机械加工工艺卡片模板
机械加工工艺卡片模板
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
粗、精磨右段Φ14.5处至尺寸并保证粗糙度
磨床
450
50
0.2
0.7
1
0.4
2
3
4
5
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
走刀
次数
公步工时/min
机动
辅助
1
粗、精铣键槽至尺寸
铣床
450
50
0.3
1.5
1
0.1
2
4
5
6
7
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
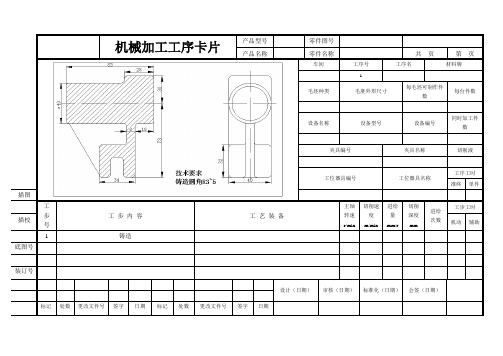
机械加工工序卡片(六)
徐州建院
机电工程学院
机械加工工序卡片
产品型号
零件图号
共8页
产品名称
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
工艺卡片模板
机械加工工艺过程卡片班级:1404032精品姓名:精品机械加工工艺过程卡片精品(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90450.5 1.25122s17.46s精品(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数Z30251夹具编号夹具名称切削液ZY—02钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具10020.54530200s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—04三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330490.202521s40.5s精品(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120350.65 1.25350s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120460.652370s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120460.65 1.1270s60s如有侵权请联系告知删除,感谢你们的配合!精品。
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工艺过程及工序卡片模板)

机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。
机械加工工艺卡片
车间
等离子设备
20
铣
按图铣焊接部件尺寸,铣焊接坡口C5
机加
车间
立式铣床
X5032A
平口钳、游标卡尺
30
焊
按图焊接成形,
焊接间
焊机
专用夹具、游标卡尺
40
退火
去应力退火
机加
车间
50
铣
划线,铣顶面。
机加பைடு நூலகம்
车间
加工中心
专用夹具、游标卡尺
60
铣
卧铣两侧面,
机加
车间
加工中心
专用夹具、游标卡尺
80
钳
去毛刺,清焊渣,打磨焊缝
机加
车间
角磨机
90
检
按图纸进行检验合格后入库
机加
车间
千分尺、游标卡尺
编 制(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
批 准(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
机械加工工艺卡片
XXXXXX公司
机械加工工艺过程卡片
产品型号
XXXXX
零件图号
XXXX
产品名称
XXXX
零件名称
XXXX
共
XX
页
第
XX
页
材 料 牌 号
Q235
毛 坯 种 类
型材
毛坯外形尺寸
每 台 件 数
1
备 注
工
序
号
工序名称
工 序 内 容
车
间
工
段
设 备
机械加工工艺卡片模板1
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
机械加工工艺卡片模板
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺卡片模板(总2页)
附录一机械加工工艺过程卡片
AAM公司
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
附录二机械加工工序卡片
AAM公司
机械加工工序卡片
零件图号
共 页
零件名称
第 页
车间
工序号
工序名称
加工工艺过程卡片模板

14
去毛刺
15
检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
立式铣床
面铣刀400mm、游标卡尺
2
4
铣
粗铣底部端面,表面见光即可
立式铣床
面铣刀400mm、游标卡尺
1.5
5
钻
钻底部8-M12底孔φ10.2
摇臂钻床
φ10.2钻头
3
6
镗
粗镗孔φ101和φ260留余量1-2mm
镗床
镗刀YG3X、内径千分尺
5
7
镗
精镗孔φ101和φ260到位
镗床
Байду номын сангаас镗刀YG3X、内径千分尺
7
南通职业大学机械工程系
机械加工工艺过程卡片
产品型号
零件图号
产品名称
传动箱
零件名称
传动箱壳体
共
1
页
第
1
页
材料牌号
ZL104
毛坯种类
铸铝
毛坯外形尺寸
535x184x300
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
铸造成毛坯
2
去除残渣
去除铸造后的残渣清理
3
铣
铣上部大端面
8
钻
攻丝底部的8-M12
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
机械加工工艺卡片(范本)

