Project Process PD Stores_070509
Vaisala K-PATENTS Process Refractometer说明书
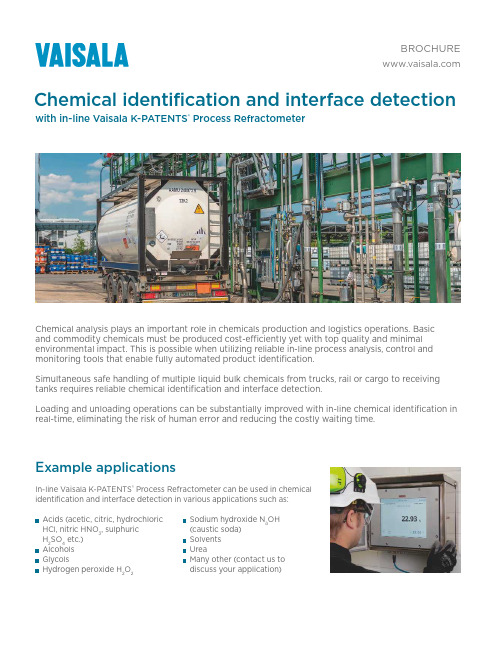
Example applications
In-line Vaisala K-PATENTS® Process Refractometer can be used in chemical identification and interface detection in various applications such as:
Graph: Distinct refractive indices of hydrocarbons
Why to choose Vaisala K-PATENTS Process Refractometer?
With safety, time and cost efficiency in mind, in-line Vaisala K-PATENTS Process Refractometer is the ideal solution for chemical identification and interface detection because:
The refractive index property of hydrocarbons can be utilized by unloading stations for product identification. Hydrocarbons can be similar in properties and appearance, however, each hydrocarbon has a distinct refractive index (see the graph).
It enables the following:
fast real-time product identification without sampling or product waste instant measurement results for continuous process control minimized manpower on-site eliminated operator errors increased process safety
掉话及未接通原因分类
事件
表现
原因
集团原因
掉话
主控小区及邻小区信号电平均低于-94dBm
弱覆盖
弱覆盖
主控小区信号电平低于-94dBm,邻小区信号电平高于-94dBm,信号质量7
主控小区未能及时切换
质差
主控小区信号电平高于-94dBm,信号质量7
主控小区受到外来干扰
质差
发起切换后,直接进入空闲状态
切换失败导致掉话
其它
41
Temporary failure
临时故障,一般有可能是网络与移动台之间的配合问题
其它
42
Switching equipment congestion
高话务情况下,交换设备拥塞
拥塞
43
Access information discarded
接入信息废止,说明网络无法将接入信息发送给远程用户
其它
移动台要求了业务质量(最低门限),但网络无法满足需求
不应出现
50
Requested facility not subscribed
移动台要求的增补业务未开通
不应出现
55
Incoming calls barred within the CUG
虽然主被叫均是封闭用户群(CUG),但此CUG不支持被叫
不应出现
不应出现
9
MS identity cannot be derived by the network
31
Normal, unspecified
如果不属于以上所有拆线原因,又是普通原因拆线,就使用这一Cause Value
其它
资源不可用类型原因
34
No circuit/channel available
PDQest培训教材

PDQuest™ 2-D Analysis Software培训教程BIO-RAD2007年4月目录一、PDQuest™ 2-D Analysis Software的简介与性能特点。
3二、培训日程表。
5 四、PDQuest8.0教程。
7第1课打开和查看图像----------------------------------------------------------- 7第2课实验组--------------------------------------------------------------------------12第 3 课点编辑,查看及匹配-------------------------------------------------------22第4课重复组和组内一致性分析------------------------------------------------- 29第5课分析组管理器-----------------------------------------------------------------33第 6 课报告----------------------------------------------------------------------------37 五、附录用PDQuest8.0进行DIGE分析简明实验向导。
41一、PDQuest™ 2-D Analysis Software的简介与性能特点性能特点:作为Discovery Series TM软件家族的一员,PDQuest提供专业的双向电泳凝胶分析和数据库管理。
PDQuest软件具有强大的比较分析能力,特别设计用于同时分析多块凝胶。
这种先进的分析工具能揭示被分析凝胶彼此间的细微差异(例如:研究热激反应、培养液、剂量反应和时间进程等变量的影响)。
PDQuest拥有长久的使用历史,有大量的应用文献可供参考。
E2E-业务计划决策评审指南教学提纲

总则该指南旨在保证IPMT与PDT能够在整个开发周期过程中,全面考虑业务与项目的所有方面。
IPMT与PDT团队应当用这些问题为决策评审点的评审作好准备。
PDT团队应该在会前与相应的IPMT成员共同审阅提议,并确保在事先商定好的时间将DCP材料提交给所有IPMT成员。
概念决策评审点Y/N该业务计划是否体现了足够的业务潜力,有望形成可行的产品包?对市场的理解Y/N是否已经理解了市场,是否已定义并选出了目标细分市场?是否采用PDC和/或SPAN/FAN方法对吸引力进行了优先级排序?Y/N是否确认了客户需求?Y/N所选细分市场是否支持并与公司的业务愿景、使命、目标和战略相一致?Y/N采用了哪些方法从客户那里收集需求(直接和间接)?产品包Y/N该概念阶段业务计划真的具有竞争力吗?Y/N是否已经对该产品包进行了定义,使其体现出业务机会的特征(传统与新兴或新市场相比)?Y/N是否做出了SPAN(战略地位分析)图,对产品包进行描述和说明,支持市场细分计划?Y/N是否定义了促使客户做出购买决定的驱动因素?Y/N是否确定了市场中的竞争产品包(到GA时)?如何打败它们?Y/N我们的计划是否足以验证该产品包是客户所需要的产品包?Y/N是否定义了该产品包的主要竞争性差异?这些差异是否有意义?Y/N是否定义了该产品包的易用性目标?Y/N华为是否有针对这些细分市场的其他产品包?该产品包是否与它们有冲突?Y/N是否考虑了跨产品/产品线的需求?Y/N PDT使用的是否是经签发的产品包DCP模板?Y/N是否已明确了PDT所有主要成员且已到位?业务潜力(相对其他产品包而言)Y/N该产品包业务计划是否可盈利?Y/N这项投资是否与本领域现有投资相协调?Y/N是否确定了业务风险?Y/N是否明确了该市场上华为其他跨产品线,以及产品线产品包?相对于该产品包,它们是如何定位的?Y/N该产品包在目标细分市场上属新的/升级产品包,还是与其他产品包共存?开发计划Y/N是否可制定一个具有可接受风险的开发计划?Y/N该产品包的范围和定义是否足够清晰、肯定,可以转入到下一个阶段?Y/N PDT的业务计划是否包含项目初步的时间进度表以及计划阶段的目标日期和主要里程碑?Y/N是否明确了主要风险及其潜在的影响?Y/N对于该产品包,是否考虑了公司和/或业务领域的环境目的与目标?Y/N是否能够获得人力资源?他们是否具有完成下一阶段工作所必需的技能和经验?若没有,如何获取实施下一步工作所需的资源与技能?Y/N是否已确定了完成计划阶段工作的主要PDT人力资源?Y/N如果这是一个“关键”项目,是否给PDT分配了一名经认证的项目经理或指导者?Y/N是否已经审视过以前项目的经验教训总结,并在制定该项目的业务计划时做出了考虑?Y/N分销渠道Y/N针对选定的细分市场,现在是否具备有效的渠道?Y/N是否选定了要用的渠道?Y/N是否需要新的渠道?若需要,是否已经准备好了建立新渠道的计划?Y/N是否需要解决一些战略问题,比如业务伙伴、技术许可、联盟、OEM 等?计划决策评审点Y/N建议产品包能否被及时开发,推向市场并赢利?具有竞争力的产品包(渠道与客户)Y/N对于渠道和客户,所定义的产品包是否具有竞争力和吸引力?Y/N是否理解了细分市场和客户的购买标准?市场调研与客户反馈是否支持它们?Y/N UCD数据能否体现出华为的产品包相对于业界最佳的竞争力水平?Y/N该产品包能否如预期地在GA/发布点保持充分的竞争优势?竞争优势能否持续保持下去?Y/N是否验证了该产品包对客户和渠道的吸引力?Y/N该产品包是否仍然符合华为战略?业务潜力Y/N这个业务计划是否仍有充分的业务发展潜力?Y/N是否确定了该产品包预计的盈亏均衡点?Y/N对该产品包的投资是否符合IPMT制定的投资决策标准?Y/N对产品机会的财务分析是否已经足够详细,可以对该计划进行评估?(销量,投资回报率和税前收入)Y/N相对于风险和所需的资源,是否有足够的预期收益(市场份额,利润率和投资回报率)?Y/N是否已制定了FAN(财务分析)图来描述并证明该产品包能够支持华为财务计划?Y/N产品包业务计划业务摘要模板是不是包含在DCP材料包之中的最终业务计划的一部分?开发计划Y/N计划是否满足了向客户承诺的需求?GA前是否会有ESS交付?Y/N开发计划是否切实可行?Y/N在最终产品包/解决方案业务计划(O/SBP)及支撑文档中是否对产品包进行了清楚的定义?Y/N项目范围是不是已根据市场和需求分析做出了更改?Y/N是否有计划验证该解决方案是否是客户所需的解决方案?Y/N是否是按IPD流程来运作的?Y/N是否已有项目管理流程?Y/N是否已验证IPD流程能否满足关键的质量和交付目标?Y/N在最终业务计划中列出的总体进度是否是基于对所需要的工作量的充分理解?能否抓住市场机会窗?Y/N该产品包的上市计划是否优于华为之前的产品包上市计划?与主要竞争对手相比呢?与业界最佳相比呢?Y/N是否制定了计划,并有足够的资源来满足世界各地客户的全球化需要(英语文档)?Y/N是否有支撑市场机会窗内产品包的营销与销售资源?Y/N是否有Beta, ESS或ESP等早期交付需要?开发计划是否支持这类交付?Y/N是否需要功能的子集用于Beta和/或ESS?该计划是否能支持交付前对功能子集充分的测试?Y/N是否制定了计划,满足执行正式发布和发布流程所要求的最终期限?Y/N PDT经理是否理解和同意项目状态报告的方法和频率(DCP会议除外)?Y/N有没有更改、问题及争议管理流程?Y/N从以前项目中吸取的经验教训是否应用到了该项目中?Y/N是否确定了后续阶段的PDT成员?是否分配了PDT资源?Y/N计划是否考虑了所有关键利益相关人的意见?Y/N对于所有已确定的关键依赖关系,在IPMT和PDT中是否有跨部门的代表(或协调人)?Y/N是否是采用公认的预测方法来确定资源需求的?是否考虑到了意外情况?Y/N是否已分配了足够的营销与技术支援资源(技能及资金)来在市场机会窗内形成和支持产品包?Y/N市场计划中是否已完成了发布活动与交付计划的框架?Y/N对超出IPMT权力之外,但项目所需的外部资源、华为资源以及依赖关系,有没有做出承诺的计划?如何管理这些资源?Y/N在质量、可用性及可服务性方面有投资吗?该产品包是否有一些新的挑战性的质量目标?如果有,是否已经制定了实现目标的计划?Y/N质量计划中是否已经准确地反映出了该产品包的质量目标?质量计划中是否说明了应如何完成这些目标,以及它们是否符合已经过认证的ISO规范?Y/N产品包的现场故障率是否将比当前在现场运行的产品的故障率低?是否会比竞争对手低?Y/N是否作出了决策,在设计中优化共用部件的使用和CBB/重用原则?Y/N是否已验证有足够支持该产品包的子部件(硅、技术器件、构件模块、代码许可、子系统等)来满足批量要货预测?Y/N客户服务与支持计划是否包括了该产品包中的非华为要素?Y/N营销计划Y/N是否定义了发布活动和交付计划?是否确定了发布主题/信息和需要验证的假设?Y/N是否对每个确定的销售渠道的预计销量作出了承诺?是否制定好了销售激励计划?Y/N是否考虑将支持与服务作为主要的差异?精品文档Y/N是否做好了计划,对所有渠道的技术销售支持进行利用和宣传?如何对所有销售渠道的技术销售支持进行宣传?分销渠道Y/N该计划是否能确保业务计划的迅速成功?Y/N是否会有合适的渠道来发布和销售该产品包?按地域/细分市场来实现该业务计划?Y/N是否已经按渠道制定了销售与技术支持培训计划?Y/N是否明确了销售渠道冲突,并已制定计划来解决这些冲突?风险管理Y/N是否制定了风险管理计划?并描述了对所确定的风险的应对措施?可获得性决策评审点/早期销售支持决策说明:(A) 只针对ADCP的问题(E) 只针对EDCP和GA的问题如果既没有标注A也没有标注E,那么可认为该问题是针对EDCP或ADCP。
