PXUT-350步骤(直)
友联PXUT-350+操作手册
P X U T-350+型全数字智能超声波探伤仪操作手册南通友联数码技术开发有限公司(版本号:2009/2-RT)第 1 页目录第一章序言声明——-—-—--—-—-——--———-—-—-——-——-—--—--——---———----—---—---1- 1 安全———----—-——--—-——-—-————————--——-———-—-—-—-—————-—---———-1- 2 特性——--——-—---——--———---—--—-—-—---—--———----—-——-————-——---1— 3 指标—---———-————----—---——————---——---——-—---——-—---—--—--——-1- 4 约定———————---—--—---——-—----—--——-—-----—-—-——--—————————-—1- 5第二章仪器组件和外围设备仪器组件仪器前部与右侧---—--——-—---—------—-————---------2—1仪器上部——--—-—-——-——-—-——-—-—--—-————--—--- 2-2外围设备—-———-----——-—-—--—----—-—-——————-—— 2-3 仪器的进入与时间更改—--———--—-—--————---—-———-——---—-- 2—4第三章参量说明增益———----—--—-—--—————————---—-————--—--——----—— 3— 1 声程-——---—---—————-—-—-————--—--—--—-—--—-———----- 3—2 波门—-----—-——--—-----—-——-----—------—-—-—---———- 3-3 零点———-—-—-—-—--—-—---——-——---—-——---——---———---—- 3-4 延时—-———-----—--—-—————---——————————-—--——--———-——3— 5 声程标度-——-———-—-—-—-—--—-—--——-—---—-—-—-————-——-————--—3— 6 探头类型—---—-—----——-—-----——--—--———---——-——-——---—-——3-7第 2 页探头K值-—-———----—-—-————----—-----—--—---————-—-—---— 3—8晶片尺寸—-—-——-——--————-—-—--———-—---———-——---————3-9 探头前沿——-———---——--—-—-——-—--—--——--—-—--------——--—3-10 探头频率—--—-——--———---—--—-—--——-------——-—-----——-—- 3—11 工件声速—---—-———----—-———--——-—-—--——-—————-———---—-—3—1 2 表面补偿—-—-——--——--——--——-———-—---——---—---—-————--——3-1 3 判废偏移————-——-—-—-—-——--———---—--———-———————--——-——-3—1 4 定量偏移—---—-—-——-------—-—-—-————--——-—----——-—-—--— 3—1 5评定偏移——--—-—--———---——-———-——-—--————-——-—-------—- 3—1 6 滤波频带-—--—-———-—---————-————-—--—---——-——-—-—-—-—-—3—17 按键声音-——---——---—---—-—-————-—-—————-—--—--——---——- 3-18 探头阻尼——--—--——-————---———-——-—-——-—---------—-—------——--3—19 发射电压—---———----—-—---—-———-—-—---———---———-------—-—----——--—3-20第四章键盘及其功能记录-—---—————--——---—————-—-----—————-—-—--—-—-——-————————4— 1 波门---———--—-————-——-—-————-——-————-——--—----—-—--- 4- 2 通道/设置--———--—--—--—-——--—--—-—-—-——---——--———-—---—-———-4- 3 零点/测试--———---—------———-——---——--—--——-—---——-————-—第 3 页-—-4- 4 增益/补偿-—-——-—-—-------———------——-—-—-—-—-—-——-——--—4- 5 声程/标度-—-—————--———————---—-—————-——--——--——-—--—-——-—4— 6 声速/标准---—----—--—-——-—--—---------—---——--—--—------- 4—7 K值-—--——-—---—-———---—------—-—--———-—-————--———------—4-8 功能-—————-——-—--—--—--————--—-—---———----—---——-——-———4—9 延时/抑制——--——-——---—-——---—------———-—-—-————-—-—————-4-10 选项—-——-—----——-—-—---——-----—-——--———-——-————--———4—1 1 查询----————---—---—-—-—————-—--—-—---—----——-——-—----—4-1 2 增量╋—---—-———-—————--—-————---——-—---——---——--—--—-—---4—1 3 减量━-————-----—-—--——--———-——————--——————--———-—--—----—4—1 4 返回#-———--——----—----——------—--——-—-———-————-———---———4-1 5 确定 —-—-————--——----—------—--———--——-----——-—----——--4—1 6键盘锁—---——-———--—-————-—-———---—--——------—-———--————4—17第五章仪器调试测零点声速———---—--—-——--———---——-—-—----—-——--—--—---5-1 测折射角度———-—--—--————-——-—--—-—--—-—--—--—-———-—---—---5— 2 制作DAC(AVG)—-—--———-—-—————-——--——---——————----—-——-—--5— 3第 4 页测仪器性能--——-—---—--—————-—-—--————-—-—-—---——————-——-——5— 4 测缺陷高度—---———---———------———-—-------—--———-———--———-—5— 5第六章功能使用初始化———-—----—---—-——--————-----—-—-—--———-—-—6-1 回波包络-——--—--————---————-————--———-----——-————6-2 峰值记忆--—--—-----——--------——--—-—-———--——--———6-3 门内报警—-—-————---—-—-—----——-——-——-—-——-——---——6—4 DAC门——-———-——-—-—-——-——-—------————-—-—--——---6—5 深度补偿-—----—---————-——--———-—--———-—————————-—6-6 其它功能——-—-—-—--—-—-————-—-—-—-——-———--————-————6—7第七章数据处理数据存储--—------—--——-——-——--—--—-—————-—----——-7-1 屏幕拷贝---——-—-——-————--—————---——-—-————-—-—-—-7-2 数据检索——-———-—-——-—------—---—--—---—----————-—7—3 数据删除—-—-—-————-——-----——-——-—-——--———-----—-—7—4 报告———-—----—--—---—------—-—--—-—---———----7-5 调用—-—-——————————-—-——-----———-----—-—-——-——7-6 数据通讯---—-—---—-—------——-——--———-—-—-——---7—7第八章探伤举例斜探头DAC法(自动测试)——-——————---—--———--—------——-—8—1 斜探头DAC法(人工测试) -—--——-——-—--——-—----———---—-—-—8—2 直探头A VG法—-—-—--—--——-——----—-——-———-——-—--———-——-8—3双晶探头调试方法-————-----—-—-—-——----———-—-——-—-—--—-8—4 辅助功能使用举例—-——-—--—-———--——-——-—————---———--———----8—5第 5 页第九章附加资料常见问题解答—--—--—-—-———-——---—-----—-———-----—-——-—-9-1 