoppertoAluminumAdapterYANGKe1, SUShangliu2, LINWengui2(1.SchoolofElectronicEngineering,Xi’anShiyouUniversity,Xi’an710065,China;2.StateGridQuanzhouPowerSupplyCompany,Quanzhou362200,China)Abstract:Inviewoftheheatingproblemofterminalconnector,thispaperanalyzesthecausesoftheheatinganditsharm,summingupthemeasuresforsafetyprecautionandhowtonormalizetheconstructiontechnology.Fromthecomparisonbetweendifferentterminalconnector,thepaperproposesthatthecompactingterminalconnectorwithcoppertoaluminumadaptershouldbeusedtoremovetheriskofheatinthebuddingstagetoensurethesafetyofthegrid.Keywords:terminalconnector;heatingproblem;coppertoaluminumadapter;constructiontechnology0 引 言随着社会经济的高速发展,社会用电量逐年增加。
对接式铜铝过度线夹的危害介绍教学文案
对接式铜铝过度线夹的危害介绍
对接式铜铝过度线夹的危害介绍
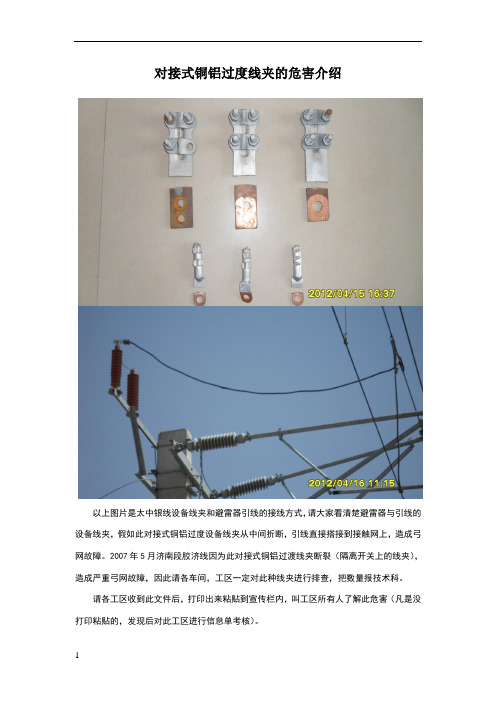
以上图片是太中银线设备线夹和避雷器引线的接线方式,请大家看清楚避雷器与引线的设备线夹,假如此对接式铜铝过度设备线夹从中间折断,引线直接搭接到接触网上,造成弓网故障。
2007年5月济南段胶济线因为此对接式铜铝过渡线夹断裂(隔离开关上的线夹),造成严重弓网故障,因此请各车间,工区一定对此种线夹进行排查,把数量报技术科。
请各工区收到此文件后,打印出来粘贴到宣传栏内,叫工区所有人了解此危害(凡是没打印粘贴的,发现后对此工区进行信息单考核)。
延安供电段生产技术科
2012年5月4日星期五。
铜铝电气接头问题再认识
精 炼后 制得 的纯度 达9 .5 99 %以上 能 大 于3 3 9 K。
作者单值 :陕两省南郑县电力局 ,陕两 南郑 7 3 0 2 12
2 1 年第4 0 O 期
密照茁辱 2 5
岔届材籽
留 地
故 障接头残骸看 ,铜铝两个端头发 头 发热 加剧 ,恶性 循环 之后 产生
响很 大 ,用 于 电气工 业 的铜 一般 都必须是无氧铜 。
铝 在 金 属 导 电性 中 占第 四
位 ,其 电导 率 约 为 铜 的 分 之
二 ,但 其 密 度 仅 为 铜 的 三 分 之 铜 、铝 具有 优 良的导 电性 、
一
导 热性 、延 展性 、耐腐 蚀 和抗磁 的特点 ,已成 为我 国仅 次 于钢铁 的 两 大 基 本 应 用 金 属 。 论 导 电
内 ,我 国对 铜精 矿 、氧 化铝 的需
求 都会 依 赖进 口,因此 ,我 们 应 铜 和 铝是 除金 银 之外 的导 电性 最 持 续发 展 。 电力 _ 中铜铝 电气 料 。当铜 和铝 含有 少 量杂 质时 , T业
该 对铜 铝材 料节 约 使用 ,实现 可 好 的 金 属 ,一 般 常 用 作 导 电 材 7 K的低 温下 不 变脆 ,因此铝 比 5 铜 更适 合用 做低 温 环境 下 的导 电 接 头故 障是 必须 解 决 的重大 安 全 其 导 电性 能会 大大 下 降 ,因此 电 材料 。铝 电气元 件 的长 期 工作 温 隐 患 ,不 但 有 电 化 学 腐 蚀 的原 工 领域 用作 导 体 的都 是经 过 电解 度 应低 于3 3 短时 工作 温 度不 6 K,
铜 在 常 温 下 的 导 电 能 力 比
浅析35kV_配电网铜铝过渡线夹断裂原因与改进措施

配电网铜铝过渡线夹
图1 改进后铜铝过渡线夹示意图
增大铜铝结合面积
正如前文所述,铜铝结合面积的大小与铜铝过渡是否会产生断裂密切相关。
如图1所示,在本方案中,铜
铝过渡线夹的过渡面应当位于连接板处,从厚度上分可以将连接板分为两部分,下部分为铝材质、上部分为铜材质,通过铜铝结合的方式,可以使整个连接板的结合面面积更大,提高铜铝过渡线夹的稳定性,减少出现断裂的概率。
选择合理的焊接方式
在对铜铝结合处进行焊接作业的时候,边缘处相对较为容易,但是结合面的中间部位却很难焊实。
具体地说,因为上述线夹的铜铝结合面积相对较大,故此,其中间部位极易出现虚焊问题。
为了保证焊接质量,施工人员可以采用激光焊方式进行作业。
激光焊(Laser welding)的能源为以聚焦的激光束,在激光束对焊件
涂抹无溶剂绝缘防腐防水涂料后接点
铜铝过渡线夹断裂防范措施
在通过方案改善铜铝过渡线夹断裂问题的同时,
电网的维护人员还应当注重铜铝过渡线夹的防范工作,进一步地避免出现线夹断裂的问题。
严控质量关
电网在购入铜铝过渡线夹的时候,应当向供应商索要相关资格证书,并且对铜铝过渡线夹进行抽查,检查其焊接工艺与材料纯度,只有在具备证书,并且抽查合
才能将这批铜铝过渡电夹投入日常使用中。
铜铝过渡设备线夹断裂的防范措施
受安 装位 置 限制 , 需 要有一 定弯 度 , 而 现 有 线 夹 大 多 为
平 板 或 者很 小 的 弯 度 ( 不超过 3 0 。 ) , 后 期 人 工 握 弯对
投 运 、 检 修 、 消 缺质量 验收 关 。 2 0 1 3 — 0 7 — 1 3 收稿
( 3) 运 行 环 境 差 。一 是 受 不 可 抗 拒 外 力 、 倒 闸 操 作 人 为 外 力 的影 响 ; 二是 因风 、 雨 、 雪、 空 气 污 染 等 使 铜 铝
接 触部 位氧 化 , 铜 铝 连 接 会 产 生 电化 学 反 应 , 接 触 电 阻
行专题 分析 。
( 1 ) 设 计生 产原 因 。 铜 铝 过 渡 设 备 线 夹 由于 自身 设 计原 因 , 铜 铝过 渡 接触 面 积小 , 容易发热 , 再 加 之 铜 和
铝两 种金 属本 来就不 易结合 , 厂 ห้องสมุดไป่ตู้产 品质量 工艺 差 , 就
容 易造成 铜铝 过渡设 备线 夹断裂 。
铜 铝 过 渡 设 备 线 夹 用 于 铝 材 料 和 铜 材 料 的 电 气 连 接 , 具有性 能稳 定 、 导 电性好 、 便 于安装 的优点 。
l 铜 铝 过 渡 设 备 线 夹 断 裂 的 原 因
