D-Link产品品质检验规范_O-MF.Q-005_A0
成品检验规范(接线盒连接器)

反向漏电流值(25℃)
反向电压
10SQ050
≤100uA
50V
15SQ045
≤100uA
45V
GFS1645
SB1240
≤150uA
40V
MBR3045
≤200uA
45V
SB1540
PVS2045
附表2:
二极管型号
工作电压
工作电流
反向漏电流值
反向电压
10A10
12V
10A
≤10uA(25℃)
编制
审核
批准
标准化
≤[20℃时的上限电阻值+
0.0043*(环境温度-20)]
4.0mm2/AWG12
≤4.8/≤5.53
6.0mm2/AWG10
≤3.3/≤3.48
附表5:
规格
芯线股数
芯线单股直径
外径
2.5m㎡
49
≥0.25mm
参考技术规格书
4.0m㎡
56
≥0.30mm
参考技术规格书
6.0m㎡
84
≥0.30mm
参考技术规格书
A02
保存期限
5年
产品名称
太阳能接线盒/连接器
页 次
Sheet:3of3
产品型号
制作日期
2011-3-21
检验依据
产品标准,订单要求,技术图纸
抽样标准
GB/T2828.1-2003,
正常检验一次抽样方案
缺点分类
CR-严重缺陷 MA-主要缺陷 MI-次要缺陷
附表1:
二极管型号
反向漏电流值(25℃)
反向Hale Waihona Puke 压1000VP600s
成品AQL检验标准
Revision History修改记录1. Scope范围This document specifies the general quality requirements for the category of Furniture including domestic furniture, outdoor furniture and office furniture, etc. It is used as a general guideline for inspection if clients have not defined their requirement.此文件为针对家具产品(包括室内家具,户外家具,办公家具等)验货的通用标准。
如果客户没有特别的要求,在此定为通用的验货指南。
2. Inspection Criteria of Product / Package产品/包装的验货标准Reference standard: 引用标准- EN1725, EN747-1/2, EN716-1/2, EN1130-1/2, EN1728, EN1022, EN12520, EN12521, EN1335-1/2/3, EN1730, EN527-1/2/3, EN581-1/2/3, BS4875-1/5/7, ISO7170, BS14749 - ASTM F 1427, BIFMA X5.1, BIFMA X5.5, ASTM F 1858, ASNI A 161.1Product: 产品✧Must be without any unsafe defect for using;不允许有在实际使用中任何对使用者造成伤害的缺陷;✧Should be free of damaged, broken, scratch, crackle etc. Cosmetic / Aesthetics defect;不应有任何损坏,破碎,擦伤,或碎裂等外观缺陷;✧Must be conform to the shipping market legal regulation / client’s requirement;必须符合销往国当地的法规以及客户的要求;✧The construction, appearance, cosmetics and material of all units should comply withclient’s requirement / approved samples;产品的结构,外观,材料等必须符合客户的要求或与样品保持一致;✧All units should have full function complying with client’s requirement / approvedsamples;产品功能必须符合客户的要求或与样品保持一致;✧The marking / label on unit should be legal and clear.产品上的标记/标签必须符合法规要求且清晰明确。
DVD-成品检验标准