故障及处理方法————-———----———---—-—-—-—----—-------—-——9-2 超声波探伤仪计量检定说明-—--—--———-——--—-————-———--—-—-----—————---9-3数据输入拼音——-—-—-——--—--———-—--—-----—----—-—-———--9-4区位---—----—-—-—--——-—-—-----———-—--———-——-—9—5 英文字母——-—----—-——-———-——--—----————--—--——-—-—9—6 删除--—---———-—---——--—---—-——-—--—-—————---—9—7 负数输入法-—---------——-——--——-—-—-————-—-—----—-—-9—8 退出输入状态-—-——-—————--——-————————--———-——--—————--9-9 充电说明与电池保养--———————---——————---—-——-—--———--—-——-——9—10 仪器的清洁-——-——-—————--——-—--—-——--—-—-——-—-—-——-—--————-—9-1 1 仪器的运输——-—---——-—---—-—--—-——-—-————-—-———--—-—————-—-—9-1 2 随机资料—----——-————-—---——-—-——————-—--———---—-—-----—----9-1 3 重要提示--—--———--——-——---—--—-----—————-———-————9—14附录1:焊缝图示设置附录2:报告样本附录3:报告样本(TP UP—NH32P打印机)附录4:仪器操作流程图附录5: AWS标准使用说明第 6 页第一章序言●感谢您使用友联公司的产品,您能成为我们的用户,是我们莫大的荣幸.该款全数字智能超声波探伤仪采用国际先进的数字集成技术和新型TFT显示器件,其各项性能指标均达到或超过国际先进水平。
350操作步骤全
PXUT-350系列数字式超声波探伤仪简易操作一、横波斜探头的调校1.开机:长按<电源>键,按两次键。
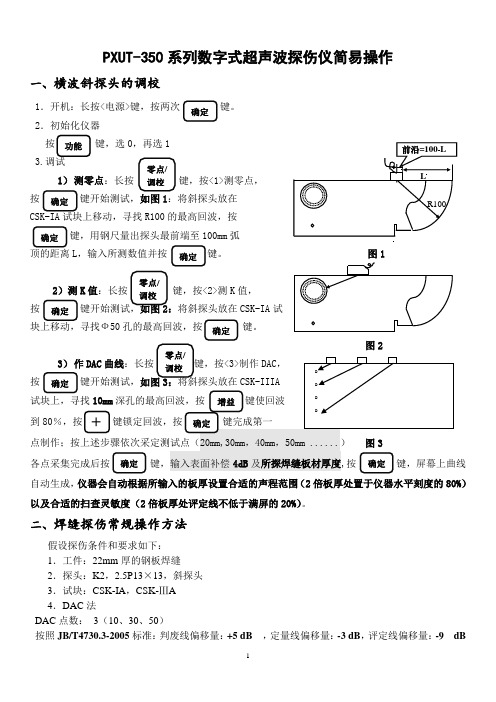
2.初始化仪器按键,选0,再选13.1)测零点:长按键,按<1>测零点,按键开始测试,如图1:将斜探头放在R100的最高回波,按键,用钢尺量出探头最前端至100mm弧L,输入所测数值并按键。
图12)测K值:长按键,按<2>测K值,按将斜探头放在CSK-IA试块上移动,寻找Ф50孔的最高回波,按键。
图23)作DAC曲线:长按<3>制作DAC,按键开始测试,CSK-IIIA试块上,寻找10mm键使回波到80%,按键锁定回波,按点制作;按上述步骤依次采定测试点(20mm,30mm,40mm,50mm ......)图3各点采集完成后按键,输入表面补偿4dB及所探焊缝板材厚度,按键,屏幕上曲线自动生成,仪器会自动根据所输入的板厚设置合适的声程范围(2倍板厚处置于仪器水平刻度的80%)以及合适的扫查灵敏度(2倍板厚处评定线不低于满屏的20%)。
二、焊缝探伤常规操作方法假设探伤条件和要求如下:1.工件:22mm厚的钢板焊缝2.探头:K2,2.5P13×13,斜探头3.试块:CSK-IA,CSK-ⅢA4.DAC法DAC点数:3(10、30、50)按照JB/T4730.3-2005标准:判废线偏移量:+5 dB,定量线偏移量:-3 dB,评定线偏移量:-9 dB1)按照前面所述调试方法,制作完DAC 曲线后,将探头放置在待测工件上如图4进行锯齿型扫查。
图4 图52)当发现缺陷回波高度超过定量线后,仔细移动探头找到该缺陷的最高回波(注:在找最高回波时可通过使用仪器上的自动增益快捷键使回波快速置于屏幕的80%高,按灵敏度),此时需要记录的数据分别为a .屏幕上方显示区缺陷的深度读数↓XX.X 记录为H 、b .屏幕上方显示区SL+XXdB 、c .缺陷最高波所在区域(Π或Ш区)、d .用钢尺量出的缺陷距离试板左端点的距离S3(从探头中心位置量,或从探头左边沿量再加上探头宽度的一半)、e .通过屏幕上方显示区缺陷的水平读数→XX.X ,用钢尺量出缺陷偏离焊缝中心线的位置(A 或B )。
UT探伤操作步骤
用调试好 的通道探测 焊缝。
根据仪器显示的 深度,距离来确 定缺陷的位置并 在工件上记录好。
根据试件判 定此波为缺
陷波。
SANY INDIA
先做人 后做事 品质改变世界
测量探头前 端到R50弧面
的距离。
3
将测量值输入 仪器,再按 “Enter”键
SANY INDIA
先做人 后做事 品质改变世界
2.测折射角 按〈TEST〉键,再按“Enter”键,选择〈 2 〉测折射角。反射体直径输1.5mm ,深度输入15mm,探头K值输入2.5,确认后探头在CSK-IA试块上移动,使∮1.5 孔的最高波出现在进波门内时确认。
2
在“标准”中 选择GB/T113451989,RL偏移-4, SL偏移-10,EL偏 移-16.按“Enter” 进入图3。
3
制作完成 的DA人 后做事 品质改变世界
六、平对接焊缝探伤 将调试和设置好的仪器带到现场探伤,首先检验待检测的工件是否清理
1
2
最大深度20, 反射体直径 3,反射体
长度40.
要慢慢地移 动探头直到 找到最高反
射波!
按“TEST”键再按 “Enter”键,选择3进 入此界面,并输入相 应的参数再按Enter键。
在RB-1试块深为 5mm的孔上移动 探头,并找到最
高波。
SANY INDIA
制作DAC曲线(续1)
先做人 后做事 品质改变世界
四、设置参数
在〈CH/SET〉菜单中,设置探头方式为“Angle”,探头频率为2.5MHZ ,晶片尺寸为10X12。
UT鲁锻件探伤操作步骤-友联 带照片

UT锻件探伤操作步骤——用直探头扫查T=175mm调节Φ2灵敏度对锻件T=225/Φx 探伤一、探伤检测前的准备(要记录仪器、探头、试样编号/材质、厚度、直径等信息)1.江苏友联PXUT-350C数字超声探伤仪2.选择探头:单晶直探头2.5PΦ143.试件规格:Φ70x2254.扫查方式:全面扫查5.扫查灵敏度:Φ2灵敏度;扫查比例:深度1:1;执行标准:JB/T 4730.3-20056.耦合剂(如:机油等)二、开机1.将探头和超声探伤仪连接2.开启面板开关(长按“电源”即开机);3.开机自检,(按两次“确定”)即进入探伤界面;4. 初始化仪器,(长按“功能”,选“0”,再选“1”)。
三、设置:按“4”,选“1”,改为直探头;“3”晶片尺寸改为14。
四、校准1.测零长按“零点/调校”,按“1”,此时显示波速值5920、输入锻件厚度175、一次波声程0,按“确定”。
2.测试(1)在试块顶多放机油,达到良好耦合。
如图将探头放在T=175mm试块上全面扫查,寻找最高波,使之在波门内,按“确定”;将波门左调至150mm处(屏幕显示),探头放中心,按“+”调波至80%,记录此时dB值。
依据已知的Φ2孔按“增益”加上对应的dB值即7dB:∆=40lg∅1X2∅2X1=40lg2x2252x150=7dB,此时Φ2灵敏度即调好。
(若量得T175锻件孔为Φ3时则应加14dB,Φ4时加19dB)(图1)(2)将探头放置到T225测件上,“波门”右调至深度200mm处,全面扫查找到最高回波,按“+”增益至80%,记录此时dB值即测得200mm处缺陷值(应比(1)时小),用(1)记录的dB值-(2)时的dB值,即计算用∆假设为2dB,代入公式∆=2=40lg∅1X2∅2X1=∅x∙2252x200=40lg0.5625∅1,可算得∅1=2。
若差值∆=9时,∅1=3;若∆=14时,∅1=4。
算得的∅值为4以下均为Ⅰ级。
PXUT-350步骤(斜)2010

1南通友联PXUT-350简易操作步骤(斜)一、长按〈电源>键,在时钟界面时,按两次〈确认〉键二、参数设置1.长按〈功能>键,选0,再选1,按Y2.长按〈通道/设置〉键,按<1>将探头类型改为“斜探头”,通道标准改为JB/T4730,按<确认>键。
三、调试1.测零点:长按<零点/测试>键,按〈1>测零点,按<2><3>CSK-IA 试块上移动,使R100的最高回波出现在进波门内时按<确认>,同时用直尺量出探头最前端至100mm 弧顶的距离L ,然后输入所量数值并按〈确认〉2.测折射角度:长按<零点/测试>键,按<2>测折射角度,按按<2>CSK-IA 试块上移动,使Ф50孔的最高回波出现在进波门内时按〈确认〉。
3.作DAC 线:长按<零点/测试>键,按〈3〉制作DAC ,按<1>将最大探测深度输入50/70,< 2>将反射体直径输入1mm ,按<3>将反射体长度输入6mm ,按〈确认〉。
将探头在CSK-IIIA 试块上移动,找到深度为10mm 孔的最高回波,仪器自动增益使最高波回落到80%(有个小叉),移动探头,再找出高波,超过80%时再按下“增益”,使波落在80%,反复操作,直到波不能超过80%,说明最高波找到了(此时要记下增益读数XXDb 稳住探头按<+> 键,让光标在10mm 孔的回波上,按<确认> 键;再移动探头,同上一样寻找30mm 孔的最高回波,按<+>键,将光标移至30mm 孔的回波上,再按<确认>键,用同样方法寻找50mm/70mm 集完成后按〈确认〉,输入表面补偿4dB 及工件厚度,再按〈确认〉键。
四、探伤1、找到焊缝缺陷最高波,。
UT探伤操作步骤

按1进入
按“ENTER” 进入下一页 图1界面。
按“TEST”键 再按“Enter”键 进入以上界面.