( 4 ) 在倒 闸操作 时 , 运 行 人 员 要 注 意 倒 闸 操 作 设 备 的受力 情况 。 ( 5) 要 求 变 电运 行 人 员 、 维操 队 的每月 设备运 行状 态 报 表 和 设 备 运 行 分 析 报 告 中将 设 备 线 夹 列 为 单 项 进
10kV配电网铜铝过渡线夹断裂原因及处理对策
10kV配电网铜铝过渡线夹断裂原因及处理对策摘要:伴随人们对供电可靠性标准的逐步提升,此时就要进一步提高10kV配电网一次设施的运作稳定性,由此满足电网的运作需求。
基于此,本文将进一步分析10kV配电网铜铝过渡线夹断裂的重要因素,针对上述难题,提出针对性的对策建议,希望能够给同行带来一定的参考价值。
关键词:10kV配电网;铜铝过渡线夹;断裂;原因;处理措施1引言10kV配电网架空线一般采取钢芯铝绞线,而柱上开关桩头通常属于铜材质,铜铝两类材质的连接位置也会采取线夹予以过渡。
考虑到铜以及铝化学活性、导电能力等层面存在差异性,此时铜铝过渡位置也极易遭到氧化或者侵蚀,如此一来就很容易进一步出现断裂,造成系统缺相运作,从而威胁到老百姓们的顺利用电。
根据有关运行资料表明,铜铝设施连接位置常常遭到断裂,这在一定程度上影响着电网的顺利运作。
所以,合理降低铜铝过渡线夹的故障出现率,能够大幅度地提高配电网运作的稳定性。
基于此,本文将进一步分析10kV配电网铜铝过渡线夹断裂的基本原因,并针对关键要素,优化改进方法,希望能够给同行带来一定的参考价值。
2铜铝过渡线夹的失效形式2.1宏观检查工作针对脱落的铜铝过渡设施线夹予以宏观检查,这一铜铝搭接焊线夹即采取钎焊方式,把薄铜片焊接在铝板之上,在此之中,两相铜铝都能够全部脱离。
铜铝脱落焊接面比较陈旧、氧化问题严峻,局部方位还存有一定的黄褐色铁锈印记,铁锈就是稳固于螺栓锈蚀之后生成的杂质,伴随水分渗入至铜铝线夹间隙生成的,这就代表焊接面已经开裂了较长时间。
在此之中,一相铜板没有全部掉落,通过显微镜可以查看到C相线夹边缘出现了一定的裂纹问题,焊缝裂纹直径即26毫米。
通过体式显微镜下,可以看到铜铝线夹焊接面方位,而焊接钎焊层厚度大致为150微米,铜板厚度大致是0.9毫米。
2.2X射线检测工作分析相关人员要针对铜板未掉落的设施线夹展开X射线检测,通过检测可以看到铜铝线夹焊接面出现了一系列的气孔。
彻底解决铜铝过度设备线夹故障
搞定小线夹解决大问题近几年来,我局因SLG型铜铝过渡设备线夹断裂引起的10KV线路一类障碍时有发生,据不完全统计,09年发生3起,占全年一类障碍的4%;10年发生13起,占全年一类障碍的10%;11年1-4月份又陆续发生3起,占一类障碍的12%。
针对上述情况,安监部迅速组织部分专责认真对此类故障进行分析,得出如下结论:故障原因:1、设备线夹自身设计原因,铜铝过渡接触面过少,只有200平方毫米,加上铜和铝两种金属本来就不易结合,还有就是不同厂家产品质量差异造成。
2、施工工艺问题,在施工过程中,部分线夹受安装位置限制,需要有一定弯度,而现有线夹大多为平板或者很小的弯度(小于30度),就需要后期加工,人工握弯,在人工握弯过程中,由于现场没有施工设备,通常是采用简单粗暴的办法进行,直接对铜铝过渡部分进行伤害,为今后故障埋下隐患。
3、在施工过程中,经常会出现设备线夹全铜部分钻孔过小不能使用,需要二次钻孔,在二次钻孔过程中,受外力影响,也对线夹有伤害。
针对上述原因,安监部同志集体商量对策,认为:要想彻底解决此类问题,必须从替代产品上下功夫。
通过在网上查询、咨询厂家等方式,发现已经有一种新产品可以替代,该线夹的型号为SJL-Q型线夹,该线夹采用新型钎焊技术,从以下几个方面解决了上述问题:1、采用钎焊技术增加铜铝接触面,从原来的200mm增加到3000mm,减少了因接触面过少引起的线夹发热故障隐患。
2、该线夹整体采用全铝工艺,彻底解决了铜铝过渡部分断裂问题。
3、该线夹出厂时有0度、30度、90度,三种弯度可供选择,避免了因现场握弯引起的故障隐患。
4、对现场施工线夹钻孔小的问题,由物资供应单位与供货商联系,在出厂加工过程中提供各种孔径的线夹来解决。
通过以上解决方案,相信会对今后此类障碍降低奠定良好的技术基础。
安监部2011-5-2222注:钎焊用比母材熔点低的金属材料作为钎料,用液态钎料润湿母材和填充工件接口间隙并使其与母材相互扩散的焊接方法。
变电站铜铝过渡设备线夹断裂原因分析
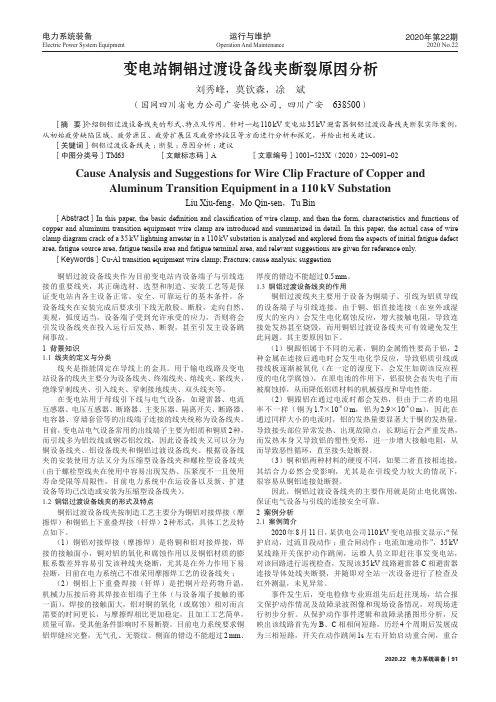
运行与维护2020.22 电力系统装备丨91Operation And Maintenance电力系统装备Electric Power System Equipment2020年第22期2020 No.22铜铝过渡设备线夹作为目前变电站内设备端子与引线连接的重要线夹,其正确选材、选型和制造、安装工艺等是保证变电站内各主设备正常、安全、可靠运行的基本条件。
各设备线夹在安装完成后要求引下线无散股、断股,走向自然、美观,弧度适当,设备端子受到允许承受的应力,否则将会引发设备线夹在投入运行后发热、断裂,甚至引发主设备跳闸事故。
1 背景知识1.1 线夹的定义与分类线夹是指能固定在导线上的金具。
用于输电线路及变电站设备的线夹主要分为设备线夹、终端线夹、熔线夹、紧线夹、绝缘穿刺线夹、引入线夹、穿刺接地线夹、双头线夹等。
在变电站用于母线引下线与电气设备,如避雷器、电流互感器、电压互感器、断路器、主变压器、隔离开关、断路器、电容器、穿墙套管等的出线端子连接的线夹统称为设备线夹。
目前,变电站电气设备常用的出线端子主要为铝质和铜质2种,而引线多为铝绞线或钢芯铝绞线,因此设备线夹又可以分为铜设备线夹、铝设备线夹和铜铝过渡设备线夹。
根据设备线夹的安装使用方法又分为压缩型设备线夹和螺栓型设备线夹(由于螺栓型线夹在使用中容易出现发热、压紧度不一且使用寿命受限等局限性,目前电力系统中在运设备以及新、扩建设备等均已改造或安装为压缩型设备线夹)。
1.2 铜铝过渡设备线夹的形式及特点铜铝过渡设备线夹按制造工艺主要分为铜铝对接焊接(摩擦焊)和铜铝上下重叠焊接(钎焊)2种形式,具体工艺及特点如下。
(1)铜铝对接焊接(摩擦焊)是将铜和铝对接焊接,焊接的接触面小,铜对铝的氧化和腐蚀作用以及铜铝材质的膨胀系数差异容易引发该种线夹烧断,尤其是在外力作用下易拉断,目前在电力系统已不准采用摩擦焊工艺的设备线夹;(2)铜铝上下重叠焊接(钎焊)是把铜片经药物升温,机械力压接后将其焊接在铝端子主体(与设备端子接触的那一面),焊接的接触面大,铝对铜的氧化(或腐蚀)相对而言需要的时间更长,与摩擦焊相比更加稳定,且加工工艺简单,质量可靠,受其他条件影响时不易断裂。
铜铝设备线夹产品的改进与应用
成 型 冲孔
0. 2 05
0. 6 05
穿产 品 酸洗
0. 0l 0. 21
8 平 铝端 面 .
