切割机说明书v
DLG-80L等离子切割机说明书

DLG-80L等离子切割机说明书一、安全细则1、预防烧伤等离子切割机系热切割设备,在工作时,会发出很强的光和热以及飞溅出火花,为保证安全生产,必须注意劳动防护。
1.1眼睛的防护:必须戴好防护眼镜。
1.2 身体的防护:为了防止皮肤及身体裸露部位被紫外光、火花和高温金属引起的伤害,必须做好以下劳防工作:①穿好防护服装;——穿戴好长统防护手套;——穿上能遮蔽所有裸露部位的阻燃服装;——穿上裤脚无翻边的裤子,以防火花和熔渣的进入。
②割炬引弧时,千万注意不要触及割炬的前部。
2、有害烟雾的预防为了防止在切割过程中产生的有害烟雾对身体的影响,必须注意如下事项:2.1保持切割场地的良好通风;2.2如果是切割旧的容器或板材,要去除残留的氯化物和其它化学残留物,以防在切割时产生有害气体;2.3当切割镀锌金属时,要特别注意通风,有条件要使用呼吸面罩;2.4警告!如果切割含有锌、铅、镉或铍的金属或涂漆金属,一定要戴好呼吸设备,并保证良好的通风。
3、防火:等离子切割机切割时能产生火花和熔渣,必须采取下面预防火灾的措施:3.1切割现场应备有灭火装置;3.2切割部位10米距离之内不得存在可燃性材料,特别是用氩、氢或氧气作载流气体时; 3.3刚切割下来的热金属材料,未曾冷却,不得搬运;3.4不得切割沾有可能引起爆炸或燃烧物质的金属材料或容器。
4、防止触电等离子切割机使用高电压(直流250V以上),当操作本设备时,必须采取下列措施:4.1保持身体和服装干燥;4.2避免直接接触工件任何潮湿表面,戴上绝缘手套和穿上绝缘鞋;4.3遵守用电法规,选择足够大的电力线直径和合适的型号,正确连接好供电线路,特别应注意可靠地接通安全接地线;4.4经常检查电力线和割炬引线是否损坏或绝缘老化,如有异常,应及时更换;4.5严禁带电维修设备或更换易耗零件;4.6严禁拆除或短接安全联锁装置。
5、防止爆炸5.1如欲用氩、氢混合气体进行切割,订货时一定要另行注明,不得将普通机型用氩、氢混合气体切割,以防发生意外。
切割机说明书

切割机操作方法与注意事项今天中国标识网小编为您总结了一篇关于切割机操作方法与注意事项的文章,供大家参考,以下是详细内容:一、切割前准备(一)、使用前必须认真检查设备的性能,确保各部件的完好性。
(二)、电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。
(三)、使用之前,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(四)、操作前必须查看电源是否与电动工具上的常规额定220va电压相符,以免错接到380va的电源上。
二、切割注意事项(一)、切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具。
严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。
(二)、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。
使用前必须认真检查设备的性能,确保各部件完好。
(三)、穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣而操作。
(四)、加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(五)、严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(六)、切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(七)、严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(八)、装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(九)、中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(十)、必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
(十一)、不得试图切锯未夹紧的小工件或带棱边严重的型材。
(十二)、为了提高工作效率。
对单支或多支一起锯切之前,一定要做好好辅助性装夹定位工作。
(十三)、不得进行强力切锯操作,在切割前要待电机转速达到全速即可。
(十四)、不允许任何人站在锯后面,停电、休息或离开工作地时,应立即切断电源。
线切割操作说明范文

线切割操作说明范文
一、线条切割概述
线条切割,通常指的是用热切割或水切割机对金属材料进行切割,主
要用于厚度较大的金属板材以及钢筋、铝板、不锈钢板等金属材料的切割
加工。
通常情况下,线条切割对材料的要求是:它必须是绝缘材料,耐高
温的特性,可以正确地完成切割作业,而对切割的精度要求也比较高。
线条切割机可以切割各种金属材料,如钢板、铝板、不锈钢板等,用