品质部DVD成品检验标准版本/修订编号01页码第1页共11页《DVD成品检验标准拟制/日期:冯杰2007/4/3 审核/日期:批准/日期:》品质部DVD成品检验标准版本/修订编号01页码第2页共11页工段抽樣方案根据领丰电子MIL - STD - 105D规定进行抽样检验适用机型DVD/CD通用一般水平II級AQL: CR=0 MAJ=0.65 MIN=2.5生效日期特殊水平S-1 □S-2 □S-3 □S-4 □QA抽检序号检查项目项目要求检查方法检查工具缺陷描述缺陷分類CR MAJ MIN1 包装检验1.1包装应符合出厂要求目测 1.1.1无附件或错附件1.1.2多或少附件1.1.3 附件未放在规定位置1.1.4漏贴贴纸、标签、条形码1.1.5条形码错或破损1.1.6贴纸起翘大于1/31.1.7实物机型、颜色与标识不符1.1.8彩盒严重偏色、脏污、破损1.1.9彩盒轻微偏色、脏污、破损1.1.10彩盒内有异物1.1.12彩盒提手漏装或破损1.1.13彩盒提手未装牢或轻微破损1.1.14外箱轻微破损或封装不牢1.1.15外箱严重破损1.1.16外箱标识错误1.1.17整机袋有明显脏污或破损1.1.18整机袋轻微脏污1.1.19整机袋内和整机上有水珠1.1.20整机袋外有水珠1.1.21泡沫有明显脏污或破损1.1.22泡沫有轻微脏污或破损1.1.23倒装(产品实物与箱上标志方向不符)1.1.24包装箱、说明书或机身均无生产厂家1.1.25包装箱与产品型号不符1.1.26包装箱上无产品名称、型号生产厂家等标记1.1.27整机彩盒外箱上的条码不符1.1.28泡沫垫缺少或严重损坏1.1.29沫垫轻微损坏或脏污1.1.30泡沫用错品质部DVD成品检验标准版本/修订编号01页码第3页共11页工段抽樣方案根据领丰电子MIL - STD - 105D规定进行抽样检验适用机型DVD/CD通用一般水平II級AQL: CR=0 MAJ=0.65 MIN=2.5生效日期特殊水平S-1 □S-2 □S-3 □S-4 □QA抽检序号检查项目项目要求检查方法检查工具缺陷描述缺陷分類CR MAJ MIN2 附件 2.1附件内物件齐全、正确,物品放置顺序正确。
品质检验指导书(打印版)(标准版)
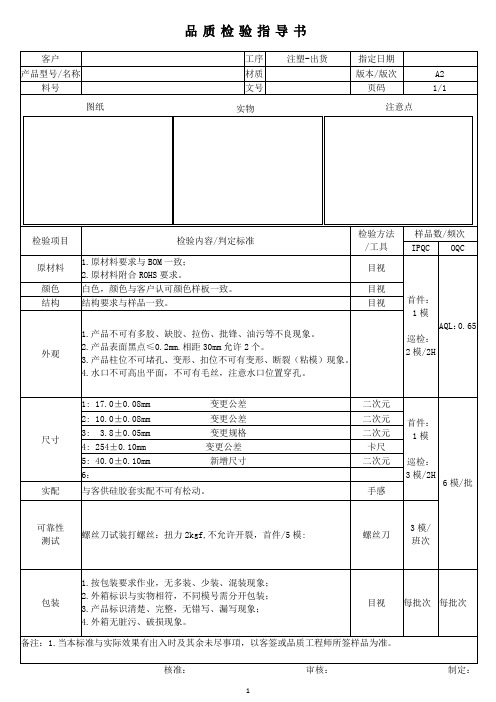
1客户 工序 注塑-出货指定日期 产品型号/名称材质 版本/版次 A2 料号文号页码1/1检验项目 检验内容/判定标准检验方法 /工具 样品数/频次 IPQCOQC原材料 1.原材料要求与BOM 一致; 2.原材料附合ROHS 要求。
目视 首件: 1模 巡检: 2模/2HAQL :0.65 颜色 白色,颜色与客户认可颜色样板一致。
目视 结构结构要求与样品一致。
目视外观 1.产品不可有多胶、缺胶、拉伤、批锋、油污等不良现象。
2.产品表面黑点≤0.2mm.相距30mm 允许2个。
3.产品柱位不可堵孔、变形、扣位不可有变形、断裂(粘模)现象。
4.水口不可高出平面,不可有毛丝,注意水口位置穿孔。
尺寸1: 17.0±0.08mm 变更公差 二次元 首件: 1模 巡检: 3模/2H6模/批2: 10.0±0.08mm 变更公差 二次元 3: 3.8±0.05mm 变更规格 二次元 4: 254±0.10mm 变更公差 卡尺 5: 40.0±0.10mm 新增尺寸 二次元 6:实配 与客供硅胶套实配不可有松动。
手感可靠性 测试螺丝刀试装打螺丝:扭力2kgf,不允许开裂,首件/5模: 螺丝刀3模/ 班次包装1.按包装要求作业,无多装、少装、混装现象;2.外箱标识与实物相符,不同模号需分开包装;3.产品标识清楚、完整,无错写、漏写现象;4.外箱无脏污、破损现象。
目视 每批次 每批次备注:1.当本标准与实际效果有出入时及其余未尽事項,以客签或品质工程师所签样品为准。
核准: 审核: 制定:图纸实物注意点品质检验指导书。
QSP-010-A-00 制程检验程序

1.目的:
此文件确立指导各生产部门/工序按特定的工序要求进行检验和试验,确保工序之品质2.范围:
适用于由进料投产开始到产品最后完成之间的整个产品之制造流程检验控制
3.职责:
3.1 品管部
3.1.1 负责制定检验计划和试验方法及程序
3.1.2 负责各工序首样检验及工程更改之跟踪确认
3.2 生产部
3.2.1 负责按产品需要及检验计划进行检验及测试
3.2.2 负责制定相关的工作指引
4.定义:
4.1 PASSED:检验合格
4.2 REJECTED:检验不合格
5.内容:
5.1 制程检验流程
5.2 各工序必须经过自检及首样检查确认合格后,才可批量生产.
5.3 各工序必须依据相关的质量计划或检验指引执行工序生产,检验及测试.
5.4 相关部门负责人及员工,应根据产品需要或质量计划进行检验,合格品和不合格品须标记及分隔,按<<不合格品控制程序>>和<<不合格品处理指引>>处理.
