凸轮轴加工自动线机械手
毕业设计课题名字
.杠杆工艺和工装设计2.活塞的机械加工工艺,典型夹具及其CAD设计3.过桥齿轮轴机械加工工艺规程4.FA311A一三排罗拉支架加工工艺设计。
5.CA6140车床后托架加工工艺及夹具设计31001-后托架6.WHX112减速机壳加工工艺及夹具设计7.WH212减速机壳体加工工艺及夹具设计8.CA6140拔叉零件的加工工艺及夹具的设计9.CA6140车床齿轮工艺规程与夹具设计10.拖拉机拔叉零件的加工工艺及夹具的设计11.拨叉80-08的加工工艺及夹具设计12.拨叉(12-07-05)加工工艺及夹具设计13.CA6140拨叉83001-8300914.变速器换档叉的工艺过程及装备设计15.29323联轴器的加工16.后钢板弹簧吊耳加工工艺及夹具设计17.连杆孔加工工艺与夹具设计18.连杆体的机械加工工艺规程的编制19.锡林右轴承座组件工艺及夹具设计20.内齿圈成组数控加工工艺及其钻床夹具设计21.溜板工艺极其挂架式双引导镗床夹具22.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计23.挂轮架轴工艺过程及工装设计24.道奇T110总泵缸加工25.共轭凸轮的设计制造(CADCAM)及工艺26.空压机吸气阀盖头加工工艺编程及夹具27.CA6140车床齿轮工艺规程与夹具设计28.点焊机上电极臂机械加工专用夹具29.变速齿轮箱(394)加工工艺分析和编程30.CA6136车床手柄座工艺及夹具设计31.三用阀右阀筒工艺规程及夹具设计32.美国赛车连杆工艺规程编制33.天线塑胶主体件加工工艺的设计与制造34.超细长轴车削加工工装设计35.轴套零件的机械加工工艺规程及夹具设计36.箱体零件的机械制造工艺与夹具设计37.方向机壳钻夹具设计38.轴承座加工工艺及夹具设计39.活塞结构设计与工艺设计(课程设计)40.750发动机前机体机加工艺及钻模设计41.NF125曲轴左部零件的机加工艺及铣床夹具设计42.车床尾座体工艺工装设计(钻Φ14斜孔夹具)43.机器人大臂支耳加工工艺设计44.蜗轮减速器机盖加工工艺及部分工装设计45.齿轮泵后盖加工工艺与钻6-?14联接孔夹具设计模具类课题130.塑料后盖注塑模设计131.PP(聚丙烯共聚物)直弯管的设计。
直动型弧面凸轮机械手的设计
引言间歇传动是自动机械和半自动机械中常用的机械传动方式之一,其作用是使设备中某些构件产生周期性的运动和停歇。
常见的机构如棘轮机构、槽轮机构等均存在着诸如振动、冲击严重;动载荷大、磨损剧烈;定位精度低等缺陷,从而大大限制了其发展和使用。
近年来,随着CAD/CAM的发展,在凸轮的设计、制造中提供了良好的帮助。
在数控机床上人们用包络原理可较容易的加工出无理论误差的凸轮轮廓面。
从而使凸轮机构广泛用于多种场合。
在美国、日本等国,间歇凸轮机构已形成了众多系列化产品,用户可很方便地根据自己需要选购合适的凸轮装置。
其中美国CAMCO、日本三兴线材工业株式会社品种较齐全。
在我国,凸轮间歇装置虽未形成工业化、系列化产品,但也有一些单位进行了长期的研究开发工作。
有些已具备了设计制造各种凸轮间歇装置的能力。
且对于弧面凸轮间歇摆动驱动装置类型的产品,在国内尚未出现或尚未得到广泛应用。
它的研究、设计、开发、推广可广泛应用于冲模送料及其他自动机械生产线中,具有广泛的推广应用前景。
第一章绪论1.1课题的背景及意义当前机械产品正沿着两个方向发展,一是大型化、自动化、成型化;二是小型化、多功能、结构简单、使用可靠。
在此发展过程中,各种各样的自动机械占有令人注目的地位。
近年来,随着社会的发展,机械与自动控制技术结合已成为现代机械制造生产系统中一个重要组成部分。
它的发展很快融和了当今先进的自控技术、信息处理技术、先进制造技术等新兴技术,逐渐形成了一门新的科学。
通过前些天参观中国西部国际装配制造业博览会,对此也感受颇深。
尽管此自动机械手发展很快,但仍不能取代纯机械的机械手,因为后者在可靠性尤其是价格方面都具有十分突出的优越性。
弧面凸轮机械手作为一种新型机械手,具有结构紧凑、可靠性好、成本低、精度高的特点,在现代场合仍具有十分重要的地位。
弧面凸轮机械手可以代替工人机械而繁重的劳动,是一种高效的自动化生产设备。
在国外,特别是美国、日本已有其定型产品。
数控专业毕业设计论文题目集合
1.机电系统DSP通用控制平台设计通用控制平台设计2.基于PLC的远程监控系统设计的远程监控系统设计3.基于PLC的真空镀膜机系统设计的真空镀膜机系统设计4.基于RS-485串行通信标准的数控系统运动控制器的设计串行通信标准的数控系统运动控制器的设计5.基于PLC的自动换刀系统设计的自动换刀系统设计6.嵌入式远程环境数据监控终端的设计.嵌入式远程环境数据监控终端的设计7.柔性臂结构和控制系统设计.柔性臂结构和控制系统设计8.数字变频空调智能控制系统设计.数字变频空调智能控制系统设计9.基于PLC的电梯控制系统设计的电梯控制系统设计10.智能控制系统中的实时数据采集与处理系统设计智能控制系统中的实时数据采集与处理系统设计2支承套零件数控加工工艺分析及工艺装备设计支承套零件数控加工工艺分析及工艺装备设计1数控铣床加工链轮的毕业设计数控铣床加工链轮的毕业设计的电梯设计基于plc的电梯设计的变频恒压供水系统的设计基于plc的变频恒压供水系统的设计的污水处理系统基于plc的污水处理系统的自动售货机的设计基于plc的自动售货机的设计的温度湿度检测和显示系统设计基于plc的温度湿度检测和显示系统设计CAD-CAM 毕业设计直齿圆锥齿轮毕业设计 直齿圆锥齿轮数控专业毕业设计汇总数控专业毕业设计汇总1.机械毕业论文:X62W铣床数控化改造设计铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计组合机床设计4.机械毕业论文:普通铣床数控化改造设计机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计控制系统设计6.加工中心侧铣头结构设计加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计数控回转工作台设计9.数控车零件工艺设计及NC程序编制程序编制10.普通CA6140车床的经济型数控化改造设计车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计工作台设计12.常州井关农机加工工艺过程及数控编程常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工的典型零件的编程与加工15.车载机械自动调平机械系统设计车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计刨床推动架加工工艺及夹具设计46.数控毕业设计:高中压外缸毕业设计论文附cad图纸及编程程序图纸及编程程序47.数控加工毕业论文:二维奥迪车标设计论文下载含NC编程编程48.机械毕业设计:数控钻床横、纵两向进给系统的设计论文下载含cad图纸图纸49.机械毕业论文:经济型数控车床控制系统设计论文下载含cad图纸图纸50.汽车空调器前缸盖数控加工工艺的制订及夹具设计汽车空调器前缸盖数控加工工艺的制订及夹具设计51.气门摇臂轴支座加工工艺及夹具设计气门摇臂轴支座加工工艺及夹具设计52.输出轴工艺与工装设计输出轴工艺与工装设计53.数控龙门铣床立铣头部件设计数控龙门铣床立铣头部件设计54.通风安全节能监控系统设计通风安全节能监控系统设计55.铝线及CP送丝装置设计与典型零件数控加工送丝装置设计与典型零件数控加工56.自动给料装置传动系统设计自动给料装置传动系统设计57.R180柴油机曲轴工艺设计及夹具设计柴油机曲轴工艺设计及夹具设计58.推动架加工工艺规程设计推动架加工工艺规程设计59.支承套零件的专用夹具设计支承套零件的专用夹具设计60.CA6140杠杆加工工艺及夹具设计杠杆加工工艺及夹具设计61.