简单零件工序汇总表1
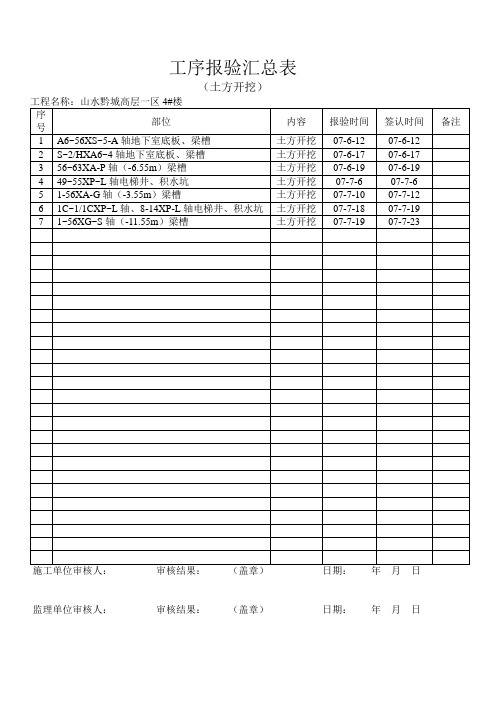
工序报验汇总表
07-7-19
07-7-20
6
(-6.55m~0.000)56~63XA-M柱
混凝土
07-8-20
07-8-21
7
1C~1/1CXP~L轴电梯井底板、梁积水坑
混凝土
07-7-21
07-7-23
8
8-14XP~L轴电梯井底板、梁积水坑
混凝土
07-7-23
07-7-24
9
(-11.15)G~SX1-56轴梁、板
07-6-19
4
49~55XP~L轴电梯井、积水坑
土方开挖
07-7-6
07-7-6
5
1-56XA-G轴(-3.55m)梁槽
土方开挖
07-7-10
07-7-12
6
1C~1/1CXP~L轴、8-14XP-L轴电梯井、积水坑
土方开挖
07-7-18
07-7-19
7
1~56XG~S轴(-11.55m)梁槽
土方开挖
序号
部位
内容
报验时间
签认时间
备注
1
(-6.55m)56~63XA-M轴梁
外观
07-7-9
07-7-10
2
(-11.15m~-7.15m)A6~49XS~T、S~2/HXA6~4柱、墙
外观
07-7-13
07-7-19
3
(-3.55m)1~56XA~G轴梁
外观
07-7-23
07-7-24
4
(-13.15m~-11.15m)电梯井剪力墙
监理单位审核人:审核结果:(盖章)日期:年月日
垫层
07-6-18
07-6-18
3
56~63XA-P轴(-6.55m)梁槽
零件加工工艺过程表
液压转向器生产厂的设施布置设计
二、原始参数与条件
某企业公司现有厂区面积 30000m2,厂区南北向长度为 300m,东西向宽度 为 100m。现计划建成年产 60000 套液压转向器的生产厂,需要进行工厂总平面 布置设计。 1、 液压转向器结构
1
四、非物流分析.............................................................................................................. 五、综合分析................................................................................................................... 六、绘制作业单位位置相关图................................................................................
三、物流分析.....................................................................................................................
、产品工艺过程分析.............................................................................................. 、绘制各个自制零件、组件工艺过程图........................................................... 、工艺过程总图................................................................................................... 、从至表............................................................................................................... 、物流强度汇总表............................................................................................... 、物流强度排序表............................................................................................... 、物流强度分析表............................................................................................... 、原始物流相关表............................................................................................... 、作业单位物流相关表.......................................................................................
