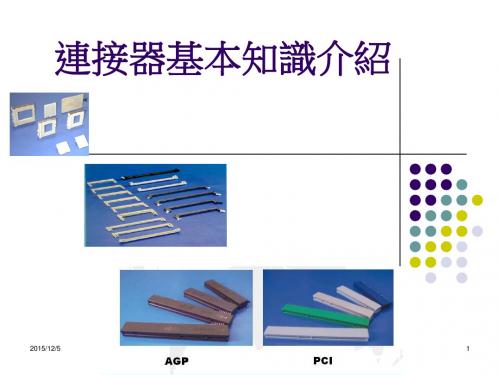
Tyco连接器基础知识:材料、镀层、压接
连接器基础知识学习

连接器的选型
从机械转向电气 以前,连接器的选型主要由机械工程师负责,因为他们需要考虑到整个电路板或子系统的布局,连
接器的选择更多是尺寸和空间的考虑。而电气性能通常只考虑端子的额定电流,设计中需要决定由 多少个端子来传输信号。连接器主体的大小和形状及连接器的结实程度,尤其是在军用项目中。航 空电子或便携式系统中,每个器件的尺寸都很关键,对连接器的选型是个很大的挑战。 今天的连接器设计已经完全改观,需要由专门的信号整合工程师来负责选型,新的连接器设计也必 须从满足电气性能要求,而不是像过去那样当整个连接器设计完成后再来测量电气性能参数。尤其 是10GHz以上的高速信号,电气性能非常关键。 设计高性能连接器时,无论是昂贵的背板连接器还是常见的标准PC连接器,首先要考虑的就是电气 性能要求。连接器的选型也由包装工程师转向了设计电路的电气工程师负责。 我们公司一般是由硬件工程师来选型,而且他们一般只确认基本的尺寸和主要功能。
连接器的连接方式
连接方式连接器一般由插头和插座组成,其中插头也称自由端连接器,插座也称固定连接器。通过插头和插座的插合和分离来实 现电路的连接和断开,因此就产生了插头和插座的各种连接方式。
对圆形连接器来说,主要有螺纹式连接,卡口式连接和弹子式连接三种方式。 其中螺纹式连接最常见,它具有加工工艺简单。制造成本低。适用范围广等优点,但连接速度较慢不适宜于需频繁插拔和快速 接连的场合。 卡口式连接由于其三条卡口槽的导程较长,因此连接的速度较快,但它制造较复杂,成本也就较高。
连接器的型号命名
在国内外连接器行业中,产品型号命名有两种思路:一种是用字母代号加数字的 办法,力求在型号命名中反映产品的主要结构特点。 这种方式的好处是易于识别,但排列太长,过于复杂。 目前国内仍流行这种方式,并在某些行业标准甚至国标中作出了规定,如 SJ2298-83(印制电路连接器)、SJ2297-83(矩形连接器)、SJ2459-84(带 状电缆连接器)、GB9538-88(带状电缆连接器)等。 由于连接器结构的日益多样化,在实践中用一种命名规则复盖某一类连接器越来 越困难。 另一种思路是用阿拉伯数字组合。这种方式的好处是简洁,便于计算机管理和小 型产品的标志打印。国际上主要的连接器制造商目前均采用这种方式。
连接器基本知识介绍(2)
其他電氣性能
定格電壓,電流, 溫升測試(Temperature rise) ,對射頻同軸連接器而言,還有特性 阻抗、插入損耗、反射係數、電壓駐波比(VSWR)等電氣指標。
2015/12/5
26
機械性能-- 就連接功能而言,插拔力是重要地機械性能。
插拔力分為插入力和拔出力(拔出力亦稱分離力)(Insertion
Hale Waihona Puke 1.連接器部件分類等級(Levels of Packaging),也稱互連的層次
(1989年在美國國家電子配銷商協會(NEDA, 即National Electronic Distributors Association 縮寫,它是 一個工業教育組織 )的支援下,生產連接器的幾大廠家會聚在一起,制訂了一部連接器分類標準和術語 )
2015/12/5 3
顧名思義,通俗地說,連接器就是將
連接器是什麼東東?
