手机连接器胶塞结构设计
结构设计经验分享

主要內容
手機常用塑膠材料概述
手機鍵盤設計概述
LCD Lens 設計概述 LCD 裝配設計規格 Battery 裝配設計規格
手機常用塑膠材料概述
a. PC:抗沖擊性能強﹐耐高低溫。(缺點﹕耐疲勞性能差﹐缺口敏感性差)
主要用于Front Housing, Back Housing等。
Battery
A
Section A-A
Back view
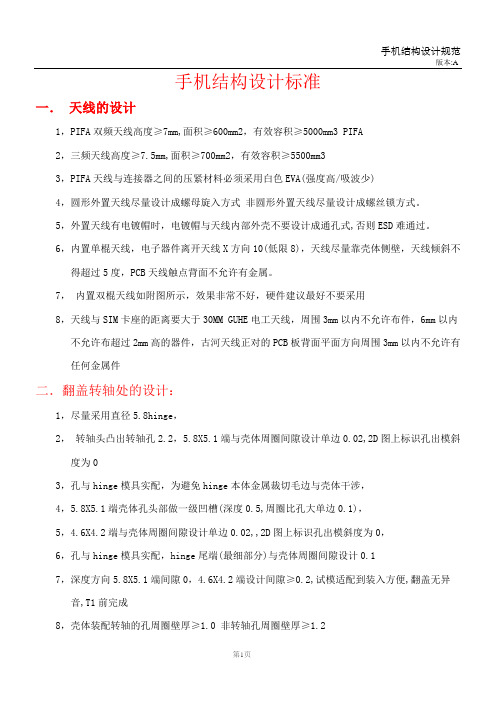
Battery 裝配設計規格
b. Battery Housing 在 X 方向需要長Rib,并預留0.15mm Gap.
Battery Cav.
Rib
Back Housing
Battery 裝配設計規格
c. Y 方向Gap不小于0.5mm(確保電池順利取出),卡扣高度 0.25mm左右。
A
>0.5mm
Back;0.25mm
Battery Back housing
A
Section A-A
Back view
About 0.5mm
LCD AA
Lens print area
LCD 裝配設計規格
a. LCD 到Lens Gap 應不小于1.0mm(防止外力作用在Lens 上引起 LCD 的損壞)。
b. LCD 到Housing 的 Gap:0.15mm-0.2mm。
c. LCD泡綿厚度大于1.0mm,并保証大約30%的壓縮量(在摔機過 程中保護LCD)。
3mm—6mm
B/g
Dim/ mm 0.2mm—0.3mm
Dome
Test dome tactility
(Tactility=(A-B)/A)
手机连接器胶塞结构设计
外接1. 2. 1.1.12. 2.1接口胶塞按组TPU 胶塞; TPU+PC。
TPU 胶塞是高拉力、强韧本要求,此种要拉伸,TTPU+PC 双拉力、强韧了后工序的TPU 胶特点:柔软TPU 胶塞的万左右。
啤缺点:质感因为啤注后它的颜色做机效果带来工艺:啤注用途:基于TPU+PC 胶特点:外观好该胶塞的竞组成结构分为是由一种热塑韧性和耐老化种胶塞塞被广TPU 硬度范围色胶塞是由性特性,又因多样性,例如、工艺简单、竞争优势在注后不需要其不强,表面加,不能后加工到了和机壳的负面影响。
;上述,它广泛塞好、表面处理争优势在外观:性材料(聚氨化的特性,正广泛应用。
因围较大,可做TPU 和PC 因为加上PC 如喷油、电镀、制造成本低成本低、工艺其它后序加工加工单一。
工。
使其表面的颜色一样,泛被用于低档理的选择性多观美。
可根据一、 分类氨酯弹性体)直正是由于这种因为手机外接做65°~95°料两种材料C 料作表面,镀、丝印…低。
艺简单。
它的工。
所以广泛面处理单一。
,看上去表面档机,或不影多据需要选择表直接啤注而成种特性满足了接口塞子一般。
组结在一起的使其增加了的单价大概在泛用于低档机外观设计选面纹理和质感影响外观地方表面喷油、丝成的塞子,该材了让手机各种般要求是露在的塞子。
该种了和机壳外观在¥0.25~0.3,机的设计中。
选择性小。
且感也有很大的方。
丝印、电镀、材料具有高张种外接口塞子在外边,且经种塞既有TP 观协调性,且模具成本在 且因为它软,的不一致性。
镭雕等等。
张力、的基常需PU 高增加在1~2即使给整1.1种B 种C 种1.2缺点:工序此胶塞需用双是在两年前多色注塑的¥0.9左右,工艺:双色用途:基于★扣手结构 ★定位结构 ★扣紧结构 ★塞子结构 ★其它种类胶塞扣手可根种形式不适合种形式可以把设计尺寸 复杂、成本高双色模具+双,双色注塑的成本也在慢慢包括后序加注塑或者二次上述,它广泛根据外观要求合双色模的硬把开口移到胶高。
手机IO连接器的知识
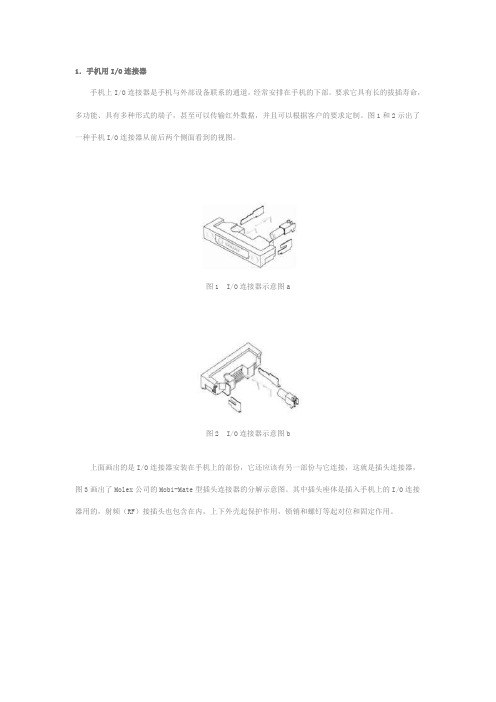
1.手机用I/O连接器手机上I/O连接器是手机与外部设备联系的通道,经常安排在手机的下部。
要求它具有长的拔插寿命,多功能、具有多种形式的端子,甚至可以传输红外数据,并且可以根据客户的要求定制。
图1和2示出了一种手机I/O连接器从前后两个侧面看到的视图。
图1 I/O连接器示意图a图2 I/O连接器示意图b上面画出的是I/O连接器安装在手机上的部份,它还应该有另一部份与它连接,这就是插头连接器,图3画出了Molex公司的Mobi-Mate型插头连接器的分解示意图。
其中插头座体是插入手机上的I/O连接器用的,射频(RF)接插头也包含在内,上下外壳起保护作用,锁销和螺钉等起对位和固定作用。