5.5 检查员在工序检验时,应按指定的抽样方案进行,并作出详细质量抽验记录.检验合格的,IPQC在<<生产流程卡>>上签名,IPQC确认合格的产品可流入下工序.
5.6 如遇有质量问题,品管部应联络有关部门解决,如未能解决,可召开MRB成员评审. 5.7 品管部对各产品质量状况,不良品进行综合统计及分析,按需要决定是否要采取纠正和预防措施.
6.参考文件:
6.1《不合格品处理工作指引》
6.2《不合格品的控制程序》
7.附件:
无。
电子产品成品检验操作规范
电子产品成品检验操作规范目的:规范10.4〞以下尺寸T/P的成品检验标准。
2.适用范围:本规范适用于我司10.4〞以下尺寸、且非手机类的T/P成品、出货检验。
3定义:无。
4.职责:4.1 品管员:依此标准进行检验和判定。
5.作业内容:5.1抽样水准:采用MIL-STD-105E二级检验水准进行抽样检验;AQL值的设定为:Electronic:0 ;Major : 0.65;Minor: 1.0。
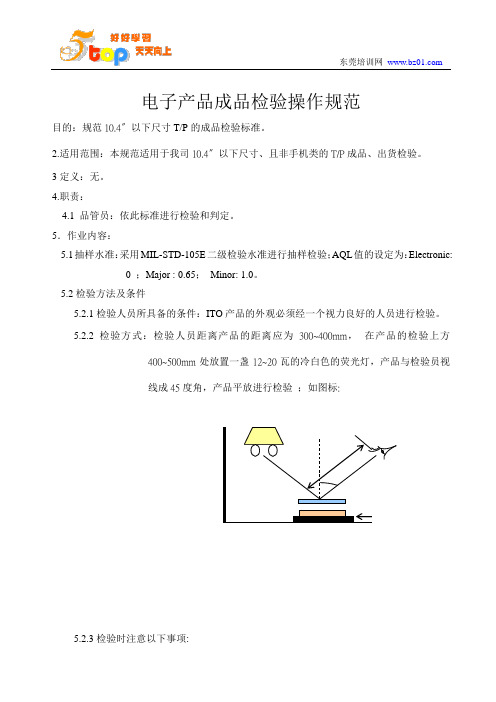
5.2检验方法及条件5.2.1检验人员所具备的条件:ITO产品的外观必须经一个视力良好的人员进行检验。
5.2.2检验方式:检验人员距离产品的距离应为300~400mm,在产品的检验上方400~500mm处放置一盏12~20瓦的冷白色的荧光灯,产品与检验员视线成45度角,产品平放进行检验;如图标:5.2.3检验时注意以下事项:A:检验人员必须佩带指套.B:将检验的产品置于检验员前方的位置,双手小心托住产品边缘,不能使产品弯曲。
C:检验者的眼神应持续的覆看而不是具体的盯住某一点看。
D:依据下面提供的标准判断产品是否符合要求,若发现有其它不良,从外观角度看客户在成品方面是否可接受此不良。
5.2.4产品经检验不合格,则依《不合格品处理程序》处理。
5.3 检验内容:5.3.1 .形状:形状、结构完全与客户确认之此机种样品一致。
5.3.2 尺寸:所有相关尺寸均完全符合相关工程规格图纸;5.3.3.电子特性回路电阻按规格标准线性(适用模拟式T/P)X 轴: +/-1.5% Y 轴: +/-1.5%(5线式按工程规格要求)电容以工程规格或客户特别要求绝缘阻抗DC25V大淤10Mohm.5.3.4.机械特性.*操作压力小于100g测试头R=0.8MM透明度透光率以产品设计规格为准表面硬度大淤3H铅笔硬度HEATSEAL之热封强度产品之引出线当进行FX>2KG FY>500G FZ>150G三个方向的拉力测试后产品的功能正常;测试方法: 用手动拉压力计分别对X.Y.Z三个方向进行测试再对产品的功能进行测试.5.4 T/P外观检验:以下标准适用淤可视区; W=Width L=length D=Diameter GT=Glass thickness;对于可视区内可用鹿皮沾酒精(ethyl alcohol)能擦干净的污渍及表面粘附之外部尘埃颗粒则予以忽略;对于非可视区内之任何外观缺陷只要不影响到产品功能均予以忽略。
MS-OP-QC005纸盒入库检验标准
名仕Mingshi
Operation instruction 操作指导CODE编号MS-OP-QC-005 Title of the document文件名称:
纸盒入库检验标准
Carton Inspection standard
Version版本: A
Date日期: 2013—01—26
1、目的
本规范旨在定义纸盒入库标准,对纸盒检验与判定的依据,同时为供应商对本公司品质要求认知准则
2、范围
所有入库的纸盒
3、职责
QC负责按标准检验
4、定义
缺点(defect):影响产品的安全性能、或产品使用性能不能达到所期望的目的,或显著的减低其实用性能,或不影响产品的使用目的但影响产品的外观。
5、内容
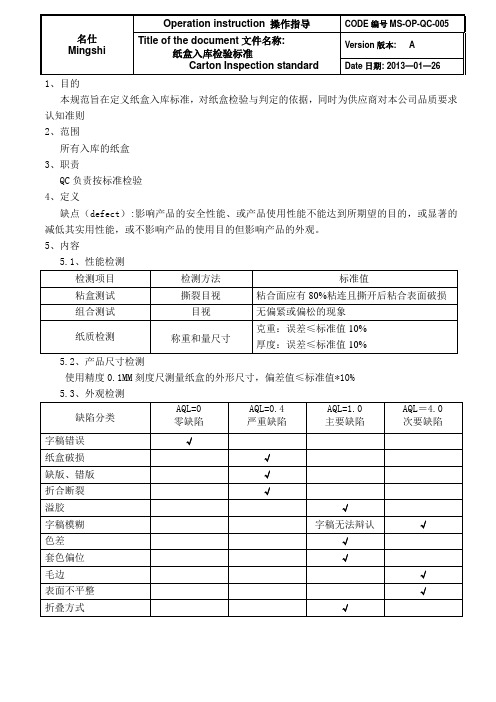
5.1、性能检测
检测项目检测方法标准值
粘盒测试撕裂目视粘合面应有80%粘连且撕开后粘合表面破损组合测试目视无偏紧或偏松的现象
纸质检测称重和量尺寸克重:误差≤标准值10% 厚度:误差≤标准值10%
5.2、产品尺寸检测
使用精度0.1MM刻度尺测量纸盒的外形尺寸,偏差值≤标准值*10% 5.3、外观检测
缺陷分类
AQL=0
零缺陷