兩種或兩種以上的物件連接到一塊的 媒介。廣義來說,連接器可以是硬體, 如我們日常見到的插座、手機插孔等 等,也可以是軟體,比如編程用到的 中間件等等。
連接器定義:
用以完成電路或電子机器等相互間電氣連接之器具(含附件)稱為連 接器
耐溫(High temperature) 目前連接器的最高工作溫度為200℃(少數高溫特種連接
器除外),最低溫度為-65℃。由於連接器工作時,電流在接觸點處產生熱量,導 致溫升,因此一般認為工作溫度應等於環境溫度與接點溫升之和。在某些規範中, 明確規定了連接器在額定工作電流下容許的最高溫升。 耐濕(Humidity)潮氣的侵入會影響連接h絕緣性能,並銹蝕金屬零件。恒定濕熱試 驗條件為相對濕度90%~95%(依據產品規範,可達98%)、溫度+40± 20℃,試驗 時間按產品規定,最少為96小時。交變濕熱試驗則更嚴苛。 耐鹽霧(salt mist) 連接器在含有潮氣和鹽分的環境中工作時,其金屬結構件、接觸 件表面處理層有可能產生電化腐蝕,影響連接器的物理和電氣性能。為了評價電連 接器耐受這種環境的能力,規定了鹽霧試驗。它是將連接器懸掛在溫度受控的試驗 箱內,用規定濃度的氯化鈉溶液用壓縮空氣噴出,形成鹽霧大氣,其暴露時間由產 品規範規定,至少為48小時。 振動和衝擊(Vibration&shock) 耐振動和衝擊是電連接器的重要性能,在特殊的 應用環境中如航空和航太、鐵路和公路運輸中尤為重要,它是檢驗電連接器機械結 構的堅固性和電接觸可靠性的重要指標。在有關的試驗方法中都有明確的規定。衝 擊試驗中應規定峰值加速度、持續時間和衝擊脈衝波形,以及電氣連續性中斷的時 間。
连接器原料基本认知

導電率 26% 13% 12% 38% 45%
2005.01.25
Choice of Copper Material
連接器常用銅材的性價對照表
黃銅 (Brass) -- 價格低,導電性佳,機械強度差
磷青銅(Phosphor Bronz) -- 價格中等,導電 性略差,機械強度佳. 鈹銅(Beryllium Copper) -- 價格高,導電性及 機械強度均佳.
表面質量好:表面要求無刮花、脫皮、压痕、起泡,周邊無毛刺、 鋼絲,料帶無扇形和扭曲,鐵殼類,對刮花要求優嚴,脫皮起泡, 影響嚴重,造成鍍層脫落,插卡跪針等,表面粗糙之材料,電鍍 后有明顯紋路,外觀不良,同時抗強度會大大降低,易產生裂紋。 耐腐蝕性、焊接性好,耐溫性高。
R&D
Page 16
2005.01.25
Page 11 2005.01.25
優點
缺點 用途
R&D
Choice of Plastic Material
我司連接器常用塑膠材料
產品名稱
Socket BTB Audio jack Battery DDR/PCI Power
R&D
牌號
E6007L E471i
E6807LHF 4830 E202G30BK 4830
Page 8 2005.01.25
優 點
缺 點
用 途
R&D
Choice of Plastic Material
聚對苯二甲酸環乙酯 ( PCT )
結構式 性質 融點250℃,結晶體,本色為暗黃色,常加入玻纖作應用。 1、耐熱性高 優點 2、耐化性強 3、尺寸安定性高 4、高機械性質 缺點 用途 吸濕性高,加工前需除濕乾燥 1、電子連接器、開關、線圈架 2、汽車繼電器、連接器
Tyco连接器基础知识:材料、镀层、压接

page 19 /
page 20 /
page 21 /
page 22 /
page 23 /
page 24 /
page 25 /
page 26 /
page 27 /
page 28 /
page 29 /
page 30 /
RoHS简介
prepared by Eric, Wang
什么是RoHS
连接器的基础知识
prepared by Eric, Wang
连接器电镀的基础知识
prepared by Eric, Wang
为什么有些端子要电镀?
• 增加端子的导电性
• 增加端子的耐磨性
• 增加端子的抗腐蚀性 • 增加端子的可焊性 • 使端子外观漂亮
Information is Tyco Confidential & Proprietary Do Not Reproduce or Distribute
镀钯: 镀银:
page 5 /
怎样完成电镀-----生产工艺
要想保证电镀出合格的产品,并且电镀过程不造成环境污染,plating 要由 四个部分一起完成. Plating line, solution analysis room, inspection room and waste water treatment system. 先讲一下电镀线的生产工艺 电镀工艺分前处理,电镀,后处理三个部分.
page 7 /
怎样完成电镀-----产品的检查
AMP的电镀产品有严格的质量控制,分电镀前检查,SET UP 检查,初期工程检查,中间检查,最终检查等.
