科尔摩根伺服报警代码中文
伺服电控报错代码
有故障代码Fault Code无故障代码No Fault Code无剪线No shearing-line.踩下脚踏板电机无任何反应No respond in motor when tread the pedals.电机转动时有异响There is abnormal sound when the motor works.脚踏板无高速Motor don’t accelerate when tread the pedals.显示屏无显示There is no display on the display.操作面板按键无反应No respond on buttons of the operation panel.开机无电无显示No power and no display when power on.开机机器自跑Motor works automatically when power on.没有自动倒缝NO automatic backstitch.“P”+“✄”进入检测模式,调整为P01,查看其数值是否在“250~380V”范围内Please press “P”+“✄”to enter the testing mode, switch to P01,then check whether the value is in the range of “250~380V”.请在关机状态下拔掉电机与伺服器的连接线,转动电机手轮,查看电机轮是否过重Please pull out the connecting line between motor and servo in the off state, then rotate the motor’s hand wheel to see whether the motor’s hand wheel is too heavy.您的电机已短路,请立即更换There are short circuits in your motor, please replace it immediately.您的电网不稳定造成伺服器无法正常工作。
伺服报警故障代码大全

伺服报警故障代码大全伺服系统是现代工业自动化生产中常见的一种控制系统,它通过对电机进行控制,实现对机械运动的精确控制。
然而,在使用伺服系统的过程中,我们有时会遇到各种报警故障代码,这些代码代表着不同的故障类型,需要我们及时排查和处理。
下面将为大家详细介绍一些常见的伺服报警故障代码,以便大家在实际工作中能够更好地应对这些问题。
1. E001,伺服系统过载报警。
当伺服系统负载过大时,会触发E001报警代码。
这时需要检查负载情况,可能需要重新调整负载参数或者更换合适的伺服系统。
2. E002,伺服系统过热报警。
当伺服系统工作时间过长或者环境温度过高时,会触发E002报警代码。
此时需要及时停机降温,或者加强散热措施,以确保伺服系统的正常工作。
3. E003,伺服系统电压过高或过低报警。
电压异常会导致伺服系统工作异常,触发E003报警代码。
这时需要检查电源电压情况,可能需要更换稳压器或者调整电源线路。
4. E004,伺服系统编码器故障报警。
编码器是伺服系统的重要传感器,一旦出现故障会触发E004报警代码。
此时需要检查编码器连接情况,可能需要更换或者维修编码器。
5. E005,伺服系统通信故障报警。
通信故障会导致伺服系统无法正常接收指令,触发E005报警代码。
这时需要检查通信线路和通信模块,可能需要重新连接或者更换通信设备。
6. E006,伺服系统电机故障报警。
电机是伺服系统的核心部件,一旦出现故障会触发E006报警代码。
此时需要检查电机连接情况和电机状态,可能需要更换或者维修电机。
7. E007,伺服系统位置偏差报警。
位置偏差会导致伺服系统无法精确定位,触发E007报警代码。
这时需要检查位置传感器和位置控制参数,可能需要重新校准或者调整位置控制系统。
以上是一些常见的伺服报警故障代码,我们在使用伺服系统时,要时刻关注系统的运行状态,及时处理各种报警故障,以确保系统的正常运行。
希望以上内容能够帮助大家更好地理解和应对伺服系统报警故障,提高工作效率和生产质量。
科尔摩根伺服报警代码(中文)
参数适应
表时间运动任务基地太低.
增加目标次或使用一个电机有较高的名义速度
反馈错误的电机插入
检查和正确的分配
电机阶段倒
检查销作业
反馈错误设置
设定角度偏移正确(MPHASE)
F09
EEPROM校验和误差
关掉放大器在存储过程
输入参数和保存他们
手动修改参数记录保存到卡.
改变到大写小写字体
硬件故障
到伺服放大器制造商进行维修
MBRAKE设置为0
电机制动功耗电流太低了。
提高当前消费最低150毫安(如通过并联电阻)。
硬件故障
到伺服放大器制造商进行维修
F12
电机阶段
盾对电机电缆附件或丧失严重
检查屏蔽连接
强大的外部电磁干扰
额外的设计电机的盾牌在安装板的开关柜。
电机电缆能力太高了
使用一个电机掐/缩短电缆和使用电缆
安装电机接触器不打开的时间
过于陡峭的斜坡
延长加速/制动坡道(ACC,DEC)
间隔太短
恢复之间的间隔延长运动任务(运动任务屏幕页)
振动在当前控制器
调整放大的MLGQ和KTN重置时间
电机有一个inter-turn故障(只有在案例部分短路)
更换电机
F16
电线BTB - 1、2或3阶段的输入供给丧失
三相操作设置在单相in-feed的情况下
F06
电机温度
电机温度过高,或传感器故障
F07
内部电压
内部供给电压不行
F08*
超速度
电机速度过高,位置偏移
F09
电可擦只读存储器
自检错误
F10
信号失灵保护
信号失灵保护(线缆坏或接触不良)
科尔摩根伺服报警代码(中文)
保留
保留
n16
总结警告
总结了n31到n17警告
n17
现场总线的同步
CAN同步没有登录
n18
multiturn overflow
max.超过电的机转数量
n19
motion task ramps are limited
在运动范围溢出任务数据
n20
无效运动任务
无效运动任务
n21
PLC程序错误
详情见可编程序控制器(PLC)的代码
F30
紧急暂停
暂停,紧急停车
F31
保留
保留
F32
系统错误
系统软件没有反应正确
警告信息
编号
名称
说明
E / P
状态信息
通电状态正常
. . .