于切割形状复杂、尺寸大、厚度较大的金属材料,可以根据客户的实际要求,按照客户提供的尺寸和设计图纸,按照合理的切割程序进行切割加工,实现快速、准确的切割行为。
二、线条切割操作过程
1、准备工作:根据客户要求,提前准备好相应的切割设备和材料。
2、清理材料:把要切割的材料清理干净,以免切割的时候污染环境
或影响切割的准确性。
3、安装切割机:根据客户的要求,正确地安装切割机,并确保其有
足够的动力。
4、调整切割深度:根据材料的厚度,正确地调整切割机的切割深度。
5、开始切割:按照设定的切割深度,沿着要切割的图形,从下往上
连续地进行切割。
6、完成切割:当完成切割后,停止切割机,拆掉切割机,并将切好
的材料收起来。
青岛艾特尔LGK-60YM等离子弧切割机使用说明书

青岛艾特尔LGK-60YM等离子弧切割机使用说明书等离子切割机电源使用方法和操作说明,以青岛艾特尔LGK-60YM等离子电源,做一个详细的说明。
电压:三相380V。
功率:46.7KVA。
负载率:100%。
电流调节范围:40-200A。
质量切割厚度:1-30mm。
穿孔厚度:1-25mm。
使用气体:压缩空气。
工作气压:0.45-0.6MPa。
割炬冷却方式:水冷。
外形尺寸:800*380*810。
重量:82KG。
包装:木箱。
对气体的具体要求:
1、供气的压力范围:0.5MPa-0.7MPa。
2、供气管耐压:大于1MPa。
3、供气管内径:大于直径8mm。
4、供气流量:大于180L/min。
5、须先将气体的水份过滤后,再送入切割机。
等离子电源的电源线的线径说明,等离子电源本身带一米多长的电源线缆,直径不小于国标16平方毫米,接地线截面积不小于16平方毫米,熔断器A,不小于125A。
开关容量,不小于125A。
博世切割机GWS 18-125 V-LI使用说明书

扣动开关扳机 这样可能导致开关破损
装配
注意 • 对工具进行任何装配操作前 请务必确
认工具已关闭且已拔下电源插头
用斜口扳手握紧外法兰盘 然后用套筒扳手 按逆时针方向拧松六角螺栓 然后拆下六角 螺栓 外法兰盘和金钢石砂轮
安装砂轮时 可按与拆卸时相反的步骤进行 安装砂轮时 使砂轮上的箭头与锯片基座上 的箭头指向同一个方向
请务必使用未损坏的砂轮法兰 直径应符合您 所选的砂轮 正确的砂轮法兰可减少砂轮破裂 的危险
附件的外径和厚度必须在工具的额定能力之 内 尺寸不正确的附件将无法安全操控
砂轮和法兰的轴尺寸必须与电动工具的主轴匹 配 与电动工具的安装硬件不匹配的砂轮和法 兰 带轴孔 将失去平衡 振动过度并可能导 致失控
不得将电动工具暴露在雨中或潮湿环境中 水 进入电动工具将增加电击危险
不得滥用电线 绝不能用电线搬运 拉动电动 工具或拔出其插头 使电线远离热源 油 锐 边或运动部件 受损或缠绕的软线会增加电击 危险
当在户外使用电动工具时 使用适合户外使用 的外接软线 适合户外使用的软线将减少电击 危险
F 当处理边角 锐利的边缘等处时请特别小 心 避免使附件跳跃和卡滞 边角 锐利的边 缘或附件发生跳跃可能会使旋转的附件被钩住 并导致工具失控或反弹
G 请勿安装外围间隙大于 毫米的链条 木 雕锯片 扇形金钢石砂轮或齿状锯片 这些锯 片会发生频繁的反弹并导致工具失控
H 请勿 挤压 砂轮或对其过度施压 请勿试 图切割过深 对砂轮过度施压会使负荷增加 使砂轮在切割时易于扭曲或卡滞 也使发生反 弹或砂轮破裂的可能性增大
勿使工具导线靠近旋转附件 如果未加控制 则线头可能会被切割到或卡住 从而可能使您 的手或手臂被拖入旋转砂轮中
PANDA PANDA自动密钥切割机XA-006用户手册V1.0说明书

Automatic Key Cutting Machine PANDA XA-006
2. General information
2.1 Machine description
Dear customers, thank you for choosing XA-006 automatic key cutting machine. Dolphin XA-006 is a portable machine, with a small volume and light weight, is particularly and carefully designed for locksmiths worldwide. This product user manual provides operating instructions for you to use the machine correctly and safely. To avoid injuries and financial loss, please carefully read this manual through before you start to operate the machine. And we kindly remind you to keep this manual properly for future reference.