检查的项目和方法有:
# 厚度检查: 用X射线荧光测厚仪测量厚度. # 有孔性试验(porosity test): 又叫硝酸腐蚀性试验. 是用5%的硝酸腐蚀电镀层检查镀层致密性的试验. # 可焊性试验: 检查焊接性能的试验. # 外观检查: 表面无污迹,变色, 毛刺,变形,附着物等. # 剥离试验: 用胶带检查检查电镀层是否剥离. # 盐雾实验: 48小时
Tyco压接理论PPT课件

.602
408 - 8040 458637-1 l1889
22 2 - C
1-354779-8
129 128 PIN, WIRE DISC (.3080) B 127
第43页/共67页
Documentation Data
TERMINAL NAME, RECEPTICAL
286561
CRIMPING DATA
高品质压接的组成部分
• 电线 • 端子 • 工具 • 文件 • 合格的受训人员
第5页/共67页
绝缘皮
电线的组成
线芯
线粗
第6页/共67页
低扭曲 高扭曲 单股实芯线
24AWG 18AWG 12AWG
电线规格
第7页/共67页
•
CMA是什么?
CMA :
1. 定义导体的截面面积. 2. 广泛应用于计算导体的面积 3 . M i l 是 千 分 之 英 吋 . 第8页/共67页
你的公司注重品质价值
第1页/共67页
Eliminates Junk Piles of Non-Quality Terminations
第2页/共67页
可以提高你和客户 的生产力和满意度
第3页/共67页
高品质压接的组成部分
• 电线 • 端子 • 工具 • 文件 • 合格的受训人员
第4页/共67页
抗辐射
耐酸
耐潮
第14页/共67页
好的剥线
绝缘皮切面均匀
线芯没有受伤或切断
第15页/共67页
线芯受伤
不好的剥线
电线切斜
切断线芯
拉断绝缘皮
第16页/共67页
不好的剥线会降低导电性
受伤或切断的线芯会降低 导电性和机械强度
泰科连接器材料知识培训ppt课件

比重 融化温度 oC g/cm3
8.9 8.6 8.8 8.6 8.5 7.8 8.9 1084 930 1000 960 1010 1350 1450
连接器的接插件材料
接插件材料 黄铜 黄铜镀锡 锡青铜 锡青铜镀锡 铍青铜镀银 钢镀镍
工作温度 90 oC 110 oC 90 oC 110 oC 130 oC 250 oC
连接器的基本要求和应用
泰科电子上海有限公司
Sony.Song
连接器的基本要求
1. 2. 3. 4. 5. 6. 7. 稳定的接触电阻; 耐久性; 机械的坚韧性; 连接器的安装方便; 小的尺寸,高密度和轻的重量; 良好的啮合和分离的手感; 低的啮合力
连接器的基本要求
续上, 8. 导向保护; 9. 充分的连接性能; 10.防水; 11.抗电磁辐射; 12.绝缘体:宽的温度使用范围,自熄性; 13.容易线束装配; 14.容易维修。
镀锡
1. 锡镀层接触件在啮合状态下是机械稳定的 2. 锡镀层接触件正常的接触力至少需要100克。 3. 锡镀层接触件需要润滑。 4. 锡镀层不推荐使用在高温环境下。 5. 涂覆的选择,软溶,热气流或热浸锡涂层,对 锡或锡合金接触件的电气性能产生不稳定影响。
镀锡
6. 电镀锡至少2.54微米以上。 7. 锡镀层接触件与金镀层接触件啮合不好。 8. 在接触件啮合期间滑动或摩擦作用推荐锡镀层 接触件。 9. 锡镀层接触件不用于接通或断开电流。 10.锡镀层接触件可用于干电路或低电平状态。
连接器的接插件材料
• • • • • •
•
铜合金 Nickel-Silver (CuNiZn) 铜镍锌合金(Cu 65%,Ni12%,Zn23)的导电 性能接近黄铜,耐腐蚀,耐强电压,呈银 白色,应用不多。 钢 Steel (Fe) 应用温度可达250度,导电性差,弹性好 耐磨损,呈灰色。
压接基本原理及操作要求

压接基本原理及操作要求一、压接原理压接,就是接线端的金属压线筒包住裸导线,用手动或自动的专用压接工具对压线筒进行机械压紧而产生的连接,是让金属在规定的限度内发生变形将导线连接到接触件上的一种技术。
好的压接连接会使金属互溶流动,使绞合导线和接触件材料对称变形。
这种压接连接类似于一种冷焊连接,从而得到好的机械强度和连续性。
二、压接对导线的要求1. 用于压接连接的导线应符合下列规定:a 用于压接连接的导线应为多股绞合线;b 导线线芯材料的硬度应和压线筒材料硬度相近;c 导线线芯应为镀银铜线。
使用镀锡或镀镍导线必须经过批准,但镀镍导线不适用于低电压。