状态信息
放大器是更新启动配置
- S -
AS-Enable
AS-Enable输入0V
-
状态信息
编程模式
n01
I²t
I²t临界值超过
n02
回复电压
达到预设电压
n03*
S_故障
检查接触器
I安装电机接触器具有燔接触。
检查接触器
硬件故障
伺服放大器制造商进行维修
电机连接器或马达伺服放大器没有开机
检测插座
F13*
环境温度7)
到伺服放大器制造商进行维修
截止阈值过低
IncreaseTEMPE
开关柜太热了
使用一个冷却装置
F14
输出级
温度传感器故障
测量传感器电阻。
开关:
低温:开关关闭
高温:开关打开。
PTC热敏电阻器:
伺服驱动器报警代码的含义解析
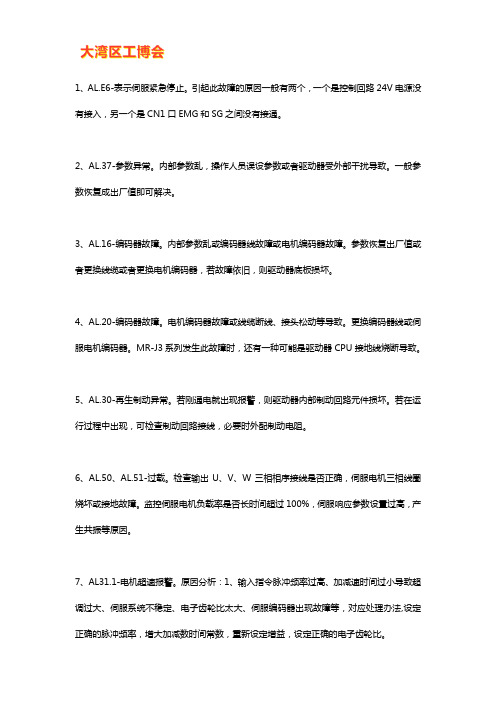
1、AL.E6-表示伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、AL.37-参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、AL.16-编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、AL.20-编码器故障。
电机编码器故障或线缆断线、接头松动等导致。
更换编码器线或伺服电机编码器。
MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。
5、AL.30-再生制动异常。
若刚通电就出现报警,则驱动器内部制动回路元件损坏。
若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。
6、AL.50、AL.51-过载。
检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。
监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。
7、AL31.1-电机超速报警。
原因分析:1、输入指令脉冲频率过高、加减速时间过小导致超调过大、伺服系统不稳定、电子齿轮比太大、伺服编码器出现故障等,对应处理办法,设定正确的脉冲频率,增大加减数时间常数,重新设定增益,设定正确的电子齿轮比。
8、ALE6.1-伺服驱动器报警代码。
原因分析:是伺服电机紧急停止了,伺服驱动器EMG和SG之间的线路断开了。
对应处理办法,把EMG短接就好了。
9、AL52-故障为偏差计数器中的滞留脉冲超出了伺服编码器分辨率的能力乘以10。
原因分析:是加减速时间常数的大小设置不合理,转矩限制值太小,由于电源电压下降,导致电机转矩不足,伺服电机不能启动。
对应处理办法:设定正确的加减速时间常数,增大转矩限制值等。
伺服报警故障代码大全
伺服报警故障代码大全伺服系统在工业自动化领域中扮演着非常重要的角色,它能够提供精准的位置控制和运动控制,从而实现自动化生产线的高效运行。
然而,在使用伺服系统的过程中,难免会遇到各种故障问题,其中报警故障代码是比较常见的一种。
本文将为大家详细介绍伺服系统常见的报警故障代码,以便大家在实际应用中能够快速准确地进行故障排除。
1. E001,过载报警。
当伺服系统承受超出其额定负载能力的负载时,会产生过载报警。
这可能是由于负载过大或者机械传动系统出现故障导致的。
在遇到这种情况时,需要及时停机检查,排除故障后重新启动。
2. E002,过压报警。
过压报警通常是由于电源系统出现问题,导致伺服系统输入电压超出规定范围而产生的。
解决方法是检查电源系统,确保输入电压稳定在规定范围内,必要时更换电源设备。
3. E003,过热报警。
伺服系统在长时间高负载运行或者环境温度过高的情况下,可能会出现过热报警。
这时需要停机降温,同时检查散热系统是否正常运行,确保散热效果良好。
4. E004,编码器故障。
编码器是伺服系统中非常重要的部件,它负责反馈电机的位置信息。
当编码器出现故障时,会导致伺服系统无法准确控制电机位置,从而产生E004报警。
解决方法是检查编码器连接是否良好,必要时更换故障编码器。
5. E005,通信故障。
伺服系统与上位机或者其他设备之间的通信出现故障时,会产生E005报警。
这时需要检查通信线路是否正常,确认通信协议设置是否正确,保证通信畅通。
6. E006,电机故障。
电机本身出现故障也会导致伺服系统报警,通常是由于电机绕组短路或者接线不良导致的。
解决方法是检查电机绕组和接线,必要时更换故障电机。
7. E007,系统故障。
除了以上列举的几种常见故障外,伺服系统还可能因为其他原因产生系统故障报警。
这时需要通过系统故障代码手册或者厂家技术支持进行详细排查,找出故障原因并进行修复。
总结,伺服系统报警故障代码的出现意味着系统出现了异常情况,需要及时处理以避免对生产造成影响。
科尔摩根 Servostar 系列伺服故障代码表
S—故障
超过预设置的位置错误限
n04
响应监控
响应监控(总线)处于激活
n05
供电相位
主干线供电相位太弱
n06
SW限位开关1
低于软件限位开关1
n07
SW限位开关2
超过软件限位开关2
n08
动作任务错误
执行了一个错误动作任务
n09
没有参考点
在动作任务时(HOME设置不对)没有参考点
n10
PSTOP
PSTOP正极限限位开关激活
在温度误差被排除之前可以关闭后再检查
n23-n31
保留
?
n32
硬件测试版本
未发布版本
?
?
警告信息:?
已经发生、但不会引起放大器输出级关闭的故障(BTB/RTO 触点保持闭合),在前面板 LED 显示屏上以警告代码的形式显示。?
E.S.A.P
状态信息
状态信息,没错误,看第88页
. . .
状态信息
更新启动配置.状态信息编程模式n01
负载特性
负载接近临界值
n02
制动功率
达到预设置的制动功率限
E\S\A\P
状态信息
状态信息,没错误,看第88页
. . .
