独立工作单元线体设计
单元体幕墙生产线设计的探讨

单元体幕墙生产线设计的探讨一、单元体幕墙建筑幕墙在国内经过20余年的发展,形式种类越来越丰富,近几年来,单元体幕墙越来越多,尤其一些有影响力地标性的建筑均选择了单元体这种幕墙形式,例如北京的中央电视台新址、国贸三期、中石油总部大厦、华懋中心、银泰中心、东方广场等,上海的金茂大厦、震旦大厦、金融环球中心等,深圳的帝王大厦等。
为什么单元体幕墙会越来越多呢?这种原来被认为造价太高,不适合中国国情的幕墙形式,为什么会如此大量涌现呢?首先了解一下单元体幕墙,所谓的单元体幕墙,是建筑幕墙的一种形式,就是将幕墙的龙骨、面材及各种材料在工厂组装成一个单元(通常约5~10m2/块,较大的可达到18m2/块),运至现场,然后吊装安装,通过板块间的插接配合以达到建筑外墙的各项性能要求。
其优点表现在以下方面:1.施工现场工作量减少,大部分工作转到了工厂。
由于施工现场是一个流动的工厂,情况更复杂,管理难度更大,因此工作量的转移,使得整体的质量、安全更易于控制。
2.单元体大大减少了施工现场注密封胶的工作量,以往幕墙的密封胶全在现场注胶,由于现场环境很差,注胶质量不易保证,也很难检查,往往在使用过程中易出现漏水漏气的通病。
单元体的注胶都在工厂的洁净打胶间进行,工人也是经培训固定的人员,养护条件也好保证,漏水漏气的通病大大减少。
3.由于施工现场的各专业各工种较多,交叉作业复杂,进度的安排非常复杂,所受的制约非常多。
制成好的单元体能在工厂存放,在合适时间顺序进场,减少了进度安排的制约因素,因此单元体在市中心等场地狭小的工地非常受欢迎。
4.单元体安装时大量采用机械设备,挂装速度非常快,通常一个班组(约10人),每日可挂装50块单元体(约300~600m2),能大大加快工程的进度,同时也大大节省了现场用工量和安装费用。
由于单元体幕墙自身的这些优点,同时也由于这些年:1.建筑市场的蓬勃发展,高档次物业越来越多,幕墙所占建筑的成本越来越小。
《单元生产简介》课件
03
单元生产模式下的生产单元可以独立调整和优化,有助于企业实现资源节约、减少浪费,从而促进绿色生产和可持续发展。
单元生产模式能够提高企业的生产效率和灵活性,降低成本,从而增强企业的市场竞争力。
提高企业竞争力
促进企业组织变革
引领行业变革
单元生产模式要求企业组织结构更加扁平化、决策更加集中化,有助于企业实现组织变革和优化。
《单元生产简介》ppt课件
目录
单元生产概述单元生产的历史与发展单元生产的优势与挑战单元生产实施案例单元生产与精益生产的关系单元生产的前景展望
01
CHAPTER
单元生产概述
单元生产是一种将生产线划分为一系列独立的工作单元,每个工作单元配备相应的设备和人力,完成特定工序的生产方式。
单元生产定义
单元生产起源于日本,为了适应多品种、小批量、定制化生产的需要,提高生产效率和灵活性而发展起来的一种生产模式。
汽车制造业是单元生产应用最为广泛的领域之一,涉及冲压、焊接、涂装、总装等多个工艺环节。
汽车制造业
电子产品制造中,单元生产广泛应用于装配、检测、包装等环节,满足多品种、小批量的生产需求。
电子产品制造
机械制造业中,单元生产应用于各种零件的加工、装配和检测,提高生产效率和产品质量。
机械制造业
除了上述行业,单元生产还广泛应用于家具、服装、化工等其他行业,帮助企业实现高效、灵活的生产管理。
其他行业
02
CHAPTER
单元生产的历史与发展
单元生产起源于日本,最初是为了满足多品种、小批量生产的需求。
20世纪70年代,日本汽车制造商开始采用单元生产方式,以提高生产效率和灵活性。
单元生产的出现,解决了传统流水线生产方式在应对多品种、小批量生产时的局限性。
综合布线系统之工作区子系统详解
综合布线系统之工作区子系统详解在弱电综合布线中,一直没有系统的去发布这方面的知识,这几天我们就一起对综合布线进行详细了解。
