SBR法污水处理实验装置PLC控制系统设计
(完整版)PLC设计实例小型SBR废水处理PLC电气控制系统毕业课程设计

设计实例:小型SBR废水处理PLC电气控制系统课程设计一、小型SBR废水处理电气控制系统设计任务书1.SBR废水处理工艺的技术要求SBR废水处理技术是一种高效废水回用的处理技术,采用优势菌技术对校园生活污水进行处理,经过处理后的中水可以用来浇灌绿地、花木、冲洗厕所及车辆等,从而达到节约水资源的目的。
SBR废水处理系统方案要充分考虑现实生活中校园生活区较为狭小的特点,力求达到设备体积小,性能稳定,工程投资少的目的。
废水处理过程中环境温度对菌群代谢产生的作用直接影响废水处理效果,因此采用地埋式砖混结构处理池以降低温度对处理效果的影响。
同时,SBR废水处理技术工艺参数变化大,硬件设计选型与设备调试比较复杂,采用先进的PLC控制技术可以提高SBR废水处理的效率,方便操作和使用。
SBR废水处理系统分别由污水处理池、清水池、中水水箱、电控箱以及水泵、罗茨风机、电动阀门和电磁阀等部分组成,在污水处理池、清水池、中水水箱中分别设置液位开关,用以检测水池与水箱中的水位。
SBR废水处理系统示意图如图11-1所示。
图11-1 SBR废水处理系统示意图污水处理的第一阶段:当污水池中的水位处于低水位或无水状态时,电动阀会自动开起纳入污水。
当污水池纳入的污水至正常高水位时,电动阀自动关闭,污水池中污水呈微氧和厌氧状态。
污水处理的第二阶段:采用能降解大分子污染物的曝气法,可使污水脱色、除臭、平衡菌群的pH值并对污染物进行高效除污,即好氧处理过程。
整个好氧(曝气)时间一般需要6~8h。
在曝气管路上安装了排空电磁阀,当电动阀门自动关闭后,排空电磁阀开起,罗茨风机延时空载起动,然后排空电磁阀关闭,污水池开始曝气。
当曝气处理结束后,排空电磁阀再次开起,罗茨风机空载停机,然后排空电磁阀延时关闭。
曝气风机在无负荷条件下起动和停止,能起到保护电动机和风机的作用。
经过0.5h的水质沉淀,PLC下达起动1#清水泵指令,将沉淀后的水泵入到清水池。
小型SBR废水处理PLC电气控制系统
小型SBR废水处理PLC电气控制系统小型SBR废水处理PLC电气控制系统,是一种高效、智能化的废水处理系统,在环保领域得到广泛应用。
该系统主要由PLC控制器、人机界面、传感器以及执行元件等关键组件构成。
本文将针对小型SBR废水处理PLC电气控制系统的工作原理、结构特点和应用范围等方面进行探讨。
一、工作原理小型SBR废水处理PLC电气控制系统,主要采用Sequential Batch Reactor(顺序批处理反应器)的废水处理方法,即将废水批量注入反应器中,在一定的时间内进行反应,然后通过传送带将反应液排出。
该系统的主要工作流程如下:1、废水进水处理单元,由PLC控制器对进水预处理器进行控制,同时将水流量监测信息传输至人机界面进行显示。
2、将经过预处理的废水注入反应器中,进行一定时间的反应。
此时,PLC控制器对机械臂进行控制,从反应器中将反应液取出,并送入沉淀池中。
3、沉淀池中的废水经过过滤,可将其中的固体颗粒物去除。
同时,PLC控制器将过滤后的水流至氧化池。
4、氧化池中的废水被当做新的进水送至反应器中,继续进行后续的废水处理操作。
二、结构特点小型SBR废水处理PLC电气控制系统包括PLC控制器、人机界面、传感器、执行元件等组成部分。
其中,PLC控制器是该系统的核心部件,它通过对各个传感器器件感应信号的采集和判断,实现对整个系统进行自动化控制。
该系统具有以下几个结构特点:1、以PLC为核心控制器,通过采用高性能的控制器和程序,实现废水处理自动化控制和优化运行。
2、通过人机界面实现废水处理过程的实时监测和控制,方便操作者了解系统的运行情况,及时调整废水的处理参数。
3、传感器和执行元件等配件完善,可实时监测废水的各项指标以及执行系统调控任务。
4、系统具有良好的可靠性、稳定性和高效性,确保废水处理过程中的安全性和优质性。
三、应用范围小型SBR废水处理PLC电气控制系统是一种智能、高效的废水处理系统,在以下领域得到广泛的应用:1、城市污水处理:通过小型SBR废水处理PLC电气控制系统进行处理,对城市污水进行净化,满足环保和排水安全要求。