2. 导线端头处理:a 导线端头处理应符合QJ/Z 146《导线端头处理工艺》中4.1条的规定,但压接导线的线芯不应搪锡b 导线脱头长度应符合相应压接件的要求c 应保护好已脱头的线芯以免线芯散乱,当导线线芯层次被弄乱时,应重新按原方向轻轻捻紧,使其恢复原状,并保持清洁绝缘层的切除整齐,导线线芯无损伤,绞合均匀顺直,松紧适宜合格绝缘层切除不齐;导线线芯绞捻过分;导线线芯绞合松散;导线线芯损伤、折断;导线线芯带有绝缘物;导线绝缘层损伤不合格三、压接件1. 压线件的选取:压接件应选用国家均用标准、航天工业行业标准或其他军工行业标准规定的压接件。
采用非标准压接件时,必须经过全面试验和技术鉴定。
压线筒的压线范围必须和被压接导线线芯截面相适配,一个压线筒需压接两根导线时,压线筒的压线范围和两根导线线芯截面的总合相适配。
2. 压线筒的结构3. 压线筒的材料:①压线筒材料应选用铜或铜合金,其硬度和导线材料硬度相适配;②压线筒表面应电镀金。
四、压接工具1. 压接工具选取步骤:①根据压接连接器的型号类别确定压接工具本体型号;②根据接触偶的规格确定定位器的档位;③根据接触偶所配导线确定压接操作时的压力盘档位。
2. 压接工具的检定:①用检验规检定:检定M22520/1-01时将压力盘档位调至第4档,完全压合压接钳,“通端-DO”应可以通过既可以自由的放入工具的牙齿或压膜之间,“止端-NO GO”应不能通过(既能部分放入工具的压齿或压膜之间,但不能通过),释放工具时工具应自动返回到完全打开的位置;检定M22520/2-01时将压力盘档位调至第8/档,闭合压接钳,“通端-GO”应可以通过既可以自由的放入工具的压齿或压膜之间,“止端-NO GO”应不能通过(能部分放入工具的压齿或压膜之间,但不能通过),释放工具时工具应自动返回到完全打开的位置。
TYCO-泰科连接器介绍

2mm HM .0276±.0010 0.700±0.025 .0236±.0020
0.60±0.05 .0039 0.10
Micro-Action Pin .0118±.0005 0.300±0.013 .0088±.0015 0.225±0.038 .0039 0.098
Micro Action Pin 1.0mm Min
Measure Point E (Left/Right)
Locatio n A B C D E
Via Hole 1
Left 0.062 0.057 0.058 0.062 0.061
Right 0.067 0.057 0.056 0.066 0.062
Via Hole 2
Left 0.058 0.065 0.055 0.060 0.058
Information is Tyco Electronics Confidential & Proprietary. Do Not Reproduce or Distribute
page 11 / March 17, 2009
Cross-Section of a PC Board Holes Plating Thickness Measured at 5 Locations
Information is Tyco Electronics Confidential & Proprietary. Do Not Reproduce or Distribute
page 10 / March 17, 2009
Micro Action Pin – Optical images Side view
Information is Tyco Electronics Confidential & Proprietary. Do Not Reproduce or DistributepageLeabharlann 14 / March 17, 2009
连接器的基本常识

武汉森华科技有限公司
连接器基本知识
第四章 连接器的组成和作用
2 连接器的组成部分及术语
本课介绍连接器的基本组成及有关(yǒuguān)术语。它们是:
座体(housing)
底座 (header) 接触部份 (contacts)- 端子和插针 连接器用的金属 阳和阴 镀层 键和定位 电路标识 线规 (线号)
连接器基本知识
第八章 连接器的镀层(dù cénɡ)
把连接器的接触部份电镀,是为了改善导电性、抗腐蚀和抗磨损性,提高可焊性。具有良好机械性 能(如可成形性,弹性)的金属,常常不具备优良的导电性、抗腐蚀和抗磨损性以及可焊接性。 Molex公司把这些金属材料全部或有选择地电镀,以改善性能。下表摘要(zhāiyào)介绍Molex主要 采用的镀层金属及其特性。
武汉森华科技有限公司
连接器基本知识
第一章 什么(shén me)是连 接器?
