14机架微张力定(减)径过程壁厚分布的有限元研究
无缝钢管的热轧工艺
无缝钢管1。
无缝钢管的制造加工方法:(1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库(2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库2。
热轧(1)热轧的概念:热轧(hot rolling)是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制.(2)热轧的优缺点优点:a.热轧能显著降低能耗,降低成本。
热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗.b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
c.热轧通常采用大铸锭,大压下量轧制,不仅提高了生产效率,而且为提高轧制速度、实现轧制过程的连续化和自动化创造了条件。
缺点:a。
经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。
分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂.焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。
b.不均匀冷却造成的残余应力.残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。
残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。
如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
c。
热轧不能非常精确地控制产品所需的力学性能,热轧制品的组织和性能不能够均匀。
其强度指标低于冷作硬化制品,而高于完全退火制品;塑性指标高于冷作硬化制品,而低于完全退火制品。
d。
热轧产品厚度尺寸较难控制,控制精度相对较差;热轧制品的表面较冷轧制品粗糙Ra值一般在0。
定(减)径机工艺设计的软件实现
c mp trz ld sg ft etc n lg c lp r mee , tu r vd n h te ie e u p n k r t i h o ue ie e in o h e h oo ia a a tr h sp o i i gt ese lpp q i me tma e swih ah g e f i n n eib e d sg y t m fr p s e in, sr th s ti g a t ma in c nr lp o e u e a a tr f c e ta d r la l e in s se o a sd sg i tec etn , u o t o to r c d r p r me e o
度 ,保证产品的质量。但是 ,定 ( ) 减 径机工艺参数
难 以准确把握 ,通常依据经验进行设计 ,给生产带 来诸多不便。 本系统综合并进一步开发已有各种工艺参数 的
设计思路和方法 .设计成一套方便快捷 的计算机设 计系统 ,提高设计和生产效率 。缩短设计周期 。
Th f e So t war o e r o r ce s e Pr c du e f rP o s o i ts r t du ig Mi fSl - te ch Re cn l gh l
Wa gS i e。Z a g eqn h a gY a h a n hj h n iig。S u n u n u i P (1 D p r n f tr l ce c n n ie r g ay a iest o ce c n e h ooy . e at t ei in ea dE 。 me o Ma a S n y S
s ti g a d S n e tn n O o .
K e r s S a e sse ltb ; S ih-tec e c n l;T c n l gc l a a t r S fwa e CAD ywo d : e ml s t e u e lg t r thrdu i gmil e h oo ia r mee ; ot r ; s p
钢管“内六方”缺陷的产生原因及优化
钢管“内六方”缺陷的产生原因及优化孟庆飞(内蒙古包钢钢联股份有限公司,内蒙古包头014010)摘要:分析热轧无缝钢管生产中“内六方”问题产生的原因,并提出解决方案。