阀堵工艺工装设计及CAD/CAM 62.CA6140车床拨叉C加工工艺及夹具设计加工工艺及夹具设计63.CA6140车床拨叉A加工工艺及夹具设计加工工艺及夹具设计64.468Q发动机缸体双面卧式钻床总体设计及左主轴箱设计发动机缸体双面卧式钻床总体设计及左主轴箱设计65.专用榫齿铣PLC电气控制系统设计电气控制系统设计66.气门摇臂轴支座的机械加工工艺及夹具设计气门摇臂轴支座的机械加工工艺及夹具设计67.CA6140普通车床的数控化改造设计普通车床的数控化改造设计68.加工中心主传动系统(电主轴)设计加工中心主传动系统(电主轴)设计69.靠模攻丝组合机床设计靠模攻丝组合机床设计70.XK5025型数控立铣床自动换刀装置设计型数控立铣床自动换刀装置设计71.卧式加工中心自动换刀机械手设计卧式加工中心自动换刀机械手设计72.CA6410车床拨叉831002加工工艺和夹具设计加工工艺和夹具设计73.齿轮箱工艺钻2-φ20孔工装及专机设计孔工装及专机设计74.齿轮箱工艺钻孔工装及专机设计齿轮箱工艺钻孔工装及专机设计75.送料机械手设计送料机械手设计76.CAK6150普通车床的数控化改造普通车床的数控化改造77.活塞工艺夹具设计活塞工艺夹具设计78.轻型液压浅孔钻机设计轻型液压浅孔钻机设计79.啤酒周转箱注射机液压系统设计啤酒周转箱注射机液压系统设计80.斜胶胎2号成型机四连杆式后压滚设计号成型机四连杆式后压滚设计81.毕业设计:4102机体主凸孔扩孔镗削加工夹具设计机体主凸孔扩孔镗削加工夹具设计82.机械毕业设计:缸阀体的工艺分析及夹具设计缸阀体的工艺分析及夹具设计83.机械毕业设计:凸轮轴零件工艺规程设计凸轮轴零件工艺规程设计84.机械毕业设计:CA6140下部刀架的工艺工装的设计下部刀架的工艺工装的设计85.大学机械毕业设计:机车凸轮轴工艺夹具设计机车凸轮轴工艺夹具设计86.机械毕业设计:汽车后桥壳体工艺夹具设计汽车后桥壳体工艺夹具设计87.机械毕业设计:三坐标数控铣床设计三坐标数控铣床设计本毕业设计很完整,可以直接使用本毕业设计很完整,可以直接使用如果需要请联系 Email:************* 如果需要请联系QQ:624682020 下载地址:下载地址:还没有添加下载地址! 数控专业毕业设计论文题目汇总数控专业毕业设计论文题目汇总1.机械毕业论文:X62W铣床数控化改造设计铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计组合机床设计4.机械毕业论文:普通铣床数控化改造设计机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计控制系统设计6.加工中心侧铣头结构设计加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计数控回转工作台设计9.数控车零件工艺设计及NC程序编制程序编制10.普通CA6140车床的经济型数控化改造设计车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计工作台设计12.常州井关农机加工工艺过程及数控编程常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工的典型零件的编程与加工15.车载机械自动调平机械系统设计车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计具设计21.杠杆工艺和工装设计毕业设计论文杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计车床后托架加工工艺及夹具设计 28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计减速机壳加工工艺及夹具设计 29.汽车变速箱加工工艺及夹具设计汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计空气压缩机曲轴零件机械加工工艺及夹具设计 31.拨叉加工工艺及夹具设计拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计柴油机曲轴加工工艺规程及夹具设计 41.机械毕业设计:推动架零件加工工艺及工艺装备设计推动架零件加工工艺及工艺装备设计 42.机械毕业设计:柴油机曲轴工艺规程设计柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计刨床推动架加工工艺及夹具设计机械机电数控模具电气专业课题如下: (数控专业课题1-16) 1.C616型普通车床改为经济型数控机床. . 2.CA61402.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计 3.c6150普通机床的自动化改造普通机床的自动化改造4.C620普通车床进行数控改造普通车床进行数控改造5.CA6150车床横向进给改造的设计改造的设计6.CA6150车床主轴箱设计车床主轴箱设计7.CJK6256B 简易数控车床的的设计简易数控车床的的设计8.XKA5032AC 数控立式升降台铣床自动换刀装置(刀库式)设计数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制 10.共轭凸轮的设计制造(CADCAM)及工艺及工艺 11.行星架的数控加工与选用行星架的数控加工与选用 12.空压机吸气阀盖头加工工艺编程及夹具阀盖头加工工艺编程及夹具 13.300X400数控激光切割机设计数控激光切割机设计 14.数控机床位置精度的检测及补偿及补偿 15.数控机床位置精度及标准数控机床位置精度及标准 16.数控铣床工作台仿真实验系统的开发数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42) 17.杠杆工艺和工装设计杠杆工艺和工装设计 18.活塞的机械加工工艺,典型夹具及其CAD 设计设计 19.过桥齿轮轴机械加工工艺规程过桥齿轮轴机械加工工艺规程 20.FA311A 一三排罗拉支架加工工艺设计一三排罗拉支架加工工艺设计21.CA6140车床后托架加工工艺及夹具设计31001-后托架后托架 22.WHX112减速机壳加工工艺及夹具设计夹具设计 23.WH212减速机壳体加工工艺及夹具设计减速机壳体加工工艺及夹具设计 24.CA6140拔叉零件的加工工艺及夹具的设计具的设计 25.拖拉机拔叉零件的加工工艺及夹具的设计拖拉机拔叉零件的加工工艺及夹具的设计 26.拨叉80-08的加工工艺及夹具设计 27.拨叉(12-07-05)加工工艺及夹具设计加工工艺及夹具设计 28.CA6140拨叉81002-81005 29.变速器换档叉变速器换档叉的工艺过程及装备设计的工艺过程及装备设计 30.差速器壳体工艺及镗工装设计差速器壳体工艺及镗工装设计 31.T350搅拌机工艺工装设计搅拌机工艺工装设计 32.29323联轴器的加工联轴器的加工 33.后钢板弹簧吊耳加工工艺及夹具设计后钢板弹簧吊耳加工工艺及夹具设计 34.连杆孔加工工艺与夹具设计设计 35.连杆体的机械加工工艺规程的编制连杆体的机械加工工艺规程的编制 36.锡林右轴承座组件工艺及夹具设计锡林右轴承座组件工艺及夹具设计 37.内齿圈成组数控加工工艺及其钻床夹具设计圈成组数控加工工艺及其钻床夹具设计 38.基于Mastercam 的收音机上壳的模具设计与加工的收音机上壳的模具设计与加工 39.溜板工艺极其挂架式双引导镗床夹具溜板工艺极其挂架式双引导镗床夹具 40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计夹具设计 41.挂轮架轴工艺过程及工装设计挂轮架轴工艺过程及工装设计 42.道奇T110总泵缸加工总泵缸加工 (机械机电设计类及PLC 控制类课题43-120) 43.A272F 系列高速并条机车头箱设计系列高速并条机车头箱设计 44.A272F 系列高速并条机车尾箱设计。
凸轮轴机床的工件输送机构的毕业设计