简单零件工序汇总表1

B665刨
划
滑板
4 铸铜 厚度按
加工
其余达图
XA5032铣
Z3063钻
加工720达图
ZN1712.2.2.14
16 剪刃
外购成品
描图 描校
ZN1712.2.2.22
4 球面垫
C630车 铸铁
ZN1712.2.3.1
2 导套
C620车 铸铜
划
Z3063钻
钳 攻丝
规格210X267
标记 处数 更改签字 日期
1 铸铜 套
ZN1704.03.23
C63O车
划
Φ 100镗
2 铸铜 套
铣C-C达图
现场配作
ZN1705.02
套
C620车 2 铸铜
包括拉油沟
描图 描校
ZN1705.09
套
ZN1705.06
套
C620车 4 铸铜
C620车 2 铸铜
ZN1707.2
C620车
热
C620车
导向辊
6
原
粗加工外圆留量 表淬硬度达HRC53 0.4(直径0.8mm) 以上,深度2mm
生产 车间
产品编号
图号
序 零件图号 每台 毛坯 号 零件名称 数量 种类
产品名称
备件
2010年1月12日
设
备(包括工序)
工件等级
单
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号
NO
共页 第 9 页
编制:李忠硕 审查: 定额:
件工时
ZN1708.02.01
1 链轮(一)
ZN1708.02.02
简单零件工序汇总表
生产 车间
零部件制造工艺过程卡1(15--30)
⑺ 检查管束组合尺寸。
3
清理
清理胀管后油污,方便试压检查。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
ቤተ መጻሕፍቲ ባይዱ
日期
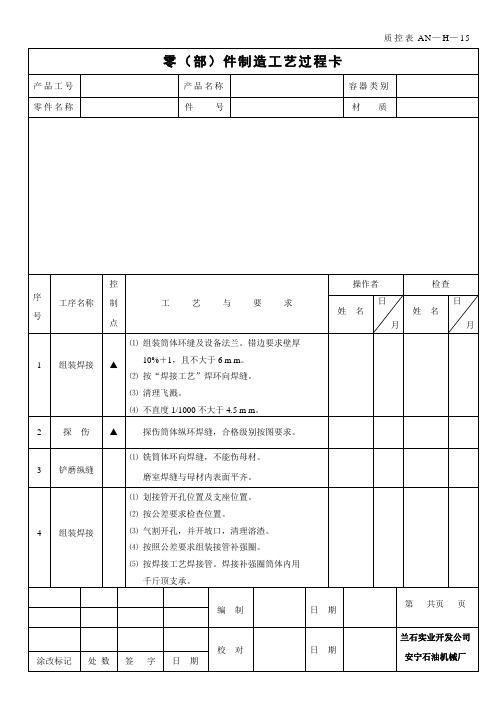
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—20
产品工号 零件名称
序
控
工序名称 制
号
点
产品名称 件号
工艺与要求
⑴ 组装定距板,折流板距离±1mm。
容器类别
2 探伤 ▲
探伤筒体纵环焊缝,合格级别按图要求。
操作者
姓名
日 月
检查
姓名
日 月
3 铲磨纵缝 4 组装焊接
⑴ 铣筒体环向焊缝,不能伤母材。 磨室焊缝与母材内表面平齐。
⑴ 划接管开孔位置及支座位置。 ⑵ 按公差要求检查位置。 ⑶ 气割开孔,并开坡口,清理溶渣。 ⑷ 按照公差要求组装接管补强圈。 ⑸ 按焊接工艺焊接管。焊接补强圈筒体内用
号××上下台》出厂前用红油漆框起来。供用户
拆御。
⑸ 单台发货设备要拆开。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—09
产品工号
产品名称
容器类别
零件名称
件号
材质
序
控
号 工序名称 制
点
工艺与要求
1 毛坯验收
⑴ 锻件按“GB4726-2000”规定中的Ⅱ级验收。 ⑵ 锻件质证齐全,标记清晰。
⑴ 加工工艺按《B 型折流板简明工艺卡》进行。
5
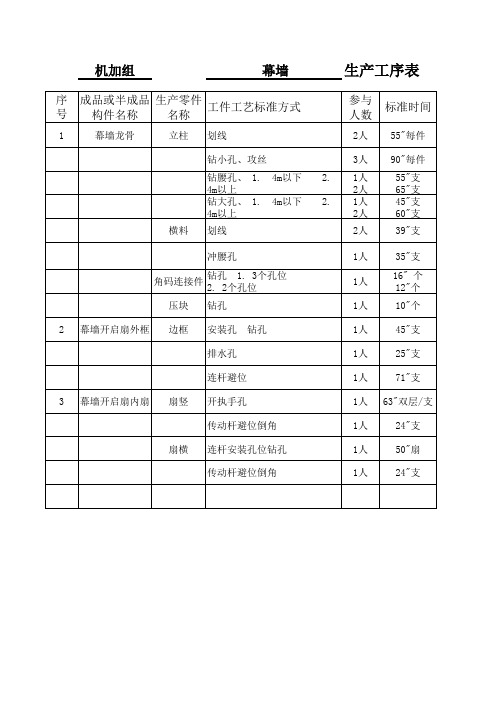
机加工生产工序表
1人 63"双层/支
1人
24"支
1人
50"扇
1人
24"支
机加组
幕墙
生产工序表
序 号
成品或半成品 构件名称
生产零件 名称
工件工艺标准方式
1
幕墙龙骨
立柱 划线
横料
钻小孔、攻丝
钻腰孔、 1. 4m以上 钻大孔、 1. 4m以上
4m以下 4m以下
划线
冲腰孔
角码连接件
钻孔 1. 3个孔位 2. 2个孔位
压块 钻孔
2 幕墙开启扇外框 边框 安装孔 钻孔
排水孔
连杆避位
3 幕墙开启扇内扇 扇竖 开执手孔
传动杆避位倒角
扇横 连杆安装孔位钻孔
传动杆避位倒角
参与 人数
标准时间
2人 55"每件
3人 90"每件
2. 1人 2人
2. 1人 2人
55"支 65"支 45"支 60"支
2人
39"支
1人
35"支
1人
16" 个 12"个
1人
10"个
1人
45"支
1人
25"支
1人
71"支
板类零件工艺工序卡(1)
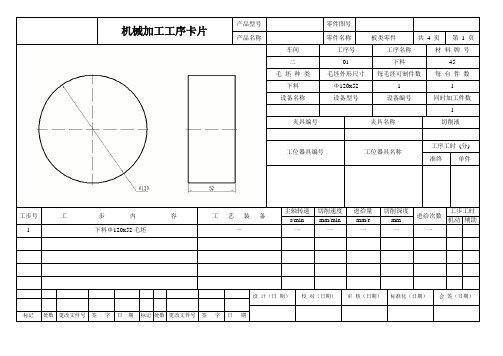
