FEEDER校正仪操作指导书
FUJI机器Feeder_使用规范

Project name / Myriad Pro light (8pt)
备料作业
2. 按下前進按鈕, 使元件料帶前進. 3. 目視最初的元件, 到達接近吸取點時放開按鈕, 停止元件料帶的前進. 元件料帶送過頭時, 請按下后退按鈕使其返回.
4. 然后按下原點調整按鈕, 使元件料帶前進. 目視最初的元件, 在滿足 下面條件的位置停止元件料帶.
1. 根據元件料帶的具體情況設定送料間距開關.
W8mm a. 1: 元件間隔 ( 間距 ) 為 1 mm b. 1: 元件間隔 ( 間距 ) 為 2 mm c. 1: 元件間隔 ( 間距 ) 為 4 mm
W12~W88mm
按下 [ + ] , [ - ] 鍵來設定元件間隔, 間距可以從4mm至60mm以4mm為 間隔進行設定
Project name / Myriad Pro light (8pt)
备料作业
12. 最后,用剪刀減去超出供料器的元件料帶 .
OK
NG
注意) 必須用剪刀剪去元件料帶, 用手撕去就會產生傳送不良的原因.
Project name / Myriad Pro light (8pt)
备料作业
將最初的元件調整至吸取位置的方法
NG
OK
Project name / Myriad Pro light (8pt)
NG
运输方式及注意事项
1.除手持运输单把Feeder外, 超过两把以上Feeder请使用Feeder 架或使用PCU运输 2.使用Feeder架或PCU运输时, 请正確擺放Feeder, 禁止使Feeder料件托架与其他物 品相撞.
Feeder上料作業
上料作业时 2.1.请勿过份用力插入Feeder,避免因用力过度导致Feeder前端的通信插 头损坏 2.2.请勿一次上料两把以上的Feeder,避免持握不当,导致Feeder 从手中 脱落,造成人员伤害及Feeder部件损坏,或数把Feeder碰撞, 造成其部 件损坏
【精品】Feedercheck使用方法

選擇精度允許的公差
列號
值.(開始setting中設定值)
X
W8:
±100
W16~W32: ± 200
W44以上: ±500
Y (um) ± 100 ± 150 ±500
四:对Feeder进料精度的调整
4.點擊OK后,feeder自動進料61次,對其精度進行測量,最后彈 出測量結果.
如測定結果都在誤差 允許范圍內,則可點此 按鈕進行數據的更新
▪ 2.开启治具前下方的Main unit power switch 和左方的Feeder power switch
▪ green switch: ▪ Not currently used
这个开关此时不用开启
一.Calibration校正
▪ 3.启动Feeder Check,选择Setting,对其各项 参数进行设定
3.將固定 螺絲鎖緊, 最后確認 其Y方向.
Feeder mark Y方向的調整
1.松開feeder前端的feeder guide固定的螺絲,
2.根據影像中的圖形調整 feeder guide的位置,使其Y方 向與影像在一個水平面上
3.將固定 螺絲鎖緊, 最后確認 其Y方向.
三.调节Feeder上的Fiducial mark 位置
3. 旋紧松开的 螺母,再次在画 面上确认基准 孔的位置,如 果X 方向没有 偏移则调整结 束
基准孔的位置调整只进行X 方向的调整。
四:对Feeder进料精度的调整
1.執行feedercheck.exe,選擇Inspect 后,點擊
2.在彈出的feeder信息中, 3.用bactor掃描feeder的序
如測出的值超出設定的誤 差范圍,在max,min,ave中 將以紅色顯示,在下列61次
FUJI-CP6系列飞达校正仪作业指导书

六.常见问题及处理方式: 1.Q:飞达卷带轮不卷带。 A:检查飞达卷带方式,更换卷带轮。 2.Q:飞达抛料、吸料不良或吸不上料。 A:检查飞达齿轮鸟嘴是否磨损、飞达本体是否偏移。
Hale Waihona Puke 核准:审核:制定:
