【2018最新】fpc作业指导书-推荐word版 (4页)
FPC涨缩规范作业指导书

1.0目的明确规定FPC、多层板、软硬结合板涨缩管控,确保产品质量,提高公司产品竞争力。
2.0范围只适用于FPC事业部软板、多层板、软硬结合板产品。
3.0职责3.1生产部:负责按作业指导书进行送板转板,主管领班负责监督执行。
3.2工艺部:负责编写、修订作业指导书,调整缩预放,解决涨缩问题3.3维修部:负责设备维修,定期对设备进行维护保养,指导生产部日常设备保养。
3.4品质部:负责对物料、产品质量的监控、板件物理性能的测试,稽查日常生产、保养情况。
3.5研发部:负责样品测量送样、收集整理样品过程中异常及数据。
3.6工程部:负责材料产品信息分类并按工艺要求提供图纸。
4.0工艺流程4.1生产按按要求测量工序送板→登记→测量→填写登记表格5.0生产制作工艺流程工程设计5.2.1.多层FPC内层MARK需增加抗蚀刻油保护,软硬结合板开盖后露出mark5.2.2.工程提供双面板、多层软板、软硬结合板各两个按照以上设计的料号5.2.3.工程出涨缩测量图纸需标注测量点及标准值、方向(PNL时X/Y方向)5.2.4.MARK与MARK与工具孔设计间距>5MM以上,且两面MARK需错开,有FR4补强产品mark点需设计到有FR4区域,防止MARK点不受力压合凹陷,导致MARK点与产品焊盘不同步5.2.5.统一取消我司加上去的阻焊测量MARK点,原两个线路两个阻焊MARK现更改为4个阻焊MARK点,4个阻焊MARK旁边新增4个线路MARK5.2.6.4个阻焊MARK点工程设计需按客户要求SMT PAD优先5.2.7.多层板、软硬结合板内层无阻焊产品,外层时需将内层线路MARK点揭盖5.2.8. 现经过模拟测试MARK点设计在最高点的白油块用油性笔涂黑后,经过后工序烤板及白油隔板磨擦后出现白油块处的油性笔被磨掉露白油块(客户处打件不良品上件的问题),后续请工程将MARK点设计在软板区或者是做蚀刻MK 点5.2.9. 所有测量涨缩图纸请以客户加工规格书上的图纸为准,双面打件产品双面均要测量,如客户没有提供相应图纸,工程部必须找客户RD或项目组要图纸,标准值以客户提供为准,工程需将所有型号涨缩图纸及时更新至产线;正反面测量,测量方式需测量垂直距离(我司涨缩测量均需测量4个点),即日起执行。
FPC取下作业指导书
IN NO: 版 本:取下FPC
型號作業內容
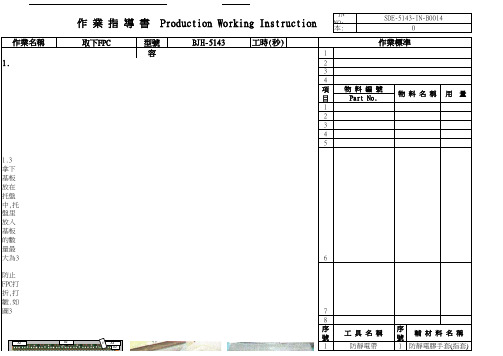
11. 作業步驟:
2 1.1 從傳送軌道上拿出托板.注意從回流爐流出的托板溫度比較高,在沒有冷卻前
3 不要碰到,以免燙傷手.
4項 1.2 首先從基板取下高溫膠紙,先用鑷子夾住,剝落膠紙,剝落時不可傷到基板,目 并且不可留有膠紙屑在基板上,按照膠紙上所標示的相反的順序去取下,首1 先取E2,E1,必須按照數字的逆順序去取,取完后再去取D2,D1等依次按照以2 上順序循環,取完后用棉棒粘酒精將原貼有膠紙的地方清洗干凈,清洗時注3 意不能碰到別處.直到清洗完后再把FPC同托板一起取下(如圖1,圖2).45 1.3 拿下基板放在托盤中,托盤里放入基板的數量最大為3塊板,基板應放在中間,6 防止FPC打折,打皺.如圖3
78序序
號號
112233445566778899 圖1圖2
圖310
10
版本日期
更改內容版本
7-Apr-04
首次發行
生產工程
簽名日期
第 1 之 1 頁
日期
朱寧
7-Apr-04
批准者
品質更改內容
准備者口罩帽子鑷子
托盤防靜電帶防靜電膠手套(指套)工 具 名 稱輔 材 料 名 稱SDE-5143-IN-B0014
物 料 編 號物 料 名 稱用 量
Part No.