新版APQP-49项活动思维导图

APQP产品质量先期策划:491.计划和确定项目Plan and defineprogram 13=6+701. 顾客的声音Voice of the customer(VOC)02. 业务计划和营销策略Business plan and marketing strategy(VOB)03. 产品/过程标杆数据Product/process benchmark data(VOP)04. 产品/过程假设Product/process assumptions(VOP)05. 产品可靠性研究Product reliability studies06. 顾客输入Customer inputs07. 设计目标Design goals08. 可靠性和质量目标Reliability and quality goals09. 初始材料清单 Preliminary bill of material10. 初始过程流程图: Preliminary Process flow chart11. 初始产品和过程特殊特特性清单: Preliminary identification of special product and process characteristics12. 产品保证计划Product assurance plan13. 管理者支持Management support2.产品设计和开发Product designand development 1301. 设计失效模式及后果分析: Design failure mode and effects analysis02. 可制造性和装配设计: Design for manufacturability andassembly(DFM/A)03.设计验证: Design verification(DV)04. 设计评审: Design reviews(DR)05. 样件制造控制计划: Prototype build- control plan06. 工程图样Engineering Drawings07. 工程规范Engineering Specifications08. 材料规范Material Specifications09. 图样和规范的更改Drawing and specification changes10. 新设备、工装和设施要求New equipment, tooling and facilities requirements11.产品和过程特殊特性: Special product and process characteristics12. 量具/试验设备要求Gages/testing equipment requirements13. 小组可行性承诺和管理者支持Team feasibility commitment and management support3.过程设计和开发Process designand development 1101. 包装标准和规范Packaging standards and specifications02. 产品/过程质量体系评审Product/Process Quality system reivew03. 过程流程图: Process flow chart04. 工厂平面布置图Floor plan layout05. 特性矩阵图 Characteristics Matrix06. 过程失效模式及后果分析: Process failure mode and effects analysis07. 试生产控制计划: Pre-launch control plan08. 过程指导书:Process instructions09. 测量系统分析计划: Measurement systems analysis plan10. 初始过程能力研究计划Preliminary process capability study plan11. 管理者支持Management support4.产品和过程确认Product andprocess validation 801. 试生产Significant Production Plan02. 测量系统分析: Measurment systmes analysis03. 初始过程能力研究: Preliminary process capability study04. 生产零件批准: Production part approval05. 生产确认试验: Production validation testing06. 包装评估: Packaging evaluation07. 生产控制计划: Production control plan08. 质量策划认定和管理者支持: quality planning sign-off and management support5.反馈评定和纠正措施Feedback,assessment and correctiveaction: 401. 减少变差Reduced variation02. 增进顾客满意Improved customer satisfaction03.增进交付和服务Improved delivery and service04. 习得经验/最佳实践的有效应用Effective use of lessons learned/best practicsePPAP01.设计记录Design record02.工程变更文件Authorized engineering change documents03.顾客工程批准Customer engineering approval04.DFMEA05.过程流程图: Process flow diagram06. PFMEA07. 控制计划: CP08. 测量系统分析研究: MSA studies09. 全尺寸测量结果Dimensional results10. 材料/性能试验结果的记录Records of material/ performance test results11. 初始过程研究Initial process studies12. 合格实验室的文件要求Qualified laboratory documentation13. 外观批准报告Appearance approval report AAR14. 生产件样品Sample production parts15. 标准样品Master sample16. 检查辅具Checking aids17. 顾客的特殊要求Customer-specific requirements18. 零件提交保证书Part submission warrant PSW。
pd2名词解释

pd2名词解释PD2(Project Development Phase 2)是指项目开发的第二阶段,也被称为项目开发的执行阶段。
在这一阶段,项目的设计和规划已经完成,所有决策和资源调配已经做出,项目团队开始实际执行项目的工作。
以下是PD2中的几个重要名词解释。
1. 项目执行计划(Project Execution Plan):项目执行计划是在PD2阶段制定的,它是项目团队用来指导项目执行的蓝图。
执行计划包括项目的目标、战略、目标、活动计划、资源分配和时间表等内容,确保项目团队按照预定计划完成项目工作。
2. 关键路径(Critical Path):关键路径是指项目中最长的持续时间路径,也是项目完成所需时间的最短路径。
在执行阶段,项目团队需要仔细管理和控制关键路径中的活动,以确保项目按时完成,并避免延误。
3. 项目进度(Project Schedule):项目进度是指项目执行的时间计划,包括每个活动的开始和结束时间,以及项目各个阶段的持续时间。
项目进度是项目团队在PD2阶段的核心管理工具,用于追踪和控制项目进展,确保按时完成。
4. 项目预算(Project Budget):项目预算是指在PD2阶段制定的项目资金计划,包括项目的成本估算、资金来源、分配和使用等内容。
项目预算是项目团队在执行阶段进行资源管理和控制的重要依据,确保项目的资金使用合理,并避免预算超支。
5. 风险管理(Risk Management):风险管理是指在PD2阶段进行的针对项目风险的识别、评估和应对的过程。
项目团队需要通过制定风险管理计划、风险评估和分析等方法,及时发现和应对项目中的风险,减少不确定性对项目的影响。
6. 关键绩效指标(Key Performance Indicators,KPIs):关键绩效指标是用来衡量项目执行过程中的绩效和进展的重要指标。
项目团队根据项目目标和要求制定关键绩效指标,用于监控和评估项目的执行情况,并及时调整和优化项目的执行策略。
Littelfuse 216系列保险丝规格书说明书

Electrical Characteristics for Series
% of Ampere Rating
Ampere Rating
50mA – 4A
Opening Time 60 minutes, Minimum
150%
5A – 6.3A
60 minutes, Minimum
8A – 16A
30 minutes, Minimum
0
Time (Seconds)
Preheat Time
Dwell Time
Cooling Time
Recommended Process Parameters:
Wave Parameter
Lead-Free Recommendation
Preheat:
%FQFOETPO'MVY"DUJWBUJPO5FNQFSBUVSF
Axial Lead & Cartridge Fuses
5×20 mm > Fast-Acting > 216 Series
216 Series, 5 x 20 mm, Fast-Acting Fuse
PS E
Agency Approvals
Agency
PS E
Agency File Number
Cartridge Certificates:
8A – 16A
0.04 sec., Min.; 20 sec. Max.
50mA – 4A .003 sec., Min.; 0.3 sec. Max.
400%
5A – 6.3A
.003 sec., Min.; 0.3 sec. Max.
8A – 16A
BD OptiBuild