五.操作步骤: 5.1检查仪器是否摆放平稳,飞达压杆是否固定完好。 5.2接入电源,检查相机上端指示灯是否常亮,打开显示器。 5.3挑选机台生产中性能较好的“Feeder”作为校准标准。 5.4下压Feeder,调节飞达卡槽、相机焦距。 5.5多次下压,使相机中心对准飞达送出的第一物料孔,固定飞达卡槽、相机。 5.6标准作成,选取任意不良飞达,由此标准进行飞达的校正、维修及保养。
文件名称 LOGO 文件编码 WI/ETD E 003
飞达校正仪作业指导书
版次 A 页次
ⅠOFⅠ
一.目的: 保养、维护设备飞达,提高效率和品质。了解基本操作,延长仪器使用寿命。
二.范围: FUJI CP6系列 Feeder。
三.定义: 无
四.权责: 操作员了解仪器的基本操作,相关技术员负责机器的使用、保养及维护。
Feeder 操作指导书

2
3. 沿着连接用胶带中间 ( 折纹处 ) 折弯后, 粘贴在编带的基带面上。 用手确认胶带已紧贴在编带与基带面上。 4.剥下连接用胶带的台纸 ( 透明带 - 薄侧 ) 。
折纹处 4
5
ᄤࡊकഏಃԢѐւޱƗ ϣࢫւఝܬᄤਟఝഏè
n
若连接编带夹具公用与CL和FV时, 请从FV型EXTENSION PLATE上拆卸夹具单体使用即可。
ਟఝҧቛᇞᆾ֤ඇ
TF001
τሔਟఝ൏.--,-:Ɨ ౯ԩלਟఝࡖܬ .--,-:84)<-ഏ֬ၺ༅ ƓჴࡸְƔ
送料器固定架(FEEDER PLATE)
ݛਟఝࡖܬഏႼၺ༅ ƓჴࡸְƔ ൏Ɨ τሔਟఝ߽෬ഋਟఝֿҍƗ ؾႋఖ༒ಃ շ༉Ɨ Տً෬ߑƗ ਟఝ෬ߑְè
ၢτሔਟఝఴƗ ၉း౩೨ਟఝࡖܬѝè
KV7-M8880-00X BRUSH, FEEDER
44
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
41
42
43
45
46
47
48
ҋᇮ Ɯ23 24 25来自262728
29
空气结合孔(JOINT孔) ҋᇮ Ɲ
c
౩೨൏Ɨ ເਛ٤ᆿၺ༅לᄤ३ఞࢹލ५ୄ2716<५Ɨ ш౩ࢸ३ఞࢹލ५֬Ү Ɠ౯ैࡷ١སƔ è ҋᇮ Ɯ Ⴕ३ఞࢹލ५֬ఴҮ Ɠ༒ಃҮƔ སບ೨ԩ ҋᇮ Ɲ Ⴕ३ఞࢹލ५֬ޱҮ ƓւஔҮƔ སບ೨ԩ ҾྈਟఝޱƗ ౯҉းິࡁ౩ࢸèሆၰఫສ҉းࢃၺ༅೨࣐३ఞࢹލ५ୄè ೖၺ༅֥३ఞࢹލ५ୄƗ ౯Ⴏୡሷְ܄कদས༶ԩჴࡸְၺ༅è
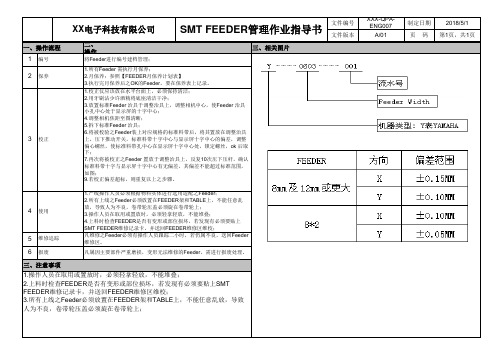
SMT FEEDER管理作业指导书
文件编号 文件版本
4 使用
5 维修追踪 6 报废
1.产线操作人员必须根据物料实体进行选用适配之Feeder; 2.所有上线之Feeder必须放置在FEEDER架和TABLE上,不能任意乱 放,导致人为不良,卷带轮压盖必须旋在卷带轮上; 3.操作人员在取用或置放时,必须轻拿轻放,不能堆叠; 4.上料时检查FEEDER是否有变形或部位损坏,若发现有必须要贴上 SMT FEEDER维修记录卡,并送回FEEDER维修区维校; 凡维修之Feeder必须有操作人员跟踪二小时,若仍属不良,送回Feeder 维修区。
XXX-QPAENG007
A/01
制定日期
2018/5/1
页 码 第1页,共1页
凡属因主要部件严重磨损,变形无法维修的Feeder,需进行报废处理。
三、注意事项
1.操作人员在取用或置放时,必须轻拿轻放,不能堆叠; 2.上料时检查FEEDER是否有变形或部位损坏,若发现有必须要贴上SMT FEEDER维修记录卡,并送回FEEDER维修区维校; 3.所有上线之Feeder必须放置在FEEDER架和TABLE上,不能任意乱放,导致 人为不良,卷带轮压盖必须旋在卷带轮上;
一、操作流程 1 编号 2 保养
3 校正
XX电子科技有限公司
SMT FEEDER管理作业指导书
二、 操作
将Feeder进行编号建档管理;
三、相关图片
1.所有Feeder 需执行月保养; 2.月保养:参照【FEEDER月保养计划表】 3.执行完月保养后之OK的Feeder,要在保养表上记录。
1.校正仪应该放在水平台面上,必须保持清洁; 2.用牙刷沾少许酒精将底座清洁干净; 3.放置标准Feeder 治具于调整治具上,调整相机中心,使Feeder 治具 小孔中心处于显示屏的十字中心; 4.调整相机焦距至图清晰; 5.拆下标准Feeder 治具; 6.将被校验之Feeder装上对应规格的标准料带后,将其置放在调整治具 上,压下推动开关,标准料带十字中心与显示屏十字中心的偏差,调整 偏心螺丝,使标准料带孔中心在显示屏十字中心处,锁定螺丝,ok 后取 下; 7.再次将被校正之Feeder 置放于调整治具上,反复10次压下压杆,确认 标准料带十字与显示屏十字中心有无偏差,其重复以上之步骤。