作 業 指 導 書 Production Working Instruction
作業名稱BJH-5143工時(秒)
作業標準
A2
B2
D1E
B1A3A1
C 2
A4
E
D2
C 1。
FPC包装方法作业指导书
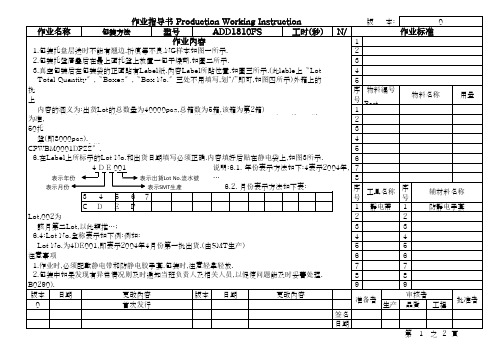
作业指导书 Production Working Instruction 包裝方法 ADD1810FS 型号 工时(秒) 作业內容
版
本:
0
N/
作业标准
作业名称
1 1.包装托盘层迭时不能有翘边.折痕等不良.NG样本如图一所示. 2 2.包裝托盤層疊后在最上面托盤上放置一包干燥劑.如圖二所示. 3 3.真空包裝后在包裝袋的正面貼有Label紙.內容Label所貼位置.如圖三所示.(此lable上〝Lot 4 Total Quantity〞,〝Boxes〞,〝Box No.〞三处不用填写,划“/”即可,如图四所示)外箱上的 5 〝Lot Total Quantity〞对应空格处填写整个出货Lot的总数量;〝Boxes〞对应空格处填写此批 序 物料編号 物料名称 用量 出货的总箱数;〝Box No.〞对应空格处填写该箱为出货总箱数中的第几箱.如图六所示Label上 号 Part No. 内容的涵义为:出货Lot的总数量为40000pcs,总箱数为5箱,该箱为第2箱) 1 4.真空包装每托盘内装载的FPC数量为160pcs,托盘的两端用带子固定起来,以托盘有间隙的面为准, 2 交错迭放整齐,每25托盘(即4000pcs)为一包装袋,再在最上层放一空托盘压紧,每箱只允许放50托 3 盤(即8000pcs). 4 5.在Label上所标示的客户P/N为〝CPWBM0001DPZZ〞. 5 6.在Label上所标示的Lot No.和出货日期填写必须正确.内容填好后贴在静电袋上,如图3所示. 6 4 D E 001 说明:6.1. 年份表示方法如下:4表示2004年, 7 5表示2005年,6表示2006年,以此类推… 8 表示年份 表示出貨Lot No.流水號 6.2. 月份表示方法如下表: 序 序 表示月份 表示SMT生 工具名称 辅材料名称 月份 1 2 3 4 5 6 7 8 9 10 11 12 号 号 表示代码 A B C D E F G H J K L M 靜电帶 防靜电手套 1 1 6.3:SMT生产品用字母〝E〞表示, 出货Lot No.流水号表示方法如下:001为该月的第一Lot,002为 2 2 該月第二Lot,以此類推…; 3 3 6.4:Lot No.全称表示如下例:例如: 4 4 Lot No.为4DE001,即表示2004年4月份第一批出货.(由SMT生产) 5 5 注意事项 6 6 1.作业时,必须配戴静电带和防静电胶手套.包装时,注意轻拿轻放. 7 7 2.包装中如果发现有异常情况则及时通知当班负责人及相关人员,以促使问题能及时妥善处理. 8 8 3.作业员并认真填写<<____日报表>>(SDE-FM-B0290). 9 9 圖 更改內容 更改內容 审核者 版本 日期 版本 日期 准备者 批准者 首次发行 0 生产 品質 工程 签名 日期 第 1 之 2 頁
作业指导书(FPC擦拭)
环境
1、工作环境,卫生.
操作之前:
(1)、首先用布质抹布蘸上少许酒精,轻轻擦拭桌面和传送带,清洁时务必要清理干净,不能残留一点灰尘和污垢。等酒精挥发后,再用干抹布擦拭一遍。
(2)、清理完毕,在双手的拇指,食指和中指戴上橡胶的防静电指套,发现指套破损应立即更换,不能将手指裸露在指套外。
(3)、将防静电手腕套在手腕上,同时将防静电手腕与接地线连接,佩带时要注意不要随意拉扯接地线。
0.2mm<ø0.25mmtotal1(间隔>10mm)
0.25<ø不允许
线、毛屑规格/刮痕规格(L/长W/宽)
2017
W0.03,允许3条;
0.03<W0.06,L2.0,允许2条;
0.06<W0.08,L2.0,允许1条;
0.08<W不允许
气泡&压痕&阴影规格
2018
ø0.1mm容许(total)3
A/0
作业指导
产品名称
PHS-手机H-300
工序
主板准备
物品名称
主板、液晶
图号
作业指导书
第1册
共6页
共1册
产品型号:H-300
产品名称:PHS手机
工位名称:焊接、擦FPC
本册内容:焊接、擦FPC作业指导书
拟制:
审核:
批准:
日期:
四川明仕达通信设备有限公司
旧图总号
底图总号
日期
签名
A/0
作业指导
产品名称
工序
主板准备
物品名称
主板、液晶
图号
操作
1、本工位的操作依据
本工位以“H-300工艺文件”第13页,焊接(五)为操作依据。
FPC组装作业指导书

(如右下 圖片)﹐ 并且注意 檢查金手 指上是否 有劃傷和 氧化,則 不可投入 組裝,作 NG品處 理.
圖三
3.組 裝步驟: 將托板的 四個定位 孔對準底 座的四個 定位柱放 好后,左 上角的定 位柱對準 FPC,從 左向右數 的第九個 孔,
作业名定称位柱 一
A2
C1
作业指导书 Production Working Instruction
组装FPC
B2
型号 定位柱二
E2 A3
D2
A2
C2
C 1
工时(秒)
B2
E2 A3
D2
C 2
D1 A1
E1
托板
定位柱三
一.作業內容:
B1
底座 圖一
A4
D1 A1 E1
圖B1二A4Fra bibliotek定位柱四
1. 調 整好膠紙 的長度為 20± 3mm,調 整時參照 膠紙機的 操作指 引.