连接器是我们电子工程技术人员经常接触的一种部件。它的作用 非常单纯:在电路内被阻断处或孤立不通的电路之间,架起沟通的桥 梁,从而使电流流通,使电路实现预定的功能。连接器是电子设备中 不可缺少的部件,顺着电流流通的通路观察,你总会发现有一个或多 个连接器。连接器形式和结构是千变万化的,随着应用对象、频率、 功率、应用环境等不同,有各种不同形式的连接器。例如,球场上点 灯用的连接器和硬盘驱动器的连接器,以及点燃火箭的连接器是大不 相同的。但是无论(wúlùn)什么样的连接器,都要保证电流顺畅连续和 可靠地流通。
精品资料
武汉森华科技有限公司
连接器基本知识
第七章 接触(jiēchù)部分的使用 材料
下表中摘要列出了连接器接触部份采用的金属,以及它们各自的优缺点。注意接触部分所用 的基体(jī tǐ)金属中都有铜合金,借以保证良好的导电性、导热性、机械性能和可工艺性。
泰科-连接器_材料知识培训
连接器的电镀层材料
电镀层材料: 锡 银 金 钯 镍 铜
Tin Silver Gold Palladium Nickel Copper
(Sn) (Ag) (Au) (Pd) (Ni) (Cu)
连接器的电镀层材料
•
锡 Tin (Sn) 镀锡的三种类型:预镀锡;预覆层;电镀。 锡比较软,保护性防止腐蚀,比较廉价, 容易焊接,镀层厚度在2-12μm; 颜色:银白色,暗或有光泽。 黄铜或青铜镀锡耐温110度,钢镀锡可达190度。
连接器的接插件材料
• • • • • •
•
铜合金 Nickel-Silver (CuNiZn) 铜镍锌合金(Cu 65%,Ni12%,Zn23)的导电 性能接近黄铜,耐腐蚀,耐强电压,呈银 白色,应用不多。 钢 Steel (Fe) 应用温度可达250度,导电性差,弹性好 耐磨损,呈灰色。
连接器的接插件材料
连接器的电镀层材料
材料的电气性能,比重,融化温度
材料
锡 银 金 钯 镍 铜
导电率 电阻率 m/Ωmm2 Ωmm2 /m
9 62 41 9.1 14 57 0.110 0.016 0.024 0.110 0.070 0.017
比重 融化温度 oC g/cm3
7.2 10.5 19。3 12.0 8.9 8.9 230 960 1000 1552 1450 1084
• • • •
镍
Nickel (Ni) 很高的温度特性 (应用温度可达650度, 耐腐蚀,好的强度和比较好的导电性, 呈银灰色。
连接器的接插件材料
材料的电气性能,比重,融化温度
材料
铜 黄铜 锡 Ωmm2 /m
57 40 18 15 35 5 14 0.017 0.025 0.050 0.060 0.028 0.200 0.070
连接器_材料知识培训

连接器的应用领域
01
02
03
04
通信
用于光纤通信网络、移动通信 基站等领域的连接。
汽车
用于汽车电路、车载电子设备 等的连接。
工业
用于工业自动化设备、机器人 等的连接。
消费电子
用于各种电子产品内部的电路 连接。
连接器的性能指标
电气性能
环境性能
机械性能
尺寸与外观
包括接触电阻、绝缘电 阻、耐电压等。
包括耐温、耐湿、耐腐 蚀、振动等。
易碎
玻璃材料质地脆,易碎,需要小 心处理和运输。
其他材料的性能特点
硅胶材料
硅胶材料柔软、弹性好,适用于需要 密封和缓冲的连接器。
金属线材
金属线材具有高导电性、高强度和良 好的延展性,适用于需要传输大电流 或高电压的连接器。
04 连接器材料的选用原则
根据使用环境选择材料
耐高温材料
适用于高温环境,如航空航天、汽车发动机等。
根据成本预算选择材料
低成本材料
适用于对成本敏感的场合,如消费电子产品、日常用品等。
高品质材料
适用于对品质要求高的场合,如高端产品、品牌产品等。
可回收材料
适用于环保要求高的场合,如绿色建筑、可穿戴设备等。
05 连接器材料的未来发展趋 势
高性能化
1 2 3
高温性能
随着电子设备性能的提高,连接器需要在高温环 境下保持稳定的性能,因此对连接器材料的高温 性能要求越来越高。
节能设计
02
连接器的设计也需要考虑节能因素,如采用低功耗设计、优化
散热设计等,以降低能源消耗。
循环利用
03
为了实现资源的循环利用,连接器材料应具备可回收和再利用
连接器主要镀层性能说明

连接器主要镀层性能说明镀锌镀锌一般用于黑色金属防腐。
对钢铁零件来说,锌镀层是一个典型的阳极性镀层。
在腐蚀性介质中,金属锌比铁容易失去电子,当镀层有孔隙或因划痕而露出基体金属时,锌镀层将作为阳极遭受腐蚀,从而保护钢铁零件。
