组装工单
工单
工单、射出工单,烤漆工单也可以。
车间需依据工单需求量分批开具手
工领料单到仓库领料,开单人员必
须将每次领料的数量登录在该工单
材料表上,以便确认领料的料号和
工单号码是正确的,同时累计领料
数量不能超过该工单的总需求数。
车间物料人员到仓库领料时,仓管
须依据工单确认领料单的工单号码、
2022/3/22
14
5.1.3.2“一单一次性成套” 领料方式
8000 3b01
80,000.0 PC
5.1.4.2“一单一次性成套”领 料方式所对应的是“一次发放 成套除帐”发料作业方式。
这种方式最简单,依据工 单材料表的需求一次性发放给 生产线后分发一联至KEY IN员 执行系统的工单发料作业。
2022/3/22
19
5.1.4 工单发料作 业
5.1.4.3 作为发料依据的单据必 须有承办的领料员和仓管签名, 并分发存档。
2022/3/22
17
“一单多批次”领料方式 (2)
“分批发放,成套除帐”的方 式不需要开立手工领料单,只 需将领料的记录分批记录于工 单料表上,并累加以确认是否 发放完毕。确认发放完毕后的 工单材料表分发一联至KEY IN 员执行系统的工单发料作业。
2022/3/22
18
5.1.4 工单发料作 业
2022/3/22
20
5.1.5 工单不良退料 作业
5.1.5.1 当材料领出仓库后,在上 线前发现“属来料不良”,需退回 仓库更换良品,就需要办理退料手 续,填写《工单退料单》。
5.1.5.2 由产线物料人员清楚填写 《工单退料单》,并经签核后,与 实物一起到仓库办理不良品退库作 业。
5.1.5.3 仓库依据退料单的内容核
《自动化生产线安装与调试》项目工作单4-2

自动化生产线安装与调试——工作单1. 准备。
按照材料清单如表 1 所示逐一检查加工站所需材料是否齐全,并填好各种材料的数量、规格、是否损坏等情况。
材料名称变频器模块传送带工作导向件主动轴组件从动轴组件分拣机构电感传感器直线气缸物料槽旋转编码器驱动机电光纤传感器光纤安装架电磁阀组光电传感器磁性开关按钮指示灯模块盒PLC底板走线槽工具表1 工具、材料明细表规格是否损坏项目 4数量自动化生产线安装与调试——工作单按照如下图所示组装顺序,完成份拣站机械部份的安装,并填写安装调试工作单。
传送带和的安装应注意:①皮带托板与传送带两侧板的固定位置应调整好,以免皮带安装后凹入侧板表面,造成推料被卡住的现象。
②主动轴和从动轴的安装位置不能错,主动轴和从动轴的安装板的位置不能相互调换。
③皮带的张紧度应调整适中。
④要保证主动轴和从动轴的平行。
⑤为了使传动部份平稳可靠,噪音减小,特使用滚动轴承为动力回转件,但滚动轴承及其安装配合零件均为精密结构件,对其拆装需一定的技能和专用的工具,建议不要自行拆卸。
项目 4 分拣站的安装与调试自动化生产线安装与调试——工作单安装步骤传送机构支撑架的安装电动机的安装推料机构的安装传感器的安装电磁阀的安装整体安装调试过程表 2 分拣站机械安装工作单计划时间实际时间工具是否返工,返工原因及解决方法传送带转动是否正常原因及解决方法:气缸推出是否顺利原因及解决方法:气路是否能正常换向原因及解决方法:其他故障及解决方法:项目 4 分拣站的安装与调试自动化生产线安装与调试——工作单3.(1)按照如下分拣站的气动回路图连接气路。
(2)分拣站气动回路连接初态检查如表 3表 3 分拣站气路安装与调试工作单调试内容是否不正确原因气路连接是否无漏气现象推料一气缸伸出是否顺畅推料二气缸缩回是否顺畅推料三气缸伸出是否顺畅备注项目 4 分拣站的安装与调试4.(1)完成份拣站 PLC 的 I/O 分配,填入下表 4表 4 分拣站PLC 的 I/O 分配表序 号 1 2 34 5 6 7 8 9 10 11 12 13 14PLC 输 入点输入信号 信号来 信号名称源装置侧按钮/指 示灯模 块序 号 1 2 345 6 7 8 9 10 1112 13 14输出信号信号来 信号名称源装置侧按钮/指 示灯模 块(2)绘制 PLC 电气接线原理图(另附绘图纸),完成电气部份调试工作单。
制造组装计划(自动排程表)
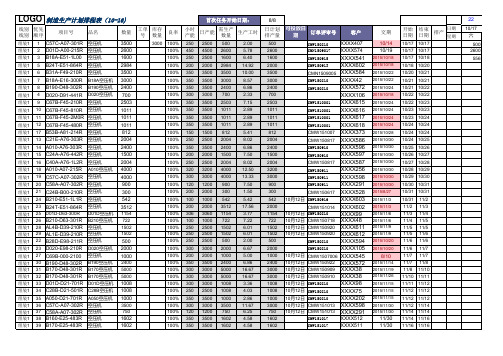