凸轮轴机床的工件输送机构的设计摘要在现代企业生产过程中,生产线零件的输送是非常重要的工作之一,随着生产自动化的发展,目前,这一工作已由机械手的自动搬运逐渐替代传统的人工完成。
机械手的出现在减轻工人劳动强度和难度、提高工作效率和质量、降低生产成本上做出了突出贡献,机械手的发展在企业的发展和创收上起到了举足轻重的作用。
机械手是模仿着人手的部分动作,按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。
工业机械手是近几十年发展起来的一种高科技自动生产设备。
本课题设计一种在七工位凸轮轴加工机床上应用的机械手,用于实现工件的输送。
明确机械手的功能、技术参数、工作原理、主要结构及特点。
要求结构简单、抓取重量大、开合行程长、运行可靠,从而提高生产效率。
关键字:机器人;抓取装置;工业机械手;手爪CAM shaft of machine tool workpiece conveyingmechanism designAbstractIn the modern enterprise production process, the delivery of parts of the production line is one of the very important work, with the development of production automation, this work by the automatic handling of the robot gradually replace the traditional manual. Reduce labor intensity and difficulty, improve work efficiency and quality, reduce production costs, the emergence of robot made outstanding contributions to the development of the robot has played a pivotal role in the development of enterprises and income-generating. The robot is imitating the action of manpower, the robotic device used to automatically capture, handling or operation to achieve a given program, track and requirements.The industrial robot is a high-tech automated production equipment developed in recent decades. The design of this project an application in the the seven stations camshaft machine tools, robots, used to implement the delivery of the workpiece. Clear function of the robot, the technical parameters, it works, the main structure and characteristics. Requirements of the structure is simple, grab the weight, opening and closing stroke, reliable operation, thereby enhancing production efficiency.Keywords:robot ;grasping device;industrial manipulator;gripper目录1绪论 ............................................ 错误!未定义书签。
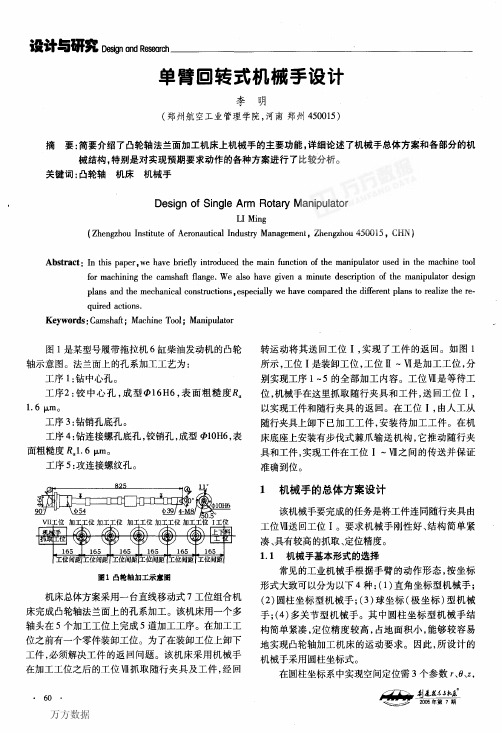
单臂回转式机械手设计
设计与研究Des'叼n and R洲fch
单臂回转式机械手设计
奉明
o
/1
LI Ming
(Zhengzhou Institute of Aeronautical Industry Management,Zhengzhou 450015,CHN)
Abstract:In this paper,we have briefly introduced the main function of the manipulator used in the machine tool for machining the camshaft flange.We also have given a minute description of the manipulator design plans and the mechanical constructions,especially we have compared the different plans to realize the re— quired actions.
2.会议论文 陈镇发.王群 双工位喷油泵凸轮轴淬火机床
3.学位论文 王振国 凸轮轴靠模磨削机床的数控技术研究 2000
针对广泛使用的摇摆式凸轮轴靠模磨床加工精度和加工效率较低的现状,进行了凸轮轴无靠CNC磨床的数字化控制技术研究.提出了采用基于工业PC的 开放式数控系统和数字伺 服的位置控制方式进行运动控制,完成包络磨削的方案.分析了凸轮轴型线磨削的包络加工原理、升程误差的影响因素.重点解 决了凸轮型线磨削运动数学模型建立、工件变转速控制、砂轮半径磨损补偿、多约束凸轮型线节点插补、数字伺服的位置控制及相关电路等关键性问题 .研究了Windows95平台下硬件中断技术,运用插补计算与伺服控制相分离、双缓冲区 前后台实时通讯等技术,进行了数控系统的软硬件开发.实现了凸轮 轴磨削的数字化控制.通过伺服驱动实验表明,方案正确可靠,适于进行摇摆式凸轮轴靠模磨床的数控化改造.
机械制造毕业设计题目

机械制造毕业设计题目机械专业毕业设计题目「汇总」以下是关于机械设计制造及其自动机专业毕业设计题目大全。
希望能够帮到大家!基于数控专业毕业设计1.C616型普通车床改为经济型数控机床.2.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3.c6150普通机床的自动化改造4.C620普通车床进行数控改造5.CA6150车床横向进给改造的设计6.CA6150车床主轴箱设计7.CJK6256B简易数控车床的的设计8.XKA5032AC数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制10.共轭凸轮的设计制造(CADCAM)及工艺11.行星架的数控加工与选用12.空压机吸气阀盖头加工工艺编程及夹具13.300X400数控激光切割机设计14.数控机床位置精度的检测及补偿15.数控机床位置精度及标准16.数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42)17.杠杆工艺和工装设计18.活塞的机械加工工艺,典型夹具及其CAD设计19.过桥齿轮轴机械加工工艺规程20.FA311A一三排罗拉支架加工工艺设计。