工 序 内 容
车端面打中心孔 车外圆Ф 120长度192.5mm 工件调头,打中心孔 车外圆Ф 120长度152.5mm 车外圆Ф 140长度355.5mm 车外圆Ф 160长度29.5mm 工件调头,车端面 打深孔,钻孔Ф 6 钻孔Ф 8.6攻丝1/8" 镗床加工端头孔攻丝M20*45 铣床加工槽
Hale Waihona Puke 切削 深度 mm切削 速度 m/min
每分钟转 数或往复 次数
100 100 80 80 60 40 80 60 120
0.2 0.2 0.2 0.2 0.2 0.2 0.05 0.2 0.2
C630 C630 C630 C630 C630 C630 C630 C630 T6110 52K
设计(日期) 审核(日期) 2012.12.29
4月25日 轴 2 备注 工人技术 等级
工艺装备名称及编号 进给量 mm/r 设备名称 及编号 C630 夹具 4爪 4爪 4爪 4爪 4爪 4爪 4爪 4爪 4爪 V形铁 平口钳 YG8 中心钻 YG8 YG8 YG8 YG8 加长钻头 丝锥 丝锥 铣刀 千分尺 游标卡尺 千分尺 千分尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 刀具 量具
标准化(日期) 会签(日期)
标记
更改文件号
签字
日期
标记
处数
更改文件号
签字 日期
230120标记日期标记签字日期c6304爪毛胚种类每台件数备注工人技术等级工艺装备名称及编号机械加工工艺卡片提升机373零部件名称零部件图号4月25日轴游标卡尺游标卡尺标准化日期中心钻yg8yg8yg8游标卡尺会签日期刀具yg8游标卡尺游标卡尺量具千分尺游标卡尺千分尺千分尺游标卡尺铣刀丝锥加长钻头yg8丝锥v形铁平口钳4爪4爪4爪4爪审核日期宝盈公司机械加工工艺卡片产品型号产品名称夹具4爪4爪t611052kc630c630c630c630更改文件号签字处数更改文件号每毛胚可制件数切削深度mmc630c630c630c6304爪4爪每分钟转数或往复次数设备名称及编号车外圆160长度29
机械加工工艺过程及工序卡片模板资料
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺过程卡模板