组装11C57C-A07-301R空压机35003000100%2502500500 2.00500CMW150810XXXX40710/1410/1710/17500组装12D01D-A00-215R空压机2600100%45045002600 5.782600CMN1509017XXXX57410/1910/1710/172600组装13B18A-E51-1L00空压机1600100%25025001600 6.401600CMW150915XXXX5412015/10/1810/1710/18556组装15B24T-E51-864R空压机2984100%2002000298414.922000CMW150913XXXX6022015/10/1810/1810/20组装16B31A-F49-210R空压机3500100%3503500350010.003500CMN1509005XXXX5842015/10/2210/2010/21组装17B18A-E16-300R B18A空压机3000100%350350030008.573000CMW150810XXXX422015/10/2210/2110/21组装18B190-D48-302R B190空压机2400100%35035002400 6.862400CMW150810XXXX5722015/10/2410/2110/22组装14D020-D91-441R D020空压机700100%3003000700 2.33700XXXX1062015/10/1810/2210/22组装19C67B-F45-210R空压机2503100%350350025037.152503CMW1510001XXXX6152015/10/2410/2210/23组装110C67B-F45-810R空压机1011100%35035001011 2.891011CMW1510001XXXX6162015/10/2410/2310/23组装111C67B-F45-2M0R空压机1011100%35035001011 2.891011CMW1510001XXXX6172015/10/2410/2310/24组装112C67B-F45-480R空压机1011100%35035001011 2.891011CMW1510001XXXX6182015/10/2410/2410/24组装117B53B-A81-214R空压机812100%1501500812 5.41812CMW151007XXXX3732015/10/2810/2410/24组装113C21E-A76-303R空压机2004100%250250020048.022004CMW150817XXXX5862015/10/3010/2410/25组装114A010-A76-303R空压机2400100%35035002400 6.862400CMW150910XXXX5962015/10/3010/2510/26组装115C24A-A76-442R空压机1500100%200200015007.501500CMW150910XXXX5972015/10/3010/2610/27组装116C40A-A76-1L2R空压机2004100%250250020048.022004CMW150817XXXX5872015/10/3010/2710/28组装118A010-A07-215R A010空压机4000100%3203200400012.503200CMW150911XXXX2562015/10/3010/2810/29组装119C57C-A07-302R空压机4000100%3003000400013.333000CMW150911XXXX5982015/10/3010/2910/30组装120C58A-A07-302R空压机900100%12012009007.50900CMW150911XXXX2912015/10/3010/3010/31组装121C24B-B00-210R空压机300100%2002000300 1.50300CMW150617XXXX5282015/8/2710/3110/31组装124B210-E51-1L1R空压机542100%1001000542 5.4254210月12日CMW150916XXXX6032015/11/310/3111/2组装123B24T-E51-864R空压机3512100%2002000351217.562000CMW151014XXXX6022015/11/311/211/3组装125D01D-D63-300R D01D空压机1154100%30630601154 3.77115410月12日CMW150810XXXX992015/11/611/311/4组装126B210-D63-301R B210空压机722100%10010007227.2272210月12日CMW150718XXXX482015/11/611/411/5组装128AL4B-D39-210R空压机1502100%25025001502 6.01150210月12日CMW150920XXXX6112015/11/911/511/5组装129AL1E-D39-210R空压机1502100%25025001502 6.01150210月12日CMW150920XXXX6122015/11/911/511/6组装122B28D-E98-211R空压机500100%2502500500 