1
防靜電帶
1
防靜電膠手套
在指定位 置貼膠紙 (如圖陰 影位置) 并且按照 膠紙上所 標示的順 序去貼, 首先貼 A1,A2,A 3,A4,必 須按照數 字的先后
順序去 貼,貼完 后再去貼 B1,B2等 依次按照 以上順序 循環,直 到貼完膠 紙后,把 FPC同托 板一起取 下(如圖 二),將組 裝
好的FPC 板水平放 在貯存箱 中,每隔 一格只可 以放 1Panel.( 如圖三)
版本
0
日期 6-Apr-04
更改內容 首次發行
10
9
版本 日期
更改內容
【最新2018】全贴合作业指导书-实用word文档 (12页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==全贴合作业指导书篇一:作业指导书作业指导书201X-7-1编制:批准:前言本标准根据公司质量概况,由技术部负责牵头组织对原《过程作业指导书》进行评审的基础上进行修正,作为本公司生产过程作业的指导性文件。
本次修订,将作业指导书进行了细化,分解到每一个工序,同时也增补了一些篇章,对于现场操作更具有指导性。
另外增加了有关设备操作安全的内容,本标准经技术一部编制,技术一部部长陈中山审核,副总经理于德胜批准后颁布实施,本标准属于内部控制标准,严格受控。
未经技术部门同意,严禁外借或者供他人翻阅。
本标准于201X年7月1日起生效,其它参照标准作废。
副总经理:201X年 6 月 23 日目录原材料管理作业指导书一、工艺条件:1原材料质量应符合相关标准要求。
2、储存环境应清洁、干燥、防雨、防晒、防潮、防火、通风良好。
3定臵存放整齐,标识准确、清晰醒目。
二.储存:1、进厂的原材料必须检查外观、包装应合格;名称、产地、商标、生产日期、质量等级等标识齐全方可入库,并予以登记。
2、按品种、产地、批次定臵存放,并予以标识,注明名称、产地、数量、批次等。
3、仓库必须保持地面清洁,通风良好;避免日晒雨淋;防止霉坏、变质;,原材料放臵应与热源、电源隔离。
三、检验:1、原材料进厂后,由质检部门按规定进行取样和检验;按批次出具试验报告,判定合格与否。
2、原材料检验合格后下达原材料准用通知单,通知车间和仓库。
3、重点原材料(如促进剂、硫化剂、帘子布等)存放超期的应按规定做主要项目复检。
4、存储期间外观发生异常变化的原材料应进行复检。
四、投用:1、原材料必须经检验合格并按进厂先后顺序投产使用;仓库对原材料投用起、止日期及使用情况做好记录。
2、车间使用原材料必须与原材料准用通知单相符,否则车间有权拒收。
贴FPC双面胶和撕离型纸作业指导书
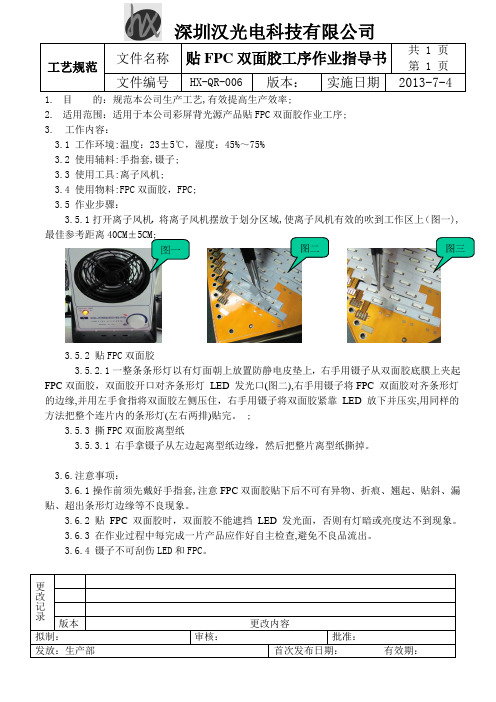
工艺规范文件名称贴FPC双面胶工序作业指导书共 1页第 1 页文件编号HX-QR-006版本:实施日期2013-7-4 深圳汉光电科技有限公司1.目的:规范本公司生产工艺,有效提高生产效率;2.适用范围:适用于本公司彩屏背光源产品贴FPC双面胶作业工序;3.工作内容:3.1 工作环境:温度:23±5℃,湿度:45%~75%3.2 使用辅料:手指套,镊子;3.3 使用工具:离子风机;3.4 使用物料:FPC双面胶,FPC;3.5 作业步骤:3.5.1 打开离子风机,将离子风机摆放于划分区域,使离子风机有效的吹到工作区上(图一),最佳参考距离40CM±5CM;3.5.2 贴FPC双面胶3.5.2.1 一整条条形灯以有灯面朝上放置防静电皮垫上,右手用镊子从双面胶底膜上夹起FPC双面胶,双面胶开口对齐条形灯LED 发光口(图二),右手用镊子将FPC 双面胶对齐条形灯的边缘,并用左手食指将双面胶左侧压住,右手用镊子将双面胶紧靠LED 放下并压实,用同样的方法把整个连片内的条形灯(左右两排)贴完。
;3.5.3 撕FPC双面胶离型纸3.5.3.1 右手拿镊子从左边起离型纸边缘,然后把整片离型纸撕掉。
3.6.注意事项:3.6.1 操作前须先戴好手指套,注意FPC双面胶贴下后不可有异物、折痕、翘起、贴斜、漏贴、超出条形灯边缘等不良现象。
3.6.2 贴FPC 双面胶时,双面胶不能遮挡LED 发光面,否则有灯暗或亮度达不到现象。
3.6.3 在作业过程中每完成一片产品应作好自主检查,避免不良品流出。
3.6.4 镊子不可刮伤LED和FPC。
更改记录版本更改内容拟制:审核:批准:发放:生产部首次发布日期:有效期:图一图二图三。
FPC检验作业指导书

一、目的:为确保供应商来料品质符合我司及客户要求,使产线标准统一,产线顺利运转。
二、适用范围:本检验规范适用于本公司所采购手机FPC的检验作业。
三、应用文件