工件声速为“3230m/s”, 试块一次声程输入50mm, 二次声程为100mm.
SANY INDIA
先做人
1
后做事
品质改变世界
2
测量探头前 端到R50弧面 的距离。
探头在CSK-IA试块上 移动,使R50的最高回 波出现在门内。
八、报告 如果在探伤过程中发现超过标准要求的缺陷,要向领导提交相应的报 告。如果是检测臂架焊接接头焊缝请按附件《无损检验评定表》对不合 格部位进行记录,并请领导审核,并将报告保存5年以上。
SANY INDIA
先做人
后做事
品质改变世界
THE END!
图3
图4
图2
图5
SANY INDIA
先做人
后做事
品质改变世界
一、开机 开启仪器电源开关(连续按3秒),按ENTER键进入探伤界面,将探头与 仪器连接,使仪器处于正常的工作状态。
探头与仪器 连接 ENTER 键
开启电 源键
SANY INDIA
先做人
后做事
品质改变世界
二、选择通道号 按〈CH/SET〉键,在“通道”状态下再按“+”“-”键,选择一个通道号。
SANY INDIA
先做人
后做事
品质改变世界
七、探伤结果记录 如在探伤过程中发现不合格处,首先用记号笔在工件上记录缺陷的位置、 深度和长度。如果是检测臂架接头焊缝请按附件《臂架接头记录表》对探伤 结果进行记录,如发现探伤不合格,填写不合格处置单请相关部门出处置方 案,但是原则上不能对工件的同一部位返修超过两次。
VICTOR350红外热像仪用户手册V1.1

VICTOR 350红外热像仪用户手册深圳市驿生成功科技!警告、小心和注意定义警告代表可能致令人身损害或死亡的危险情况或行为。
小心代表可能以致热像仪受损或数据永久丧失的情况或行为。
注意代表对用户适用的提示信息。
重要信息–使用仪器前请阅读小心–因热像仪使用特别矫捷的热感觉器,因此在任何情况下〔开机或关机〕不得将镜头直接对准强烈幅射源〔如太阳、激光束直射或反射等〕,否那么将对热像仪造成永久性损害!小心 - 运输期间必定使用原配包装箱,使用和运输过程中请勿强烈摇晃或碰撞热像仪。
小心–热像仪储蓄时建议使用原配包装箱,并放置在阴凉无聊,通风无强烈电磁场的环境中。
小心 -防范油渍及各种化学物质沾污镜头表面及损害表面。
使用达成后,请盖上镜头盖。
小心 -为了防范数据丧失的潜藏危险,请经常将数据复制〔后备〕于计算机中。
注意 -在精确读取数据前,热像仪可能需要3-5 分钟的预热过程。
注意 -每一台热像仪出厂时都进行过温度校正,建议每年进行温度校正。
小心 -请勿擅自翻开机壳或进行改装,维修事宜仅可由本公司授权人员进行。
目录!警告、小心和注意 .................................................................................错误 ! 不决义书签。
1简介 ..................................................................................................错误 ! 不决义书签。
标准配置 ............................................................................................错误 ! 不决义书签。
可选配置 ............................................................................................错误 ! 不决义书签。
友联put-350+操作手册
P X U T-350+型全数字智能超声波探伤仪操作手册南通友联数码技术开发有限公司(版本号:2009/2-R T)目录第一章序言声明--------------------------------------------------------1-1安全--------------------------------------------------------- 1-2特性--------------------------------------------------------- 1-3指标--------------------------------------------------------- 1-4约定--------------------------------------------------------1-5第二章仪器组件和外围设备仪器组件仪器前部与右侧-----------------------------------2-1仪器上部------------------------------------2-2外围设备------------------------------------2-3仪器的进入与时间更改----------------------------------2-4第三章参量说明增益----------------------------------------------3-1声程-----------------------------------------------3-2波门----------------------------------------------3-3零点-----------------------------------------------3-4延时-----------------------------------------------3-5声程标度--------------------------------------------------3-6探头类型------------------------------------------------3-7探头K值-----------------------------------------------3-8晶片尺寸------------------------------------------3-9探头前沿----------------------------------------------3-10探头频率----------------------------------------------3-11工件声速----------------------------------------------3-12表面补偿----------------------------------------------3-13判废偏移----------------------------------------------3-14定量偏移----------------------------------------------3-15评定偏移----------------------------------------------3-16滤波频带----------------------------------------------3-17按键声音----------------------------------------------3-18探头阻尼----------------------------------------------------3-19发射电压---------------------------------------------------------3-20第四章键盘及其功能记录-------------------------------------------------------4-1波门------------------------------------------------4-2通道/设置---------------------------------------------------4-3零点/测试--------------------------------------------------4-4增益/补偿----------------------------------------------4-5声程/标度------------------------------------------------4-6声速/标准------------------------------------------------4-7 K值-----------------------------------------------------4-8功能---------------------------------------------------4-9延时/抑制-----------------------------------------------4-10选项------------------------------------------------4-11查询---------------------------------------------------4-12增量╋---------------------------------------------------4-13减量━----------------------------------------------------4-14返回#---------------------------------------------------4-15确定--------------------------------------------------4-16键盘锁-------------------------------------------------4-17第五章仪器调试测零点声速--------------------------------------------5-1测折射角度------------------------------------------------5-2制作D A C(A V G)--------------------------------------------5-3测仪器性能------------------------------------------------5-4测缺陷高度------------------------------------------------5-5第六章功能使用初始化------------------------------------------6-1回波包络-----------------------------------------6-2峰值记忆-----------------------------------------6-3门内报警-----------------------------------------6-4D A