通常称锌镀层为"防护性镀层"。
但是,在温度高于70℃的水中,金属锌的电位较正,此时锌镀层失去对黑色金属的防护性能。
锌不耐氯离子的腐蚀,所以在海水中锌的腐蚀严重;在淡水中比较稳定,可以用锌镀层来防止水管或蓄水池等淡水设施的腐蚀。
另外要注意:当镀锌层接触到酚醛漆类、醇酸类、酚醛塑料、潮湿的木材、胶合板等,会发生气氛腐蚀,原因是这些物质干燥老化过程中释放出一些分子量较小的脂肪酸、氨、酚等大大加速了锌层的大气腐蚀速度,这种腐蚀的机理也是电化学腐蚀、其腐蚀产物很疏松,孔隙很多。
锌层抗蚀能力与表面的状态有关,对于相同厚度锌层,经铬酸盐溶液钝化处理后,其抗腐蚀能力可以提高5 -7 倍。
但是,电镀工作者很难保证提供色调准确的铬酸盐转化膜。
镀镉镉镀层主要用作钢铁和铝合金零件的防护层,在一般大气和工业大气条件下,相对钢铁基体而言,镉镀层是阴极性镀层;而在不含工业性杂质的潮湿大气或海洋性大气条件下,镉镀层属于阳极性镀层。
镉在较高温度下并同时存在某种应力时,能使钢或钛合金产生"镉脆"因此,镀镉层的使用温度一般规定在230℃以下。
镉镀层一般只用于与铝接触的钢零件或与其它金属接触的铝基体以及湿热地区,海上作业使用的精密仪表的零件上。
电镀工作者很难保证提供色调准确的铬酸盐转化膜。
为减少对外观质量的争议,依据1.GJB598A-96 耐环境快速分离圆形连接器总规范2.GB 9800-88 电镀锌和电镀镉层的铬酸盐转化膜制订电连接器镀镉产品外观质量验收标准:1.适用范围本标准适用于用户在接受供方镀镉产品时作产品外观质量验收的依据。
当用户按本标准检验发现产品出现以下任一不允许缺陷或在后续产品性能检验中出现不合格时,该产品作不合格判定。
压接基础知识

4.0 如何压接
4.0 如何压接
电线插入过深
4.0 如何压接
电线插入过深 :与过短的剥线长度相关的另一个压接问题,出现 在电线插入压接区过深的情况下。绝缘层向前过深地插入绝缘压接 区,导体伸出至过渡区。
在实际应用中,这可能引起三种失效模式。其中两种是由于导体压 接区中金属间接触减少,使得额定电流和线缆拉拔力降低。金属与 塑料的接触没有金属间接触牢固,而且它不导电。第三种失效模式 在连接器接合时可能出现。如果电线伸出至过渡区过深,插针端子 的尖端碰撞上电线,可能会阻止连接器完全就位,或者可能导致插 针或插孔端子弯曲。这种情况称为端子碰撞。在极端情况下,即使 端子在外壳内完全就位,但是会被推出外壳背部。要解决这个问题, 确认没有使用过大的力将电线插入压接机而使之越过压接机的电线 止口,或者调节电线止口的位置使之正确地轴向定位已剥皮的电线。
4.0 如何压接
压接过于靠前
4.0 如何压接
喇叭口过小
4.0 如何压接
压接过于靠前 :比较明显的一个压接问题是过渡区的局部被损坏, 竖直的突起部分是称为端子止口的设计特征。其功能是防止端子过 深地插入外壳。如果止口被完全损毁,实际端子会被推向一直穿过 外壳。解决方法比较简单。引起这一问题的原因是端子和金属条相 对于压接机的位置不正确。只需放松可互换工具的基板,然后重新 对准压接机,即可解决问题。
3.0 各部分定义
连接器基本介绍
总述-level 3
Level 3 连接器的特点: 1)Palarization(定位): 为防止PCB板180°的误差,在pin half 及receptable half 上都有定位装置。 2)Keying: 用于防止相同类型的几个插座一起排列在背板或主板上时,使用Keying有助 于确定只是确定的子板可以插入。 3)对准(定位)特点: 子板很密集的情况下,子板间距很小,很难看到子板上的连接器是否插到了 背板的连接器上。这种情况称作盲插。依靠导轨可以顺利地将两个连接器插 在一起,防止触点折断等。 4)Mounting Ears: 由于连接器内触点个数增大,插拔力增大。为了减小接插件与印制电路板之 间的应力。增加PCB板的寿命,在接插件的两端设计有mounting ears。在 mounting ears 上的孔内插入螺栓,可将接插件和PCB板固定在一起。 5)Contact Repairbility 由于level 3 连接器的价格较贵,针数很多。当个别触点失效时,若不能进行 个别修理而是替换整个插座或印制板,则价格很昂贵,也很不方便。 AMP的插座设计都是可以进行单独修理的。
总述-level 4