状态信息
更新启动配置
-
状态信息
编程模式
F01*
散热片温度
散热片温度太高,由制造商限制在80度
F02*
过电压
直流总线过压,主要取决电源电压
F03*
跟踪错误
信息来源于位置控制器
F04
反馈电缆
电缆断裂,短路,接地
F05*
欠压
直流总线欠压,由制造商限制在100V
伺服异常码

0(正常狀態)1硬件故障。
2硬件故障。
101運行期間PLC READY OFF 102驅動裝置READY OFF103運行期間測試模式故障104硬件行程極限(+)105硬件行程極限(–)106起動時停止信號ON107BUSY 期間READY OFF-> ON 201在OP 處起動203近點狗檢測時間故障204OP 檢測時間故障205停頓時間故障206計數方法位移量故障207OPR請求ON209OPR 重新起動不可能213ABS 傳送時間214ABS 傳送SUM300JOG 速度範圍之外301微動位移量出錯500非法條件數據編號501同時起動前出錯502非法數據編號503無命令速度504在線性位移量範圍之外506弧出錯大偏差507軟件行程極限+508軟件行程極限–514新的當前值範圍之外515新的當前值不可能516連續路徑控制不可能518在運行形式範圍之外519在插補軸BUSY時插補520單位組不相配521非法插補說明命令522命令速度設置出錯523插補模式出錯524控制系統設置出錯525分點設置出錯526終點設置出錯527圓心設置出錯530地址範圍之外532不能同時起動533條件數據出錯534特殊起動指令出錯535不能環形插補536M代碼ON 信號起動537PLC READY OFF起動538READY OFF 起動543起動點範圍之外544半徑範圍之外545控制系統 LOOP設置出錯546非法設置以度為單位的ABS 方向800保持出錯801閃存ROM 寫出錯802閃存ROM 和校驗出錯803I/O 復位804專用指令參數出錯805閃存ROM 寫次數出錯806專用指令I/F 出錯900在單位設置範圍之外901在每轉的脈衝數範圍之外902在每轉的位移量範圍之外903在單位放大倍率範圍之外904脈衝輸出模式出錯905旋轉方向設置出錯906在偏置速度範圍之外910在速度極限值範圍之外911在加速時間0 範圍之外912在減速時間0 範圍之外920反向間隙補償量出錯921軟件行程極限上限922軟件行程極限下限923軟件行程極限選擇924軟件行程極限有效/無效設置925命令到位寬度926非法轉矩極限設置值927M代碼ON 計時出錯928速度轉換模式出錯929插補速度指定方法930當前值更新請求出錯932手動脈衝發生器輸入模式出錯935速度-位置功能選擇出錯950加速時間1 設置出錯951加速時間2 設置出錯952加速時間3 設置出錯953減速時間1 設置出錯954減速時間2 設置出錯955減速時間3 設置出錯956JOG 速度极限值出错957JOG 加速時間選擇設置出錯958JOG 減速時間選擇設置出錯959加速/減速處理選擇設置出錯960S-形比率設置出錯961非法突然停止減速時間962停止組1 突然停止選擇出錯963停止組2 突然停止選擇出錯964停止組3 突然停止選擇出錯966在容許環形插補出錯寬度之外967外部命令功能選擇出錯980OPR 方法出錯981OPR 方向出錯982OP 地址設置出錯983OPR 速度出错984蠕動速度出錯985OPR 重試出錯990OPR 停頓時間出錯991近點狗ON 後的位移量設置出錯992OPR 加速時間選擇出錯993OPR 減速時間選擇出錯995OPR 轉矩極限值出錯996偏差計數器清零信號輸出時間設置出錯997OP 移動期間速度指定出錯。
伺服驱动器报警解决方法

伺服驱动器报警解决方法1.伺服驱动器报警代码E01/E02/E03/E04:电源故障报警这种报警一般是由于电源输入电压异常导致。
解决方法如下:-检查电源输入是否正常,包括电压是否稳定、频率是否正常。
-检查电源线路是否连接良好,排除断线或短路的可能。
-检查伺服驱动器内部的保险丝是否熔断,如有需要更换。
2.伺服驱动器报警代码E05/E06/E07:控制电源故障报警这种报警通常是由于控制电源输入异常导致。
解决方法如下:-检查控制电源线路是否连接正确,确保电压和频率都在正常范围内。
-检查控制电源的开关是否正常,如有需要更换。
3.伺服驱动器报警代码E08~E10:驱动电源故障报警这类报警通常是由于驱动电源输入异常或过载导致。
解决方法如下:-检查驱动电源线路是否接触良好,确保电压和频率都在正常范围内。
-检查电机负载是否过大,如有需要减小负载。
-检查电机本身是否出现故障,如有需要更换。
4.伺服驱动器报警代码E11/E21/E31/E41:编码器故障报警这类报警通常是由于编码器反馈信号异常或缺失导致。
解决方法如下:-检查编码器连接线路是否良好,确保信号传输无误。
-检查编码器本身是否损坏,如有需要更换。
-检查编码器信号是否在规定的范围内,如有需要进行调整。
5.伺服驱动器报警代码E12/E13/E14/E15:通信故障报警这类报警通常是由于通信线路异常或通信参数设置错误导致。
解决方法如下:-检查通信线路是否连接正确,确保信号传输无误。
-检查通信参数设置是否正确,包括波特率、数据位、校验位等。
-检查通信协议是否匹配,确保与其他设备的通信兼容性。
6.伺服驱动器报警代码E16/E17/E18/E19:过流保护报警这类报警通常是由于电机过载或电路故障导致。
解决方法如下:-检查负载是否过大,如有需要减小负载。
-检查电机是否正常工作,如有需要更换。
-检查电路是否存在短路或接触不良的情况,如有需要修复线路。
总之,伺服驱动器报警问题的解决方法很大程度上取决于具体的故障原因。
Kollmorgen S300报警信息及处理
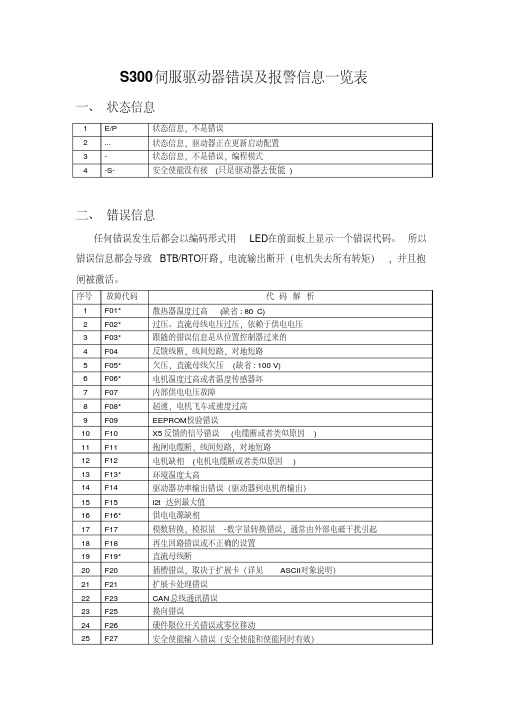
S300伺服驱动器错误及报警信息一览表一、状态信息1 E/P 状态信息,不是错误2 ... 状态信息,驱动器正在更新启动配置3 - 状态信息,不是错误,编程模式4 -S- 安全使能没有接(只是驱动器去使能)二、错误信息任何错误发生后都会以编码形式用LED在前面板上显示一个错误代码。