0.3 0 46
总计 生产 成本 :1 2 . 6元
原材 料 :铜 0 2 5 g 铝 0 1 4 g O 4 9 g .8 k+ . 9k = .7 k
度 的 间 隙 ,在 基 板 下 垫 以厚 砧座 。炸 药 引爆 后 的冲 击 波 压 力 使 覆 板撞 向基 板 ,两板 接 触
面产 生塑 性 流 动 和 高 速 射 流 ,结 合 面 的氧 化膜 在 高速 射 流 作 用 下 喷 射 出来 ,同 时 使 工件
连 接 在 一 起 焊接 。
3 铜 铝 设 备 线 夹生 产 工 艺 分 析 :
裂 现象 ,为 此 ,我 们将 铜 铝 设 备线 夹焊 接 工 艺作 进 一 步 改进 ,这 里 主要 讨 论爆 炸 焊铜 铝 设 备 线夹 的应 用 及优 缺 点 。以摩擦 焊 S G.A 本 体和 爆 炸焊 S G .A本 体 为例 ,对 材 料 的成 L 4 L B4 型和 焊接 进 行 改进 ,对不 同工 艺进 行 分析 比较 ,使 改进 后 的工 艺能提 高 焊 接 强度 、 生产 效
强度低 于 铜 , 因此一 般表 现 为铝 先产 生物 理 断裂 。
13 长期 通 电( 热)影 响 . 发 由于铝 和 铜 的膨胀 系 数不 一样 ,在 高温作 用 下 , 内部受 力不 均 ,导致 产 品断 裂 。
2 爆 炸焊工艺简介 :
爆 炸 焊是 利 用 炸 药 爆 炸 产 生 的 冲 击 力 造 成 工 件 迅速 碰 撞 而 实 现 焊 接 的方 法 。 0世 纪 2 5 年 代 末 期 , 爆 炸 试 验 时 偶 然 发 现 两 片 薄 铜 片 在 受 到 爆 炸 的突 然 冲 击 之 下 产 生 局 部 焊 0 做
铜铝过渡线夹使用状况与选型分析
21 0 2年 9月
S pe e 0 2 et mb r 1 2
V 11 N . o. 7, o 3
铜 铝 过 渡 线 夹 使 用 状 况 与 选 型 分 析
陈 国宏 倪 满 生 田 宇 , , , 陈庆 涛
( . 徽 省 电 力科 学 研 究 院 , 肥 1安 合 20 0 ;. 徽 省 电力 公 司 , 肥 36 12 安 合 202 ) 3 02
ca ih p o u e y d m e tc ma u a t r r r n e tg t d i h a r Ot e wie,s m ec n e t l mp wh c r d c d b o si n fc u e sa e i v si ae n t e p pe . hr s o o tns
第十七卷
第 三 期
安 徽 电气 工 程 职 业 技 术 学 院学 报
J U A FA U L C RC LE G N E I R F S I N LT C IU O L G O RN L O NH IE E T I A N I E R NG P O E S O A E HN Q E C L E E
a n lsso e ae c e tn e sa d r s S r ie c n iin o o pe — l m ium rnsto lm p a nd a ay i fr lt d a c p a c t n a d . e v c o d to fc p ra u n ta i n ca nd i
ma a e n eh d su d b h e ti we r o a in a e de c i e n t e P n g me tm t o s is e y An uiElc rc Po r Co p r t r s rb d i h o of rs m e r fr nc st u l i g u e s i y e s l cin a d i salto fe o e e e e o b id n s r n tp ee to n n tlai n. K e o ds wed n y w r : l i g; c p e - l mi u ta sto lm p;ft n s;fa t r o p ra u n m r n ii n ca it g i r cu e
对接式铜铝过度线夹的危害介绍
v1.0 可编辑可修改对接式铜铝过度线夹的危害介绍
以上图片是太中银线设备线夹和避雷器引线的接线方式,请大家看清楚避雷器与引线的设备线夹,假如此对接式铜铝过度设备线夹从中间折断,引线直接搭接到接触网上,造成弓网故障。
2007年5月济南段胶济线因为此对接式铜铝过渡线夹断裂(隔离开关上的线夹),造成严重弓网故障,因此请各车间,工区一定对此种线夹进行排查,把数量报技术科。
请各工区收到此文件后,打印出来粘贴到宣传栏内,叫工区所有人了解此危害(凡是没打印粘贴的,发现后对此工区进行信息单考核)。
延安供电段生产技术科2012年5月4日星期五。
配电网铜铝设备线夹故障分析及防范措施
配电网铜铝设备线夹故障分析及防范措施摘要:铜铝设备线夹是配电网线路一种常用的连接方式,主要是用来连接设备和导线的连接。
导线与引线的连接,主要应用在线路T节点处,耐拉杆的两端引线的连接点。
因设备线夹是电力系统中的装置,在电力系统的实际运营过程中,若对设备线夹的关注不够,则因设备线夹引起的事故可能会超过40%,因此,为了提高配网中设备线夹在电力系统中的使用效率,必须对其进行深入剖析。
关键词:配电网;铜铝设备线夹;故障分析1、设备线夹分类及制造工艺1.1设备线夹分类在配电网中,铜铝线之间的接触面必须做一些过渡处理,不然由于电流的影响,接触面会被氧化,从而增加接触面的阻力,甚至还会引起接点的发热而产生安全隐患。
为了防止这一现象,在铝导线和铜导线之间,使用了一端为铝,一端为铜的特种接触器。
按照连接的形式,设备线夹通常可以被划分成两种形式:一种是螺栓型结构(SL系列),另一种是压缩型结构(SY系列),这两种结构的材料分别是铜和铝,而铜与铝的连接方式有对接式、过渡式。
1.2设备线夹制造工艺铜-铝间的接头通过摩擦焊、闪光焊、硬焊、爆炸焊或通过其过渡来实现。
采用闪光焊接工艺,摩擦焊接工艺,制造出了以对置型铜铝件为主的导线夹具。
作为一种新型的Cu-Al合金连接方法,其主要优势在于:(1)具有大面积的Cu-Al焊接面积。
爆炸焊铜铝过渡设备线夹的铜铝焊合面积达到整个焊接面积的99%,而钎焊型则是利用铜板复合在设备线夹铝板的板面工艺生产出来的,它的焊接接合面积通常达到整个焊接面积的75%,也就是大约3000mm2。
从产品结构上来看,用闪光焊接和摩擦焊接的铜铝设备线夹,其连接面为两个材料板对接,其铜铝转换的焊接区域比较小,大约200mm2左右,载流区域比较小。
