50万吨电炉炼钢
小型钢铁厂50万吨电炉炼钢、连铸连轧生产线建设草案
小型钢铁厂50万吨电炉炼钢、连铸连轧生产线建设草案ANNUAL CAPACITY OF 500,000t/a STEELMAKING AND ROLLING PROCESS CONCETP目录TABLE OF CONTENTS1 总论SUMMARY1.1项目提出OBJECTIVE1.2建设规模CONSTRUCTION SCALE1.3产品初步方案PRIMARY PRODUCT SCHEDULE2 炼钢STEELMAKING2.1工艺及设备选择PROCESS AND EQUIPMENT2.2生产方法PRODUCTION METHOD2.3炼钢工艺流程STEELMAKING PROCESS FLOW2.3.1流程PROCESS FLOW2.3.2工艺流程简述INTRODUCTION TO THE PROCESS FLOW2.4炼钢主体设备及主要参数MAIN STEELMAKING EQUIPMENT AND PARAMETER 2.4.1电弧炉ELECTRIC ARC FURNACE2.4.2钢包精炼炉LADLE FURNACE2.4.3连铸系统CONTINUOUS CASTING MACHINE2.5炼钢、精炼及连铸各项主要指标MAIN TECHNICAL AND ECONOMIC INDEXES 2.5.1电炉指标ELECTRIC ARC FURNACE2.5.2 LF炉指标LADLE FURNACE2.5.3 连铸机指标CONTINUOUS CASTING MACHINE2.6主要原材料MAIN RAW MATERIAL2.6.1废钢、生铁SCRAP、PIG IRON2.6.2其它材料OTHERS2.6.3电极ELECTRODE3 棒材轧钢生产线TWISTED STEEL PRODUCTION LINE3.1工艺及设备选择PROCESS AND EQUIPMENT3.2生产方法选择PRODUCTION METHOD3.3工艺流程PROCESS FLOW3.4工艺流程简述INTRODUCTION TO THE PROCESS FLOW3.5棒材轧机主设备及参数MAIN EQUIPMENT AND INDEXES3.6棒材规格品种PRODUCT MIX4 小型型钢轧钢生产线SECTION STEEL PRODUCTION LINE4.1工艺及设备选择PROCESS AND EQUIPMENT CHOSEN4.2工艺流程PROCESS FLOW4.3工艺流程简述INTRODUCTION TO THE PROCESS FLOW4.4型材轧机设备及参数MAIN EQUIPMENT AND INDEXES4.5型材轧制规格品种PRODUCT MIX5 动力能源THERMAL AND POWER SUPPL Y5.1热力THERMAL5.2供电POWER SUPPL Y6 环境保护ENVIRONMENTAL PROTECTION7 设备费用MAIN EQUIPMENT INVESTMENT ESTIMATE8 其它OTHERS1.总论summary1.1 项目提出objective炼钢能力55万吨,配公司现有螺纹钢连轧生产线及另外添置一条小型型钢生产线,共计50万吨轧钢能力,形成完整的的共计50万吨连铸连轧的生产线,以供市场需求。
最新年产50万吨短流程绿色电炉炼钢厂可行性研究报告

最新年产50万吨短流程绿色电炉炼钢厂可行性研究报告目录一、节能炼钢工艺 (1)二、供电 (10)三、自动化控制系统 (10)四、给排水设施 (11)五、通风除尘设施 (12)六、燃气设施 (13)七、热力设施 (15)八、检验设施............................................ .16九、土建............................................... .16十、投资估算........................................... .16十一、公司简介.......................................... .18一、节能炼钢工艺1、概述年产50万吨短流程绿色炼钢厂配置60t超高功率交流电弧炉一座,电炉配置一套DP60型废钢预热成套设备,利用电炉四孔高温烟气加热炉料,以提高电炉产量和节省电能,经过预热通道后的尾气仍有650℃的温度需进入余热锅炉再次利用,并将尾气温度降低至204℃以下,最后与电炉的二次烟气混合经布袋除尘器净化外排。
电炉节能炼钢工艺流程如下:四孔炉气→废钢预热通道→重力沉降与余热锅炉→一次烟气混合→布袋除尘器→排气筒。
电炉节能炼钢废钢预热输送成套设备是当今最先进、清洁、节能和利于环保的炼钢技术、设备,已被河南舞钢、冀南特钢、湖北华鑫特钢、芜湖新兴铸管有限责任公司、越南DANA-Y钢铁公司、世界顶尖钢铁企业韩国浦项制铁POSCO张家港不锈钢公司等企业广泛采用。
其工艺过程,能预热输送槽内的废钢,能够节约电能和化学能,同时也改善了工作环境,没有料篮加料过程中产生的二次烟尘,同时一次烟气预热废钢后仍以高温离开预热段,保证了烟尘中污染物的完全燃烧,避免了有味气体的产生。
连续式加料预热系统冶炼熔池平稳,和料蓝加料的电炉相比显著降低了对电网产生的冲击。
和其它炉型相比,连续式加料技术可降低车间内噪音和粉尘明显改善工作环境,由于这是一种高效的技术,可以减小和降低电炉、变电所、布袋除尘及冶炼设备的投资,提高了整个车间生产效率。
50万吨电炉炼钢厂房设计方案

50万吨电炉炼钢厂房设计方案
1. 概述
本文档提供了一个针对50万吨电炉炼钢厂房的设计方案。
该方案旨在满足产能和生产效率的要求,同时考虑到安全、环保和可持续发展等因素。
2. 厂房布局
- 厂房总面积: [请填写具体数值] 平方米
- 厂房结构: [请填写具体结构类型,如钢结构、混凝土结构等] - 厂房内部分区: 原料区、生产区、产品储存区、设备维修区等- 厂房设施配置: 考虑到产能要求,设备配置需合理布局,确保工作流程高效,减少物料运输距离和时间
3. 电炉选择
- 建议采用大容量电弧炉,以满足50万吨的炼钢产能需求
- 电炉功率: [请填写具体数值] 千瓦