分析认为:在生产线设计投产后,由于受到机架备置量、产品范围要求的限制,通过修改总的减径量或者单机架的减径量,轻易无法改善“内六方”缺陷,因此并不是最好的优化措施;在一定的减径比和总减径比设计前提下,通过优化孔型椭圆度可以使“内六方”问题得到明显改善,椭圆度越大越容易出现“内六方”问题。
关键词:钢管;张力减径机;楠圆度;减径比;内六方中图分类号:TG335.71 文献标志码:B文章编号:1001-2311(2020)06-0045-04Causes for “Hexagonal Bore” Defect of Steel Pipeand Relevant Optimization MeasuresMENG Qingfei(Inner Mongolia Baotao Steel Union Co.,Ltd.,Baotou014010,China )Abstract: Analyzed here in the article are the causes for the**Hexagonal Bore'defect as encountered with during the production of the hot-rolled seamless steel pipe,and the solution for it.It is concluded as follows via the analysis. Since the start-up of the production line,as limited by the roll stand allocation and the product range requirement,etc., it has been not so easy to fix the said“Hexagonal Bore”defect problem just by correcting the general reduction amount or the individual stand reduction amount,which is not the best optimization way.Given the specific reduction ratio and the general reduction ratio are designed,optimizing the pass ovality will get the said defect obviously alleviated.The bigger the ovality,the higher possibility for the defect to occur.Key words:steel pipe;stretch reducing mill;ovality;reduction ratio;hexagonal bore内蒙古包钢钢联股份有限公司钢管公司中159 mm连轧管生产线,配套的24机架单独传动张力 减径机组[|-7],该机组生产小直径厚壁钢管时,一直受到“内六方”问题的困扰。
张力减径过程管端增厚的CEC控制模型
0 引 言
管材 的张力减径 过程属于无 芯棒 、 多道次 的连
续 轧制过程 ,主要 用于扩大钢 管品种 范围 ,由一种
建 立 了管端 增 厚数学 模 型 ,并编 制 了速 度控 制软 件 ,包钢集 团的郭庆 富等 利用最 / b- - 乘 法和三
次插值 法建立 了管 端增厚设 定计 算模型 , 衡 阳钢管
1 C E C 控 制 原 理
C E C 控制 的 目的是在钢 管的头端 咬钢 和尾端 抛钢 时,使金属 的应力 、应变状态尽 可能接近稳态 变 形条件 , 在管坯 咬钢 阶段和抛钢 阶段动态调整入
成部 分管段壁 厚超标 而被 切除 [ 5 - 6 1 。为 了减少 头尾
切损 ,对张 力减 径机 电机 转速进行调 整 ,即为管端 增厚控制 ( C r o p E n d C o n t r o 1 ) , 简称 C E C控制 [ 7 1 。
第3 7 卷 第 3期 2 0 1 3年 5月
燕 山大 学学 报
J o u na r l o fY a n s h a n Un i v e r s i t y
Vb1 .37 N o.3
Ma v 2 0 1 3
文章编号 :1 0 0 7 - 7 9 1 X( 2 0 1 3 )0 3 — 0 2 2 3 - 0 5
收稿 日期 : 2 0 1 2 - 0 8 — 1 4 基金项 目:国家 自然科学基金资助项 目( 5 1 2 7 5 4 4 5 ) ; 秦皇岛市科 学技术研究与发展计划项 目 ( 2 0 1 2 0 2 1 A0 8 4 ) 作者简介:+ 于 辉 ( 1 9 7 4 一 ) ,男,山东泰安人 ,博士 ,副教授,主要研 究方 向为钢管热连轧过程的工艺理论及过程仿真,E ma i h y u h u i @y s u .e d u . c n 。