C门------------------------------------------6-5深度补偿-----------------------------------------6-6其它功能------------------------------------------6-7第七章数据处理数据存储-----------------------------------------7-1屏幕拷贝-----------------------------------------7-2数据检索-----------------------------------------7-3数据删除-----------------------------------------7-4报告-----------------------------------------7-5调用-----------------------------------------7-6数据通讯--------------------------------------7-7第八章探伤举例斜探头D A C法(自动测试)-------------------------------8-1斜探头D A C法(人工测试)--------------------------------8-2直探头A V G法-----------------------------------------8-3双晶探头调试方法--------------------------------------8-4辅助功能使用举例-----------------------------------------8-5第九章附加资料常见问题解答------------------------------------------9-1故障及处理方法-----------------------------------------9-2超声波探伤仪计量检定说明-------------------------------------------9-3数据输入拼音-----------------------------------------9-4区位-----------------------------------------9-5英文字母-----------------------------------------9-6删除-----------------------------------------9-7负数输入法-----------------------------------------9-8退出输入状态-----------------------------------------9-9充电说明与电池保养-----------------------------------------9-10仪器的清洁-------------------------------------------------9-11仪器的运输-------------------------------------------------9-12随机资料---------------------------------------------------9-13重要提示-----------------------------------------9-14附录1:焊缝图示设置附录2:报告样本附录3:报告样本(TP UP-NH32P打印机)附录4: 仪器操作流程图附录5: AWS标准使用说明第一章序言感谢您使用友联公司的产品,您能成为我们的用户,是我们莫大的荣幸。
友联PXUT-350+操作手册

P X U T-350+型全数字智能超声波探伤仪操作手册南通友联数码技术开发有限公司(版本号:2009/2—RT)目录第一章序言声明----—-—————-----——-———-—-———-—————-——------——----——-———-1— 1 安全-—-——-——--——-—-————-——————---——-——————————--—-—--————-——-1— 2 特性------—-————--————-————-——-—-—---—-—-———————-———-—-------1- 3 指标—-—-—----—--—-—-—----———-—-—---—-----——————-—--——————————1- 4 约定-—-————--—-----——--———--—----—-——-———---—--——————-—-—-—-1- 5第二章仪器组件和外围设备仪器组件仪器前部与右侧——--—---——-—----—---————---—-——--—- 2—1仪器上部--—-—-——----————-—————-———-—-—-—-——— 2-2外围设备-——————-———-—-------——--———--———-—-— 2-3 仪器的进入与时间更改----———-————-————---—-——--——--—-—- 2- 4第三章参量说明增益——--——--—--—-----———--———-—-———--—--—------—-- 3-1 声程——-———-—----—----——-—-—-—-—---—---—--——-——---—— 3-2 波门-——---—-—-—------—----—--——---——-—-——--—————-— 3—3 零点--—-—---——-—---—-—-——-—----—-———--—--—-——-——--- 3-4 延时—---------——-———---——---——————-—---———-—————--—3- 5 声程标度———-—-——--——----——-—---—--—--—-———-———---————-——--3— 6 探头类型-—---—--—---—---———-—----——-——-——-——-—--——--———- 3—7 探头K值-——-—---———-----——-—-—---——-—-—-—----—--—-——-——3-8 晶片尺寸---——-————--———--——-—-—--——-—-———-----———— 3—9 探头前沿-—----——-———--———-——————----—-————-————-—-—--—3-10 探头频率--————-—---------—--——----—-—--—-—-——————-——-—3-1 1 工件声速---------———---—-—-—-—-----—-———--——-———-—---- 3-12 表面补偿--—----—--—-——-—-———————--—-----—-—----—---——- 3-13 判废偏移————-—---—-—-——--—--—-—-—————-—-———---—-—-—-——3-1 4 定量偏移—-——---——---—-———————--—--——-——-——-----———---—3—1 5 评定偏移——————-—-——-—-——-—---—---———-—-------—-—---—-—3-1 6 滤波频带—-—---——---———-————-———--—————-———-—-——-——-——-3-17 按键声音—-—-——-----—————-—-—-———-—----——-—--—-----—--- 3-18 探头阻尼—---------—--——-—--—-——----—-—-—---—-———-—-—--—-————3-19 发射电压—-—-————---——--—----——-——-—-—-—-——--—---—-—--——--------——3-20第四章键盘及其功能记录——-—-—--—-——————————————-—-—---—---—-——-——-———-—---—--—4— 1 波门—-———-——-—---——-—--—---—--—————--—-——-——--—-————4— 2 通道/设置--—-------—-—-——------——-—-------—--——————--—--—-—- 4- 3 零点/测试—---—-———---—--—----———---——-——-—-———-—---—----—--4— 4 增益/补偿———-——--——————-———-——-——-------——-—--—---—-—--4- 5 声程/标度——---—--——-——--—-----—-—----—-—-————-————-—----—4- 6 声速/标准—--———————--——--————-——-—----——-—---—-———---———-4—7 K值—-——---—-———-——-—---———————-————--——----———---—-----—4-8 功能---—-—--——---—--——-——--—-------—-————--—--————-—-—- 4-9 延时/抑制——————-—-———-—---——-—--——---—--——-——-—-—-——--——4—10 选项-—--—--—-———--——-——-—-—-——-——————--———---——----—4-1 1 查询-—---—------———-—--—--—--——--—---—--———-—--——-——--—4-1 2 增量╋-—---—-——-——-----——————-—-—---—-—--———————--—-—--——4—1 3 减量━—-——--———---——--—--————--—---—---——-————-—-----——-——4-1 4 返回#——--———————---—-————-———--——--——-—-—-—-——-——--——-——4-1 5 确定 ——-—-—----—-———----—-—-—-———-———----——-—-——-----——4—1 6 键盘锁—---—-——-———-———-—-—-——-————--—-—-—--————-——-——--4—17第五章仪器调试测零点声速—-———--———-—-———————--——--—-—--—-——-—-——-——-5- 1 测折射角度-—-——---——-————--—-——--———-—---—-—-—-----—---———5- 2 制作DAC(AVG)-—-----——----—-—---—--———-—---——-—--————---—5-3 测仪器性能--—-—-—--—--————-—--—-—————-———-—--—-—---—----—-5- 4 测缺陷高度——-----—-—----——-—---——--—--——--—-—--————-------5-5第六章功能使用初始化-——-——————-———-—-—--——-——-———-—-————————--6— 1 回波包络-———-----—--—---—-—----———---———-——-—---—6-2 峰值记忆—-—-——-—-—---—--—----—--——-—-—---————---—6—3 门内报警——-—-—---—-—-—-—-—-——----——-—-—-—-—————--6-4 DAC门-—----—-—--———————-——-—-————--—--—----—-——6—5 