百艺轩钻石画设备维护保养明细表
设备维修保养计划表2全集文档
设备维修保养计划表2全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)设备维护保养计划表************ QB 企业质量管理体系标准车辆维护计划第一版受控状态:审核:批准:日期:文件发放号:车辆维护计划为了减轻汽车各部件的磨损,防止在运行中发生故障,延长汽车的使用寿命,降低燃料、配件及轮胎的消耗使汽车经常保持完好状态,特定出如下保养制度.一、例行保养指驾驶员在天天出车前,行驶中,收车后进行的保养.保养内容如下:(1)打扫、清洗汽车内外卫生。
(2)检查安全机构,各部件紧固和轮胎气压。
(3)检查添加燃料、润滑油、冷却水。
二、一级保养车辆每行驶500-300公里进行一次一级保养,以清洗、检查、润滑、紧固为主。
保养内容如下:(1)清洗化油器、空气、汽油滤清器,更换机油。
(2)按规定部位润滑脂,检查变速器、转向器,后桥的润滑油面高度,不足时添加。
(3)检查转向紧固情况,离合器自由行程,制动器磨擦片间隙和各部件连接部位的紧固情况.(4)检查灯光、分电器触点的工作情况,以及电池液液面高度。
(5)放出贮气筒的积水.二、二级保养车辆每行驶8000—12000公里进行一次二级保养,二级保养是除执行一级保养作业内容外,调整、检查发动机和底盘各部件工作情况,使其保持良好的技术状况。
保养内容如下:(1)清洗化油器、空气、燃油、机油粗滤清器、更换机油细滤清器,换机油。
(2)检查调整气门间隙,紧固发动机螺栓,检查发动机有无漏水、漏油情况。
(3)拆检发电机、起动机、清洗整流子和炭刷,润滑轴承.4.检查分电器技术状况,调整间隙.(4)检查电路、灯光、喇叭、雨刮工作情况。
(5)检查调整离合器与压板的间隙及踏板的自由行程.(6)检查转向器横直拉杆,转向节肖套、转向臂各接头的磨损情况,并调整前束。
(7)拆检转动轴万向节和轴承磨损情况,变速器二轴主减速器螺帽有无松动。
(8)查制器,拆制动鼓,紧固制动底板螺帽,制动蹄和制动鼓的磨损情况,调整间隙,油制动检查分原皮蜿有无咬死漏油,气制动换分原膜片,气管,调整制动踏板自由行程。
钻铣设备保养计划

一、目的 通过月保养,使设备在良好的运行条件下工作,降低机器的磨损,保证机床的精度, 延长设备的使用寿命,预防机器故障发生. 二、 范围 适用于钻铣厂所有数控设备 三、 操作指引 3.1 HITACHI 机月保养规范 3.1.1 执行日常保养的全部保养项目; 3.1.2 清洁 X、Y、Z 轴丝杠及 Z 轴培林和导轨,并用油抢加注同规格的润滑油,保 养周期为 4 个月 1 次; 3.1.3 清洁机床后柜控制柜,检查各散热电扇是否正常; 3.1.4 检查 QIC 切换是否正常,检查压力脚轴是否磨损需要更换等; 3.1.5 检查油冷机油位及油色是否需要添加或更换等; 3.1.6 做各轴 spindle 静态测试. 3.2 KLINGELNBERG 机月保养规范 3.2.1 执行日常保养的全部保养项目; 3.2.2 清洁 X、Y、Z 丝杆,并用手抹适量同规格润滑油; 3.2.3 用无尘纸沾酒精擦洗 XY 光学尺; 3.2.4 清洁保养控制柜的控制板,检查各散热扇是否正常,保养周期为 2 个月 1 次; 3.2.5 检查冷水机水位及水质,是否需要添加或更换等; 3.2.6 用酒精擦洗大理石台面及气脚轨迹等; 3.2.7 做各轴 spindle 静态测试.