- 电炉冷却系统: 确保电炉运行稳定,降低能耗和设备维护成本
4. 环保措施
- 废气处理系统: 设计高效的废气处理系统,包括烟气脱硫、除尘等设备,以减少对环境的污染
- 废水处理系统: 设计可靠的废水处理系统,确保废水排放符合环保标准
- 噪音控制: 采用隔音设备和合理布局,降低噪音对周边环境和员工的影响
5. 安全考虑
- 火灾防控措施: 设备防火、消防设施布局合理,并建立健全的火灾预警和应急处理机制
- 人员安全: 设立安全通道、安全标识,并提供相关培训和安全意识教育
6. 可持续发展
- 节能措施: 优化设备选择和工艺流程,降低能源消耗,提高生产效率和能源利用率
- 循环利用: 考虑废料回收和资源再利用,减少对自然资源的依赖
- 低碳排放: 采用清洁能源、高效燃料等措施,减少温室气体排放
以上是针对50万吨电炉炼钢厂房的设计方案的简要概述。
详细的设计细节和技术参数需根据实际情况进行进一步论证和优化。
电弧炉炼钢

目录•5.1 电弧炉炼钢工艺概述•5.2 电弧炉炼钢技术发展•5.3 现代电弧炉工艺过程•5.4 电弧炉炼钢节能降耗技术•5.5 电弧炉设备5.1电弧炉炼钢工艺概述目前,世界上电炉钢产量的95%以上都是由电弧炉生产的,因此电炉炼钢主要指电弧炉。
电炉炼钢是以废钢为主要原料,以三相交流电作电源,利用电流通过石墨电极与金属料之间产生电弧的高温,来加热、熔化炉料。
电弧炉是用来生产特殊钢和高合金钢的主要方法(现在也用来生产普通钢)。
电弧炉炼钢特点:1.电能为热源,避免了燃烧燃料对钢业的污染,热效率高,可达65%以上。
2.冶炼熔池温度高且容易控制,满足不同钢种的要求。
3.电热转换时,输入熔池的功率容易调节,因而容易实现溶液加热温度的自动化,操作方便。
4.电弧炉炼钢可以消化废钢,是一种铁资源回收再利用的过程,也是处理污染的环保技术,它相当于是钢铁工业和社会废钢的回收工具。
5.炼钢过程的烟气污染和噪声污染容易得到控制。
6.设备简单,炼钢流程短,占地少,投资省,建厂快,生产灵活。
5.2 电弧炉炼钢技术发展20世纪50年代以前电炉钢所占百分比很低,它是一类特殊的炼钢方法。
20世纪50年代以后,电炉炼钢得到迅速发展,1950-1990年间世界电炉炼钢的产量增加了近17倍。
20世界90年代以来世界电炉钢的产量保持了高速增长,它的发展经历了普通功率—高功率—超高功率电弧炉的过程,冶金功能也随之发生了革命性的变化,由传统的“三期操作”发展为只提供出炼钢水的“二期操作”。
5.2.1现代炼钢流程冶炼工艺的功能演变随着炼钢技术的进步,传统转炉和电炉的功能也在发生转变,现代电炉的功能逐步演变为快速高效脱碳器,快速升温器,能量转换器,和优化脱磷器,现代电弧炉功能也演变为:快速废钢熔化,熔池快速升温,能量转换,高效脱碳脱磷,废弃塑料以及轮胎等的回收。
5.2.2电炉炼钢工艺的进步传统的电弧炉炼钢操作集炉料熔化,钢液精炼,合金化于同一熔池内,它要经历“三期”,这使得炉内既要完成融化,脱磷,脱碳,升温,又要进行脱氧,脱硫,去气去夹杂,合金化以及温度和成分的调整,冶炼周期长,现代电弧炉炼钢工艺保留熔化,升温和必要的精炼操作,而把其余的放到二次精炼中进行,工艺上的改进提高了电弧炉设备的能力,使其能以尽可能大的功率来进行熔化,升温操作,而把只需要较低功率的操作转移到钢包精炼炉内进行。
年产100万吨连铸坯的电弧炉 炼钢车间工艺设计
目录1 电弧炉炼钢技术现状及发展 (1)1.1电弧炉炼钢发展概况 (1)1.2国内外电炉炼钢技术的发展趋势 (1)2 电弧炉炼钢车间的设计方案 (3)2.1电炉车间生产能力计算 (3)2.1.1电炉容量和台数的确定 (3)2.1.2 电炉车间生产技术指标 (3)2.2电炉车间设计方案 (4)2.2.1 电炉炼钢车间设计与建设的基础材料 (4)2.2.2 产品大纲 (4)2.2.3 电炉炼钢车间的组成 (4)2.2.4 电炉车间各跨的布置情况 (5)3 电弧炉炉型设计 (6)3.1电弧炉炉型 (6)3.1.1 炉缸 (6)3.1.2 熔化室 (7)3.1.3 电极分布 (8)3.1.4 工作门和出钢口 (8)3.1.5 炉衬厚度 (8)3.2电弧炉变压器容量选择 (9)3.3水冷炉壁与水冷炉盖 (9)3.3.1 水冷炉盖的设计 (9)3.3.2 水冷炉盖的安装 (10)3.4偏心底出钢的设计 (11)3.4.1 EBT电炉的炉壳 (11)3.4.2 EBT电炉的炉底 (12)3.4.3 出钢口 (12)3.4.4 机械装置 (13)3.4.5 偏心底出钢箱的设计 (13)3.5水冷挂渣炉壁的设计 (14)3.5.1 电弧炉炉壁的热流 (14)3.5.2 冷却水流量 (14)3.5.3 水冷炉壁水速的确定 (15)3.5.4 管径的确定 (15)3.5.5 平衡挂渣厚度 (15)3.5.6 综合传热系数 (16)3.5.7 临界热流量与最大热流量 (16)4 电弧炉炼钢过程中的物料平衡与热平衡计算 (17)4.1物料平衡计算 (17)4.1.1熔化期计算 (19)4.1.2 氧化期计算 (23)4.2热平衡的计算 (27)4.2.1 计算热收入Qs 。
(27)4.2.2 计算热支出Qz 。
(29)5 电弧炉炼钢车间工艺设计 (33)5.1.1 废钢 (33)5.1.2 辅助料 (33)5.2电弧炉冶炼工艺 (34)5.3精整工艺 (35)5.4连铸操作工艺 (36)6 电弧炉炼钢车间工艺布置 (38)6.1原料跨 (38)6.1.1 原料跨的宽度 (39)6.1.2 原料跨的烘烤间 (39)6.1.3 原料跨总长度确定 (40)6.2炉子跨整体布置 (40)6.2.1 炉子跨工作平台高度 (40)6.2.3 炉子的变压器室和控制室 (40)6.2.4 电弧炉出渣和炉渣处理 (40)6.2.5 精炼炉的工艺布置 (40)6.2.6 炉子跨的长度、跨度、高度 (40)6.3连铸跨 (41)6.3.1 总体布置 (41)6.3.2 钢包回转台的布置 (41)6.3.3 连铸机操作平台的高度、长度、宽度 (41)6.3.4 连铸机总高和本跨吊车轨面标高 (42)6.3.5 连铸机总长度 (42)6.3.6 其它布置 (43)6.4精整跨 (43)7 车间主要设备的选择和配置 (45)7.1电弧炉主体设备选择 (45)7.1.1 校核年产量 (45)7.1.2 电极 (45)7.2精炼炉设备选择 (45)7.2.1 LF钢包炉的参数确定 (45)7.2.2 LF钢包炉的工艺确定 (46)7.3连铸设备选择 (46)7.3.1 钢包允许的最大浇注时间 (46)7.3.2 铸坯断面 (47)7.3.3 拉坯速度 (47)7.3.4 连铸机的流数 (48)7.3.5 铸坯的液相深度和冶金长度 (48)7.3.6 弧型半径 (49)7.4连铸机的生产能力的确定 (49)7.4.1 连铸浇注周期的计算 (49)7.4.2 连铸机作业率 (50)7.4.3 连铸坯收得率 (50)7.4.4 连铸机生产能力的计算 (51)7.4.5 最高日浇注炉数 (51)7.4.6 最高日产量 (52)7.5中间包及其运载设备 (52)7.5.1 中间包的形状和构造 (52)7.5.2 中间包的主要工艺参数 (52)7.6结晶器及其振动装置 (53)7.6.1 结晶器的性能要求及其结构要求 (53)7.6.2 结晶器主要参数选择 (53)7.6.3 结晶器的振动装置 (55)7.7二次冷却装置 (55)7.7.1 二冷装置的基本结构 (55)7.7.2 二次冷却水冷喷嘴的布置 (55)7.7.3 二次冷却水量的计算 (55)7.8拉矫装置及引锭装置 (56)7.9铸坯切割装置 (56)7.10盛钢桶的选择 (56)7.10.1 型号选择 (56)7.10.2 容纳钢水量 (56)7.10.3 盛钢桶内渣量 (57)7.10.4 盛钢桶容积 (57)7.10.5 盛钢桶壁砖衬厚度 (57)7.10.6 盛钢桶外壳 (57)7.10.7 盛钢桶的质量 (58)7.10.8 钢包需用量 (58)7.11渣罐及渣罐车的选择 (59)7.11.1 车间所需的渣罐数量 (59)7.11.2 车间所需渣罐车数量 (59)7.12起重机和电动平车的选择 (59)7.13其它辅助设备的选择 (60)8.1技术经济指标 (61)8.2车间人员编制 (61)9参考文献 (64)10 专题........................................... 错误!未定义书签。
电弧炉炼钢
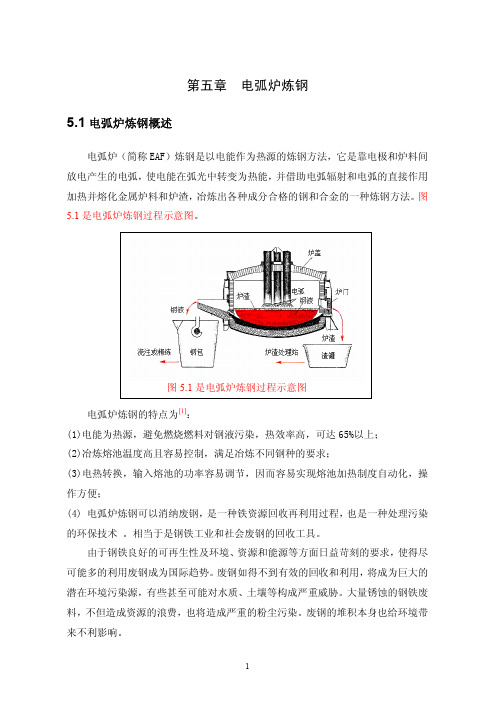
第五章电弧炉炼钢5.1电弧炉炼钢概述电弧炉(简称EAF)炼钢是以电能作为热源的炼钢方法,它是靠电极和炉料间放电产生的电弧,使电能在弧光中转变为热能,并借助电弧辐射和电弧的直接作用加热并熔化金属炉料和炉渣,冶炼出各种成分合格的钢和合金的一种炼钢方法。
图5.1是电弧炉炼钢过程示意图。
图5.1是电弧炉炼钢过程示意图电弧炉炼钢的特点为[1]:(1)电能为热源,避免燃烧燃料对钢液污染,热效率高,可达65%以上;(2)冶炼熔池温度高且容易控制,满足冶炼不同钢种的要求;(3)电热转换,输入熔池的功率容易调节,因而容易实现熔池加热制度自动化,操作方便;(4) 电弧炉炼钢可以消纳废钢,是一种铁资源回收再利用过程,也是一种处理污染的环保技术 。
相当于是钢铁工业和社会废钢的回收工具。
由于钢铁良好的可再生性及环境、资源和能源等方面日益苛刻的要求,使得尽可能多的利用废钢成为国际趋势。
废钢如得不到有效的回收和利用,将成为巨大的潜在环境污染源,有些甚至可能对水质、土壤等构成严重威胁。
大量锈蚀的钢铁废料,不但造成资源的浪费,也将造成严重的粉尘污染。
废钢的堆积本身也给环境带来不利影响。
(5)炼钢过程的烟气污染和噪声污染容易控制;(6)设备简单,炼钢流程短,占地少,投资省、建厂快,生产灵活。
钢铁工业产生的大量固体钢制品若不认真对待,将是巨大的潜在环境污染源,有些甚至可能对水质、土壤等构成严重威胁。
当今钢铁生产可分为“从矿石到钢材”和“从废钢到钢材”两大流程。
相对于钢铁联合企业中以高炉—转炉炼钢为代表的常规流程而言,以废钢为主要原料的电弧炉炼钢生产线具有工序少、投资低和建设周期短的特点,因而被称为短流程。
近年来,短流程更特指那些电弧炉炼钢与连铸—连轧相结合的紧凑式生产流程。
由最近的统计将两种流程作一比较(见表5.1),可见在投资、效率和环保等方面, 以电弧炉为代表的短流程炼钢具有明显的优越性。
表5.1 高炉—转炉炼钢和电弧炉炼钢两大流程的比较[ 1 -3 ]类别高炉—转炉流程电弧炉流程投资,美元/吨钢 1000—1500500 — 800 从原料到钢水的能耗,标煤/吨钢703.17 213.73 从原料到成品材的运输力需求,吨/吨钢15.8 9.48 二氧化碳排放公斤/吨钢 2000—30008005.2电弧炉炼钢技术的发展钢铁冶金的本质是高温化学反应,因而冶金中传统的能源是基于碳-氧反应的化学能,电弧炉炼钢所使用的能源以电能为主。
熔融还原炼铁技术综述

目录1.概述 (1)2.国际熔融还原技术发展 (3)2.1.工业化的COREX工艺 (5)2.2.进入示范性工厂试验的Hismelt技术 (7)2.3.FINEX技术 (8)2.4.第三代炼铁法--ITmk3 (9)3.国内熔融还原(非高炉炼铁)技术发展现状 (11)3.1.概述 (11)3.2.2T/h的半工业联动热态试验装置-COSRI (11)3.3.宝钢Corex 3000 (14)3.4.20万吨纯氧非高炉炼铁工业试验装置 (14)3.5.8m3一步法熔融还原试验装置 (18)3.6.基于氢冶金的熔融还原炼铁新工艺 (20)3.6.1.万吨级两级循环流化床示范装置-营口中板厂 (21)3.6.2.宝钢万吨级两级冷态循环流化床装置建设 (24)3.7.直接还原在国内的发展 (24)3.8.几种非高炉炼铁的综合分析 (26)4.炼铁技术的发展方向 (28)4.1.欧盟——ULCOS超低CO2排放钢铁技术研究 (28)4.2.日本——COURSE50技术研究 (30)4.3.中国——新一代可循环钢铁流程工艺技术技 (30)5.具有自主知识产权的熔融还原炼铁技术发展建议 (31)5.1.建立长期开发组织机构与募集资金 (31)5.2.加强合作、充分利用现有成果深入研究 (31)5.3.新一代具有自主知识产权的熔融还原流程建议 (32)熔融还原炼铁技术综述全强1.概述改革开放30年来,中国钢铁冶炼技术取得了巨大的进步。