FEEDER校正原理

三﹑工作原理(2)
從兩者位置關系判斷 cassette是否須校正 CCD相機攝 影并放大載 帶輪輪爪端 面影像
取下標准規 后在同一位 置上裝夾 cassette cassette載帶輪
標准規取下 後﹐8根電子 線仍記錄標准 規上載帶輪輪 爪端面規格刻 度線位置。 電子線發生器
SMT technology committee
8mm cassette﹕ 旋轉一周只要所有輪爪端 面x方向進入3﹑4線 間﹐y方向進入5﹑6線 間﹐該cassette ok。
12mm 以上 cassette﹕ 旋轉一周只要所有輪爪端面 進入1﹑4﹑5﹑8線間﹐該 cassette ok。
SMT technology committee
四﹑一般檢驗步驟
SMT technology committee
一﹑功
能
本機是調整Parts Cassette或Bulk Feeder GAK序列部品 供給部及尺寸精度(部品吸著位置精度)的系統。
用CCD擴大部品供給部分﹐在顯示器上顯示出來﹐以標准 規得到的基准線為標准﹐比較後調整部品的供給狀態﹑尺寸誤 差等。
SMT technology committee
Bulk feeder
● 適用 ▲
○
可選 ○ 不適用
●
±0.05 SMT technology committee
四﹑一般檢驗步驟
5.根據 cassette 輪爪端面與8根電子線之位置關系判定 cassette 是否須校正。
確認cassette 之輪爪端面與 長方形之位置 關系。
SMT technology committee
四﹑一般檢驗步驟
判定標准﹕
輪爪端面
FEEDER使用指导手册

西门子供料器使用手册1.1 送料器1.1.1 种类:我们现用两种送料器,8mm SII 和12/16mms1.1.2 8mms SII 送料器用于8mm宽料带,可选4mm 或 2mm两种步距,每个 8mm SII 送料器分两个轨道,每个轨道可分别装一盘料。
如图所示:1.1.2.1 控制板* 黄色圆形键是转动键。
按下此键时通过齿轮的转动,使料带盖卷到位。
* 指示灯:指示送料器的工作状态* 绿色键头形键是进给键。
按下此键送料器将料带前进一步。
1.1.2.2 调整步距* 8mm SII 送料器有2mm 和 4mm两种步距可以根据材料包装进行选择* 按住进给键2秒钟,再按一下转动键,同时松开两键,指示灯将闪烁一次,送料器步距变成2mm* 按住进给键2秒钟,再按两下转动键,同时松开两键,指示灯将闪烁两次,送料器步距变成4mm1.1.2.3 调整元件吸取位置* 按进给键再按转动键* 按住转动键松开进给键,元件遮盖关闭,料带前进2mm* 若再按一次进给键,料带将再前进2mm* 松开进给键1.1.2.4 料带压紧卡料带压紧卡用于绷紧料带盖,如果送料器出现任何故障,使料带盖不能绷紧时,控制板上的指示灯就不停的闪烁。
如下图箭头指的部分是两个齿形轮啮合处,用于卷进废料盖带。
压杆锁扣料带盖压紧卡齿形轮1.1.2.5 上料 :* 从送料器尾部进料口将料带送入,从送料器头部出口将料带头牵出,掀起料带盖 2~3cm,并将掀起部分向后折起。
将料带盖送到剥料带盖锋边和去料折板之间。
料带孔对准送料器针轮,用压板压住料带和取料折板。
按进给键,使料带孔与针轮完好的配合,并进给料带。
向后拉住料带盖,最终使揭开的料带盖达到35cm ,放开料带盖压紧卡,使料带盖从压紧卡的小齿轮下穿过,再向下按住压紧卡使之重新锁住。
把料带盖的头对准齿形轮啮合处,按住转动键,使料带盖拉紧到齿形轮不能转动为止。
1.1.2.6 清料带盖:打开送料器后盖,轻轻拉出料带盖,用剪刀剪断。
校正仪使用手册

疑问请您洽分销商或者我们。
(About this product improvement and the partial renewal, we will not give the additional explanation. If you have any question, please ask your agent or us.)