图3 Mobi-Mate I/O 插头连接器同轴接口部份如图4,可以选择是否装有开关触点的。
已经证明,同轴接口当连接器分离间隙达1.5mm 时也能正常工作,这点对在震动环境下工作很关键。
手机同轴元件能够承受"猛烈粗暴"拔插,甚至插头角度达60度时,都不会损坏。
图4 同轴插头座2.手机I/O连接器的材料与指标我们以Molex产品为例介绍。
I/O连接器在手机部份所用材料:-座体是用50%的GF尼龙;-SMT固位片用磷青铜(PhBr),在1.27微米厚的镀镍层上再镀3-5微米厚的锡铅(SnPb);-锁销也用PhBr,也是在1.27微米厚的镀镍层上再镀3-5微米厚的SnPb;-信号接触簧片也是PhBr,在1.0微米后的铅镍(PbNi)镀层上薄镀一层金,在焊接区镀3.0微米厚的SnPb,底层镀1.27微米厚的镍。
I/O连接器的插头部份所用材料:-外壳和按钮:30% 的GF聚酯;-锁销:不锈钢;-信号接触片:BeCu(铍铜);-电镀:在1.0微米厚的PbNi镀层上薄镀一层0.1微米厚的金,底层电镀1.27微米厚的镍,焊接区镀3-5微米厚的SnPb 。
I/O连接器的电气指标主要为:-电流:信号接触簧片:标准值1安培,在某些规定条件下可达2安培;同轴电缆: 0.5安培;-电压:在摄氏25度下50Vac(交流有效值);-射频(RF)阻抗:50欧姆;-射频频率:0-2.0 GHz;-接触电阻:初始值小于10毫欧姆,经过5000次拔插后,小于20毫欧姆;-绝缘电阻:射频:1000兆欧姆;信号:500兆欧姆;-电压驻波比(VSWR):初始值:在1.8GHz下小于1.5,经过5000次拔插后,在1.8GHz下小于1.8;-插入损耗:经过5000次拔插后,在0.9GHz下小于0.2dB;-串扰(cross-talk):(仅对开关式同轴线)在1.8 GHz下小于1.1dB。
连接器密封圈设计方法
连接器密封圈设计方法连接器密封圈是连接器中的重要组成部分,用于防止水、尘等外界物质进入连接器内部,确保连接器的可靠性和稳定性。
以下是关于连接器密封圈设计方法的十条详细描述:1. 选择合适的密封材料:密封圈常用的材料有橡胶、硅胶、聚氨酯等。
根据连接器的工作环境和使用要求,选择合适的材料,比如耐油、耐高温等。
2. 密封圈尺寸设计:密封圈的尺寸应与连接器的尺寸相匹配,保证密封圈能够紧密嵌合在连接器的密封槽内,并确保有足够的压缩余量。
3. 密封圈剖面设计:密封圈的剖面设计应满足连接器的密封要求,通常为O形、X形、U形等。
密封圈的剖面设计应考虑受力均匀、易于安装等因素。
4. 考虑外界环境因素:在密封圈设计中,需要考虑连接器所处的外界环境因素,如温度变化、湿度等,确保密封圈能够稳定工作。
5. 考虑连接器的接口形式:不同的连接器接口形式对密封圈的设计有不同的要求。
如圆形连接器、方形连接器等,需要根据其接口形式设计相应的密封圈。
6. 密封圈的安装方式:密封圈的安装方式通常有固定安装和自由安装两种。
固定安装要求密封圈与连接器紧密贴合,而自由安装则要求密封圈具有一定的拉伸能力。
7. 密封圈的压缩度设计:密封圈的压缩度设计应考虑连接器在使用过程中的压力变化,确保密封圈的压缩度能够适应不同的压力环境。
8. 密封圈的密封性能测试:在设计密封圈时,需要进行密封性能测试,如水压测试、气密性测试等,以确保密封圈的密封性能符合要求。
9. 密封圈的使用寿命设计:密封圈的使用寿命设计应考虑连接器的使用寿命。
通过合理的材料选择和密封圈结构设计,延长密封圈的使用寿命。
10. 密封圈的易于维护性设计:连接器密封圈在使用过程中可能需要维护和更换。
在设计密封圈时应考虑其易于拆卸和更换的性能,以便进行维护和维修工作。
Pogo-Pin-Connector-设计结构说明

/852041Pogo Pin Connector產品介紹與應用連接器是用以連接元件及其附屬配件間電子訊號或電源之傳送,現今通訊產品不僅功能訴求強大,其外觀更講究輕、薄、短、小。
Pogo Pin Connector產品特性正符合現今趨勢,與傳統彈片式連接器產品比起來尺寸外觀更精小、壽命更長,運用層面更加廣泛。
Pogo Pin Connector 基本零件介紹 ※料號說明※主要架構1. Pogo Pin = Plunger +Spring +Barrel2. Pogo Pin +CAP3. 多Pin 組合Pogo Pin +Housing +CAPPogo PinHousingPlunger※料號說明針軸平頭型式加工尺寸電鍍尺寸※ 針軸平頭特色:製程容易,成本低。