深度补偿-———————----——--—---——----—---——-——-—-—--6—6 其它功能-————-—-----—————---—--———————--——----———-6—7第七章数据处理数据存储--—-————--———---—--——--———-—--------—--—-7—1 屏幕拷贝-—--—-——-—-———--——-—-——--———————-———---——7—2 数据检索——-——---—-———-—--—--—-----————---—-——--——7-3 数据删除————--—-——-——--—-——-—----—————-————-—----7-4 报告-——-——-——-—-——-——-----—————-——-——-——-—-——7-5 调用——-——-—-----———-—---——-—-—-———-—--—------7-6 数据通讯—-—--—-———--——--—---—------------———-—7-7第八章探伤举例斜探头DAC法(自动测试)———-—-————-——-—-—----——-—-----—8—1 斜探头DAC法(人工测试)—-————--—--—-—-—---—-————------—8—2 直探头AVG法-—-———--------——--———-—---—---—-—-——-—-—-8—3 双晶探头调试方法—-—--—--———---—---——-----——-—-——-—----8-4 辅助功能使用举例—---———-—--—-—-—-——-—--—-—-—-———-———-----8-5第九章附加资料常见问题解答--————---—----——-—-—--—--——---——---—————--9-1 故障及处理方法-—————-——--—--—---—---—-———————-———-——---9- 2 超声波探伤仪计量检定说明-—-—-----—————--—--—----——-——-—-—-—----—--—9-3数据输入拼音---——-—-—--——-———-—--—-----——--——-——-—---9-4区位--——--—--—-———-—-—-——-—-—-——-----———-——-—9—5 英文字母—-----———————---———-——-—-—-——--—-——-—---—9-6 删除-—-----——-——-———--------———---—-—————-—-—9-7 负数输入法-———--——--————--—-—----—————-—-———-----——9-8 退出输入状态————————-—-——----—-————-———--—-----——-—--9-9 充电说明与电池保养-—-—-——-—----—-———----—------—-—--—————-—9—10 仪器的清洁-——————--—-—-—-----——----————-—————-—————--————-—9—1 1 仪器的运输—--————-————-—-——---—---—-—--———-——-—--———----———9-1 2 随机资料—-—---——-——-———-——--—-———-———-—-—---———————---—----9-1 3 重要提示---——--———-—-—-————————----——-——-—----—-—9—14附录1:焊缝图示设置附录2:报告样本附录3:报告样本(TP UP-NH32P打印机)附录4:仪器操作流程图附录5: AWS标准使用说明第一章序言●感谢您使用友联公司的产品,您能成为我们的用户,是我们莫大的荣幸。
PXUT-350步骤(直)

PXUT-350步骤(直)PXUT-350步骤(直)1 南通友联PXUT-350+简易操作步骤:(直)锻件篇一.仪器准备及探头设置:a .选择通道:按一下〈通道/设置〉,再按〈+〉或〈-〉可改变通道!b .清空通道:按〈功能〉,选择〈0初始化〉再按〈1清除当前通道〉,最后按9号键〈Y 〉键确认清除!c .设置探头参数:按两下〈通道/设置〉调出设置菜单,需修改某项只要按该项对应的数字键,再输入相关数据按确定即可。
将探头类型改成直探头,晶片尺寸输入你所使用探头的规格参数,最后按<确定>退出设置菜单。
(二).测零点按两下<零点/调校>键进入调校菜单。
按〈1测零点〉出现测零点声速菜单,按<2>将一次声程输入100mm ,按〈确定〉开始测试,将探头放在CSK-IA 试块上稳住不动,使100mm 处平底的最高回波出现在进波门内时按<确定>,此时稳住探头不动,等200mm 处平底回波上升(或下降)至80%时再次按〈确定〉,再按<Y>存储数据。
(三).调节灵敏度将探头放置于工件无缺陷处找出大平底最高回波,按“增益”键和“+、-”键,将回波调节至满幅80%,记录此时仪器显示增益读数,记为BG ,然后根据公式:2πλ2201D X g 算出大平底与Φ2的dB 差,记为 dB1。
此时将仪器增益提高到BG+dB1,此即为探伤灵敏度。
(λ=声速/频率, X=工件厚度, D=平底孔直径Φ2)(四)探伤2.移动探头寻找缺陷最高波,按波门出现门位再按“+”或“—”将波门调节对准缺陷回波,并调节增益使波高调至满幅的80%,记录此时增益值dB2和缺陷深度h ,然后可根据公式:BG+dB1-dB2-12计算处该缺陷相对于Φ4的当量值,通过查找标准进行评级!钢板篇前两步同锻件操作的前两步(三)调节灵敏度:将探头放在Φ5平底孔试块上找到Φ5平底孔的最高回波并通过调节增益将之高度调至50%高,此时灵敏度就调好了(在此操作中如感觉声程较大回波较多可减小声程,方法是按声程键再按-)。
★ 数字式超声波探伤实践操作指导 200912

数字式超声波探伤实践操作指导一、PXUT-350+全数字智能超声波探伤仪面板示意图:二、准备工作1、准备好测量尺,记录纸等;2、了解工件材料和焊接方法(单面焊或双面焊、手工焊或自动焊)、坡口型式、测量被检工件规格(厚度)、绘制工件示意图并标明必要的尺寸(图1)。
焊缝 钢板 锻件图13、记录仪器型号、探头型式、试块型号以及试件编号、工件规格等。
(实践考核时,按照一次性规定:检测焊缝试件采用2.5MHz K2斜探头;检测钢板、锻件的试件只需使用单晶直探头2.5P20、5P20等。
4、耦合剂,如机油、甘油等。
5、仪器准备:⑴ 选择通道:按3号【通道/设置】键,再按【+】或【-】键可改变通道。
⑵ 清空通道:按9号【功能】键调出菜单,选择[初始化]按0号键,再按1号键[清除当前通道],再按9号【Y 】键确认清空。
三、对接焊缝超声检测1、设置探头参数:按3号【通道/设置】键两次调出设置菜单,选择[探头类型]按1号键,按[2 斜探头]。
凡需要修改某项只要按该项对应的数字键,再输入相关数据后按【确认】键存储数据,按【确认】键退出设置菜单。
2、探头前沿的测定:在CSK -ⅠA 试块上测试,按4号【零点/测试】键再按【确认】键(或按两下4号键),进入调校菜单,选择[测零点声速]按1号键,出现测零点声速菜单,按2号键输入试块上100R 的一次回波声程:100mm ,按3号键输入二次回波声程:0mm ,按【确认】键开始测零点声速。
将探头置于试块上前后移动(图2),并保持与试块侧面平行,使100R 圆弧面的最高反射回波出现在波门内时,压稳探头不动,按【确认】键,同时用直尺量出探头最前端至100R 弧顶的距离L (探头前沿L R l -=100)。
然后输入所测量数值L ,按【确认】键。
(此时,仪器自动计算并保存了探头前沿。
)图23、探头K值的测定:在CSK-ⅠA试块上测试,按两次4号【零点/测试】键,进入调校菜单,选择[测折射角]按2号键,出现测折射角菜单,按1号键输入目标反射体直径:50mm,按2号键输入反射体深度:30mm,按3号键输入探头标称K值,数据输入完毕后按【确认】键开始测折射角度。
PXUT-350C使用教程 2
一、锻件超声检测一、检测对象和检测条件试件编号:UTXXXX 厚度:XXmm仪器型号:PXUT-350C 探头型号:2.5P20Z试块:CSⅠ-2 灵敏度:100 / 2二、操作程序1.开机:长按键,按两次键进入仪器探伤主界面。
2. 初始化仪器:按键,选0初始化,再选1初始化当前通道。
3. 探头参数设置:按两下键调出设置菜单,按<1>将探头类型设为“直探头”,按退出菜单。
4.调节扫描速度和零点:按两次键,按<1>测零点,仪器预置工件声速为5920m/s,一次声程为100mm,将二次声程改为200mm,按键进入测试。
如图1所示,将探头置于CSK—IA试块100mm厚的大平底上图1待一次回波自动降至屏幕80%高时按键,待二次回波自动降至屏幕80%高时再按键完成测试。
(如图2)图25.调节检测灵敏度将探头置于CSⅠ-2试块上,移动波门使得波门置于Φ2孔回波上方,移动探头找到Φ2平底孔最高回波。
按自动增益快捷键,使Φ2平底孔回波高度为示波屏满刻度的80%。
(如图3),记录“增益”读数,〔Φ2〕=xxdB。
图36.检测试件:①、将探头置于被检试件上,移动探头,找出最大底面回波,移动波门,使得波门置于底波上方。
按自动增益快捷键,使底面回波高度为示波屏满刻度的80%。
记录“增益”读数,〔BG〕=xxdB.②、恢复100Φ2灵敏度,在试件表面移动探头,找出缺陷1,并使其回波幅度最高。
移动波门,使得波门置于缺陷波上方,按自动增益快捷键使缺陷回波高度为示波屏满刻度的80%。
记录“增益”读数〔F1〕=xxdB,读取并记录缺陷深度H1。
③、移动波门置于底波B F1上方,按自动增益快捷键使底波高度为示波屏满刻度的80%。
记录“增益”读数,〔BF1〕=xxdB.④、取下探头,标注探头中心,测量并记录缺陷平面位置参数X1和Y1。
⑤、找出缺陷2并按以上方法测量并记录缺陷2的参数X2、Y2、H2、〔F2〕、〔BF2〕。
PXUT-350步骤(斜)(精)
1
南通友联 PXUT-350系列简易操作步骤(斜探头联系人:李万才 139********
一.开机:长按 <电源 >键,按两次
键。
二.初始化仪器
键,选 0,再选 1,按 Y。
三 . 调试
:长按键,按 <1>测零点,
按键开始测试, 如图
1:将斜探头放在
CSK-IA 试块上移动,寻找 R100的最高回波,按
键,用钢尺量出探头最前端至 100mm 弧顶的距离 L 键。
图 1
值 :长按键,按 <2>测 K 值, 按键开始测试,如图 2:将斜探头放在 CSK-IA 试块上移动,寻找
Ф50孔的最高回波,按键。
图 2
3. 作 DAC 曲线键,按 <3>
制作 DAC ,
按键开始测试, 如图 3:
试块上,寻找 10mm 键使回波
到 80键锁定回波,按点制作;按上述步骤依次采定测试点(20mm,30mm
, 40mm , 50mm ...... 图 3
各点采集完成后按键,输入表面补偿 4dB 及所探焊缝板材厚度 , 键,屏幕上曲线自动生成。
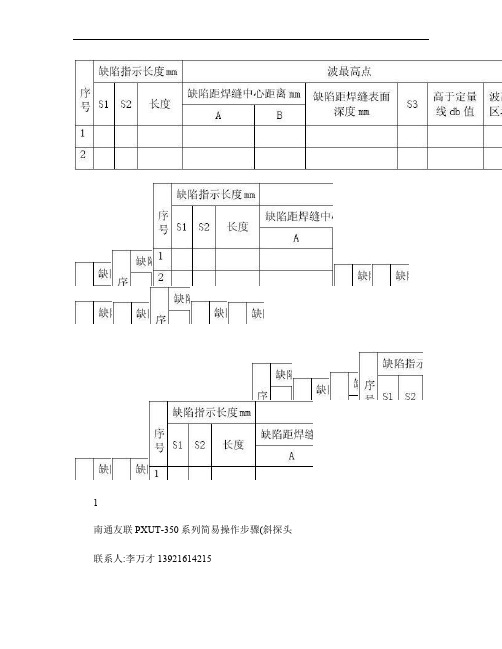
S2---缺陷终点距试板左端头的距离
S3---缺陷波幅最高点距试板左端头的距离。
无损检测PXUT-350+简易操作步骤与报告-焊缝、锻件、钢板
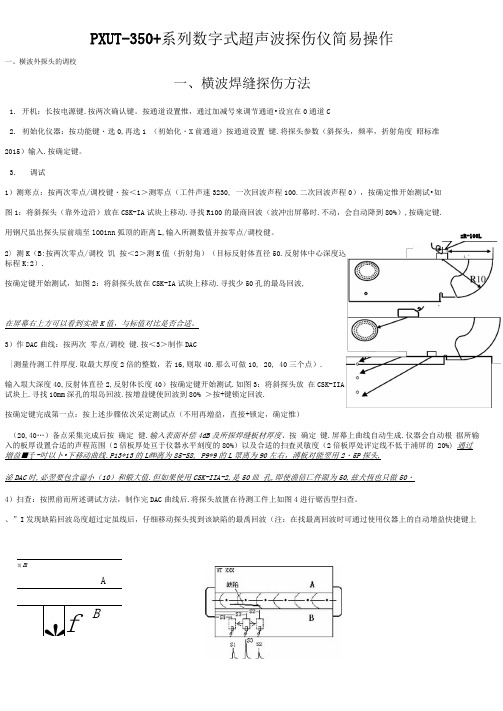