综合布线系统的组成:1、工作区子系统(Work Area Subsystem)2、水平子系统(Horizontal Subsystem),也称配线子系统3、垂直干线子系统(Riser Subsystem),也称干线子系统(Backbone Subsystem)4、设备间子系统(Equipment Subsystem)5、管理子系统(Administration Subsystem)6、建筑群子系统(Campus Subsystem)综合布线系统设计设计原则①兼容性原则:能综合多种数据信息传输与一体,在进行工程设计时,需确保相互之间的兼容性。
②开放性原则:采用开放式体系结构,符合多种国际上现行的标准,几乎对所有著名厂商的产品都是开放的③灵活性原则:任一信息点应能够很方便地与多种类型设备进行连接④可靠性原则:采用高品质的传输介质和组合压接的方式构成一套标准化的数据传输通道⑤先进性原则:⑥用户至上原则设计等级综合布线系统应能支持电话、数据、图文、图像等多媒体业务的需要,宜按以上6个组成部分进行设计。
设计应采用开放式星形拓扑结构在该结构下的每个分支子系统都是相对独立的,对每个分支单元系统的改动不会影响其它子系统。
只要改变结点连接就可在网络的星形、总线、环形等各种类型网络之间进行转换。
支持当前普遍采用的各种局域网络:星形网、局域/广域网、令牌网、以太网、FDDI 等。
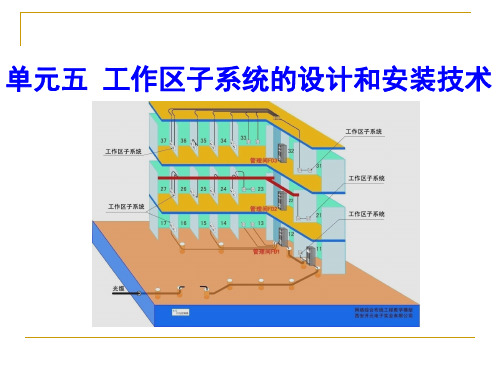
1、工作区子系统又称服务区子系统,是一个需要设立终端设备的独立区域。
由水平布线系统的信息插座延伸到工作站设备处的连接电缆及适配器组成。
连接电缆:将水平电缆和工作区内的计算机与通信设备连接在一起,是终端设备至信息插座的传输媒体。
可能还会包括一些专门的硬件,从而可以通过在工作区所安排的电缆进行信号的接受和发送。
一般情况下,每个工作区设置一个电话或计算机终端设备,或按用户要求设置。
设计产线方式ppt课件

U形布置就是依逆时针方向按照加工顺序来排列生产线的, 使得生产流程的出口和入口尽可能靠近,其形状类似于英文 字母"U",因此而得名。不是所有线体摆放成U型就是U形线
单元装配线的理想布局
花瓣型布局
各工序的有机结合,相关联工序集中
放置原则,流水化布局原则。
,直线运行
尽量减少搬运,流程不可以交叉
:工站之间资源配置,速率配置尽量平 衡.
有利于减少空手浪费。假设出入口不一致,作业员采用巡回作业,那么当一件产品生产
完了,要去重新取一件原材料加工的话,作业员就会空手(手上没有材料可以生产)从
成品产出口走到原材料投入口,这段时间是浪费。如果出入口一致的话,作业员立刻就 可以取到新的原材料进行加工,从而避免了空手浪费。.有利于生产线平衡。由于出入口 一致,布局必然呈现类似“U”的形状,这使得各工序非常接近,从而为一个人同时操作多 道工序提供了可能,这就提高了工序分配的灵活性,从而取得更高的生产线平衡率。
车间流水线布局的原则
两个遵守 逆时针排布
出入口一致
两个回避
孤岛型布局
鸟笼型布局
谢谢
逆时针排布,主要目的是希望员工能够采
用一人完结作业方式,能够实现一人多机。 一人完结与一人多机要求一个员工从头做 到尾,因此员工是动态的,称之为“巡回 作业”。大部分作业员是右撇子,因此如 果逆时针排布的话,当员工进行下一道加 工作业时,工装夹具或者零部件在左侧, 员工作业并不方便,这也正是逆时针的目 的——员工就会走到下一工位——巡回的 目的也就达到了。
:尽量减少诸如搬运,传递这种 Non-Value Added的活动。
:适应最小批量生产的情形,尽可 能利用空间,减少地面放置原则
:对未来变化具有充分应变力,方 案有弹性。如果是小批量多种类的产品,优先考 虑“U”型线布局、环型布局等
单元线生产方式

单元生产
按照设备类型布局 (常见于机加工行业)
7
什么叫单元Cell生产
细胞的特点: 1.每个细胞结构完整, 相对独立;
2.细胞可以Байду номын сангаас过分裂来 增加,通过死亡来减少。
8
什么叫单元Cell生产
• CELL是细胞/单元的意思,意味着可以像细胞分裂或死亡一样随意增加 或减少生产线以适应需求量的变化 • 将流水线的作业合并给较少的操作员做。 • 每个人的作业都是部分或全部产品 • 单元由工作台组成,小而灵活 • 每个人都是一个基本单元,其操作可以被拆分或合并,每个都是多能工
[[도해 1] 1인방식 图 解 1] 屋台式