车间工序号工序名称材料牌号二01 下料45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数下料Φ120x52 1 1设备名称设备型号设备编号同时加工件数1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 下料Φ120x52毛坯一一一一一一设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号二02 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数下料Φ120x52 1 1设备名称设备型号设备编号同时加工件数数控铣床X51K 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 粗铣、半精铣左端平面及5mm台阶面立铣刀、游标卡尺490 602 0.45 1 1.15 0.172 粗铣、半精铣外圆φ119深35mm立铣刀、游标卡尺490 60 2 0.45 1 1.15 0.173 粗铣、半精铣外轮廓102x102深13mm立铣刀、游标卡尺490 6020.45 1 1.15 0.174 粗铣、半精铣型腔6边形及6边型凸台立铣刀、游标卡尺490 6020.45 1 1.15 0.175 粗铣、半精铣四角4-24x9 U型槽立铣刀、游标卡尺3000 60 0.45 4.5 1 0.1 0.0146 钻φ10通孔麻花钻,游标卡尺550 16 0.1 4.5 1 0.3 0.037 扩φ10通孔麻花钻,游标卡尺550 16 0.4 0.4 1 0.2 .028 绞φ10通孔铰刀、塞规300 10 1.5 0.1 1 0.1 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号二03 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数下料Φ120x52 1 1设备名称设备型号设备编号同时加工件数数控铣床X51K 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 掉头粗铣、半精铣右端平面保证厚度50mm立铣刀、游标卡尺490 602 0.45 1 1.15 0.172 铣右端100x100深25mm立铣刀、游标卡尺490 60 2 0.45 1 1.15 0.173 铣右端φ50φ45台阶及84x40台阶内腔立铣刀、游标卡尺490 6020.45 1 1.15 0.174 铣φ45台阶3-14x8 U型台阶及3-7mm U型槽立铣刀、游标卡尺3000 60 0.45 4.5 1 0.1 0.0145 铣两侧圆弧U型槽深8mm 立铣刀、游标卡尺3000 60 0.45 4.5 1 0.1 0.014设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称板类零件共 4 页第 4 页车间工序号工序名称材料牌号二10 检验45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数下料 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 去毛刺2 按图纸检验工件游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
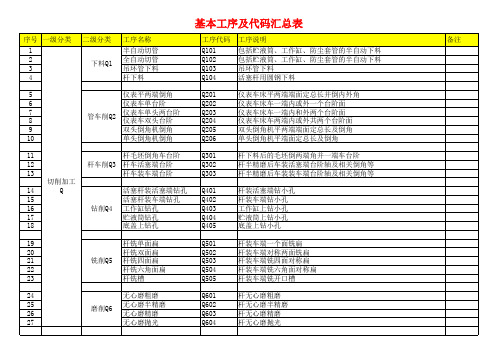
基本工序及代码汇总
弹簧盘Ar焊定位焊 Ar弧焊接T5 杆Ar焊整周加强焊 杆Ar焊加强三点焊 杆高频淬火 热处理T6 杆回火 杆去氢处理 压装托架总成 压装底盖 压装托架总成和底盖 压装防尘罩盖 压装油封 压装导向器衬套 压装底阀分总成 压装油封导向总成 压装橡胶衬套 压装防尘盖及其总成 压装限位垫圈 压装支柱总成 气压打带/钩 压装垫片 油封抹油脂 底阀分总成组装 油封导向总成组装 活塞阀分总成组装
贮液筒单头缩/扩口 贮液筒双头缩/扩口 冲压及成形 贮液筒胀凸台 加工 贮液筒成形 贮液筒胀凸点 C C2 贮液筒压扁 贮液筒压凹槽 贮液筒滚凹槽 工作缸成形 工作缸压凹槽 C3 工作缸滚凹槽 底盖与吊环等凸焊 杆与吊环等凸焊 小支架与管等凸焊 凸焊焊接T1 油封座及盖片凸焊 防尘盖与盖片凸焊 螺母体与扳手盖凸焊 封底缝焊 缝焊焊接T2 封口缝焊 防尘罩缝焊