污水处理的PLC控制系统设计

摘要我国污水处理事业迎来了高速发展的阶段,不仅大城市,很多中小城市、铁道各车站区,甚至发达地区的乡镇都开始修建污水处理厂。
随着现代控制技术和计算机技术的飞速发展,PLC控制技术在污水厂中得到了广泛应用,使得整个污水处理过程实现了计算机监测、控制和管理,以实现高质量、低成本、稳定可靠的运营方式。
本文采用生物法中氧化沟法进行污水处理,结合污水处理流程,本系统需控制7台设备和检测2个参数。
共有32个输入开关量和20个输出开关量。
最终选择OMRON公司内装60个I/0端子的CPM2AE一60CDR—A型PLC。
它运行速度快,控制可靠,具有强大的指令系统和丰富的输入输出扩展设备及特殊扩展设备,并进行了硬件和软件设计。
在软件设计中做了上位机和下位机软件设计。
并利用Intouch组态软件实现动态实时显示过程控制参数和系统运行状态,报警和报表等功能。
本文通过PLC控制系统的配置和控制方式,和由PLC控制站和上位机组成的控制系统,从而实现污水处理整个过程的实时监测和自动控制。
本文应用PLC控制达到了设备的自动监视和控制,使出水指标稳定,满足了工艺要求,并且节省了大量的人力物力。
关键词:污水处理;PLC;控制系统目录摘要 01 绪论 (1)1.1 设计的背景与意义 (1)1.2 研究现状 (2)1.3 主要内容和预期目标 (3)2 污水处理的工艺流程 (5)2.1 工艺技术简介 (5)2.2 工艺流程 (6)2.3 控制要求 (7)3 污水处理的PLC控制系统 (9)3.1 PLC控制系统设计的基本原则和步骤 (9)3.2 硬件设计 (10)3.2.1 PLC机型的选择 (11)3.2.2 模拟量模块的选择 (12)3.2.3 开关量模块的选择 (14)3.2.4 电源模块的选择 (16)3.2.5 PLC的输入、输出点功能 (17)4 软件设计 (18)4.1软件控制系统功能的实现 (18)4.2 PLC控制流程图 (18)4.3 PLC控制系统梯形图程序 (21)4.4下位机软件设计 (23)4.5上位机软件设计 (23)结论 (32)谢辞 (33)参考文献 (34)1 绪论1.1 设计的背景与意义我国是个缺水的国家,人均水资源占有量仅为世界人均占有量的1/4。
基于S7-200PLC的SBR污水处理控制系统设计

1 绪论1.1 选题的目的从总的方面来说,中国的淡水资源总量与其他国家相比是不少,但就全国的分布上来说不是很平衡,因此相对的平均资源就少了。
而且在全国城市化大潮的推动下,在各个地方都有对环境或多或少的破坏,造成了不同程度上的污染。
但是,由于人口的迅速增加和工业上的生产需求,对于水资源的需求量,也是日益增多[1]。
就在这种严峻的形势下,污水处理工艺也就应运而生。
由于生产力水品的迅速提高,PLC技术也得到了充分发展的机会,使得污水处理控制系统变得更加合理化、智能化,同时也更加的省时省力,大大的节约了社会资源与劳动力,符合可持续发展原则。
以前的传统活性污泥法,现在早就跟不上社会的需求。
但现在依然有部分的企业采用传统活性污泥法来处理工业污水,这样虽然运行的成本低了,但是建设投资与占地范围都比较大,而且相对国家标准而言也是不符合相关要求的,容易造成对土地的再次污染。
如果一次性处理的污水太多,就无法及时进行反应处理,于是出现了更加高效、节能的污水处理控制工艺来满足人们与企业的日常需求。
1.2 选题的意义随着社会的高速发展,传统意义上的污水处理控制系统已经无法跟上发展的步伐,其缺点也是越发明显,已经逐步被社会所淘汰。
但是随着PLC技术的迅速发展,出现了一个新的基于可编程控制器的自动化程度比较高的污水处理控制系统。
本课题是基于S7-200PLC的SBR污水处理控制系统的设计,这个系统可以达到对污水池液位的实时监控、进水泵与风机相关I/O设备的故障检测及报警的目的,及时避免了不必要的浪费与危险。
本设计不仅仅完成了该系统的设计方案、工艺流程、程序编写,同时还完成了该课题在软硬件方面的设计以及组态监控画面。
1.3 污水处理的发展现状在国外,许多的污水处理厂早就想到了要将污水处理与网络连接到一起,这就是一些早期的与污水处理相关的自动控制系统的起源。