建议您保留机器的包装材料,以备运送机器时的需要,使用
不恰当的包装运送机器可能导致机器损坏。
(Suggest to keep this packing material, It’s need when to ship this machine, and use impertinent packing possibly to cause the machine damage.
3.2.5 动态可调校方式(单动/连动).
(3.2.5 The dynamic state adjustable method.(single / continuous strike.)
3.2.6 速度可调方便观察压料盖磨损情况.
(3.2.6 The speed adjustable convenient observation to feeder tape guide cover fray conditions.)
(3.2.3 50X CCD;with LED lighting, appearance clearer.)
3.2.4 配置气动方式,单动或者连续打击 LEVER, 模拟机器
动作.
-6-
(3.2.4 Install dynamoelectric, single and continuous strike LEVER, simulate machine action.)
022(FEEDER操作指导书)
文 号: 页 号: 版 本: 操作前后自我检查:盖不制作不合格品;不流送不合格品。
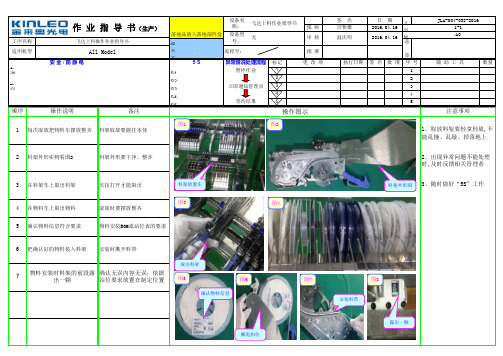
章1.遵守操作说明书S1 整理:准备必要物品 S2 整顿:定位摆放2.穿好防静电鞋,戴好手指套及防静电手套S3 清扫:清理现场 S4 清洁:维持整洁 S5 素养:养成习惯5确认物料信息符合要求物料安装BOM或站位表的要求6把确认好的物料装入料架安装时撕开料带4在物料车上取出物料取放时要摆放整齐212、出现异常问题不能处理时,及时反馈相关管理者3、随时做好“5S”工作1、取放料架要轻拿轻放,不能乱撞、乱敲、掉落地上7物料安装时料架的前段露出一颗确认无误内容无误,依据站位要求放置在制定位置每次取放把物料车摆放整齐料架取放要握住本体料架外形实物看图2料架外形要干净、整齐在料架车上取出料架压扣打开才能取出3适用机型流程号:All Model无作 业 指 导 书(生产)设备名称:飞达上料作业指导书设备型号:审 核温庆明2016.04.16批 准顺序操作说明备注操作图示注意事项立即通知管理员34等待结果5数量暂停作业12更 改 项执行日期签 名批 准序 号辅 助 工 具落地品放入落地部件盒A0工序名称飞达上料操作作业指导书安 全 / 防 静 电5 S 异常情况处理流程标记签 名日 期JLA-004-038-2016拟 制许赞雄2016.04.161-14 51 2 3 图1露出一颗图2图3 图4图5图6 图7 图8确认物料信息取出料架料架放置车料架外形图搬起扣位安装料带。
FEEDER维修SOP

按下单动键观察吸料中心是否和显示器中心的交叉处吻合,如不吻合则调节 FEEDER上的偏心螺栓使之吻合,检查齿轮是否磨损。
三.维修后按要求记录FEEDER保养记录表,并对维修过的FEEDER进行上线跟踪。
4 扳手二.校正步骤:1 将校正钢片装到一支生产贴装率最好且吸取坐标最标准的飞 按CYCLE/STOP键一次,驱动MOTOR将带动FEEDER前进一步,持续按住此键 机器将自动前进,直至松开为止。
器和CAMERA。
2 校正进检查显示器是否清晰,十字线是否正常显示,否则要相应调整显示核准审核制作 东莞市迈思普电子有限公司Dongguan NB Power Electronic Limited SMT 产品维修作业指导书注意事项位置中心,于显示器中十字光标的交叉点上清晰可见再锁紧,再调整XY轴使变更记录所需工具日期1.内六角一.开机步骤:POWER(ON/OFF)电源开关:用来控制机器电源开关,按到ON1 方向开机,按OFF方向,断开机器电源。
101SMT FEEDER维修校正作业方法及标准6 对已修FEEDER须做好标识并上线跟踪维修效果。
生产段文件编号版本 达上,将FEEDER装到校正台上。
2 调整焦距H轴使显示器照到FEEDER的吸料4 校正不同FEEDER时须切换相应底座及调整CCD高度。
页码 FEEDE的吸料位置小孔中心于显示器中十字光标中心交叉锁紧。