※ 加工製作流程:車削加工 → 震動研磨製程(去除毛邊、銳角) → 電鍍製程。
※ 震動研磨製程是為了去除加工時所產生的毛邊、銳角,降低壓縮時沙沙卡卡情形。
※ [ ] 為車削加工尺寸。
※ 為重點尺寸。
針軸剖斜邊型式※ 針軸剖斜邊特色:目前廠內常用規格,電氣特性佳。
※ 加工製作流程:車削加工 → 二次加工剖斜邊 → 震動研磨製程(去除毛邊、銳角) → 電鍍製程。
※ 震動研磨製程是為了去除加工時所產生的毛邊、銳角,降低壓縮時沙沙卡卡情形。
※ 目前廠內剖斜邊角度有兩種:12° → 易於組裝時針軸預放,所需針座長度短,節省空間。
18° → 目前廠內常用規格,所需針座長度較長,組裝後與管壁密合度高阻值佳。
※ [ ] 為車削加工尺寸。
※ 為重點尺寸。
加工尺寸電鍍尺寸針軸反鑽孔型式加工尺寸電鍍尺寸鑽頭角度※針軸反鑽孔特色:適用於壓縮行程大的產品。
※加工製作流程:車削加工→二次加工反鑽孔→震動研磨製程(去除毛邊、銳角) →電鍍製程。
※震動研磨製程是為了去除加工時所產生的毛邊、銳角,降低壓縮時沙沙卡卡情形。
※目前廠內反鑽孔鑽頭角度有兩種:120°→易鑽孔加工。
硅胶塞扣位结构
硅胶塞扣位结构
硅胶塞扣位结构是一种常见的硅胶制品结构,主要用于将硅胶塞固定在相应的孔位上。
这种结构通常包括一个硅胶塞和一个与之配套的扣位。
硅胶塞一般采用圆柱形设计,其外表面光滑且具有一定的弹性,能够紧密地贴合在孔位上。
扣位则通常设计为与孔位相匹配的凹槽形状,其深度和宽度需与硅胶塞的尺寸相匹配,以确保硅胶塞能够稳定地固定在孔位上。
当硅胶塞需要固定在孔位上时,只需将其推入扣位即可。
由于硅胶塞的弹性和扣位的紧密贴合,硅胶塞将紧密地固定在孔位上,不易脱落。
此外,为了方便安装和拆卸,一些硅胶塞扣位结构还设计有螺纹或卡扣等辅助固定装置。
这些装置能够进一步增强硅胶塞的固定效果,使其更加稳定地固定在孔位上。
总之,硅胶塞扣位结构是一种简单而实用的硅胶制品结构,能够有效地将硅胶塞固定在相应的孔位上,广泛应用于各种密封、连接和固定等场合。
手机结构设计规范
手机结构设计标准一.天线的设计1,PIFA双频天线高度≥7mm,面积≥600mm2,有效容积≥5000mm3 PIFA2,三频天线高度≥7.5mm,面积≥700mm2,有效容积≥5500mm33,PIFA天线与连接器之间的压紧材料必须采用白色EVA(强度高/吸波少)4,圆形外置天线尽量设计成螺母旋入方式非圆形外置天线尽量设计成螺丝锁方式。
5,外置天线有电镀帽时,电镀帽与天线内部外壳不要设计成通孔式,否则ESD难通过。
6,内置单棍天线,电子器件离开天线X方向10(低限8),天线尽量靠壳体侧壁,天线倾斜不得超过5度,PCB天线触点背面不允许有金属。
7,内置双棍天线如附图所示,效果非常不好,硬件建议最好不要采用8,天线与SIM卡座的距离要大于30MM GUHE电工天线,周围3mm以内不允许布件,6mm以内不允许布超过2mm高的器件,古河天线正对的PCB板背面平面方向周围3mm以内不允许有任何金属件二.翻盖转轴处的设计:1,尽量采用直径5.8hinge,2,转轴头凸出转轴孔2.2,5.8X5.1端与壳体周圈间隙设计单边0.02,2D图上标识孔出模斜度为03,孔与hinge模具实配,为避免hinge本体金属裁切毛边与壳体干涉,4,5.8X5.1端壳体孔头部做一级凹槽(深度0.5,周圈比孔大单边0.1),5,4.6X4.2端与壳体周圈间隙设计单边0.02,,2D图上标识孔出模斜度为0,6,孔与hinge模具实配,hinge尾端(最细部分)与壳体周圈间隙设计0.17,深度方向5.8X5.1端间隙0,4.6X4.2端设计间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成8,壳体装配转轴的孔周圈壁厚≥1.0 非转轴孔周圈壁厚≥1.29,主机、翻盖转轴孔开口处必须设计导向斜角≥C0.210,壳体非转轴孔与另壳体凸圈圆周配合间隙设计单边0.05,不允许喷漆,深度方向间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成11,凸圈凸起高度1.5,壁厚≥0.8,内要设计加强筋(见附图)12,非转轴孔开口处必须设计导向斜角≥C0.2,凸圈必须设计导向圆角≥R0.213,HINGE处翻盖与主机壳体总宽度,单边设计0.1,试模适配到喷涂后装入方便,翻盖无异音,T1前完成14,翻转部分与静止部分壳体周圈间隙≥0.315,翻盖FPC过槽正常情况开到中心位,为FPC宽度修改留余量16,转轴位置胶太厚要掏胶防缩水17,转轴过10万次的要求,根部加圆角≥R0.3(左右凸肩根部)18,hinge翻开预压角5~7度(2.0英寸以上LCM双屏翻盖手机采用7度);合盖预压为20度左右19,拆hinge采用内拨方式时,hinge距离最近壳体或导光条距离≥5。