21.CA6140车床后托架加工工艺及夹具设计31001-后托架22.WHX112减速机壳加工工艺及夹具设计23.WH212减速机壳体加工工艺及夹具设计24.CA6140拔叉零件的加工工艺及夹具的设计25.拖拉机拔叉零件的加工工艺及夹具的设计26.拨叉80-08的加工工艺及夹具设计27.拨叉(12-07-05)加工工艺及夹具设计28.CA6140拨叉81002-8100529.变速器换档叉的工艺过程及装备设计30.差速器壳体工艺及镗工装设计31.T350搅拌机工艺工装设计32.29323联轴器的加工33.后钢板弹簧吊耳加工工艺及夹具设计34.连杆孔加工工艺与夹具设计35.连杆体的机械加工工艺规程的编制36.锡林右轴承座组件工艺及夹具设计37.内齿圈成组数控加工工艺及其钻床夹具设计38.基于Mastercam的收音机上壳的模具设计与加工39.溜板工艺极其挂架式双引导镗床夹具40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计41.挂轮架轴工艺过程及工装设计42.道奇T110总泵缸加工机械机电设计类及PLC控制类课题43-12043.A272F系列高速并条机车头箱设计44.A272F系列高速并条机车尾箱设计。
加工中心机械手换刀与主轴凸轮松刀的联动技术

加工中心机械手换刀与主轴凸轮松刀的联动技术高永强;李全普;李凯【摘要】加工中心机床主轴的双凸轮联动换刀是利用电动机驱动松刀凸轮,实现主轴的松刀动作的同时带动链条传动给机械手换刀凸轮,实现换刀动作,从而使松、换刀同时完成,提高了换刀时间.%There is a kind of changing tool with double-cam linkage applied to spindle of the horizontal machining center, and the cams are driven by motor. Spindle loosening-tool can drive chains to manipulator changing tool, this structure makes the two actions being completed at the same time and shorten the time for changing tool.【期刊名称】《制造技术与机床》【年(卷),期】2011(000)012【总页数】3页(P204-206)【关键词】加工中心;主轴;换刀时间;双凸轮联动【作者】高永强;李全普;李凯【作者单位】大连华根机械有限公司,辽宁大连116620;大连华根机械有限公司,辽宁大连116620;大连华根机械有限公司,辽宁大连116620【正文语种】中文【中图分类】TH122机床的运行速度对于客户来说很重要,直接影响到加工工件的节拍时间。
高速切削特别是有色金属加工,机床的辅助时间占据50%以上。
缩短辅助时间就能提高切削效率,双凸轮换刀技术可缩短换刀时间40%。
1 国内加工中心的换刀机构现状目前国内加工中心产品的换刀机构可分为两种:液压机械手式和凸轮机械手式。
其中应用广泛的为凸轮机械手换刀,具体结构和动作循环如图1和图2。
主轴松刀和刀库换刀两个动作独立完成,通过电信号控制相互完成时间和顺序。
凸轮轴装配的过程说明

凸轮轴是活塞发动机里的一个部件。
它的作用是操控气门的敞开和闭合动作。
虽然在四冲程发动机里凸轮轴的转速是曲轴的一半(在二冲程发动机中凸轮轴的转速与曲轴一样),不过通常它的转速仍然很高,并且需求接受很大的扭矩,因而规划中对凸轮轴在强度和支持方面的需求很高,其原料通常是特种铸铁,偶然也有选用锻件的。
因为气门运动规则关系到一台发动机的动力和工作特性,因而凸轮轴规划在发动机的规划进程中占有着十分重要的地位。
当前,大多数发动机制作公司都选用整体式凸轮轴,其资料有的选用中碳低合金锻钢(经高频淬火),有的选用球墨铸铁。
整体式凸轮轴加工技术包含粗加工、半精加工和精加工。
出产中选用自动线多工位机床,设备出资较大,出产线占地面积多,出产成本较高。
而装置式凸轮轴只需半精加工和精加工,凸轮、齿轮、轴套可选用不一样的资料,因而商品质量可减轻30%~50%,可柔性化出产,设备出资小,出产线占地面积少,出产成本较低。
装置式凸轮轴技术流程装置式凸轮轴技术流程为校直→加工两头面基地孔、螺纹孔、驱动孔(2台加工基地并行加工)→车轴颈、齿轮毛坯、前止端面及导向轮毂→磨轴颈及导向轮毂→滚齿→压销→磨凸轮(3台磨床并行加工)→凸轮淬火→去毛刺→校直轴颈→凸轮轴颈及凸轮抛光→清洗→归纳检查。
装置式凸轮轴内凸轮、轴套、偏疼环、齿轮等零部件先后联成完好凸轮轴。
装置进程是人工将一切凸轮轴拼装。
部件包含凸轮、主轴颈、齿坯放到装置上料盒中,钢管穿到各部件孔中,在装置上料盒中进行初定位。
发动设备后,该上料盒进入设备中,首先用工装测头进行部件到位检查,并验证凸轮放置方位是不是准确。
验证通往后,运用机械手将凸轮轴上料到凸轮轴压球工位,然后各部件定位块发动以准确定位凸轮、轴颈、齿轮。
机械手的发展史
机械手的发展史机械手发展概述机械手是近几十年发展起来的一种高科技自动化生产设备,它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用1机械手发展史机械手是在机械化,自动化生产过程中发展起来的一种新型装置。
它是机器人的一个重要分支。
它的特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
在现代生产过程中,机械手被广泛的运用于自动生产线中,机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
机械手首先是从美国开始研制的。
1958年美国联合控制公司研制出第一台机械手。
它的结构是:机体上安装一个回转长臂,顶部装有电磁块的工件抓放机构,控制系统是示教形的。
1962年,美国联合控制公司在上述方案的基础上又试制成一台数控示教再现型机械手。
商名为Unimate (即万能自动)。
运动系统仿照坦克炮塔,臂可以回转、俯仰、伸缩、用液压驱动;控制系统用磁鼓作为存储装置。
不少球坐标通用机械手就是在这个基础上发展起来的。
同年,美国机械制造公司也实验成功一种叫Vewrsatran机械手。
该机械手的中央立柱可以回转、升降采用液压驱动控制系统也是示教再现型。
这两种出现在六十年代初的机械手,是后来国外工业机械手发展的基础。
1978年美国UniUnimatemate公司和斯坦福大学,麻省理工学院联合研制一种Unimate-Vicarm型工业机械手,装有小型电子计算机进行控制,用于装配作业,定位误差小于土1毫米。
联邦德国KnKa公司还生产一种点焊机械手,采用关节式结构和程序控制目前,机械手大部分还属于第一代,主要依靠人工进行控制;改进的方向主要是降低成本和提高精度。
第二代机械手正在加紧研制。
它设有微型电子计算控制系统,具有视觉、触觉能力,甚至听、想的能力。
生产线上的机械手原理

生产线上的机械手原理
生产线上的机械手是一种自动化设备,用于实现工业生产的自动化和智能化。
机械手主要由结构、传动、控制和感知四个部分组成。
结构部分包括底座、支架、臂和手等组件,通过各个组件之间的连接和关节运动,实现机械手的灵活性和多样化操作。
传动部分通常采用电机、减速器和传动装置等机械元件,用于产生力和运动,将电能转化为机械能,并将运动传递到机械手的各个部分。
控制部分是机械手的大脑,包括控制器、编程器和传感器等设备。
控制器通过编程器对机械手进行程序设置,控制各个关节的运动和动作序列,实现机械手的精确操作和自动化控制。
感知部分是机械手与环境进行交互的重要组成部分,包括传感器、视觉系统和力/力矩传感器等。
传感器用于获取环境信息,如物体位置、形状和力度等,通过这些信息,机械手可以实现精确抓取和操作。
机械手的工作原理是通过控制系统对机械手的各个部分进行控制和调节,使其按照预设的程序进行工作。
通过结构、传动、控制和感知等部分的协同作用,机械手能够完成各种复杂的操作,提高生产效率和质量,并减少人力成本。
机械类毕业设计题目

139.外行星摆线马达结构设计
140.旋转门的设计
141.液位平衡控制系统实验装置设计
142.J45-6.3型双动拉伸压力机的设计
143.CG2-150型仿型切割机设计
144.CG2-150型仿型切割机设计2
145.X700涡旋式选粉机设计
146.桥式起重机起升机构设计
130.Ф3.2x10m机立窑(总体、窑体、卸料部件)设计
131.面筋成形生产线设计
132.面筋成型机设计
133.φ2600筒辊磨液压系统及料流控制装置设计