AQL=0.4
严重缺陷
AQL=1.0
主要缺陷
AQL=4.0
次要缺陷
字稿错误√
纸盒破损√
缺版、错版√
折合断裂√
溢胶√
字稿模糊字稿无法辩认√色差√
套色偏位√
毛边√表面不平整√折叠方式√。
Formel Q 要求条例 验证(DTLD——零件)
1.2.技术资料/提供证据在产品和过程诞生的各个阶段,以及在批量生产中的一些专门的文件和质量证据对于履行存档义务是特别重要的。
供应商必须对技术资料/文件进行无遗漏的收集、归纳整理和存档。
要通过落实、满足和保持顾客特别要求的存档责任特性来实现质量证据。
这种工作程序也要相应的应用于分供方。
供应商有义务,从自己的经验中总结出其他的重要特性,补充性的包括进存档义务中,而这些特性有可能没有被顾客作为存档责任规定下来。
1.1 是否实行了文件管理程序?要求/说明所有的D/TLD零件的资料,包括首次认可和更改认可的质量保证证据都要按照程序步骤进行管理(参阅VDA 6.1,要素6)。
1.2 D/TLD零件的技术资料是否是最新有效状态,是否有D/TLD零件标识,是否对D/TLD特性做了专门的标记?要求/说明需考虑所有的资料(文件和记录),例如:——供货范围——过程规划、过程控制1.3 有些特性在大众/奥迪的资料中没有作为D/TLD特性标明出来,但零件制造厂认为是与安全有关的特性,零件制造厂是否在产品责任范围内对这些特性也进行了记录并存档?要求/说明需考虑要点,例如:——材料、功能——寿命、可靠性(参见VDA 1和VDA 6.1,第6要素)1.4 零件制造厂是否可靠地保存了制造和检验的技术资料,存档期至少15年(与法规“危险材料使用规定”中第18条第3项有关的资料至少存档30年)要求/说明存档要防火防盗,要防止误改/更改资料,例如通过制作微缩胶片,制作光盘(CD-ROM)时(也参阅VDA1)。
需考虑要点,例如:——生产计划,规定的工艺参数,检验计划——检验结果,能力指数证明——检测设备监控——安全数据-汇总表格——符合环保要求的证明1.5 全部关键的数据是否包含在存档文件之中?要求/说明需考虑要点,例如:——零件原始数据(包括更改状态)——检验特性(目标值/实际值)——可靠性检验——出现偏差时的说明,附解决措施1.6 存档方法是否适合于随时迅速地查阅到每一份资料?要求/说明整个生产过程链(包括分供方)的产品资料与检验资料必须按批号/炉号进行存档。
2.9寸电子纸屏检验标准说明书

2.9寸电子纸屏检验标准1.范围此验收标准适用于大连佳显提供的电子显示屏。
2.来料检验客户应在收到产品后的30日内对显示屏进行检测。
检测的结果(接受或拒绝)应以书面形式做好记录,并将检测结果以书面形式发送给卖方,如果买方没有在交货日期后的30日内进行检测并发送给卖方。
显示屏将被视为接受。
如果客户没有在30天检查期内通知卖方,则买方自动放弃拒收显示屏的权利,视做买方已经接受。
3.检验抽样方法3.1批量:每种型号的每批的数量3.2抽样类型:正常检验,单次抽样3.3检验等级:II3.4采样表:MIL-STD-105D3.5可接受的质量水平(AQL)主要缺陷:AQL = 0.65轻微缺陷:AQL = 1.004.检验条件4.1环境条件:a. 温度:23±2℃b. 湿度:(55±5)%RHC. 亮度:1200lux〜1500lux; 典型值为1350lux +/-1504.2观测距离:电子纸显示屏与测试人员的眼睛之间的距离应为30±5厘米。
4.3可视角度:U / D:45°/45°,L / R:45°/45°5.检验标准5.1区域定义A区域:有效显示区域 B区域:边界区域5.2外观标准备注:点定义:仅在WS或DS缺陷下可见。
(* WS:White State白色状态,DS:Dark State黑色状态)在灰色图案或刷新过程中可见,但在黑色,白色和红色下不可见的任何缺陷都将被忽略。
这里是“斑点”和“划痕或线条缺陷”的定义。
点:W> 1 / 4L划痕或线缺陷:W≤1/ 4LL / W和D(长轴)的定义FPC金手指部分不可仅用肉眼检测。
CD成品检验规范OH-QS-015-A0
目视
主要
绿、黄、橘 > 2nm
色不均样品
卡尺 严重
8
压盖不良
因压盖不良造成反射盖之定位柱未压平,超出成品尺 寸者,不合格。
卡尺
次要
9
封胶不良