手机连接器的设计
手机连接器设计原文来自:深圳市东银电子有限公司1.连接器是蜂窝电话手机必要组成部份近年来蜂窝移动通信系统在世界范围迅猛发展,作为移动台的无线手机不仅仅限于公司、企业和业务部门使用,已经普遍到个人和家庭。
我国已经成为世界上拥有手机用户最多的国家,而且用户数量仍然在迅速增加。
手机最大的优点就是灵活方便,随时随地都可以进行通信,同时,由于技术的发展进步,手机尺寸越来越小,已经从笨重的砖块大小进步到比烟盒还小、重量又轻,非常便于携带,加上厂家努力设计制作,使之越来越精美,成为一种时尚消费精品,受到人们普遍喜爱。
手机虽小,但是五脏俱全。
它体积减小、重量减轻但功能却越来越多了。
手机中包含有发射机电路和天线、接收机和音频电路、锁相频率合成器、电源电路和稳压器、显示部份、键盘和按键电路、用户管理系统及有关用户使用的电话功能(如铃声和振动、背景灯)电路,甚至因特网接入系统、MP3播放器、GPS(全球定位系统)、蓝牙模块等。
但是这些不同的电路部份,要组成一个实用的完整的通信系统,就必须使用作为电子信号传输枢纽的电连接器将它们互相联系在一起。
此外,手机应用时,有时要外接一些设备,如:充电器、耳机或麦克风、调制解调器、车载免提插座等等,都离不开连接器。
可以说,没有连接器就难以制造和使用手机,连接器是手机的必要组成部份。
2.手机对连接器的要求由于手机越来越微小型化,用户群体越来越大众化,生产越来越大量化,所以对手机使用的元器件,包括连接器在内,提出越来越严格的要求。
当前发展趋势为:■微小型化手机尺寸和重量显著减小,功能增多,需要高密度装配和互连。
显然要求其内部的元器件(包括连接器在内)必须尺寸越来越小,或是将它们集成到芯片或电路模块中去。
微小型化是必由之路。
■表面贴装随着小型化和大量生产的自动化高速组装技术的发展,以及降低连接部份占用的空间,表面贴装的连接器得以迅速发展,逐渐代替穿孔式插装的连接器。
目前生产的表面贴装连接器(SMC)其引线(出脚)间距已经由原来的2.00mm、1.27mm发展到0.8mm、0.5mm,甚至推出了0.3mm的柔性印制板连接器。
USB塞设计要点
塞设计要点
USB塞介绍
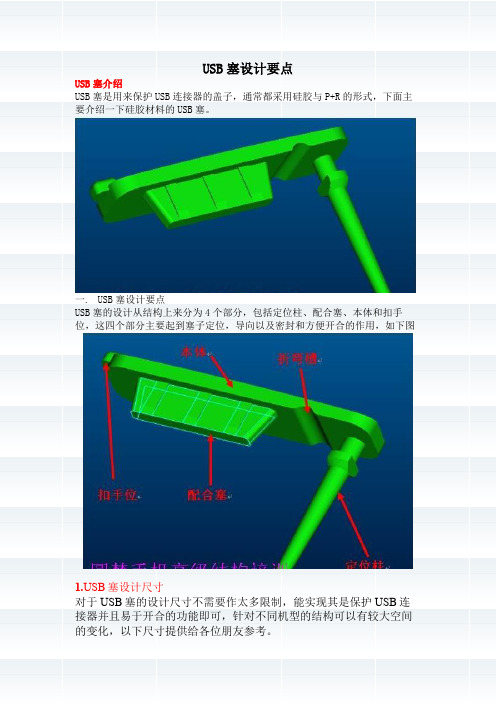
USB塞是用来保护USB连接器的盖子,通常都采用硅胶与P+R的形式,下面主要介绍一下硅胶材料的USB塞。
一.USB塞设计要点
USB塞的设计从结构上来分为4个部分,包括定位柱、配合塞、本体和扣手位,这四个部分主要起到塞子定位,导向以及密封和方便开合的作用,如下图
B塞设计尺寸
对于USB塞的设计尺寸不需要作太多限制,能实现其是保护USB连接器并且易于开合的功能即可,针对不同机型的结构可以有较大空间的变化,以下尺寸提供给各位朋友参考。
B塞装配尺寸
USB塞与壳体的装配一般是依靠定位柱来定位装配的,可以采用外插式,也可以采用直卡式,为了保证USB塞紧固,又便于开合,配合尺寸可参考如下:
1. 装配示意图,外插式安装
装配后的示意图
USB塞卡入后,需要剪掉图示红色部分。
3. 配合尺寸
装配关系配合塞剖试图1
装配关系配合塞剖试图2
装配关系配合塞剖试图3。
橡胶塞设计方案
橡胶塞设计方案
橡胶塞是一种用于封闭容器或管道的物品,具有较好的密封性和耐腐蚀性。
下面是一个橡胶塞设计方案的示例,包括材料选择、尺寸设计和制造工艺等内容。
一、材料选择
1. 橡胶材料:可以选择天然橡胶、丁苯橡胶或硅橡胶等,根据所需的耐热、耐化学品或耐磨损性能进行选择。
2. 增强材料:可以添加填料如纤维素、石墨或钢丝等,以提高橡胶塞的强度和耐压性能。
二、尺寸设计
1. 外形尺寸:根据容器或管道的尺寸进行设计,保证橡胶塞与容器或管道的接触面积尽可能大,以提高密封性能。
2. 内部结构:可以设计中空结构,或增加凸起或沟槽等形状,以增加橡胶塞与容器或管道的密封接触面积。
三、制造工艺
1. 压制成型:将橡胶材料切割成所需形状,然后通过热压或冷压等工艺压制成型。
2. 二次加工:通过切割、打孔或修整等工艺,使橡胶塞的尺寸和形状达到要求。
3. 表面处理:可以进行表面涂覆或喷涂等工艺,以提高橡胶塞的耐腐蚀性能和耐磨损性能。
四、质量控制