图 解 2] 逐兔式 [[ 도해 2] 순회방식
图 解 3] 分割式 [[도해 3] 분할방식
屋台式 线平衡率为 100% 优 ● 可在作业中保证品质 点 ● 缩短生产周期 ● 作业者成就感,满足度高
● ●
逐兔式 Cell 管理容易 ● 容易对应生产量变动 ● 对机械加工容易 ● 空间使用少 因作业速度慢的作业者,平 衡率降低 ● 需要多技能工人
4.工作桌上方之日光灯,可弹性调整位置及增 加亮度以利于清楚作业,增加效率。
26
工作桌的尺寸
1. 上臂自然下垂及肘部弯曲90度,使前臂与地面平行; 2. 手肘高变成适当工作面高度。
Cell Table Guide
1
精密装配作业高度
2
轻度作业高度
3
粗重作业高度
男性: 94.9 ~ 99.9 cm 女性: 87.3 ~ 92.3 cm
Cell line 100pcs/H *3 cell
产能100pcs/H
19
自动化生产线的毕业设计

目录第一章绪论 (1)1.1自动化生产线发展状况 (1)1.2 PLC的应用及目前的研究现状 (3)1.2.1生产线上的工艺过程 (3)1.2.2连续生产线 (4)1.2.3控制系统组成框图 (5)1.3课题主要研究的内容及意义 (6)第二章各单元硬件设备的说明 (7)2.1电感式接近开关的设备说明 (7)2.1.1电感式传感器简单介绍 (7)2.1.2电感式接近开关传感器的基本工作方式 (7)2.2电容式接近开关的设备说明 (8)2.2.1电容式传感器简单介绍 (8)2.2.2电容式接近开关传感器的使用 (8)2.3继电器的设备及微动开关的设备说明 (9)2.4电磁阀的设备说明 (9)第三章 S7-2OO PLC在自动线中的使用 (10)第四章各单元控制系统的设计 (12)4.1PLC对下料单元的控制 (12)4.1.1下料单元控制要求 (12)4.1.2下料单元控制流程图 (13)4.1.3下料单元I/O分配表 (14)4.1.4下料单元梯形图 (15)4.2 PLC对加盖单元的控制 (21)4.2.1加盖单元控制要求 (21)4.2.2加盖单元控制流程图 (22)4.2.3加盖单元I/O分配表 (23)4.2.4加盖单元梯形图 (24)4.3PLC对穿销单元的控制 (30)4.3.1穿销单元控制要求 (30)4.3.2穿销单元控制流程图 (31)4.3.3穿销单元I/O分配表 (32)4.3.4穿销单元梯形图 (33)4.4PLC对检测单元的控制 (39)4.4.1检测单元控制要求 (39)4.4.2检测单元控制流程图 (40)4.4.3检测单元的I/O分配表 (41)4.4.4检测单元梯形图 (41)4.5PLC对分拣单元的控制 (45)4.5.1分拣单元控制要求 (45)4.5.2分拣单元控制流程图 (47)4.5.3分拣单元的I/O分配表 (48)4.5.4单元梯形图 (49)第五章 S7-300 PLC硬件组态及编程 (56)5.1 硬件配置 (56)5.2 S7-3OO PLC在系统中的主站控制变量传送分配表 (64)5.3 S7-3OO PLC在系统中的主站控制的基本要求 (65)5.4 S7-300 PLC梯形图 (65)总结 (68)参考文献 (69)致谢 (70)第一章绪论1.1 自动化生产线发展状况自动线是能实现产品生产过程自动化的一种机器体系,通过采用一套能自动进行加工、检测、装卸、运输的机器设备,组成高度连续的、完全自动化的生产线,来实现产品的生产,从而提高工作效率。
单元5-工作区子系统设计和安装技术-3-3
9)工程预算
正式设计完毕后,所有方案已确定。可按照概算的公式进行系统造价预算。预算中
每个信息点的应该包括材料费、工程费、运输费、管理费、税金等全部费用。材料中应该
包括机柜、配线架、配线模块、跳线架、理线环、网线、模块、底盒、面板、桥架、线槽、 线管等全部材料及配件。 工作区信息点的图纸设计是基础工作,直接影响工程造价和施工难度,大型工程也
常重要,而且这些需求也很频繁和持续,需要经常召开网络会议和电话会议,同时销售部
经理也是公司关键岗位,在信息点设计时要特别关注。
3)确定信息点数量