3 取下装有 钢片的飞达,将要校正的FEEDER装上钢片放到校正仪FEEDER放置治具上,1 保持校正仪清洁,调试时请勿将FEEDER碰撞到机器本体。
使用完后须保持机器清洁。
2.FEEDER配件 3 大小起子等5 所有FEEDER X-Y偏心在5MM以内,以确保贴片机能同时取料。
3 校正时须接通气源并处于开启状态,查看气压表是否在5㎏/c㎡ 。
负责人变更事项2 校正钢片应保证其完整性,以免变形影响精度。
黄永青马亨孟陈友兵飞达固定座控制开关十字相机。
Feeder校作仪作业指导书
文件名称Feeder 校正仪作业指导书页 码 1/13WW-QR-DCC-001文件修改履历表修订序号 内容(页、章内容、变更前后、追加、消除理由)版本 生效日期1 新版制定00 2 3 4 5 6 7 8 9 10WW-DCC-QR004/A1文件发放/回收记录表发放部门 ■MR■HR■PC ■MC ■QA ■ME ■TE ■RP ■FD ■TP ■IE ■SP ■DCC■SP1 ■SP2 份数签收回收备注文件名称Feeder校正仪作业指导书页码2/131.0目的当供料器使用时元件的吸取率下降时,依次对以下3个位置进行测定,缩小与基准位置间的偏移量,提高精确度;影像处理式智能供料器检查治具在进行以下所记述的3 个位置的测定时使用。
•·基准定位点:Fiducial mark和Master tape mark•·元件停止位置,feeder進料精度的調整.•·元件吸取高度2.0适用范围FUJI Feeder校正仪3.Feeder Check的操作方法3.1:calibration校正1.将master jig插入Feeder set stand 上面3.1.1master jig分两种:W8~W24: AA8760xW12~W88: AA8770x3.1.2Jig的选择根据所校正的Feeder的类型来选择;3.2.开启治具前下方的Main unit power switch和左方的Feeder power switch• green switch:Not currently used——这个开关此时不用开启文件名称Feeder校正仪作业指导书页码3/133.3.启动Feeder Check,选择Setting,对其各项参数进行设定3.4.进行calibrationFunction→start live image→手动调节CCD camera的位置使影像中的4 mark和master jig 上的 4 mark 完全重合→点击calibration,完成其校正文件名称Feeder校正仪作业指导书页码4/13 3.2:Fiducial mark position setting;文件名称Feeder校正仪作业指导书页码5/13 3.3:调节Feeder上的mark 和master tapemark位置;文件名称Feeder校正仪作业指导书页码6/13文件名称Feeder校正仪作业指导书页码7/13文件名称Feeder校正仪作业指导书页码8/13文件名称Feeder校正仪作业指导书页码9/13 3.4:对Feeder进料精度的调整文件名称Feeder校正仪作业指导书页码10/13文件名称Feeder校正仪作业指导书页码11/13 3.5:调节feeder的Pickup height文件名称Feeder校正仪作业指导书页码12/13 3.6: FCViewer的使用—从数据库中抽出及显示所取得的检查结果3.6.4.選擇feeder的序列號,即可查詢其以前校正的詳細信息.文件名称Feeder校正仪作业指导书页码13/134.相关记录名称:《保养记录表》5.注意事项5.1本指引应严格执行并如实作好保养记录.5.2 需按正常程序关机,禁止在机器自行关闭操作系统前切断总电源.5.3 操作过程中有任何疑问,找技术员处理.5.4 任何人不得私自在SMT计算机上装载软件.。
Feeder校正治具核心技术

如測出的值超出設定的誤 差范圍,在max,min,ave中將 以紅色顯示,在下列61次設 定值中以黃色顯示
四:对Feeder进料精度的调整
5.如測定范圍超出用戶要求,則需對其精度進行調整
由于master tape的停止位置是由链轮决定的,链轮的停止位置是由Sensor感應的,因此需調 整sensor的位置來調整其進料停止位置,提高其精度
在
下調節,每調整sensor一次位置,需前進一次料帶,確認 停止位置,當料孔與master tape mark position誤差在允 許范圍內時則可結束.