2.00500CMW150810XXXX5942015/10/2011/611/6组装123D020-E98-210R D020空压机2000100%30030002000 6.672000CMW150810XXXX1052015/10/2011/611/7组装127C69B-000-2100空压机1000100%20020001000 5.00100010月12日CMW1507006XXXX5458/1011/711/7组装130B190-D48-302R B190空压机2400100%35035002400 6.86240010月12日CMW150922XXXX5722015/11/1411/711/8组装131B170-D48-301R B170空压机5000100%3003000500016.67300010月12日CMW150909XXXX382015/11/1911/811/10组装132B170-D48-301R B170空压机5000100%3003000500016.67300010月12日CMW150910XXXX382015/11/2611/1011/11组装133D01D-D21-701R D01D空压机1008100%30030001008 3.36100810月12日CMW150810XXXX982015/11/1511/1111/12组装134C28B-D21-501R C28B空压机1008100%25025001008 4.03100810月12日CMW150810XXXX752015/11/1511/1211/12组装135A050-D21-701R A050空压机1000100%35035001000 2.86100010月12日CMW150810XXXX2022015/11/1511/1211/12组装136C57C-A07-302R空压机3500100%3003000350011.67300010月12日CMW151013XXXX5982015/11/3011/1211/14组装137C58A-A07-302R空压机750100%1201200750 6.2575010月12日CMW151013XXXX2912015/11/3011/1411/14组装138B160-E25-483R空压机1602100%35035001602 4.581602CMW151017XXXX51211/3011/1411/16组装139B170-E25-483R空压机1602100%35035001602 4.581602CMW151017XXXX51111/3011/1611/16。
MOC培训幻灯片(易飞)(工单)详解

4、日常异动作业及报表管理
5、报表使用时机及异常管理 6、定期作业 7、 上线程序 8、测验及问卷
四、日常异动作业及报表管理
一)制造命令发放程序 二)领发料作业程序 三)退料作业程序
四)生产入库作业程序
五)委外进货作业程序
六)委外退货作业程序
七)委外进货验收作业程序
八)应付帐款整帐程序
ቤተ መጻሕፍቲ ባይዱ)制造命令发放程序
订单管理 订单转源工单 制造命令创建 厂内工单或委外工单取舍 或决定
生产进度表 订单生产进度表 产品预计生产表 工单需求检视表 工单缺料状况表 料件预计领用表 工单明细表
调整
检视
发放
工单凭证
28
工单生产排程表
制造命令字段及功能说明 1.状态码
1. 未生产 : 工单输入完毕后之默认值。 2. 已发料 : 工单之第一张领料单确认后, 且更新实际开工日。 3. 生产中 : 工单己发料且已部份入库者。 Y. 已完工 : 最后一批入库使得生产量>=预计产量时,该生产入库单 或委外进货单 之日期将赋予为完工日期。 y. 指定完工:工单开工生产后,因故必须终止生产,为不将此工单 再纳入生产排程追踪,且该成品为完工量已非预计生 产入库量,工单用料量亦非预计领用需求,必须将此
2.成本分摊信息
成本计算系统之制造费用分摊基础。
3.标准工资率信息
成本计算系统之人工费用及制造费用计算之来源,计算成 本时应以实际工时乘实际人工,对于人工成本稳定或者无
17
法收集之公司,即可以标准工资率预估,信息在此登录。
二)委外厂商信息创建作业
1、委外加工厂商之信息请于采购系统之供
应厂商信息创建中处理。 2、具类别厂商评核需求者,同类厂商编号 应归纳同区间。
组装自动智能机器人明细表

线别:______工单总数量(PCS):_________生产日期年月日~日
品号
批号
客户
代码
工单号码
DATE CODE
订单号码
数量(K)
投产日期
DATE
CODE
金属材料名称
素材品号
(填电镀后之品号)
素材批号
版次
供应
单位
MRB
单号
电镀批号
供应
单位
良品
数量(K)
不良
数量(K)
来料不良率(PPM)
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