1. 材料检测:对采购的橡胶材料进行化学成分和物理性能的检
测,确保质量符合要求。
2. 尺寸检验:对制造的橡胶塞进行尺寸检测,确保符合设计要求。
3. 密封性能测试:通过压力试验、真空试验或水密封试验等方法,测试橡胶塞的密封性能。
4. 耐腐蚀性能测试:可以进行化学试剂的侵蚀试验,测试橡胶塞的耐腐蚀性能。
综上所述,这是一个橡胶塞设计方案的简要描述,从材料选择、尺寸设计、制造工艺和质量控制等方面进行了阐述。
根据具体的使用需求和环境条件,可以进一步完善和优化设计方案,以满足不同的应用要求。
usb胶塞固定结构 -回复

usb胶塞固定结构-回复这是一篇解释和指导如何制作USB胶塞固定结构的文章。
引言:USB(通用串行总线)是一种用于传输数据和供电的通用连接接口。
它们广泛应用于计算机和电子设备中。
为了确保USB接口的稳定性和安全性,设计者通常会使用胶塞固定结构来保护接口,并固定USB连接线。
在本文中,我们将逐步介绍如何制作一个简单而实用的USB胶塞固定结构。
第一步:准备所需材料和工具首先,我们需要准备一些材料和工具来制作USB胶塞固定结构。
以下是所需材料清单:- USB连接线- 一小块硬质塑料,可以是塑料板或其他适用材料- 热熔胶枪和胶棒- 小锯或切割工具- 手工工具(如锉刀、钳子等)- 量尺和标示工具确保你拥有所有这些材料和工具,然后我们可以开始下一步。
第二步:测量和准备首先,我们需要测量USB连接线的大小,以便在塑料板上切割适当的孔。
使用量尺量取USB连接线的直径和长度,并记录下来。
然后,在塑料板上用标记工具根据测量结果标记出适当的位置。
第三步:切割塑料板使用小锯或切割工具,根据标记好的位置在塑料板上切割出一个适当的孔。
确保切割时保持板材平整,且孔的大小与USB连接线的直径相匹配。
第四步:调整和测试将USB连接线插入切割好的孔中,确保连接线可以紧密插入,并且孔的尺寸合适。
如果孔太小而无法插入连接线,使用锉刀或其他工具修整孔的大小,直到连接线能够正确插入。
第五步:安装胶塞固定结构一旦孔的尺寸适合连接线,我们可以开始安装胶塞固定结构。
首先,将连接线插入孔中,确保插入深度适当。
然后,使用热熔胶枪融化胶棒,将熔化的胶涂抹到孔周围,以固定连接线。
确保胶涂抹均匀且完全覆盖孔周围的塑料板。
第六步:测试和使用等待热熔胶完全干燥后,我们可以进行最后的测试。
插入USB连接线,并确保其能够牢固地固定在胶塞固定结构中。
如果一切正常,那么恭喜你,你已经成功制作了一个USB胶塞固定结构!结论:USB胶塞固定结构是一种简单而实用的设备,用于固定USB连接线并保护接口。
连接器的基本结构和工作原理

连接器的基本结构和工作原理连接器,这个词听起来好像很复杂,其实它就像一个小小的桥梁,把两个不同的世界连接起来。
想象一下,你在家里看电视,突然发现信号不好,结果你发现是连接线松了。
没错,连接器就是帮助设备之间互通有无的关键,绝对是电子产品的英雄,不带披风但却默默无闻。
要是没有连接器,咱们的生活会变得多无聊啊,光靠无线信号可不够,连接器就像是老朋友,总是能帮你把事情搞定。
那连接器长什么样呢?基本上,它们有很多种形状和大小。
就像人的指纹,各有千秋。
你能看到的那些插头、插孔,都是连接器的“身躯”。
它们有的胖,有的瘦,有的短,有的长,各种各样,真是五花八门。
不过,别被外表迷了眼,真正的魅力在于它们的内部结构。
打开一个连接器,哇塞,里面的线路、接触点,像一条小河流淌着信号,简直是微观世界的艺术品。
说到工作原理,其实也没那么复杂。
连接器的工作就是把电流和信号从一个地方传递到另一个地方。
就像我们日常生活中的对话,你说一句,我回应一句,信息就这样顺利传递了。
它的核心就是那些小小的金属接触点,一接触,信号就飞快地传递过去。
想象一下,两个老友隔着一条大河,搭个桥,两人就能开心地聊天,这就是连接器的功劳。
不同的连接器还有不同的用途。
比如,USB连接器就像是万金油,几乎可以插在任何设备上;而HDMI连接器则是电视和电脑的亲密伙伴,让画面更加清晰。
连接器的角色就像是一个神奇的变形金刚,随时可以变换角色,适应各种需求。
用得当了,能让你的生活变得更加便捷,但用错了,那就是麻烦事,搞不好一根线都能让你抓狂。
连接器的耐用性也非常重要。
想象一下,如果你用一个脆弱的连接器,刚插上没多久就坏了,那简直是晴天霹雳。
为了避免这种情况,很多连接器采用了高质量的材料,比如金属和塑料,能够抵抗各种外力。
不仅如此,设计师们还会在外观上做足功夫,确保使用时的舒适感和牢固感。
你要知道,有些连接器还防水,防尘,真是贴心得不要不要的。