PXUT-350+系列数字式超声波探伤仪简易操作一、横波外探头的调校一、横波焊缝探伤方法1.开机:长按电源键.按两次确认键。
按通道设置惟,通过加减号來调节通道•设宜在0通道C2.初始化仪器:按功能键・选0,再选1 (初始化・X前通道)按通道设置键.将探头参数(斜探头,频率,折射角度昭标准2015)输入.按确定键。
3.调试1)测寒点:按两次零点/调校键・按<1>测零点(工件声速3230, 一次回波声程100.二次回波声程0),按确定惟开始测试•如图1:将斜探头(靠外边沿)放在CSK-IA试块上移动.寻找R100的最商回波(波冲出屏幕时.不动,会自动降到80%),按确定键.用钢尺虽出探头辰前端至lOOinn弧顶的距离L,输入所测数值并按零点/调校健。
=R-100L 2〉测K(B:按两次零点/调校饥按<2>测K值(折射角)(目标反射体直径50.反射体中心深度込标程K:2).按确定键开始测试,如图2:将斜探头放在CSK-IA试块上移动.寻找少50孔的最岛回波,在屏幕右上方可以看到实淞K值,与标值对比是否合适。
3)作DAC曲线:按两次零点/调校键.按<3>制作DAC|测量待测工件厚度.取最大厚度2倍的整数,若16,则取40.那么可做10, 20, 40三个点).输入垠大深度40,反射体直径2,反射体长度40)按确定键开始测试.如图3:将斜探头放在CSK-IIA试块上.寻找10mm深孔的垠岛回波.按增益键使回波到80% >按+键锁定回波.按确定键完成第一点:按上述步骤依次采定测试点(不用再増益,直接+锁定,确定惟)(20,40…)备点采集完成后按确定健.输入表面补偿4dB及所探焊缝板材厚度、按确定键.屏幕上曲线自动生成.仪器会自动根据所输入的板厚设置合适的声程范围(2倍板厚处亘于仪器水平刻度的80%)以及合适的扫査灵敏度(2倍板厚处评定线不低于浦屏的 20%) 通过増益■子-吋以卜•下移动曲线.P13*13的L㈱离为85-S8, P9*9的L眾离为90左右,溥板对能翌用2・5P探头,泌DAC时,必翌要包含谥小(10)和锻大值.但如果使用CSK-IIA-2,是50皿孔,即使漁倍匸件限为50,兹犬恆也只做50・4)扫查:按照前而所述调试方法,制作完DAC曲线后.将探头放匱在待测工件上如图4进行锯齿型扫查。
友联PXUT-350+操作手册
P X U T-350+型全数字智能超声波探伤仪操作手册南通友联数码技术开发有限公司(版本号:2009/2-R T)目录第一章序言声明--------------------------------------------------------1-1安全--------------------------------------------------------- 1-2特性--------------------------------------------------------- 1-3指标--------------------------------------------------------- 1-4约定-------------------------------------------------------- 1-5第二章仪器组件和外围设备仪器组件仪器前部与右侧----------------------------------- 2-1仪器上部------------------------------------ 2-2外围设备------------------------------------ 2-3仪器的进入与时间更改---------------------------------- 2-4第三章参量说明增益---------------------------------------------- 3-1声程----------------------------------------------- 3-2波门---------------------------------------------- 3-3零点----------------------------------------------- 3-4延时----------------------------------------------- 3-5声程标度-------------------------------------------------- 3-6探头类型------------------------------------------------3-7探头K值----------------------------------------------- 3-8晶片尺寸------------------------------------------ 3-9探头前沿---------------------------------------------- 3-10探头频率---------------------------------------------- 3-11工件声速---------------------------------------------- 3-12表面补偿---------------------------------------------- 3-13判废偏移---------------------------------------------- 3-14定量偏移---------------------------------------------- 3-15评定偏移---------------------------------------------- 3-16滤波频带----------------------------------------------3-17按键声音---------------------------------------------- 3-18探头阻尼----------------------------------------------------3-19发射电压---------------------------------------------------------3-20第四章键盘及其功能记录------------------------------------------------------- 4-1波门------------------------------------------------ 4-2通道/设置--------------------------------------------------- 4-3零点/测试-------------------------------------------------- 4-4增益/补偿---------------------------------------------- 4-5声程/标度------------------------------------------------ 4-6声速/标准------------------------------------------------ 4-7K值-----------------------------------------------------4-8功能--------------------------------------------------- 4-9延时/抑制----------------------------------------------- 4-10选项------------------------------------------------ 4-11查询--------------------------------------------------- 4-12增量╋---------------------------------------------------4-13减量━----------------------------------------------------4-14返回#---------------------------------------------------4-15确定--------------------------------------------------4-16键盘锁-------------------------------------------------4-17第五章仪器调试测零点声速--------------------------------------------5-1测折射角度------------------------------------------------5-2制作DAC(AVG)--------------------------------------------5-3测仪器性能------------------------------------------------5-4测缺陷高度------------------------------------------------5-5第六章功能使用初始化------------------------------------------6-1回波包络-----------------------------------------6-2峰值记忆-----------------------------------------6-3门内报警-----------------------------------------6-4 