基本工序及代码汇总表
工序代码 P210 P211 P212 P213 P214 W101 W102 W103 W104 W105 W106 W107 W108 W109 W201 W202 W203 W301 W302 W303 工序说明 折外箱并用不干胶封底 将产品成品装入内盒中并封口 将产品装入外箱并封箱 产品外箱打包 对于不直接装在产品上的附件零配件用塑料袋装起来并封口 对刚下料的工作缸管进行初步除油清洗 对刚下料的贮液筒管进行初步除油清洗 对刚下料的防尘套管进行除油清洗 对加工好的防尘套管进行磷化处理 对加工好的工作缸精洗 对加工好的贮液筒精洗 对焊接好的贮液筒分总成精洗管内壁(并吹干) 在通过式清洗线上清洗零部件 在超声波清洗槽中清洗内部零部件 在贮液筒或防尘套管上滚字 活塞杆滚复原端螺纹 活塞杆滚装车端螺纹 贮液筒底盖底部焊接试漏 工作缸用芯棒通过以检测其内孔尺寸及圆柱度 产品封口前的示功性能测试 备注
冲压件生产工序表(可修改)
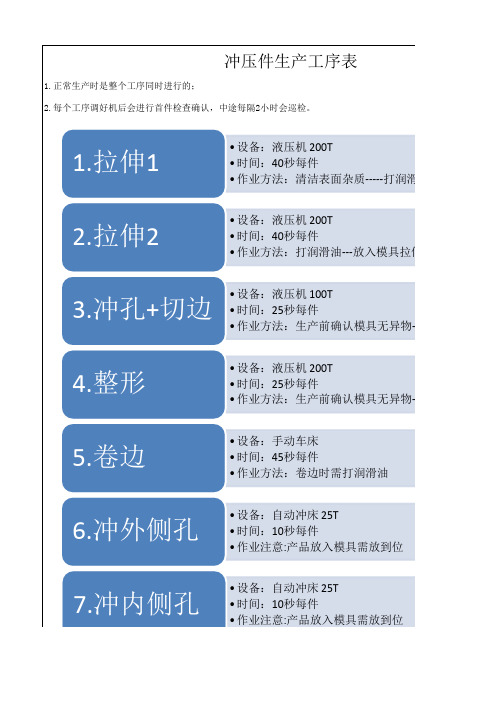
1.正常生产时是整个工序同时进行的; 2.每个工序调好机后会进行首件检查确认,中途每隔2小时会巡检。
1.拉伸1
• 设备:液压机 200T • 时间:40秒每件 • 作业方法:清洁表面杂质-----打润滑油
2.拉伸2
• 设备:液压机 200T • 时间:40秒每件 • 作业方法:打润滑油---放入模具拉伸
6.冲外侧孔
• 设备:自动冲床 25T • 时间:10秒每件 • 作业注意:产品放入模具需放到位
7.冲内侧孔
• 设备:自动冲床 25T • 时间:10秒每件 • 作业注意:产品放入模具需放到位
7.冲内侧孔 • 作业注意:产品放入模具需放到位
8.翻孔
• 设备:自动冲床 63T
打润滑油---放入模具拉伸 入模具拉伸 具无异物---放入模具加工 具无异物---放入模具加工
3.冲孔+切边 •设备:液压机 100T • 时间:25秒每件 • 作业方法:生产前确认模具无异物---放入模具加工
4.整形
• 设备:液压机 200T • 时间:25秒每件 • 作业方法:生产前确认模具无异物---放入模具加工
5.卷边
• 设备:手动车床 • 时间:45秒每件 • 作业方法:卷边时需打润滑油
六楼车间各产品的工序流程统计表

IC编程
分板 焊接电阻 SMT功能测试 粘贴发射接受接头 电容/灯剪脚 零件引脚加工 组装散热片 焊接排针/电容 焊接电缆线 清洗/检验 焊接排插/PTC 焊接发射/接受接头 焊接LED灯 焊接导线/蜂鸣器 清洗/检验 贴低板标贴 组装一 组装二 检验/焊接/清洗 点胶/装外壳 老化前功能测试 老化DCM 老化后功能测试 贴魔术贴 包装/封袋 按照序列号装箱 打包/出货
U-FDK
CD20
M20
MA15
铝壳电阻
发热器组件
FEH
新灯具
焊接端子
清洗/检验 合膜 贴脉动 贴正面膜 刮气泡 修边 测试 包装
插灯
焊接灯 插电阻/二极管 焊接电阻/二极管 插弹簧片 焊接弹簧片 插卧式电阻 焊接卧式电阻 清洗/检验 插插接片 焊接插接片 清洗/检验 分班 看板 测试/包装
焊接字符灯
六楼车间各产品的工序流程一览表
序号 名称 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
DCM SPEECHFI03 SPEECHFI04 SPEECH FSMS0014 FSMS0007 FSMS0008 TIMER U-EPPPCBA U-EPP按键框成品
锁电缆
焊接喇叭 穿螺丝 锁螺丝 测试 包装
锁电缆
焊接喇叭 穿螺丝 锁螺丝 测试 包装
更换贴片
分班/焊接电阻 焊接电容 焊接发射/接受灯 焊接电缆线 清洗/检验 涂漆 组装 测试 打胶
贴背面膜
刮背面气泡 和膜 贴脉动 贴正面膜 刮正面气泡 测试 包装
贴背面膜
刮背面气泡 和膜 贴脉动 贴正面膜 刮正面气泡 测试 刮外壳 磨按键 刮按键 检查外观 打螺丝 手感测试 工装测试 包装
机械加工工序图
一、机械加工工序设计,机械加工工序图1、基准先行零件加工一般多从精基准的加工开始,再以精基准定位加工其它表面。