封胶有高于超出 REF1/3 以上者或超出 PCB2CM 以上 者,不合格。
目视
次要
10
PIN 粘胶
PIN 粘胶大于 15 mils 以上者(带 PIN 型)、通盘粘胶 大于 15 mils 以上者(NO PIN 型) ,不合格。
查。 7.2. 判定系以累加较重缺点,依个别允收水准﹝AQL﹞判定结果;缺点类别及 AQL 值:
“严重缺点”﹝0.25%﹞ , “主要缺点”0.65%﹞,“次要缺点”﹝1.0%﹞。
享庆科技股份有限公司
文件名称
制/修订部门
成品 C/D 检验规范
05.13 页数/总页数
1. 0.43" (含)以下 Displays。
节内杂物 A.杂物 > 5mils 者,不合格。
B.杂物 < 5mils 但每节点多于 2 点以上者,不合格。
12
MIL 图 主要
2. 0.43"(不含) ~ 1.0"(含)之 DISPLAY。
A.杂物 > 10mils 者,不合格。 B.杂物< 10mils 但每节点多于 2 点以上者,不合格。 3. 1.0"以上之者。 A.杂物 > 15mils 者,不合格。
mil次要享庆科技股份有限公司文件名称成品cd检验规范文件编号ohqs015文件版本a0制修订部门制修订日期20030513页数总页数4412节内杂物单体发光时以目视30cm距离可看出黑点或白点者不合格
品质检验标准

品质检验标准20171013版产品品质检验标准1适用范围所有半成品、成品检验2产品检验项目2.1外观检验2.1.1焊点2.1.2连接器2.1.3PCBA板2.1.4五金装配部件2.2电气性能检验2.2.1烧录:用于写入固件程序2.2.2引脚:检测模块引脚电气连接情况2.2.3通讯:检测模块是否正常收发信号2.2.4发射电流:检测信号发送时所需的电流2.2.5接收电流:检测信号接收时所需要的电流2.2.6发射功率:检测频段范围内所发射的能量2.2.7休眠电流:检测模块低功耗2.2.8增益:用于检测信号放大比率2.2.9固件版本:检测硬件固件版本是否正确2.3可靠性环境试验测试2.3.1老化测试3产品外观标准3.1焊点标准3.1.1焊接以导线为中心,匀称成裙形拉开。
3.1.2焊料的连接呈半弓形凹面,焊料与焊件出交接平滑,接触角尽可能小。
3.1.3表面有光泽且平滑。
3.1.4焊点无裂痕、无针孔、无夹渣。
3.1.5焊点不能存在漏焊,拉尖3.1.6焊点无焊料引起的短路,无焊盘剥离、脱落3.1.7无冷焊、虚焊、过热3.2连接器标准3.2.1排针(排母)完全贴板,无高跷,无偏移。
3.2.2排针(排母)与PCBA板呈90°直角。
3.2.3排针(排母)无残留物,无变形3.2.4排针(排母)无塑料融化3.2.5SMA座子无缩PIN3.2.6SMA无偏移,无高翘,无沾锡,无残留物。
3.2.7SMA螺母垫片齐全3.2.8SMA有防尘帽3.2.9SMA无堵孔3.3PCBA标准3.3.1PCBA外观无损伤3.3.2PCBA表面有光泽,无色偏,无油污,无变色,无松香等残留物3.3.3表面无刮伤划痕,无粘锡3.3.4非焊接焊盘无粘锡,无堵孔3.3.5金手指无粘锡3.3.6元器件无空焊、偏移、立碑、高跷、漏焊、松动。
3.3.7PCBA无绝缘漆掉3.3.8PCBA无飞线,无铜箔剥离、脱落3.3.9PCBA丝印正确清晰,无模糊、沾污、粘锡3.3.10板边无毛刺、毛边3.4组装五金件标准3.4.1螺丝无滑牙、漏装。
最新intel及安卓平板电脑成品检验标准

文件编号版次A/1生效日期2016.06.01页次1/85.2 重缺陷:不构成致命缺陷,但很可能造成故障,或对单位产品使用功能会严重降低、或严重影响产品形象,之记为MA.5.3 轻缺陷:不构成致命或主要缺陷,不影响产品使用功能,或对外观有轻微影响之缺陷,记为MI.5.4 A 区-----正面 用户或检验员经常看的见的面 C 区-背面 B 区用户与检验员可能看见的面侧面 D 区-----需要拆开才能看到的面,如电池盖里面部分等。
5.5 检查批:在基本相同时段和一致的条件下生产的同型号、同类和同成分的产品组成.4 工作环境及所需设备a, 溫度:0℃-40℃ b ,相對濕度:40%--75% c ,亮度:螢光燈下,100cm±20cm 距離,光照強度:700-1000LUX d ,距離:30cm±3cm e ,角度:檢驗面與目視方向成30CM 呈45°-135°、不偏光進行檢驗。