文件名:
HITACHI 钻机保养规程
一、 目的 降低机器的磨损,使机器在良好环境下运行,避免断针偏孔等异常情况发生 二、 范围 适用于 HITACHI 机台 三、 操作规程指引 3.1 夹头清洗步骤 3.1.1 退刀,按 PARK 键,使机台停留在 PARK 位置。 3.1.2 按 P.FOOT UP 键,使压力脚抬起,拨下压力脚上的吸尘管。 3.1.3 在主轴下方放一废垫板,拿 CRC 润滑剂把喷管伸进主轴夹头内往夹头里喷 CRC 润滑清洗剂,同时快速按放主轴夹头打开关时间约为 3~4 秒。 3.1.4 拿掉喷管,按住夹头打开开关,拿 spindle 清洁棒伸进夹头旋转清洁夹头约 7~8 秒。 3.1.5 再用 CRC 润滑清洗剂喷管伸进主轴夹头喷 CRC 润滑清洗剂及同时开速按 放主轴夹头打开开关约 3~4 秒。 3.1.6 夹头清洗完毕后,按 P.FOOT UP 3.2 保养规范 3.2.1 每班清洗夹头 1 次 3.2.2 每班用鸡毛刷或酒精清洁机台及辅助设备,保持机床外部,及辅助设备清洁 无尘。 3.2.3 每班用吸尘器清理工作台面,及机床护套,确保机床清洁。 3.2.4 每班用毛刷清理 spindle,压力脚导杆等部分。 3.2.5 每班检查稳压电源输出是否正常,3 相 220~。 3.2.6 每班检查冷干机是否正常,气压是否在 6.0kg 以上。 3.2.7 每班检查油冷机油温是否正常 17±2℃,每班用吸尘清理其过滤网。 开关使压力脚放下
钻床定期保养表
6个月
6个月
1年
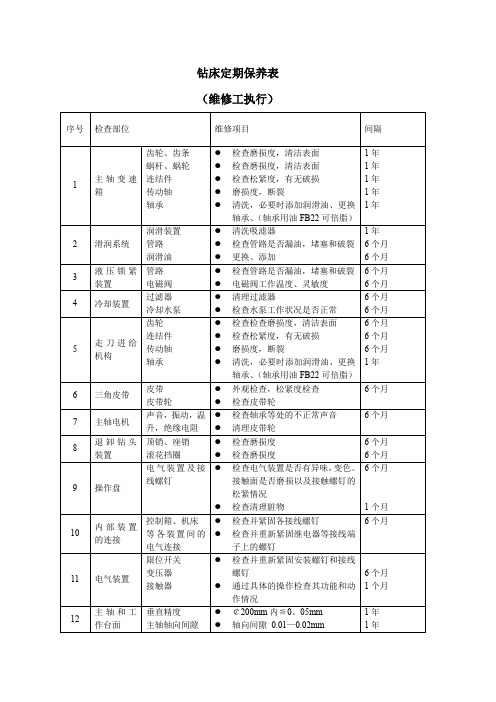
6
三角皮带
皮带
皮带轮
外观检查,松紧度检查
检查皮带轮
6个月
7
主轴电机
声音,振动,温升,绝缘电阻
检查轴承等处的不正常声音
清理皮带轮
6个月
8
退卸钻头装置
顶销、座销
滚花挡圈
检查磨损度
检查磨损度
6个月
6个月
9
操作盘
电气装置及接线螺钉
检查电气装置是否有异味,变色。接触面是否磨损以及接触螺钉的松紧情况
钻床定期保养表
(维修工执行)
序号
检查部位
维修项目
间隔
1
主轴变速箱
齿轮、齿条
蜗杆、蜗轮
连结件
传动轴
轴承
检查磨损度,清洁表面
检查磨损度,清洁表面
检查松紧度,有无破损
磨损度,断裂
清洗,必要时添加润滑油、更换轴承、(轴承用油FB22可倍脂)
1年
1年
1年
1年
1年
2
滑润系统
润滑装置
管路
润滑油
清洗吸滤器
检查管路是否漏油,堵塞和破裂
刮屑板是否损坏?
有故障报修处理
5
走刀进给机构
有无异响、噪音?
有故障报修处理
6
皮带
紧张力是否合适?
表面是否有裂纹或划伤?
有故障报修处理
7
管路、机床外观
是否有油泄漏?
是否有冷却液泄漏?
有故障报修处理
8
电机、主轴箱、其它一些旋转件
是否有噪音和振动?
移动是否平滑和正常?