钢管壁厚不均成因分析及对策_吕再兴

,
经 过 国 内几年 的 消 化 与改进
、,Βιβλιοθήκη 现 以 形成投 资 少企 业 的青睐
。 。
、
见 效快
,
、
产 品 尺 寸 精度 高 的特 点
一
受到 了 国 内 中
小 型 生 产无 缝钢 管
u
一
至今
国 内 己 改造或新 建 中 7 6 2 7 3 m m 组距近 2 0 条 Ac
,
Ro f l 圆盘延 伸机
,
多边 形 系数可 用 下 式 表 示
n
/ ( 艺 S m a x / n 一 艺 S m i对 n ) / ( 艺 S m 出灯n + 艺 S m ix
)
内多 边 形的边 数
值 延 巧 % 为 合格 品
Ds /
P
此种 缺 陷主 要 在 生 产
原 因 分析
:
比 ( 同 等 外 径 ) 较 小 的厚 壁 管 时 较 为显 著
,
、 、
,
有效的减 轻 了 钢 管的壁 厚 不 均
,
减 少 了 生 产 调整 时 间
,
减 少 了切 头
、
尾量
,
提 高 了成 材
率
。
参 考文 献
:
轧钢 新技 术 3 0 0 0 ’e l d 第一 作 者 简介
:
(下 )
管材 分 册
,
李 伟 ( 19 5 7 一)
男
,
工 程师
,
从 事无缝 钢 管 技术 与 管 理 工 作
、
定心 孔 偏
:
在 穿孔 机咬 入
、
抛 出两 个 不 稳定 阶段
,
张力减径机理论资料

计算管端增厚的方法很多,我认为德国 Meer 厂和考克斯公司的的方法是较为
实用的计算方法。
德国 Meer 厂计算方法介绍如下。
1》 已 知
机 架 间 距 (m): A
毛管 外 径(mm):D0、毛管壁厚(mm):S0;
钢管 外 径(mm):D 、钢管壁厚(mm):S
2》 计 算
1) 延 伸 系 数
µ= S0*(D0- S0)/[ S*(D- S)]
3
△ D= (D0- D)/D0 Zm— — 所 有 机 架 中 钢 管 总 的 平 均 张 力 系 数
3、 减 径 的 几 个 工 艺 问 题
3、1 管端增厚
1) 产生管端增厚的机理和特征
在 钢 管 头 部 出 了 第 一 机 架 但 还 没 有 进 入 第 二 机 架 时 ,这 一 段 钢 管 就 没 有 张 力 的
2) 毛 管 壁 厚 系 数
ν 0= S0/D0
3) 钢 管 壁 厚 系 数
ν = S/D
4) 平 均 壁 厚 系 数
ν m=[(ν0+ν)/2+(S0+S)/(D0+D)]/2
4
5) 减 径 率
ρ = 1- D/D0
6) 轴 向 对 数 变 形
Φ e= LN(µ)
7) 切 向 对 数 变 形
Φ t= LN((D- S)/(D0- S0))
δ i= 1- (1- ρ i)ε ε = [2Zi(ν i-1- 1)+ (1- ν i-1)]/[Zi(1- ν i-1)- (2- ν i-1)] δ i— — 第 机 架 中 钢 管 的 相 对 减 壁 量
δ i= (Si-1- Si)/Si-1 ρ i— — 第 机 架 中 钢 管 的 相 对 减 径 量
技术论证方案

通钢集团磐石无缝钢管有限责任公司φ250mm新型狄塞尔热轧无缝钢管机组技术方案1、技术方案概况φ250mm热轧无缝钢管机组,设计年产25万t热轧无缝钢管,直径φ177-φ273mm,壁厚6-30mm。
重要品种有:石油套管管体、石油套管接箍料、管线管、液压支架管、汽车半轴套管、高压锅炉管、低中压锅炉管、气瓶管、流体管、结构管等。
重要原材料为碳素结构钢和合金结构钢管坯,年产25万t热轧无缝钢管工程建成后年需无缝钢管圆管坯27.82万t,金属收得率89.87%2 、产品方案及金属平衡2.1 产品方案新建φ250mm热轧无缝钢管机组工程,主轧机机型为新型狄塞尔轧管机,设计计划年产φ177-273mm、壁厚6.0-30mm的热轧无缝钢管25万t。
重要品种有:石油套管管体、石油套管接箍料、管线管、液压支架管、汽车半轴套管、高压锅炉管、低中压锅炉管、高压气瓶管管体、流体输送管、结构管等。
车间产品方案见表2-1。