除了功能性,连接器的设计也越来越时尚。
【CN209374728U】一种连接器密封垫结构【专利】

(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920334800.5(22)申请日 2019.03.15(73)专利权人 苏州伟聚电子科技有限公司地址 215000 江苏省苏州市吴江经济开发区燕浜路199号(72)发明人 唐晓勇 梅万春 (74)专利代理机构 苏州翔远专利代理事务所(普通合伙) 32251代理人 刘计成(51)Int.Cl.H01R 13/40(2006.01)H01R 13/52(2006.01)(54)实用新型名称一种连接器密封垫结构(57)摘要一种连接器密封垫结构,该连接器包括本体平台和设置在所述本体平台上的接头,所述本体平台上设置有若干安装孔,所述安装孔环绕设置在所述接头的四周,所述密封垫包括与所述本体平台的上端面形状相吻合的仿形件,所述仿形件中间开设有所述接头可穿过的仿形通孔,所述仿形通孔四周开设有若干与所述安装孔一一对应的连接孔。
本实用新型设计的密封垫,采用凸起的边缘来增加密封效果,密封垫的内圈与接头紧密接触,保证密封垫在连接器上不掉落;组装简单,密封效果好,制程稳定,生产效率提高,成本较低;采用密封垫代替点胶作为密封结构,取消了点胶制程,解决了连接器点胶工艺导致的各类品质问题。
权利要求书1页 说明书2页 附图1页CN 209374728 U 2019.09.10C N 209374728U权 利 要 求 书1/1页CN 209374728 U1.一种连接器密封垫结构,该连接器包括本体平台和设置在所述本体平台上的接头,所述本体平台上设置有若干安装孔,所述安装孔环绕设置在所述接头的四周,其特征在于:所述密封垫包括与所述本体平台的上端面形状相吻合的仿形件,所述仿形件中间开设有所述接头可穿过的仿形通孔,所述仿形通孔四周开设有若干与所述安装孔一一对应的连接孔。
2.根据权利要求1所述的一种连接器密封垫结构,其特征在于:所述仿形件上端面的四周设置有一圈第一凸边,所述第一凸边的内侧设置有一圈第二凸边,所述连接孔均设置在所述第二凸边的内侧。
胶塞设计方案

以我给的标题写文档,最低1503字,要求以Markdown 文本格式输出,不要带图片,标题为:胶塞设计方案# 胶塞设计方案## 1. 背景介绍胶塞是一种常见的密封件,广泛应用于机械设备、电子产品和汽车等领域。
它的作用是填充和密封物体之间的间隙,防止液体或气体的泄漏,起到密封和固定的作用。
胶塞的设计方案对于产品的性能和使用寿命有着重要的影响。
## 2. 设计目标在设计胶塞时,需要考虑以下几个主要目标:- 密封性能:胶塞需要具有良好的密封性能,能够有效防止液体或气体的泄漏。
- 耐用性:胶塞需要具有较长的使用寿命,能够经受住长时间的使用和环境变化。
- 安装方便性:胶塞需要容易安装和取下,方便维修和更换。
- 适应性:胶塞需要适应不同形状和尺寸的孔洞或管道。
## 3. 胶塞设计要素### 3.1 材料选择胶塞的材料选择对其性能有着很大的影响。
常见的胶塞材料包括橡胶、硅胶、聚氨酯等。
不同材料具有不同的特性,如硬度、弹性、耐腐蚀性等。
根据使用环境和要求,选择合适的材料对于胶塞的设计至关重要。
### 3.2 尺寸设计胶塞的尺寸设计需要考虑被密封物体的孔洞或管道的尺寸。
胶塞应根据孔洞或管道的直径和深度,设计合适的外径和高度。
此外,还需要考虑胶塞与被密封物体之间的间隙,以确保良好的密封性能。
### 3.3 结构设计胶塞的结构设计包括形状和表面特征的设计。
常见的胶塞形状包括圆形、方形、椭圆形等。
表面特征可以是平整的、带有凹槽或凸起的,以增加密封性能。
结构设计需要考虑胶塞的功能需求和使用条件,以优化其性能。
### 3.4 安装设计胶塞的安装设计需要方便快捷,以减少安装和取下的时间和工具的使用。
常见的安装设计包括带有环形或方形凹槽的胶塞,可以通过推或拉的方式安装。
此外,还可以设计带有锁紧装置的胶塞,以增加安装的稳定性。
## 4. 胶塞设计流程胶塞的设计流程可以按照以下步骤进行:1. 确定胶塞的使用环境和要求,包括温度、压力、介质等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14. RF 塞设计防呆; 15. RF 塞和螺丝塞底部设计环形过盈单边 0.1mm 较深螺丝帽设计排气槽。
定 位结构可根据设计要求有以下形式 :
Ⅰ
Ⅱ
Ⅲ
Ⅳ
2-2 设计尺寸
Ⅰ.