经理室应分配2个数据信息点和2个语音信息点,因此我们对销售部经理室设计两个双 口信息插座,每个插座安装1个RJ45数据口,1个RJ11语音口。
4)确定安装位置
(2)工作区信息点的配置
表5-2 常见工作区信息点的配置原则
工作区类型及功能 安装位置 信息点数量
数据
1个/工位 1个/工位 1个/台 2个/间 1个/50平米 1个/间,写字台 4个/间 1个/间 2个/间 1个/套 2~4个/间 5~10个/间 1个/100平米 1个/30~50平米
语音
1个/工位 1个/工位 1个/台 2个/间 1个/50平米 1~3个/间 4个/间 1个/间 0 2~3个/套 2个/间 2个/间 1个/100平米 1个/30~50平米
一般工程中大多数使用双口面板,也有少量的单口面板。因此在设计时必须准确计算工
程使用的信息模块数量、信息插座数量、面板数量等。
6.配置电源插座原则
在信息插座附近必须设置电源插座,减少设备跳线的长度。为了减少电磁干扰,电源插 座与信息插座的距离应大于200毫米。
7.配置软跳线原则
从信息插座到计算机等终端设备之间的跳线一般使用软跳线,软跳线的线芯应为多股铜
PLC生产线设计(自动化)

自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
本系统完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。
首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。
设计以送料、加工、装配、输送、分拣等工作单元作为自动生产线的整体设计,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
所以,本设计综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
目录摘要................................................................................................................................. 错误!未定义书签。
一概述 (2)二自动生产线的组成及基本功能 (3)2.1基本组成 (3)2.2基本功能 (4)三电气控制 (7)3.1接线端子及主令部件 (7)3.1.2 控制系统 (8)3.2能源部 (9)3.2.1供电电源 (9)3.2.2 气源处理装置 (11)3.2RS485总线的电气连接 (12)3.2.1 安装和连接N:N 通信网络 (12)四加工单元控制系统 (14)4.1供料单元的PLC工作任务 (14)4.2加工单元的结构和工作过程 (14)4.3加工单元PLC工作任务 (15)4.4PLC的I/O分配及系统安装接线 (16)4.5加工单元气动控制回路 (17)总结 (22)致谢 (22)参考文献............................................................................................................................. 错误!未定义书签。
PCB布局布线的一些规则

PCB布局布线的一些规则一、布局元器件布局的10条规则:1. 遵照“先大后小,先难后易”的布置原则,即重要的单元电路、核心元器件应当优先布局.2. 布局中应参考原理框图,根据单板的主信号流向规律安排主要元器件.3. 元器件的排列要便于调试和维修,亦即小元件周围不能放置大元件、需调试的元、器件周围要有足够的空间。
4. 相同结构电路部分,尽可能采用“对称式”标准布局;5. 按照均匀分布、重心平衡、版面美观的标准优化布局;6. 同类型插装元器件在X或Y方向上应朝一个方向放置。
同一种类型的有极性分立元件也要力争在X或Y方向上保持一致,便于生产和检验。
7. 发热元件要一般应均匀分布,以利于单板和整机的散热,除温度检测元件以外的温度敏感器件应远离发热量大的元器件。