(2)熔化后的铜铝过渡层在爆炸焊接及硬焊过程中存在较低的电阻。
铜铝焊接面积大(也就是载流面积大)则电阻小,焊接面积小则电阻大,爆炸焊的焊接面积要比钎焊的焊接面积略大,而钎焊的焊接面积要比闪光焊接和摩擦焊接的焊接面积要大得多,因此,爆炸焊和钎焊铜铝过渡界面电阻要小得多,这就大大地避免设备线夹发热造成的断电事故,并减少能源消耗。
铜铝过渡线夹事故分析及预防措施
铜铝过渡线夹事故分析及预防措施作者:杨军伟来源:《科技创新与应用》2017年第09期摘要:在电力系统中,电力设备质量是电网安全稳定运行的最重要因素,在上世纪九十年代变电站建设中铜铝过渡线夹的广泛使用已是一种普遍现象,但经过多年的实践检验,铜铝过渡线夹有着其自身的缺陷,因线夹断裂造成变电站事故的现象越来越多,给电网的稳定运行带来极大的隐患。
如何进一步减少因铜铝过渡线夹原因带来的事故,是目前电力系统运营者亟需思考的问题。
文章通过对铜铝过渡线夹制造工艺的深刻剖析,以及对具体案例分析,对如何解决铜铝过渡线夹问题展开了探讨,提出了相应的对策和建议。
关键词:过渡线夹;设备;变电站;案例引言现代电力系统中,铜铝过渡线夹占据着比较重要的地位。
尤其在变电站中,电气设备与铝导线的连接中往往采取铜铝过渡线夹的方法,但因铜铝过渡线夹内在的本质特性,铜与铝的化学活性不一致使它们连接后通电会发生电化学反应,导致铝线逐步氧化,降低铝线的机械强度,铜与铝的电阻率不同,通过电流时会产生大量余热,较易产生过热故障等,铜铝线夹的使用给电力系统的稳定运行带来了比较大的安全隐患,本文通过一起铜铝过渡线夹断裂造成的事故为例,分析并总结了设备线夹在选型及运行维护中注意事项,并提出相应的措施。
1 铜铝过渡线夹典型结构目前,根据铜铝过渡线夹生产工艺一般有四种结构型式:闪光对接焊线夹、摩擦对接焊线夹、钎焊线夹和爆炸焊线夹四种。
闪光焊线夹、爆炸焊线夹、摩擦焊线夹都是用生产好的铜铝复合板冲压而成,而钎焊线夹是先对其冲压成型而后再进行铜铝焊接复合。
1.1 闪光焊对接型式铜铝过渡线夹闪光焊线夹工艺是对接高温熔化的铜板和铝板各一端,然后结合在一起。
这种工艺的成本虽然不高,但是生产效率也不高,而且这种工艺生产的复合板中间结合处较脆且中间结合处的导电性能极不好,受力后也极易断裂。
1.2 摩擦焊对接型式铜铝过渡线夹摩擦焊的工艺的出现弥补闪光焊工艺的不足。
这种工艺是将铜棒和铝棒经过高速反向旋转对接结合到一起,然后冲压成板,最后进行冲压成型。
铜铝过渡线夹事故分析及预防措施
铜铝过渡线夹事故分析及预防措施在电力系统中,电力设备质量是电网安全稳定运行的最重要因素,在上世纪九十年代变电站建设中铜铝过渡线夹的广泛使用已是一种普遍现象,但经过多年的实践检验,铜铝过渡线夹有着其自身的缺陷,因线夹断裂造成变电站事故的现象越来越多,给电网的稳定运行带来极大的隐患。
如何进一步减少因铜铝过渡线夹原因带来的事故,是目前电力系统运营者亟需思考的问题。
文章通过对铜铝过渡线夹制造工艺的深刻剖析,以及对具体案例分析,对如何解决铜铝过渡线夹问题展开了探讨,提出了相应的对策和建议。
标签:过渡线夹;设备;变电站;案例引言现代电力系统中,铜铝过渡线夹占据着比较重要的地位。
尤其在变电站中,电气设备与铝导线的连接中往往采取铜铝过渡线夹的方法,但因铜铝过渡线夹内在的本质特性,铜与铝的化学活性不一致使它们连接后通电会发生电化学反应,导致铝线逐步氧化,降低铝线的机械强度,铜与铝的电阻率不同,通过电流时会产生大量余热,较易产生过热故障等,铜铝线夹的使用给电力系统的稳定运行带来了比较大的安全隐患,本文通过一起铜铝过渡线夹断裂造成的事故为例,分析并总结了设备线夹在选型及运行维护中注意事项,并提出相应的措施。
1 铜铝过渡线夹典型结构目前,根据铜铝过渡线夹生产工艺一般有四种结构型式:闪光对接焊线夹、摩擦对接焊线夹、钎焊线夹和爆炸焊线夹四种。
闪光焊线夹、爆炸焊线夹、摩擦焊线夹都是用生产好的铜铝复合板冲压而成,而钎焊线夹是先对其冲压成型而后再进行铜铝焊接复合。
1.1 闪光焊对接型式铜铝过渡线夹闪光焊线夹工艺是对接高温熔化的铜板和铝板各一端,然后结合在一起。
这种工艺的成本虽然不高,但是生产效率也不高,而且这种工艺生产的复合板中间结合处较脆且中间结合处的导电性能极不好,受力后也极易断裂。
1.2 摩擦焊对接型式铜铝过渡线夹摩擦焊的工艺的出现弥补闪光焊工艺的不足。
这种工艺是将铜棒和铝棒经过高速反向旋转对接结合到一起,然后冲压成板,最后进行冲压成型。
一起铜铝过渡设备线夹断裂事件分析
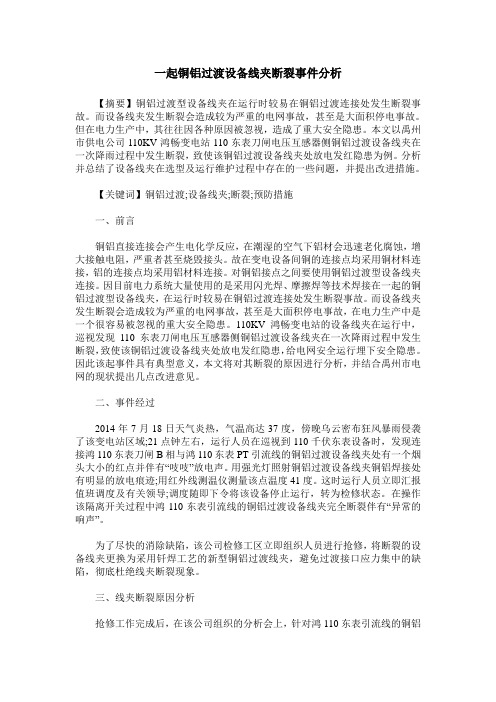
一起铜铝过渡设备线夹断裂事件分析【摘要】铜铝过渡型设备线夹在运行时较易在铜铝过渡连接处发生断裂事故。
而设备线夹发生断裂会造成较为严重的电网事故,甚至是大面积停电事故。
但在电力生产中,其往往因各种原因被忽视,造成了重大安全隐患。
本文以禹州市供电公司110KV鸿畅变电站110东表刀闸电压互感器侧铜铝过渡设备线夹在一次降雨过程中发生断裂,致使该铜铝过渡设备线夹处放电发红隐患为例。
分析并总结了设备线夹在选型及运行维护过程中存在的一些问题,并提出改进措施。
【关键词】铜铝过渡;设备线夹;断裂;预防措施一、前言铜铝直接连接会产生电化学反应,在潮湿的空气下铝材会迅速老化腐蚀,增大接触电阻,严重者甚至烧毁接头。
故在变电设备间铜的连接点均采用铜材料连接,铝的连接点均采用铝材料连接。
对铜铝接点之间要使用铜铝过渡型设备线夹连接。
因目前电力系统大量使用的是采用闪光焊、摩擦焊等技术焊接在一起的铜铝过渡型设备线夹,在运行时较易在铜铝过渡连接处发生断裂事故。
而设备线夹发生断裂会造成较为严重的电网事故,甚至是大面积停电事故,在电力生产中是一个很容易被忽视的重大安全隐患。
110KV鸿畅变电站的设备线夹在运行中,巡视发现110东表刀闸电压互感器侧铜铝过渡设备线夹在一次降雨过程中发生断裂,致使该铜铝过渡设备线夹处放电发红隐患,给电网安全运行埋下安全隐患。
因此该起事件具有典型意义,本文将对其断裂的原因进行分析,并结合禹州市电网的现状提出几点改进意见。
二、事件经过2014年7月18日天气炎热,气温高达37度,傍晚乌云密布狂风暴雨侵袭了该变电站区域;21点钟左右,运行人员在巡视到110千伏东表设备时,发现连接鸿110东表刀闸B相与鸿110东表PT引流线的铜铝过渡设备线夹处有一个烟头大小的红点并伴有“吱吱”放电声。