BD OptiBuild™Technical Data SheetBB700 Rat Anti-Mouse CD8bProduct InformationMaterial Number:742198Size:50 µgClone:H35-17.2Alternative Name:Ly-3; Lyt-3; Lymphocyte antigen 3; Ly-C; CD8b1Reactivity:Tested in Development:MouseIsotype:Rat IgG2b, κImmunogen:5-day MLR, C57BL/6 anti-BALB/cApplication:Flow cytometry(Qualified)Concentration:0.2 mg/mlEntrez Gene ID:12526Storage Buffer:Aqueous buffered solution containing ≤0.09% sodium azide. Regulatory Status:RUODescriptionThe H35-17.2 monoclonal antibody specifically binds to both alloantigeneic forms of the β chain of the CD8differentiation antigen (Ly-3 or Lyt- 3). The CD8 α and α' chains (CD8a) form heterodimers with the CD8 β chain (CD8b, Ly-3, or Lyt-3) on the surface of most thymocytes. A subpopulation of mature T lymphocytes (i.e., MHC class I-restrictedT cells, including most T suppressor/cytotoxic cells) expresses almost exclusively the CD8 αβ heterodimer (the α' chain is absent). Subsets of γδ TCR-bearing T cells, intestinal intraepithelial lymphocytes, and dendritic cells express CD8a without CD8b. It has been suggested that the expression of the CD8a/CD8b heterodimer is restricted to T lymphocytes which matured in the thymus or in an extrathymic environment that had been influenced by thymus- initiated neuroendocrine signals. CD8 is an antigen coreceptor on the T-cell surface which interacts with MHC class I molecules on antigen-presenting cells. It participates in T-cell activation through its association with the T-cell receptor complex and protein tyrosine kinase lck (p56lck). The H35-17.2 mAb blocks T-cell-mediated cytolysis of allogeneic lymphoma cells.The antibody was conjugated to BD Horizon™ BB700, which is part of the BD Horizon Brilliant™ Blue family of dyes. It is a polymer-based tandem dye developed exclusively by BD Biosciences. With an excitation max of 485 nm and an emission max of 693 nm, BD Horizon BB700 can be excited by the 488 nm laser and detected in a standard PerCP-Cy™5.5 set (eg, 695/40-nm filter). This dye provides a much brighter alternative to PerCP-Cy5.5 with less cross laser excitation off the 405 nm and 355 nm lasers.Preparation and StorageStore undiluted at 4°C and protected from prolonged exposure to light. Do not freeze. The monoclonal antibody waspurified from tissue culture supernatant or ascites by affinity chromatography. The antibody was conjugated with BD Horizon BB700 under optimal conditions that minimize unconjugated dye and antibody.Recommended Assay ProcedureFor optimal and reproducible results, BD Horizon Brilliant Stain Buffer should be used anytime two or more BD Horizon Brilliant dyes are used in the same experiment. Fluorescent dye interactions may cause staining artifacts which may affect data interpretation. The BD Horizon Brilliant Stain Buffer was designed to minimize these interactions. More information can be found in the Technical Data Sheet of the BD Horizon Brilliant Stain Buffer (Cat. No. 563794 or 566349).When setting up compensation, it is recommended to compare spillover values obtained from cells and BD™ CompBeads to ensure that beads will provide sufficiently accurate spillover values.For optimal results, it is recommended to perform two washes after staining with antibodies. Cells may be prepared, stained with antibodies and washed twice with wash buffer per established protocols for immunofluorescent staining prior to acquisition on a flow cytometer. Performing fewer than the recommended wash steps may lead to increased spread of the negative population.Suggested Companion ProductsCatalog Number Name Size Clone553141Purified Rat Anti-Mouse CD16/CD32 (Mouse BD Fc Block™)0.1 mg 2.4G2 554656Stain Buffer (FBS)500 mL554657Stain Buffer (BSA)500 mL563794Brilliant Stain Buffer100 Tests555899Lysing Buffer100 mLProduct Notices1.This antibody was developed for use in flow cytometry.2.The production process underwent stringent testing and validation to assure that it generates a high-qualityconjugate with consistent performance and specific binding activity. However, verification testing has not been performed on all conjugate lots.3.Researchers should determine the optimal concentration of this reagent for their individual applications.4.An isotype control should be used at the same concentration as the antibody of interest.5.Caution: Sodium azide yields highly toxic hydrazoic acid under acidic conditions. Dilute azide compounds in runningwater before discarding to avoid accumulation of potentially explosive deposits in plumbing.6.For fluorochrome spectra and suitable instrument settings, please refer to our Multicolor Flow Cytometry web page at/colors.7.Please refer to /us/s/resources for technical protocols.8.BD Horizon Brilliant Stain Buffer is covered by one or more of the following US patents: 8,110,673; 8,158,444;8,575,303; 8,354,239.9.BD Horizon Brilliant Blue 700 is covered by one or more of the following US patents: 8,455,613 and 8,575,303.10.Cy is a trademark of GE Healthcare.ReferencesGolstein P, Goridis C, Schmitt-Verhulst AM . Lymphoid cell surface interaction structures detected using cytolysis-inhibiting monoclonal antibodies. Immunol Rev. 1982; 68:5-42. (Immunogen: Cytotoxicity, Immunoprecipitation, Inhibition). Lefrancois L. Phenotypic complexity of intraepithelial lymphocytes of the small intestine. J Immunol. 