在炼铁领域,技术进步的主要表现是装备的大型化、操作的自动化信息化、生产的高效与清洁化,高风温技术、富氧技术、喷煤技术、煤气干式除尘技术、煤气余压发电、煤气燃气技术、高炉长寿技术、与高炉废弃物的综合利用等方面的应用取得明显的进步。
据2010年的统计,国内炼铁产量已超过5.9亿吨,约占世界产量的40%。
其中大于1000m3以上高炉的产量约为60%,也就是说,按照国家产业政策的要求,有40%的产能需要进行技术改造。
2024年炼钢用电炉市场规模分析

2024年炼钢用电炉市场规模分析引言炼钢用电炉作为一种重要的冶金设备,在钢铁生产过程中扮演着关键角色。
本文旨在分析炼钢用电炉市场的规模,并探讨其发展趋势。
电炉市场规模炼钢用电炉市场规模的分析包括以下几个方面:市场规模的历史发展、当前市场规模以及未来市场规模的预测。
历史发展炼钢用电炉市场在过去几十年经历了持续的发展。
随着钢铁产量的增加以及传统制造方法的限制,炼钢用电炉逐渐成为钢铁企业的首选。
自20世纪80年代以来,电炉市场规模不断扩大。
当前市场规模目前,炼钢用电炉市场规模日益庞大。
随着全球钢铁产量的增长,电炉的需求也在不断增加。
据统计数据显示,电炉在全球钢铁生产中已占据重要地位,并且在一些国家和地区已成为主要的炼钢方式。
未来市场预测随着环保要求的日益提高以及技术的不断创新,炼钢用电炉市场在未来有望继续保持增长态势。
新型电炉技术的发展将提高生产效率、减少能源消耗,并降低环境污染。
预计未来几年内,炼钢用电炉市场规模将继续扩大。
影响市场规模的因素电炉市场规模的发展不仅受到钢铁产量的影响,还受到多个因素的综合影响。
钢铁产量钢铁产量是影响炼钢用电炉市场规模的关键因素之一。
随着世界各国对于工业化进程的需求增加,钢铁产量也相应增加。
这将推动炼钢用电炉市场的发展。
环保要求随着环境保护意识的增强,对于钢铁生产过程中的排放限制也日益加强。
炼钢用电炉相对于传统炼钢方法具有更低的排放和污染特性,将在环保要求下受到更多企业的青睐。
技术创新新型电炉技术的不断创新将进一步推动炼钢用电炉市场规模的增长。
自动化控制、能源利用效率的提升以及设备改进都将提升电炉的工作效率和产能。
发展趋势炼钢用电炉市场的发展趋势包括以下几个方面:地区市场的分布、技术创新与发展以及市场竞争态势。
地区市场分布炼钢用电炉市场规模在全球范围内呈现分布不均的特点。
发达国家和地区的电炉市场规模相对较大,而发展中国家和地区的电炉市场则相对较小。
然而,随着发展中国家工业化水平的提升,这些地区的电炉市场有望迎来快速增长。
第3章——金属化球团昆钢50万吨金属化球团-转炉炼钢项目

第三章 MIDREX 还原竖炉工艺世界还原铁生产,在上个世纪的八十年代中期,全球直接还原铁产量突破了1000万吨,到九十年代初期,突破2000万吨,1995年达到3000万吨水平,而时隔仅仅5年,到2000年便突破4000万吨,2006年全世界直接还原铁(DRI )产量为6070万吨,比2005年增长了480万吨,增长率为8.2%。
预计到2010年全球直接还原铁的产量将达到7500万吨。
详见图3-1(神户钢铁美国分公司米德雷克斯技术公司的统计报告)。
3710380243203960445149455460559060707500100020003000400050006000700080001998199920002001200220032004200520062010年份产量(万吨)图3-1 全球直接还原铁产量在2001-2005年之间,全球粗钢产量年增加7%,原材料(废钢、生铁和直接还原铁)的消费量年增长8%,其中直接还原铁的年增长达到10%。
预计2006-2010年,原材料的需求年增长保持5%,并且直接还原铁和热压块铁的需求量的增幅将远远大于其他原材料,近几年,短流程钢厂开始涉及高级钢种的生产,这对金属炉料的纯净度要求更加严格,直接还原铁的需求量更大。
预计2010年直接还原铁和热压块铁的消费量从目前的6300万吨/年增加至9400万吨/年。
基于上述分析,全球直接还原铁的需求和产量逐年增加,市场前景良好。
随着还原气体制造技术的发展,将进一步巩固和提高MIDREX竖炉法工艺在非高炉炼铁生产中的主导地位。
3.1 项目建设规模及产品方案3.1.1 产品方案本项目产品为直接还原铁,产品质量见表3-1。
产品还原铁质量指标表表3-1序号项目指标(wt)1 金属化率93%2 碳(C) 1.5%3 全铁(TFe)93%4 金属铁(MFe)86.5%5 铁氧化物中的铁(Fe/FeO) 6.5%6 铁氧化物中的氧(O/FeO) 1.9%7 脉石总量3%还原竖炉的副产品为炉顶煤气,经冷却、净化后循环使用。
电炉炼钢及其发展-22315435

电炉炼钢及其发展-22315435
一、电炉炼钢的发展及其趋势
1.电炉炼钢的发展历史
中国是世界上最早采用电炉炼钢的国家,早在汉代就有“炼铁”的技术了,但是当时的电炉炼钢技术还不是很完善,往往会出现铁水质量不佳的情况。
到了明朝,中国炼钢技术又有了很大的进步,朱元璋曾下令在潼关构筑一座电炉,但是由于技术上的缺陷,这座电炉最终没能落成。
到了19世纪,中国还是处于进口钢铁的时代,直到1908年,由美国专家乔治·费尔班克斯在天津成功炼出了“中华第一锅”,中国第一座电炉炼钢厂,天津炼钢厂正式建成,中国工厂炼钢史上一个重要的里程碑开启了。
随后,中国的电炉炼钢又取得了巨大的进步,中国的电炉强度、精度及表面质量都达到了国际先进水平,一代又一代的电炉不断出现,给中国的经济建设上了极大的贡献。
2.电炉炼钢技术的趋势
随着经济的发展,电炉炼钢技术也不断进步,各种新型电炉系统和技术不断涌现,其中最具代表性的是:
①新型电炉系统。
新型电炉系统比传统电炉系统更加先进、高效,能够有效提高炉内温度,降低炉膛温度,提高炼钢效率,减少能耗。
《电炉炼钢法》

底吹与顶吹特点比较:熔池搅拌充分, 吹炼过程平稳,渣中氧化铁低,氧气 利用率高、脱碳速度快,脱硫能力强、 氮低等。炉龄低,钢中[H]含量高。
19.08.2021
编辑ppt
3
氧气复吹转炉炼钢法(复吹是顶吹和底吹技术发展的必然结果) 复吹法有:LBE/法钢研,LD-OTB/神户,LD-OB/新日铁,STB-P /