用强光灯照射铜铝过渡设备线夹铜铝焊接处有明显的放电痕迹;用红外线测温仪测量该点温度41度。
这时运行人员立即汇报值班调度及有关领导;调度随即下令将该设备停止运行,转为检修状态。
设备线夹说明
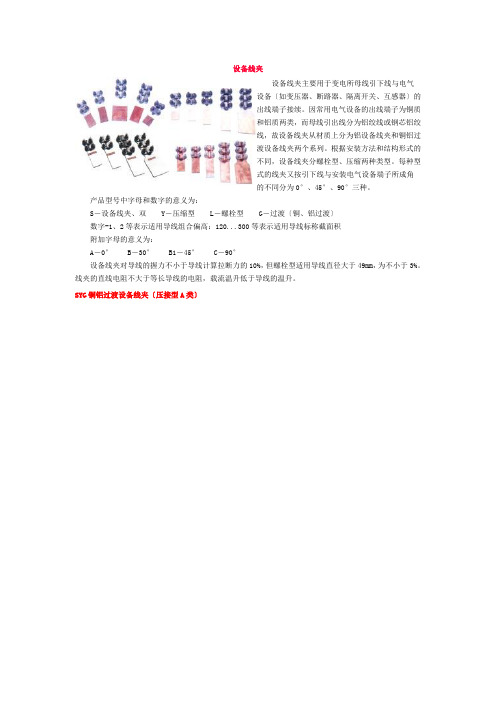
设备线夹设备线夹主要用于变电所母线引下线与电气设备〔如变压器、断路器、隔离开关、互感器〕的出线端子接续。
因常用电气设备的出线端子为铜质和铝质两类,而母线引出线分为铝绞线或钢芯铝绞线,故设备线夹从材质上分为铝设备线夹和铜铝过渡设备线夹两个系列。
根据安装方法和结构形式的不同,设备线夹分螺栓型、压缩两种类型。
每种型式的线夹又按引下线与安装电气设备端子所成角的不同分为0°、45°、90°三种。
产品型号中字母和数字的意义为:S-设备线夹、双Y-压缩型L-螺栓型G-过渡〔铜、铝过渡〕数字-1、2等表示适用导线组合偏高:120...300等表示适用导线标称截面积附加字母的意义为:A-0°B-30°B1-45°C-90°设备线夹对导线的握力不小于导线计算拉断力的10%,但螺栓型适用导线直径大于49mm,为不小于3%。
线夹的直线电阻不大于等长导线的电阻,载流温升低于导线的温升。
SYG铜铝过渡设备线夹〔压接型A类〕型号适用导线主要尺寸(mm)重量(kg) A B D L1 L2SYG-50A LGJ-50 40 18 60 60 SYG-70A LGJ-70 40 22 70 80 SYG-95A LGJ-95 40 26 80 80 SYG-120A LGJ-120 50 26 80 85 SYG-150A LGJ-150 50 32 80 85 SYG-185A LGJ-185 50 32 80 85 SYG-120/7A LGJ-120/7 50 26 80 80 SYG-150/8A LGJ-150/8 50 30 80 90 SYG-150/20A LGJ-150/20 50 30 80 90 SYG-185/10A LGJ-185/10 50 32 80 90 SYG-185/25A LGJ-185/25 50 32 80 90 SYG-240/30A LGJ-240/30 50 36 80 100 SYG-300/15A LGJ-300/15 63 40 100 110 SYG-300/20A LGJ-300/20 63 40 100 110 SYG-300/25A LGJ-300/25 63 40 100 110 SYG-300/40A LGJ-300/40 63 45 100 110 SYG-400/20A LGJ-400/20 63 45 100 120 SYG-400/25A LGJ-400/25 63 45 100 120 SYG-400/35A LGJ-400/35 63 45 100 120 SYG-400/50A LGJ-400/50 63 45 100 120 SYG-400A LGJ-400 120 45 120 150 SYG-500/35A LGJ-500 80 52 80 130 SYG-500/45A LGJ-500/45 80 52 80 130 SYG-500/65A LGJ-500/65 80 52 80 130 SYG-630/45A LGJ-630/45 100 60 100 150 SYG-630/55A LGJ-630/55 100 60 100 150 SYG-630/80A LGJ-630/80 100 60 100 150 SYG-800/55A LGJ-800/55 125 65 170 170SYG-800/70A LGJ-800/70 125 65 170 170 SYG-800/100A L GJ-800/100 125 65 170 170 SYG铜铝过渡设备线夹〔压接型B类〕型号适用导线主要尺寸(mm)重量(kg) A B D L1 L2SYG-50B LGJ-50 40 18 60 60 SYG-70B LGJ-70 40 22 70 80 SYG-95B LGJ-95 40 26 80 80 SYG-120B LGJ-120 50 26 80 85 SYG-150B LGJ-150 50 32 90 85 SYG-185B LGJ-185 50 32 90 85 SYG-120/7B LGJ-120/7 50 26 90 80 SYG-150/8B LGJ-150/8 50 30 90 80 SYG-150/20B LGJ-150/20 50 30 90 80 SYG-185/10B LGJ-185/10 50 32 90 80 SYG-185/25B LGJ-185/25 50 32 90 80 SYG-240/30B LGJ-240/30 50 36 100 80 SYG-300/15B LGJ-300/15 63 40 110 100 SYG-300/20B LGJ-300/20 63 40 110 100 SYG-300/25B LGJ-300/25 63 40 110 100 SYG-300/40B LGJ-300/40 63 40 110 100 SYG-400/20B LGJ-400/20 63 45 120 100 SYG-400/25B LGJ-400/25 63 45 120 100 SYG-400/35B LGJ-400/35 63 45 120 100 SYG-400/50B LGJ-400/50 63 45 120 100 SYG-400B LGJ-400 120 45 150 120 SYG-500/35B LGJ-500 80 52 130 80 SYG-500/45B LGJ-500/45 80 52 130 80 SYG-500/65B LGJ-500/65 80 52 130 80 SYG-630/45B LGJ-630/45 100 60 150 100SY系列铝设备线夹〔压接型A类〕型号Type 适用导线Conductor 主要尺寸Dimensions(mm) 重量(kg) A B D L1 L2 SY-35/6A LGJ-35/6 30 8 16 60 60 SY-50/8ALGJ-50/830 8 18 60 60 SY-70/10A LGJ-70/10 40 8 22 70 60 SY-95/15A LGJ-95/15 40 10 26 80 60 SY-120/7A LGJ-120/7 50 10 26 80 80 SY-150/8A