WIRE TERMINATIONS 端接技术有很多种,包括焊接、压接及IDC(刺破绝缘接触)。 在许多场合“气密”端接非常重要,即端接之后,触点与导线之间不允许空 气存在或进入。 空气进入接触区会引起氧化、腐蚀。腐蚀物会形成绝缘的屏蔽。缩短端接部 分的寿命,这里我们讲述的端接全部可以实现气密端接。 WIRE MATERIAL (导线材料) level 4 的产品中使用最多的是单支线。主要考虑的问题是导体的类型和绝缘 层的类型。 铜导体通常要电镀与前面讲过的电镀相似,主要有以下几个原因: 抗腐蚀;材料的互换性;高的导电性;高温环境 INSULATION 相同尺寸的导体部分可能有不同尺寸的绝缘层。有以下几点原因: 绝缘层材料不同;耐电压能力不同;导线有特殊用途
连接器电镀详细讲解--原创 图文

放料
化学除油
水洗
光整
酸洗
水洗
镀镍
水洗
过草酸
收料
烘干
水洗
封闭
水洗
中和
钝化
水洗
I V U
Ye
滚镀工艺简介
5
典型的滚镀过程:将经过镀前处理的小零件装进滚筒内,零 件靠自身重力将滚筒内的阴极导电装置紧紧压住,以保证零 件受镀时所需要的电流能够顺利传输。然后,滚筒以一定速 度按一定方向旋转,零件在滚筒内受到旋转作用后不停地翻 滚、跌落。同时,金属离子受到电场作用后在零件表面还原 为金属镀层,滚筒外新鲜溶液连续不断地通过滚筒壁板上无 数的小孔补充到滚筒内,而滚筒内的溶液及电镀过程中产生 的气体也通过这些小孔不断地排出筒外。 滚筒的结构、尺寸、大小、转速、导电方式及开孔率等诸多 因素均与滚镀的生产效率、镀层质量等息息相关。
镀雾锡实例:红色部分
I V U
Ye
连续电镀的制程介绍
脱脂 酸洗
镀镍 镀钯镍 电 镀金 镀 镀锡铅
17
放料
前处理
收料
干燥
封孔
后处理
水洗
前处理: 电镀前的所有工序统称为前处理,目的是修整工件表面,去除工件表面的油脂,锈皮,氧化膜等,为后面镀层沉积提供所需的电镀表面。 前处理主要影响到外观结合力,据统计,60%的电镀不良品由于前处理不良所造成。 前处理的方式有:喷砂、磨光、抛光、热浸脱脂、超音波脱脂、电脱脂、酸洗活化等。 电镀: 在工件表面得到所需镀层。整个流程的核心程序。 后处理: 电镀后对镀层进行各种处理以增强镀层的各种性能。如耐腐蚀性、抗变色能力、可焊性等。 后处理的方式有:钝化、中和、着色、防变色、封孔等。
I V U
Ye Wn 方法展开分析:
连接器压接知识

良好的压接分析合格压接及其判定▪介绍▪ 1. 压接高度过小▪ 2. 压接高度过大▪ 3. & 4. 绝缘压接过小或过大▪ 5. 松散的线芯▪ 6. 剥线长度过短▪7. 线缆插入过深▪8. "香蕉" (过度弯曲) 端子▪9. 压接过于靠前▪10. 喇叭口过小▪11. 喇叭口过大▪12. 尾料过长▪13. 弹性片弯曲▪准则介绍要找到了满足您的所有设计标准并完全适于您的应用的连接器。
正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A),这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见(图B)。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
怎样完成电镀-----生产工艺
要想保证电镀出合格的产品,并且电镀过程不造成环境污染,plating 要由 四个部分一起完成. Plating line, solution analysis room, inspection room and waste water treatment system. 先讲一下电镀线的生产工艺 电镀工艺分前处理,电镀,后处理三个部分.
per square decimeter)
电镀厚度和析出量: 厚度=析出量/电镀面积/镀层密 度
电镀的规格种类
• 镀镍: 镀锡: 镀金:
镀钯: 镀银:
无光泽, 半光泽, 光泽, 一般的电镀都要先镀镍, 主要是为其 他电镀打底, 增加耐磨性.美观等. 无光泽, 半光泽, 光泽, 以前有TIN-LEAD电镀,现在都是 纯锡电镀. 分两种: FLASH GOLD PLATING 和 DURAGOLD PLATING FLASH GOLD PLATING 的镀层厚度在0.2 um 以下,DURAGOLD一般都是厚度在0.05-0.13以上的2层电镀. 一般镀钯都不是纯钯(palladium),或者是palladium-nickel (80%-20%) 或者是palladium-cobalt(75%-25%) 电镀后要有防变色处理和lubricant处理.