有故障报修处理
9
移动部件
画室设备的保养与维修

画室设备的保养与维修画室是艺术家们进行创作的重要场所,保养和维修画室设备对于保持设备的良好状态和艺术家的创作积极性至关重要。
本文将重点介绍画室常见设备的保养与维修方法,旨在帮助艺术家们更好地管理和保护画室设备,提升工作效率和创作品质。
I. 画架的保养与维修画架是画室重要的辅助设备,用于支撑绘画画板或画布。
画架经常要承受绘画材料的重量和压力,因此保养和维修尤为重要。
1. 定期清洁画架表面。
使用尘埃刷或柔软的布轻轻擦拭画架表面,保持其干净整洁。
2. 检查并修复松动的螺丝和连接处。
定期检查画架的螺丝和连接处是否有松动现象,如有需要,使用扳手或螺丝刀进行紧固。
3. 注意画架的负载限制。
画架有一定的负载限制,艺术家在使用时要注意不要超过其承受范围,以免导致变形或损坏。
II. 调色台的保养与维修调色台是画室用于混合颜料和调配色彩的重要工具,正确保养和维修有助于延长其使用寿命。
1. 清洁调色台表面。
每次使用后,用湿布清洁调色台表面,确保无残留的颜料和颜料渍。
2. 防止颜料硬化。
为防止颜料在调色台上干燥和硬化,可以在调色台表面铺设一层湿布或用保鲜膜包裹。
3. 定期检查调色台的支撑结构。
调色台的支撑框架和脚架是其稳定性的关键,定期检查并修复松动或损坏的部件。
III. 刷子的保养与维修刷子是画室中不可或缺的工具,正确的保养可以延长刷子的寿命并保持其良好的绘画效果。
1. 温水清洗。
在使用不同颜料之间,用温水彻底清洗刷子毛,并用纸巾或干燥架将其吸干。
2. 避免长时间浸泡。
刷子不宜长时间浸泡在水中,以免导致刷毛分层或变形。
3. 定期修剪刷毛。
刷毛因为长时间使用会变得分叉或松散,定期修剪刷毛,保持其形状和刷画效果。
IV. 画布的保养与维修画布是绘画作品的承载媒介,正确的保养和维修可以延长画布的使用寿命和保持其良好的品质。
1. 定期清洁画布。
使用软毛刷轻轻刷掉画布表面的灰尘和污渍,避免使用含有酸性成分的清洁剂。
2. 避免阳光直射。
设备维护保养规程

设备维护保养规程目录1. 平床身数控车床维护保养规程表2. HTC2050数控车床维护保养规程表3. KIT450起亚数控车床维护保养规程表4. ML/MM/MH75螺杆式空气压缩机维护保养规程表5. 柴油机维护保养规程表6. 普通车床维护保养规程表7. 钻床维护保养规程表8. 铣床维护保养规程表9. 仪表车床维护保养规程表10. 平面磨床维护保养规程表11. 刨床维护保养规程表12. 氩弧焊机维护保养规程表13. 自动管焊电源维护保养规程表14. 弯管机维护保养规程表15. 扣压机维护保养规程表16. 金属带锯床维护保养规程表17. 螺母收口机维护保养规程表18. 扩口机维护保养规程表19. 金属圆锯机维护保养规程表20. 脉冲试验台维护保养规程表21. 激光打标机维护保养规程表22. 线切割机维护保养规程表平床身数控车床日检表1、操作人员上岗前必需熟练的撑握本机型的操作规程和维护规程,严格执行操作规程和维护保养项目。