f ,目視停留時間:每一檢驗面停留3-5秒。
g, 工具:直尺、塞尺、卡尺, USB 线、耳机、TF 卡、U 盘、2G与3G的SIM卡.OTG,无线路由器、高清电视、电脑。
5、定义5.1 致命缺陷:指对使用者或携带者的安全带来危害或违反相关安规,以及ROHS 要求之缺陷记为CR 。
3.1 品管部负责检验标准制订,依据本检验标准判断产品的合格性和负责不合格产品的质量缺陷的记录。
3.2 生产部负责执行检验标准作业。
3.2 工程部协助生产对不良缺陷进行分析和改善,并发布工艺上的变更与追加,以指导生产作业。
检 验 作 业 指 导 书1、 目的为产品提供交收检验依据,以控制产品的最终品质。
(此为通用标准,操作中必须参照每种产品之特性要求以及每批次的订单要求和客户之特殊要求。
)2、适用范围本标准适用本公司MID 生产成品检验,验证作业,除客户特别要求外,QC100%全检相关项目。
3、职责和权限产品名称:平板电脑成品检验标准(含ROHS)文件编号HYF-PZ002版次A/1生效日期2016.06.01页次3/89、检验标准CR MAMI********深划痕*****深划痕***深划痕*****贴纸****检验标准产品名称:平板电脑成品检验标准(含ROHS)电镀及铝面壳浅划痕浅划痕面壳底壳和中框及其它面面壳和镜面底壳LCD检查要点污点划伤脱漆雕刻或丝印项目外观位置偏移0.5mm ,位置倾斜0.4度(以基准线为准)≤0.5mm之浅划痕不允许超过4条以上(两条之间不得小于1cm)使用3M 胶纸平贴于产品表面,然后沿45度的方向快速拉起连续粘贴5次(胶纸不能重复使用)不露底色为合格光标、QC贴纸、序号等贴纸不可有未贴好或贴错等象字体或字体大小按图纸要求或按签样品.字不允许有错字,不清晰、断线宽度≤0.1mm 中框和底壳在LCD内如是需依靠光源反射才可看得到的亮点且在显示屏的B区目视可见有感划痕:不允许有出现1条>5mm≤10mm不允许有超过2条以上(两条之间不得小于1cm)≤0.5mm之浅划痕不允许超过3条以上(两条之间不得小于1cm)目视可见有感划痕:不允许超过1条以上>5mm≤10mm不允许有超过3条以上(两条之间不得小于1cm)划痕深度小于0.1㎜整个面壳小等于3条且间距大于等于6㎝远.≤0.5mm之浅划痕不允许超过2条以上(两条之间不得小于3cm)目视可见有感划痕:不允许有出现1条>5mm≤10mm不允许有超过2条以上(两条之间不得小于3cm)≤0.5mm之浅划痕不允许超过3条以上(两条之间不得小于1cm)如有任何不依靠光源反射就可以看到的亮点则拒收浅划痕反光亮点高反差杂点:>0.2mm≤0.3mm不允许超过1点以上;≤0.2mm不可超过3点以上低反差杂点:>0.2mm≤0.5mm不允许超过2点以上;≤0.2mm不可超过4点以上高反差杂点:>0.2mm≤0.3mm不允许超过2点以上;≤0.2mm不可超过4点以上低反差杂点:>0.2mm≤0.5mm不允许超过3点以上;≤0.2mm不可超过5点以上注:反差是指杂点本身的颜色与所在位置底色比较所呈现出的颜色差异目视可见有感划痕:划痕深度大于0.3MM不允许有出现1条检 验 作 业 指 导 书缺陷等级拟制批准审核*文件编号HYF-PZ002版次A/1生效日期2016.06.01页次4/89、检验标准CRMAMI*****断差********色差**************产品名称:平板电脑成品检验标准(含ROHS)检验标准检查要点缝隙按键镜片摄像头LCD其它组装结构LCD 显示尘点,异物项目结 构少螺丝、滑牙、生锈、未打到位插入耳机时旋转耳机不能有断断续续的声音,或闷音,单音,无音等DC接口、耳机接口、HDMI接口、TF卡接口高出外壳、变形、脏污LCD歪斜﹤0.3mmLCD露白边/黑边。
SMD类成品检验规范-A

總個數不能超過1個可接受
4、平整度<0.2mm:産品平放在水平光滑玻璃鏡面上,PIN腳成一條直線,若有疑似翹起以厚薄規0.2mm量測若可以插入判NG
目檢/點規
√
印字
目檢
無斷劃、少劃、連字、重影不清、嚴重偏位、印反、歪斜
目檢
√
4-2.電氣特性
不得有破裂空氣填入
目檢
V
卷軸
不得變形受損
目檢
V
濕度顯示
需小於30%
目檢
V
包裝方式
依承認書
目檢
V
核准
審核
制訂
檢驗項目
檢測
工具