19.08.2021
编辑ppt
21
“可持续发展”定义:
“既符合当代的需求,又不致损害后代的需求和 发展”——人类必须遵循的原则。
这一概念的提出,是人类实现持久发展和生存观 念的根本改变。
19.08.2021
编辑ppt
22
2)废钢资源与生态环境
废钢铁是电炉的主要原料,随着地球上钢铁蓄积 量的不断增加,废钢铁资源逐年递增,不断产生的废 钢铁通过经济简便的回收、加工手段就可以回炉熔炼、 并可反复使用。从某种意义上讲,这是一个无穷无尽 的铁资源。
电炉的出现,开发了煤的替代能源,使得废钢开始 了经济回收,这最终使得钢铁成为世界上最易于回收的 材料,也为可持续发展做出巨大贡献。
19.08.2021
编辑ppt
9
1)由炼钢方法百年兴衰看电炉发展
电炉炼钢在这100多年中,其发展速度不如二十世纪60年代前的 平炉,也比不上60年代后转炉发展的那样快,但随着科技的进步,世 界电炉钢产量及其比例始终在稳步增长。
废钢的堆积本身也给环境带来不利影响。
19.08.2021
编辑ppt
26
3)能源供应
电炉用电能炼钢,除废钢原料外,电能占炼钢成本比例最大。随 着电力工业的发展,对电炉尤为有利。美国电炉发展速度快的原因是 与电力充足、电价便宜分不开的。
(2023)年产50万吨炼钢、轧钢生产项目可行性研究报告建议书编制(一)

(2023)年产50万吨炼钢、轧钢生产项目可行性研究报告建议书编制(一)2023年产50万吨炼钢、轧钢生产项目可行性研究报告建议书编制为推动钢铁工业现代化,满足市场需求,拟在2023年实施一项50万吨炼钢、轧钢生产项目。
为了确保项目的可行性,我们进行了可行性研究,并制定了相应的建议书。
具体内容如下:项目定位本项目旨在增加公司规模,提高产品档次和品质,增强市场竞争力,开拓市场,推动钢铁工业现代化。
投资估算本项目总投资约为20亿元,其中预计固定资产投资约为16.5亿元,流动资金投资约为3.5亿元。
市场预测据市场调研,本项目生产的产品具有较高的市场需求,且预计未来市场需求将会持续增长。
根据市场需求预测,预计本项目年销售额约为30亿元。
技术方案本项目将采用先进的生产工艺和设备,实现自动化、智能化生产。
同时,我们将投入一定资金进行技术研发和人才引进,确保技术水平和产品质量达到先进水平。
经济效益分析投资回收期预计为5年左右,内部收益率预计为20%以上,静态投资回报率预计为20%以上。
可见,本项目具有较好的经济效益。
风险分析本项目还存在一定的风险,如市场需求波动、原材料价格上涨、技术失误等。
我们将采取相应的风险控制措施,以降低风险对项目的影响。
土地规划本项目拟在工业园区内建设,实施用地面积不超过100亩。
环保规划本项目将采用清洁生产工艺,减少环境污染,并依法合规处理污染物。
建设周期本项目拟于2022年上半年开始建设,预计建设周期为1年左右。
后续运营本项目建成后,将进入正常运营阶段。
公司将聘请专业管理团队,确保项目的正常运营,同时不断进行技术创新和产品升级,以保持市场竞争力。
以上是我们对“2023年产50万吨炼钢、轧钢生产项目可行性研究报告建议书”的汇报内容,希望能得到您的批准和支持。
建议和建议实现方法基于对目前市场的调研和技术方案的分析,我们提出以下建议:1.在项目建设中,应采用先进的生产工艺和设备,以及大量自动化、智能化技术,实现高效、低耗、高质的生产,进一步提高产品的竞争力。
板坯电渣炉工艺和设备介绍
板坯电渣炉工艺及设备介绍2.1 概述武汉钢铁集团鄂城钢铁有限责任公司电炉车间现有70吨 Consteel 电炉1座、70tLF钢包炉1座、70tVD真空脱气装置1座、四机四流合金钢方坯连铸机1台,年产方坯50万吨,最大生产能力可达60万t/a。
根据武钢集团鄂钢公司“十一五”发展规划:鄂钢宽厚板二期工程拟考虑建设年产20万t特厚板坯生产线。
特厚板坯料考虑由电炉炼钢厂采用电渣重熔和模铸两种方式供坯。
为此鄂城钢铁有限责任公司决定在电炉炼钢车间新建20t电渣炉两座(预留40t两座),1.6吨化渣炉一座,年产电渣锭10000t。
2.2 电渣炉型式的选择及设备主要技术特点2.2.1电渣炉设备的选择目前国内外板坯电渣炉大致有下列四种型式;(1)单相、单电极板坯电渣炉(美国的CONSARC公司、德国ALD公司制造,国内目前宝钢特殊钢分公司6-8吨正在调试中),主要适用于小断面,否则结晶质量不易保证;(2)单相、双电极串联板坯电渣炉(乌克兰Paton电焊研究所设计:俄罗斯70t板坯电渣炉,乌克兰亚速钢厂20吨板坯,日本40吨板坯),取得成功,效果良好;(3)三相三电极板坯电渣炉:美国、前苏联均进行了试验,但不成功;(4)低频、双电极串联电渣炉(东北大学设计制造:舞阳钢铁公司40吨板坯)取得成功,效果很好;2-1根据目前国内外板坯电渣炉使用情况及国内钢厂实际操作经验决定采用低频、双极串联、抽锭式电渣炉。
与传统电渣炉相比,它具有以下技术特点;(1)低频电源控制按最大毛坯尺寸480×2400×4100mm计算,根据初步计算需要变压器容量为5200kVA。
考虑到三相平衡的供电要求,用2台2600kVA三相整流变压器将10kV降至100V左右。
通过晶闸管交-直-交变频,将三相交流逆变成1-5Hz的单相低频交流电,保证了三相平衡的供电要求。
在国内特大吨位电渣炉设备中首次实现了低频电源控制。
可显著节省电能。
冶炼工程施工资质标准
一、一级资质标准1. 企业资产净资产1亿元以上。
2. 企业主要人员技术负责人具有15年以上从事工程施工技术管理工作经历,且具有冶金工程相关专业高级职称。
3. 企业工程业绩近10年承担过下列11类中的3类工程的施工总承包或主体工程承包,工程质量合格:(1)年产100万吨以上炼钢或连铸工程(或单座容量120吨以上转炉或90吨以上电炉);(2)年产80万吨以上的轧钢工程;(3)年产100万吨以上炼铁工程(或单座容积1200立方米以上高炉)或烧结机使用面积180平方米以上烧结工程;(4)年产90万吨以上炼焦工程(焦炉炭化室高度6米以上);(5)小时制氧10000立方米以上制氧工程;(6)年产30万吨以上氧化铝加工工程;(7)年产15万吨以上铝或10万吨以上铜、铅、锌或2万吨以上镍等有色金属冶炼、电解工程;(8)年产5万吨以上有色金属加工工程或生产5000吨以上金属箔材工程;(9)日产2000吨以上新型干法水泥生产线工程;(10)日产2500吨以上新型干法水泥生产线;(11)年产100万吨以上玻璃生产线工程。