LGJ-150/8 50 10 30 90 80 SY-150/20A LGJ-150/20 50 10 30 90 80 SY-185/10A LGJ-185/10 50 12 32 90 80 SY-185/25A LGJ-185/25 50 12 32 90 80 SY-240/30A LGJ-240/30 50 12 36 100 80 SY-300/15A LGJ-300/15 63 16 40 110 100 SY-300/20A LGJ-300/20 63 16 40 110 100 SY-300/25A LGJ-300/25 63 16 40 110 100 SY-300/40A LGJ-300/40 63 16 40 110 100 SY-400/20A LGJ-400/20 63 16 45 120 100 SY-400/25A LGJ-400/25 63 16 45 120 100 SY-400/35A LGJ-400/35 63 16 45 120 100 SY-400/50A LGJ-400/50 63 16 45 120 100 SY-400A LGJ-400 120 14 45 120 120 SY-400A1LGJ-400120 14 45 120 150 SY-500/35A LGJ-500/35 80 16 52 130 80 SY-500/45A LGJ-500/45 80 16 52 130 80 SY-500/65A LGJ-500/65 80 16 52 130 80 SY-630/45A LGJ-630/45 100 20 60 150 100 SY-630/55A LGJ-630/55 100 20 60 150 100 SY-630/80A LGJ-630/80 100 20 60 150 100 SY-800/55A LGJ-800/55 125 22 65 170 125 SY-800/70A LGJ-800/70 125 22 65 170 125 SY-800/100A L GJ-800/10012522 65 170 125 SY-210/10NA NRLH 58 GJ-210/10 60631645120105SY(T)系列铜设备线夹〔压接型A、B类〕型号主要尺寸(mm)D φ B L L1 L2SY(T)-95(A、B) 20 14 40 150 60 70 SY(T)-120(A、B) 22 40 160 65 70 SY(T)-150(A、B) 25 17 50 170 70 75 SY(T)-185(A、B) 27 19 50 180 75 80 SY(T)-240(A、B) 30 21 50 190 80 85 SY(T)-300(A、B) 32 23 60 210 90 90 SY(T)-400(A、B) 36 60 220 90 100 SY(T)-500(A、B) 40 30 80 230 100 100 SY(T)-630(A、B) 45 35 80 235 100 100 SY(T)-800(A、B) 50 100 270 110 120SL系列铝设备线夹〔八五国标〕型号适用导线外径 mm2螺栓个数主要尺寸(mm)A B L1 LSL-1A,B 4 40 6 65 145 SL-2A,B 4 40 6 80 175 SL-3A,B 6 50 8 125 225 SL-4A,B 6 50 8 125 225SL系列铝设备线夹〔七四国标〕型号适用导线外径mm2主要尺寸(mm)A B L1 LSL3-1(单孔) 35~50 40 6 65 120 SL3-2(单孔) 70~95 40 6 80 136 SL1-3(单孔) 35~50 50 6 65 145 SL1-4(单孔) 70~95 50 6 80 175 SL1-5(单孔) 120~150 50 8 125 225 SL1-6(单孔) 185~240 50 8 125 225 SL2-7(单孔) 120~150 80 8 125 239 SL2-8(单孔) 185~240 80 8 125 239 螺栓型铜铝过渡设备线夹八五国标SLG系列七四标准定型STL〔铜铝过渡线夹〕型号适用导线mm2主要尺寸(mm)B A L1 L2 LSLG-1A 35-50 40 5 65 65 145 SLG-1B 35-50 40 5 65 65 145 SLG-2A 70-95 40 5 80 80 175 SLG-2B 70-95 40 5 80 80 175 SLG-3A 120-150 50 6 125 85 225 SLG-3B 120-150 50 6 125 85 225 SLG-4A 185-240 50 6 125 85 225 SLG-4B 185-240 50 6 125 85 225 型号适用导线mm2主要尺寸(mm)B A L1 L2 L SLG-1(单孔)35-50 40 5 65 65 120 SLG-2(单孔)70-95 40 5 65 65 136 SLG-3(双孔)35-50 40 5 80 80 145 SLG-4(双孔)70-95 40 5 80 80 175 SLG-5(双孔)120-150 50 6 125 85 225 SLG-6(双孔)185-240 50 6 125 85 225 SLG-7(四孔)120-150 80 6 125 85 230 SLG-8(四孔)185-240 80 6 125 85 230变压器用铜铝接线夹〔特制带扣〕型号适用导杆螺纹(mm)主要尺寸(mm)D M A BSBG-M12 12 22 12 50SBG-M14 14 26 14 50SBG-M16 16 26 16 7 50SBG-M18 18 28 18 60SBG-M20 20 30 20 60变压器用铜接线夹〔特制带扣〕型号适用导杆螺纹(mm)主要尺寸(mm)D M A BSBT-M12 12 22 12 50 SBT-M14 14 26 14 50 SBT-M16 16 26 16 50 SBT-M18 18 29 18 60 SBT-M20 20 31 20 60铜铝螺纹线夹型号适用导杆螺纹(mm)主要尺寸(mm)M D LSBG-1-M12 12 12 19 125 SBG-1-M14 14 14 21 140 SBG-1-M16 16 16 21 180 SBG-1-M18 18 18 24 200 SBG-1-M20 20 20 26 200ST系列螺栓型铜设备线夹ST系列铜设备线夹〔七四标准〕型号适用导线mm2主要尺寸(mm)B A L1 LST-1(单孔) 35-50 40 65 120 ST-2(单孔) 70-95 40 80 136 ST-3(双孔) 35-50 40 65 145 ST-4(双孔) 70-95 40 80 175 ST-5(双孔) 120-150 50 125 225 ST-6(双孔) 185-240 50 125 225 ST-7(四孔) 120-150 80 125 230 ST-8(四孔) 185-240 80 125 230。