134.φ2600筒辊磨压辊及加压、卸料装置设计
135.水泥粉磨选粉系统改造设计
136.马路保洁车设计
137.某大型水压机的驱动系统和控制系统设计
26.插秧机系统设计
27.搅拌器的设计
28.车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计
29.工程钻机 的 设 计
30.新型组合式选粉机总体及分级部分设计
31.ZL15型轮式装载机设计
32.卧式钢筋切断机的设计
33.JLY3809机立窑(加料及窑罩部件)设计
34.JLY3809机立窑(窑体及卸料部件)设计
47.GBW92外圆滚压装置设计
48.NK型凝汽式汽轮机调节系统的设计
49.SPT120推料装置设计
50.T611镗床主轴箱传动设计及尾柱设计
51.XQB小型泥浆泵的结构设计
52.YZJ压装机整机液压系统设计
53.板材送进夹钳装置设计
54.棒料切割机设计
55.铲平机的设计
56.车载装置升降系统的开发设计
10.自动洗衣机行星齿轮减速器的设计
凸轮轴详细
凸轮轴是活塞发动机里的一个部件。
它的作用是控制气门的开启和闭合动作。
虽然在四冲程发动机里凸轮轴的转速是曲轴的一半(在二冲程发动机中凸轮轴的转速与曲轴相同),不过通常它的转速依然很高,而且需要承受很大的扭矩,因此设计中对凸轮轴在强度和支撑方面的要求很高,其材质一般是特种铸铁,偶尔也有采用锻件的。
由于气门运动规律关系到一台发动机的动力和运转特性,因此凸轮轴设计在发动机的设计过程中占据着十分重要的地位。
目前,大部分发动机制造企业都采用整体式凸轮轴,其材料有的采用中碳低合金锻钢(经高频淬火),有的采用球墨铸铁。
整体式凸轮轴加工工艺包括粗加工、半精加工和精加工。
生产中采用自动线多工位机床,设备投资较大,生产线占地面积多,生产成本较高。
而装配式凸轮轴只需半精加工和精加工,凸轮、齿轮、轴套可采用不同的材料,因此产品质量可减轻30%~50%;可柔性化生产,设备投资小,生产线占地面积少,生产成本较低。
1 装配式凸轮轴工艺流程装配式凸轮轴工艺流程为校直→加工两端面中心孔、螺纹孔、驱动孔(2台加工中心并行加工)→车轴颈、齿轮毛坯、前止端面及导向轮毂→磨轴颈及导向轮毂→滚齿→压销→磨凸轮(3台磨床并行加工)→凸轮淬火→去毛刺→校直轴颈→凸轮轴颈及凸轮抛光→清洗→综合检测。
装配式凸轮轴内凸轮、轴套、偏心环、齿轮等零部件先后联成完整凸轮轴。
装配过程是人工将所有凸轮轴组装。
部件包括凸轮、主轴颈、齿坯放到安装上料盒中,钢管穿到各部件孔中,在安装上料盒中进行初定位。
启动设备后,该上料盒进入设备中,首先用工装测头进行部件到位检测,并验证凸轮放置位置是否正确。
验证通过后,使用机械手将凸轮轴上料到凸轮轴压球工位,然后各部件定位块启动以精确定位凸轮、轴颈、齿轮。
到位后同时夹紧各部件,并伸出顶杆将直径超过管子内径的钢球穿过整个钢管内径,钢管外的凸轮轴部件在受到钢管膨胀伸展作用力下和钢管相互弹性变形最终形成装配式凸轮轴,这种凸轮轴组合工艺称为管内滚压扩张法。
机械手的发展史

机械手发展概述机械手是近几十年发展起来的一种高科技自动化生产设备,它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
1机械手发展史机械手是在机械化,自动化生产过程中发展起来的一种新型装置。
它是机器人的一个重要分支。
它的特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
在现代生产过程中,机械手被广泛的运用于自动生产线中,机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
机械手首先是从美国开始研制的。
1958年美国联合控制公司研制出第一台机械手。
它的结构是:机体上安装一个回转长臂,顶部装有电磁块的工件抓放机构,控制系统是示教形的。
1962年,美国联合控制公司在上述方案的基础上又试制成一台数控示教再现型机械手。
商名为Unimate(即万能自动)。
运动系统仿照坦克炮塔,臂可以回转、俯仰、伸缩、用液压驱动;控制系统用磁鼓作为存储装置。
不少球坐标通用机械手就是在这个基础上发展起来的。
同年,美国机械制造公司也实验成功一种叫Vewrsatran机械手。
该机械手的中央立柱可以回转、升降采用液压驱动控制系统也是示教再现型。
这两种出现在六十年代初的机械手,是后来国外工业机械手发展的基础。
1978年美国Unimate公司和斯坦福大学,麻省理工学院联合研制一种Unimate-Vicarm型工业机械手,装有小型电子计算机进行控制,用于装配作业,定位误差小于±1毫米。
联邦德国KnKa公司还生产一种点焊机械手,采用关节式结构和程序控制。
目前,机械手大部分还属于第一代,主要依靠人工进行控制;改进的方向主要是降低成本和提高精度。
第二代机械手正在加紧研制。
它设有微型电子计算控制系统,具有视觉、触觉能力,甚至听、想的能力。
机电类毕业设计题目
机械、机电专业课题如下:1. 普通钻床改造为多轴钻床2. 中直缝焊接机设计3. 拨叉80-08的加工工艺及夹具设计4. C6150普通机床的自动化改造5. 实验室立磨及数据采集控制系统设计6. 套类零件自动上下料机构设计7. 蔬菜切丝机的设计8. 50吨汽车起重机主臂的毕业设计9. 光学三维测量机10. 普通带式输送机的设计11. C620普通车床进行数控改造12. 掩护式液压支架13. 福田汽车备胎支架设计与制造14. 轿车变速箱设计15. 发动机余热发电系统设计16. 四轴头多工位同步钻床设计17. CG2-150型仿型切割机18. 残膜回收机的搂膜齿的应力分析19. 天然气电控发动机设计20. 金属切削机床课程设计--车床主轴箱设计21. 法兰盘零件的机械加工工艺规程及工艺装备设计22. 制定后钢板弹簧吊耳的加工工艺23. 一级蜗杆减速器课程设计24. 二级展开式圆柱齿轮减速器课程设计25. 带式输送机传动装置课程设计26. 三翼自动旋转门设计27. 液位平衡控制系统实验装置设计28. 锤式破碎机的设计29. TGSS-50型水平刮板输送机30. 滚针轴承自动装配机的设计与研究31. ZMJ型自动和面机(单轴)的设计32. LS40-85型圆锥筛的设计33. 车床主轴箱课程设计34. 自动售货机的PLC系统设计35. 车床主轴箱箱体左侧8-M8螺纹攻丝机设计36. 支承套零件的专用夹具37. 螺旋蜗杆式空气压缩机38. 离心通风器39. 齿轮箱工艺及钻2-φ20孔、工装及专机设计40. T611A主轴箱主传动41. 铣削组合机床及其主轴组件设计42. 自动售货机的PLC系统设计43. 手动气阀主要零部件的造型与数控加工44. 复合化肥配料系统及减速器的设计45. 数控铣床自动装卸料气动机械手PLC控制设计46. J45-6.3型双动拉伸压力机的设计47. 凸轮轴加工自动线机械手48. 激光快速成型机传动系统设计49. T611镗床主轴箱传动设计及尾柱设计50. X-Y数控工作台机电系统设计51. 数控车床系统XY工作台与控制系统设计52. 填料箱盖工艺说明书及夹具设计53. 连接座课程设计54. 液力传动变速箱设计与仿真(离合器)55. CA6140车床的杠杆设计56. 制定后钢板弹簧吊耳的加工工艺主轴箱设计57. CK6130车削中心动力转塔刀架设计与三维制作58. PLC控制机械手设计59. 汽车变速箱上端面钻孔组合机床设计(多轴箱部分)论文60. 等臂杠杆的设计61. 四自由度的工业机器人设计(给冲压设备运送物料)62. 带位移电反馈的二级电液比例节流阀设计63. C525车床装配工艺改进设计64. 矿用固定式带式输送机的设计论文65. 经济型数控车床控制系统设计66. 汽车连杆加工工艺及夹具设计67. 数控车零件工艺设计及程序编制68. D3115柴油机机体顶面攻丝专用机床主轴箱设计69. 数控钻床横、纵两向进给系统的设计70. 尾座体零件的机械加工工艺规程及工艺装备71. 曳引式电梯设计72. 设计钻4×φ9mm孔的钻床夹具73. DK7732数控高速走丝电火花线切割机及控制系统74. 