而且国外的人早些时候就把SCADA技术应用到供、排水系统中,并且也取得了一些不错的社会与经济效益。
基于PLC的SBR污水处理控制系统
S B R污水处理工艺的基本操作运行程序为如下 : ( 1 ) 进水 。 进水阀门打开, 污水通过粗格栅过滤,
在中央控制室设有一台上位监控机 ,一个模拟 显示屏。 在值班室设有一个 P L C控制箱 。 负责对所控 设备状态监控及有关模拟量的采集工作。监控管理 机与 P L C通过通信电缆( 屏蔽双绞线) 连接。 2 . 2 设 备控 制原理 ( 1 ) 两台粗格栅除污机 , 由时间间隔来控制其开 或者停 , 一般开 1 0 m i n , 停l h 。 ( 2 ) 两台水泵 , 由浮球控制。当集水池处于低水 位时 , 关闭所有泵 ; 当水位较高时 , 开一台水泵 ; 当水 位高时, 开两台水泵 : 当水位很高时, 发报警信号 。 ( 3 ) 两台细格栅 由时间控制其开或停 。一般开 1 0 mi n , 停 l h 。 ( 4 ) 当有一台细格栅工作 时 ,皮带运输机滞后
排泥至 储泥池 。 污水处理事业进一步发展的障碍之一。近年来从 国 行, 外 引进设备 的污水 厂基 本上都采 用工业计算 机管 2 污水处理控制 系统 理, 取 得 了较 好 的效果 。 本 文就 污水处 理 S B R法 P L C 控 制作 些 探讨 。
2 . 1 系统组成
P L C 的选 型 及 资 源 配置 , 同 时也 给 出 了 P L C 程序 的流 程 图、 构成 和 相 关 设 置 , 论 证 了 污水 处 理 S B R法P L C 控 制 和 传 统
污 水 处 理 法 相 比 的优 点 。
关键 词 : S B R; 污 水 处理 ; P L C
E q u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y No . 7, 2 0 1 3
基于PLC控制的SBR污水处理系统

摘要序批式活性污泥法(Sequencing Batch Reactor),简称SBR。
是一种中小型的污水处理方法。
SBR工艺污水处理计算机监控系统的核心是可编程序控制器(PLC)。
采用PLC 不仅能够适应水处理系统的工艺特点,而且代表了现代工业的发展方向。
随着工业自动化的普及与发展,要求有人家先进、稳定、可靠的监控设备加入到控制系统中,以完成数据的采集以及设备的安全运行。
作为当今工厂企业重要的自动化控制设备之一,可编程逻辑控制器(PLC)已经被广泛的用于现代工业控制系统中,尤其适用于逻辑、顺序过程控制。
它正随着计算机、通讯、网络等技术的进步全面迅速发展。
关键词污水处理,序批式活性污泥法,SBR,可编程序控制器ABSTRACTSequencing Batch Reactor, which is called the SBR law , is a kind of center and small sewage treatment method .The core of SBR craft sewage treatment computer supervisory system is the programmable foreword controller(PLC).Using PLC not only could adapt to the craft characteristic of the water disposal system, but also represents the modern industry developed direction.Along with the popularization and the development of industrial automation , in order to complete the data gathering and the safety running of the equipment, more advanced, stable and reliable monitoring