# LEAD FREE PLATING: 现在的镀锡为了环保都采用了 无铅电镀,但是所有的无铅电镀都要面临一个世界性的难
题:镀锡层须状问题(whiskering trouble ),AMP在解
决这个问题上最成功的厂家之一。
连接器材料的基础知识
prepared by Eric, Wang
连接器的组成材料
电镀的基本原理
电镀是应用电化学的基本原理,在含有欲镀金属的盐类电 解质溶液中,将被镀的制品作为阴极,通过电解作用,使 镀液中欲镀金属的阳离子在制品表面沉积出牢固覆层的工 艺过程。
几个概念:
电镀的效率: =实际的金属析出量/理论的析出量*100 电流密度: 单位面积上的通电量,用ASD示.(ampere
前处理: 电镀:
后处理:
脱脂, 酸洗,水洗 spot plating, mask plating, dip plating, roll plating, bush plating, spray plating. 热水洗,干燥,封孔
怎样完成电镀-----镀液分析和维护
随着电镀液中各离子和添加剂的消耗, 以及防止对电镀有害 的物质进入 镀液,要对镀液以及各种前处理和后处理的溶 液进行分析. 主要的分析方法是滴定法和仪器分析法
怎样完成电镀-----D.I WATER 和废水处理
电镀液中的水都是经过处理的D.I WATER, 更换掉的电镀液 含有多种有害物质,不能直接排放,所以纯水供应和废水排放 系统是必须的. D.I WATER供应装置:
供应电导率在1uS以下的水: 主要装置有: rinse water tank > activated carbon filter > H tower>OH tower> D.I water tank 废水处理系统: 主要包括: 中和沉淀装置和CN处理装置.
• 连接器的材料一般是由三个部分组成:
#端子的接触材料; #电镀的镀层材料; #外壳的绝缘材料
RoHS简介
prepared by Eric, Wang
什么是RoHS
• 欧盟会议和欧盟理事会于2003年一月通过了RoHS指令, 英文全称是 the Restriction of the use of certain hazardous substances in electrical and electronic equipment ,即《电气、电子 设备中限制使用某些有害物质指令》其英文简写即是RoHS, 也称2002/95/EC指令,2005年欧盟又以2005/618/EC决议 的形式对2002/95/EC进行了补充,明确规定了六种有害物 质的限量值。
滴定法就是对溶液取样滴定分析. 仪器主要用的是原子分光光度计和高温炉. 原子分光光度计测量镀金液中的微金属的含量. 高温炉可以用比重法测金的含量.
怎样完成电镀-----产品的检查
AMP的电镀产品有严格的质量控制,分电镀前检查,SET UP 检查,初期工程检查,中间检查,最终检查等.
检查的项目和方法有: # 厚度检查: 用X射线荧光测厚仪测量厚度. # 有孔性试验(porosity test): 又叫硝酸腐蚀性试验. 是用5%的硝酸腐蚀电镀层检查镀层致密性的试验. # 可焊性试验: 检查焊接性能的试验. # 外观检查: 表面无污迹,变色, 毛刺,变形,附着物等. # 剥离试验: 用胶带检查检查电镀层是否剥离. # 盐雾实验: 48小时
怎样完成电镀-----D.I WATER 和废水处理
中和沉淀装置包括: waster water tank --------reactor1 (NaOH or HCI to
adjust PH)-பைடு நூலகம்- reactor 2 (AlCL3)------settle tank-------relay tank------filtered water tank---biomighty (bod 成分分解)------neutralization tank------treated water tank----sludge tank------filter press
CN处理装置: 第一阶段反应和第二阶段反应
大家比较关心的几个问题
# 镀层的光泽度的问题: 一般情况下,并不是电镀表面越光 亮越好, 镀层的光亮程度和光亮剂的添加多少有关系,光 亮的比亚光的在耐磨性上有所降低。
# 镀锡层的氧化:在正常的使用环境中,镀锡层会轻微氧 化,形成一氧化锡,颜色为灰色。并不影响其使用功能。
连接器的基础知识
prepared by Eric, Wang
连接器电镀的基础知识
prepared by Eric, Wang
为什么有些端子要电镀?
• 增加端子的导电性 • 增加端子的耐磨性 • 增加端子的抗腐蚀性 • 增加端子的可焊性 • 使端子外观漂亮
Information is Tyco Confidential & Proprietary Do Not Reproduce or Distribute