檢驗標準
見承認書(技術參數)
檢驗方式
缺陷級別
嚴重
主要
次要
綜
合
測
試
3250
或2818XB變壓器綜合
測試儀
LX(T1)≥350 uH AT:100KHz 0.1V 8mA
量測
√
LK≤0.3 uH(具體參照對應産品規格書)
量測
√
TR±3 %
量測
√
DCR<1Ω
量測
√
PS(100KΩ)通過
量測
√
4-3.耐壓、耐溫
檢驗項目
檢測
工具
檢驗標準(條件)
檢驗方式
缺陷級別
嚴重
主要
次要
耐壓
2670耐壓測試儀
PRI TO SEC(1500VAC,1mA,1Sec)
量測
√
耐溫
IR-REFLOW
無膠裂,內物外漏,錫點
目檢
√
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
缺點定義:
嚴重缺點(Critical Defect):
根據經驗或判斷,認為此種缺點將導致裝配者或使用者受到嚴重傷害,或造成產品不能執行其
功能之缺點。
主要缺點(Major Defect):
此缺點之產生會導致產品之基本功能或機械、物理特性喪失,而無法產生產品功能者,或嚴重
影響產品之外觀及組裝,可能引起客戶之不良反應者。
權責單位
品質保證部
4.0 4.1 4.2 4.2.1
4.2.2
4.2.3
4.2.4 4.3
4.3.1
定義
新產品首批檢驗(FAI)依據抽樣計畫 MIL-STD-105E S3 (AQL:0.65%,C=0)之特殊抽樣計劃。
量產檢驗依據抽樣計畫 MIL-STD-105E S2 (AQL:0.65%,C=0) 之特殊抽樣計劃。
V
包裝不符合要求影響作業
V
需有承認之安規標準
V
實物與承認型態不符
V
插頭及 POWER JACK 不得有變形、污物、鏽斑、毛邊、擦傷、
露銅之現象
V
1.7
本體不得有擦傷、撞傷
V
1.8
銘版之內容及方向與承認樣品不符合
V
1.9
銘版上保護膜刮傷、撞傷不得傷其銘版、黏貼不良
V
2.品名:POWER SUPPLY
檢驗 項目 外 觀 2.1 檢 視 2.2
Page 頁次:6/22
This document contains confidential proprietary information and is the property of D-Link Corporation. The contents of this document may not be disclosed to unauthorized persons without the written consent of D-Link Corporation.
2.3 2.4 2.5 2.6 2.7 2.8
缺
點
項
目
檢視是否為承認之合格廠牌、LABEL 型號安規 MARK 檢視其製造日期(DATE CODE)不得超過二年 包裝不符合要求影響作業 零件不得有浮接、漏焊、冷焊、空焊、破損、露銅之現象 需有承認之安規證明 線材加工勾線一圈不得破線、斷續線 小板與零件安全距離必須 ﹥1mm 金屬外殼外觀請參考機構進料檢驗規格
產品品質檢驗標準
Date:2006/11/28 H Revision:
附件(一)
1. 品名:ADAPTOR
檢驗 項目 外 觀 1.1 檢 視 1.2
1.3 1.4 1.5 1.6
缺
點
項
目
判定 CR MA MI
檢視是否為承認之合格廠牌、LABEL 型號安規 MARK
V
檢視其製造日期(DATE CODE)不得超過二年
H Revision:
產品品質檢驗標準
Approved by 黃嘉良
Checked by 王運鈞
Department 品質保證部
Prepared by 王信宏
Document 文件編號 : WI-0743-01-01
Page 頁次:1/22
This document contains confidential proprietary information and is the property of D-Link Corporation. The contents of this document may not be disclosed to unauthorized persons without the written consent of D-Link Corporation.