2、本表项目适用CAK40100V、CAK6140V/1000、CAK6136V/750、CAK3675V沈数和CK6136济南数控、C2-6136HK重庆数控平床身数控车定期保养表(维修工执行)1、维修人员上岗前必需熟练的撑握本机型的维修保养规程,严格执行维护保养项目。
2、本表项目适用CAK40100V、CAK6140V/1000、CAK6136V/750、CAK3675V沈数和CK6136济南数控、C2-6136HK重庆数控HTC2050数控车床日检表(操作工执行)格执行操作规程和维护保养项目。
HTC2050数控车床定期保养表(维修工执行)维护保养项目。
KIT450起亚机床日检表(操作工执行)序号检查项目处理冷却风扇冷却风扇是否旋转有故障报修处理自动润滑各润滑点是否润滑正常润滑油箱油位(容量2公升G32号机床导轨油全年使用))有故障报修处理目测检查、警报检查液压油位液压油箱全年使用L-HL46抗磨液压油目测检查、警报检查回零检查冷却液面是否合适?使用G100冷却液中空油缸切削液回流是否阻塞返回原点重复数次返回原点重复数次切削液卡盘注油通用锂基脂作业前和作中进行卡盘清洁切屑和机床卫生每天一次作业前注油清洁作业后清洁注:操作人员上岗前必需熟练的撑握本机型的操作规程和维护规程,严格执行操作规程和维护保养项目。
维修保养计划表
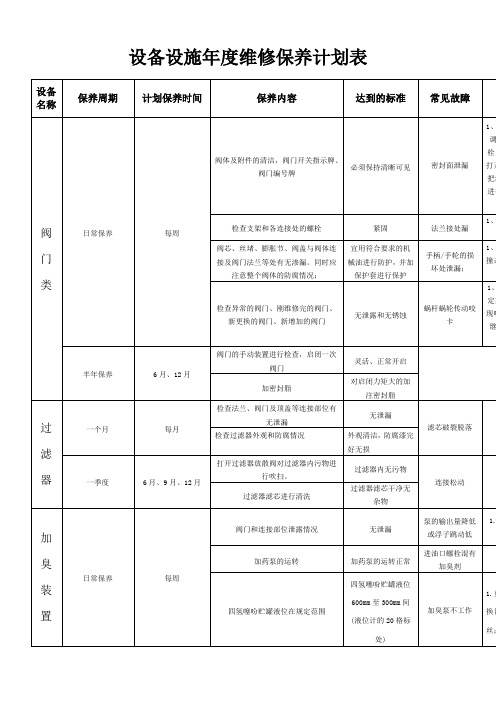
加药泵的运转正常
进油口螺栓混有加臭剂
更换膜片
四氢噻吩贮罐液位在规定范围
四氢噻吩贮罐液位600mm至300mm间(液位计的20格标处)
加臭泵不工作
1.重新合上电源开关;2.更换防爆开关;3.更换保险丝;4.接紧线路;
季度保养
6月、9月、12月
更换泵内机油
油质清澈,有无臭味
液位计液面不动
关闭输出阀打开回流阀运行
检查切断阀启动压力
符合规定值
不能切断
1.清洗阀口;2.更换阀杆;3.更换皮膜;
检查脱扣机构及传感器撞块的动作灵敏度
动作灵敏
检查切断阀切断后关闭是否严密
无泄漏
切断不能恢复
修复或更换.
开启手动切断旋钮
手动切断正常
单体调压器
月
每月
周围环境
无不安全因数
出口压力偏低
1、调节2、更换弹簧
卫生
整洁
出口压力不正常升高
无泄露和无锈蚀
蜗杆蜗轮传动咬卡
1、清楚脏物、保持清洁、定期加油;2、若操作时发现咬卡,阻力过大时,不能继续操作,就应该立即停止,彻底检查;
半年保养
6月、12月
阀门的手动装置进行检查,启闭一次阀门
灵活、正常开启
加密封脂
对启闭力矩大的加注密封脂
过滤器
一个月
每月
检查法兰、阀门及顶盖等连接部位有无泄漏
无泄漏
无漏漏气、堵塞
半年
4月、10月
检查加气枪单向阀
开口正常
给汽车加气加不满
1、清除中压或高压电磁阀中杂质2、将一台售气机停止工作;3、对储气瓶组扩容。
检查过滤器
过滤器内无污物
年
设备维护保养点检表大全含保养制度完整版
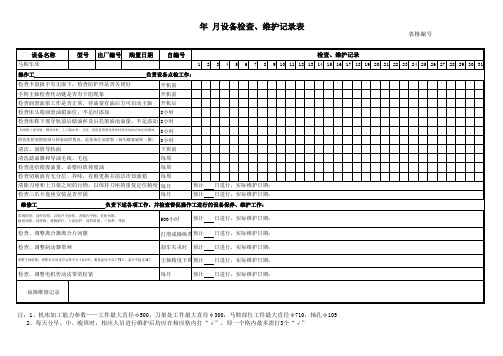
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——电气设备维护保养制度一、变压器1、每年清理一次外表积尘和其它污物,紧固导体连接螺栓。
设备维护保养规定明细表

表单编号:XX-CW15011 版本:第一 版