二、二级资质标准1. 企业资产净资产5000万元以上。
2. 企业主要人员技术负责人具有10年以上从事工程施工技术管理工作经历,且具有冶金工程相关专业高级职称。
3. 企业工程业绩近10年承担过下列9类中的3类工程的施工总承包或主体工程承包,工程质量合格:(1)年产50万吨以上炼钢或连铸工程(或单座容量60吨以上转炉或45吨以上电炉);(2)年产30万吨以上轧钢工程;(3)年产50万吨以上炼铁工程(或单座容积600立方米以上高炉)或烧结机使用面积120平方米以上烧结工程;(4)年产45万吨以上炼焦工程(焦炉炭化室高度4.3米以上);(5)小时制氧6000立方米以上制氧工程;(6)年产10万吨以上氧化铝加工工程;(7)年产5万吨以上有色金属冶炼、电解工程;(8)年产2万吨以上有色金属加工工程或生产2000吨以上金属箔材工程;(9)日产1000吨以上新型干法水泥生产线工程。
50万吨电炉炼钢车间设计方案
50万吨电炉炼钢车间设计方案1.1 钢铁工业现状钢铁是使用最广泛的金属材料,人用金属,钢铁占90%以上。
没有钢铁,人们不能活,生产或其他活动中使用的工具和设施也都是用钢制的。
钢铁生产往往是衡量一个国家的工业化水平和生产能力的重要标志,钢铁产品的质量和品种,对国民经济和其他工业部门的产品质量,有很大的影响。
转炉炼钢转炉炼钢的主要原料是高炉冶炼,多数情况下,高炉的主要原料是铁矿石。
锭坯或铸坯转炉生产的产品是,他们不是最终产品,必须由各种类型和规格的钢板、钢、管等最终产品的轧制生产,提供市场。
因此,氧气转炉不能独立存在,它必须首先炼钢,轧制,和其他辅助原料生产和供应系统,钢铁生产的组合组成,我们称这种生产方式为钢铁企业。
电弧炉炼钢是炼钢的主要原料,或直接还原铁及其制品,其产品仍为锭或坯,需要通过滚压机轧制成最终产品,为市场需求。
在这种情况下,作为一个成品钢的生产单位,往往由钢和钢的2个部分,我们说这样的生产模式,电炉钢。
随着电弧炉的高功率和超高功率,精炼,连铸连轧和一系列的技术开发和社会的废料资源充足的积累,显示了强劲的发展势头,由于资源和环境的影响“废电弧炉连铸-轧钢生产过程,与传统的钢铁企业相比,这种新型电弧炉钢米尔斯也被称为短流程。
电炉炼钢产品主要有轴承钢、不锈钢等。
1.2 电弧炼钢厂近年来,电弧炉炼钢在全球的不断发展,电弧炉钢在世界钢铁生产中所占的比重越来越。
电弧炉炼钢厂的废料为原料,或直接还原铁的一部分,构成部分的冶炼通常是一个高功率或超高功率电弧炉和炉精炼设备,如炉和一个连续铸造机,钢坯热交付到下一个滚动汽车直接轧制生产。
由此我们可以看出,电炉炼钢厂具有结构紧凑、投资的优势,建设周期短,节约能源消耗,改善环境污染,劳动生产率优势,具有年产钢可以从百万吨到数百万吨,品种种类繁多,从普通碳钢高质量合金钢。
与传统的钢铁企业相比,规模小,过程相对短,也被称为“短流程”在我国电弧炉钢产品有优质钢材、合金钢、钢等特殊用途。
小型钢铁厂50万吨电炉炼钢连铸连轧生产线建设草案

小型钢铁厂50万吨电炉炼钢连铸连轧生产线建设草案
1、项目概述
本项目位于XX,总投资额约为5,000万元,主要投资构成大概如下:∑设备投资4,000万元
∑建筑工程投资900万元
∑安装工程投资100万元
本项目主要建设一条50万吨/年电炉炼钢、连铸连轧生产线,其中电
炉炼钢部分主要采用大型电弧炉,连铸连轧采用热轧机+连轧机+拔丝机的
工艺标准流程,主要生产20—50mm普通薄板/薄带等产品。
2、项目设备
2.1炉前设备
∑炉料破碎设备:由破碎机、磁分选机、输送带等组成,用于破碎高
炉准备炉料;
∑连续混合装置:由混合斗、搅拌机、输送机、筛分机等组成,用于
混合炉料;
∑取样装置:由取样机、取样台、存放桶、搬运车、压缩空气等组成,用于取样和运输;
∑添加剂设备:由添加剂筒、膨胀器、提升机等组成,用于输送除铁剂、覆铁剂及各种制剂添加剂。
2.2炉内设备
∑供料铲及挂钩:由吊钩、吊锁、挂钩、挂锁等组成,用于吊放炉料或做底铲料;
∑炉内烟囱:由烟囱、横流风机、引风机、烟气进出口等组成,用于引入空气及排出烟气;。
将达千万吨!营口钢铁和临沂钢铁产能增加

将达千万吨!营⼝钢铁和临沂钢铁产能增加辽宁省的钢铁产量分布⽐较集中,⽬前7200多万吨的产量⼤部分分布在鞍⼭和本溪这两个地⽅,相⽐较营⼝的钢铁产量并不出名,但是如果细算,营⼝的钢铁产量也接近辽宁钢铁产量的四分之⼀,是沿海的⼀个⾮常中重要的钢铁基地。
营⼝钢铁基本介绍营⼝钢铁主要分布在鲅鱼圈附近,⼀个是营⼝中盘,⼀个是鞍钢鲅鱼圈分公司。
鞍钢鲅鱼圈项⽬被视为中国钢铁⼯业发展规划批准建设的第⼀个沿海钢铁基地,总投资达到226亿元。
营⼝中板股份有限公司位于辽宁省营⼝市⽼边区,是中国五矿集团公司控股、⽇照钢铁集团参股的国有控股企业,整体的占地⾯积达到600多万平⽅⽶,员⼯有6000多⼈,拥有三条中厚板⽣产线和三条⾼速线材⽣产线,年⽣产能⼒800万吨钢,在国内钢铁⾏业有着举⾜轻重的作⽤!2021年9⽉28⽇,⽇照钢铁完成控股五矿营⼝中板有限责任公司,股份⽐例从45.9617%增加到100%。
⽽五矿营⼝中板有限责任公司也已经完成更名,⽬前为⽇钢营⼝中板有限公司。
⼭东省钢铁⾏业介绍2019年⼭东省粗钢产量为6356万吨,其中,临沂临港⽚区规划⾯积24平⽅公⾥,产能1400万吨。
⽬前临沂部分钢铁企业包括临沂三德特钢有限公司,⽣产各类优质碳素结构钢、合⾦结构钢、⽆缝钢管、建材等,占地⾯积达到3169亩,年产钢材320万吨,整体规模⾮常不错,也是政府重点关注的项⽬。
三个启动项⽬的基本情况⽬前正在启动的钢铁项⽬有3个,他们分别是临沂钢铁投资集团有限公司年产270万吨钢铁项⽬,⼭东盛阳⾦汇不锈钢有限公司与⼭东隆盛钢铁有限公司合作建设的年产200万吨⾼端不锈钢制造项⽬,还有⼭东钢铁集团永锋临港有限公司先进优特钢产业基地⼀期项⽬。
临沂钢铁投资集团有限公司项⽬该项⽬年产270万吨钢铁项⽬,新建2770m⾼炉1座、120吨转炉2座和年产240万吨⾼端不锈钢项⽬⼀期,90t电炉1座(炼钢产能70万吨)。