表单编号:TF226-10线长:___________ IPQC:____________
来料不良率(PPM)
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
□无含环保禁物
投产日期
DATE
CO号
材质
版次
MRB
单号
供应单位
□无含环保禁物
良品数量(K/R)
不良数量(K/R)
装配车间流程图
装配车间流程图一、引言装配车间是创造企业中非常重要的生产环节之一,它负责将零部件按照一定的顺序和方法组装成成品。
为了提高装配车间的生产效率和质量,需要制定一套清晰的流程图,以便员工能够明确各项工作任务和工作流程,从而提高工作效率和减少错误。
二、1. 接收零部件- 员工从仓库领取所需的零部件- 核对零部件数量和规格是否与工单要求一致- 将零部件放置在待装配区域2. 准备工作- 检查装配工具和设备的完好性和可用性- 清理工作台和工作区域,确保无杂物和障碍物- 准备装配所需的辅助材料和润滑剂3. 组装零部件- 根据工单要求和装配图纸,将零部件按照一定的顺序组装- 使用合适的工具和设备进行组装操作- 注意装配过程中的配件位置和装配顺序,确保正确性和安全性- 检查组装好的部件是否符合质量标准,如有问题及时调整和修复4. 质量检验- 对组装好的产品进行外观检查和功能测试- 检查产品是否存在缺陷、损坏或者装配错误- 记录检验结果并及时处理不合格品5. 包装和标识- 将合格的产品进行包装,确保安全运输和储存- 根据产品规格和要求,标识产品信息,如型号、批次号等- 准备发货清单和运输文件,确保产品准确送达目的地6. 清理和维护- 清理工作区域,归还工具和设备- 检查和维护装配设备,确保其正常运转- 记录和报告设备故障和维修需求7. 过程改进- 定期评估装配车间的工作流程和效率- 采集员工的意见和建议,寻觅改进的空间- 根据评估结果和反馈,制定改进计划并实施三、总结装配车间的流程图是指导员工工作的重要工具,它能够匡助员工明确各项工作任务和工作流程,提高工作效率和产品质量。
本文详细描述了装配车间的流程图,包括接收零部件、准备工作、组装零部件、质量检验、包装和标识、清理和维护以及过程改进等步骤。
通过遵循流程图,装配车间能够更好地完成工作任务,提高生产效率和产品质量。
组装加工单格式[001]
![组装加工单格式[001]](https://img.taocdn.com/s3/m/6cf05feb250c844769eae009581b6bd97f19bc9f.png)
组装加工单格式组装加工单格式是一种用于记录和指导组装加工工作的文件。
它的主要目的是确保生产过程的顺利进行,产品质量的稳定和一致性。
下面是一个生动、全面、有指导意义的组装加工单格式示例:---------------------------------------------------------------------------------------------------------------------组装加工单日期:(填写日期)产品名称:(填写产品名称)客户要求交货日期:(填写客户要求交货日期)所需材料清单:1. (填写材料名称和规格)数量:(填写数量)2. (填写材料名称和规格)数量:(填写数量)3. (填写材料名称和规格)数量:(填写数量)工序步骤:1. 准备工作:a. 预计完成时间:(填写预计完成时间)b. 准备所需工具和设备:(列出所需工具和设备)2. 组装步骤:a. 预计完成时间:(填写预计完成时间)b. 按照设计图纸将零件按序组装:步骤1:(写明第一个组装步骤)步骤2:(写明第二个组装步骤)步骤3:(写明第三个组装步骤)...3. 质量控制:a. 检查每个组装步骤的质量要求是否符合产品标准。
b. 确保组装的产品没有任何缺陷和损坏。
4. 包装和运输:a. 预计完成时间:(填写预计完成时间)b. 根据客户要求,进行产品包装。
c. 将产品运输至指定地点。
备注:(在此处填写任何其他必要的备注,如特殊要求、注意事项等)---------------------------------------------------------------------------------------------------------------------这个组装加工单格式包含了所有必要的信息,包括所需材料清单、工序步骤、质量控制以及包装和运输等内容。
使用这个格式,操作人员可以清楚地了解加工的流程和要求,确保按时高质量地完成组装加工任务。
组装过程记录与检查表
组装过程记录与检查表
1. 背景
该文档旨在记录组装过程中的细节,并提供检查表以确保组装的质量和准确性。
2. 组装过程记录
在组装过程中,请记录以下细节:
- 组装开始日期和时间
- 组装结束日期和时间
- 使用的工具和设备
- 所有使用的零件和材料的详细列表