1991;147(6):1746-1751. (Biology).Ledbetter JA, Seaman WE, Tsu TT, Herzenberg LA. Lyt-2 and Lyt-3 antigens are on two different polypeptide subunits linked by disulfide bonds. Relationship of subunits to T cell cytolytic activity. J Exp Med. 1981; 153:1503-1516. (Biology). Walker ID, Murray BJ, Hogarth PM, Kelso A, McKenzie IF. Comparison of thymic and peripheral T cell Ly-2/3 antigens. Eur J Immunol. 1984; 14(10):906-910. (Biology).Nakayama K, Nakayama K, Negishi I, et al. Requirement for CD8 beta chain in positive selection of CD8-lineage T cells. Science. 1994; 263(5150):1131-1133. (Biology).MacDonald HR, Schreyer M, Howe RC, Bron C. Selective expression of CD8 alpha (Ly-2) subunit on activated thymic gamma/delta cells. Eur J Immunol. 1990; 20(4):927-930. (Biology).Rocha B, Vassalli P, Guy-Grand D. The extrathymic T-cell development pathway. Immunol Today. 1992; 14(3):140-141. (Biology).Murosaki S, Yoshikai Y, Ishida A, et al. Failure of T cell receptor V beta negative selection in murine intestinal intra-epithelial lymphocytes. Int Immunol. 1991; 3(10):1005-1013. (Biology).Wang J, Klein JR. Thymus-neuroendocrine interactions in extrathymic T cell development. Science. 1994;265(5180):1860-1862. (Biology).Sydora BC, Brossay L, Hagenbaugh A, Kronenberg M, Cheroutre H. TAP-independent selection of CD8+ intestinal intraepithelial lymphocytes. J Immunol. 1996; 156(11):4209-4216. (Biology).Vremec D, Zorbas M, Scollay R, et al. The surface phenotype of dendritic cells purified from mouse thymus and spleen: investigation of the CD8 expression by a subpopulation of dendritic cells. J Exp Med. 1992; 176(1):47-58. (Biology).Wu L, Vremec D, Ardavin C, et al. Mouse thymus dendritic cells: kinetics of development and changes in surface markers during maturation. Eur J Immunol. 1995; 25(2):418-425. (Biology).Süss G, Shortman K. A subclass of dendritic cells kills CD4 T cells via Fas/Fas-ligand-induced apoptosis. J Exp Med. 1996; 183(4):1789-1796. (Biology).Fujiura Y, Kawaguchi M, Kondo Y, et al. Development of CD8 alpha alpha+ intestinal intraepithelial T cells in beta 2-microglobulin- and/or TAP1-deficient mice. J Immunol. 1996; 156(8):2710-2715. (Biology).Bierer BE, Sleckman BP, Ratnofsky SE, Burakoff SJ. The biologic roles of CD2, CD4, and CD8 in T-cell activation. Annu Rev Immunol. 1989; 7:579-599. (Biology).Janeway CA Jr. The T cell receptor as a multicomponent signalling machine: CD4/CD8 coreceptors and CD45 in T cell activation. Annu Rev Immunol. 1992; 10:645-674. (Biology).Zamoyska R. The CD8 coreceptor revisited: one chain good, two chains better. Immunity. 1994; 1(4):243-246. (Biology). LeFrancois L. Extrathymic differentiation of intraepithelial lymphocytes: generation of a separate and unequal T-cell repertoire. Immunol Today. 1991; 12(12):436-438. (Biology).O'Rourke AM, Mescher MF. The roles of CD8 in cytotoxic T lymphocyte function. Immunol Today. 1993; 14(4):183-188. (Biology).Ledbetter JA, Rouse RV, Micklem HS, Herzenberg LA. T cell subsets defined by expression of Lyt-1,2,3 and Thy-1 antigens.Two-parameter immunofluorescence and cytotoxicity analysis with monoclonal antibodies modifies current views. J ExpMed. 1980; 152(2):280-295. (Biology).BD BiosciencesUnited States Canada Europe Japan Asia Pacific Latin America/Caribbearn877.232.8995888.268.543032.53.720.5500120.8555.9065.6861.06330800.771.7157For country contact information, visit /contactConditions: The information disclosed herein is not to be construed as a recommendation to use the above product in violation of any patents. BD Biosciences will not be held responsible for a patent infringement or other v ©2020 BD. All rights reserved. Unless otherwise noted, BD, the BD Logo and all other trademarks are the property of Becton, Dickinson and Company or its affiliates.。
JMP中文教程doe试验设计_1
Copyright © 2008, SAS Institute Inc. All rights reserved.
如何鉴定流程能力的优劣?
Target LSL USL
Copyright © 2008, SAS Institute Inc. All rights reserved.
质量管理的发展
传统控制 阶段 (QC, quality control) 统计质量 控制阶段 (SQC, statistical quality control)
全球最优秀的行业领袖信赖JMP
Copyright © 2008, SAS Institute Inc. All rights reserved.
JMP ——让质量改进更轻松
易学易用 全面而强大的分析能力 卓越的可视化及项目推广能力
Copyright © 2008, SAS Institute Inc. All rights reserved.
交互作用
No Interaction
–1 Factor B Y +1 Y –1 +1 Factor B
Interaction
–1
+1
–1
+1
Factor A
Factor A
Effect of A at B(+) Interaction
=
–
2
Effect of A at B(-)
Copyright © 2008, SAS Institute Inc. All rights reserved.
Seeing is believing!
Copyright © 2008, SAS Institute Inc. All rights reserved.
中质协六西格玛黑带2015年真题

xx质量协会2015年注册黑带考试题一、单项选择题(84道题,84分)1.试验设计是质量改进的有效工具,最早基于农业试验提出方差分析与试验设计理论的是:A.休哈特(W.A.Shewhart)B.xx和xx米格(H.F.Dodge and H.G.Romig)C.xx(R.A.Fisher)D.xx(R.E.Deming)2.在六西格玛推进过程中,黑带的主要角色是:A.带领团队使用六西格玛方法完成项目B.合理分配资源C.确定公司发展战略D.核算六西格玛项目收益3.在对老产品改型的六西格玛设计(DMADV)项目中,测量阶段的主要工作是:A.测量产品新设计的关键质量特性(CTQ)B.基于关键质量特性(CTQ)确定测量对象C.识别xx需求D.确定新过程能力4.SWOT分析是战略策划的基础性分析工具。
在使用SWOT分析为组织制定六西格玛推进战略时,以下哪项不是主要内容?A.分析组织能够成功推进六西格玛的有利条件B.分析组织推进六西格玛的必要性C.确定组织推进六西格玛的具体负责部门D.分析六西格玛推进方法的比较优势5.水平对比又称为标杆管理(benchmarking)。
以下关于水平对比的说法中,错误的是:A.水平对比可用于发现改进机会B.水平对比可以用于确定六西格玛项目的目标C.不同类型的企业也可以进行水平对比D.标杆企业或产品的选择应该随机6.在评价六西格玛项目的收益时,若收益率为10%,净现值为零,说明该项目:A.投资回报率低于10%B.项目收益为零,经济上不可行C.每年的净现金流量为零D.投资回报率等于10%7.以下关于六西格玛项目目标的描述,符合SMART原则是:A.公司产品的毛利率要在未来实现翻一番B.公司产品的市场占有率要达到行业第一C.公司某产品的终检不良率要在5个月内从1%降低到0.3%D.公司要通过技术创新,在未来三年使产品的市场占有率有突破性提高8.某六西格玛项目的目标是缩短生产周期,该项目涉及生产、检测、工艺等部门。
WCM世界级制造完整课件

物料从进厂到出厂,只有不到 10% 的时间是增值的!