⼭东盛阳⾦汇不锈钢有限公司与⼭东隆盛钢铁有限公司项⽬计划总投资106亿元,主要建设年产50万吨70t×1电炉炼钢⽣产线,新建年产160万吨⾼炉铁合⾦及150万吨特种钢炼钢项⽬和年产200万吨下游制品精加⼯项⽬。
电弧炉炼钢技术发展我之见

未来我国矿石资源形势十分严峻,国内矿山产量只能支撑 1亿吨左右生铁的需要。预计今后每年需要进口铁矿石量将超过 3亿吨。
CO 2.50 kg CO2 152.48 kg SO2 0.08 kg
NOx 0.55 kg
1t 钢
10.475 GJ/t 钢 155.61 kg/t 钢 522.58 kg/万元
19
输入物料(1t粗钢)
矿石-钢铁联合企业
铁矿石 1500kg
炼焦煤 610kg
燃料煤 60kg
块矿
150kg
熔剂
200kg
矿石-钢铁联合企业
蒸汽 5.2GJ(177.5kgce)
电
3.4GJ(116.1kgce)
煤焦油 0.9GJ(30.7kgce)
苯
0.3GJ(10.2kgce)
Σ=
9.8GJ(334.6kgce)
废钢-小钢厂
净能耗 BF/BOF是EAF的2.4倍 总能耗 BF/BOF是EAF的3.4倍
24
3.超高功率电弧炉炼钢电气运行技术
96907.2 106888.2 113569.6
22233.6 27291.1 35324
74673.6 79597.1 78245.6
66996.9 73564.9 79885.2
21366.7 26831 34473.2
45630.2 46733.9 45412
124054.4 42102.4 81952 87995 41364.1 46630.9
26 首钢贵阳特殊钢公司电炉炼钢工程工艺设计

首钢贵阳特殊钢公司电炉炼钢工程工艺设计武国平宋宇(北京首钢国际工程技术有限公司, 北京,100043)摘要本文介绍了首钢贵阳特殊钢公司电炉炼钢厂的工艺流程和设备配置,分析了各电炉厂的布置形式,阐述了同跨布置和多跨并列布置各自的优缺点,并简要介绍了首钢贵阳特殊钢公司电炉炼钢工程工艺设计的特点。
立式连铸机、透气砖拆除机构、连铸机整体除尘等设备均为国内首例,粉尘排放指标低于20mg/ Nm3,各项工序能耗指标均低于国家标准。
关键词电炉工艺设计先进设备Process Design of EAF Project of Shougang Guiyang Special SteelCompanyWu Guoping, Song Yu(Beijing shougang international engineering technology co.ltd, beijing, 100043)Abstract An introduce of the process flow and equipments of shougang guiyang special steel company EAF plant is made out in this paper. Besides, the layout forms of several EAF plants are analyzed. The effects and defects of single span layout and appositional multi-span layout are illuminated. The characteristics of the process design of the shougang guiyang special steel company EAF project are given out briefly as also. The equipments, such as vertical CCM and vent brick removal machine, are the domestic first cases. Dust emission index is lower than 20mg/ Nm3. In the meanwhile, power consumption index of working procedures are under the level of national standards.Key Words EAF Process Design Advanced Equipments前言首钢贵阳特殊钢有限责任公司(简称贵钢),地处贵州省会城市贵阳城市中心。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
50万吨电炉炼钢、连铸连轧生产线建设草案目录
1 总论
1.1项目提出
1.2建设规模
1.3产品初步方案
2 炼钢
2.1工艺及设备选择
2.2生产方法
2.3炼钢工艺流程
2.3.1流程
2.3.2工艺流程简述
2.4炼钢主体设备及主要参数
2.4.1电弧炉
2.4.2钢包精炼炉
2.4.3连铸系统
2.5炼钢、精炼及连铸各项主要指标
2.5.1电炉指标
2.5.2 LF炉指标
2.5.3 连铸机指标
2.6主要原材料
2.6.1废钢、生铁2.6.2其它材料2.6.3电极
3 棒材轧钢生产线
3.1工艺及设备选择
3.2生产方法选择
3.3工艺流程
3.4工艺流程简述
3.5棒材轧机主设备及参数3.6棒材规格品种
4 小型型钢轧钢生产线4.1工艺及设备选择
4.2工艺流程
4.3工艺流程简述
4.4型材轧机设备及参数4.5型材轧制规格品种
5 动力能源
5.1热力
5.2供电
6 环境保护
7 设备费用(预估)
8 其它
1.总论
1.1 项目提出
炼钢能力55万吨,配公司现有螺纹钢连轧生产线及另外一条小型型钢生产线,共计50万吨轧钢能力,形成完整的钢铁生产线,以适应市场需求。
1.2 建设规模
按公司现有的螺纹钢连轧生产线为基础,并另配一条小型型钢生产线,上游配套相应的炼钢连铸生产线,建成炼钢厂、轧钢厂,形成一条完整的生产链。
炼钢厂主要装备50吨交流偏心底出钢(50tAC/EBT)电弧炉2座,50吨钢包精炼炉一座,三机三流多功能方圆坯连铸机一台(R8m或R9m)。