6.調整完后,需 對其精度進行 再次的測量
五:调节feeder的Pickup height
Master gauge:根據feeder類型 來選擇
一.Calibration校正
• 1.将master jig插入Feeder set stand 上面 • (1)master jig分两种 • W8~W24: AA8760x • • W12~W88: AA8770x • (2)Jig的选择根据所校正 • 的Feeder的类型来选择
一.Calibration校正
六: 軟件驅動程序的安裝
4.安装DIO PCI 卡驱动程序
• • • • • • • • 1.打開”設備管理器” 2.请选择“Other devices”的“PCI Device” 3.更新其驅動 4.Install from list of or specific location (Advanced)”, 5.DIO 卡驱动程序的安装信息文件在以下的文件夹内。 “C:\Fuji\System\Drivers\DIO” 单击“Browse”后,请指定该文件夹按下“Next”。 6.打开“CP2000.sys”的路径, “C:\Fuji\System\Drivers\DIO\CP2000.sys” • 7.確認PCI是否被識別.
Feeder校准说明

湿度
ˋ 以下ʢ ˆʣ、 ˋ 以下ʢ ˆʣ应不结露。
精度保证范围
环境温度
ʴ ˆʙʴ ˆ
湿 度
ˋ 以下。
运输时和打开包装前保管时
环境温度
ʵ ˆʙʴ ˆ
湿度
ʙ ˋ 应不结露。但是不能放在温度·湿度变化剧烈的地方。
周围环境
应没有腐蚀性气体。
搬 运
移动本机器时,请采取充分的安全措施,以便防止发生翻倒、掉落的事故。
ᶋ 15 英寸液晶监视器附属电源电缆×1 根 ᶌ ᶎ ᶋ ᶍ
ᶇ
ᶌ DC 电源 BOX 组件×1 组
ᶍ CCD 摄像机电缆组件×1 组 ᶏ
ᶎ 电源电缆线×1 根 ᶏ 主供料器×1 组
ii
ii
目 录
注意 为了让您安全地使用机器
i
i
各打开包装阶段的确认事项
打开调整夹具的包装 开箱 开箱之后,请严格遵守顺序进行安装。 主供料器、液晶监视器、显微镜、夹具座等均按如下所示分开包装。 请一个一个地从各包装箱取出物品。
请不要丢掉分别包装的空箱。 注意 校正夹具时装箱需要使用,请注意保管。
装置的组装方法
请确认有下列 13 部分。
ᶃ 夹具座组件×1 组
请实际使用贴片机及其附属装置(以下简称机器)的操作人员和维修人员应仔细阅读以下的有关安全 的注意事项,以免在使用时发生受伤事故。 在本使用说明书中的「为了让您安全地使用机器」中所写的内容有可能一部分不属于用户您购买的 商品规格。
另外,为了让您能充分理解本使用说明书和产品的警告标牌内容,我们把警告显示分为以下几类进 行说明。请充分理解这些内容,并遵照有关指示进行操作。
ʢ̍ʣ X 方向间隔位置的调整 .............................................................................................11 ʢ1-1ʣ X 轴调整轴的调整 ..............................................................................................11 ʢ1-2ʣ X 轴基准销 B 的调整......................................................................................... 13
FEEDER 校正治具操作、保指引

五. 点检、保养内容(參照《Feeder 校正治具點檢、保養表》內容) 版本 0 5 签名 日期
第 2 之 3 页
日期 18/JUN/200
更改内容 首次发行
版本
日期
更改内容 准备者 生产
审核者 品质 工程 批准者
東莞新進電子有限公司
IN NO: 版本:
SMD0
作業指導書 Production Working Instruction
東莞新進電子有限公司指導書 Production Working Instruction
作業名稱
Feeder 校正治具操作、保養指引
型號
通用
工時 (秒)
作業內容
加注” T&D” 润滑). 4.1.3 4.1.4 4.2 4.2.1 4.2.2 4.2.3 4.2.3 4.3 4.3.1 4.3.2 检查 X,Y,Z 各轴锁定开关是否锁紧. 用无尘纸把镜头灰尘擦拭干净. 开工: 取下镜头的保护罩,将 Feeder 校正标准治具安置于校正仪上. 确认校正治具状态: 从治具望镜中观察 Feeder 校正标准治具的取料位置标注圆是否位于望镜中央(如图一). 否则需调节治具 x,y 位移调节旋钮使其取料位置标注圆位于望镜中央. 检查金属料带有无变形,有则更换. 将无变形或更换的金属料带上在需校正的 Feeder 上准备校正. Feeder 校正過程請參見《FUJI FEEDER 維護、保養指引》 收工: Feeder 校正完畢之後,清潔校正儀,並在各活動部位加注防銹油. 蓋上望鏡蓋, 套上治具的防塵罩.