A=C+T-0.2~0.3 T:机壳壁厚,此值可根据情况取值,如果是 TPU 软胶塞, 可适当短点, 如果是 TPU+PC 建议此尺寸取大些; B=0.25~0.30MMmm; C=0.8~1.2mm,建议取值大于 1.0mm; D1=Φ1.10mm(与 D1 配合的机壳上的孔做Φ1.1mm;
三、 外接插座与机壳的间隙 三.T 卡胶塞注意避空 T 卡的位,且留足够间隙
B=0.30~0.50mm,有空间尽量取大值; C≥0.30mm; T≥0.60mm。 由此我们可以算出 T 卡距机壳外观面最小尺寸为 0.90mm、1.30mm 为最佳尺寸。
5.4 参考 1. 所有 TPU 塞全部放在塑胶模具厂(Rubber 塞子放在 Keypad 厂); 2. 所有塞子要设计拆卸口(≥R0.5 半圆形); 3. 所有塞子(特别是 IO 塞),不能有 0.4mm 厚度的薄胶位,因插几次后易变形; 4. 所有的翻盖机都要有大档块,在翻盖打开与大档块接触时,翻盖面与主机面两凸肩的距 离要在 0.5mm 以上,要求大档块与翻盖在小于翻开角度 2 度时接触,接触面为斜面,斜面 尽量通过轴的法线; 5. Flip 旋转过程中,转轴处 Flip 与 Base 圆周间隙≥0.3mm,大档垫底面凹入壳体 0.3mm,与 周圈壳体间隙 0.05mm,大档垫设计两个或三个拉手,尽量靠边,倒扣高 1.0mm(直伸边 0.30mm), 勾住壳体单边单边 0.3mm,否则难拉入; 6. 壳体耳机开口大于耳机插座(Plug)单边 0.3mm; 7. 耳机塞外形与主机面配合单边 0.05mm 间隙; 8. 耳机塞卡位不是侧卡在壳体上方式的,设计椭圆旋转 90 度装配方式。旋转前单边钩住 0.2mm,旋转后单边钩住 0.65mm; 9. 耳机塞插入耳机座部分设计“十”筋形状,深度插入耳机 2.0mm,筋宽 0.8mm,外轮廓 与 Audio Jack 孔,周圈过盈单边 0.05mm,“十”筋顶面倒 R0.3mm 圆角,方便插入。如果耳 机塞是采用侧耳挂勾在壳体方式的,靠近挂勾的筋顶面倒 C0.5 斜角,保证塞子斜着能塞入。 连接部位,在外观面或内面做一个反弹凹槽(胶厚 0.6mm、宽度 0.7mm),方便塞子弯折(如 果胶厚≤0.6mm,不需要设计反弹式凹槽); 10. IO 塞与主机面配合单边 0.05mm 间隙; 11. IO 塞加筋与 IO 单边过盈 0.05mm,倒 C 角利于装配,IO 塞加筋应避开 IO Connector 口 部突出部位,注意进行实物对照; 12. RF 测试孔Φ4.6mm; 13. RF 塞与主机底 0 对 0 配合;
4.1 种类 塞子根据接口的不同有以下形式:
Ⅰ
Ⅱ
Ⅲ
Ⅳ
4.2 设计尺寸
C=1.50~1.80mm; D=K+0.1~0.2mm(K:手机外接口的尺寸。可以先设计与孔“0”,后续再改模加胶。) E: 与外接口孔“0”配合,也可适当放小尺寸。
公司通用 USB 的可按以下尺寸设计塞子:
★其它设计要点 5.1 当设计双色模胶塞时,包胶尺寸:
D2=Φ1.0mm; D3=Φ0.6mm; L=10~12mm; K=0.75mm; S=0.35mm; G=1.0mm; N=45°。 Ⅱ.
A=1.0~1.2mm; B=1.2mm; C=0.7mm 长度 L 要保证胶塞能全拉出手机接口,且方便让位外插头。 Ⅲ.
D=1.1mm; K=0.35~0.40mm; C=0.8~1.2mm;(建议最小取 1.0mm,建议取值大于 1.0mm; L=C +T-0.20~0.30mm。(T=机壳壁厚)
3.2 设计尺寸 Ⅰ.
A=0.60~0.70mm; B=0.70~0.90mm; C=0.7~1.6mm 建议取值 1.0 左右; D=0.40mm; E=0.8mm 左右;(如果有空间可适当做大该尺寸)
Ⅱ.