05
Automatic Key Cutting Machine PANDA XA-006
4. Overview
4.1 Structure diagram
Switch
Clamp Screw of fix clamp
Automatic Key Cutting Machine PANDA XA-006
数控等离子切割机使用手册
数控等离子切割机使用手册(总19页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除数控等离子切割机使用手册山东郓城晟辉数控设备有限公司目录注意 ...................................................... 错误!未定义书签。
1、验收.................................................. 错误!未定义书签。
2、运输与储存............................................ 错误!未定义书签。
3、安装.................................................. 错误!未定义书签。
4、接线.................................................. 错误!未定义书签。
5、调试运行.............................................. 错误!未定义书签。
6、使用.................................................. 错误!未定义书签。
7、故障处理.............................................. 错误!未定义书签。
8、电源供应.............................................. 错误!未定义书签。
设备安装篇 ................................................... 错误!未定义书签。
对切割机主体和电控柜的连接电缆建议采用地槽走线方式铺设,既保护电缆,又方便维护. .................................................... 错误!未定义书签。
型材切割机使用说明

型材切割机使用说明书一、基本介绍适合锯切各种异型金属铝、铝合金、铜、铜合金、非金属塑胶及碳纤等材料,特别适用于铝门窗、相框、塑钢材、电木板、铝挤型、纸管及型材之锯切;手持压把料锯料,材料不易变形、损耗低;锯切角度精确;振动小、噪音低;操作简单,高效率,能单支或多支一起锯切。
可作90°直切,90°--45°左向或右向任意斜切等等。
砂轮切割机可对对金属方扁管、方扁钢、工字钢,槽型钢,碳元钢、元管等材料的切割。
二、基本原理三、安全规则(1)操作者必须熟悉设备的性能,遵守安全操作规程,防止意外事故发生。
(2)切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具疲惫、严禁酒后或服用兴奋剂、药物之后操作切割机。
(3)电源线路必须安全可靠,严禁私自乱拉。
使用前必须认真检查设备的性能,确保各部件完好。
(4)?穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣操作。
(5)加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(6)?严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(7)切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(8)?严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(9)装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(10)中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(11)?设备出现抖动及其它故障,应立即停机修理,严禁带病和服用兴奋剂及酒后作业,操作时严禁戴手套操作。
如在操作过程中会引起灰尘,要戴上口罩或面罩。
(12)?加工完毕应关闭电源,并做好设备及周围场地5S要求。
应将电钻及绝缘用品一并放到指定地方。
四、操作程序(1)使用前必须认真检查设备的性能,确保各部件的完好性。
(2)电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。
v型切割机设备操作规程(7篇范文)

v型切割机设备操作规程(7篇范文)第1篇 v型切割机设备操作规程v型切割机操作规程1 操作者必须熟悉机器的结构、性能及使用方法。
2 工作必须固定才能进行切割。
3 锯刀工作时,严禁用手清理料头及切屑。
4 在更换锯刀后,开车前一定要检查锯刀是否夹紧。
5 切割长料时,需配一名辅助工。
6 一次切割尺寸不能超过锯高。
7 工作时,严禁用手指、布条加冷却液。
8 在更换锯刀、清理工作台面及操作者离开时,一定要切断电源。
9 操作者必须戴防护眼镜。