因此,选作精基准的表面应安排在工艺过程起始工序先进行加工,以便为后续工序提供精基准。
例如轴类零件先加工两端中心孔,然后再以中心孔作为精基准,粗、精加工所有外圆表面。
齿轮加工则先加工内孔及基准端面,再以内孔及端面作为精基准,粗、精加工齿形表面。
2、先粗后精精基准加工好以后,整个零件的机械加工工序,应是粗加工工序在前,相继为半精加工、精加工及光整加工。
东莞市顺文五金机械加工厂提醒您:按先粗后精的原则先加工精度要求较高的主要表面,即先粗加工再半精加工各主要表面,最后再进行精加工和光整加工。
在对重要表面精加工之前,有时需对精基准进行修整,以利于保证重要表面的加工精度,如主轴的高精度磨削时,精磨和超精磨削前都须研磨中心孔;精密齿轮磨齿前,也要对内孔进行磨削加工。
3、先主后次根据零件的功用和技术要求。
先将零件的主要表面和次要表面分开,然后先安排主要表面的加工,再把次要表面的加工工序插入其中。
东莞市顺文五金机械加工厂提醒您:次要表面一般指键槽、螺孔、销孔等表面。
这些表面一般都与主要表面有一定的相对位置要求,应以主要表面作为基准进行次要表面加工,所以次要表面的加工一般放在主要表面的半精加工以后,精加工以前一次加工结束。
也有放在最后加工的,但此时应注意不要碰伤已加工好的主要表面。
4、先面后孔对于箱体、底座、支架等类零件,平面的轮廓尺寸较大,用它作为精基准加工孔,比较稳定可靠,也容易加工,有利于保证孔的精度。
东莞市顺文五金机械加工厂提醒您:如果先加工孔,再以孔为基准加工平面,则比较困难,加工质量也受影响。
二,机械加工工序卡,机械加工工序卡设计三、机械加工工序划分的原则及方法把原材料转变为成品的全过程,称为生产过程。
东莞市顺文五金机械加工厂提醒您:生产过程一般包括原材料的运输、仓库保管、生产技术准备、毛坯制造、机械加工(含热处理)、装配、检验、喷涂和包装等。
工 序 明 细 表

6-2-7
R
剪脚/補焊
1
25
13.5S
剪鉗/元件脚收集夹具各1PC
03
7
L
洗板
1
22
24S
02
8
R
外观检查
1
25
20S
02
加工位
/
清洗五金片
觸片
1
24
25.5S
小胶锤
03
2
R
裝零线、火线金属銅觸片
1
28
18S
03
3
L
裝彈簧/插保護膠片
1
28
29S
03
4
R
组装PCBA、锁线卡螺絲
L
成品打螺丝
1
52
45S
電批
03
11
R
成品打螺丝
1
52
45S
電批
03
12
L
成品测试
1
26
30S
電源供應插座/計數器
03
13
R
高压测试
1
20
31S
高壓測試儀/高壓測試架各1PC
03
14
L
外观检查/装框
1
27
15S
计数器
03
1
55
56S
電批
03
5
L
组装PCBA、锁线卡螺絲
1
55
56S
電批
03
5-1-6
R
组装地线金属片
1
28
25S
小胶锤
05
6
L
组装零线、火线金属片
1
28
20S
轴类零件工艺工序卡片资料
轴类零件工艺工序卡片资料机械加工工艺卡片零件名称:二代变右半轴学生:指导教师:材料牌号:圆钢毛坯种类:Φ48x573mm产品型号:产品名称:二代变右半轴车间工段:未说明零件图号:04-02-01-17每毛坯可制件数:1设备编号:未说明备注:共7页工序号:1工序内容:车端面,钻中心孔;调头,车另一端面,钻中心孔工艺装备:普通车床、三爪卡盘、车床钻头、顶尖、90°偏刀工时/s:207.63工序号:2工序内容:粗车直径为φ43φ、φ37、φ30、外圆柱面;调头,粗车另一端面直径为φ40、φ35、φ30机加工外圆柱面;倒角工艺装备:C620-1通用夹具工时/s:114.34工序号:3工序内容:半精车直径为φ30、φ37外圆柱面,倒角;调头,半精车另一端面直径为φ30、φ35、φ40外圆柱面。
工艺装备:C620-1通用夹具工时/s:71.15工序号:4工序内容:粗磨直径为φ30、φ35、φ40外圆柱面;调头,磨削另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:114.34工序号:5工序内容:精磨直径为φ30、φ35、φ40外圆柱面;调头,精磨另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:68.56工序号:6工序内容:在φ35、φ37、φ40外圆柱面上铣键槽工艺装备:X53T专用夹具工时/s:41工序号:7工序内容:去毛刺,检验工艺装备:未说明工时/s:未说明工序卡片的格式已经规范,但是有些信息不完整,需要补充。