所以错误信息都会导致BTB/RTO开路,电流输出断开(电机失去所有转矩),并且抱闸被激活。
序号故障代码代码解析1 F01* 散热器温度过高(缺省: 80°C)2 F02* 过压。
直流母线电压过压,依赖于供电电压3 F03* 跟随的错误信息是从位置控制器过来的4 F04 反馈线断,线间短路,对地短路5 F05* 欠压,直流母线欠压(缺省: 100 V)6 F06* 电机温度过高或者温度传感器坏7 F07 内部供电电压故障8 F08* 超速,电机飞车或速度过高9 F09 EEPROM校验错误10 F10 X5反馈的信号错误(电缆断或者类似原因)11 F11 抱闸电缆断,线间短路,对地短路12 F12 电机缺相(电机电缆断或者类似原因)13 F13* 环境温度太高14 F14 驱动器功率输出错误(驱动器到电机的输出)15 F15 I2t 达到最大值16 F16* 供电电源缺相17 F17 模数转换,模拟量-数字量转换错误,通常由外部电磁干扰引起18 F18 再生回路错误或不正确的设置19 F19* 直流母线断20 F20 插槽错误,取决于扩展卡(详见ASCII对象说明)21 F21 扩展卡处理错误22 F23 CAN总线通讯错误23 F25 换向错误24 F26 硬件限位开关错误或零位移动25 F27 安全使能输入错误(安全使能和使能同时有效)26 F28 现场总线错误(详见ASCII对象说明)27 F29 现场总线错误(详见ASCII对象说明)28 F30 急停超时29 F32 系统错误,系统软件反应不正确“*”表示这些错误不用重启就可以通过命令终端发送ASCII命令“CLRFAULT”(或者清除错误按钮)清除。
科尔摩根 Servostar 600系列伺服故障代码表
超过预设置的位置错误限
n04
响应监控
响应监控(总线)处于激活
n05
供电相位
主干线供电相位太弱
n06
SW限位开关1
低于软件限位开关1
n07
SW限位开关2
超过软件限位开关2
n08
动作任务错误
执行了一个错误动作任务
n09
没有参考点
在动作任务时(HOME设置不对)没有参考点
n10
PSTOP
PSTOP正极限限位开关激活
F06
电机温度
电机温度太高或者温度传感器误差,由制造商限制限定在145度
F07
内部电压
内部放大器供电超公差
F08*
超速
电机位置偏离,速度太快
F09
可擦存储器
自检错误
F10
闪存
自检错误
F11
制动(电机)
电缆断裂,短路,接地
F12
电机相位
电机相位错位(电缆断或者类似故障)
F13*
内部温度
内部温度太高
F14
在温度误差被排除之前可以关闭后再检查
n23-n31
保留
n32
硬件测试版本
未发布版本
科尔摩根Servostar 600系列伺服故障代码表
2016年04月10日
Kollmorgen Servostar 601-620系列伺服驱动器故障信息表:
出错信息:
任何出现的错误都以一个错误代码的形式在前面板上的LED显示屏上显示。所有错误消息都会导致BTB/RTO触点打开,放大器的输出级关闭(电机失去全部转矩)。电机抱闸被激活。
警告信息:
已经发生、但不会引起放大器输出级关闭的故障(BTB/RTO 触点保持闭合),在前面板 LED 显示屏上以警告代码的形式显示。
伺服故障报警及处理方法
伺服故障报警及处理方法AL、10 电压过低电源电压太低。
MR-E-□A:160V 以下AL、12 存储器异常1 RAM存储器异常AL、13 时钟异常印刷电路板的异常AL、15 存储器异常2 EEP-ROM异常AL、16 编码器异常1 编码器与伺服放大器之间通讯异常。
AL、17 电路板异常2 CPU·零部件异常AL、19 存储器异AL、1A 电机配合异常伺服放大器与伺服电机之间的配合有误。
AL、20 编码器异常2 编码器与伺服放大器之间通讯异常。
AL、24 主电路异常伺服放大器的伺服电机输出端(U·V·W相)接地故障。
AL、30 再生制动异常制动电流超过内置再生制动电阻或再生制动选件的允许值。
再生制动晶体管异常AL、31 超速转速超出了瞬时允许转速。
AL、32 过流伺服放大器的输出电流超过了允许电流。
AL、33 过压直流母线电压的输入在400V以上。
AL、35 指令脉冲频率异常输入的指令脉冲的脉冲频率太高。
AL、37 参数异常参数的设定值异常。
AL、45 主电路芯子过热主电路异常过热。
AL、46 伺服电机过热伺服电机的温度上升,热保护继电器动作。
AL、50 过载1 超过了伺服放大器的过载能力。
负载率300%:2、5s以上负载率200%:100s 以上AL、51 过载2 由于机械故障导致伺服放大器连续数秒钟以最大输出电流输出。
伺服电机的锁定时间:1s以上AL、52 误差过大偏差计数器的滞留脉冲超过编码器的分辨率×10[pulse]。
AL、8A 串行通讯超时 RS-232C通讯的时间超过参数No、56的设定值。
AL、8E 串行通讯异常伺服放大器与通讯设备(计算机等)之间出现串行通讯错误。
CPU·部件异常AL、E0 再生制动电流过大警告可能会超出内置再生制动电阻或外部再生制动选件的制动能力。
AL、E1 过载警告可能发生过载1,过载2报警。
AL、E6 伺服紧急停止警告 EMG-SG之间断开。
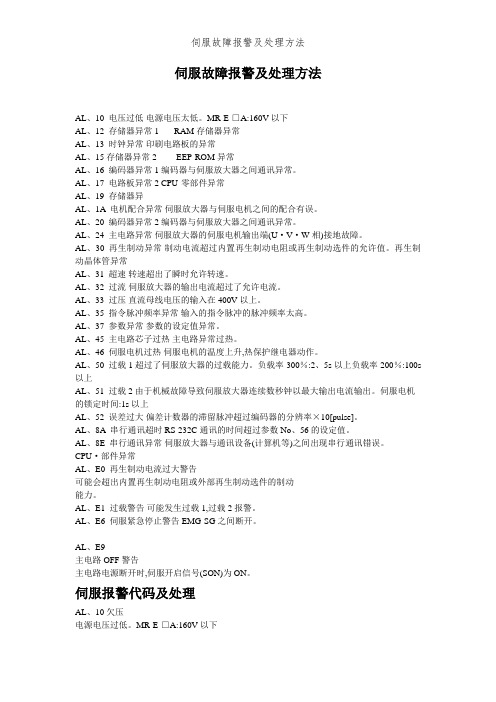
fanuc伺服报警代码
2.4主轴模块电源接通后,状态(STATUS)显示中报警LED(红色)灯点亮,2位7段显示器显示报警代码。
2.3.4 电机损坏。
2.4主轴模块内部故障和与主轴有关的控制、连接出现故障,故障原因参看《FANUC SERVO MOTORαSERIES维修说明书》。
\
2.3.4.2 开机时电机振动,噪声增大超标,电机轴承润滑不良或磨损,加长效润滑脂,更换已损坏的轴承。
1.4.3.2定期检查清洁冷却系统,保证电柜内通风畅通。
1.4.3.3检查动转情况,排除故障。
1.4.4.1检查电源模块输入电源,排除故障。
1.4.4.2检查确认。找出电源电压过低的原因,排除故障。
1.4.4.3检查操作顺序,正确操作。
…
1.4.5.1测试检查,找出故障点,更换损坏的元器件或导线,排除故障。
!