10 出现紧急情况,要立即切断电源。
11 在工作中严禁他人与操作者说话、打闹。
12 班后认真清理铝屑。
第2篇双头斜准切割机设备操作规程双头斜准切割机操作规程1 操作者必须熟悉机器的结构、性能及使用方法。
2 非本机操作人员禁止使用本机床。
3 班前操作者应检查各润滑油是否充分润滑。
4 切割前应检查工件夹紧力是否牢固可靠。
5 锯工作时严禁用手清理料头、切屑。
6 加工长料时应配有一名辅助工人。
7 加工完毕的工件应放在指定的运料车上。
8 更换锯片、清理工作台、加润滑油及操作者离开时,必须切断电源。
9 工作时要注意观察防护罩是否安全可靠。
10 经常观察油缸中润滑油是否充足并加以适当添加。
11 出现紧急情况时要立即按下"急停"开关停止机器。
12 工作时严禁他人与操作者嬉笑、打闹及随意翻动防护网。
13 班后要认真清理铝屑。
第3篇单头自动送料切割机设备操作规程单头自动送料切割机操作规程1 操作者必须熟悉机器的结构、性能及使用方法。
2 开机前,要向机器中加油嘴入注入润滑油。
3 在更换锯片后,开车前一定要检查锯片是否关紧。
4 工件夹紧力必须足够才能进行切割。
5 锯片工作时,严禁用手清理料头及切屑。
6 开机后要确认气动夹紧头动作是否正常。
7 加工完毕的工件必须放在固定的堆料架上。
8 一次切割厚度不能超过50mm。
9 更换锯片,清理工作台面,加润滑油及操作者离开时,一定要切断电源。
大连华锐便携式数控切割机使用说明书
螺母
大连华锐重工数控设备有限公司
成车底座安装完毕。
TEL:0411-85865100 第6页
FAX:0411-85866100
3.3 主机安装
— 托住主机前面板方向,将主机滑块与底座两根直线导轨对齐。 — 将滑块左右两端小心放到直线导轨上。
图4 — 按箭头方向轻轻将主机放在导轨上。
2.2 注意事项
*如发生割咀堵塞或回火,请立即关闭调节阀,关闭顺序为: — 燃气 — 预热气 — 切割氧 *如长时间不用切割机,应关闭所有阀门 *本机的保养根据说明书进行 (详见 6 维护与护理)
大连华锐重工数控设备有限公司
TEL:0411-85865100 第4页
FAX:0411-85866100
*易损件更换工作须有专业人员进行操作 *除更换割嘴等相关部件外,不得对设备进行改造或者扩充,否则,发生一切后 果,用户自负。 *如果电缆,开关等电器设施损坏。应切断电源,由专业人员维修更换。
大连华锐重工数控设备有限公司
TEL:0411-85865100 第5页
6.维修与护理 .............................................................. 24
6.1 日常维护............................................................ 24 6.2 每周维护............................................................ 24 6.3 每月维护............................................................ 24
夏米尔cut200bp说明书

夏米尔cut200bp说明书夏米尔Cut200BP是一款高性能的切割机,适用于各种类型和尺寸的材料的切割工作。
它采用先进的技术和设计,具有卓越的切割质量和稳定性,同时也具有高效的工作效率和易于操作的特点。
在本说明书中,我们将详细介绍Cut200BP的主要特点、技术参数、操作步骤和注意事项。
一、主要特点1. 高性能的切割质量:Cut200BP采用先进的切割技术,能够在短时间内实现高精度和高质量的切割效果。
2.稳定性:切割机采用坚固的结构和优质的材料制造,保证了它的稳定性和耐用性,可以长时间稳定运行而不会出现故障。
3. 高效率:Cut200BP具有快速切割的能力,可以大大提高工作效率,节省时间和人力成本。
4.易于操作:切割机采用人性化设计,配备了直观的操作界面和简单易懂的操作步骤,使操作更加简便和方便。
5. 多功能切割:Cut200BP可以切割各种类型和尺寸的材料,包括金属、塑料、木材等,适用于不同行业和领域的切割需求。
二、技术参数1. 切割速度:每分钟1000mm2. 切割厚度:最大20mm3.功率:5千瓦4.电源:220V/380V,50Hz/60Hz5.重量:200千克三、操作步骤1.将切割机放置在平稳的地面上,并确保机器周围没有障碍物。
2.连接切割机的电源,确保电源连接正确并稳定。
3.打开切割机的电源开关,等待几秒钟,直到显示屏上显示出初始界面。
4.选择要切割的材料和切割参数,并将其输入到切割机的控制面板上。
5.将要切割的材料放置在切割台上,并固定住。
6.按下开始按钮,切割机将开始工作,根据设定的参数进行切割。
7.在切割过程中,保持注意力集中,并注意切割机的运行状态,以确保安全和切割质量。
8.切割完成后,关闭切割机的电源开关,并将切割机周围的杂物清理干净。
四、注意事项1.在使用切割机之前,务必阅读并理解本说明书中的所有操作步骤和安全提示。
2.在操作切割机时,务必佩戴好相关的安全装备,包括护目镜、手套和防护服等。
欣双源线切割机专用变频器说明书V1.2详解

2
欣双源自动化控制设备有限公司
第三章 基本的性能介绍