精益生产的定义
精益生产是为了适应市场多元化的需要,在多品 种小批量的市场需求制约下诞生的全新生产方式。
精益生产的核心是消除一切无效劳动和浪费。 精益的“ 精 ”就是指更少的投入,
而“ 益 ”指更多的产出。
精益生产方式的思想基础
一、人本位主义 1. 彼此尊重 2. 重视培训 3. 共同协作
F.W. Taylor Frank F.W. Harris H. Dodge
IBM Toyota
Goldratt ASQC/ISO M. Hammer SAP, Oracle
现代生产管理的特征
r 以用户为中心 r 产品品种多样 r 柔性生产体系 r 制造技术先进 r 追求国际标准 r 运用智能设备
WCM世界级制造完整课件
What Shall We Talk…? 内容安排
• 简介 • 精益生产系统 LM • 现场管理及5S • 柔性生产单元 • 看板拉动系统 • 全员质量管理 TQM • 全员设备维护 TPM • 供应链管理 SCM • 团队建设 / 员工参与 EI
模拟演练 讨论, 现场
World Class Manufacturing 世界级制造
What is Lean Manufacturing 什么是精益生产-五个原则
Perfect 完美
没有任何事物 是完美的 不断改进
Value 价值
站在客户 的立场上
Lean Manufacturing
精益生产
Value Stream 价值流
从接单到发货 过程的一切活动
Demand Pull
需求拉动 BTR-按需求生产
Feed back
可靠性试验大纲
跌落测试:此测试是模拟包装箱在搬运过程中遇到的坠落、撞击等情况。 将受测样板在跌落机上进行10次自由落体测试(包括一角三边六面)或 撞击测试,不同重量的包装箱其跌落高度和撞击速度是不同的,如下页图 所示: 包装箱重量W(lbs.) 跌落高度(inch) 冲击速度(ft/s) 产品重量 (1 Lbs=0.4536kg) 跌落高度(1IN=25.4mm)
可靠性试验大纲
PART 1
目的 目 录
FOCUS 1
FOCUS 2
01 Part
FOCUS 3
添加标题
FOCUS 4 单击添加文本具体内容
范围
02 Part
定义
添加标题
参考文件 单击添加文本具体内容
03 Part
FOCUS 5
添加标题
FOCUS 6 单击添加文本具体内容
FOCUS 7
试验基本步骤 试验项目
Between Failure) 试验
正常情况下连续工作试验
连续低电压试验 连续高电压试验
可靠性试验方案举例
试验的名称 试验的目的 试验的依据
XX可靠性试验方案
1.发现产品在设计、材料和工艺方面的缺陷,为产品早期 故障评估提供数据支持; 2.确定MTBF基准,评定产品稳定性水平; 3.出具相关报,为市场竞争提供有力支持。
Reliability Test 可靠性试验
○ 热冲击试验 ○ 高温高湿循环试验 ○ 振动运输试验 ○ 整包装跌落及单机跌落试验 ○ 按键、牢固件、弹簧、标志标识耐磨、连接端子牢
固性寿命与可靠性试验 ○ 开关(滑动,旋转)继电器寿命可靠性试验 ○ 弯曲度/力试验,液体防漏密封等试验
美国六西格玛黑带考试

31. There are problems associated with providing a bad experience to a customer. The customercan turn on you. A term associated with this is:A) Defector B) T erroristC) Marginal D) Piranha39. If the project internal rate of return is estimated to be 11% andI) The company cost of capital is 10%II) The company cost of capital is 12%III) Funds are limited and another project will yield 14%IV) Funds are unlimited and another project will yield 14%A) I and III are true B) I and IV are trueC) II and III are true D) II and IV are true48. Advantages of computer software driven project management methods include:I) Ability to analyze "What-if" optionsII) Automatic calculation of the critical pathIII) The effects of actual results on the project are knownIV) Training requirements are minimalA) I, II and III only B) II, III and IV onlyC) II and III only D) I, II, III and IV75. In the six sigma define step, the critical to quality tree is used by the project team. the variouslevels of the tree are determined EXCEPT for:A) The exact metrics for the customerB) The needs of the customerC) The basic drivers for the customerD) The potential third level CTQ metrics79. If you are reading this question you are a customer of QCI, Identify QCI process outputelements from the list below:I) Binder suppliersII) Solution textsIII) AuthorsIV) Paper suppliersV) LibrariesVI) Question CDsVII) Study PrimersA) II, VI and VII only B) I and IV onlyC) III and V only D) II, III and VII only84. The probability of Steven passing his math course is 0.7, the probability of Steve passing hishistory class is 0.8. if the probability of Steve passing both course is 0.56, what is theprobability Steve will pass either math or history?A) 0 B) 1C) 0.99 D) 0.8485. The hypergeometric distribution should be used instead of the binomial distribution when:A) There are more than 2 outcomes on a single trialB) Each trial is independentC) Sampling does not involve replacementD) There is a fixed number of trials89. When conducting a process capability study consistent with PPAP requirements, which of thefollowing is mandatory?A) A submission of related control chart dataB) A selected characteristic that is controllableC) Data collected from a significant production run of 300 or more consecutive piecesD) A demonstrated 5 sigma capability90. For the Weibull distribution, as the scale parameter decreases:A) The Weibull is equivalent to the exponentialB) The location parameter approaches zeroC) The probability density function stretches to the rightD) The probability density function is compressed to the left101. Tremendous advances had been made in the quality of an electronic component, produced in quantities of one million units per year. last year only six defectives were discovered.A further improvement was mad. The plant manager asked the master black belt to run a100,000unit trial to determine with 95% confidence if the rate had been lowered by 2 DPMO.What was the master black belt response?A) It will take too much timeB) It can't be done with 100,000unitsC) It will only be proven if 0 defectives are foundD) We must look for a larger improvement for testing purposes103. In an experiment designed to compare two different ways of measuring a given quantity, it was desired to test the null hypothesis that the means were equal at the 0.05 level ofsignificance. A sample of five parts was measured by method I and a sample of seven parts with method II. A t-ratio of 2.179 was obtained. we should:A) Reject the null hypothesisB) Fail to reject the null hypothesisC) Conclude that X1 is significantly greater than X2D) Conclude that we must know the sample means in order to answer the question107. A study was made on the effects of several health additives for a number of elite runners.the results of a One-Way ANOVA are presented in the following table. how manysubjects(runners) were in the study?Source Df Sum of Squares MSBetween 3 55.00Within 15 450.50T otal 18 505.50A) 18 B) 19C) 3 D) 4110. Y ou have just conducted a designed experiment at three levels A, B, and C yielding the following "Coded" data:A B C6 5 33 9 45 1 2As a major step in your analysis, you calculate the degree of freedom for the "error" sum of squares to be:A) 7 B) 9C) 6 D) 3113. Which of the following nonparametric tests does NOT make a ranking evaluation by comparison with a critical value of chi-square?A) Mood's median testB) Spearman Rank correlation coefficientC) Kendall Coefficient of concordanceD) Kruskal-Wallis test115. When analyzing experimental data, which term describes the condition in which the error variance is inconsistent among observations?A) Stochastic variationB) HomoscedasticityC) HeterogeneousD) Heteroscedasticity128. If a sample space contains several unknown minima areas, then what can happen using steepest ascent methodology?A) Many tests may be requiredB) The yield contours must be ignoredC) The design area around point p must be expandedD) A wrong answer can result131. T aguchi methods uses a linear graph to help interpret the corresponding orthogonal array.For instance, for a L4 array, a linear graph with factors 1 and 2 at the endpoints, and factors3 at the midpoint indicates:A) Factor 3 is the interaction of factors 1 and 2B) That factor 4 is missing, since it is a L4C) The main factors (1 and 3) are interactionsD) Factor 2 will be the experimental result133. Plackett and Burman designs are used for screening experiments. There are geometric and non-geometric designs. it has been stated that runs of 12,20,24,28, and 36 runs arenon-geometric designs. This is because:A) The runs are in multiples of 4B) The non-geometric design has 2-factor interactions confounded with main effectsC) The geometric design runs are in powers of 2D) A PB design of 12 runs can have 11 factors covered137. A four factor, three level experiment must be conducted. What are the fewest number o of trials possible if all interactions are ignored?A) 9B) 18C) 27D) 81138. When selecting and