版本 0 5
日期 18/JUN/200
更改内容 首次发行
版本
日期
更改内容 准备者 签名 日期
第
审核者 生产 品质 工程 批准者
FEEDER 操作规程
编制审核批准设 备 名
设备型号管理部门
设备编号负 责 人设置时间操作步骤:
带盘制动器
手动送料杆 护罩带钩
区分FEEDER的方法
1 绿色把手为0804胶带,蓝色为0804纸带,耦合色为0402FEEDER且0402不分纸带和胶带
2 0804 FEEDER如图 ”P“代表纸带,”E“代表胶带
3 如图为“2”时是0402FEEDER ”4“为0802的FEEDER
注意事项:
1 在上料过程中一定要将FEEDER固定在机器上且定位销
要固定在定位孔中
偏心销
2 解除钩在上料完成置于机器上时要扣下,以免损伤吸
嘴或激光定位销
解除钩
FEEDER 通用
抬起 带盘支架 剥离卷带缝
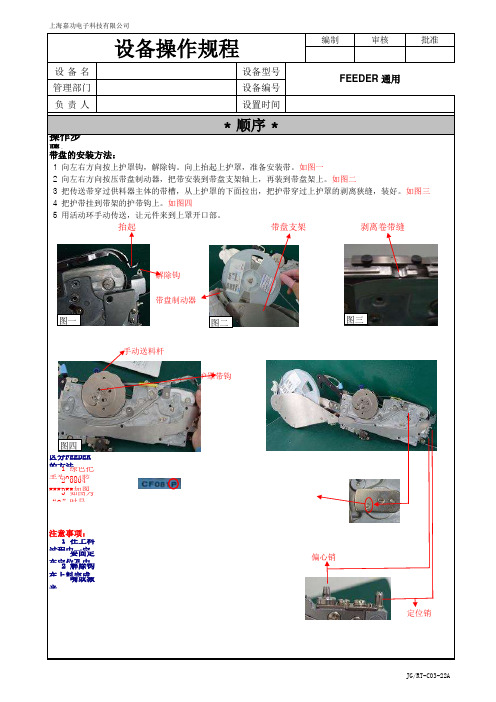
设备操作规程
* 顺序 *
带盘的安装方法:
1 向左右方向按上护罩钩,解除钩。
向上抬起上护罩,准备安装带。
如图一
2 向左右方向按压带盘制动器,把带安装到带盘支架轴上,再装到带盘架上。
如图二
3 把传送带穿过供料器主体的带槽,从上护罩的下面拉出,把护带穿过上护罩的剥离狭缝,装好。
如图三
4 把护带挂到带架的护带钩上。
如图四
5 用活动环手动传送,让元件来到上罩开口部。
图一
图四
图三
图二。
feeder校正作业标准书

feeder校正作业标准书聯志電子 (蘇州) 有限公司PRIOR TECHNOLOGY (SUZHOU) CO.LTDSMT-WI-008 文件編號FEEDER保養校正制訂單位制工課保密等級機密操作規範保存年限永久總頁數 4 文件類別作業規範版本頁次章節變更內容制訂審查核准核准日新制定 2004/9/A1 全全王金龍徐玉樹徐玉樹 12相關單位會簽版本文件編號制訂日期頁次聯志電子(蘇州)有限公司 PRIOR A1 SMT-WI-008 2004/09/10 1OF41. 目的:為使FEEDER保養,維修及校正人員能易於了解、正確保養及維修,校正FEEDER,保證生產的順利進行,降低因FEEDER不良而造成的零件的損耗,設備的異常.。
範圍:制工人員2. 應用文件:無3. 程序:3.1 FEEDER編碼管控:公司內所有新進FEEDER由制工部人員統一編號再上線使用,無編號FEEDER禁止上線使用.編碼時條碼貼于同一位置.(如下圖)編碼貼于此位置3.2 FEEDER需保養校正,維修判定標準3.2.1 需定期保養校正的FEEDER3.2.2 生產時拋料率大於0.3%,判定是不良的FEEDER3.2.3 影響生產不順的FEEDER(如壓膜,齒輪不轉等)3.2.4 由於作業不當而造成FEEDER本體機械故障的FEEDER3.3 FEEDER保養3.3.1 保養作業除定期對所有FEEDER做保養,清潔外.根據FEEDER使用狀況, FEEDER上有異物而影響生產的FEEDER進行保養,清潔動作.需保養清潔部位如下圖紅色所示部位.3.3.2 保養原則及計划版本文件編號制訂日期頁次聯志電子(蘇州)有限公司 PRIOR A1 SMT-WI-008 2004/09/10 2OF4标示FEEDER維修區域的FEEDER架,區分出不良,待維修以及維修OK區.計劃每季度對廠內所有FEEDER(包括線上正在使用的)做保養,產線發現生產不順的FEEDER由專人收集放入待維修區待維修,維修人員對其進行維修,保養並校正.所有保養,維修的FEEDER都必須紀錄. 