1G-160型旋耕灭茬机总体及侧边传动装置设计75. 光学三维测量机76. 去毛刺专用机床电气系统控制设计77. 钻床的自动化改造及进给系统设计78. C616型普通车床改造经济型数控车床79. 行星轮减速器80. 二级展开式圆柱齿轮减速器81. 圆柱齿轮减速器的优化设计82. 180吨运梁车减速器设计论文83. 复合化肥配料系统及减速器的设计84. 带式运输机传动装置中的同轴式二级圆柱齿轮减速器85. 汽车连杆加工工艺及夹具设计86. T350搅拌机工艺工装设计87. 变速器换档叉的工艺过程及装备设计88. CA6140车床后托架加工工艺及夹具设计89. C620普遍车床的数控改造90. 制定CA6140车床后托架的加工工艺、设计钻孔91. CA6140卧式车床法兰盘92. CA6140车床拨叉零件的机械加工工艺及工艺设备93. CA6140卧式法兰盘设计94. CA6140车床拨叉零件的机械加工95. 过桥齿轮轴机械加工工艺规程96. WH112减速机壳加工工艺及夹具设计97. 双卡轴式旋切机设计98. 攻丝组合机床设计及夹具设计99. CA6140主轴箱设计100. 钻孔组合机床设计101. X-Y 数控工作台及其控制系统设计102. 棒料切割机103. 四轴头多工位同步钻床设计104. CA6140机床后托架加工工艺及夹具设计105. 300X400 数控激光切割机设计106. WHX112减速机壳加工工艺及夹具设计107. 油田抽油机机电专业毕业设计矢量细分在永磁同步电机SVM-DTC中的应用给予SVPWM的逆变器建模与仿真直流电机控制系统建模与仿真基于DSP TMS320F2812的感应电机磁场定向(FOC)控制系统的实现IC卡简易读写装置设计基于SVPWM的逆变器建模与仿真智能流量测量装置设计查取磁化特性数据软件的设计双闭环直流调速控制系统仿真智能远传电表设计基于内模控制的三相三电平PWM整流器不平衡控制策略的研究SPWM变频器仿真电力资产管理软件设计电力管理软件界面定位插件设计基于IE的无刷新Table控件设计电力管理软件中数据控件插件设计双闭环直流调速系统仿真龙门刨床晶闸管调速系统设计与仿真220kV变电所继电保护设计基于空间电压矢量调制的永磁同步电机直接转矩控制研究变频恒压供水系统设计某地区110kV变电所电气部分设计110kV变电所电气部分设计2 回复:机电专业毕业设计3.1\半自动钻床中凸轮数控加工3.2\FMFQ6810B型磨粉机传动系统改进设计3.3\ZHD42117型真空净油机排油泵设计3.4\平板搓丝机的机械设计(proe)3.5\数控钻床自动进给系统设计3.6\五轴铣头的设计3.7\五坐标数控铣床总体设计3.8\XZ-306工艺编制及工装设计(包含33张工艺卡片)3.9\台式电风扇摇头装置机械设计(proeCAXA360)3.1\0BT4015D铣床电主轴设计3.11\MD5加密技术在手机号码销售系统中登录子系统中的应用3.12\C20车床电主轴的设计3.13\CA6140普通车床的数控技术改造(机械部分)3.14\HCTX6511×2IV-1B106机械加工工艺规程设计3.15\精密数控快走丝线切割工艺参数优化3.16\编制T611B-3N101A(平旋盘体)的加工工艺3.17\螺纹磨床CNC砂轮修整器磨削ZC型蜗杆3.18\螺纹磨床CNC砂轮修整器磨削ZK型蜗杆3.19\扭转试验机机械部分设计3.20\农用小四轮变速箱改进设计3.21\普通机床数控化改造3.22\汽车发动机机体生产线3.23\曲柄压力机结构3.24\少齿数齿轮减速器的设计3.25\数控钻床自动进给系统设计3.26\圆柱齿轮减速器下箱体参数化设计3.27\ HSK-A63电主轴结构设计4-1小批量生产速器箱体计算机辅助工艺规程及工装设计4-2板冲多工位自动机结构设计4-3基于PMAC运动控制卡的数控试验台的软件部分设计4-4干选式二级辊式带式磁选机传动系统设计与性能分析4-5变速箱钻-扩-绞工位组合机床设计4-6扭转试验机电器控制部分设计4-7扭转试验机机械部分设计4-8机械管道疏通机的结构设计4-9扭转下料机设计4-10大批生产变速器箱体计算机辅助编制工艺规程及工装设计4-11旅游索道三人座椅固定抱索器设计(两份)4-12柴油发动机连杆计算机辅助工艺规程设计及端面夹具设计4-13数控平面钻床钻削动力头设计4-14磨床主轴运行状况监控系统的总体设计4-15 ZHD2250型真空净油机排油泵设计4-16大型可展天线卷绳机结构设计4-17基于ANSYS的某发动机压气机盘及叶片的应力分析4-18数控电火花线切割多次切割工艺研究4-19铣床高速电主轴设计4-20 Xk714数控铣床床身及立柱部分设计4-21机械管道疏通机4-22加工中心换刀设计与PLC控制编程4-23家用厨房卫生间节水系统设计4-24冷镦自动机结构设计4-25 ZDH24117型真空净油机抽油泵设计4-26少齿数齿轮传动的设计及强度计算4-27典型复杂曲面的逆向工程和数控加工4-28少齿数齿轮减速的2.5—65型电葫芦设计4-29小四轮拖拉机变速箱齿轮优化设计4-30柴油发动机连杆计算机辅助工艺规程设计及扩小头孔夹具设计4-31小型自动化仓库总体设计4-32基于Labwindows的远程压力检测系统4-33机械手换刀设计与PLC控制编程4-34数控回转工作台及控制系统设计4-35 PLC控制的三面组合机床实验装置设计4-36轻型货车变速器的设计(汽车专业)4-37点距阵显示器应用的研究与仿真实现(电气系自控专业)4-38便携式少齿数齿轮传动带式锯轨机设计4-39 Co和热处理对Ti-49.8Ni形状记忆合金相变与形变行为的影响(材料科学与工程学院)4-40柱塞泵的结构设计及其三维建模4-41杆机构驱动轮椅设计4-42HSK-A63电主轴结构设计4-43 x6132型万能升降台铣床主轴变速箱设计4-44气密性试压机设计4-45水密性试压机设计4-46 X6132型万能升降台铣床进给箱设计4-47 x6132型万能升降台铣床床身设计4-48直接序列扩频通信系统的性能分析及研究4-49 M1432A万能外圆磨床工作台及砂轮架设计4-50 X52K型立式铣床立铣头设计4-51振动碾路机关键技术研究及设计4-52训练用自行赛车设计4-53自行赛车训练器设计4-54加工中心上下料机械手的设计与控制4-55曲柄压力机结构设计4-56便携式蜗轮减速(带式)锯轨机设计4-57基于Pro/ENGINEER (z=3)少齿数齿轮的实体建模与研究4-58pro/engineer的齿轮参数化模型库的建立4-59大批生产变速器箱体计算机辅助编制工艺规程及工装设计4-60干选式二级辊带式磁选机传动系统设计与性能分析4-61变速箱钻-扩-绞工位组合机床设计4-62疏通机4-63数控回转工作台及控制系统设计4-64编制喷油嘴的机械加工工艺规程及夹具设计4-65机械类(下)各专业工程制图课程试题库研制4-66电动婴儿摇篮车设计4-67 Xk714数控铣床床身及立柱部分设计4-68典型复杂曲面的逆向工程和数控加工4-69典型复杂曲面的逆向工程和数控加工。
机器人机械手爪综述

机器人机械手爪综述目录一、夹钳式手部设计的基本要求 (3)二、典型机械爪结构 (4)1)回转型 (4)2)移动型 (5)三、夹钳式手部的计算与分析 (9)1)夹紧力的计算 (9)2)夹紧缸驱动力计算 (11)3)计算步骤 (12)4)手爪的夹持误差分析与计算 (12)四、常用气爪 (17)1)气动手指气缸具有如下特点: (17)2)气动手指气缸主要类型与型号 (18)工业机器人的手部(亦称机械爪或抓取机构)是用来直接握持工件的部件,由于被握持工件的形状、尺寸大小、重量、材料性能、表面状况等的不同,所以工业机械手的手部结构是多种多样的,大部分的手部结构是根据特定的工件要求而设计的。
常用的手部,按其握持工件的原理,大致可分成夹持和吸附两大类。
夹持类常见的主要有夹钳式,此外还有钩托式和弹簧式。
夹持类手部按其手指夹持工件时的运动方式,可分为手指回转型和手指平移型两种,如图1所示。
吸附类中,有气吸式和磁吸式。