- 关键步骤和注意事项的简要描述
- 遇到的任何问题、挑战或改进建议
3. 检查表
使用以下检查表来确保组装的质量和准确性:
3.1 零部件检查
3.2 尺寸和配件检查
3.3 功能性测试
请记录组装后的功能性测试结果,并确保一切正常。
4. 总结
在此文档中记录组装过程的详细信息,以及使用的零件和材料的清单,以供参考和质量跟踪。
使用检查表来确保组装的质量和准确性。
如有任何问题、挑战或改进建议,请将其记录在文档中。
以上是组装过程记录与检查表的内容,祝您组装顺利!。
组装仓管员作业指导书

组装仓管员作业指导书一、工作职责1.负责仓库内装配零部件的组装工作,确保按照规定的操作流程进行;2.保证组装工作的质量和效率,确保产品配件的正确安装;3.根据工作安排及时完成任务,准确记录工作进展与问题;4.维护仓库内的设备和工具的正常运行,及时进行保养和报修;5.协助仓库主管对库存进行盘点和整理。
二、工作流程1.接收零部件- 根据发货清单核对零部件的种类和数量;- 检查零部件的质量和完整性,如有问题及时反馈。
2.组装准备- 查看产品组装图和操作指南,熟悉组装流程和所需工具;- 准备好所需工具和辅助材料,如螺丝刀、扳手、润滑油等。
3.组装过程- 按照组装图和操作指南开始组装工作,确保每个步骤的顺序和要求;- 注意操作规范和安全措施,避免操作失误或发生事故;- 当遇到问题或不确定情况时,及时寻求帮助和解决方案。
4.质量检查- 在组装完成后,对产品进行质量检查,确保组装正确且符合质量标准;- 对出现问题的产品进行修复或调整,确保产品完好无损。
5.清洁和包装- 组装完成的产品要进行清洁和查看,确保产品外观良好;- 根据要求进行包装,保护好产品免受损坏。
6.记录与报告- 及时记录组装的零部件种类和数量,以备后续统计和安排生产计划;- 如遇到问题或需求更改,及时向上级主管报告,以便及时处理。
三、注意事项1.安全第一,操作时戴上必要的防护装备,遵守操作规范,防止事故发生。
2.保持良好的沟通和协作能力,与其他仓库成员和相关部门进行有效的合作。
3.保持仓库的整洁和有序,定期清理和维护工作区域,确保工作环境干净舒适。
4.积极参加相关培训和学习,不断提升自己的专业能力和技术水平。
四、总结作为组装仓管员,要承担着对产品质量的责任,确保产品能按时交付,并且符合质量标准。
这需要良好的沟通与协作能力,准确地理解和执行组装要求。
同时,通过记录和报告工作进展,能够及时发现问题并解决,提高工作效率和产品质量。
在工作过程中,应始终保持安全意识,遵守操作规范,确保自身和他人的安全。
组装生产合同模板

组装生产合同模板甲方(委托方):(公司名称)法定代表人:地址:联系电话:乙方(执行方):(公司名称)法定代表人:地址:联系电话:鉴于甲方有一定的产品需求,因而委托乙方进行产品的组装生产,经协商一致,双方达成如下协议,以明确履行各自的权利和义务,共同遵守相关法律法规。
一、合作内容1.1 乙方接受甲方的委托,承担产品的组装生产任务。
1.2 乙方应根据甲方提供的产品原件和技术要求,按照合同约定的时间节点和质量标准,进行组装生产。
1.3 乙方在组装生产过程中,应严格按照安全生产规范进行操作,保障员工的人身安全和生产环境的安全。
1.4 乙方应配备专业技术人员和工人,保证产品的组装质量和生产效率。
1.5 乙方应向甲方提供每日生产进度和质检报告,并保证产品的质量符合甲方的要求。
二、合作期限2.1 本合同自双方签署之日起生效,至产品组装完成并交付甲方验收合格为止。
2.2 若双方需继续合作,可另行签订延期合同,具体条款另行协商。
三、产品交付方式3.1 乙方将组装完成的产品送至甲方指定的地点进行验收。
3.2 乙方应对产品包装进行仔细校对和保护,确保产品在运输过程中不受损坏。
3.3 若产品在运输途中出现损坏情况,由乙方负责承担相应损失。
四、报酬及支付方式4.1 甲方应按照合同约定的报酬标准,及时支付乙方所提供的组装生产服务费用。
4.2 支付方式为XX银行XX账户,具体账户信息由乙方提供。
4.3 若甲方延迟支付导致乙方损失,甲方应承担相应的违约责任。
五、违约责任5.1 若乙方未按照合同约定的时间节点和质量标准完成产品组装生产,应承担相应的违约责任。
5.2 若甲方未按时支付费用,应承担相应的违约责任。
5.3 如因不可抗力事件影响合同履行,双方应及时协商解决,并可适当调整合同条款。
六、保密条款6.1 双方应对合作过程中涉及的商业机密、技术机密等保密信息进行严格保密,不得向第三方透露。
6.2 未经对方书面同意,任何一方不得擅自披露合同相关内容。
随工单(Assembly Route Card)

生产日期(Manufacture Date): 完成数量: (Quantity) 整机代码序列段号: (complete machine coed sequence No.)