对于每个工序的内容,可以更加详细地描述一下,比如粗加工的直径范围、半精车的倒角大小等等。
同时,可以加上一些工艺参数,比如切削速度、切削深度等等,以便更好地控制加工质量。
机械加工工序卡片产品型号:机械加工工序卡片产品名称:未知零件图号:未知零件名称:未知车间:未知车床:普通车床毛坯种类:圆钢设备名称:普通车床夹具编号:未知工位器具编号:未知工序号:2毛坯外型尺寸:Φ35x160mm 设备型号:C620-1夹具名称:三抓卡盘工位器具名称:未知切削深度:2.5mm准终进给次数:1次每毛坯可制件数:1件设备编号:第2页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:粗车φ43外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:90s工步号:2工步内容:粗车φ37外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:21.7s工步号:3工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:22.7s工步号:4工步内容:调头,粗车φ40外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:36.3s工步号:5工步内容:粗车φ35外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:30s工步号:6工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:7.14s工步号:7工步内容:倒角工艺装备:三爪卡盘、顶尖、45°偏刀机动辅动:未知工序号:3毛坯外型尺寸:Φ48x573mm 设备型号:C620-1工序名称:半精加工每毛坯可制件数:1件设备编号:第3页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:未知工艺装备:未知机动辅动:未知工步号:2工步内容:未知工艺装备:未知机动辅动:未知工步号:3工步内容:未知工艺装备:未知机动辅动:未知工步号:4工步内容:未知工艺装备:未知机动辅动:未知工步内容:1.半精车φ37外圆面2.半精车φ30外圆面3.调头,半精车φ40外圆面4.半精车φ35外圆面5.半精车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀工步工时/s:1.172.18.253.36.34.24.55.18.25工序号:04-02-01-17工序名:半精车外圆设备名称:车床毛坯种类:圆钢设备型号:X53T材料牌号:无每台件数:1同时加工件数:1切削液:有工步工时:机动夹具名称:三爪卡盘工位器具名称:顶尖、90°偏刀走刀长度:无主轴转速:2-4m/min进给量:0.0111-0.0152mm/s准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.粗磨φ30外圆面2.粗磨φ35外圆面3.调头,粗磨φ40外圆面4.粗磨φ30外圆面5.粗磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17 工序名:粗磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.精磨φ30外圆面2.精磨φ35外圆面3.调头,精磨φ40外圆面4.精磨φ30外圆面5.精磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17工序名:精磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 小幅度改写:1.对于半精车外圆的五个工步,使用了三爪卡盘、顶尖和90°偏刀作为工艺装备,工步工时分别为17、18.25、36.3、24.5和18.25秒。
装配关键工序明细表新
5.