C=0.30mm; D=0.60mm; E=0.30mm;(后续可根据情况加胶)
★塞子结构
2. TPU+PC 胶塞 2.1 特点:外观好、表面处理的选择性多
该胶塞的竞争优势在外观美。可根据需要选择表面喷油、丝印、电镀、镭雕等等。
缺点:工序复杂、成本高。 此胶塞需用双色模具+双色注塑机啤注或者二次注塑。此两者的成本都相对较高。特别 是在两年前,双色注塑的成本就相对普通注塑高很多。随着近两年多色注塑技术的发展, 多色注塑的成本也在慢慢降低。现在一套胶塞双色模具价格在 3 万左右,胶塞单价在 ¥0.9 左右,包括后序加工。 工艺:双色注塑或者二次注塑 用途:基于上述,它广泛被用于高档机,或对外观要求较高的地方。
A=1.8~2.5mm C=1.2mm D=0.6mm E=0~0.05mm,建议取值0,也就说胶塞的此面可以设计成紧贴机壳的面。 Ⅱ.
A=0.3~0.7mm,如果是 TPU,建议大于 0.5mm; C=0.3~0.5mm; D=1.0~1.3mm; E=1 .0~1.2mm。
★定位结构 2.1 种类
C=0.50~0.80mm; **胶塞周边该尺寸尽量小,特别是当要求外观是电镀工艺的设计。我部现定为 0.6mm,因为 周边的 PC 料厚度过厚,胶塞拔出或转出时非常硬的 PC 部分易把机壳刮伤。 5.2 外观尺寸: 1.当胶塞是 TPU 软胶塞,且较长时,如软的 T 卡塞(下图所示)。
C≥0.80,其它情况 C≥0.20; 2.外形尺寸与机壳配合间隙: K=0 TPU 软胶塞; K=0.05 TPU+PC 料,且喷油或素材处理; K=0.08 TPU+PC 料,电镀处理。 5.3 其它 一. 如果外接口凹陷比较深,且机壳开孔较小时。
★扣紧结构 3.1 种类 扣紧结构可根据设计要求有以下形式:
Ⅰ
Ⅱ
Ⅲ
3.2 各自特点 A: 比较常用的扣,适合长度方向有足够空间的设计。特点:简单、可靠,扣位部分要
求为 TPU; B: 此类扣紧是通过塞子塞进外接口内,紧配合。使用于外接端不是经常插入接口,塞
子部分要求为 TPU。比如 USB、耳机塞… C: 特点是小巧,但不可靠。适用于设计空间有限的地方。扣位部分要求为 TPU。
二、 结构设计
★扣手结构 ★定位结构 ★扣紧结构 ★塞子结构 ★其它
★扣手结构
1.1 种类 胶塞扣手可根据外观要求设计不同的结构形式,一般有如下形式:
Ⅰ
Ⅱ
B 种形式不适合双色模的硬胶塞,只适合 TPU 软胶塞。
Ⅲ
Ⅳ
C 种形式可以把开口移到胶塞长度方向上,尺寸做大一点,扣手更方便些。
1.2 设计尺寸
Ⅰ.
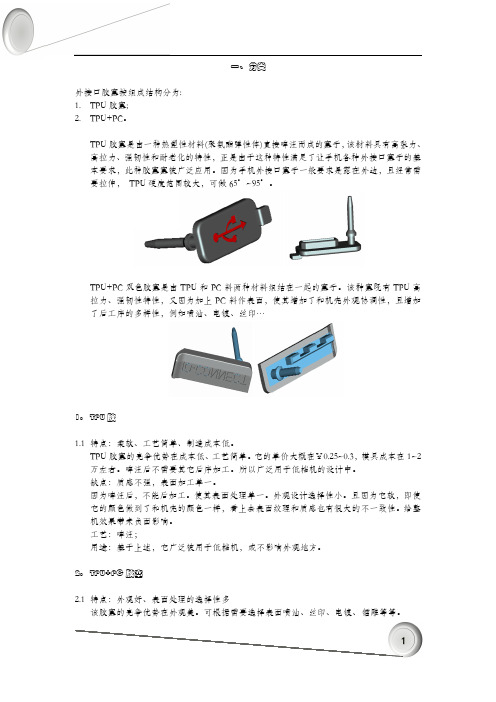
一、 分类 外接口胶塞按组成结构分为: 1. TPU 胶塞; 2. TPU+PC。
TPU 胶塞是由一种热塑性材料(聚氨酯弹性体)直接啤注而成的塞子,该材料具有高张力、 高拉力、强韧性和耐老化的特性,正是由于这种特性满足了让手机各种外接口塞子的基 本要求,此种胶塞塞被广泛应用。因为手机外接口塞子一般要求是露在外边,且经常需 要拉伸, TPU 硬度范围较大,可做 65°~95°。
TPU+PC 双色胶塞是由 TPU 和 PC 料两种材料组结在一起的塞子。该种塞既有 TPU 高 拉力、强韧性特性,又因为加上 PC 料作表面,使其增加了和机壳外观协调性,且增加 了后工序的多样性,例如喷油、电镀、丝印…
1. TPU 胶 1.1 特点:柔软、工艺简单、制造成本低。
TPU 胶塞的竞争优势在成本低、工艺简单。它的单价大概在¥0.25~0.3,模具成本在 1~2 万左右。啤注后不需要其它后序加工。所以广泛用于低档机的设计中。 缺点:质感不强,表面加工单一。 因为啤注后,不能后加工。使其表面处理单一。外观设计选择性小。且因为它软,即使 它的颜色做到了和机壳的颜色一样,看上去表面纹理和质感也有很大的不一致性。给整 机效果带来负面影响。 工艺:啤注; 用途:基于上述,它广泛被用于低档机,或不影响外观地方。