3.4.2按《FANUC SERVO MOTORαSERIES维修说明书》中的方法行各电源测试与故障分析与维修。
3.4.3同5项中的方法。
序号
故障症状
原因分析
排除方法
4
¥
主轴电机故障。
4.1主轴出现异常声音与振动。
^
4.2 冷却风道不畅或堵塞。
4.3 电机表面粘有切削液。
4.4 风扇电机故障。
—
4.1.1机床使用久,电机轴承润滑不良或损坏。
2.4按《FANUC SERVO MOTORαSERIES维修说明书》中的提供的方法进行各电源测试和故障分析与维修。
3
伺服放大器故障:
3.1伺报放大器电源接通状态(STATUS)显示没有显示。
*
3.2伺报放大器电源接通状态(STATUS)显示
“-”。
3.3伺报模块电源接通后,状态(STATUS)显示中报警LED(红色)灯点亮,7段显示器显示报警代码。
科尔摩根Servosr系列伺服故障代码表
科尔摩根Servostar 600系列伺服故障代码表
2016年04月10日
Kollmorgen Servostar 601-620系列伺服驱动器故障信息表:
出错信息:
任何出现的错误都以一个错误代码的形式在前面板上的LED显示屏上显示。所有错误消息都会导致BTB/RTO触点打开,放大器的输出级关闭(电机失去全部转矩)。电机抱闸被激活。
S—故障
超过预设置的位置错误限
n04
响应监控
响应监控(总线)处于激活
n05
供电相位
主干线供电相位太弱
n06
SW限位开关1
低于软件限位开关1
n07
SW限位开关2
超过软件限位开关2
n08
动作任务错误
执行了一个错误动作任务
n09
没有参考点
在动作任务时(HOME设置不对)没有参考点
n10
PSTOP
PSTOP正极限限位开关激活
n11
PSTOP
NSTOP负极限限位开关激活
n12
载入电机默认值
针对编码器的:在编码器与驱动器里保存的电机号码不同时,载入电机的默认值
n13
插槽警告
I∕O扩展板24V供电太弱
n14
正余弦反馈
在驱动器使能、激发、运动时,正余弦换向(激发和运动)没执行,会使正余弦反馈被取消
n15
对应表错误
速度与电流的对应关系错误
警告信息:
已经发生、但不会引起放大器输出级关闭的故障(BTB/RTO 触点保持闭合),在前面板 LED 显示屏上以警告代码的形式显示。
E.S.A.P
状态信息
状态信息,没错误,看第88页
伺服驱动器故障代码
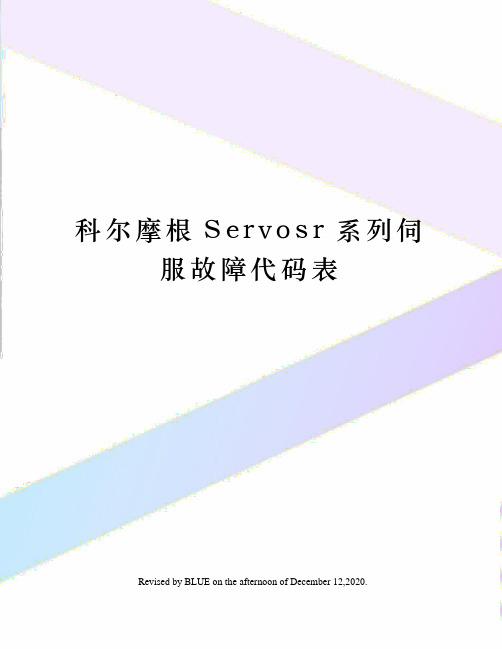
SERCOS通讯灯下面图示:在伺服驱动上,SERCOS通讯卡上面三个SERCOS通讯灯的位置。
Rec_T 和Tra_T 灯分别亮成绿色,表示接收和传送。
当SERCOS通讯出现错误,错误灯Error亮起红色。
警告代码名称警告内容n01I²t警告电流极限“I²t 信息”参数设置过大n02制动功率功率极限“最大制动功率”参数设置过大n03跟踪误差跟踪错误极限“跟踪错误”参数设置过大n04监控响应监控应答(fieldbus )被激活n05主相位主相位丢失“缺少主相位”参数是在单相运转下不能工作n06极限开关1通过软件极限开关1n07极限开关2通过软件极限开关22007.1.29伺服驱动器说明n08伺服任务错误一个错误的伺服任务启动n09无“HOME”参考点伺服程序在没有设置“HOME”参照点的情况下启动n10正极限正极限开关激活n11负极限负极限开关激活n12默认值只对于“HIPERFACE ”电机默认值被装载n13SERCOS接口SERCOS接口没正确连接n14HIPERFACE参考模式当HIPERFACE参考模式激活时尝试复位n15表格错误速度电流表格“INXMODE 35”错误n16...n31保留保留n32硬件测试版本硬件不是一个公开的测试版本A复位数字输入X 的“DIGITAL IN x”复位被激活警告代码错误内容发生原因及纠正错误F01驱动器热接收器过热1.改善通风2.减少motion工作循环F02直流电压超极限1.检查参数“主电源电压”的电流设定2.电源电压太高,使用调压器3.制动功率极限超范围,调整伺服或安装大制动电阻器F03跟踪错误超过极限1.增加Irms或 Ipeak峰值(保持在电机使用范围内)2.SW 斜坡参数设置太大F04反馈信号错误或不正确1.反馈装置有缺陷2.检查“反馈类型”参3.检查反馈线缆和连接F05直流电压比工厂预设值(100V)低F06电机过热1.Irms 或Ipeak 设置2.电机缺陷3.如果电机不热,检查反馈电缆和连接4.减小伺服工作循环5改善电机通风F07内部24V故障退还厂家F08电机速度超过极限1.没正确设置反馈参数2.反馈线不正确3.电机相位接反4.检查“Overspeed”过速度参数正确设置F09只读存储器校验错误退回厂家F10闪存检查错误退回厂家F11电机制动故障1.当制动不存在,制动参数设置为“WITH”2.抱闸有缺陷3.检查电机电源线和接线F12电机相位错误1.电机有缺陷2.检查电机电源线和接线F13驱动器内部温度超级限1.改善通风2.减少伺服工作循环F14驱动器输出使用故障1.检查电机线缆是否损坏或短接2.输出模块过热,改善通风3.内部制动电阻器电路短路或故障当驱动器使能时,没有电或电压太低。
报警信息中英文对照