DAC门------------------------------------------6-5深度补偿-----------------------------------------6-6其它功能------------------------------------------6-7第七章数据处理数据存储-----------------------------------------7-1屏幕拷贝-----------------------------------------7-2数据检索-----------------------------------------7-3数据删除-----------------------------------------7-4报告-----------------------------------------7-5调用-----------------------------------------7-6数据通讯--------------------------------------7-7第八章探伤举例斜探头DAC法(自动测试) -------------------------------8-1斜探头DAC法(人工测试) --------------------------------8-2直探头AVG法-----------------------------------------8-3双晶探头调试方法--------------------------------------8-4辅助功能使用举例-----------------------------------------8-5第九章附加资料常见问题解答------------------------------------------9-1故障及处理方法-----------------------------------------9-2超声波探伤仪计量检定说明-------------------------------------------9-3数据输入拼音-----------------------------------------9-4区位-----------------------------------------9-5英文字母-----------------------------------------9-6删除-----------------------------------------9-7负数输入法-----------------------------------------9-8退出输入状态-----------------------------------------9-9充电说明与电池保养-----------------------------------------9-10仪器的清洁-------------------------------------------------9-11仪器的运输-------------------------------------------------9-12随机资料---------------------------------------------------9-13重要提示-----------------------------------------9-14附录1:焊缝图示设置附录2:报告样本附录3:报告样本(TP UP-NH32P打印机)附录4: 仪器操作流程图附录5: AWS标准使用说明第一章序言感谢您使用友联公司的产品,您能成为我们的用户,是我们莫大的荣幸。
PXUT-350C型全数字智能超声波探伤仪

PXUT-350C型全数字智能超声波探伤仪简介PXUT-350C型全数字智能超声波探伤仪是一款功能全面、性能优越的检测设备。
该设备采用先进的数字信号处理技术,能够高效、准确地检测出各种材料的内部缺陷、裂纹等问题。
在工业生产和材料检测领域广泛应用。
技术特点超声波传感器PXUT-350C型全数字智能超声波探伤仪采用了高品质的超声波传感器,可实现高分辨率、高灵敏度的探测效果。
传感器具有宽带特性和大功率输出能力,可适应不同材料的检测要求。
数字信号处理器该设备内部配备了高性能的数字信号处理器,可实现快速、准确的信号处理。
采用光电显示技术,显示效果极为清晰,可直观显示材料缺陷的位置和大小。
操作界面PXUT-350C型全数字智能超声波探伤仪的操作界面设计简单、易于使用。
设备配备有大屏幕液晶显示器,用户可通过菜单或快捷键轻松进行各种操作。
同时,该设备还配备了数据存储和导出功能,可随时进行数据备份和导出。
报告生成PXUT-350C型全数字智能超声波探伤仪还具有报告生成功能,可将检测数据自动转换成标准报告格式,方便用户进行数据输出和分析。
应用领域PXUT-350C型全数字智能超声波探伤仪广泛应用于以下领域:1.钢铁冶金行业:用于钢铁、合金、铸铁、铝合金等材料的质量检验和缺陷检测。
2.航空航天行业:用于飞机零部件、导弹、卫星、发动机等各种航空器材料的缺陷检测。
3.汽车制造行业:用于发动机、变速箱、行车轮毂、刹车盘等汽车部件的缺陷检测。
4.石油化工行业:用于各种管道、容器、阀门、泵等设备的缺陷检测。
5.其他行业:用于钢管、玻璃、陶瓷、塑料等材料的缺陷检测。
结论PXUT-350C型全数字智能超声波探伤仪是一款应用广泛、技术领先的检测设备。
采用数字信号处理技术和高品质传感器,能够快速、准确地检测出材料的各种缺陷和裂纹情况。
具有操作简单、报告生成方便等优点。
在工业生产和材料检测领域将发挥重要作用。
友联PXUT-350+操作手册

P X U T-350+型全数字智能超声波探伤仪操作手册南通友联数码技术开发有限公司(版本号:2009/2-R T)目录序言声明--------------------------------------------------------1-1安全--------------------------------------------------------- 1-2特性--------------------------------------------------------- 1-3指标--------------------------------------------------------- 1-4约定-------------------------------------------------------- 1-5仪器组件和外围设备仪器组件仪器前部与右侧----------------------------------- 2-1仪器上部------------------------------------ 2-2外围设备------------------------------------ 2-3仪器的进入与时间更改---------------------------------- 2-4参量说明增益---------------------------------------------- 3-1声程----------------------------------------------- 3-2波门---------------------------------------------- 3-3零点----------------------------------------------- 3-4延时----------------------------------------------- 3-5声程标度-------------------------------------------------- 3-6探头类型------------------------------------------------ 3-7探头K值----------------------------------------------- 3-8晶片尺寸------------------------------------------ 3-9探头前沿---------------------------------------------- 3-10探头频率---------------------------------------------- 3-11工件声速---------------------------------------------- 3-12表面补偿---------------------------------------------- 3-13判废偏移---------------------------------------------- 3-14定量偏移---------------------------------------------- 3-15评定偏移---------------------------------------------- 3-16滤波频带---------------------------------------------- 3-17按键声音---------------------------------------------- 3-18探头阻尼----------------------------------------------------3-19发射电压---------------------------------------------------------3-20第四章键盘及其功能记录------------------------------------------------------- 4-1波门------------------------------------------------ 4-2通道/设置--------------------------------------------------- 4-3零点/测试-------------------------------------------------- 4-4增益/补偿---------------------------------------------- 4-5声程/标度------------------------------------------------ 4-6声速/标准------------------------------------------------ 4-7K值-----------------------------------------------------4-8功能--------------------------------------------------- 4-9延时/抑制----------------------------------------------- 4-10选项------------------------------------------------ 4-11查询--------------------------------------------------- 