“SY-AX2双源”线切割专用变频器性能介绍: 一、左右行程、超程信号、加工结束信号直接送入变频器 进行控制。
二、内部设计有独特的断丝检测电路,无需外部电源供电, 直接将”丝+“和”丝-”引线接在钼丝接触的导电块上 就能完成安全、可靠的断丝检测。也可以使用“重锤"或 其他形式的断丝检测,方便灵活,适应性强。
u 安装前应检查变频器下部八位压线端子螺丝是否有缺
少,如有缺少请仔细检查是否遗落在变频器内部。
u 再次运输时请将八位压线端子的螺丝拧紧并使用完整
的原包装。
欣双源自动化控制设备有限公司
目录 第一章 到货检查--------------------------------------------------------1 第二章 产品外观及各部分名称--------------------------------------2 第三章 性能介绍--------------------------------------------------------3 第四章 系统连线--------------------------------------------------------5
六、使用 3 根信号线进行 8 段速控制,每一段速均能 在0HZ-80HZ之间调节,使机床能适应不同工件的加工要 求,显著提高切割面光洁度,扩大机床的适用范围。
七、无条纹切割。本机设有”定时换向(或称进三退二)” 功能,在加工时使电机从左至右运行X秒后,自动换向从 右至左运行Y秒(一般设X>Y),能显著减少切割条纹,提 高切割光洁度和精确度,提高产品竞争力。具有“左右
欣双源自动化
线切割机设备操作说明书
線切割
設備功能
加工模芯
文件編號
設備型號
廠商
版本
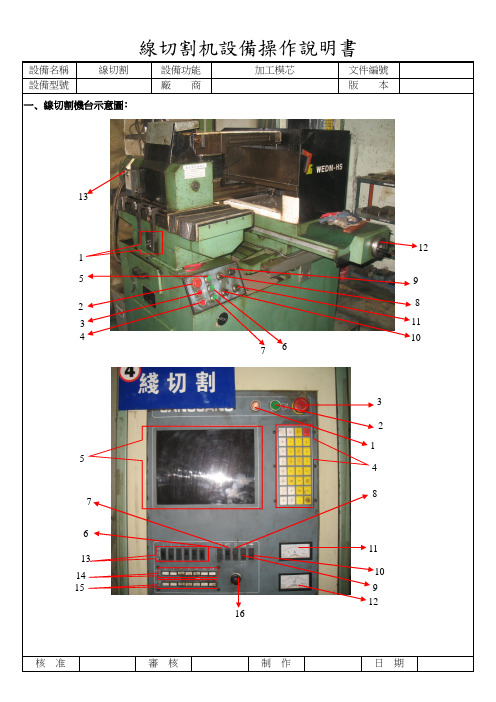
一﹑線切割機台示意圖﹕
16
核准
審核
制作
日期
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
廠商
版本
圖一板面介紹﹕
1﹕絲筒行程開關2﹕緊急停止開關 3﹕水泵停止開關 4﹕運絲停止開關
5﹕電源啟動開關 6﹕水泵啟動開關 7﹕運絲啟動開關 8﹕上絲開關
9﹕上絲速度調節開關10﹕斷絲保護開關 11﹕高頻開關 12﹕X軸手柄
二﹑對加工物件的步驟及事項﹕
1.按圖紙技朮要求選擇好材料。
2.加工物件前﹐首先把按圖紙技朮要求在電腦里將程序編寫好﹐并生成3B文件傳輸到控制機里。
3.加工物件時﹐應按照電腦里程序將加工物件水平夾緊在萬用平口鉗或吸附在機床平面上﹐再用百分表校正平行度﹐以免在加工中出現極大誤差或不平行。
4.在加工時要分清橫坐標與縱坐標的移動方向﹐再對加工物件進行“X”座標及“Y”座標分中校正或對齊校正﹐在搖動坐標時要注意數顯尺的變化﹐數顯尺的示意圖如下所示。
4.在操作時禁止戴手套。
5.禁止一機兩人操作。
6.出現任何故障﹐請立即關掉電源開關。
7.此為專業機器﹐須經專業培訓合格方可上崗作業。
核准
審核
制作
日期
13﹕運絲保護開關
圖二板面介紹﹕
1﹕電源指示燈2﹕電源啟動開關 3﹕緊急停止開關 4﹕數字字母鍵
5﹕顯示屏 6﹕X﹑Y坐標 7﹕U﹑V坐標 8﹕高頻開關
9﹕斷絲保護開關 10﹕加工開關 11﹕電流表 12﹕電壓表
13﹕功放管數量 14﹕脈寬選擇 15﹕脈沖間隔選擇16﹕速度調節
PCUT CTN切割机中文说明书 串口+USB(V3.3)
Sign RS232C
SYS
FG
AA
SD
BA(TDATA)
RD
BB(RDATA)
RS
CA(RTS)
CS
(CTS)
DR
(DSR)
SG
AB(SGND)
ER
CT ( )
check bit stop bit
CCITT 24 101 103 104 105 106 107 102
108
Signal Dissection
不可破坏或随意更换原配电源线,不 可使电源线过度弯曲、强拉、捆绑及 压在重物下。 此举会使电源受损,导致电击或火灾。 如较长时间不用刻字机,请把电源线 从插座拔下来。 否则会导致火灾。
操作时,双手不可放在主导轴上。 此举会导致受伤害。
应把机器放在稳固的平面上。 不然会使机器跌落,导致伤害。
当把电源线从插座上拔下时,应拔插 头,不应拉电缆。 强拉电缆会导致电击或火灾。
RS,CS,DS,ER Positive logic “ON” “OFF” “ON” “OFF”
连接器:
切割机端:DB-25S 信号电脑端:DB-25P
IBM-PC 电脑与切割机之间串行界面信号电缆连接图:
切割机端
信号
引脚
(DB9P)
Shield
N/C
TX Data
2
RX Data
3
GND
5
USB 驱动程序安装默认端口为 COM3,如要将端口设置为 COM1 和 COM2,请关 闭原 COM 和 COM2 端口(在设备管理器中,选中 COM1 或 COM2,右击弹出快捷菜 单,选择“停用”即可),避免发生硬件冲突。
PCUT SERIES USER‘S MANUAL
型材切割机使用说明

型材切割机使用说明 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】型材切割机使用说明书一、基本介绍适合锯切各种异型金属铝、铝合金、铜、铜合金、非金属塑胶及碳纤等材料,特别适用于铝门窗、相框、塑钢材、电木板、铝挤型、纸管及型材之锯切;手持压把料锯料,材料不易变形、损耗低;锯切角度精确;振动小、噪音低;操作简单,高效率,能单支或多支一起锯切。