发那科报警信息中英文对照表T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERROR(刀库移动限位开关故障)SPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR(主轴刀具UNLAMP位置限位开关故障)MAGAZINE NOT IN POSITION OR SENSOR ERROR(刀库不在位或传感器错误)AIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERRORDOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误)SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCKTRY TO RUN SPINDLE WHILE TAIL NOT LOCKSPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭) SPINDLE ORIENTATION INCOMPLETE(主轴定位不完全)M FUNCTION NOT COMPLETE(M 功能无法完成)SPINDLE NOT IN GEAR POSITION(齿轮不在主轴位置)SPINDLE NOT CHANGED TO LOW GEAR(主轴没有变为低档)SPINDLE NOT CHANGED TO HIGH GRAR(主轴没有变为高档)MAG NOT BACKWARDSPINDLE TOOL NOT CLAMPSPINDLE TOOL NOT UNCLAMPMAG NOT IN POSITIONMAG DOES NOT ROTATEMAG DOES NOT STOP RUNNINGA AXIS HAVE NOT CLAMPEDA AXIS HAVE NOT UNCLAMPEDSET D499=1,"MAG.JOG" SWITCH ONHYDRAULIC MOTOR QF7 OFF(液压马达QF7关闭)HYDRAULIC TEMPRETURE HIGH(液压使用温度高)HYDRAULIC FILTER BLOCKED(液压过滤器阻止)HYDRAULIC OIL LEVEL LOW(液压油位低)HYDRAULIC FAN QF8 OFF(液压风扇QF8关闭)HELIX CONYER QF9 OR QF10 OFFCHAIN CONYER QF11 OFFCOOLANT MOTOR QF12 OFF(冷却液电机QF12关闭)COOLNT LEVEL LOW,CYCLE STOP AFTER 20 MINUTESINNER COOLANT BLOCK(内冷却堵塞)SPINDLE COOLANT MOTOR QF14 OFF(主轴冷却液电机QF14关闭)INNER COOLANT QF13 OFF(内冷却液QF13关闭)MAG MOTOR QF15 OFFCABINET COOLANT EQUIP QF20 OFFOIL GATHER QF24 OFFAIR PRESSURE LOW(低气压)SPINDLE COOLANT MOTOR FAULT(主轴冷却液电机故障)LUB.OIL IS LOW(润滑油低)DOOR OPEN(门打开)FRONT DOOR(R) OPEN(前门打开)LEFT DOOR OPEN(左门打开)LUBRICATION OIL QF23 OFF(润滑油QF23关闭)LUBRICATION PRESS LOW(润滑油位低)IN ADJUST,MAG CAN'T EXCHANGE T(在调整,刀库不能交换T)NOT ALL DOOR CLOSED(门没有全部关闭)IN M06,MAG NOT READY(在M06,刀库未准备好)MAGAZINE NOT READY(刀库未准备好)POCKET NOT HORIZANTALIN M06,Z NOT BACK TO 2ND REFIN M06,Z AXIS NOT IN PSW1ATC NOT IN ZERO POSITIONSPINDLE ORIENTATION UNCOMPLETEPOCKET NOT HOR./MAG NOT BCKWRDPOCKET NOT VER./MAG NOT FORWRDUNCLAMP TOOL HAS NOT COMPLETEDCLAMP TOOL HAS NOT COMPLETEDAIM TOOL NO. IS WRONGMAG NOT BACKWARDAFTER RETRACT,SET R.T.BACK OFFZ NOT IN PSW2,FORBID ATC RUNNINGD499 EQUAL 1MAG.JOG SOFT SWITCH IS ONZ NOT IN PSW2,FORBID MAG FORWARDCHEKE SPINDLE MODULE ALARMOIL WATER SEPARATOR QF24 OFFSET THE SOFT SWITCH MAG.JOG OFFSET D499 TO 0 设定D499为0K PARAM ABOUT MAG SET IS WRONG 关于MAG的K参数设定错误MECHANICAL BRAKE NOT RELEASED机床抱闸没有松开MECHANICAL BRAKE IS WRONG 机床抱闸错误PLEASE ADD LUB.OIL 请加润滑油PROBE BATTERY VOLTAGE IS LOW 探头电池电压低PROBE IS ERR 探头错误PARAMETER WRITE ENABLE(参数写使能)PMC EDIT ENABLE(PMC编辑使能)CHECK LUB ROUTINSPINDLE GEAR SIGNAL MISS 主轴档位信号消失T_CLAMPED_SIGNAL MISS T夹紧信号消失SP OVERRIDE SWITCH DISCONNECTION 主轴倍率开关断路FEED OVERRIDE SWITCH DISCONNECTION 进给倍率开关断路THE TOTAL NUMBER OF POCKETS SET ERRCHANGE T STOPED BECAUSE NO AIR 因为缺少压空交换停止THE COOLANT WATER TOO LOW,ADD COOLANT WATER AT ONCE 冷却水少立即加水COOLANT LEVEL LOW,ADD COOLANT WATER 冷却水液位低PLEASE REPLACE CNC BATTERY QUICKLY 请立即更换CNC电池(注:范文素材和资料部分来自网络,供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