2.1.1产品品种、标准和钢级(钢号)2.1.1.1石油套管管体及接箍料标准:API SPEC 5CT-2023钢级:J55、K55、N80、L80、C75、C90、C95、P110、Q1252.1.1.2管线管标准:API SPEC 5L-2023A25级Ⅰ类,A25级Ⅱ类,A,B,X42,X46,X52,X56,X60,X65,X70,X80;2.1.1.3液压支架管标准:GB/T17396-1998钢号:30#、45#、40Cr、27SiMn2.1.1.4汽车半轴套管标准:YB/T5035-1996钢号:20、45、45Mn22.1.1.5高压锅炉管标准:GB5310-1995钢号:20G、12Cr1MoVG、T912.1.1.6低中压锅炉管标准:GB3087-1999钢级:10、202.1.1.7高压气瓶管管体标准:GB18248-2023钢号:34Mn2V、30CrMo、35CrMo2.1.1.8输送流体管标准:GB/T8163-1999钢级:10、20、Q295、Q3452.1.1.9结构管标准:GB/T8162-1999钢级:10、20、45、16Mn、30CrMnSiA、45Mn2、35CrMo;表2-1 Φ250mm新型狄塞尔轧管机组产品方案2.2管坯料供应及金属平衡车间采用连铸圆管坯代表钢种(钢级):J55、K55、N80、L80、C75、C90、C95、P110、Q125、10、20、45、16Mn、40Cr、27SiMn、 20G、12Cr1MoVG、T91、45Mn2、35CrMo、34Mn2V、30CrMo、35CrMo 、Q295、Q345、A25级Ⅰ类,A25级Ⅱ类,A,B,X42,X46,X52,X56,X60,X65,X70,X80等。
微张力减径过程的数值模拟

, 已 在
知其 中任意两参数的情况下 , 可计算第三参数的大小 。分析 了动 弧角 曲面 , 究当量摩擦 系数对动弧角 曲面 的影响 , 研 曲面中三参 数之 间的重要关系。 这些研究将对皮带传动的设计理论起一定的
动弧 角 d 度 ) (Ⅸ
指导作用。
图 5动弧角 曲面俯视特性 图
关键 词 : 张 力减径 ; 限元 法 ; 力应变 ; 微 有 应 轧制 力
【 s at B sdo dcn cnl yo emiis e hrdcn i, ercuigpoesW Abt c】 ae nr uigt hoo t n—t t uigml t dcn rcs a r e e g fh rc e lh e s s le i N Ys S D N .t sfedads an ldw r otie ynmeia s linTe i a dwt A S / — Y ASr s l n t if e ee band b u r l i ao.h mu t h L e i r i c mut rln freW nl e ntebs emesrdrsl.i le eut aeago gemet i oig oc a aa zdo aio t aue eutSmua drsl r odare n wt l s y h sf h s t s h teata rsl.h fet i em dl a vr e. hsm dl rv e o e u to fro- h cu utT ee ci t o t oe W ei d T i oepoi sapw r l hd o n l e s f vyf h s f d f m e l gad萨 l esec dcn. i nn i t thr uig n r e
无缝钢管张力减径张力系数的理论计算与分析

无缝钢管张力减径张力系数的理论计算与分析李金锁;吕庆功【摘要】通过推导钢管张力减径塑性方程,提出了表征钢管张力减径时纵向、径向和切向变形的指标,计算和分析了张力系数对张力减径变形的影响特点,并定量分析了临晃张力系数的特点.分析结果表明:增大张力系数有利于促进钢管的纵向延伸变形和减壁变形,不利于减径变形;在3个方向的变形中,张力系数对壁厚变化的影响最为明显;钢管张力减径时,临界张力系数的大小只受钢管径壁比的影响,径壁比越大,临界张力系数越大;理论计算的临界张力系数的范围为0.35~0.50,任何情况下临界张力系数小于0.50.通过生产应用实例证实,根据钢管径壁比选择张力系数具有实用性和有效性.【期刊名称】《钢管》【年(卷),期】2015(044)003【总页数】4页(P40-43)【关键词】无缝钢管;张力减径;张力系数;塑性变形;径壁比【作者】李金锁;吕庆功【作者单位】天津冶金集团中兴盛达钢业有限公司,天津301616;北京科技大学高等工程师学院,北京100083【正文语种】中文【中图分类】TG333.8张力减径机是现代化的生产机组,可以实现钢管的增壁厚、等壁厚和减壁厚变形,在热轧无缝钢管生产过程中得到广泛使用[1-2]。
一般的减径机上单机架减径量只有3%~5%,而张力减径机的单机架减径量可达7%(甚至更高),总减径量可达85%,总减壁量可达38%[3-4]。
因此,张力减径机前面的轧管机可以只生产少数几种规格的荒管,通过张力减径机来得到各种规格的成品管,从而大大提高热轧无缝钢管机组的生产效率、扩大产品规格范围[5-6]。
张力系数是控制钢管壁厚变化的关键参数,其设定和控制水平对于成品钢管的壁厚精度具有重要的影响[7]。