8. 布局应尽量满足以下要求:总的连线尽可能短,关键信号线最短;高电压、大电流信号与小电流,低电压的弱信号完全分开;模拟信号与数字信号分开;高频信号与低频信号分开;高频元器件的间隔要充分。
9、去偶电容的布局要尽量靠近IC的电源管脚,并使之与电源和地之间形成的回路最短。
10、元件布局时,应适当考虑使用同一种电源的器件尽量放在一起, 以便于将来的电源分隔。
二、布线(1)布线优先次序键信号线优先:摸拟小信号、高速信号、时钟信号和同步信号等关键信号优先布线密度优先原则:从单板上连接关系最复杂的器件着手布线。
从单板上连线最密集的区域开始布线注意点:a、尽量为时钟信号、高频信号、敏感信号等关键信号提供专门的布线层,并保证其最小的回路面积。
必要时应采取手工优先布线、屏蔽和加大安全间距等方法。
保证信号质量。
b、电源层和地层之间的EMC环境较差,应避免布置对干扰敏感的信号。
c、有阻抗控制要求的网络应尽量按线长线宽要求布线。
(2)四种具体走线方式1 、时钟的布线:时钟线是对EMC 影响最大的因素之一。
在时钟线上应少打过孔,尽量避免和其它信号线并行走线,且应远离一般信号线,避免对信号线的干扰。
空间设计建筑空间组织方式
六、网格式组织
网格法是建筑设计中最常用的手法之一,它通 过利用大小不同的网格对整个基地或建筑进行控 制,从而使建筑形态呈现整体性。 网格的分类: •微观层面:平面柱网 •中观层面:建筑体块组合 •宏观层面:庭院式空间组合
(一)微观层面——柱网
空间组织方式
集聚式组织 线性组织 单元式组织 放射状组织 集簇式组织 网格式组织
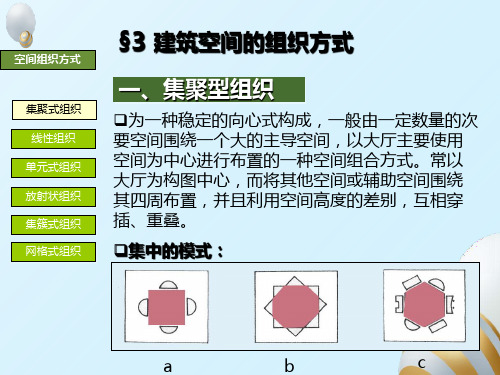
§3 建筑空间的组织方式
一、集聚型组织
为一种稳定的向心式构成,一般由一定数量的次 要空间围绕一个大的主导空间,以大厅主要使用 空间为中心进行布置的一种空间组合方式。常以 大厅为构图中心,而将其他空间或辅助空间围绕 其四周布置,并且利用空间高度的差别,互相穿 插、重叠。
空间组织方式
集聚式组织 线性组织 单元式组织 放射状组织 集簇式组织 网格式组织
四、放射式组织
为集中式与串联式两种构成的结合。同主导的中 央空间和向外辐射扩展的线性臂空间所构成,呈外 向性图式。中央空间一般为规则式,外伸线性臂的 长度、方向因功能或场地条件而不同。
放射式的组合模式:
A.线式臂相同:线式 臂在长度、形式方面 大体相同,保持整体 组合的规则性,构成 的空间具稳定与均衡 感。
由于地形为一三 角形,鉴于地形 所限,设计者采 用了旋转的手法 巧妙的将建筑纳 入其中,运用旋 转的夹角形成建 筑的主入口和入 口广场。
空间组织方式 (二)中观层面——建筑体块
集聚式组织 线性组织 单元式组织 放射状组织 集簇式组织 网格式组织
例1:网格建筑——甘地纪念馆
由56个9M* 9M平面网 格组成的立方体单元,每 个单元内空间设计成工作 岛。相对独立的功能单元, 由联系体部分和庭院空间 将各单元连结为一个整体, 构成类似于蜂窝的结构, 很有建筑个性。
精益生产之单元线设计
Walk
Man
3 4
Time
5
Auto
10
10
Walk
3
Operation
15 20
W
25
ork3in0gTTTi3m5e
(in seconds)
40
5 10 15 20 25 30 TT35
40
2 Unload/load,cyccylcelestsatratrt 3 8
130 Check quality 2 Unload/loa4d, cycle st3art 3 8
11 Pack Unit 160 Put on Lab3el
53
11 Pack Unit
3
5
171 Pack Unit
3
5
6 7
8 9 10
11
5 4
3 2
1
9. 使设备有利于再配置
Machines
10. 工
工具阴影板
12. 计划是视觉化的
Parts In
7
5
4
8
6
Parts In
3
2
1
35’
D
C
B
A
9
11
12
10
Parts In
14
15
13
Parts In
110’
16
Product Out
标准生产曲线图
Seq.