在目前条件下以全废钢为原料,形成短流程炼钢生产线,年产钢水55万吨、连铸坯53万吨(150~220方坯或Φ150~220圆坯)。
轧钢厂分两部分,其一以我公司现有棒材连轧生产线为基本模式,由20架全水平式机组组成棒材连轧生产线,除生产螺纹钢外,考虑生产圆钢管坯钢等产品,年生产能力30万吨;同时另建一条半连轧小型型钢生产线,年生产能力每年20万吨。
1.3 产品初步方案
棒材产品方案为大、小规格比较齐全的Ⅱ级Ⅲ级螺纹钢,低合金结构钢种圆钢及碳素管坯圆钢。
螺纹钢可为Φ32~10系列,圆钢可为Φ50~120系列;型钢产品方案为小型角钢、槽钢、工字钢,规格为10﹟--20﹟。
2 炼钢
2.1 工艺及设备选择
炼钢厂主要原料为各种工业、民用及军用废钢,根据资源情况可配入生铁,同时寻求铁水或还原铁等其它资源。
工艺流程为:废钢生铁加入50吨偏心底出钢电炉初炼脱P、脱C去除夹杂气体及有害物质后进入50吨钢包精炼炉脱气精炼,并除S、调整化学成分和钢液温度。
精炼后的钢水用行车吊至连铸机后铸成坯,铸机连浇炉数≥5炉。
工艺设计与设备选型以简单实用为原则,采用不带加热隧道的50吨高功率偏心底出钢交流电弧炉2座配1台精炼炉配1座连铸机的模式,即2+1+1模式。
主要设备选型为:
50吨偏心底出钢高功率电弧炉2座;
50吨LF钢包精炼炉1座;
R9米三机三流弧形连铸机1座。
以上设备均为国内成熟设备,结构简单,维护方便,一般的备品备件均可就地解决。
为长远发展考虑,钢包精炼炉可预留抽真空工位。
2.2 生产方法
炼钢方法为2对1对1的短流程冶炼工艺设置,即2座50吨偏心底电弧炉配1座50吨LF精炼炉配一台R8米三机三流连铸机以及其它辅助设备。
所有设备特别是30吨电炉都是国内成熟可靠的设置,简单易行,维护方便,备品备件容易就地取材。
配置2台50吨电炉还可以在其中一台出故障时,仍可继续维持生产,避免全线停工。
根据目前国内冶炼水平及国际炼钢发展的趋势,在炼钢车间建设中尽可能地配置成熟的先进工艺装备。
应用如下成熟的先进技术:
(1)偏心炉底无渣出钢与炉中留钢留渣操作;
(2)炉门C-O枪喷吹助熔、炉壁天燃气喷吹助熔及二次燃烧技术;
(3)密排式水冷炉壁及水冷炉盖;
(4)泡沫渣埋弧冶炼技术;
(5)电炉除尘采取半密封罩和屋顶罩排烟、袋式除尘器净化;
(6)炉外精炼技术;
(7)全连铸;
(8)管坯钢连铸时采取保护浇铸;
(9)短流程生产线;
(10)电气控制采用可编程序控制器(PLC);
(11)电炉机械系统采用全液压控制。
2.3 炼钢工艺流程
2.3.1 流程
废钢、生铁炉料装入电炉→给电熔化→碳氧枪吹氧助熔→炉料熔清→造泡沫渣去P去碳、调整钢液成份与温度→电炉偏心底留渣出钢、钢包中初步合金化、造渣→进入精炼工位→精炼炉通电化渣热平衡同时全过程底吹氩→脱氧造白渣→调整合金成份与温度→出精炼工位→钢包上回转台→钢包开浇钢水到中间包→中包开浇钢水到结晶器→拉坯→定尺切割→精整及分炉号→红送至轧钢加热炉
这是一条比较先进的电炉初炼、LF炉精炼、全连铸短短炼钢生产线。
2.3.2 工艺流程简述
炼钢炉料由废钢、生铁组成,其比例由资源情况而定,一般生铁量不超过30%,由天车电磁吊将废钢装入料罐进行配料。
每炉不超过两次料。
经检斤后由过跨车由配料跨送至炼钢跨,由炼钢跨天车由炉顶加入原料。
关闭炉盖通电冶炼,电炉采用强化冶炼的措施,采用高功率送电,造泡沫渣,炉门口碳氧喷枪强化用氧,用氧强度达到45Nm³,炉壁喷枪喷吹天然气。
所需造渣材料石灰、萤石等由炉顶加料机或炉门口人工加入。
炉渣处理采用热泼渣工艺,由铲车送出车间集中处理。
电炉由人工热电偶测温,人工取样送化验室分析成份。
当电炉冶炼的钢水符合初炼要求时,经偏心底无渣出钢到钢包车上的钢包中,再送至精炼炉精炼。
钢包出钢前通好氩气并加入造渣材料。
出钢时将事先准备好的铁合金随钢流加入包中。
电炉内留钢大约为5吨。
接钢后的钢包在精炼工位上进行精炼。
钢液精炼全过程吹氩搅拌,用造渣材料和脱氧剂调渣,调整电流进行调温,加入铁合金进行成分的调整。
精炼炉投产初期不上真空工位,但预留此功能,以为今后的发展留有余地。
精炼合格的钢水以大包滑动水口至中间包,再将钢水浇注到结晶器中。
中间包采用10吨容量,以减少中间包内的温度损失,并可稳定连铸的浇注速度。
从结晶器中拉出的钢坯经多点矫直,剪切后,成为合格的坯料。
生产管坯料时,将采用长水口无氧化浇注技术。
2.4 炼钢主体设备及主要参数
2.4.1 电弧炉
形式:高功率偏心底出钢式交流电弧炉。
台数:2台。
公称容量:50吨。
单炉出钢量:50吨。
炉壳直径:Φ4700mm
炉变容量:24MVA
一次电压:35KV
二次电压:430V~170V
电极直径:Φ450mm
驱动方式:液压。
结构形式:高架式。
高架式比地面式有优越的工作环境。
同时可采取水泼渣,节省渣罐及渣罐车。
二次出线和电炉横臂间由集束式水冷电缆连接,横臂采取复合式导电横臂,横臂中腔水冷。
这些大大提高了导体导电性能,同时具有很高的设备可靠性。
电极升降动作采取液压系统驱动,电液比例阀进行控制,动作灵敏可靠。
炉盖为密排式水冷炉盖,使用寿命可达3000~4000次。
炉体上部采用挂渣水冷块,寿命长,并节约大量耐火材料。
2.4.2 钢包精炼炉
型式:桥架式
台数:1台
单台容量:50吨
炉变容量:10MVA
一次电压:35KV
二次电压:300~400V
钢包自由空间高度:350mm (注:若将来上真空工位时,自由空间大大增加,钢包需重新选型)
电极直径:Φ350mm
主要驱动方式:液压。
采用水冷炉盖、集束式水冷电缆。
精炼炉附近附设吹氩装置,精炼过程全程吹氩。
2.4.3 连铸系统
三机三流R9米弧形连铸机。
中间包容量:10吨。
结晶器结构:管式弧形,窄水缝导流水套式。
浇注钢种:Ⅱ级与Ⅲ级螺纹钢及小型型钢所涵盖的所有钢种,碳素管坯钢,低合金钢。
铸坯断面尺寸:120²mm,150²mm,220²mm,180×220mm矩形坯及Φ220mm圆坯等。
连浇炉数:≥5炉。
2.5 炼钢、精炼及连铸各项主要参数指标2.5.1 电炉指标
2.5.2 LF炉指标
2.5.3 连铸机指标
2.6.3电极
电炉采用Φ450mm国产超高功率电极。
精炼炉采用Φ350mm国产高功率或普通功率电极。