通常情况下,张力减径机应尽可能采用大的张力系数,以强化张力减径工序的减壁变形能力,但必须结合具体工艺条件进行合理设定。
一般张力减径的张力系数为0.34~0.50时为等壁减径,张力系数为0~0.33时为增壁减径,张力系数大于0.50时为减壁减径,实际生产中的最大张力系数可取到0.65~0.85[8-10]。
4130M-QT-125K大直径厚壁机械用无缝钢管的开发

4130M-QT-125K大直径厚壁机械用无缝钢管的开发安健波;许金玲;邵立强;文玉成【摘要】介绍了4130M-QT-125K大直径厚壁机械用无缝钢管的化学成分、炼钢-连铸、轧管和热处理等工艺的设计情况,总结了生产过程中的工艺控制要点.实践证明:生产的4130M-QT-125K大直径厚壁机械用无缝钢管,其工艺设计合理,几何尺寸控制精度高;钢管强度、韧性指标稳定,屈服强度Rr0.65在890~1 020 MPa,抗拉强度Rm≥960 MPa,断后伸长率A≥18%,断面收缩率Z≥50%,0℃冲击吸收功≥60 J,剪切断面率≥80%,全壁厚洛氏硬度在33~37 HRC,各项性能指标达到或超过了客户协议要求.【期刊名称】《钢管》【年(卷),期】2016(045)006【总页数】5页(P15-19)【关键词】无缝钢管;机械用管;高钢级;大规格;机械加工;热处理;力学性能【作者】安健波;许金玲;邵立强;文玉成【作者单位】天津钢管集团股份有限公司,天津300301;天津钢管集团股份有限公司,天津300301;天津钢管集团股份有限公司,天津300301;天津钢管集团股份有限公司,天津300301【正文语种】中文【中图分类】TG335.71机械加工用管一直在无缝钢管的生产中占有重要地位,以无缝钢管代替实心短锻、轧坯制造各类空心轴、缸、套等零件,可以显著提高生产效率,并节约钢材[1-3]。
随着钢管行业装备水平的提高,机械加工用管由以前的中小直径厚壁优质碳素钢无缝钢管为主,逐步提高到以大中直径厚壁低合金钢、合金钢无缝钢管为主。
针对北美市场需求,天津钢管集团股份有限公司(简称天津钢管)成功开发了Φ273.05 mm×31.75 mm规格4130M-QT-125K牌号的合金钢无缝钢管(调质状态交货),其最小屈服强度要求达到865 MPa(125 ksi),全壁厚洛氏硬度要求在32~38HRC,且同一截面内表面、中部、外表面硬度变化值不允许超过5 HRC。
《钢管》2006年总目次
国内大直径无缝钢管生产 发展的装 备选择 ……………………………………………………………… ………… 李晓红 (—4 6 )
关于我国钢管行业发展战略的思考 ( 下)………………………………………………………………………… 杨秀琴(一O 2 l)
我国无缝钢管行业 的现状分析 …… ………… …………… ………… ………… …………… ………… …… …… 成海涛(— 1 3 )
E W直缝焊管 内毛刺清除装置的发展 …… ……………… ……………… …………… …… ………… ………… 刘志俭(—7 R 3 ) 俄 罗斯钢管工业的现状和发展前景’ I ( )…… ……… …………………… …………… ………… ………… …… 杜厚益(—6 4 ) 含氮奥氏体不锈钢在焊管领域 中的应用前景 ……………………………………………… 何德孚 曹志糅 蔡新 强等 (— 1 5 )
维普资讯
易
《 钢管》2 0 年总 目次 06
( 里 的数字 为期一 括号 页)
专 家 论 坛
油井管发展动向及若 干热点 NN( T)……………………………………………………………………… ……… 李鹤林 (— 1 1 ) 我 国无缝钢管行业 飞速发展 的 5年和今后的思考 ( )…… …… ……… ……… ……… …… ……… … ……… 殷 国茂(—7 上 1 )
弯管制造工艺对 X 0 7 钢级弯管性能影响的试验研究 …………………………………………………………… 张祥禄(-8 3 1)
三辊式定(减)径机的类型及应用

三辊式定(减)径机的类型及应用李群【摘要】根据工作机架的外形、传动形式、结构,归纳了三辊式定(减)径机工作机架的种类;介绍了轧辊名义直径与机架间距的内在联系,以及孔型加工的两种方法;简要叙述了3种轧辊径向调节的方式;着重分析了不同形式主传动的优缺点,并列举各类型三辊式定(减)径机实际应用的机组名称.提出了一种可能改善产品壁厚精度的想法.【期刊名称】《钢管》【年(卷),期】2016(045)002【总页数】7页(P8-14)【关键词】定(减)径机;内传动;外传动;轧辊调节;集中差速传动;单机架传动;单辊传动;混合传动【作者】李群【作者单位】天津钢管集团股份有限公司,天津300301【正文语种】中文【中图分类】TG333.8钢管的定径、减径和张力减径过程是空心体不带芯棒的连轧过程,其任务是将荒管轧成符合尺寸精度要求的成品管。