柴油机〔变矩器〕与车架连接:3T航吊吊起发动机对准车架固定螺栓孔,M16X70螺栓2件、螺母4件平垫弹垫各2件,缓冲垫块2件,螺母170公斤备紧。变矩器采用M18X80螺栓4件、螺母8件,平垫弹垫各4件,缓冲垫块2件,螺母210公斤备紧。
柴油机上下水管安装
6.
柴油机上下水管安装:采用内Ø50喉箍四件一段与柴油机连接,另一端与水箱连接,喉箍每端两个拧紧。
柴油机、变矩器等综合组装
水箱与传动油散热器连接
3.
水箱与传动油散热器连接,先在散热器上钻Ø8.5孔四个与水箱配钻。用8.8级M8X30螺栓4个带弹垫平垫螺母4个,扭力20公斤拧紧。
长头车
水箱〔变矩器传动油散热器〕与车架连接
4.
水箱〔变矩器传动油散热器〕与车架连接采用8.8级M12X50螺栓套螺母8件,弹垫4个平垫8个。扭力71公斤拧紧。
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称
控 制 程 度
备 注
三.底盘系统综合组装
药架安装
药架托架安装
1.
药架安装:①连接平衡四连杆:Ø20桃形盘销轴4件,将四连杆对准车架药架连接座卡槽,对准销轴孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。8.8级M8X15螺栓4个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称
控 制 程 度
备 注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号 C630车 加工各部达图 (包括油沟)
外购成品
4
铸铜
2 B665刨 4 铸铜 厚度按 加工 其余达图 B665刨 4 铸铜 厚度按 加工 其余达图
外购成品 划 Z3063钻 划 Z3063钻
滑板
ZN1703.1.21
滑板
ZN1703.1.24
Φ 100镗
编制:李忠硕 审查: 定额: 工 时
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号
1
锻
外购成品 B690刨 划
Z3063钻 XA5032铣
4
铸铜 厚度按 加工 其余达图
加工500长度及油 沟、铣油沟达图
Z3063钻
加工900长度及两 端倒角达图
XA5032铣
Z3063钻
加工500长度及倒 角、铣倒角达图 划
见ZN1707.24工艺
Z3063钻
钻Φ 10H8销孔预孔
标记 处数 更改签字 日期
NO 生产 车间
共页 第 6 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类 ZN1707.33 衬套 ZN1708.110 齿条 ZN1708.1 轴套 ZN1708.03A 轴套 ZN1708.05A 轴套 ZN1708.09 滑板(一) 描 图 ZN1708.11 描 校 滑板(二) 1 1 4 铸铜 B665刨 铸铜 厚度按 加工 其余达图 B665刨 铸铜 厚度按 加工 其余达图 划 划 4 铸铜 C620车 钳 磨油沟 现场与相关件同 钻铰2-M10螺孔、
ZN1704.03.07
编制:李忠硕 审查: 定额: 工 时
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号 B665刨 划
XA5032铣
Z3063钻 加工420长度及倒 角、铣油沟达图
8
铸铜 厚度按 加工 其余达图 B215刨 划
Z3063钻
Φ 100镗 加工750长度及倒 角、铣油沟达图
B665刨 加工各外形尺寸 及40N9达图 C620车
加工内孔,外圆及端 面达图
划
Z3063钻
线切割 铣齿
导向齿条
ZN1711.2.2
划
B5032插 加工键槽
线切割 铣齿
导向齿轮
ZN1711.2.3
套
ZN1712.1.9
划
Φ 100镗
加工 及40× 45°达图
C630车 将工件切开 C630车 将工件切开 规格210X267
4件同加工,多次翻个, 厚度按 加工
加工480长度及倒 角、铣油沟达图
XA5032铣
Z3063钻
滑板1
ZN1704.02.15
8
加工480长度、铣 油沟达图
Φ 100镗
Z3063钻
滑板
ZN1704.03.04
8
B665刨 8 铸铜 厚度按 加工 其余达图 B665刨 8 铸铜 厚度按 加工 其余达图
橡胶板
编制:李忠硕 审查: 定额: 工 时
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号 B665刨 划
XA5032铣
Z3063钻
1
铸铜 厚度按 加工 其余达图 B665刨 划 铸铜 厚度按 加工 其余达图 C620车 铸铜 热 现场与相关件同 钻铰2-M10螺孔 C620车
加工490长度、铣 倒角达图
Z3063钻
XA5032铣
4
铸铜 厚度按 加工 其余达图 C620车 锻
加工420长度及倒 角、铣油沟达图