scaling the process input variables for an experiment, what is NOT a desirable approach?A) Include as many important factors as possibleB) Set factor levels at practical or possible levelsC) Combine process measurement responses when possibleD) Be bold, but not foolish, in selecting high and low factor levels142. The most common subgrouping scheme for Xbar-R control charts is to separate the variation:A) Within stream versus stream to streamB) Within time versus time to timeC) Within piece versus piece to pieceD) Inherent process versus error of measurement143. If a process is out of control, the theoretical probability that a single point on the X bar chart will fall between plus one sigma and the upper control limits is:A) 0.2240B) 0.1587C) UnknownD) 0.3413144. A process is checked by inspection of random samples of four s hafts after a polishing operation. and Xbar and R charts are maintained. A person making a spot check picks out two shafts, measures them accurately, and plots the value of each on the chart. Both points fall just outside the control limits. He advises the department foreman to stop the process.This decision indicates that:A) The process levels is out of controlB) Both the level and dispersion are out of controlC) The process levels is out of control but not the dispersionD) The person is not using the chart correctly146. When using a pre-control chart, it's possible to have two consecutive samples outside of the target area but inside of the specification. What is the expectation that two consecutivesamples would both fall between the target area and the specification limit on the high side?A) 1/7B) 1/49C) 1/196D) 1/98147. The best chart for analyzing volatile data, like stock market averages or commodity prices, would be:A) EWMA 指数加权移动平均控制图B) CuSum累积和控制图C) Moving averageD) Short run148. What type of control chart employs a V-mask?A) EWMAB) Moving averageC) CuSumD) Short run150. If two-sigma limits are substituted for conventional three-sigma limits on a control chart, which of the following occurs?A) Decrease in alpha risk B) Increase in beta riskC) Increase in alpha risk D) Increase in sample size151. Which of the following types of control charts has the largest average run length for small shifts in the process mean?A) X bar B) Cumulative sumC) EWMA D) Dodge-Romig154. An operator is observed plotting nominal and target charts, what technique is being employed?A) Xbar-R charts B) Attribute chartsC) Short-run charts D) CuSum charts158. Y ou look at a process and note that the chart for averages has been in control. If the range suddenly and significantly increases, the mean will:A) Usually increaseB) Stay the sameC) Always decreaseD) Occasionally show out of control of either limit159. An Xbar and R chart was prepared for an operation using twenty samples with five pieces in each sample, Xbarbar was found to be 33.6 and Rbar was 6.20. During production, asample of five was taken and the pieces measured 36,43,37,25,and 38. At the time, this sample was taken:A) Both the average and range were within control limitsB) Neither the average nor range were within control limitsC) Only the average was outside control limitsD) Only the range was outside control limits172. The Shingo prize business model does NOT consider:A) The strategic planning processB) BechmarkingC) InnovationD) Community support175. Assume an operation speed rate of 80%. If 40 units are produced at 2 minutes/unit in two hours, what is the performance efficiency of the work unit?A) 0.800 B) 0.667C) 0.534 D) 0.435180. The Shingo prize business model does NOT consider:A) The strategic planning process B) BenchmarkingC) Innovation D) Community support181. A number of authors have recommended sequences by which the HOQ(QFD) can capture customer needs in the design. Please arrange the following design details inappropriate sequence from start to finish.I) Production requirementsII) Key process operationsIII) Parts characteristicsIV) Engineering characteristicsA) I, II, III, IVB) II, I, IV, IIC) IV, I I, III, ID) IV, III, II, I188. The design of a solution using a broad set of possible solutions, converging to a narrow set of possible, and then to a final solution, is referred to as:A) 20 questions approachB) Set-based designC) Systematic designD) Pugh method189. Review the following set of DFX statements and identify the single true description:A) DFSS is a subset of DFXB) The selection of DFX tools is relatively simpleC) DFX is a targeted development approachD) DFX was first created in the 1990's191. Cooper stresses that new products will have a greater chance of success if they have all of the following characteristics EXCEPT:A) Having an attractive marketB) Having a unique and superior productC) Being first to marketD) Having a good product launch194. TRIZ is a methodology for problem solving and is quite useful in the design phase of a product. Which of the following methods are employed in TRIZ?I) Trial and errorII) Reference to a trickIII) Use of physical effects (Physics)IV) Combination of tricks and physicsA) I and II onlyB) II and III onlyC) I, II and III onlyD) II, III and IV only198. In the design of many parts and products, it is best if the deviation from the target not exceed a certain amount. The best tolerance objective is termed:A) Nominal-is-bestB) Larger-is-betterC) Smaller-is-betterD) 6 sigma achievement199. The T aguchi loss function follows which type of relationship, as actual values deviate from the target?A) Reverse normal B) LinearC) Log normal D) Parabolic。
CGMP具体检查清单

此清单是供美国实验室认可协会(A2LA)评估协会使用,并且不被公开发布。
这个文件的仅限于美国实验室认可协会员工,承包商,以及申请人和认可的实验室使用。
禁止其他本文件的使用。
以下页面是美国FDA现行的cGMP要求同21CFR210&211部分用于评估实验室目前使用的标准。
该实验室的政策和程序必须满足这些要求。
要求包括需要画阴影的书面政策,程序或协议。
实验室操作指南:尽管不是必需的,实验室完成这个检查清单。
正确完成本清单可节省大量的评估时间和成本。
完成清单的第二列的所有阴影要求的文件参考标识符(标有“参考”)。
适当的“参考”必须确定的文件(质量手册,实验手册,标准操作程序等)和包括以方便鉴定的有关文件的适当部分(页码,节数,等等)的“定位”。
质量体系文件和所支持的记录必须用于评估者的审查。
评估操作指南:审核实验室的文件化质量体系,以验证规定的遵守情况。
本标准包括药品,容器和密封元件的生产,以及测试要求。
因此,部分标准可能并不适用于所有评估。
不适用要求的地方,密切审查检查列表和安排NA。
评估确认确实实施所述质量体系文件。
将是,不是或者不适用填入每个清单项目空格。
在提供的空格上记录任何有关要求的评估。
在不同的表和/或方法审查列表,记录有关测试的评估。
必须确定所有偏差,并在偏差评估报告中解释。
评估实验室的技术能力,以执行特定的测试或特定类型的测试。
必须确定所有缺陷,并在评估缺乏报告解释。
评估实验室的工艺技能,以执行特定的考核或特定类型的考核。
实验室名称:--城市:————,国家:——-据我所知,所有以下实验室文件及实际的实验室常规已被评定为遵守现行良好制造规范(21 CFR第210-211)的有关条文。
美国实验室认可协会评估者签名:日期:要求参考仅评审保留遵守点评Y N NA4. 管理要求4.1 机构没有附加的要求4.2 质量体系4.2.1 应当有一个质量控制单元(QCU)批准或拒绝所有成分,药品容器,密封元件,中间体,包装材料,标签,和药品,并有权审核生产记录,以确保没有发生错误,或者如果出现了错误,他们已经得到了完整的调查。
分析仪器确认(AIQ)(USP-1058)(中英文)

固件 计算机化的分析仪器将低级软件(固件)包含在整体之中。如果没有正确的操作 固件,这样的仪器不能使用,使用者也不能改变固件的设置和功能。因此,固件 被视为仪器本身的一部分。事实上,硬件确认如果没有固件的运行也是不可能实 现的。因此,当硬件(也就是分析仪器)在使用场所被确认的时候,其集成的固 件也必定通过了确认。根本不需要单独确认安装的固件。无论何时只要有可能, 固件形式应作为 IQ 的一部分被记录。固件形式的任何改变都应通过仪器的改变 控制来进行追踪。(可见后面的改变控制)
目前,分析仪器确认(AIQ)不像方法验证和系统适用性试验,有专门的指 导或流程。观点争执于仪器确认和校准流程和执行者的作用和责任。因此,仪器 确认有很多不同的方式,这样就需要了大量的资源,产生多种不同的文件。本章 对 AIQ 进行了科学的探讨,并把 AIQ 作为获得可靠而一致数据的一个主要因素。 注意,确认过程的严谨性取决于仪器设施的复杂和预期目的。其过程着重于在从 分析仪器获得可靠数据的总体过程中
分析仪器确认过程
以下部分对 AIQ 过程进行细化。其他三个有关分析数据质量的组成部分——分析
方法验证,系统适用性试验,质量控制检查样品——不再这一章节的包含之列。
确认阶段
仪器确认不是一个单一的持续过程,而相反,源于几个分离的活动。为了方便,
这些活动可分成四个阶段:设计确认(DQ),安装确认(IQ),运行确认(OQ),
质量控制样品
系统适用性试验
分析方法验证
分析仪器确认
图一 数据质量的组成部分 分析仪器确认
AAC全球市场生产技术大纲说明书
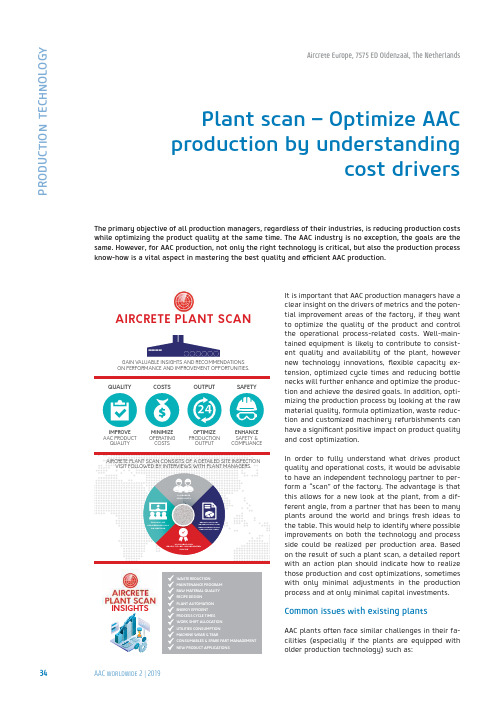