Description of
Time
Operation Working Time (in seconds)
No. Seq. OperDaetioscnription of Man Auto WTimalek
如何实现生产线单元设计与快速切换

进行试运行,检查生产效果,对存在问题进行优化和改 进。
04
生产线单元设计与快速切换的结合
生产线单元设计与快速切换的关系
生产线单元设计
指根据产品需求和生产工艺, 将生产线划分为不同的功能单 元,每个功能单元对应一个特
定的生产任务。
快速切换
指在生产线单元之间进行快速、 高效的切换,以适应不同的产品 需求和生产任务。
的辅助设施。
生产线单元设计步骤
需求分析
方案设计
详细设计
制造与调试
安装与验收
了解客户需求,明确生 产线的产能、工艺和产 品类型等方面的要求。
根据需求分析结果,制 定设计方案,包括生产 线布局、工艺流程设计 和设备选型与配置等。
在方案设计的基础上, 进行详细设计,包括设 备的具体参数、规格、 技术要求等。
自动化设计
运用机器人、自动化装置等, 减少人工干预和操作,缩短更
换时间、降低更换成本。
生产线单元设计与快速切换的协同优化
布局优化
合理安排生产线单元布局,减少物 料搬运距离,提高生产效率。
流程优化
优化生产流程和操作规程,提高生 产效率和产品质量。
信息集成
建立生产管理系统,实现各功能单 元间的信息共享与协同,提高生产 效率和灵活性。
实施效果
改造后,XX工厂生产线的生产效 率提高了30%,产品质量也得到了 显著提升。
应用案例二:XX生产线快速切换优化
优化背景
XX生产线由于产品种类多、生 产计划变动频繁,导致生产线
切换时间长、成本高。
优化措施
采用快速切换技术,通过制定 标准化切换流程、使用专用工 具和零配件等方式,缩短生产 线切换时间,降低切换成本。
安全生产最小工作单元

安全生产最小工作单元
安全生产最小工作单元是指一个企业或者组织中最小的具备独立安全生产要求和功能的工作单位。
这个最小单位可以是一个车间、一个工区、一个科室、一个生产线、一个设备或者一个项目等。
它通常包括一组人员、一定的工作场所、必要的设备和工具,以及相关的安全规章制度和操作流程。
在安全生产最小工作单元中,应当明确责任与权限,确保各级管理层对安全生产工作负有相应的责任,并对员工进行安全生产的培训和教育,提高员工的安全意识和操作技能。
同时,还需要制定和实施一系列的安全生产措施,如安全操作规程、事故应急预案、安全检查和巡视制度等,以确保安全生产工作的有序进行。
安全生产最小工作单元应当建立健全的安全生产管理体系,包括组织机构、工作职责、管理制度、培训管理、事故处置等方面的内容。
通过有效的管理措施和规范的操作流程,可以识别和评估潜在的危险,及时采取措施预防和控制事故的发生,确保人员的生命安全和财产安全。
此外,在安全生产最小工作单元中,还需要建立健全的安全隐患排查制度和事故信息报告制度,及时发现和消除安全隐患,对事故进行彻底的调查和分析,总结教训,提高安全管理的水平和效果。
总之,安全生产最小工作单元是企业或组织中的一个独立单位,它承担了独立的安全生产职责和任务。
通过有效的安全管理措施和规范的操作流程,可以保障生产过程的安全,并预防和控制事故的发生,确保人员的生命安全和财产安全。
高效生产线布局设计与优化策略

高效生产线布局设计与优化策略在当今竞争激烈的市场环境中,企业要想提高生产效率、降低成本、提升产品质量,高效的生产线布局设计与优化至关重要。
一个合理的生产线布局能够减少物料搬运、缩短生产周期、提高设备利用率,从而为企业带来显著的经济效益。
一、生产线布局设计的基本原则1、流程导向原则生产线的布局应按照产品的生产流程进行设计,使生产过程中的各个工序能够顺畅地衔接,减少不必要的迂回和倒流。
这样可以减少物料搬运的距离和时间,提高生产效率。
2、空间利用原则在设计生产线布局时,要充分考虑厂房的空间大小和形状,合理利用空间。
避免出现空间浪费或者设备布局过于拥挤的情况,以确保生产操作的便利性和安全性。
3、灵活性原则市场需求和产品种类可能会发生变化,生产线布局应具有一定的灵活性,能够方便地进行调整和改造,以适应新的生产任务和工艺要求。
4、人机工程学原则要考虑操作人员的工作环境和操作习惯,使设备的高度、操作界面的位置等符合人机工程学的要求,减轻操作人员的劳动强度,提高工作效率和舒适度。
二、生产线布局的常见类型1、直线型布局这是最简单的一种布局方式,产品按照直线顺序依次经过各个工序。
直线型布局的优点是流程清晰、易于管理,缺点是空间利用率较低,当生产工序较多时,生产线会变得很长。
2、 U 型布局U 型布局将生产线弯曲成 U 字形,操作人员可以在 U 型的内部进行操作,减少了物料搬运的距离和时间。
U 型布局具有空间利用率高、生产效率高的优点,但对操作人员的技能要求较高。
3、环形布局环形布局将生产线围成一个环形,产品在环形轨道上流动,各个工序依次进行加工。
环形布局适用于生产批量较大、工序较少的产品,但设备投资较大,维护成本较高。