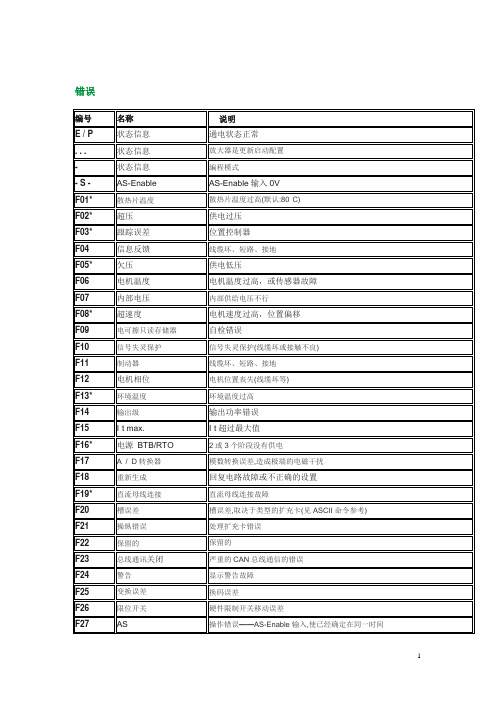
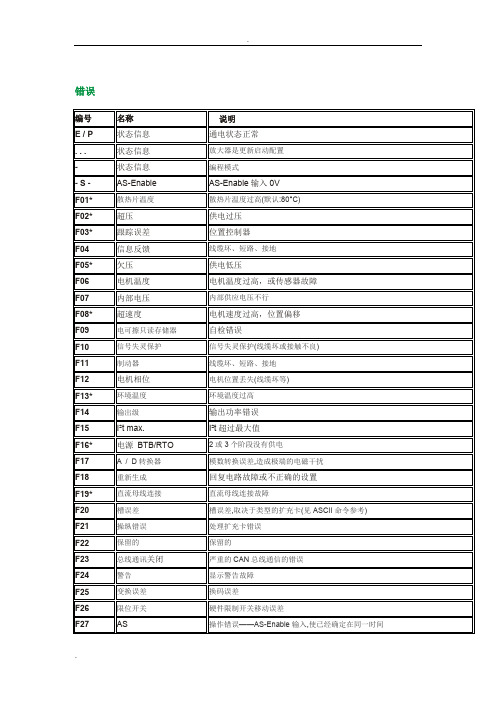
科尔摩根伺服报警代码(中文)————————————————————————————————作者: ————————————————————————————————日期:错误编号名称说明E /P 状态信息通电状态正常... 状态信息放大器是更新启动配置- 状态信息编程模式- S -AS-Enable AS-Enable输入0VF01* 散热片温度散热片温度过高(默认:80°C)F02* 超压供电过压F03* 跟踪误差位置控制器F04 信息反馈线缆坏、短路、接地F05* 欠压供电低压F06 电机温度电机温度过高,或传感器故障F07 内部电压内部供应电压不行F08* 超速度电机速度过高,位置偏移F09 电可擦只读存储器自检错误F10 信号失灵保护信号失灵保护(线缆坏或接触不良)F11 制动器线缆坏、短路、接地F12电机相位电机位置丢失(线缆坏等)F13* 环境温度环境温度过高F14 输出级输出功率错误F15 I²t max.I²t超过最大值F16* 电源BTB/RTO 2或3个阶段没有供电F17 A / D转换器模数转换误差,造成极端的电磁干扰F18重新生成回复电路故障或不正确的设置F19* 直流母线连接直流母线连接故障F20 槽误差槽误差,取决于类型的扩充卡(见ASCII命令参考) F21 操纵错误处理扩充卡错误F22 保留的保留的F23 总线通讯关闭严重的CAN总线通信的错误F24警告显示警告故障F25 变换误差换码误差F26 限位开关硬件限制开关移动误差F27AS操作错误——AS-Enable输入,使已经确定在同一时间F28 现场总线错误现场总线错误(见ASCII命令参考)F29 现场总线错误现场总线通信干扰(见ASCII命令参考)F30 紧急暂停暂停,紧急停车F31 保留保留F32系统错误系统软件没有反应正确警告信息编号名称说明E/P状态信息通电状态正常. . . 状态信息放大器是更新启动配置- S-AS-Enable AS-Enable输入0V- 状态信息编程模式n01 I²t I²t临界值超过n02 回复电压达到预设电压n03* S_故障超过预置下的错误限制n04*响应监测响应监测(现场总线)已经启动n05 供应阶段供电相丢失n06* SW限制开关1通过软件限制开关1n07* SW限制开关2通过软件限制开关2n08 运动任务误差a faulty motiontask was startedn09 没有参考点no reference point(Home) set at start of motion taskn10* PSTOP PSTOP限位开关激活n11* NSTOP NSTOP限位开关激活n12 电机加载默认值只有ENDAT或HIPERFACE,差异电机数字保存在该编码器和放大器、电机负载默认值n13* 扩展卡24 V直流供电为I/O扩充卡不可以n14 SinCos反馈SinCos换向器(激发和运动)没有完成,将被取消当放大器被激活和激发和运震动进行了n15 保留保留n16 总结警告总结了n31到n17警告n17 现场总线的同步CAN同步没有登录n18 multiturn overflow max.超过电的机转数量n19 motion task rampsare limited在运动范围溢出任务数据n20 无效运动任务无效运动任务n21 PLC程序错误详情见可编程序控制器(PLC)的代码n22 max. motor temperaturreachedthe user can shut down theprocessbefore thetemperatureeror will interrupt the processimmediatel yn23SinCos反馈到达警告等级n24 数字I /O配置不合乎逻辑n25-n31保留保留n32 固件版本固件版本是一个n故障错误诠释显示意义可能原因措施/解释HMI(人机界面)消息:通信故障电缆使用错误使用null-modem电缆伺服放大器或PC上电缆插错位置正确的插伺服放大器和PC电缆插头错误的PC接口选择选择正确的界面F01* 散热片温度散热片温度过高调整系统设置温度(80)或降低环境温度放大器过脏检查/吹出通风槽。
使用空气过滤器。
风扇的缺陷/没有通电检查空气流量/风扇的噪音;如果有瑕疵,送功放制造商进行维修.MAXTEMPH太小了范围20..85°C,默认80°C由于受限制的安装没有空气流动更换开关柜。
安装一台空调硬件故障送伺服放大器制造商进行维修F02* 在直流母线过电压的链接设置电源电压反馈电压过高“n02“预先显示。
可能使用外部制动电阻,或者在多个放大器,连直流环节。
电压设定太低基本设置屏幕页面设置正确的电源电压电阻不匹配基本设置屏幕上把细节内部或外部制动电阻的正确的页电阻有线不正确的检查电线(见产品手册)。