年 月日
4次/年
3).控制软件的测试
4).各级权限的设置
1).机房内各级防雷保护状态的检查
8 防雷系统 2).静电地网、逻辑地网的设计及连接情况
3).等电位均压的连接检测
1).机房卫生清洁(天花、地板、玻璃) 9 材料部份
2).材料更换或维修 1).提取被保修设备的主要性能指标图表,并对其进行可用性 评估 2).全面检查被保养设备的日志,分析异常情况,提出处理建 议 10 KVM系统 3).对比设备的实际功能,分析设备使用的合理性,提出设备 合理使用、软件功能优化的建议 4).评估被保修设备运行过程中可能存在的风险,提出整改建 议
XXX食品集团有限公司
机房维保明细表
序号 系统名称
保养范围
1).调平天花、地板、检查并维修启角或开裂部位等
2).地板调平、闭门器、地弹簧加润滑油等的使用情况
1 装饰系统 3).防火玻璃、钢化玻璃、地角线等密封情况
4).检查并维修强、弱电插座板是否松动或断开连接等
1).市电配电箱、UPS配电柜的运行情况
4).防火阀的使用状态
1).感烟、感湿探头测试
2).报警主机的测试
6
பைடு நூலகம்
环境监控 3).短信发射器的使用情况 系统 4).漏水检测绳的测试
保养计划 4次/年 2次/年 2次/年 2次/年 1次/年 4次/年
6
环境监控 系统
5).监控主机的测试
6).摄像机的画面调整等
1).故障检测与调试
2).读卡器、电插锁、控制面板的设置 7 门禁系统
4次/年
D、测量每块电池的浮充电压
台钻日常维护保养点检记录表格
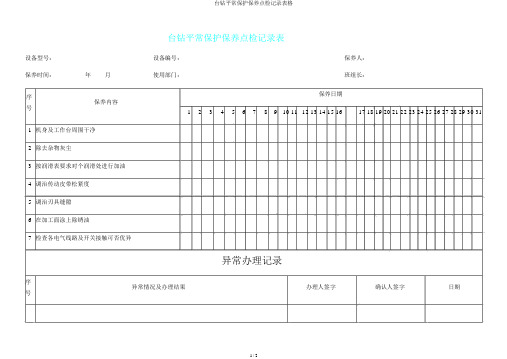
台钻平常保护保养点检记录表
设备型号:设备编号:保养人:保养时间:年月使用部门:班组长:
序
保养日期保养内容
号
12345678910 1112 1314 15 1617 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1机身及工作台周围干净
2除去杂物灰尘
3按润滑表要求对个润滑处进行加油
4调治传动皮带松紧度
5调治刃具缝隙
6在加工面涂上除锈油
7检查各电气线路及开关接触可否优异
异常办理记录
序
异常情况及办理结果办理人签字确认人签字日期
号
注: 1、本表每日由保养负责人按要求逐项进行点检并记录,每个月由管理人员收集、整理、保存。
2、每日生产前后都要对设备进行保养,保养后,用“√”标示,“×”表示有异常情况。
3、应在“异常情况记录”栏予以记录,并联系相关人员办理。
【通用】机械设备维修保养记录表.doc
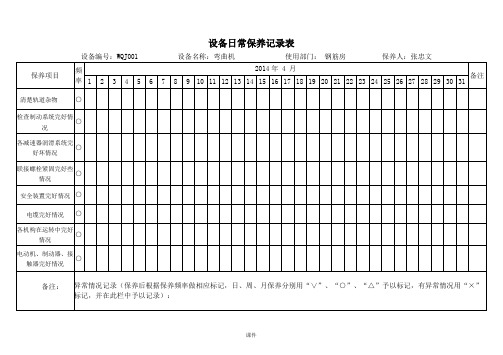
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
设备日常保养记录表
你在谁面前最蠢,就是最爱谁。
其实恋爱就这么简单,会让你智商下降,完全变了性格,越来越不果断。
所以啊,不管你有多聪明,多有手段,多富有攻击性,真的爱上人时,就一点也用不上。
这件事情告诉我们。
谁在你面前很聪明,很有手段,谁就真的不爱你呀。
遇到你之前,我以为爱是惊天动地,爱是轰轰烈烈抵死缠绵;我以为爱是荡气回肠,爱是热血沸腾幸福满满。