4、单元式布局将生产线按照产品或工艺的特点分成若干个单元,每个单元独立完成一部分生产任务。
单元式布局具有灵活性高、适应多品种小批量生产的优点,但管理难度较大。
三、生产线布局设计的步骤1、产品和工艺分析首先要对产品的结构、性能、生产工艺等进行详细的分析,确定生产过程中的各个工序和操作要求。
详细单元划分技术路线
详细单元划分技术路线在软件开发过程中,详细单元划分是一个非常重要的环节。
它能够将整个系统划分为多个独立的模块,使得开发工作更加有序和高效。
本文将介绍一种常用的详细单元划分技术路线,帮助开发人员更好地进行系统设计和开发。
首先,我们需要明确系统的功能和需求。
通过与客户和相关人员的沟通,了解系统的具体功能和需求,包括用户的使用场景、系统的输入输出等。
这样可以帮助我们更好地理解系统的整体架构和各个模块之间的关系。
接下来,我们可以采用自顶向下的设计方法,将系统划分为多个层次。
通常可以将系统划分为三个层次:表示层、业务逻辑层和数据访问层。
表示层负责与用户进行交互,接收用户的输入和显示系统的输出;业务逻辑层负责处理业务逻辑,实现系统的核心功能;数据访问层负责与数据库进行交互,实现数据的读写操作。
在每个层次中,我们可以进一步划分为多个模块。
例如,在表示层中,可以划分为用户界面模块、输入输出模块等;在业务逻辑层中,可以划分为订单处理模块、用户管理模块等;在数据访问层中,可以划分为数据库连接模块、数据操作模块等。
通过这样的划分,可以使得每个模块的功能更加清晰和独立。
在划分模块的过程中,我们可以采用面向对象的设计方法。
将每个模块看作一个对象,定义其属性和方法。
通过对象之间的交互,实现系统的功能。
这样可以使得系统的设计更加灵活和可扩展。
在每个模块的设计中,我们需要考虑模块之间的接口和依赖关系。
模块之间的接口应该清晰明确,定义输入输出的格式和规范。
同时,需要注意模块之间的依赖关系,避免出现循环依赖和耦合度过高的情况。
在实际开发中,我们可以采用迭代开发的方式,逐步完善每个模块的功能。
首先,我们可以先实现系统的基本功能,然后逐步添加和完善其他功能。
通过不断地迭代和测试,可以保证系统的质量和稳定性。
最后,我们需要进行系统的集成和测试。
将各个模块进行集成,测试系统的整体功能和性能。
通过测试,发现和修复系统中的问题,确保系统的正常运行。
基于PLC的自动化生产线的毕业设计

目录第一章绪论 (1)1。
1自动化生产线发展状况 (1)1。
2 PLC的应用及目前的研究现状 (3)1。
2.1生产线上的工艺过程 (3)1.2。
2连续生产线 (4)1.2.3控制系统组成框图 (5)1.3课题主要研究的内容及意义 (6)第二章各单元硬件设备的说明 (7)2。
1电感式接近开关的设备说明 (7)2.1。
1电感式传感器简单介绍 (7)2.1。
2电感式接近开关传感器的基本工作方式 (7)2。
2电容式接近开关的设备说明 (8)2。
2。
1电容式传感器简单介绍 (8)2。
2.2电容式接近开关传感器的使用 (8)2.3继电器的设备及微动开关的设备说明 (9)2.4电磁阀的设备说明 (9)第三章 S7-2OO PLC在自动线中的使用 (10)第四章各单元控制系统的设计 (12)4.1PLC对下料单元的控制 (12)4.1.1下料单元控制要求 (12)4.1。
2下料单元控制流程图 (13)4。
1。
3下料单元I/O分配表 (14)4.1.4下料单元梯形图 (15)4。
2 PLC对加盖单元的控制 (21)4.2。
1加盖单元控制要求 (21)4.2。
2加盖单元控制流程图 (22)4.2.3加盖单元I/O分配表 (23)4。
2.4加盖单元梯形图 (24)4。
3PLC对穿销单元的控制 (30)4。
3.1穿销单元控制要求 (30)4.3。
2穿销单元控制流程图 (31)4。
3。
3穿销单元I/O分配表 (32)4.3。
4穿销单元梯形图 (33)4。
4PLC对检测单元的控制 (39)4.4.1检测单元控制要求 (39)4.4。
2检测单元控制流程图 (40)4。
4.3检测单元的I/O分配表 (41)4。
4.4检测单元梯形图 (41)4。
5PLC对分拣单元的控制 (45)4.5.1分拣单元控制要求 (45)4。
5.2分拣单元控制流程图 (47)4.5。
3分拣单元的I/O分配表 (48)4。
5。
4单元梯形图 (49)第五章 S7—300 PLC硬件组态及编程 (56)5。
二年级上册美术教学设计第四单元《线条的变化》|沪教版
二年级上册美术教学设计第四单元《线条的变化》|沪教版教学内容本单元《线条的变化》主要围绕二年级学生对于线条这一基本美术元素的认知与运用展开。
教学内容包括线条的定义、分类、特性以及线条在美术创作中的应用。
通过观察、体验、实践,学生将学会运用不同类型的线条来表达情感、塑造形象、创造美。
教学目标1. 让学生理解线条的基本概念,掌握不同线条的特点。
2. 培养学生运用线条进行创意表达的能力。