equipments are required to join the control system. As one of the important automation control devices in nowadays factories, the programmable logical controller(PLC) has already been used widely in the modernindustry control system, especially for the logical, order process control, It is developing rapidly along withthe progress of thecomputer,communication , network and so on.Keywords Polluted water,processing,SBR,Programmable Controller目录前言 (1)第一章 SBR污水处理系统介绍及流程图1.1 SBR污水处理工艺 (3)1.2 SBR污水处理系统动力设备 (4)第二章 SBR污水处理系统的硬件设计2.1 硬件设计总体说明 (5)2.2 SBR污水处理电气控制原理图设计 (5)2.2.1 主电路设计 (5)2.2.2 交流控制电路设计.. (6)2.2.3 主要参数计算 (7)2.2.4 PLC控制电路设计 (7)2.2.5 PLC输入、输出接口功能表 (8)2.2.6 元器件目录表 (9)第三章 SBR污水处理系统的软件程序设计3.1 程序设计 (11)3.2 系统静态调试 (12)3.3 系统动态调试及运行 (12)第四章 SBR污水处理系统电控箱及控制面板布置4.1 确定元器件及其布局 (13)4.2 绘制元件布置图 . (13)结论 (14)致谢 (15)参考文献 (16)附录 (17)前言本毕业设计课题为《基于PLC控制的SBR污水处理系统》,确立这个课题是从整个世界的大前提下考虑入手的。
基于PLC的SBR污水处理系统电路设计
基于PLC的SBR污水处理系统电路设计摘要:本文以现在应用广泛的SBR污水处理工艺为背景对污水处理自动控制系统进行研究和设计,给出了一套适用于小型污水处理厂的自动化系统,并取得了良好的效果。
关键词:PLC 控制电路设计SBR随着我国经济的快速发展,企业的数量不断增多且规模逐步扩大,造成工业用水不断的增加,加上我国水资源总量有限,导致水资源严重短缺;因此工业用水的二次利用是我国企业节约用水,保护生态环境的重要措施。
污水处理方式众多,其中SBR即序批式活性污泥法的应用的最广,并取得了显著成效。
SBR工艺是按进水,反应、沉淀、出水、排泥五个程序进行操作,其工艺流程简单,处理效果稳定,占地面积小等优点。
本文中介绍的是采用PLC系统进行控制的SBR处理工艺,此控制系统包括电气控制主电路、交流控制电路和PLC控制电路,根据工艺要求合理选配PLC机型和I/O接口,其中PLC控制电路是系统的控制核心,最终在硬件设计的基础上编制软件程序,经过在线调试实现了SBR污水处理有效运行。
1 电气系统控制主电路设计(1)主回路交流接触器GM1、GM2、GM3分别控制1#清水泵K1、2#清水泵K2、曝气风机K3;中交流接触器GM4、GM5控制电动阀电动机K4,通过正、反转完成关闭阀门和开起阀门的功能。
(2)电动机K1、K2、K3、K4由热继电器FR1、FR2、FR3、FR4实现超过载保护。
电动阀电动机K4控制器内还装有常开热保护开关,对阀门电动机K4实现双重保护。
(3)QF为电源总开关,可完成主电路的短路保护,起到分断三相交流电源的作用,使用和方便维修。
(4)熔断器F1、F2、F3、F4分别实现各负载回路的短路保护。
PLC 控制回路的短路保护和F5、F6分别完成交流控制回路。
1.1 交流主电路设计(1) PLC供电回路采用隔离变压器TC,以防止干扰。
控制电路有电源指示HL。
(2)隔离变压器TC的选用根据PLC耗电量配置,可以配置容量100V A隔离变压器、标准型、变比1:1。
plc废水处理控制系统毕业设计.