MIL-STD-105E II 抽样计划表、产品承认书及工程样品、工程图纸
四、检验工具
游标卡尺、适配机型手机、翻盖测试仪、滑盖测试仪、万用表等
五、检验标准
外观检验按GB2828-87(MIL-STD-105E)单次抽样II级,
AQL定为CRI=0、MAJ=0.65、MIN=1.5
尺寸及其它特性检验抽样3~5套。
注:有关抽样标准或判定标准可视客户的要求做修订。
六、检验条件
环境光源:标准光源灯光
被检物表面与眼睛距离:30~40cm
视线与被检物表面角度:45±15º
检验时间:≤10S
检验员视力:裸视或矫正视力在1.0以上且无色盲
七、检验内容:
7.1常规检验项目:
7.2可靠性及环境试验项目。
包覆作业指导书
包覆作业指导书本作业指导书规定了包覆生产技术要求、包覆的工艺流程,岗位操作步骤、生产自检、生产中常见问题及处理方法。
一、技术要求1.包覆后产品直径允许偏差:(d为包覆后产品直径)根据工艺要求确定,一般为d 006.02.表面质量2.1表面应光滑、无气泡、无抽槽、无划伤及无机械损伤等缺陷;2.2表面无露钢现象、无铝结块现象;2.3表面不应带有水分;3.钢铝结合力铝层与钢芯之间应紧密结合,不允许脱壳.4.偏心度最小铝层厚度符合标准要求。
二、操作步骤1.生产前准备工作1.1生产前工装准备.1.1.1根据生产需要,更换好相应的挤压轮和压料棍(根据使用φ9.5mm铝杆还是φ12mm 铝杆确定);1.1.2根据工艺单规定的所生产的产品规格,选择并确定包覆模的尺寸是否符合要求(根据模具工艺卡),并检查所用模腔是否符合要求.1.1.3将安装好的模腔进行预热,在生产开始时模具温度应达到400℃以上1.1.4收线盘:φ1400mm机用周转盘.1.2原材料检查1.2.1检查包覆用钢丝尺寸是否符合工艺单的规定.1.2.2检查铝杆尺寸是否符号要求,表面质量是否符合生产的需要.1.3辅助设备检查1.3.1检查外冷却水供给是否正常.1.3.2检查铝杆清洗箱及钢丝清洗箱的水位是否符合要求.1.3.3检查压缩空气供给是否正常,气压是否达到要求.1.3.4检查氮气供应是否充足,氮气浓度是否大于95%.1.3.5检查铝杆清洗系统及钢丝清洗系统液体温度应≥60℃.1.4生产设备检查1.4.1检查计算机参数及操作台上所有按钮是否处于可控制状态;1.4.2检查所有设备上的按钮是否处于可控制状态;1.4.3检查设备上所需的气压,液位是否处于可进行生产状态;1.4.4检查主机冷却系统、液压系统、伺服液压系统工作是否正常;1.4.5检查主机空载运行是否正常;1.5工艺检查及准备1.5.1检查流转卡、记录是否齐全,与实际是否相符。
1.5.2检查前一班的交接班记录,有无需立即整改的问题。
FPC印刷目检作业规程
A
制P制r程o程ce参方ss数 式:无 铅
符号Symbol
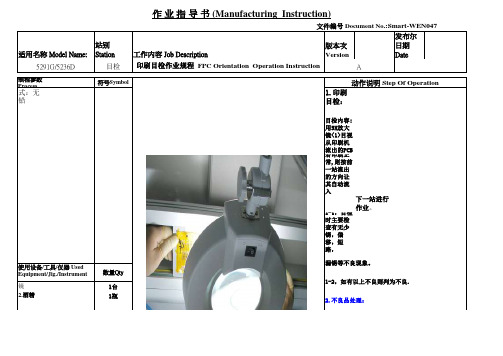
动作说明 Step Of Operation 1.印刷 目检:
使用设备/工具/仪器 Used E1.q5uXi放pm大ent/Jig./Instrument 镜 2.酒精
数量Qty
1台 1瓶
目检内容: 用5X放大 镜<1>目视 从印刷机 流出的PCB 若印刷正 常,则按前 一站流出 的方向让 其自动流 入
适用名称 Model Name: 5291G/5236D
站别 Station
目检
作 业 指 导 书 (Manufacturing Instruction)
工作内容 Job Description
文件编号 Document No.:Smart-WEN047
发布尔
版本次
日期
Version
Date
印刷目检作业规程 FPC Orientation Operation Instruction
1.作业人 员要戴上 静电环手 指套. 2.作业人 员不得留 长指甲以 免造成金 面划伤.
注意事项 Notice
(5). (6).
核准 Aprrove d By:____ _______
Page:
下一站进行 作业。
1-1,目检 时主要检 查有无少 锡,偏 移,短 路,
漏锡等不良现象。
1-2,如有以上不良则判为不良.
2.不良品处理:
使用零件Used Parts
数量Qty
制程特性
Process Character
符号Symbol
1.重要点: 表示客人要求的管 制点
*
2.关键点: 表示品质设计要求 的制程管制点
FPC本压机调校作业指导书
更多免费资料下载请进:
好好学习社区
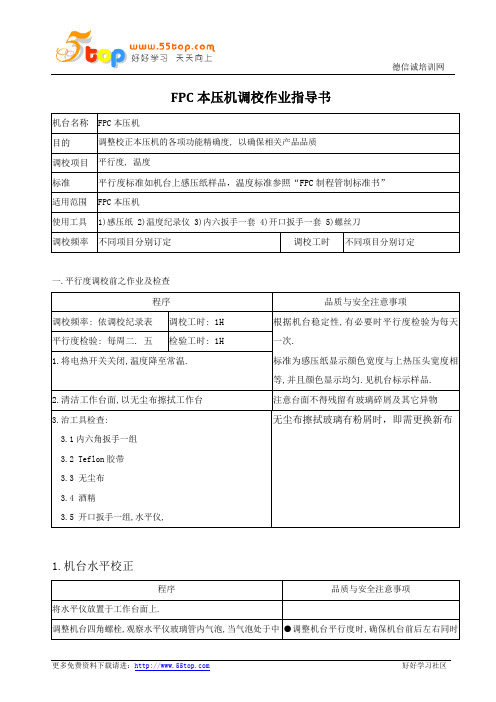
德信诚培训网 间位置时,锁紧机台四角螺帽. 水平.