软件名称及版本:Name & Version of software:
更换/新增部件名称 Parts name of renewal/increased 更换/新增部件名称 Parts name of renewal/increased 更换/新增部件名称 Parts name of renewal/increased 更换/新增部件名称 Parts name of renewal/increased 更换/新增附件名称 Annex name of renewal/increased 更换/新增附件名称 Annex name of renewal/increased 更换/新增附件名称 Annex name of renewal/increased 更换/新增附件名称 Annex name of renewal/increased 更换/新增附件名称 Annex name of renewal/increased
2
3
4
备注:1、如机器每返工1次,都需另附返工追溯记录,以便追溯. 1.In order to retrospect,a piece of rework retrospect record should be attached if 检验人:Inspector
the product has reworked once a time.__
定单号 internal P.O No. 产品配置 product configuration
维修追溯记录 整机序列号complete machine coed sequence No.: 不良品标签号 Fail NO. 整机序列号complete machine coed sequence No.: 不良品标签号 Fail NO.
组装委托加工合同模板

组装委托加工合同模板这是小编精心编写的合同文档,其中清晰明确的阐述了合同的各项重要内容与条款,请基于您自己的需求,在此基础上再修改以得到最终合同版本,谢谢!组装委托加工合同模板合同编号:____________甲方(委托方):____________乙方(受托方):____________根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,经友好协商,就甲方委托乙方进行产品组装事宜,达成如下协议:一、委托内容1.1 甲方委托乙方进行的产品组装工作,产品名称、型号、数量、规格等详见附件。
1.2 甲方应提供完整的产品组装图纸、技术要求及相关资料,以便乙方进行组装工作。
1.3 甲方应对乙方提供的组装图纸、技术要求等资料保密,不得泄露给第三方。
二、组装质量及标准2.1 乙方应按照甲方的要求,确保组装产品的质量,达到甲方规定的质量标准。
2.2 乙方应建立健全的质量管理体系,对组装过程进行严格控制,确保产品质量。
2.3 甲方有权对乙方组装的产品进行质量检查,如发现质量问题,乙方应立即进行整改。
三、组装时间及交付3.1 乙方应按照甲方要求的时间节点,完成产品组装工作,并交付给甲方。
3.2 乙方应确保组装过程中的生产进度,如有延误,应提前通知甲方,并采取相应措施。
3.3 甲方应按照约定时间接收产品,并对产品的数量、质量等进行验收。
四、费用及支付4.1 乙方组装产品的费用为人民币____元(大写:__________________________元整),详见附件。
4.2 甲方应按照双方约定的付款方式,及时支付乙方组装费用。
4.3 双方另有约定的费用支付方式,从其约定。
五、违约责任5.1 任何一方违反本合同的约定,导致合同无法履行或者造成对方损失的,应承担违约责任,向对方支付违约金,并赔偿损失。
5.2 如因不可抗力导致合同无法履行或部分履行,双方应协商解决。
六、争议解决6.1 双方在履行合同过程中发生的争议,应首先通过友好协商解决;协商不成的,可以向有管辖权的人民法院起诉。
工单生产流程卡

产品名称下单日期数量中性非中性序号产品型号数量1LKA-580-127寸324V/5A 4LK-R5505LK-R53061691+/692+/6932LKO171312V500MA/1A 44Ω/10W 56 2.5478910113*1.8*0.75
121314
序号数量操作者合格123456789
主管确
认:
工 单 内 容生
产
流
程主要产品其它附件其
它日期:
说明:1.本表单由组长根据生产工单下发。
2.各工位人员需认真填写该表格,完工时,交给下一工位。
3.组长统计完该表单后,交主管处保存。
出厂标签/合格证
品管检验