1引言水与人的生活息息相关,特别在现代社会生活及生产中人们对水的需求量与日俱增。
然而,水资源是有限的。
据报道我国人均拥有淡水量为2400吨,为世界平均值的1/4,在全球149个国家(参与统计国家中),我国人均淡水资源位居110位,属于淡水资源贫乏的国家。
而且我国水资源时空分布极不均衡,全国500多个城市缺水,其中多个严重缺水,北方地区缺水现象尤其严重,人均拥有淡水量仅有240吨。
令人担忧的是淡水总量日益减少,用水成本不断升高,淡水的浪费非常严重。
我国北方地区水资源的超采,己形成漏斗地势、水位下降、湖泊干涸、河水断流、生态恶化。
淡水资源的短缺己经成为我国急需解决的问题[1]。
中国水资源人均占有量少,空间分布不平衡。
随着中国城市化、工业化的加速,水资源的需求缺口也日益增大。
在这样的背景下,废水处理行业成为新兴产业,目前与来自水生产、供水、排水、中水回用行业处于同等重要的地位。
本毕业设计课题为《某电镀厂废水处理电气控制系统设计》,我选用的是SBR废水处理系统和PLC相结合的方法[2]。
由于SBR废水处理系统的核心是SBR反应池,该池集均化、初沉、乘务降解、二沉等功能于一池,无污泥回流系统。
正是SBR工艺这些特殊性使其具有一下优点:(1)理想的推流过程使生化反应推动力增大,效率提高,池内厌氧、好氧处于交替状态,净化效果好。
(2)运行效果稳定,污水在理想的静止状态下沉淀,需要时间短、效率高,出水水质好。
(3)耐冲击负荷,池内有滞留的处理水,对污水有稀释、缓冲作用,有效抵抗水量和有机污物的冲击。
(4)工艺过程中的各工序可根据水质、水量进行调整,运行灵活。
(5)处理设备少,构造简单,便于操作和维护管理。
(6)反应池内存在DO、B0D5浓度梯度,有效控制活性污泥膨胀。
(7)SBR法系统本身也适合于组合式构造方法,利于废水处理厂的扩建和改造。
(8)工艺流程简单、造价低。
主体设备只有一个序批式间歇反应池,无二沉池、污泥回流系统、调节池、初沉池也可省略、布置紧凑、占地面积省。
基于SBR的PLC污水处理自动控制系统
基于SBR的PLC污水处理自动控制系统随着人民生活水平的日益提高、城市规模的不断扩大,产生的生活污水越来越多。
为了缓解水污染带来的环境压力,各种污水处理厂应运而生。
目前,有许多污水处理厂采用了自动控制系统,但是与发达国家相比,我国自行研制的污水处理自动控制系统存在许多不足,有待进一步完善。
因此,设计一种运行高效可靠、经济实惠的污水处理自动控制系统变得尤为重要。
一、SBR工艺SBR工艺是污水处理工艺的一种,采用的是间歇曝气的方式处理污水。
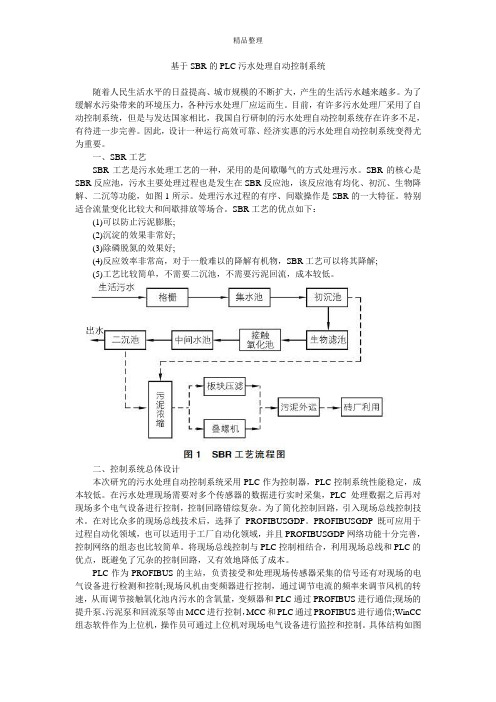
SBR的核心是SBR反应池,污水主要处理过程也是发生在SBR反应池,该反应池有均化、初沉、生物降解、二沉等功能,如图1所示。
处理污水过程的有序、间歇操作是SBR的一大特征。
特别适合流量变化比较大和间歇排放等场合。
SBR工艺的优点如下:(1)可以防止污泥膨胀;(2)沉淀的效果非常好;(3)除磷脱氮的效果好;(4)反应效率非常高,对于一般难以的降解有机物,SBR工艺可以将其降解;(5)工艺比较简单,不需要二沉池,不需要污泥回流,成本较低。
二、控制系统总体设计本次研究的污水处理自动控制系统采用PLC作为控制器,PLC控制系统性能稳定,成本较低。
在污水处理现场需要对多个传感器的数据进行实时采集,PLC处理数据之后再对现场多个电气设备进行控制,控制回路错综复杂。
为了简化控制回路,引入现场总线控制技术。
在对比众多的现场总线技术后,选择了PROFIBUSGDP。
PROFIBUSGDP既可应用于过程自动化领域,也可以适用于工厂自动化领域,并且PROFIBUSGDP网络功能十分完善,控制网络的组态也比较简单。
将现场总线控制与PLC控制相结合,利用现场总线和PLC的优点,既避免了冗杂的控制回路,又有效地降低了成本。