机械加工工艺过程卡片产品型号CA6140 零件图号
产品名称车床零件名称拨叉共1页第1页
材料牌号HT200 毛坯
种类
铸件毛坯外形尺寸
160mm×75
mm×80mm
每毛坯
可制件
数
1
每台
件数
1
备
注
工序号工序名称工序内容车间工段设备工艺装备
工时
准终单件
1 初检
2 扩孔、倒
角、粗铰、
精铰
铰Φ25孔钻床铰刀、卡尺、赛规
3 粗铣粗铣拨叉脚两端面、拨叉脚两前端面、拨叉
头侧面、导向槽外端面、导向槽内侧面、导
向槽底面
铣床端铣刀、游标卡尺
4 去毛刺去除全部毛刺钳工台平挫
5
中检赛规、百分表、卡尺等
6 半精铣精铣导向槽外端面、导向槽内侧面、拨叉脚
两端面、拨叉脚两前端面
铣床端铣刀、游标卡尺
7 镗孔拨叉脚内表面粗镗、倒角、半精镗车床卡尺、赛规
8 清洗清洗机
9 退火
10 终检按零件图样要求全面检查
描图
描校
底图号
装订号设计
日期审核
日期
标准化
日期
会签
日期
标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺卡片模板1
500
9.4
0.28
2
设计 校对 审核 标准化 会签 (日期) (日期) (日期) (日期) (日期) 标记 处数 更改文 件号 签字 日期 标记 处数 更改文 件号 签字 日期
机械加工工序卡片
产品型号 产品名称 车间 毛坯种类 热轧圆钢 设备名称 立式钻床 夹具编号 工序号
零件图号 零件名称 偏心轮 工序名称 钻 每件毛坯可制件数 1 设备编号 夹具名称 钻模 工位器具名称
Hale Waihona Puke 处数更改文 件号签字
日期
标记
处数
更改文 件号
签字
日期
机械加工工序卡片
产品型号 产品名称 车间 毛坯种类 热轧圆钢 设备名称 立式钻床 夹具编号 工序号
零件图号 零件名称 偏心轮 工序名称 绞 每件毛坯可制件数 1 设备编号 夹具名称 专用钻模 工位器具名称
共 第
8 页 7 页
材料牌号 20cr 每台件数
零件图号 零件名称 偏心轮 工序名称 粗车外圆 每件毛坯可制件数 1 设备编号 夹具名称 三爪 工位器具名称
共 第
页 1 页
材料牌号 20cr 每台件数 同时加工件数 切削液 工序工时/min 准终 单件
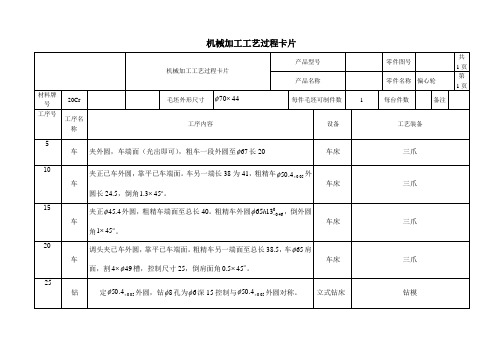
5
毛坯外形尺寸 Ф 70×44 设备型号 c620-1
工 步 号
工步内容
工艺装备
主轴转速 切削速度 进给量/ 背吃刀量 /mm /(r/min) /(m/min) (mm/r)
设计 校对 审核 标准化 会签 (日期) (日期) (日期) (日期) (日期) 标记 处数 更改号 签字 日期 标记 处数 更改号 签字 日期
机械加工工序卡片
产品型号 产品名称 车间 毛坯种类 热轧圆钢 设备名称 卧式车床 夹具编号 工序号
机械加工工艺过程卡,工序卡片参考模板A4标准
段;
设备
工艺装备
工时
准终
单件
`
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工院机械系
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共ห้องสมุดไป่ตู้
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
装夹
工步
工序内容
同时加工零件数
切削用量
年月日
设备名称及编号
工艺装备名称及编号
工时定额
切削深度/mm
切削速度/(m/min)
每分钟转数或往复次数;
进给量/mm
夹具
刀具
量具
单件
准终
`
编制(日期)
审核(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工业职业技术学院
工 艺 规 程
零(部)件名称
专 业
班 级
姓 名
指 导 教 师
河南工院机械系
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
机械加工工艺过程卡片模板

审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字 日
期
产品型号
江苏奕阳机械有限公司
零件图号 零件名称 每毛坯件数 工 设备型号 工 艺 装 备 段 每 台 件 数
注:同系列产品可参照加工
机械加工工艺过程卡片
产品名称 共 页 第 备 注 工 准终 时 单件 页 毛 坯 种 类 毛坯外形尺寸 车
产品名称 共 每 台 件 数 页 第 备 注 工 时 页 毛 坯 种 类 毛坯外形尺寸 车
材 料 牌 号 工 序 号 工 名 工 序 称
序
内
容 间 段
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字 日
期
产品型号
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字 日
期
产品型号
江苏奕阳机械有限公司
零件图号 零件名称 每毛坯件数 工 设备型号 工 装 夹 具 段 每 台 件 数
注:同系列产品可参照加工
机械加工工艺过程卡片
产品名称 共 页 第 备 注 工
准终
页
材 料 牌 号 工 序 号 工 名 工 序 称
毛 坯 种 类
毛坯外形尺寸 车
时
单件ห้องสมุดไป่ตู้
序
内
容 间
设 计(日 期)
校 对(日期)
江苏奕阳机械有限公司
零件图号 零件名称 每毛坯件数 工 设备型号 工 艺 装 备 准终 单件 段 每 台 件 数 共 页 第 备 注 工 时 页
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
铣φ16孔的端面
圆柱铣刀、游标卡尺
150
23.55
0.23mm/z
2.5mm
1
4.3min
附录一机械加工工艺过程卡片
山东建筑大学
机电工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可车间
工段
设备
工艺装备
工时
准终
单件
05
10
15
附录二机械加工工序卡片
山东建筑大学
机电工程学院
机械加工工序卡片
零件图号
共 页
零件名称
推动架
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
50
铣端面
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
173.5×73×50
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)