4-12增量╋---------------------------------------------------4-13减量━----------------------------------------------------4-14返回#---------------------------------------------------4-15确定--------------------------------------------------4-16键盘锁-------------------------------------------------4-17仪器调试测零点声速--------------------------------------------5-1测折射角度------------------------------------------------5-2制作DAC(AVG)--------------------------------------------5-3测仪器性能------------------------------------------------5-4测缺陷高度------------------------------------------------5-5第六章功能使用初始化------------------------------------------6-1回波包络-----------------------------------------6-2峰值记忆-----------------------------------------6-3门内报警-----------------------------------------6-4DAC门------------------------------------------6-5深度补偿-----------------------------------------6-6其它功能------------------------------------------6-7第七章数据处理数据存储-----------------------------------------7-1屏幕拷贝-----------------------------------------7-2数据检索-----------------------------------------7-3数据删除-----------------------------------------7-4报告-----------------------------------------7-5调用-----------------------------------------7-6数据通讯--------------------------------------7-7探伤举例斜探头DAC法(自动测试) -------------------------------8-1斜探头DAC法(人工测试) --------------------------------8-2直探头AVG法-----------------------------------------8-3双晶探头调试方法--------------------------------------8-4辅助功能使用举例-----------------------------------------8-5第九章附加资料常见问题解答------------------------------------------9-1故障及处理方法-----------------------------------------9-2超声波探伤仪计量检定说明-------------------------------------------9-3数据输入拼音-----------------------------------------9-4区位-----------------------------------------9-5英文字母-----------------------------------------9-6删除-----------------------------------------9-7负数输入法-----------------------------------------9-8退出输入状态-----------------------------------------9-9充电说明与电池保养-----------------------------------------9-10仪器的清洁-------------------------------------------------9-11仪器的运输-------------------------------------------------9-12随机资料---------------------------------------------------9-13重要提示-----------------------------------------9-14附录1:焊缝图示设置附录2:报告样本附录3:报告样本(TP UP-NH32P打印机)附录4: 仪器操作流程图附录5:AWS标准使用说明第一章序言感谢您使用友联公司的产品,您能成为我们的用户,是我们莫大的荣幸。
无损检测PXUT-350+简易操作步骤与报告-焊缝、锻件、钢板
PXUT-350+系列数字式超声波探伤仪简易操作一、横波外探头的调校一、横波焊缝探伤方法1.开机:长按电源键.按两次确认键。
按通道设置惟,通过加减号來调节通道•设宜在0通道C2.初始化仪器:按功能键・选0,再选1 (初始化・X前通道)按通道设置键.将探头参数(斜探头,频率,折射角度昭标准2015)输入.按确定键。
3.调试1)测寒点:按两次零点/调校键・按<1>测零点(工件声速3230, 一次回波声程100.二次回波声程0),按确定惟开始测试•如图1:将斜探头(靠外边沿)放在CSK-IA试块上移动.寻找R100的最商回波(波冲出屏幕时.不动,会自动降到80%),按确定键.用钢尺虽出探头辰前端至lOOinn弧顶的距离L,输入所测数值并按零点/调校健。
=R-100L 2〉测K(B:按两次零点/调校饥按<2>测K值(折射角)(目标反射体直径50.反射体中心深度込标程K:2).按确定键开始测试,如图2:将斜探头放在CSK-IA试块上移动.寻找少50孔的最岛回波,在屏幕右上方可以看到实淞K值,与标值对比是否合适。
3)作DAC曲线:按两次零点/调校键.按<3>制作DAC|测量待测工件厚度.取最大厚度2倍的整数,若16,则取40.那么可做10, 20, 40三个点).输入垠大深度40,反射体直径2,反射体长度40)按确定键开始测试.如图3:将斜探头放在CSK-IIA试块上.寻找10mm深孔的垠岛回波.按增益键使回波到80% >按+键锁定回波.按确定键完成第一点:按上述步骤依次采定测试点(不用再増益,直接+锁定,确定惟)(20,40…)备点采集完成后按确定健.输入表面补偿4dB及所探焊缝板材厚度、按确定键.屏幕上曲线自动生成.仪器会自动根据所输入的板厚设置合适的声程范围(2倍板厚处亘于仪器水平刻度的80%)以及合适的扫査灵敏度(2倍板厚处评定线不低于浦屏的 20%) 通过増益■子-吋以卜•下移动曲线.P13*13的L㈱离为85-S8, P9*9的L眾离为90左右,溥板对能翌用2・5P探头,泌DAC时,必翌要包含谥小(10)和锻大值.但如果使用CSK-IIA-2,是50皿孔,即使漁倍匸件限为50,兹犬恆也只做50・4)扫查:按照前而所述调试方法,制作完DAC曲线后.将探头放匱在待测工件上如图4进行锯齿型扫查。
UP350程序设定-CHN

A.设定程式部分(范例1小时 1小时 30分 1小时20分1.秒出现OP.PA2.一次 LL(ON)此时可直接选择PRG1或PRG2(第一组或第二组)3.按PRG1出现1.AL1(设定警报TYPE)→4.如1.AL2出现1AL 可设定其警报点5.出现1.AL2为设定第2组警报方式(同警报1设定方式)6.出现1.EON(OFF)为EVENT 设定(仅有1组1次动作设定ON 和OFF 的时间)7.出现1.SSP (0.0)……起始点设定.输入 0从起始点开始执行8. 1.STC …… 1从PV(实际值)执行(扣时间)2 从PV(实际值)执行(不扣时间)9. 按出现1.STC ……第一段温度点(100℃范例)(利用△▽键更改后按一下即可)10.出现1.TN1(OFF) ……第一段设定的时间(1小时)11.出现1.SP2 ……第二段设定点(100℃)12. 1.TN2(OFF) ……第二段持温时间(利用△▽键更改1.00)按13. 1.STC ……更改150.0按14.出现1.TN3 ……更改0.30按15.出现1.SP4 ……更改150.0C按16.出现1.TN4 ……更改1.00按17.出现1.SP5………更改0.20按18.出现1.TN5……..更改0.20按19.出现1.SP6…… 0.0直接按20.出现1.NT6 OFF…..直接按0 程式结束后RESET1程式结束后停在最后一设定点21.出现1.JC0………2程式结束后从PATTERN1开始3 程式结束后从PATTERN2开始(2.3可用于程式连接)22按秒跳出B.执行程式1直接按PRG1或PRG2 2秒即开始RUN执行完毕自动RESET(JC设0) 2执行RESET按2秒即动作C.执行自动演算或跳段1.按秒OP.PA2.按一次出现LL3.按一次出现ADU(程式执行中会出现)若要跳段将0改为1按即可4.按一次出现HOLD(程式执行中会出现)若要暂停将0改为1按即可5.按一次出现AT将0改为1按即于PV 直线且执行自动演算(但演算完毕后自动RESET)6.按SC(OFF)……FURRY启动与否7.按PID按△选择1-4可看其PID组别之内容(可分3个组区4组)8.按一次出现FL(OFF)滤波时间按 10.9.按BS(0)…温度补偿10.按OH(100%)….输出限制(高限)11.按OL(0.0)….输出限制(低限)12.按DR O…..正逆动作(加热设0,冷却设1)13.按..等待功能(温度未到要等待与否)14.按(OFF为不限时间,温度为进入等待点继续等待)15.按LL按秒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 南通友联PXUT-350+简易操作步骤:(直)
锻件篇
一.仪器准备及探头设置:
a .选择通道:按一下〈通道/设置〉,再按〈+〉或〈-〉可改变通道!
b .清空通道:按〈功能〉,选择〈0初始化〉再按〈1清除当前通道〉,最后按9号键〈Y 〉键确认清除!
c .设置探头参数:按两下〈通道/设置〉调出设置菜单,需修改某项只要按该项对应的数字键,再输入相关数据按确定即可。
将探头类型改成直探头,晶片尺寸输入你所使用探头的规格参数,最后按<确定>退出设置菜单。
(二).测零点
按两下<零点/调校>键进入调校菜单。
按〈1测零点〉出现测零点声速菜单,按
<2>将一次声程输入100mm ,按〈确定〉开始测试,将探头放在CSK-IA 试块上稳住不动,使100mm 处平底的最高回波出现在进波门内时按<确定>,此时稳住探头不动,等200mm 处平底回波上升(或下降)至80%时再次按〈确定〉,再按<Y>存储数据。
(三).调节灵敏度
将探头放置于工件无缺陷处找出大平底最高回波,按“增益”键和“+、-”键,将回波调节至满幅80%,记录此时仪器显示增益读数,记为BG ,然后根据公式:
2πλ2201D X g 算出大平底与Φ2的dB 差,记为 dB1。
此时将仪器增益提高到BG+dB1,此即为探伤灵敏度。
(λ=声速/频率, X=工件厚度, D=平底孔直径Φ2)
(四)探伤
2. 移动探头寻找缺陷最高波,按波门出现门位再按“+”或“—”将波门调节对准缺陷回波,并调节增益使波高调至满幅的80%,记录此时增益值dB2和缺陷深度h ,然后可根据公式:BG+dB1-dB2-12计算处该缺陷相对于Φ4的当量值,通过查找标准进行评级!
钢板篇
前两步同锻件操作的前两步
(三)调节灵敏度:将探头放在Φ5平底孔试块上找到Φ5平底孔的最高回波并通过调节增益将之高度调至50%高,此时灵敏度就调好了(在此操作中如感觉声程较大回波较多可减小声程,方法是按声程键再按-)。
(四)探伤:在钢板上移动探头,如出现缺陷回波即移动探头使得缺陷回波回落到25%高即为该缺陷的边缘,按照这个方法多确定几个边缘点,此时就能找到缺陷的大概轮廓!。