PLC作为PROFIBUS的主站,负责接受和处理现场传感器采集的信号还有对现场的电气设备进行检测和控制;现场风机由变频器进行控制,通过调节电流的频率来调节风机的转速,从而调节接触氧化池内污水的含氧量,变频器和PLC通过PROFIBUS进行通信;现场的提升泵、污泥泵和回流泵等由MCC进行控制,MCC和PLC通过PROFIBUS进行通信;WinCC 组态软件作为上位机,操作员可通过上位机对现场电气设备进行监控和控制。
小型SBR废水处理PLC电气控制系统

目录绪论 (2)第1章 PLC控制系统设计 (3)1.1 PLC控制系统设计的基本原则 (3)1.2 PLC机型选择 (3)第2章小型SBR废水处理PLC电气控制系统 (7)2.1 小型SBR废水处理电气控制系统设计任务书 (7)2.2 SBR废水处理电气控制系统总体方案设计 (8)2.3 SBR废水处理电气控制原理图设计 (8)2.4 PLC硬件控制电路设计 (11)2.5 PLC控制程序设计 (14)2.6 SBR废水处理系统电气工艺设计 (20)2.7 梯形图程序调试 (21)第3章课程设计总结 (22)参考文献 (23)绪论PLC可编程序控制器:PLC英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程.PLC是基于电子计算机,且适用于工业现场工作的电控制器。
它源于继电控制装置,但它不像继电装置那样,通过电路的物理过程实现控制,而主要靠运行存储于PLC内存中的程序,进行入出信息变换实现控制。
PLC基于电子计算机,但并不等同于普通计算机。
普遍计算机进行入出信息变换,多只考虑信息本身,信息的入出,只要人机界面好就可以了。
而PLC则还要考虑信息入出的可靠性、实时性,以及信息的使用等问题。
特别要考虑怎么适应于工业环境,如便于安装,抗干扰等问题。
入出信息变换、可靠物理实现,可以说是PLC实现控制的两个基本要点。
入出信息变换靠运行存储于PLC内存中的程序实现。
PLC程序既有生产厂家的系统程序(不可更改),又有用户自行开发的应用(用户)程序。
系统程序提供运行平台,同时,还为PLC程序可靠运行及信号与信息转换进行必要的公共处理。
用户程序由用户按控制要求设计。
基于S7-200PLC的SBR污水处理控制系统设计

1 绪论1.1 选题的目的从总的方面来说,中国的淡水资源总量与其他国家相比是不少,但就全国的分布上来说不是很平衡,因此相对的平均资源就少了。
而且在全国城市化大潮的推动下,在各个地方都有对环境或多或少的破坏,造成了不同程度上的污染。
但是,由于人口的迅速增加和工业上的生产需求,对于水资源的需求量,也是日益增多[1]。
就在这种严峻的形势下,污水处理工艺也就应运而生。
由于生产力水品的迅速提高,PLC技术也得到了充分发展的机会,使得污水处理控制系统变得更加合理化、智能化,同时也更加的省时省力,大大的节约了社会资源与劳动力,符合可持续发展原则。
以前的传统活性污泥法,现在早就跟不上社会的需求。
但现在依然有部分的企业采用传统活性污泥法来处理工业污水,这样虽然运行的成本低了,但是建设投资与占地范围都比较大,而且相对国家标准而言也是不符合相关要求的,容易造成对土地的再次污染。
如果一次性处理的污水太多,就无法及时进行反应处理,于是出现了更加高效、节能的污水处理控制工艺来满足人们与企业的日常需求。
1.2 选题的意义随着社会的高速发展,传统意义上的污水处理控制系统已经无法跟上发展的步伐,其缺点也是越发明显,已经逐步被社会所淘汰。
但是随着PLC技术的迅速发展,出现了一个新的基于可编程控制器的自动化程度比较高的污水处理控制系统。
本课题是基于S7-200PLC的SBR污水处理控制系统的设计,这个系统可以达到对污水池液位的实时监控、进水泵与风机相关I/O设备的故障检测及报警的目的,及时避免了不必要的浪费与危险。
本设计不仅仅完成了该系统的设计方案、工艺流程、程序编写,同时还完成了该课题在软硬件方面的设计以及组态监控画面。
1.3 污水处理的发展现状在国外,许多的污水处理厂早就想到了要将污水处理与网络连接到一起,这就是一些早期的与污水处理相关的自动控制系统的起源。
而且国外的人早些时候就把SCADA技术应用到供、排水系统中,并且也取得了一些不错的社会与经济效益。
plc废水处理控制系统毕业设计.