可作90°直切,90°--45°左向或右向任意斜切等等。
砂轮切割机可对对金属方扁管、方扁钢、工字钢,槽型钢,碳元钢、元管等材料的切割。
二、基本原理三、安全规则(1)操作者必须熟悉设备的性能,遵守安全操作规程,防止意外事故发生。
(2)切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具疲惫、严禁酒后或服用兴奋剂、药物之后操作切割机。
(3)电源线路必须安全可靠,严禁私自乱拉。
使用前必须认真检查设备的性能,确保各部件完好。
(4)穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣操作。
(5)加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(6)严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(7)切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(8)严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(9)装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(10)中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(11)设备出现抖动及其它故障,应立即停机修理,严禁带病和服用兴奋剂及酒后作业,操作时严禁戴手套操作。
如在操作过程中会引起灰尘,要戴上口罩或面罩。
(12)加工完毕应关闭电源,并做好设备及周围场地5S要求。
应将电钻及绝缘用品一并放到指定地方。
激光切割机使用说明书

实用标准文案激光切割机使用说明书BYL-3015-B北京万通博瑞金属加工有限公司前言很荣幸您购买我公司的产品,成为我公司的用户。
本说明所描述的是我公司生产的型号为BYL-3015-B的金属激光切割机。
本说明书详细介绍了切割机的安装,使用方法及相关维护步骤。
在您使用本机器前请注意以下事项:建议每一位与本机器有关的工作人员(维修、操作、日常维护、定点检查人员)都要阅读这本说明书;操作者应具备相关的技术培训,或有专人指导;如果您能遵循说明书中的提示,不仅可以避免危险事故,降低维修费用,减少停机检修时间,还可以提高机器的工作效率和使用寿命;说明书应保存好以供随时查阅。
注意:使用激光切割机前请详细阅读本说明,用户错误操作可能引起设备运行不良、设备损坏甚至造成人身伤害。
警告:本切割机所用激光为不可见光,不可直视,否则可能造成眼睛伤害,使用时请佩戴护目镜。
目录前言2第一章简介1.1 主要用途及特点 (4)1.2 适用范围 (4)1.3 产品型号及意义 (5)第二章主要规格与技术参数 (5)第三章产品的主要结构与原理 (6)第四章产品的工作条件 (6)第五章产品的系统说明5.1 机械与传动系统 (7)5.2 电气系统 (9)5.3 气动系统 (10)5.4 光学系统 (10)5.5 水冷系统 (11)5.6 切割头 (11)第六章吊运与保管6.1 开箱 (11)6.2 机床的吊运与保管 (11)第七章安装与调试7.1 安装 (13)7.2 调试 (13)第八章使用与说明8.1 安全使用 (14)8.2 操作使用步骤 (15)第九章维护与保养9.1 综述 (16)9.2 日常维护与保养 (16)9.3 运行时的维护与保养 (17)9.4 长期停放的维护与保养 (17)第十章常见故障及其排除方法 (18)第十一章随机附件及备件 (18)第十二章耗损件及易损件 (19)附:维修服务报告单 (20)第一章:简介1.1主要特点及用途BYL-3015-B金属切割机是固体激光机,激光工作物质Nd_YAG晶体棒,在氙灯的作用下,在谐振腔内激励产生高能量激光束。
火焰切割机说明书
G98/G99(GOSUB/RETURN)调用子程序……………………………………………...28
G22(FOR)/G80(NEXT) 循环语句…………………………………………….....28
G81 加工件数加 1……………………………………………………………………….29
M00 暂停指令……………………………………………………………………...29
北京斯达微步控制技术有限公司
1
*使用系统前请认真阅读本手册。 使用注意事项:
1. 包装箱打开后请检查系统在运输过程中有无破损,装箱单上所列内容与箱内物品是否符合。 2.本说明书适用于火焰切割机数控系统、等离子切割机、水刀切割机数控系统。 3. 请检查电源电压是否正确(AC220V±15%),并使用隔离变压器或其它有隔离功
范围会使系统工作不正常甚至损坏本数控系统。 13.维护系统和机床,每班执行一次[日常维护和检查];每月执行一次[二级维护];每六月执
行一次[一级维护]。详细内容见附录。 14.系统的液晶屏为易碎物品,使用过程中注意对它的防护。 15.如遇问题,请与北京斯达微步控制技术有限公司联系。切勿在不熟悉的情况下自行拆装、
2
目录