3. 增强学生对美术作品中线条运用的欣赏和审美能力。
4. 通过线条创作活动,提高学生的动手操作能力和团队合作精神。
教学难点1. 线条的种类繁多,学生对于不同线条特性的理解和记忆。
2. 引导学生如何将线条的运用与个人情感、创意相结合。
3. 教授学生如何在创作中平衡线条的流畅性与力度感。
教具学具准备1. 教师准备PPT课件,包含各种线条的图片和美术作品示例。
2. 学生自备绘画用纸、铅笔、彩色笔等基本绘画工具。
3. 准备美术教材、参考资料以供学生查阅。
教学过程1. 导入:通过展示一些简单的线条图案,引导学生思考线条在日常生活中的应用,激发学生的兴趣。
2. 新知识学习:介绍线条的定义、分类及特性,结合PPT课件中的图片和美术作品进行讲解。
3. 实践体验:学生分组,每组选择一种线条进行创作练习,鼓励学生发挥创意,用线条表达自己的情感或想法。
4. 作品展示与讨论:每组展示自己的作品,全班共同讨论作品中线条的运用和创意表达。
5. 总结与反思:教师引导学生总结线条创作的要点,反思创作过程中的体验和学习。
板书设计板书设计将简洁明了地展示本节课的主要内容,包括线条的定义、分类、特性以及创作应用的实例。
同时,板书还将包括一些关键词和提示语,以帮助学生记忆和理解。
作业设计1. 学生独立完成一幅以线条为主题的美术作品。
2. 写一篇短文,描述自己在创作过程中对于线条的理解和运用。
课后反思通过本单元的教学,教师应反思教学内容的适当性、教学方法的成效以及学生的参与度和学习成果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
Line design : Physical flow from right to left Line management : Possibility of varying number of operators from 1 to 8 maxi on the island
Line design : max variance Longest -lowest = 20%
Line design : Tools accessible Pull signal: Visualization and WIP control
Line design : Modular and connectable design stations Line design : 2 containers per lane Line management : No container in the pass; 1.6米 米
线体设计: 线体设计 所有料箱都放置 于工位前方 线体管理 : 禁止订单在缺少 零配件的情况下进行生产 线体设计:空料箱从 线体设计 空料箱从 料架下方回收 防错 : 一旦发现缺 陷立即停止生产
线体设计: 预留 线体设计 30% 的工位空间
线体设计: 线体设计 工作台高度 0.8~1.2米 (人机工程 人机工程) 米 人机工程
Line design : work zone distance > 1.6 m
Line design : Have 30% of stations available Line design : working height 0.8 to 1,2 m (ergonomics)
Line design : Return of empty containers from below
Poka-Yoke : detection and stoppage at first defect
SPS-0046EN.indAD
MA_Specific principles line architecture
1
线体设计: 线体设计:最大偏差为 20% 线体设计: 线体设计 物流从右至左
线体设计 :工具伸手可及 工具伸手可及 拉动信号: 拉动信号 目视化和在制品控制
Work place visibility & communication : Recommended height of supply ramps 1.5 m maxi
Visibility : Apply the 5S: example: Delimit and identify the occupied area on the floor Line design : All containers located at front Line management : Forbid launch of manufacturing order if 1 component not supplied
线体管理: 线体管理:本独立工作 单元中操作工的数量 (1~8人) 人
线体设计:模块化和 线体设计 模块化和 可连接的工位设计
线体设计: 线体设计 每条槽里 放2个料箱 个料箱 线体管理 : 过道里不许 放料箱
为方便车间目视化 和沟通: 和沟通 建议料架 高度不超过1.5米 高度不超过 米
目视化及5S管理 例 目视化及 管理:例: 管理 划线并确定相关货架占 地面积