1引言水与人的生活息息相关,特别在现代社会生活及生产中人们对水的需求量与日俱增。
然而,水资源是有限的。
据报道我国人均拥有淡水量为2400吨,为世界平均值的1/4,在全球149个国家(参与统计国家中),我国人均淡水资源位居110位,属于淡水资源贫乏的国家。
而且我国水资源时空分布极不均衡,全国500多个城市缺水,其中多个严重缺水,北方地区缺水现象尤其严重,人均拥有淡水量仅有240吨。
令人担忧的是淡水总量日益减少,用水成本不断升高,淡水的浪费非常严重。
我国北方地区水资源的超采,己形成漏斗地势、水位下降、湖泊干涸、河水断流、生态恶化。
淡水资源的短缺己经成为我国急需解决的问题[1]。
中国水资源人均占有量少,空间分布不平衡。
随着中国城市化、工业化的加速,水资源的需求缺口也日益增大。
在这样的背景下,废水处理行业成为新兴产业,目前与来自水生产、供水、排水、中水回用行业处于同等重要的地位。
本毕业设计课题为《某电镀厂废水处理电气控制系统设计》,我选用的是SBR废水处理系统和PLC相结合的方法[2]。
由于SBR废水处理系统的核心是SBR反应池,该池集均化、初沉、乘务降解、二沉等功能于一池,无污泥回流系统。
正是SBR工艺这些特殊性使其具有一下优点:(1)理想的推流过程使生化反应推动力增大,效率提高,池内厌氧、好氧处于交替状态,净化效果好。
(2)运行效果稳定,污水在理想的静止状态下沉淀,需要时间短、效率高,出水水质好。
(3)耐冲击负荷,池内有滞留的处理水,对污水有稀释、缓冲作用,有效抵抗水量和有机污物的冲击。
(4)工艺过程中的各工序可根据水质、水量进行调整,运行灵活。
(5)处理设备少,构造简单,便于操作和维护管理。
(6)反应池内存在DO、B0D5浓度梯度,有效控制活性污泥膨胀。
(7)SBR法系统本身也适合于组合式构造方法,利于废水处理厂的扩建和改造。
(8)工艺流程简单、造价低。
主体设备只有一个序批式间歇反应池,无二沉池、污泥回流系统、调节池、初沉池也可省略、布置紧凑、占地面积省。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SBR法污水处理实验装置PLC控制系统设计
专业:
班级:
姓名:
学号:
目录
第一章:工艺简介及主要过程 (2)
1.1工艺简介 (2)
1.2 主要工艺过程 (2)
第二章:设计方案 (3)
2.1 硬件选择 (3)
3.1 下位机编程 (5)
3.2上位机(PC)编程 (12)
第四章:设计心得 (15)
4.1设计心得 (15)
第五章:参考文献 (16)
5.1参考文献 (16)
第一章:工艺简介及主要过程
1.1工艺简介
SBR是序列间歇式活性污泥法(Sequencing Batch Reactor Activated Sludge Process)的简称,是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式活性污泥法。
SBR法污水处理实验装置如下图所示,1、5、12均为水箱,2为水泵,3、11为电磁阀,4为水流量计(用于检测注水流量情况,产生模拟量电流信号),6为搅拌电机,7为曝气头(有三个),8为充气泵,9为气体流量计(用于检测充气流量情况,产生模拟量电流信号),10为排水斗。
1.2 主要工艺过程
1.2.1注水。
此时3打开,2工作,将1内的污水泵入5(内有活性污泥),4可以检测水流量,其余装置均处于不工作状态,注水过程持续一定时间(预先设定好或由人实时控制)后结束,3闭合,2停
止工作。
下面进入曝气阶段。
1.2.2曝气。
此时8工作,通过7将空气泵入5, 9可以检测空气流量,其余装置均处于不工作状态,曝气过程持续一定时间(预先设定好或由人实时控制)后结束,8停止工作。
下面进入搅拌阶段。
1.2.3搅拌。
此时6工作对5中物质进行搅拌,其余装置均处于不工作状态,搅拌过程持续一定时间(预先设定好或由人实时控制)后结束,6停止工作。