设备线夹
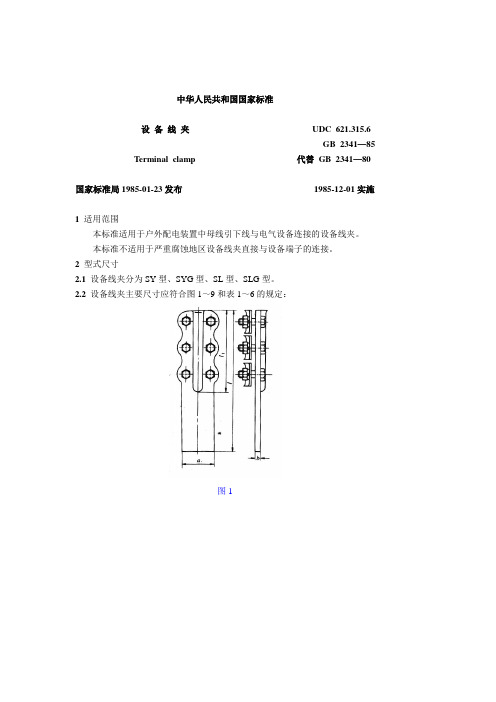
中华人民共和国国家标准设备线夹UDC621.315.6GB2341—85 Terminal clamp代替GB2341—80国家标准局1985-01-23发布1985-12-01实施1适用范围本标准适用于户外配电装置中母线引下线与电气设备连接的设备线夹。
本标准不适用于严重腐蚀地区设备线夹直接与设备端子的连接。
2型式尺寸2.1设备线夹分为SY型、SYG型、SL型、SLG型。
2.2设备线夹主要尺寸应符合图1~9和表1~6的规定:图1图2图3图4注:图1-4尺寸见表1图5注:图1-4尺寸见表1图6注:图1-4尺寸见表1图7注:图1-4尺寸见表1图8注:图1-4尺寸见表1图9注:图1-4尺寸见表1表中型号中字母及数字意义为:S——设备;L——螺栓;Y——压缩;G——过渡;数字——1、2等表示适用导线组合编号,300等表示适用导线标称截面,分子表示铝截面,分母表示钢截面。
附加字母A——0°;B——30°;C——90°。
3技术要求3.1设备线夹一般技术条件应符合GB2314—85《电力金具通用技术条件》的规定。
3.2材质与紧固件:a.设备线夹本体按GB1196—83《重熔用铝锭技术条件》,采用牌号不低于AL99.5的铝制造;铝板按GB3193—82《铝及铝合金热轧板,采用牌号不低于L3铝板》;b.压板按GB700—79《普通碳素结构钢技术条件》,采用抗拉强度不低于372.5N/mm2(372.5MPa)的钢制造;c.铜板按GB2040—80《纯铜板》,采用牌号为T2的铜板;d.螺栓按GB5—76《六角头螺栓(粗制)》;e.垫圈按GB95—76《垫圈(粗制)》;f.弹簧垫圈按GB93—76《弹簧垫圈》;g.螺母按GB41—76《六角螺母(粗制)》。
3.3铜与铝的焊接要采用闪光焊接工艺。
3.4焊缝完整,无气孔和裂纹,平面错边不超过2.0mm,厚度错边不超过0.7mm。
3.5铜板、铝板表面平整光洁,局部划伤深度不大于0.5mm。
更换贯通线(自闭线)接线端子(线夹)技术工艺要求

更换贯通线(自闭线)接线端子(线夹)的技术工艺要求一、总体说明:在我段贯通线(自闭线)存在电缆头与隔离开关分、合杆安装情况(如图所示),为减少铜铝过渡接线端子带来的危害,根据2007年12月18日下达的临时任务书通知,要求各车间及时完成任务。
铜铝过渡线鼻(线夹)断裂原因一般与线路安装工艺关系不大,主要是使用的线鼻(线夹)制作工艺不符合国家制作工艺标准(国家标准GB2314-1997,GB2317-2000),有些是直接简单铜铝面粘在一起而已,经日晒雨淋后,铜铝接触面氧化后造成断裂。
为能及时完成整治任务,以贯通线(自闭线)干线为优先,分支线及变压器高低压侧连接处部分作延续处理,期限要求结合年度检修工作完成。
二、分杆安装要求(详见附图):1,电缆头部分:铝电缆:铝芯电缆(YJLV22-10kV3*70或50)与过渡铝芯线(BLV-70或50)之间的连接,两线端均要求采用铝接线端子(DL-70或50)连接,也宜优先采用铜镀锡接线端子(DT-70或50铜镀锡接线端子(适用于铜材或铝格),不准采用过去常用的铜接线端子、铝接线端子)禁止使用铜铝过渡接线端子(DTL-70或50)连接;过渡线采用铝绞线(BLV-70或50、LJ-70或50),最后过渡线与干线(铝芯线)连接采用铝并沟线夹。
铜电缆:铜芯电缆(YJV22-10kV3*70或50)与过渡铝芯线(BLV-70或50)之间的连接,两线端必须采用铜镀锡接线端子(DT-70或50铜镀锡接线端子,铜镀锡接线端子适用于铝芯线);过渡线采用铝绞线(BLV-70或50、LJ-70或50)。
禁止使用铜铝过渡接线端子(DTL-70或50)连接。
最后过渡线与干线(铝芯线)连接采用铝并沟线夹。
2,避雷器部分:因避雷器接线柱为铜材料制作,需考虑与电源引线配合的问题。
如避雷器电源引线采用铜绞线(TJ-35),要求采用铜镀锡接线端子(DT-70或50铜镀锡接线端子)连接,也宜采用引线本身(TJ-35)制作线环耳通过使用双垫片夹住固定连接,与干线连接线采用铜铝过渡并沟线夹;如避雷器电源引线采用铝绞线(LJ-35),要求采用铜镀锡接线端子(DT-70或50铜镀锡接线端子,禁止使用铜铝过渡接线端子)连接,也宜采用引线本身(LJ-35)制作线环耳通过使用双垫片夹住固定连接,与干线连接线采用铝并沟线夹。
接触网铜铝过渡设备线夹安装规范
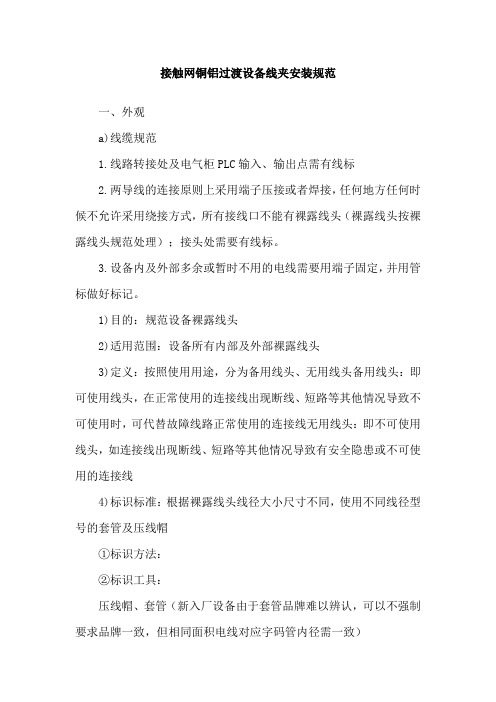
接触网铜铝过渡设备线夹安装规范
一、外观
a)线缆规范
1.线路转接处及电气柜PLC输入、输出点需有线标
2.两导线的连接原则上采用端子压接或者焊接,任何地方任何时候不允许采用绕接方式,所有接线口不能有裸露线头(裸露线头按裸露线头规范处理);接头处需要有线标。
3.设备内及外部多余或暂时不用的电线需要用端子固定,并用管标做好标记。
1)目的:规范设备裸露线头
2)适用范围:设备所有内部及外部裸露线头
3)定义:按照使用用途,分为备用线头、无用线头备用线头:即可使用线头,在正常使用的连接线出现断线、短路等其他情况导致不可使用时,可代替故障线路正常使用的连接线无用线头:即不可使用线头,如连接线出现断线、短路等其他情况导致有安全隐患或不可使用的连接线
4)标识标准:根据裸露线头线径大小尺寸不同,使用不同线径型号的套管及压线帽
①标识方法:
②标识工具:
压线帽、套管(新入厂设备由于套管品牌难以辨认,可以不强制要求品牌一致,但相同面积电线对应字码管内径需一致)
4.电气设备外壳必须有良好的接地。
5.设备中运动部件上的电线和线束均需要用装线夹和黑色扎带固定,防止电线运动中发生刮擦;
扎带使用规范:
1)气管线路横平竖直,用黑色扎带等间距(约15cm)包扎,扎好后平头剪掉扎带尾巴,扎带头统一朝设备内侧;(扎带颜色/粗细一致,同一处不允许重复包扎);
2)若使用缠绕带则需统一使用黑色缠绕带,扎线完成后多余的缠绕带需剪掉;
3)扎带不得与主支架直接捆绑,不得使用粘贴型固定座;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
根据往 年 的线路 、 台区设 备过 负荷情 况 。 分 析 重 要 线 路 是 否 满 足 Ⅳ一 1标 准 , 将 不 满 足 要 求 的 过 负 荷 严 重
的设 备 , 以及 负 载 率 在 7 0 %以上 的线 路 。 列 入 迎 峰 度
特殊 巡 视工 作 , 重点 部位 、 重 要 用 户 设 备 要 进 行 红 外 测 温 , 实 时监控 线路 、 台 区的负 荷状 况 , 防止 过 负荷 。 ( 2) 线 路 杆 塔 上 有 鸟 窝 , 树 枝 与 导 线 安 z A. 距 离 不 够 。在 大 风 或 下 雨 天 气 极 容 易 触 碰 导 线 使 线 路 发 生 接
线 路 运 行 管 理 单 位 应 制 定 高 温 期 间 保 供 电 措 施 ,积 极
开 展 事 故 预 想 和 反 事 故 演 习 等 安 全 活 动 ,从 各 个 方 面
丝等 缺 陷 , 设 备 管理单 位 一定 要加 强 巡视 , 加 大 消 缺 力
度 , 有效 减少 线 路接 地 的发 生 。
郭家 屯 变 电站 1 0 k V I段 母 线 接 地 , 迅 速 带 电 查 线 。供 电所 立 即组 织抢 修 值 班人 员 对 该 变 电站 1 0 k V I段 母 线接 带 的两条 1 0 k V线 路 1 0 k V 郭 家 屯 线 和 郭 家 屯 北 线 进 行 带 电 查 线 。 3时 4 1分 , 查 线 人员 发 现 1 0 k V 郭
5 抓 好 配 网施 工 管 理 。 确 保 工 程 验 收 合 格 配 电线 路 和 台 区 施 工 ,很 大 部 分 依 靠 外 协 施 工 队 伍 。 外协 施工 队只负责 施工 , 供 电 所 负 责 工 程 质 量 验 收
以及 施 T队伍 的安- A 监 管 。所 以供 电所 要 加 强 工 程 质 量管控, 确保 施 工工 艺质 量 , 从 源 头 上 提 高 线 路 健 康 水
了设 备 隐患 。 提 高 了设 备 健 康 运 行 水 平 。
2 采取 有效 措 施 。 减 少 线 路 雷 击 跳 闸
( 1 ) 降低 杆塔 接 地 电阻 , 是 提 高 耐 雷 水 平 减 少 雷 击 跳 闸 的有 效 措 施 。 在 电阻率 大 的土 壤 中 , 可 采 取 增 加 接 地体 数量 或增 加 接地 体 长度 等方 法 , 减小 接地 电阻 。 ( 2) 由于土 壤 电阻率 高 , 在 降低t - T -  ̄ 接地 电阻 困难 时 , 可 以考虑 加装 线路 避 雷器 , 雷 电 发 生 时 避 雷 器 可 以 提供 一个 低 阻抗 通道 。 使 其泄 放 到大 地 。 ( 3) 线 路 绝 缘 化 是 最 经 济 也 最 容 易 实 现 的 防 雷 方
时 间 可 以 判 定 该 故 障 主 要 是 由于 铜 铝 设备 线夹 本身 质量 存在 问题 而断裂 所
致 。
为 防 范该 类 事 故 的 再 次发 生 . 我
( 2 6 2 2 0 0 ) 国网 山 东诸城 市供 电公 司 李寿 鹏 李 志海
2 0 1 5 年 3月 1 4 日 0 时 1分 , 国 网 山 东 诸 城 市 供 电
公司相州供 电所值班人 员接调度值班员 通知 : 3 5 k V
们 有针 对 性 地制 定 了 以下 防 范措 施 。
一
是严 把 设 备材 料 质 量 关 , 重 点 做 好
招 标 采 购 设 备 材 料 领 用 后 和 使 用 前 的 外 观 及 特 性 检
查 , 以便及 时发 现设 备存 在 的质量 问题 。 不 让 存 在 缺 陷
法 , 可 通 过提 高 线 路绝 缘 化 水 平 , 提高耐雷水平 , 保 障
线路 安全 运行
平 , 降低线 路故 障跳 闸率 。
6 统 计分 析往 年 同期负  ̄t l t t " 况 。 预 测 今 年 负 荷 状 况
3
做好 缺 陷综 合治 理 。 提 高 设 备 健 康 运 行 水 平 ( 1 ) 做好 配 电 台区负 荷在 线监 测 、 全 面 巡 视 和 夜 间
加 强 管 理 和 预 防 ,有 效 降 低 高 温 期 间 配 电 线 路 故 障 跳
闸率 。
2 0 1 5 — 0 6 Байду номын сангаас 0 9收 稿
4
强化 用户 管 理 。 确 保 用 户 设 备 安 全 稳 定 运 行
加 强 用 户 管 理 , 防 止 由 于 用 户 设 备 原 因 造 成 农 网
地 。对此 , 要 加 强巡 视 , 及早 发现 及早 处理 。
夏前 整改 工作 的重 点 , 提 前介 入 , 消除 隐患 。
另外 。 可 以通过 汇总 过往 配 网故 障类型 . 并 进行 分 类 , 对 多 发 的 故 障 类 型 做 到 心 中有 数 , 提前进行预防。
( 3) 针对拉线缺失、 杆身裂纹 、 配 电 变 压 器 挂 金 属
离温期间 降j l j 5
配 电线路故 障
麟 霉 稽 德
( 0 5 6 2 0 0 ) 国网河北邯 郸 市峰峰 矿 区供 电公 司 龚英 强
线 路 跳 闸。一方 面 。 要 做好 用 电宣传 , 培 养 用 户 安 全 用 电 的意 识 ; 另一 方 面 , 要 加 强用 户 设备 I N . 督管理 , 发 现 用 户 设 备 缺 陷 及 时 督 促 整 改 .整 改 完 成 验 收 合 格 后 方 可恢 复供 电 。
农 村 电 工
J N C 粤 U l N 置 D I A N G O N G主 一 持 … : 杨 一一 留 名
—N G O
2 0 1 5 年第 2 3 卷第 9 期
1
集 中力量 。 开 展 线 路 清 扫
随着 设 备 的 长期 运 行 。 绝 缘 子 表 面 出 现 污秽 。 以及 设备 的 老 化 , 高 温 及 雷 雨 天 气 的影 响 。 农 村 配 电线 路 极 容 易 发生 线 路 接 地 。供 、 配 电所 可利 用 变 电站停 电时机 , 开展 线 路 清 扫 、 消缺 , 一 方 面 可 以 减 少 停 电次数 , 减少客户投诉 ; 另 一 方 面 也 排 除