第一章 概述…………………………………………………………………………………………………….1 1.1 系统组成………………………………………………………………………………………..1 A)显示/键盘单元(系统操作面板)系统单元:……………………………………………..1 B) 驱动单元:………………………………………………………………………………..1 1.2 技术指标 …………………………………………………………………………………….1 1.3 配置介绍 …………………………………………………………………………………….2 1.4 系统安装尺寸…………………………………………………………………………………..3 1.5 系统与步进电机/伺服电机的连接…………………………………………………………….4
切割机作业指导书

切割机作业指导书标题:切割机作业指导书引言概述:切割机是一种常见的工业设备,广泛应用于金属加工、建造、汽车创造等领域。
为了确保切割机的安全操作和高效工作,本文将提供一份详细的切割机作业指导书,匡助操作人员正确使用切割机。
正文内容:1. 准备工作1.1 检查设备:确保切割机处于正常工作状态,检查切割刀具是否磨损、松动,检查电源线是否接地良好。
1.2 确定作业区域:清理作业区域,确保周围没有杂物和易燃物,保持通风良好。
1.3 个人防护:佩戴适当的个人防护装备,包括安全帽、护目镜、耳塞、手套和防护服等。
2. 操作步骤2.1 启动切割机:按照设备说明书操作,确保切割机处于正常启动状态。
2.2 调整切割参数:根据所需切割材料和要求,调整切割速度、切割深度等参数。
2.3 固定工件:将待切割的工件固定在切割台上,确保工件稳固且不会滑动。
2.4 进行切割:将切割刀具缓慢地接触到工件表面,开始切割操作,保持稳定的手臂姿式和适当的切割速度。
2.5 完成切割:切割结束后,等待切割刀具住手旋转,关闭切割机,将切割刀具放置在安全位置。
3. 安全注意事项3.1 防止触电:在操作切割机之前,确保电源已经关闭,避免触电事故的发生。
3.2 防止火灾:切割过程中产生的火花可能引起火灾,因此要确保切割区域没有易燃物,并保持灭火器的可及性。
3.3 避免伤害:切割刀具锋利,操作人员应注意手部和身体的位置,避免意外伤害。
总结:通过本文提供的切割机作业指导书,操作人员可以了解到切割机的准备工作、操作步骤和安全注意事项。
正确使用切割机可以提高工作效率,确保操作人员的安全。
在使用切割机时,请务必遵循操作规程,并始终保持警惕。
电焊切割机操作说明
电焊切割机操作说明I. 介绍电焊切割机是一种常用的工业机械设备,用于进行金属材料的切割和焊接工作。
它具有高效、准确和安全的特点,但在操作时需要注意一些基本事项。
本文将详细介绍电焊切割机的操作步骤和注意事项,以确保用户的安全和效果。
II. 设备准备1. 确认电源供应:检查电焊切割机的电源连接是否牢固,并确保电源电压与设备要求一致。
2. 选择合适的切割剂:根据所需切割材料的类型选择合适的切割剂,并装入切割机的切割剂仓中。
3. 检查气体供应:确认所需的气体(如氧气、乙炔等)供应是否充足,并检查气体管道是否正常连接。
III. 操作步骤1. 打开电源:将电焊切割机的电源开关调至“开”启动机器,等待机器进入工作状态。
2. 设定工作参数:根据所需的切割任务,设置切割参数,如切割电流、切割速度等。
确保参数设置符合切割材料和材料厚度的要求。
3. 调整焊枪位置:将焊枪调整到切割位置并固定,确保焊枪与切割目标物保持一定的间距。
4. 打开气体阀门:先打开预热气体阀门,等到气体稳定后再逐渐打开预混合气体阀门,确保气体供应充足且均匀。
5. 启动切割:按下切割开关,开始进行切割作业。
在切割过程中,应保持焊枪与切割板材垂直,并保持相对稳定的移动速度。
6. 切割结束:切割完成后,将电焊切割机的电源开关调至“关”,关闭气体阀门,并等待切割机冷却后方可进行下一步操作。
IV. 注意事项1. 安全操作:在操作过程中,佩戴合适的防护装备,如手套、护目镜和防护服,以免受到切割火花和热辐射的伤害。
2. 切割环境:确保切割环境通风良好,并远离易燃物和可燃气体,以减少事故发生的风险。
3. 定期检查:定期检查电焊切割机的电路、气路和切割剂供应系统,确保设备处于良好工作状态。
4. 切割材料:根据切割材料的类型和厚度,选择适当的切割参数,并根据需要更换切割剂。
5. 非专业人士禁止操作:非专业人士请勿私自操作电焊切割机,以免造成人身伤害和设备损坏。
V. 整理与维护1. 切割机冷却:在操作结束后,切勿直接关闭电源,应先让电焊切割机自行冷却,以确保设备长时间有效运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切割机说明书
V1.1
设备参数
1 电源:94V-264VAC 50/60HZ
2 重量:20KG
3 尺寸:430(L)×330(W)×260(H)㎜
4 切割精度:±0.1㎜
5 切割尺寸:1.0㎜~99,000㎜
6 切割速度:230strips/min
按键说明:
1.连动(Autocut):此键按一下连续切割,再按一下切割停止。
2.点切(Onecut):此键按一下机器运行一次完整切割。
3.送片(Feed):按着此键不放片材连续送,放开此键送片停止。
4.清零(Clear):此键按一下切割数量清零。
5.设置(Set):此键按一下进入设置状态,可对宽度和数量参数的修改。