a)回转型内撑式b)回转型外夹式c)平移型外夹式d)钩托式e)弹簧式f)气吸式g)磁吸式图1 机械爪类型夹钳式手部是由手指、传动机构和驱动装置三部分组成的,它对抓取各种形状的工件具有较大的适应性,可以抓取轴、盘、套类零件。
一般情况下,多采用两个手指,少数采用三指或多指。
驱动装置为传动机构提供动力,驱动源有液压、气动和电动等几种形式。
常见的传动机构往往通过滑槽、斜楔、齿轮齿条、连杆机构实现夹紧或松开。
平移型手指的张开闭合靠手指的平行移动,适于夹持平板、方料。
在夹持直径不同的圆棒时,不会引起中心位置的偏移。
但这种手指结构比较复杂、体积大,要求加工精度高。
回转型手指的张开闭合靠手指根部(以枢轴支点为中心)的回转运动来完成。
枢轴支点为一个的,称为单支点回转型;为两个的,称为双支点回转型。
这种手指结构简单,形状小巧,但夹持不同工件会产生夹持定位偏差。
a)单支点回转型b)双支点回转型C)平移型(平直指)图2 回转型和平移型手指一、夹钳式手部设计的基本要求1. 应具有适当的夹紧力和驱动力。
凸轮机械手的原理和作用

凸轮机械手的原理和作用
凸轮机械手是一种基于凸轮原理实现运动的机械装置。
其原理是通过凸轮的运动来驱动机械手的运动。
凸轮一般是一个圆盘状的部件,上面具有凸起的形状。
当凸轮旋转时,凸起部分会与其他机械部件接触,并引起机械手的特定运动。
凸轮机械手的作用主要有以下几个方面:
1. 实现特定的路径运动:通过设计凸轮的形状和运动方式,可以让机械手按照特定的路径进行运动,完成需要的动作或操作。
2. 控制运动速度和加速度:通过调整凸轮的转速和形状,可以控制机械手的运动速度和加速度,使其按照要求的速度进行运动。
3. 实现复杂的动作序列:凸轮机械手可以通过连接多个凸轮和其他机械构件,实现复杂的动作序列,完成需要的操作任务。
4. 实现精确的定位和重复运动:由于凸轮机械手的运动是基于凸轮旋转的,可以实现精确的定位和重复运动,提高生产效率和产品质量。
总的来说,凸轮机械手利用凸轮的运动原理,实现了精确的路径控制、速度调节
和复杂的动作序列,具有重要的工程应用价值。
凸轮机构工作过程及从动件运动规律
汇报人:XX
01
02
03
04
05
06
凸轮机构是一种常见的机械传动机构 它由凸轮、从动件和机架三个基本构件组成 凸轮机构可以实现复杂的运动规律和运动轨迹 在机械、汽车、航空、化工等领域得到广泛应用
凸轮:通常是一个具有曲线轮廓或凹槽的盘形零件,是凸轮机构中的主动件。
确定凸轮机构的 运动规律
选择适当的凸轮 轮廓曲线
确定从动件运动 规律
确定凸轮机构的 基本尺寸
凸轮机构的压力 角要小,以减小 摩擦和磨损
凸轮轮廓的曲率半 径要大,以减小凸 轮的尺寸和重量
凸轮的基圆半径不 能太小,以避免凸 轮轮廓的急剧变化
凸轮的升程和回程 要合理设计,以确 保从动件能够正确 地响应
吸气阶段:凸轮机构开始工作,从动件开始运动 压缩阶段:从动件压缩气体,为燃烧做准备 做功阶段:燃料燃烧,产生高温高压气体,推动从动件运动 排气阶段:从动件排出废气,完成一个工作循环
凸轮机构可以实 现复杂的运动规 律
凸轮机构具有较 高的传动精度和 稳定性
凸轮机构具有较 大的传动范围
凸轮机构具有较 小的体积和重量
汇报人:XX
谐运动规律
按照从动件在凸 轮转动一周中的 位移曲线分类: 多项式运动规律、 三角函数运动规 律、组合运动规
律
按照从动件在 凸轮转动一周 中的速度曲线 分类:刚性冲 击、柔性冲击、
无冲击
按照从动件在凸 轮转动一周中的 加速度曲线分类: 加速度最大值限 制、加速度变化
率限制
凸轮机构在汽车发动机配气系统中 的应用,控制气门的开启和关闭。
举例说明凸轮机构在机械手中的应用实例,如自动化生产线上的机械手、医疗设备中的机械 手等
机械手的发展史
机械手发展概述机械手是近几十年发展起来的一种高科技自动化生产设备,它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
1机械手发展史机械手是在机械化,自动化生产过程中发展起来的一种新型装置。
它是机器人的一个重要分支。
它的特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
在现代生产过程中,机械手被广泛的运用于自动生产线中,机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
机械手首先是从美国开始研制的。
1958年美国联合控制公司研制出第一台机械手。
它的结构是:机体上安装一个回转长臂,顶部装有电磁块的工件抓放机构,控制系统是示教形的。
1962年,美国联合控制公司在上述方案的基础上又试制成一台数控示教再现型机械手。
商名为Unimate(即万能自动)。
运动系统仿照坦克炮塔,臂可以回转、俯仰、伸缩、用液压驱动;控制系统用磁鼓作为存储装置。
不少球坐标通用机械手就是在这个基础上发展起来的。
同年,美国机械制造公司也实验成功一种叫Vewrsatran机械手。
该机械手的中央立柱可以回转、升降采用液压驱动控制系统也是示教再现型。
这两种出现在六十年代初的机械手,是后来国外工业机械手发展的基础。
1978年美国Unimate公司和斯坦福大学,麻省理工学院联合研制一种Unimate-Vicarm型工业机械手,装有小型电子计算机进行控制,用于装配作业,定位误差小于±1毫米。
联邦德国KnKa公司还生产一种点焊机械手,采用关节式结构和程序控制。
目前,机械手大部分还属于第一代,主要依靠人工进行控制;改进的方向主要是降低成本和提高精度。
第二代机械手正在加紧研制。
它设有微型电子计算控制系统,具有视觉、触觉能力,甚至听、想的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计说明书课题:凸轮轴加工自动线机械手班级:设计:审核:二00五年九月目录一、目录 (2)二、前言 (3)(一)机械手的用途说明 (3)(二)设计机械手的目的、意义 (3)(三)设计指导思想应达到的技术性能要求 (4)三、设计方案论证 (5)(一)机械手的原始依据 (5)(二)机械手的运动方案论证 (6)四、机械手各组成部件设计计算 (8)(一)抓取机械设计 (8)(二)手腕机构 (12)(三)手臂设计 (14)(四)缓冲装置设计 (22)(五)定位机构设计 (25)(六)机械手驱动系统设计 (25)五、机械手控制系统设计 (25)六、设计总结 (26)七、参考文献 (27)二、前言(一)机械手的用途说明机械手是模仿人手工作的机械设备。
实验用机械手的设计,是指机械手臂在一定范围内的摆动,手臂的垂直方向的上下移动及手爪的伸缩运动组成。
由启动系统实现各运动的驱动。
它的主要作用是将工件按预定的程序自动地搬运到需要的位置,或者保持工具进行工作。
机械手是利用PLC控制整个系统实现各种运动的自动化控制,且能用于教学演示。
(二)机械手的目的、意义机械手是模仿人手的动作,生产中应用机械手可以提高自动化水平和劳动生产率,可以减轻劳动强度,保证产品质量,实现安全生产,尤其在恶劣的劳动条件下,它代替人作业的意义更加重大。
因此,在机械加工中得到越来越广泛的应用。
目的是,我们对机械手的设计步骤有一定的平衡了解;也能基本掌握机械设计的方法;综合运用学过的理论知识;全面复习绘图技巧,并较好的运用于毕业设计绘图上。
通过这次设计,使我了解到,自动控制的对象主要是单机或某个生产过程,智能控制则包括控制对象及整个工作环境或整个生产过程;自动控制的目标是使在系统控制的某个状态下,尽量消除环境对系统的影响,智能控制关心的使最终状态或现行状态是否合乎要求。
因此,要充分考虑环境的影响;自动控制的学习来源重要是对象的状态的反馈,所以智能控制需要一个庞大的数据库;自动控制理论着重描述对象的数学模型,然后,通过各种控制算法进行控制,以达到目的,智能控制着重直接控制经验。
(三)设计的指导思想,应达到的技术性能要求结构简单:设计为三自由度的机械手臂,运动形式简单,可以把手臂设计成为沿导向装置运动,直接选用标准规格的液压缸和内胀式机械手爪,无须另行设计。
外观不要有手臂堵塞外形:设计尽量要求安装方便,各非标准件加工方便。