我以为爱是窒息疯狂,爱是炙热的火炭。
婚姻生活牵手走过酸甜苦辣温馨与艰难,我开始懂得爱是经得起平淡。
03 设施保养项目表
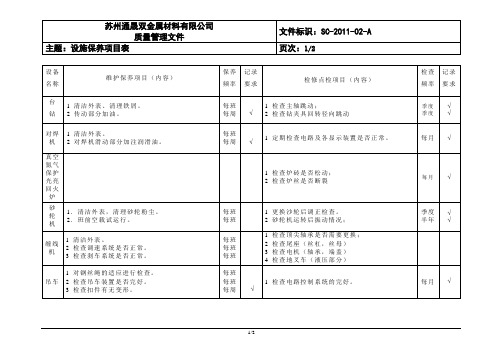
维护保养项目(内容)
保养频率
记录要求
检修点检项目(内容)
检查频率
记录要求
台
钻
1清洁外表、清理铁屑。
2传动部分加油。
每班
每周
√
1检查主轴跳动;
2检查钻夹具回转径向跳动
季度
季度
√
√
对焊机
1清洁外表。
2对焊机滑动部分加注润滑油。
每班
每周
√
1定期检查电路及各显示装置是否正常。
每月
√
真空氮气保护光亮回火炉
2检查调速系统是否正常。
3检查定期更换润滑油
4检查压线滚轮
每班
每班
每周
每周
√
√
1定期磨大盘。(光亮、平滑)
2检查传动系统部分(电机及减速机轴承)
3检查线框底座平衡度
每月
√
缓锻机
1清洁外表。
2检查循环油的油路是否畅通。
每班
每周
√
1定期更换循环油。
2对启闭开关检修。
3检查环锻机轴承
4检查滚尖模
季度
√
√
编制:日期:
1检查炉砖是否松动;
2检查炉丝是否断裂
每月
√
砂
轮
机
1.清洁外表,清理砂轮粉尘。
2.班前空载试运行。
每班
每班
1更换沙轮后调正检查。
2砂轮机运转后振动情况;
季度
半年
√
√
缠线机
1清洁外表。
2检查调速系统是否正常。
3检查刹车系统是否正常。
每班
每班
每班
1检查顶尖轴承是否需要更换;
2检查尾座(丝杠,丝母)
台钻设备日常保养记录表

3
经常保持设备清洁,工作 后做好清理工作
4
5
6
保养人签名
保养时间
时
分
维修责任人签名
注:1. 各项目在检查时如果OK,要相应的表格内填"OK",如果NG,则在相应的格内填"×"。 2. 如果不正常请与设备部联系。 3. 字迹工整,填写全名,时间填为时分。 4.每日设备部对保养情况进行查核,责任人进行监督。
表格编号/版次:QR-0005-04/A00
设备日常保养记录表
年
月
设备名称:台钻
设Байду номын сангаас编号:
责任人:
序号
项目/日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 经常检查皮带的磨损情况
经常检查设备的各个螺栓
2 松紧情况,同时对转动部
台钻日常维护保养点检记录表

处理人签名
确认人签名
日期
保养时间:
年 月
使用部门:
班组长:
注:1、本表每日由保养负责人按要求逐项进行点检并记录,每月由管理人员收集、整理、保存。
2、每天生产前Leabharlann 都要对设备进行保养,保养后,用“▽标示,“ 乂’表示有异常情况。
3、应在“异常情况记录”栏予以记录,并联系相关人员处理。
序
号
保养内容
保养日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
3C
31
1
机身及工作台周围清洁
2
清除杂物灰尘
3
按润滑表要求对个润滑处进行加油
4
调节传动皮带松紧度
5
调节刃具间隙
6
在加工面涂上除锈油
7
检查各电气线路及开关接触是否良好
异常处理记录
序
号