2.上下压头对位校正
程序 将热压布和治具取下. 将上下热压头固定螺丝分别松开,调整使之与固定座在同一 ●确保热压头安装水平,以避免作业中压着 水平线上,水平方向保持与工作台水平,并锁紧固定螺 丝. 按下下压按钮,使上下热压头压着在一起,观察上下压头是否 ● 调整下压头固定座微调旋钮无法使上下压 对正.调整下压头固定座微调旋钮,使后热压上下压头外 侧对齐,前热压上压头稍向内 0~0.3mm (如附图二所示). 头位置对正时,应松开并取出上压头或下 压头,在压头固定槽侧壁贴上 Teflon 胶带, 调整使上下压头位置对正. ● 前热压头稍向内 0~0.3mm 以防止压着时 FPC 断裂 LCD 时翘起破真空,导致 LCD 粘结热压布上. 品质与安全注意事项
3.PANEL 定位校正
程序 1. 松开定位挡片螺栓. 2 将 LCD 紧贴两定位螺丝放置于治具上, 慢慢前后移动 LCD, 各位置如附图二所示 使之出 Pin 端之 FPC 与 ACF 接合部位,对正上下压头之压着 区域. 3. 踩下脚踏开关,使真空吸附 LCD. 4. 保持 LCD 此时的放置位置,将挡片抵上 LCD. 5. 锁紧定位挡片固定螺栓. 6. 重复 1~5 项内容,调整其它定位挡片,直至完全. 锁紧定位挡片时注意 LCD 不得偏移 真空吸附后便于 LCD 定位 品质与安全注意事项
调校频率
不同项目分别订定
调校工时
不同项目分别订定
一.平行度调校前之作业及检查
程序 调校频率: 依调校纪录表 平行度检验: 每周二. 五 调校工时: 1H 检验工时: 1H
品质与安全注意事项 根据机台稳定性,有必要时平行度检验为每天 一次. 标准为感压纸显示颜色宽度与上热压头宽度相 等,并且颜色显示均匀.见机台标示样品.
FPC产品电测标准作业指导书

5.作业者必须经过Qualify合格方可上线。
6.固定位置不良,及时通知组长作确认。
四.使用治工具
五.使用表单
1.相应的测座
2.相应的介面卡
3.相应的EPROM
4.静电环
5.酒精
6.无尘布
7.记号笔
F09/2201-01模组电测站首件检查纪录表
3.比较测试规格(限度样品),挑出不良品。
1.取下产品,将产品依检测结果,置放于指定区域。
1.用记号笔在不良产品上作出标示。
2.将不良品放于指定区域。
1.操作人员均应带PVC手套、指套,若有脏污时,请及时更换。
2.拔插介面卡/测试程序(EPROM)/测座时严禁开启电源,以免造成人身及设施损伤。
3.对于测座上有玻璃碎屑或脏污时,请及时用无尘布沾酒精清洁。
FPC
一.作业流程
二.不良品处理方式
三.注意事项
1.确认介面卡、测座型号、测试程序是否正确。
2.将介面卡、测座、测试程序(EPROM)与电测机连接好(小心连接,勿使端子损坏)。
1.开启电测机电源。
2.确认VDD(每班务必确认)。
3.取产品放于测座中,轻压测座手柄,使测座上PC板或探针压于产品的FPC上(注意对位是否良好,探针高度是否合适)。
4.轻按电测机上reset键,使产品RUN1CYCLE。
1.确认电讯参数(依1X1点状画面):
VOP,IDD(MAX)
检视电压、电流是否在测试规格内,测试电压、电流不在规格内则判为不良品,放于指定区域。对于电压,电流异常产品,请作交互确认。
2.检视测试画面是否异常,画面异常则判为不良品,放于指定区域,画面正确则测试完成。
返修IC和FPC作业指导书
文件编号 KZ-WI-PD-001-2
IC返工清洗批准审核制作
文件名LCM作业指导书
制作日期 2011-03-17
页次1/2 版本/版次A0
1、把待洗的IC放入烧杯中,倒入适量的硫酸。
2、把加入硫酸的IC放入烤箱内,烤上半小时,烤箱温度为100度。
3、将烤好的IC从烤箱取出,然后把费硫酸倒入费硫酸瓶内,再把IC倒入盘子中加入酒精,用细软的毛刷清洗。
毛刷要用细软的,刷的过程中不能用力过猛。
4、清洗完毕后把IC放入烤箱,用75度烘干。
时间为20-30分钟。
5、IC清洗完后须过镜检查,将良品和不良品用IC盘装好,并标示好数量和状态。
标签应用公司统一的标签。
1.不要让硫酸溅到身上,做好防护措
施,烧杯中的硫酸以浸末IC为好。
2.如果清洗不干净的应重新再洗。
3.划伤的IC要以不良品挑出来,单
轻微划伤的单独区分,根据情况可
以上线,能压出部分良品。
工具/辅料
所需用到物料、工具:酒精、硫酸、无尘布防静电镊子、橡胶手套、烧杯、盘子、烤箱
文件编号 KZ-WI-PD-001-2
FPC返工清洗批准审核制作
文件名LCM作业指导书
制作日期 2011-03-17
页次1/2 版本/版次A0
1、
工具/辅料
所需用到物料、工具:酒精、丙酮、无尘
棉签、刀片。
FPC 技术手册