7.0
附件
附件一 電子材料檢驗
附件二 有鉛、無鉛製程表面黏著
附件三 傳統有腳插件
附件四 組裝外觀檢驗
附件五 成品包裝檢驗
附件六 LCD 檢驗
附件七 pallet 檢驗
Document 文件編號 : WI-0743-01-01
Page 頁次:4/22
This document contains confidential proprietary information and is the property of D-Link Corporation. The contents of this document may not be disclosed to unauthorized persons without the written consent of D-Link Corporation.
V
6
浮件 (傾斜)
浮件>0.3mm 拒收 傾斜>0.3mm 拒收 (點膠者除外)
V
墓碑 應正面擺放變成側面擺放,應兩端接觸
7 (立碑) 變成單邊接觸.
V
8 空焊 應焊而未焊到者
V
9 冷焊 焊點表面未形成錫帶
V
10 短路 不應導通而導通者
V
13 錫尖
垂直超過錫面>0.5mm 不允許, 水平狀不允許
V
Document 文件編號 : WI-0743-01-01
V
1. 錫墊間焊錫量之差異不可小於 1/4.外
15
錫不足 2.
露焊墊不得有氧化. 引線腳的底邊與 PCB 焊墊的焊錫帶
V
至少涵蓋引線腳高度的 25%
零件面或焊錫面的零件腳旁裂開(判定標
16 錫裂 準 1.IC pin 以針挑.
V
2.Chip 類以 1.5kg 推力)
17 針孔
1.針孔面積大於錫面的 1/4 拒收. 2.針孔不得見底材.
判定 CR MA MI V
V V V V V
Document 文件編號 : WI-0743-01-01
Page 頁次:5/22
This document contains confidential proprietary information and is the property of D-Link Corporation. The contents of this document may not be disclosed to unauthorized persons without the written consent of D-Link Corporation.
Rev.
Description
A 首次發行
B 無鉛表面黏著
重新定義 4.1 抽樣計畫,4.2 缺點定義,4.3 缺點判定,4.4 檢驗 C 項目,4.5 檢驗環境要求,4.6 檢驗區域定義
D 變更不良圖例
E 修訂不良敘述 & 增加不良圖示
F 增訂 LCD 檢驗規範事項
G 修訂 case(塑膠、鐵件)外觀檢驗之標準
Page 頁次:3/22
This document contains confidential proprietary information and is the property of D-Link Corporation. The contents of this document may not be disclosed to unauthorized persons without the written consent of D-Link Corporation.
判定 CR MA MI V
V V V V V V V
3. 品名:POWER MODULE
檢驗 項目 外 觀 3.1 檢 視 3.2
3.3 3.4 3.5 3.6
缺
點
項
目
檢視是否為承認之合格零件、 廠牌 檢視其製造日期(DATE CODE)不得超過二年 包裝不符合要求影響作業 零件不得有浮接、漏焊、冷焊、空焊、破損、露銅之現象 第一腳標誌需正確及方向需一致 不得有氧化(變色)丶生鏽丶露銅
H 增訂 pallet 檢驗標準
Editor
葉勝豪 鄒志中
鄒志中
王信宏 鄒志中 鄒志中 鄒志中 鄒志中
Document 文件編號 : WI-0743-01-01
Page 頁次:2/22
This document contains confidential proprietary information and is the property of D-Link Corporation. The contents of this document may not be disclosed to unauthorized persons without the written consent of D-Link Corporation.
文件编号
版本号
O-MF.Q-005
A0
生效日期
密级程度
2009-5-7
内部资料
发放范围:产品质量控制部、物料质量控制部、工艺部、生产部、结构美工部
D-Link 產品品質檢驗規範
整 理: 审 核: 批 准:
陈积霞 /
薛克涛
日期: 日期: 日期:
2009-5-7 /
2009-5-7
ISO 9000 Working Instruction Date:2008/9/22
次要缺點(Minor Defect):
指不影響產品的適用性和功能或外觀的缺點,對產品的使用者不造成不良反應或影響之缺點,
屬次要缺點。
3 個次要缺點(MI) = 1 個主要缺點(MA)。
產品外觀區域劃分:
產品正向放置(公司 LOGO 為正向)進行區域判定。
C SIDE
B SIDE
D-LINK
B SIDE
ISO 9000 Working Instruction Date:2008/9/22