6.减一(-):此键按一下切割数量减一。
7.增加(▲):在设置状态下,可对光标所在参数进行加
8.减少(▼):在设置状态下,可对光标所在参数进行减
在没进入设置状态按此键可以缓慢进行刀头上下运动。
9.电源开关(Power SW):机器电源总开关。
10.急停开关(Emergency):紧急停机开关,切割和送片等操作失效。
屏幕显示说明:
打开电源开关液晶屏显示如图1。
宽度速度数量
图1
开机后显示的是默认参数,每次开机后都一样
宽度=400表示切割的宽度是4mm,可以通过增加(▲) 减少(▼)键进行微调。
速度=100表示切割的速度是100(约340次/分钟),数字越大表示切割越快,数字越小表示切割越慢。
数量=0 表示当前的切割切割数量是0条,每切割一次,此数会自动加一,按清零(Clear) 键该数重新为0。
T =0 表示当前的切割数量是0条,每切割一次,此数会自动加一,按清零(Clear)键无影响,但断电后该数清零。
Q=1000 表示设定连续设定片数,在连续切片中,切片数量到达Q设定片数时,会自动停止切割,清零后,按连动可以继续切割。
参数设置说明:
按设置(Set)键可修改各项参数。
按此键一次显示如图2,再按一次会显示如图3,再按一次会显示如图4,光标会在宽度,速度
设定片数这3参数间变换。
按增加(▲)键或减少(▼)键可修改光标处的数据。
按如图5界面,按连动(Autocut)或点切(Onecut)键,切割的尺寸为2.5毫米,速度是90。
宽度速度数量
图2
宽度速度数量
图3
宽度速度数量
图4
宽度速度数量
图5
切割操作步骤
1.接通电源,打开电源开关
2.检查宽度与速度是否合适,如不合适,按设置(Set)、增加(▲)
或减少(▼) 键进行修改
3.按下红色手柄,把待切的片材水平放入两滚轮间,底边与固
定导向条水平接触,调节移动导向条,使两导向条宽度与待切片材宽度相同,但不要夹紧,以防卡住。
4.按送片(Feed)键使片材移动,按点切(Onecut)键切掉前面的废
条
5.按清零(Clear)键,清零计数,按连动(Autocut)键开始切割
6.操作员右手搭在连动(Autocut)键上,同时注视片材切割处,
如有标记的废片,按连动(Autocut)键停止,按送片(Feed)和点切(Onecut)键切掉废片,按减一(-)键减去点切后增加的数量,再按连动(Autocut)键切割,一片切完后,屏幕上显示的数据为此片材的切割数量。
保养、维护和注意事项
1 上刀片在变钝之前一般可以切割10-100万次,刀片是否变钝判断
方法一般检查所切割试剂条边缘是否光滑,如果边缘已经变得毛糙表明刀片需要重新研磨,磨刀可找当地有磨床的加工厂,也可联系设备制造商磨刀或换刀。
如果换上刀片后依然不能解决问题,则需要磨下刀片,下刀片可以使用两次,一面钝时可再换另一面,只是更换时没有象卸上刀片那样方面,需要把下刀片前面的零件
全部拆卸后才行。
2 切割的过程中,如果发现刀片上不干胶过多造成粘刀时,可用丙酮
擦洗刀片粘刀处,擦洗干净后,可继续切割
3 当上述情况都没法解决时,也可调节刀片的角度(通过调节上刀片
上的三颗固定螺丝)解决粘刀、试剂条跳跃等问题
4 解决切割最后一小段无法再切的问题
在每一片切割到最后一小段时,由于滚轮和刀片间存在一定距离(约20cm), 会造成最后一小段无法移动而造成浪费, 要解决这个问题, 可通过过以下方法实现:
- 准备一段(约50mm长) 废的片材, 宽度与待切的片材相同
- 在片材的一端(左端)粘上一段透明胶(也可以是不干胶), 粘面朝下且露出约5mm 左右
- 把待切片材的一端(右端)粘在刚才准备好的废片材的透明胶上
- 启动切割操作, 眼睛注视切割的试剂条, 如果看到透明胶连接处,按连动按纽停止切割操作, 然后按下手柄, 抬起上滚轮, 抽出刚才带透明胶的废片材, 撕掉上一片残余片材,再换上新的片材,重复刚才操作,如果透明胶损坏,再换新的透明胶即可.
如果在本身有不干胶的片材上切割时,可让透明胶在一端多出约5mm,这样在切割时可使每一片互相连接,从而可以连续切割,不造成浪费。
如何修改机器默认参数
调节该参数可以调节切割宽度、速度及提高精度
还可以保存机器默认宽度及速度,每次开机后都会显示调节后的参数
屏幕显示说明:
按住‘设置’键不放,打开电源开关液晶屏显示如图1。
默认‘宽度参数调节’页面,修改后每次开机都显示修改后的参数宽度速度数量
图1
再按‘送片’键,页面进入‘精度参数调节’页面,如图2
通过‘+’‘-’键修改此参数,此值变大,切割宽度变小,此值变小,切割宽度变大,修改后,按‘点切’然后用游标卡尺测量切出的试纸条,如实际值与设定值有误差,可继续调节,直到达到精度为止宽度速度数量
图2
再按‘送片’键,页面进入‘速度参数调节’页面,如图3
默认‘速度参数调节’页面,修改后每次开机都显示修改后的参数宽度速度数量
图3
再按‘送片’键,页面进入‘设定片数’页面,如图4
宽度速度数量
图4
通过‘+’‘-’键修改此参数,可以用来设定连续切片的片数
调节完成后,按‘设置’键保存参数,退出,进入正常页面,设置完成
再按‘送片’键,页面进入‘主电机降速齿轮比设置’页面,如图4 宽度速度数量
图4
通过‘+’‘-’键修改此参数,可以用来设置机器的电机降速齿轮比
设置范围(1-6),调节完成后,按‘设置’键保存参数,退出,进入正常页面,设置完成。