因此,不必设计成套形式,管道也不必安排在手臂内部,可以采用软管直接连接。
本次设计的手臂不要光用于工业生产,因此,对各部件的加工精度及安装要求不高,可以在通用机床上加工完成。
三、设计方案论证(一)机械手设计的原始数据1.组成结构机械手主要由执行机构、驱动系统以及位置检测等装置组成。
各系统的关系如图:控制系统→驱动系统→执行系统→抓取工件‖——位置检测——‖2.执行机构包括手臂、手腕、手部和立柱等部件,有的还增设行走机构。
(1)手部:即与物体接触的部件,由物体接触的形式又可分为夹持式和吸附式手部。
(2)手腕:是连接手腕和手臂的比肩,起改变工件的空间位置的作用。
(3)手臂:支撑手腕和手臂的部件以改变工件的空间位置。
(4)立柱:支撑手臂的部件,手臂的各部分运动均与立柱有密切的关系。
(5)行走机构:为完成远距离的操作和扩大使用范围,可增设滚轮行走机构。
(6)机座:它是机械手的基础部件,机械手执行机构的各部分和驱动系统均安装在机座上,起支撑和联结作用。
3.驱动机构机械手臂的驱动系统是驱动执行机构运动的出动装置,常用的有液压传动、气压传动、电力传动和机械传动。
4.控制系统有电力控制和射流控制两种,一般常见的为电力控制,这是机械手的重要组成部分,它支配着机械手按规定的程序运动,并记忆人们给予机械手的指令信息,同时按其控制系统的信息,对执行机构发出指令,必要时,对机械手的动作进行控制,当动作有错误时,发出警报信号。
5.位置检测装置控制机械手执行机械的运动位置并随时将执行机构的实际位置反馈给控制系统,并与设定的位置比较,然后控制系统进行调整,从而使执行机构一定的精度达到预定位置。
(二)机械手的运动方案论证1.机械手的运动形式(坐标形式)确定按机械手的运动坐标型可分:直角坐标系式机械手、圆柱坐标系式机械手、极坐标式机械手、关节式机械手。
直角坐标式机械手:臂部可以沿直角坐标轴X、Y、Z三个方向移动,亦臂部可以前后伸缩,左右移动,上下升降。
采用此种坐标形工作范围小,占地空间大,定位精度好,应用较多,适用于空间布置或与自动线配合。
极坐标式机械手:手臂可以沿直角坐标轴的X方向运动,还可以绕Y轴和Z轴转动,亦手臂可前后伸缩,上下摆动,左右移动。
采用此种坐标形式工作范围大,占地空间小,定位精度差,应用少。
关节式机械手:这种机械手的臂部可分为大臂和小臂,其中大臂和小臂的连接以及大臂和机体的连接均为关节式连接,亦小臂对大臂可绕肘部上下摆动一定角度,大臂可绕肩部摆动一定角度,手臂可以左右转动一定角度。
采用此种坐标形式工作范围大,占地空间小,定位精度差,应用较小。
圆柱坐标戏式机械手:这种机械手的运动由两个直线运动和一个回转运动组合而成,手臂沿X、Z方向的移动,还有手臂的水平回转。
此种机械手工作范围教大,灵活程度教高,占地面积小,结构比较简单,定位进度高,应用比较广泛,多为通用型。
因此本次设计我选用直角坐标系机械手。
机械手方案简图如下:运动符号:回转伸缩平移手爪四、机械手各组成部件设计计算(一)抓取机械设计1.抓取机械机构的基本要求要有足够的夹紧力,在确定手指的握力时,除考虑工件的重量外还应考虑在传送或操作中所产生的惯性和震动,以保证工件不致产生松动或脱落;要有足够的开合度,手指的开合度应保证工件能顺利的进入或脱开,若夹持不同直径的工件,应按最大直径的工件考虑;要保证工件在手爪中的准确位置,为使手指和被夹持的工件的反作用力外,还受到机械手在运动中所产生的惯性力和振动的影响要求是有足够的强度和刚度以防折断或弯曲变形,但尽量使结构简单紧凑,自重轻,并使手部的重心在手腕的回转轴线上以使手腕的扭转力矩最小为佳。
保证结构紧凑,重量要轻,便于更换;应考虑手指的多用性,为适应小批量多品种工件的不同形状和尺寸的要求可制成组合式手指。
手爪的类型可分成指爪式和吸盘式;手爪式又分外夹式和内胀式。
手爪:即与物体接触的部分,由于与物体接触的形式分为夹持式和吸附式手部。
钳式手部结构由手指传力。
机构所组成其传力形式比较多,如滑槽杠杆式、连杠杆式、斜契杠杆式、弹簧杠杆式等结构形式;按手指夹持工件的部分又可以分为内卡式和外卡式;模仿人手指的动作,手指可以分为一支点回转型、二支点回转型和移动型,其中以二支点回转型为例,而二支点回转型手指的两个回转支点的距离缩小到无穷小时,就变成一支点回转型手指。
同理,当二支点回转型手指的手指长度变为无穷长时,就变为移动型。
回转型手指开闭角较小,结构简单,制造容易,应用广泛,移动型应用较少,其结构比较复杂庞大,但移动型手指夹持变化的零件时不影响其轴心的位置,其使用于不同直径的工件。
手爪的定位误差分析如图所示:θβsin 2cos minmax L R R ab +=β为偏转角,当满足上式β角时,△误差最小。
2.手爪夹紧力的计算本次设计中采用外夹式手爪,如下图所示:手爪夹紧力的计算:作用在单个手指上的作用力 1.732G/F 根据抓重大小来安排装配手指的方法。
计算式:G N K K K ⨯⨯⨯⨯=32110G ——抓重 KgK1——夹紧方位系数 K2——惯性力影响系数 K 3——安全系数取1.5~2g a K +=12a ——加速度(工件随手爪运动时产生)g ——重力加速度 取10m/s^2平钳口 水平位置放,水平位置夹时5.01=KV 钳口 水平位置放,水平位置夹时f K θsin 5.01⨯=平钳口 垂直放,水平夹时f K 5.01=水平放,垂直位置夹时fV K 5.01=V 钳口 水平放,垂直位置夹时()b a K +⨯=θtan 5.01平钳口 垂直夹,垂直放时f K 5.01=水平位置夹悬臂工件H L K 31=3.手爪的驱动装置的选择与驱动力计算目前机械手常用的驱动方式如前所述,也有其他特殊的驱动方式,如:步进电机驱动、直线电机驱动,但应用不多。
所有方式中,最常用的为液压、气动驱动方式,下面仅对这两种方式进行比较选择。
液压驱动:液压驱动的主要优点是功率大,结构简单,可省去减速装置,能直接与被动的杆件相连,,响应快,伺服驱动具有较高的精度,目前多用于机器人系统。
气压驱动:气压驱动的能源、结构都比较简单,但与液压驱动相比,同体积条件下,功率较小(固压底),且速度不易控制。
由于该装置的实验模型,环境要求无污染,材料经费相对短缺,精度和稳定性要求不是很高,启动力矩小,惯性小,尺寸小,只许点位控制且功率小,终上所述,所以选用液压驱动。
(二)手腕机构1.手腕的作用和动作手腕是连接手部和手臂的部件,手腕的作用是:控制手爪的抓紧方向,以便能从任意角度抓取工件。
因而它具有独立的自由度以便机械手适应复杂的动作要求,手腕运动有力轴转动称为回转运动。
绕Y 轴转动称为上下摆动,绕Z 轴转动它称为左右摆动。
手腕的基本运动是回转运动和直线运动。
目前实现手腕回转运动的机构,应用最多的是回转气缸,它的结构紧凑,回转角度小于36度并且要求严格的密封。
设计时除应满足启动和传递过程中所需的传动力矩外,还要求手腕的结构简单、紧凑、轻巧。
另外,通过手腕气缸的管道尽量从手臂的内部通过,以便手腕转动时管道不扭转、不外露、使外型整齐。
而考虑到本次设计对手腕的外观要求不高,回转角度比较小的实际情况下,可以把气缸管道安排在外部。
手腕转动时所需的驱动力矩可按下式计算:M M M M 摩偏惯驱++= (Kg ·cm )M 驱——驱动手腕转动的驱动力矩M 惯——惯性力矩M 摩——手腕转动轴与支撑孔处的摩擦阻力矩M 偏——参与转动的部件的重量对轴线产生的偏重力矩 (1)手腕加速度运动时所产生的惯性力矩M 惯,手腕转动时的角度W ,启动过程的时间t 。
()t W J J M ∆∆+=21惯J1 ——手爪、手腕的转动惯量 J2 ——工件对转轴中心的转动惯量W ∆ ——手腕回转角速度变动量(可取最大值)t ∆ ——变动时间1~5s(2)手腕转动工件时工件的偏重对转动轴线的偏重力矩M 偏 E G M ⨯=偏G ——手腕抓重的重量E ——工件中心到手腕回转中心的偏心矩(3)手腕转动在轴颈处的摩擦阻力矩()D N D N M F 22112+=摩 (Kg ·cm )N N 21 ——轴承处的约束反力D D 21——轴承直径,滑动轴承为轴颈直径,滚动轴承为滚子中心直径本次设计没有采用手腕部分,此举仅供参考。