3.3.3 季度保養每季度的第一個月1號至10號由制工人員對廠內所有FEEDER做保養, 並貼上季度保養 OK標示,並根據使用狀況做校正,部件不良而無法使用的放入待維修區待維修.保養或校正OK 的FEEDER投入使用.此工作于每季度的10號前完成,10號後無季度保養OK標示的FEEDER 禁止使用.所有季度保養的FEEDER都必須紀錄于<<FEEDER保養紀錄表>>中.管理及品保人員對紀錄表中未紀錄的FEEDER進行追蹤.季度保養OK標籤粘貼位置如下標籤貼于此位置季度保養標籤區分顏色:第一季度: 黑色第二季度: 紫色第三季度: 黃色第四季度: 綠色3.4 FEEDER維修及校正3.4.1 FEEDER維修a.製造工程部製作FEEDER維修卡發放于生產線領班處.b.作業人員發現FEEDER不良,于領班處拿此維修卡填好後掛于FEEDER上c.領班或製工人員從線上收集有掛維修卡的FEEDER放置于維修區域的待維修架上.d.製工人員根據維修卡上的不良原因進行保養,維修,校正.(所有維修的FEEDER 都必須進行校正)e.確認維修OK後在維修卡上填寫維修情況,標明已維修.並將此維修的FEEDE狀況紀錄于<<FEEDER維修紀錄表>>中.將維修好的FEEDER放入維修OK架.f.領班或製工人員將維修區域的維修OK架上的維修後的FEEDER投入線上使用,並跟蹤使用狀況,確認可以使用的取下維修卡交于領班.g.若經維修仍不良或不可以使用的則重複b~f流程,直至OK為止.3.4.2 FEEDER校正器操作作業a.開啟電源,開啟Monitor電源.關機時先關閉Monitor電源再關閉電源.Monitor電源電源版本文件編號制訂日期頁次聯志電子(蘇州)有限公司 PRIOR A1 SMT-WI-008 2004/09/10 3OF4b.放上標準FEEDER或定位座,按下單動,使連桿壓下(使用定位座時直接對準中心).調整X,Y-AXIS螺絲,使Monitor上影像的中心對準校正尺上的中心.X方向調整及Y方向調整及固定螺絲(大為固定螺絲(大為調整螺絲,小的調整螺絲,小的是固定螺絲) 是固定螺絲)影像的中心與校正尺上中心c.放上待校正的FEEDER,若Monitor中心未對準FEEDER中心則調整FEEDER上螺絲使Y-AXIS方向水平.X-AXIS方向則需取下,松開底部螺絲,調整本體使之水平.底部固定螺絲 Y方向調整螺絲d. 重複上敘動作,使FEEDER中心與校正尺中心吻合即完成校正.版本文件編號制訂日期頁次聯志電子(蘇州)有限公司 PRIOR A1 SMT-WI-008 2004/09/10 4OF4。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备操作指导书
FEEDER校正仪
1.设备 概述
1.1 设备 名称
1.2使用 电源
1.3工作 气压
FEEDER校正仪 AC 220V /50Hz 0.5MPa-0.6MPa
22..1开插上机
电源线插
图像采集相机
图1
FEEDER校 正平台
页号
1/1
文件编 做成日
期 发行版
次
WTE-SBZ-SMT-
图像采集显 示器
气压表
气动按钮
3.操作
步骤
图2
3.1检查
气压表在
工作气压
范围,如
不在范围正平台无杂物,将要校正的FEEDER装好空的料带放上校正平 台,按下气动按钮,FEEDER开始做送料动作;(图3)
3.3检查图像采集显示器上取料中心点,如不在中心点,用调试工具调 到中心点;(图4)
图3
4.关机
图4
4.1关闭 图像采集 显示器开 关,拔掉 电源插头 线;
注意事 项
操作人员 必须接受 相关的培 训后,才 能操作该 设备。
改 定 记 录
品质部
技术部
承认 承认 审核 拟制
无锡东洋电器有限公司