下面进入沉淀阶段。
1.2.4沉淀。
此时所有装置均处于不工作状态,让5水中的杂质沉淀,沉淀过程持续一定时间(预先设定好或由人实时控制)后结束。
下面进入排水阶段。
1.2.5排水。
此时11打开, 5上部的清水可由10排入12,然后再排向别处,其余装置均处于不工作状态,排水过程持续一定时间(预先设定好或由人实时控制)后结束,11闭合。
下面又进入注水阶段,开始新的循环。
第二章:设计方案
2.1 硬件选择
根据控制系统的控制要求,从可靠性及经济方面考虑,选择使用可编程控制器西门子S7-200作为下位控制站/下位机,分析工艺的控制要求及输入输出点数(数字量输入12,数字量输出5,模拟量输入2),预留20%冗余。
CPU224XP本机数字量I/O 、14入/10出,本机模拟量I/O、2入/1出,可扩展的模块数量是7个,通信口个数2个,用户存储区12KB数据存储区10KB,故选CPU224XP满足控制要求。
2.2 I/O分配
数字量输入:停止I0.1 手动启动I0.2 自动启动I0.3 开始注水I0.4 停止注水I0.5 开始曝气I0.6 停止曝气
I0.7 开始搅拌I1.0 停止搅拌I1.1 沉淀I1.2
开始排水I1.3 停止排水I1.4
数字量输出:电磁阀3 Q0.0电磁阀11Q0.1 泵2接触器Q0.2 电动机接触器Q0.3 泵8接触器 Q0.4
模拟量输入:采集两个传感器反馈的数据,I/O分配表如下
AIW0 水流量计传感器
AIW4 气体流量计传感器
2.3 PLC外部连线及电机主电路图
根据上述的I/O分配情况,设计污水处理系统的硬件连接图及
电动机主电路图如下:
第三章:编写控制程序
3.1 下位机编程
3.1.1控制程序要求总体流程设计
根据系统的控制要求,控制过程可分为手动控制功能和自动运行功能。
在手动控制模式下,每个设备可单独运行
3.1.2手动模式
在手动模式下,可单独调用每个设备的运行。
在此模式下,可以通过按钮对水泵、气泵、电磁阀、搅拌机进行控制,对于水泵和气流的控制,可以通过通过变频器来改变其速度,以检测调速性能。
3.1.3自动控制
处于自动控制时,按下自动启动按钮后系统运行,系统开始工作,
其工作过程包括以下几个方面。
<1>注水阶段,启动进水电磁阀和水泵。
<2>曝气阶段,启动气泵,开始曝气过程
<3>搅拌阶段,启动电动机进行搅拌
<4>沉淀阶段,所有设备不工作
<5>排水阶段,启动排水电磁阀排水
3.1.4梯形图程序设计
符号表
手动启动、自动启动选择,程序如下
注水阶段,电磁阀打开,水泵工作
曝气过程,泵8工作电磁阀3闭合,泵2停止工作
曝气过程设定,时间到后泵8停止工作
搅拌过程,电动机5开始工作
搅拌时间设定,时间结束后电动机停止工作
沉淀过程,此时所有设备均不工作,设定沉淀时间
排水阶段,电磁阀11打开
排水阶段时间设定,时间结束后电磁阀11闭合
气体流量计数据计算
水流量计数据计算
3.2上位机(PC)编程
应用组态王创建SBR工艺流程图,自动控制画面,手动控制画面SBR工艺流程图如下
自动画面如下
手动画面如下
第四章:设计心得
4.1设计心得
通过本次PLC系统实训课程设计,熟练掌握西门子S7-200系列PLC,WINCC组态软件,锻炼了理论联系实际,与具体项目、课题相结合开发、设计的能力,又让我们懂得了在实践中遇到的问题怎样用理论去解决。
通过这次实训锻炼了实际操作的能力,掌握了简单的PLC系统编程及组态监控软件的使用,对课堂上所学习的可编程控制器的相关知识加深了了解,为以后的工作积累了经验,增强了信心也更深刻的体会到PLC和实际生产关系的密切, 这次设计使我得到了很多启发,对今后的学习和工作将产生很大的作用。
第五章:参考文献
5.1参考文献
廖常初. PLC编程及应用[M]. 北京:机械工业出版社
西门子(中国)有限公司.S7-200可编程控制器系统手册。