包装更换程序调试组装工单下发领料焊接工序名称时间不合格备注合格证调试卡
说明书
天线板
三芯电源线
6PIN线
软件光盘
2PIN线
5PIN线
喇叭
键盘
外置通讯适配器
电源适配器
信报箱锁
IC/ID发行器
语音模块
读卡模块
液晶触摸屏
开关电源
产品名称
产品要求备注信报箱扩展板
生 产 加 工 流 程 表
工单号
客户名称产品型号完成日期
`。
组装合同范本

组装合同范本一、合同标的(产品名称、型号、数量等详细信息)名词解释:产品:指甲方委托乙方组装的具体物品,包括但不限于机器、设备、部件等。
二、组装要求2.1 组装标准:乙方应按照甲方提供的图纸、技术文件和质量标准进行组装,确保组装质量符合甲方的要求。
2.2 组装时间:乙方应在合同约定的时间内完成组装工作,具体时间为(约定时间)。
2.3 组装地点:乙方应在甲方指定的场所进行组装,具体地址为(约定地址)。
2.4 组装材料:乙方应使用甲方提供的材料进行组装,如需使用乙方自带材料,需事先征得甲方同意。
三、质量保证3.1 乙方应确保组装的产品符合甲方提供的技术文件和质量要求,若产品存在质量问题,乙方应在保修期内免费修复或更换。
3.2 乙方应按照甲方的要求进行产品检验,并提交检验报告。
若产品未经检验或检验不合格,甲方有权要求乙方重新组装或退货。
四、价格与支付4.1 组装费用:双方约定,组装费用为人民币(大写:)(小写:)元。
4.2 支付方式:甲方在乙方完成组装工作并经检验合格后,一次性支付组装费用。
五、保密条款5.1 双方在合同履行过程中所获悉的对方商业秘密、技术秘密等,应予以严格保密。
5.2 保密期限:自合同签订之日起至合同终止后(约定时间)内。
六、违约责任6.1 若乙方未能按照约定时间完成组装工作,每延迟一天,乙方应向甲方支付违约金人民币(大写:)(小写:)元。
6.2 若乙方组装的产品存在质量问题,甲方有权要求乙方承担相应的赔偿责任。
七、争议解决7.1 双方在履行合同过程中发生的争议,应通过友好协商解决;协商不成的,可以向有管辖权的人民法院提起诉讼。
八、其他约定8.1 本合同一式两份,甲乙双方各执一份。
8.2 本合同自双方签字(或盖章)之日起生效,有效期为(约定时间)。
甲方(盖章):____________乙方(盖章):____________签订日期:____________名词解释:甲方:指甲方为合同的一方,具有产品组装需求。
产品组装合同范本

产品组装合同范本甲方(委托方):公司名称:[甲方公司名称]法定代表人:[甲方代表姓名]地址:[甲方公司地址]联系电话:[甲方联系电话]乙方(受托方):公司名称:[乙方公司名称]法定代表人:[乙方代表姓名]地址:[乙方公司地址]联系电话:[乙方联系电话]一、产品组装内容及要求1. 甲方委托乙方组装的产品为:[产品名称],产品规格、型号、数量等详细信息以甲方提供的订单为准。
2. 乙方应按照甲方提供的产品设计图纸、技术要求及相关标准进行组装,确保组装后的产品符合质量要求。
3. 乙方在组装过程中应使用符合国家标准的原材料和零部件,如因原材料或零部件质量问题导致产品质量不合格,乙方应承担相应的责任。
二、组装费用及付款方式1. 组装费用:双方商定,本次产品组装的费用为人民币[具体金额]元/件,总价款为人民币[总金额]元(大写:[大写金额])。
此费用包含乙方的人工费用、材料费用、设备费用及管理费等一切费用。
2. 付款方式:甲方在本合同签订后[具体工作日]个工作日内,向乙方支付合同总价款的[百分比]作为预付款,即人民币[预付款金额]元(大写:[大写预付款金额])。
乙方完成产品组装并经甲方验收合格后,甲方在[具体工作日]个工作日内支付合同总价款的[百分比],即人民币[验收款金额]元(大写:[大写验收款金额])。
剩余合同总价款的[百分比]作为质量保证金,在质保期届满后无质量问题的情况下,甲方在[具体工作日]个工作日内支付给乙方,即人民币[质保金金额]元(大写:[大写质保金金额])。
三、交货时间及地点1. 交货时间:乙方应在[具体日期]前完成产品组装并交付给甲方。
2. 交货地点:甲方指定的地点([详细交货地点])。
四、产品验收1. 甲方应在乙方交付产品后的[具体工作日]个工作日内进行验收。
如甲方在验收过程中发现产品存在质量问题,应及时通知乙方,乙方应在[具体工作日]个工作日内负责免费维修或更换,直至产品符合质量要求。
装维绩效管理办法
装维绩效管理办法为了积极调动装维工作人员的主观能动性,充分体现“多劳多得,少劳少得”的公平分配方式,现将装维绩效管理办法规定如下:一、装移机绩效考核规定1、装移LAN/ADSL绩效1.1.正常安装或迁移LAN/ADSL用户含接入设备安装调测、布放订固五类线、打墙孔、跳线、贴标签、卡接水晶头、用户终端调测等。