FPC 技术手册FPC 技术手册1.介绍1.1 技术手册的目的本技术手册旨在提供关于FPC(Flexible Printed Circuit)技术的详细介绍和使用指南,帮助读者了解FPC技术的基本概念、制造工艺以及应用领域。
1.2 受众群体本手册主要面向设计工程师、制造工程师和其他对FPC 技术感兴趣的技术人员。
2.FPC 概述2.1 FPC 的定义FPC是一种柔性电路板,由柔性基材和导电线路组成。
它具有良好的弯曲性和适应性,可以在各种复杂环境下使用。
2.2 FPC 的优势FPC相比传统刚性电路板具有更小的体积、更轻的重量和更高的柔韧性,适用于特殊形状和限制空间的应用。
3.FPC 制造工艺3.1 基材选择对于FPC,常用的基材有聚酰亚胺(PI)、聚酰胺(PA)和聚酰胺酯(PET)等。
选择适合的基材对FPC的性能至关重要。
3.2 印刷在FPC制造过程中,通过印刷技术将导电材料印刷到基材上,形成导电线路。
3.3 曝光和蚀刻曝光和蚀刻是FPC制造中的关键步骤,用于去除不需要的导电材料,形成预定的导电线路。
3.4 衬底剥离在制造过程的早期,需要将FPC从衬底上剥离下来,并进行后续加工和测试。
3.5 衔接和连接FPC的衔接和连接是将不同的FPC片段或FPC与其他组件进行连接的重要工艺,常用的方法包括热压、焊接和导电胶水等。
4.FPC 应用领域4.1 电子产品FPC广泛应用于方式、平板电脑、电视和相机等电子产品中,用于连接内部电路和组件。
4.2 汽车领域汽车电子和驱动系统中也大量使用FPC,例如汽车仪表板、车载显示屏和车身控制系统。
4.3 医疗设备FPC在医疗设备中的应用越来越普遍,例如心电图仪、血压计和血糖仪等。
4.4 工业控制在工业控制系统中,FPC用于连接传感器、执行器和控制器,实现自动化控制。
5.附件本文档附带以下附件:- FPC 制造流程图示- FPC 实际应用案例6.法律名词及注释6.1 版权法律名词- 著作权:指对原创作品享有的法律保护。
023插FPC作业指导书
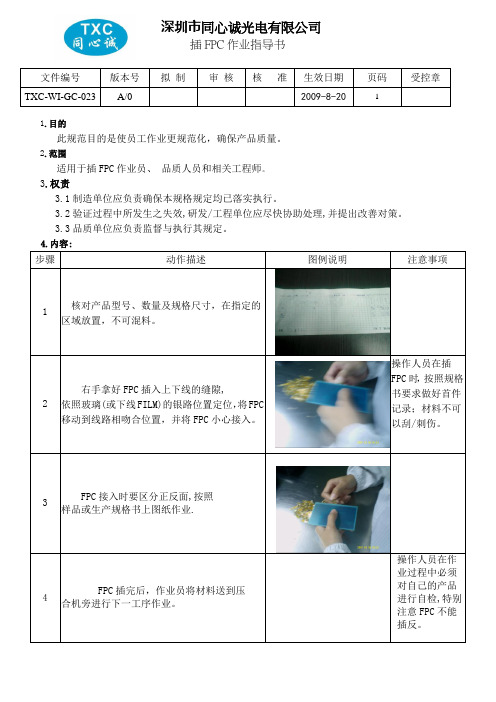
FPC插完后,作业员将材料送到压
合机旁进行下一工序作业。
操作人员在作业过程中必须对自己的产品进行自检,特别注意FPC不能插反。
1.目的
此规范目的是使员工作业更规范化,确保产品质量。
2.范围
适用于插FPC作业员、品质人员和相关工程师。
3.权责
3.1制造单位应负责确保本规格规定均已落实执行。
3.2验证过程中所发生之失效,研发/工程单位应尽快协助处理,并提出改善对策。
3.3品质单位应负责监督与执行其规定。
4.内容:
步骤
动作描述
图例说明
注意事项
1
核对产品型号、数量及规格尺寸,在指定的区域放置,不可混料。
2
右手拿好FPC插入上下线的缝隙,
依照玻璃(或下线FILM)的银路位置定位,将FPC移动到线路相吻合位PC时,按照规格书要求做好首件记录;材料不可以刮/刺伤。
3
FPC接入时要区分正反面,按照
样品或生产规格书上图纸作业.
FPC擦拭作业指导书
異常処置流程
調整員
管理者
再開指示 OK
段替
切替作業
処置内容 確認
NG
與記録・規 格照合
NG 異常発生
内容確認 処置指示 根據異常內容監督者進行判定、指示
OK
作業終了
作業者
管理者
再開指示
OK 作業 処置内容 確認 主作業 NG
異常発生 ・5個連続NG発生 ・10個作業中、5個NG発生 ・1ロット、同一不良項目 30%以上
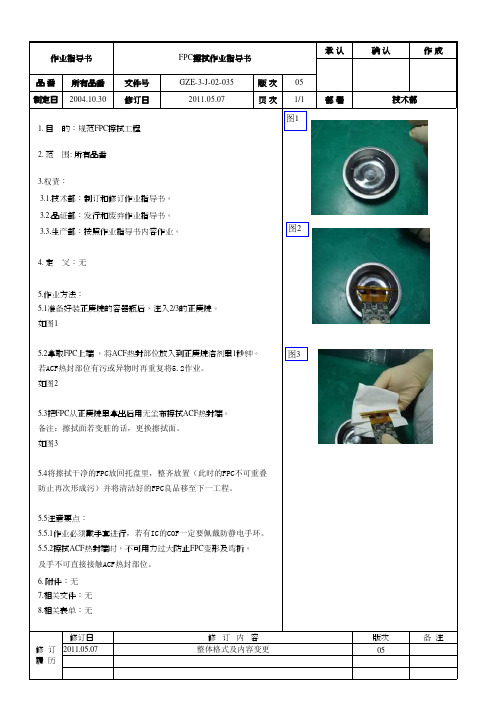
作业指导书 品番 制定日 所有品番 2004.10.30 文件号 修订日
FPC擦拭作业指导书 GZE-3-J-02-035 2011.05.07 版次 页次 05 1/1
承认
确认
作成
部署
技术部
图1
1. 目 2. 范 的:规范FPC擦拭工程 围: 所有品番
3.权责: 3.1.技术部:制订和修订作业指导书。 3.2.品证部:发行和废弃作业指导书。 3.3.生产部:按照作业指导书内容作业。
图2
4. 定
义:无
5.作业方法: 5.1准备好装正庚烷的容器瓶后,注入2/3的正庚烷。 如图1
5.2拿取FPC上端 ,将ACF热封部位放入到正庚烷溶剂里1秒钟。 若ACF热封部位有污或异物时再重复将5.2作业。 如图2
图3
5.3把FPC从正庚烷里拿出后用无尘布擦拭ACF热封端。 备注:擦拭面若变脏的话,更换擦拭面。 如图3
発生
内容確認 処置指示 根據異常內容監督者進行判定、指示
異常判定各工序內設定 OK
作業終了Βιβλιοθήκη 5.4将擦拭干净的FPC放回托盘里,整齐放置(此时的FPC不可重叠 防止再次形成污)并将清洁好的FPC良品移至下一工程。
FPC盖印作业指导书