内部制动电阻桥必须出席于连接器!外部制动电阻桥必须去掉连接头电阻缺陷更换保险丝制动坡道太短延长制动坡道对速度环屏幕页面直流母线不与其它放大器在多个放大器来自同一个位置,连直流环节(见产品手册)F03* 下面的错误信息的位置控制器(OPMODE 5或6只)轴机械紧或阻断机械检查系统坡道设置扭矩不足Travel alongflatter ramps (ACC,DEC)坡道在位置控制器、速度控制器超过坡道在速度控制器降低加速斜坡(ACC)和制动斜坡(DEC)放大设定得太低。
轴不够力,调整放大。
速度环和位置环放大定的太高了。
轴振荡.调整放大。
速度环和位置环可能,屏幕页面,插入一个过滤器IPEAK(最大电流)太低了扩大了下面的错误窗口(屏幕上的位置数据页)或使用一个更大的放大器/电机,增加IPEAKF04 反馈短路、短到地面检查反馈电缆编码器有问题更换编码器/电机连接器触点不可以检查接触错误反馈组参考FBTYPE不正确的/有缺陷的反馈电缆检查电缆(特别是关键性的电缆跟踪装置)不相容的反馈参考FBTYPE屏蔽电缆坏使用合适的电缆(见产品手册)反馈电缆太短允许电缆长度(见产品手册)耦合故障信号检查屏蔽、确保符合最小间距电力电缆、信号连接(见产品手册)F05*欠压电源接触器没连接接线/ 紧急停止/控制逻辑/ ...连接线顺序不对First of all switch onthepower contactor which is connectedviathe BTB contact.Then switchthe enablesignal on approx. 0.5s later紧急停止已经切断电源电压操作员信息VBUSMIN参数集太低了调整参数,例如在48 v直流应用.Themonitorhasto beswitched off insome applicationswith UVLTMODE例如:定位轴的水管的事件失败.F06 电机温度电机过热不正确的运动参数和冷却温度传感器故障测量传感器电阻。
开关:低温:开关关闭高温:开关打开。
PTC热敏电阻器:低温:低阻高温:高阻连接反馈单元松或反馈电缆断了连接器和电缆控制电机没有温度传感器安装的一个温度传感器截止阈温度传感器是设定得太低Setthe MAXTEMPMparameter(to thecutoffthreshold, see parameter description)放大器有缺陷的温度与测试旋转或SinCos接口没用的恒温开关/元素Contact CustomerSupportF07 内部电压故障外部短路和过载在电源电压断开所有的连接器除了24V和检查是否发生错误地,当你打开24V放大器的逻辑使用稳定24V电压电机制动与过量的功率现状.坚持最大电机制动电流(见产品说明书);提供制动与外部电压.硬件故障到伺服放大器制造商进行维修反馈系统与过量的功率现状。
ContactCustomerSupport F08* 超速行驶速度超过允许的极限检查VOSPD(极限速度)和提高它,如果必要的。
速度超过允许的极限减少overswing通过指定放大参数反馈电缆缺陷(可能是检查在电缆)代替电缆VLIM太低当一个新的电动机负载,更快的电动机和最大。
只有3000转/分钟也进入了。
最后速度和超速有被改编为更高的速度。
电机振动. 参数适应表时间运动任务基地太低. 增加目标次或使用一个电机有较高的名义速度反馈错误的电机插入检查和正确的分配电机阶段倒检查销作业反馈错误设置设定角度偏移正确(MPHASE)F09EEPROM校验和误差关掉放大器在存储过程输入参数和保存他们手动修改参数记录保存到卡.改变到大写小写字体硬件故障到伺服放大器制造商进行维修F10 电缆紧急刹车X5连接器和电缆问题检查连接器/电缆.监控在工作反应之后很快重启设置参数SDLY到8000。
(FW 1.31或更高版本)没有差模电压信号使用信号来源必须切换5 V和5 V,不是介于0V和5V。
F11 电缆制动电机制动短路、短到地面更换电缆电机电缆没有刹车线电缆连接正确运动电机没有刹车MBRAKE设置为0电机制动功耗电流太低了。
提高当前消费最低150毫安(如通过并联电阻)。
硬件故障到伺服放大器制造商进行维修F12 电机阶段盾对电机电缆附件或丢失严重检查屏蔽连接强大的外部电磁干扰额外的设计电机的盾牌在安装板的开关柜。
电机电缆能力太高了使用一个电机掐/缩短电缆和使用电缆安装电机接触器不打开的时间检查接触器I安装电机接触器具有燔接触。
检查接触器硬件故障伺服放大器制造商进行维修电机连接器或马达伺服放大器没有开机检测插座F13* 环境温度过高环境温度过高使用一个冷却装置检测错误(通常结合F17)到伺服放大器制造商进行维修截止阈值过低IncreaseTEMPE开关柜太热了使用一个冷却装置F14 输出级电机电缆短路更换电机电缆输出阶段错误到伺服放大器制造商进行维修电机绝缘故障Conductmeasurements with anohmmeter between themotor phases:must be symmetrical. Measure the motor phases tothe PE; it must be unending. If there is a high-voltage testeravailable, use it to measurethemotor phases to PE.电机接触器不打开的时间检查开关序列电机接触器具有燔接触.更换电机接触器在电路短路对外制动电阻检查,整顿短路F15 I²t 超过最大值驱动机械紧检查机械系统,使用一个更大的放大器/电机正弦²坡道扩展加速、刹车坡道((ACC,DEC)不正确的设计联系客户支持不正确的相位角反馈和磁铁电机中的元素。