1.2.根据装移机工单的竣工时限,将装移机已竣工的工单分为六类,A类工单:24小时内竣工且为当日受理工单,装移机绩效为20元/户;B类工单:24小时内竣工但非当日受理的工单,装移机绩效为15元/户;C类工单:24 ~ 48小时内竣工的工单,装移机绩效为10元/户;D类工单:48 ~ 72小时内竣工的工单,装移机绩效为8元/户;E类工单:校园宽带和电信收购小区转网的工单,装移机绩效为5元/户;F类工单:超出72小时竣工的工单,每张工单处以100元的罚款,并责令该组8小时内必须安装完毕。
注:装移机工单的竣工时限从营业受理时间起,至施工调度系统竣工时间为止。
由于用户原因、工程原因以及其他特殊原因造成不能在72小时内完成的装移机工单,施工调度将工单转入待装工单池,此类工单按照C类工单处理。
2、工单类型的核实施工调度在装维组上报工单竣工后,根据工单类型对工单进行回访、核实,如发现虚报、瞒报现象,第1次扣除相关责任人1000元,第2次扣除相关责任人当月全部绩效,如多次出现虚报、瞒报现象,部门则视情节严重性将此责任人调离本岗位。
3、装移LAN/ADSL数量指标3.1.装维组每月完成装移机工单数量必须达到装移机基数,装移机基数以每月各组装移机数量平均值的85%为准。
3.2.对于装移机数量低于装移机基数的组,低出部分按照20元/户扣款。
即装移机实际绩效=装移机绩效-(各组装移机数平均值×85%- 本组装移机数) ×203.3.对已经经过装维管理协调,且本组积极争取工单的装维组,不予以扣除此部分装移机绩效。
产品组装合同范本

产品组装合同范本甲方(委托方):_______乙方(受托方):_______根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方委托乙方进行产品组装的相关事宜,达成如下协议:一、产品组装内容1.1 甲方委托乙方进行的产品组装工作包括(具体工作内容):_______。
1.2 乙方应按照甲方的要求,完成产品组装工作,并确保组装质量符合甲方的要求。
二、组装材料及工具2.1 甲方应提供产品组装所需的材料、零部件及工具,并确保所提供的材料、零部件及工具符合国家相关质量标准。
2.2 乙方在组装过程中,应合理使用甲方提供的材料、零部件及工具,如因乙方原因导致材料、零部件及工具损坏或丢失,乙方应承担相应的赔偿责任。
三、组装质量及验收3.1 乙方应按照甲方的要求,确保产品组装质量符合国家相关质量标准及甲方的要求。
3.2 甲方有权对乙方完成的产品组装工作进行验收,如验收合格,甲方应按照约定支付组装费用;如验收不合格,乙方应在甲方要求的时间内进行整改,直至验收合格。
四、组装费用及支付方式4.1 双方约定,产品组装费用为人民币(大写):_______元整(小写):¥_______元。
4.2 甲方应在验收合格后_______日内,将组装费用支付给乙方。
五、合同期限5.1 本合同自双方签字(或盖章)之日起生效,有效期为_______年,自合同生效之日起计算。
5.2 在合同有效期内,如一方提出终止合同,需提前_______日书面通知对方,经双方协商一致后办理合同终止手续。
六、违约责任6.1 双方应严格履行本合同的约定,如一方违约,应承担违约责任,向对方支付违约金,并赔偿对方因此造成的损失。
6.2 乙方在组装过程中,如因故意或重大过失导致甲方提供的材料、零部件及工具损坏或丢失,乙方应承担相应的赔偿责任。
七、争议解决7.1 双方在履行本合同过程中发生的争议,应通过友好协商解决;协商不成的,可以向合同签订地的人民法院提起诉讼。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
项目1 生产数 入库数 材料损耗 工时效率 良品率
数值
填报者 项目2 领料数 发料数 退料数 不良数 结存数
统计数据
数值
填报者
生产状况、 入库状况、
由生产填写
用料状况、 统计数据项 其余信息由 生管填写 所有工单信 息必须反馈
备注
发行日期: 回收日期:
组装工单
制造单 号:
承认
确认
作成
第页
料号 品名
计划数 订单号
标准产量 额定人数
标准工时 开始时间
要求完成 日期:
交货日期:
用料清单
生产状况
材料名/规格
单位用量 使用总量 管理级别 日期产量源自累计工号备注
用料状况
入库状况
日期 材料名称 发料数量 退料数量 经办人 备注
日期 入库数量 退货数量 经办人