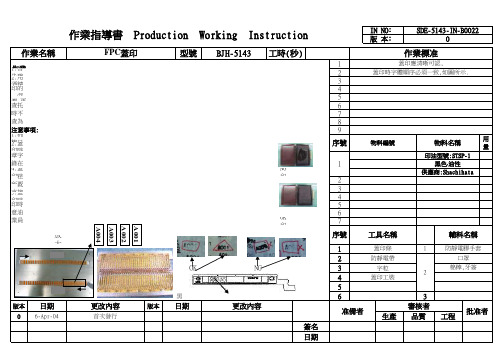
作業步驟:11.首先確認需要蓋印的LOT號,然后在蓋印條上安裝該字粒.22.用酒精清洗干淨工裝,把FPC板對準定位柱組裝在工裝上,再組裝好面蓋治具.給印章粘油墨,再給FPC蓋印.33.蓋印的狀態確認OK後,就接著往下一個蓋印,若發現字體模糊不清晰,就用棉棒一頭沾酒精4 清潔,再用另一頭干棉棒擦干凈後,然后重新蓋印.蓋完以后,取下面蓋治具,取下基板,并且5 檢查托板是否有髒污,若有就及時用無塵紙粘酒精清潔,然后檢查FPC正面是否有髒污,在清6 潔時不許碰到金手指部位,若有髒污就用干棉棒清潔.74.檢查為OK品後,放入托盤中,30秒後才可用紙覆蓋在上面再放第二片,最多只能疊放5片.891.棉棒只能使用一次,手套上如有髒污應及時更換.2.蓋印時,如發現字粒上有異物時請用牙簽挑干淨後可繼續使用.3.印章字粒的順序為A001~A999,每生產8000PCS為一個LOT號,每蓋完8000PCS更換一個LOT號,并 記錄在<<生產時產報表>>(SMD-FM-D0007).4.蓋印時,印章沾油墨之后首先檢查粘油墨量的多少,若是多,就在白紙上蓋一次,然后再NG印油不適量 在所要求的位置上蓋章;蓋印字體要清晰可見,不能模糊,周圍不能有墨溢出,若墨適量,2 就直接在所蓋位置蓋印,重復以上動作去蓋印.35.蓋印時必須注意字體按同一方向蓋,如放大圖所示.46.蓋印時不許酒精(或溶劑),皮膚,膠手套碰到金手指和焊盤部位.57.注意油墨盒加油墨如印油適量OK圖所示為標準,若出現NG圖例則用刀片刮掉多余的油墨.68.作業員作業時應該注意輕拿輕放,并且要水平拿取,以免造成FPC皺折,變形.OK印油適量7放大圖示:112OK NG345用黑色的油墨在此範圍內蓋上印章.63版本版本作業名稱作業標准工時(秒)作業指導書 Production Working InstructionIN NO﹕蓋印應清晰可認,蓋印時字體順序必須一致,如圖所示.SDE-5143-IN-B0022版 本﹕0FPC 蓋印型號BJH-5143用量序號工具名稱輔料名稱防靜電膠手套蓋印條口罩防靜電帶蓋印工裝棉棒,牙簽字粒批准者2品質更改內容日期更改內容日期首次發行6-Apr-04准備者審核者生產工程簽名日期注意事項:黑色,油性供應商:Shachihata序號物料編號物料名稱印油型號:STSP-11A001A002A003A004。
FPC外观检验作业指导书

NO.检查项目检验方法图示1短路、断线针床测量 2线幼、蚀刻不良、残铜放大镜、目视1.异物在导体间不能大于间距的1/3。
2.非导体区域异物直径∮<0.5mm才可接收。
放大镜1.无漏焊盘现象。
目视2.包封盖住焊接区域的面积须﹤总焊接区域面积的10%;4焊盘放大镜 锡性。
不良品 良品6线路氧化 目视、放大镜7外形 1.外形的冲切偏差如图所示,不允许外形和导体接触。
2.不形不可有冲裂或撕裂现象。
8毛刺外形 如图所示,在外形处的非导电性丝状毛刺长,9孔目视10补强目视11外壳裂开通孔目视12线路移位目视13镀层附着力目视14金手指(电极)40倍显微镜15其它外观目视制作:李鹏飞批准日期:2006-12-24日期:见RXQ-0124-017《成品检查标准》度应在1.0mm以下.目视金手指无冲偏、变形、剥落和断裂现象。
通孔保持原状时,则不良。
无漏补强、补强贴斜、贴偏现象。
锡面、金面不可有露铜、较明显的色差现象,表面须平整光亮。
氧化点直径﹤0.5㎜,同一FPC 最多5处,但镀层不能有黑色氧化物存在。
FPC外观检验作业指导书文件编号:允收标准无短路、断线。
残铜直径w1﹤1/3线间距;线幼宽度w 2﹤1/3线宽W;非导体区域残铜直径 ﹤0.5mm可接收;3.焊盘溢胶/渗油墨宽度不能大于0.13mm,或影响可焊放大镜、目视3膜下异物目视、金手指镀层不良5 目视、放大镜变更日期3M胶带压紧10秒后,垂直于板面拉起无脱落分层现象。
2007-4-2无漏冲孔、塞孔或孔大孔小现象.窗口及金手指线路移位应小于线间距的1/3,为OK品;超出线间距的1/3,报废处理。
变更内容检验工具和内容w2残铜缺损w W1NG OK 补强斜NG。
TAB、FPC 本压作业指导书-0263
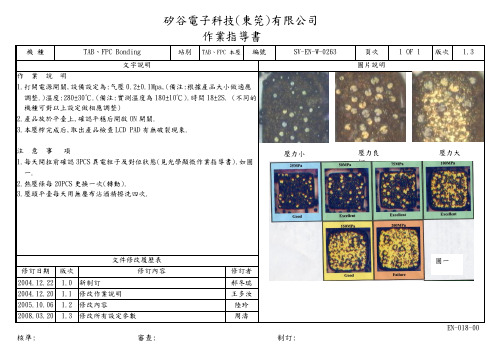
TAB、FPC Bonding
站別
TAB、FPC本壓
編號
SV-EN-W-0263
頁次
1 OF 1
版次
1.3
文字說明
圖片說明
作業說明
1.打開電源開關,設備設定為:气壓0.2±0.1Mpa,(備注:根據產品大小做適應調整.)溫度:280±30℃.(備注:實測溫度為180±10℃).時間18±2S.(不同的機種可對以上設定做相應調整)
2.產品放於平臺上,確認平穩后開啟ON開關.