34P R O D U C T I O N T E C H N O L O G YAAC worldwide 2 | 2019Aircrete Europe, 7575 ED Oldenzaal, The NetherlandsPlant scan – Optimize AAC production by understandingcost driversIt is important that AAC production managers have a clear insight on the drivers of metrics and the poten-tial improvement areas of the factory, if they want to optimize the quality of the product and control the operational process-related costs. Well-main-tained equipment is likely to contribute to consist-ent quality and availability of the plant, however new technology innovations, fl exible capacity ex-tension, optimized cycle times and reducing bottle necks will further enhance and optimize the produc-tion and achieve the desired goals. In addition, opti-mizing the production process by looking at the raw material quality, formula optimization, waste reduc-tion and customized machinery refurbishments can have a signi fi cant positive impact on product quality and cost optimization.In order to fully understand what drives product quality and operational costs, it would be advisable to have an independent technology partner to per-form a “scan” of the factory. The advantage is that this allows for a new look at the plant, from a dif-ferent angle, from a partner that has been to many plants around the world and brings fresh ideas to the table. This would help to identify where possible improvements on both the technology and process side could be realized per production area. Based on the result of such a plant scan, a detailed report with an action plan should indicate how to realize those production and cost optimizations, sometimes with only minimal adjustments in the production process and at only minimal capital investments.Common issues with existing plantsAAC plants often face similar challenges in their fa-cilities (especially if the plants are equipped with older production technology) such as:The primary objective of all production managers, regardless of their industries, is reducing production costs while optimizing the product quality at the same time. The AAC industry is no exception, the goals are the same. However, for AAC production, not only the right technology is critical, but also the production process know-how is a vital aspect in mastering the best quality and e cient AAC production.GAIN V ALUABLE INSIGHTS AND RECOMMENDATIONS ON PERFORMANCE AND IMPROVEMENT OPPORTUNITIES.AIRCRETE PLANT SCAN CONSISTS OF A DETAILED SITE INSPECTIONVISIT FOLLOWED BY INTERVIEWS WITH PLANT MANAGERS.QUALITY IMPROVE AAC PRODUCT QUALITY MINIMIZE OPERATING COSTS OPTIMIZE PRODUCTION OUTPUT ENHANCE SAFETY &COMPLIANCEOUTPUT COSTSSAFETYINSIGHTSAIRCRETE PLANT SCANW ASTE REDUCTION WORK SHIFT ALLOCATION RA W MATERIAL QUALITY UTILITIES CONSUMPTION RECIPE DESIGNPLANT AUTOMATION NEW PRODUCT APPLICATIONSENERGY EFFICIENT MACHINE WEAR & TEARPROCESS CYCLE TIMES MAINTENANCE PROGRAM• Overall challenge to improve product quality• High level of white waste• Slurry dilution• Not achieving a homogeneous mix• Excessive product damage at the cutting line• Excessive product damage at the unloading line • A utoclaving process issues, resulting in quality issues• R aw material issues• U nable to achieve the designed output volume of the plant• I nability or di ffi culty to expand product portfolio(e.g. to make super smooth panels)• High labor costs• Safety issues• L ogistics problems with raw material, packing and/or distribution areasOne of the main goals of Aircrete Europe is to help AAC plants around the world run more e ffi ciently become more productive and improve their product quality. Many years of experience in servicing and upgrading plants brings a di ff erent viewpoint to the challenges every manufacturer faces. As many of the innovations the company brought to the indus-try, they have developed a solution called Aircrete Plant Scan.Bene fi t from global best practicesAs implied by its name, Aircrete Plant Scan targets to examine a plant to provide insights and valuable recommendations about the issues the facility faces. These performance and improvement outcomes of a plant scan include but not limited to:• Product quality improvements• Operating cost reductions • Production output optimizations• S afety enhancements and work force riskreductionsSpecialized in the fi eld of AAC technology - particu-larly related to AAC panels - Aircrete Europe has anembedded deep knowledge of the production pro-cess in its organization. The outcome of an AircretePlant Scan visit by two experienced professionals,assists plant managers to improve their operations.Insights and recommendationsThe results of an Aircrete Plant Scan could be any-thing related to the process or the machinery. Insome cases, the advice could be a further examina-tion of a speci fi c area by another specialist. Basedon this detailed check, a components replacementproposal can be prepared as a next step. In someother cases, installation of additional equipment orcompletely new machines could be the result of aplant scan. Sometimes it also relates to an adviceon how to make organizational improvements on theoperations and the maintenance process. The re-placement of the slurry pump to prevent slurry dilu-tion, installation of density loops with load cells foran automated recipe adjustment and replacementof the cutting line to have Super Smooth productsurfaces are just a few project samples that were re-alized after a plant scan. Going through an AircretePlant Scan is just like going through an independentaudit undertaken by an industry expert. As AircreteEurope not only has decades of experience in theindustry, but also operates its own plants, it en-sures that they are the optimal technology partnerfor such an audit, hereby not only looking at plantswith Aircrete equipment installed.35AAC worldwide 2 | 201936P R O D U C T I O N T E C H N O L O G YAAC worldwide 2 | 2019It was hard to keep the slurry density undercontrol through manual measurementsThe u-pipes installed after plant scan are integratedwith the mixer control systemCase Study 1The CustomerA large producer of concrete precast elements for road, electric and water infrastructure, as well as for building the commercial, logistic and production facilities in Romania. Aircrete Europe was welcomed to run a Plant Scan to address slurry density issues.The ChallengeKeeping the slurry density variation under control consistently was a major issue for the client. The measurements were executed manually by hand. The existing automatic controller was already shut down because it was not working properly.The SolutionAircrete Plant Scan report recommended a load-cell based u-pipe system that would be integrated with the mixer control system.ResultsThree u-pipe systems were installed to measure the fresh slurry, the return slurry and the cutting-pit slurry respectively. The accuracy of the process has drastically improved through automation and the formula changes automatically depending on actual measurement results.37AAC worldwide 2 | 2019Case Study 2The CustomerA leading building materials and construction solu-tions company in the UK. The AAC production plant technology is from the 70`s. Aircrete Europe team was invited to de fi ne the areas to bring up-to-date on a general scale through a Plant Scan.The ChallengeFor around 40 % percent of the products, the existing gripper on the unloading line was not ideal for the new pack dimensions and caused high down-times and damage to the