2
标记 处数 更改签字 日期
规格210X267
NO 生产 车间
共页 第 5 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类 ZN1707.17 右旋螺母 ZN1707.18 滑板 ZN1707.21 左旋螺母 ZN1707.22 衬板 ZN1707.23 尼龙衬板 ZN1707.25 下衬套 描 图 钳 描 校 铰销孔 规格210X267 2 1 2 1 锻 外购成品 B215刨 尼龙 精刨上下端面及 160宽倒角达图 B665刨 划 尼龙 精刨上下端面及 240宽达图 XA5032铣 划 铸铜 将工件铣开,加 工底面 达图 划
2
铸铜 厚度按 加工 其余达图 C630车
划 Z3063钻
线切割 同组做出相同标 识
滑板 ZN1707.11 滑板 ZN1707.12 滑板 ZN1707.14 滚轮 描 图 描 校
8
铸铜 4件连体加工厚度 按 加工 B215刨 划
Z3063钻
Φ 100镗 加工750长度、铣 油沟达图
4
铸铜 厚度按 加工 其余达图 B665刨 划
标记 处数 更改签字 日期
右螺母 描 图
ZN1712.1.12
划
Φ 100镗 加工 及40 ×45°达图
描 校
左螺母
NO 生产 车间
共页 第 11 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类 ZN1708.29 剪刃 ZN1708.36 轴套 ZN1708.37 轴套 ZN1708.57A 轴套 ZN1708.01.17 轴套 ZN1708.45 轴套 描 图
ZN1704.01.13
编制:李忠硕 审查: 定额: 工 时
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号 C620车
Hale Waihona Puke 套(二)ZN1704.02.3
4
铸铜 C620车
套
ZN1704.02.9
4
铸铜 B665刨 划
XA5032铣
Z3063钻
滑板
ZN1704.02.12A
8
铸铜 厚度按 加工 其余达图 B665刨 划 铸铜 厚度按 加工 其余达图 B215刨 划 铸铁
2
FZ-6
外购成品
描 校
轴套
2
FZ-6
标记 处数 更改签字 日期
规格210X267
NO 生产 车间
共页 第 10 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类
含油村套
ZN1703.1.31
4
FZ-6
外购成品
村套 描 图
ZN1704.01.11
2
FZ-6 C620车
描 校
套(一)
8
铸铜
标记 处数 更改签字 日期
规格210X267
NO 生产 车间
共页 第 2 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类
划
加工1255长度、 铣油沟达图 Φ 100镗 Z3063钻 加工14°斜面、 长度及油沟达图
滑板(一) 描 图
ZN1704.03.05
划
Φ 100镗 加工14°斜面、 长度及油沟达图
Z3063钻
标记 处数 更改签字 日期
描 校
滑板(二)
规格210X267
NO 生产 车间
共页 第 3 页
简 单 零 件 工 序 汇 总 表
编制:李忠硕 审查: 定额: 工 时
简 要 内 容 或 工 艺 装 备 名 称、规 格、及 编 号 热 C620车
加工内孔,外圆及端 面达图
划
B5032插 加工键槽
线切割 铣齿 线切割 铣齿
热 表淬HRC40-45 热 表淬HRC40-45
链轮(一)
ZN1708.02.02
1
原
调质硬度228269HB 热 调质硬度228269HB C620车
铣方及钻4-Φ 26.5
4
现场与相关件同 钻铰2-M10螺孔、
Z3063钻
Z3063钻
标记 处数 更改签字 日期
加工490长度、铣 倒角及油沟达图 规格210X267
NO 生产 车间
共页 第 7 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类 ZN1708.12 滑板(三) ZN1708.13 滑板(四) ZN1708.14 轴套 ZN1708.15 齿轮 ZN1708.22 橡胶垫 ZN1708.27 导板(一) 描 图 ZN1708.28 描 校 导板(一) 1 尼龙 B215刨 划 Z3063钻 1 尼龙 2
描 校
轴套
2
FZ-6B
标记 处数 更改签字 日期
规格210X267
NO 生产 车间
共页 第 9 页
简 单 零 件 工 序 汇 总 表
产品编号 图 号 设 产品名称 备(包括工序) 备 件 工 件 等 2010年1月12日 级 单 件 序 零件图号 每台 毛坯 号 零件名称 数量 种类
ZN1708.02.01
XA5032铣
Z3063钻
1
加工490长度、铣 倒角达图