3.本壓榨完成后,取出產品檢查LCD PAD有無破裂現象.
注意事項
1.每天開拉前確認3PCS異電粒子及對位狀態(見光學顯微作業指導書).如圖一.
2.熱壓條每20PCS更換一次(轉動).
3.壓頭平臺每天用無塵布沾酒精擦洗四次.
文件修改履歷表
修訂日期版次修訂內容修訂者2004.12.22
1.0
新制訂
郝冬瑞
2004.12.20
1.1
修改作業說明
王多汝
2005.10.06
1.2
修改內容
陸玲
2008.03.20
1.3
修改所有設定參數
周濤
EN-018-00
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!
== 本文为word格式,下载后可方便编辑和修改! ==
fpc作业指导书
篇一:FPC检验作业指导书
FPC检验作业指导书
1、目的
为确保本公司IQC检验员对FPC来料有明确的检验依据及判断基准,而制定本
标准。
2、范围
适用于所有FPC来料。
3、职责
3.1本标准由质量部IQC组制定,经部门主管/经理核准后交文控发行。
3.2所制定之规格及标准如有修改时,须经原制订部门同意后方可修改。
3.3所有
FPC经供应商送于来司,IQC均需按此标准检验。
4、抽样水准
4.1所有物料均按照GB/T 2828.1-201X 逐步检验抽样计划进行抽样检验。
4.2判定标准:AQL取值 AQL:CR=0 MA=0.4 MI=1.0
4.3 当一个产品含有两个或以上缺点时,以较严重之缺点为判定。
5、检测条
件
视力:具有正常视力 1.0---1.2视力和色感。
照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:眼睛距离产品30--40CM为准。
观察时间:<10秒 (每个可见平面
需要3秒)。
6、FPC检验标准
7、试验规范
7.1 检验目的:检验FPC的耐弯曲性、环境适应性及导通性。
7.2 适用范围:适用于所使用的FPC。
7.3 试验议器:恒温恒湿箱、辞典机。
7.4 环境条件:环境温度:25℃±5℃环境相对湿度:60%±15% 7.5 高温储存试验:
6.5.1 每5批来料均需从检验合格的FPC中随机抽取10pcs待做试验。
6.5.2 将样品置于室温下的恒温恒湿箱中,启动恒温恒湿箱。
将恒温恒湿箱的
温度设置为60±2℃湿度设置为0,在30min内箱内温度上升至设定值。
6.5.3 当恒温恒湿箱达到设定值后,让样品不通电储存4个小时。
6.5.4 试验完成后将恒温恒湿箱的温度设定为25℃保持30min。
取出样品,在
室温下恢复2小后,测试其功能。
7.6 低温储存试验:
7.6.1 继续对这10pcsFPC进行试验。
7.6.2 将样品置于室温下的恒温恒湿箱中,启动恒温恒湿箱。
将恒温恒湿箱的
温度设置为-20±2℃、湿度设置为0,在30min内箱内温度下降至设定值。
7.6.3 当恒温恒湿箱达到设定值后,让样品不通电储存16个小时。
7.6.4 试验完成后将恒温恒湿箱的温度设置为25℃保持30min。
取出样品,在
室温下恢复2小时后,测试其功能。
7.7 高温高湿储存试验:
7.7.1 继续对这10pcsFPC进行试验。
7.7.2 将样品置于室温下的恒温恒湿箱中,启动恒温恒湿箱。
将恒温恒湿箱的
温度设置为
60±2℃、湿度设置为95±2%RH,在30min内箱内温度达到设定值。
7.7.3 当
恒温恒湿箱达到设定值后,让样品不通电储存16个小时。
7.7.4 试验完成后将恒温恒湿箱的温度设定为25℃、湿度设置为0保持30min。
取出样品,在室温下恢复2小后,测试其功能。
7.8 翻盖试验 7.8.1.样本准
备
篇二:FPC产品电测标准作业指导书
德信诚培训网
FPC产品电测标准作业指导书
德信诚培训网
篇三:FPC 制程能力作业指导书
1.0目的:
本文件规范制定了本公司的最大制程能力水平,可作为订单评审的依据;对超出本规范的定单,需会同相关部门进行超制程合同评审。
2.0适用范围:。