products. The gripper needed to be modi fi ed to be able to fi t the same products on di ff erent sized pallets.The SolutionAircrete Plant Scan report recommended an engi-neering assignment including a motor replacement of the gripper so that it can pick both the old and new sized pallets up.ResultsThe customer received a detailed engineering re-work plan with indicative budgets so that they can choose among options from di ff erent solution pro-viders. In the end, the project was outsourced to Air-crete Europe and was delivered in a couple of weeks.The old gripper on the unloading line was not able to hold new productsReplacement of the gripper after plant scan enabled heavier products to fi t on the pallets38AAC worldwide 2 | 2019Case Study 3The CustomerA producer of blocks and panels in South East Asia, that owned a Hebel Flat-Cake system from the 90`s. Aircrete Europe specialists were invited to conduct a Plant Scan to provide insights on what can be im-proved in the facility.The ChallengeThe existing technology was outdated for the new product portfolio they wanted to make with 5 mm incremental thicknesses and super smooth surfaces.The SolutionAircrete Plant Scan report recommended the re-placement of the whole cutting line while not hav-ing to change the existing plant infrastructure at all.ResultsAs the customer gained trust and felt con fi dence with Aircrete Europe`s approach and sta ff , the im-plementation of the new cutting line was realized shortly. The project was executed with a detailed engineering work to keep the infrastructure chang-es at zero level. The relationship that started with Aircrete Plant Scan turned into a full-scale modern-ization of the plant. The second phase of the project involves a capacity increase, further plant automa-tion, additional technology supply and continuous support.●The cutting line was not suitable for products with 5 mmincremental thicknesses and super smooth surfacesThe new cutting line was successfully integrated withthe plant’s existing infrastructureAircrete Europe Münsterstraat 107575 ED Oldenzaal, The Netherlands T +31 541 571020*****************。
内部资本市场理论综述
内部资本市场理论综述摘要:内部资本市场理论是研究企业内部资金配置最重要的理论之一,20世纪90年代以后,其研究开始规范化,不少经济学家提出了一些有益的见解,它对于研究企业投资行为起到了相当重要的作用。
而且,新兴市场国家正在逐步接受并实践这些理论。
因此,对该理论进行系统研究就很有必要。
本文围绕内外部资本市场的区别、内部资本市场的存在性、配置效率及最优规模等几个方面对已有的文献进行归纳和梳理,旨在为进一步的研究提供一个逻辑起点。
关键词:内部资本市场;资本配置;存在性;配置效率;最优规模A Survey of the Theory of Internal Capital MarketsAbstract:The theory of internal capital markets (ICM) is one of the most important theories to study the allocation of the internal funds within firms. The research became formal since 1990’s, and many economists put forward some useful views, which are very useful for the research of firms’investment behavior. What’s more, these theories are gradually accepted and practiced in emerging markets. Therefore, it’s necessary to systematically study the theory of ICM. This paper organizes the material around the following questions, the differences between internal and external capital markets, the existence, the allocating efficiency and optimal size of ICM. The goal of this paper is to provide a logic foundation for further research.Key words: Internal Capital Markets; Capital Allocation; Existence; Allocating Efficiency; Optimal SizeJEL Classification: D230,G310一、引言钱德勒(1987)认为现代企业的显著特征之一就是它们包含许多不同的业务部门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
production process
10.05.2007 | PLH
6
Project Key Step IV Images Supplier Process
Shortcuts: PAF Project Application Form PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect Suppliers: Ganter
documents complete
no
yes establish design briefing send to DA (PM)
comments & requests send to PM (DA)
review documents & briefung (DA)
no
documents complete
prepare shipping documents send to client (supplier) by client
shipment by supplier
prepare shipping documents (supplier)
10.05.2007 | PLH
8
Project Key Step IV Supplier Process Adidas / Fleiner (Bloomy) Fixtures
comments send to PM (client)
review layout (PM & PLH VC / Sales)
comments send to DA (PM)
layout confirmed by PLH
no
yes establish layout package send to client (PM)
confirm order send to PM (Adidas / Fleiner)
confirm pick up date send to PM (Adidas / Fleiner)
execution plan send to PLH VC (PM)
decide on image send to PM (PLH VC)
Байду номын сангаас
confirm decission send to supplier / cc DA (PM)
define image size send to kw43 (supplier)
review documents (PM)
comments send to client (PM)
Shortcuts: PAF Project Application Form PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect
yes initiate layout design (PM)
10.05.2007 | PLH
3
Project Key Step II Design Layout Process
initiate layout design (PM) establish layout general project schedule cost estimation send to PM (DA)
establish quotation based on price list send to client (PM)
Tools: Adidas order sheet Fleiner order sheet Shortcuts: PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect Suppliers: Adidas Fleiner
Project Process
Site Information Process Design Layout Process Execution Plan Process POS Order Process Image Supplier Process Adidas Process Production Shipment Process Invoice / Recharge Process
no
documents complete
deliver supplies (supplier)
revise shipping documents (client)
review shipping documents (client)
inform client about shipment (supplier)
establish quotation send to PM (supplier)
add quotation to execution package (PM)
send package to client (PM)
confirm quotation send to supplier / cc PM (client)
Tools: POS Order Form Shortcuts: PAF Project Application Form PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect Suppliers: Ganter
initiate project construction (PM)
review plans with local architect, suppliers (DA)
revise plans (DA)
plans workable for all parties
no
yes revise plans according to comments (DA) establish execution package send to client / PM (DA)
Olaf Schneider 7.3.07
Project Key Steps
Site Information Design Layout / Feasibility Study Execution Plans Project Management Documentation Key Step I Key Step II Key Step III Key Step IV Key Step V
no
execution plans confirmed by client & PLH yes send plans to all parties (DA) pos offer (see pos process) (PLH PM)
no
package confirmed by client yes
collect quotations from suppliers send to PM (DA)
invoice layout send to ganter (KW43)
establish hi res data send to supplier (KW43)
10.05.2007 | PLH
7
Project Key Step IV Production Shipment Process
initiate project construction (PM) confirm quotations send suppliers / PM (client)
initiate execution plans (PM) establish execution plans project schedule cost overview send to client / LA & PM (DA)
Tools: execution package Shortcuts: PAF Project Application Form PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect Suppliers: Ganter Zumtobel PL INS Adidas (through PLH) Fleiner (through PLH)
Tools: layout package Shortcuts: PAF Project Application Form PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect
execution package incl. all quotations send to client (PLH PM)
10.05.2007 | PLH
5
Project Key Step IV POS Order Process
execution plans send to PLH VC (PM) establish POS list send to supplier (PLH VC)
Tools: project list update weekly Shortcuts: PD Porsche Design PLH VC Visual Communications PM Project Manager DA Design Architect LA Local Architect Suppliers: Ganter Zumtobel PL INS Adidas (through PLH) Fleiner (through PLH)