定(减)径机(包括限动芯棒机组中的脱管机)的形式和种类较多,目前在热轧无缝钢管机组中应用最多的是三辊式定(减)径机。
三辊式定(减)径机的机座牌坊通常被称为C型机座,如图1所示,即牌坊四周三边是封闭的,一边敞开用于装、卸工作机架。
我们将安装轧辊的部件称为工作机架。
定径机的工作机架数目较少,一般为3~12机架;减径机工作机架一般为9~24机架;张力减径机除有减径的任务外,还要达到利用各机架间建立张力来实现减壁的任务,因此工作机架数目更多,一般为12~28机架[1]。
1.1 圆机架与方机架根据工作机架的外形可将其分为圆机架和方机架。
直至20世纪80年代中期部分新建的定(减)径机中还在使用圆机架(1986年投产的加拿大阿尔戈马Φ180 mm连轧管机组中的22机架张力减径机、1986年原天津无缝钢管厂Φ100 m m自动轧管机组改造引进的24机架张力减径机都是圆机架,均由德国KOCKS公司制造);但因圆机架在更换时需用专用吊车且所用时间较长,故在随后兴建的定(减)径机中大多采用了无需吊车,只用液压缸即可实现快速换辊的方机架。
无缝钢管微张力减径过程的数值计算
JA Yu,W ANG B ofn , L in c a , W AN R ih i I a— g e IJa —h o G u —a (ne noaU i ri f c neadT cnlg ,B oo 10 0 hn ) Inr Mogl nv syo i c n eh o y atu04 1 ,C ia i e t Se o
Ke r s:s a e sse l ie;mir e s n rd cn ;n me ia ac l t n; srs ; sri y wo d e ml s te p p co tn i e u i g o u r l c u ai c l o t s t n e a
1 前 言
・
4 ・ 4
重 型 机 械
2 1 o 2 0 lN .
无 缝 钢管 微 张力 减径 过 程 的数 值计 算
贾 宇 ,王 宝峰 ,李 建超 ,王瑞 海
( 内蒙古科技大学材料与冶金学院 ,内蒙古 包头 04 1 ) 10 0
摘
要 :根据微 张力减径机组轧制工艺 ,采用 A S S L N Y / S—D N 大型通用有 限元分析软件 对无 YA
缝钢管 的微张力减径 过程进行 了数值计算 ,得到了钢管经过各机架时的应力场、应 变场、壁 厚的分布
规律 ,以及金属的变形状态 。模拟结果能够较好地诠 释钢管减径过程中出现的壁厚 不均等现象 ,模拟 结果与实际生产 中钢管变形行 为状态基本吻合。研究结果对于技术人员分析 、制定和优化钢管减径工张 力减 径是 相 对 于无 张力 和 张 力 减 径 之
的张 力 J ,从 而使 之达 到所 需 要 的钢 管 尺 寸 和
张减资料

给常州减径机讲稿2004年10月17日1、前言1、1张力减径机与微张力减径机的区别总的来,张减与微张减在设备和变形原理上是完全一样的,只是在实际运用时,根据不同的条件和要求,选择的工艺参数(张力系数)不同而已。
张力减径一般机架数≥16,工艺上最大的特点是减壁减径,一般单架最大减径率>6.0%,总减径率可达到80%以上。
但同时它的切头损失非常大(最大的切头长度可超过2米)。
微张力减径的机架数≤14,过去单架最大减径率不超过3.5%、总减径率小于35%。
由于张力系数≤0.5,只能实现等壁或减壁减径,因此切头损失比张减大大减少——大多情况下,切头长度大多可控制在300MM以内。
同时,只要措施得当,中、厚壁管的“内六方”可控制在较好水平。
因此微张力减径机比较适用于荒管长度≤15米的热轧无缝钢管机组和中、厚壁管生产。
1、2介绍主要内容介绍的主要内容是减径的变形理论、几个工艺问题和生产工艺的编制、轧机调整。
2、变形理论(微张减工艺的基础)2、1基本变形理论——钢管张力减径变形的基本方程式2、1、1 推导所用的符号和定义S ——钢管壁厚D ——钢管外径F ——钢管横断面积F=πS(D-S)ν——钢管壁厚系数ν=S/DDm——钢管平均直径1Dm=D-Sζr ——径向应力ζ e ——轴向应力ζt ——切向应力Φr ——径向对数变形Φr=l nS/S0Φe ——轴向对数变形Φe=l nL/L0=ln F0/F=lnµΦt ——切向对数变形Φt=l n(D-S)/(D0-S0)2、1、2 基本出发点1)三向的应力—应变关系——圣维南塑性应力应变理论(ζr-ζm):(ζe-ζm):(ζt-ζm)=Φr:Φe:Φt 式中:ζm为平均应力ζm=(ζr+ζe+ζt)/32)屈服条件——最大切应力理论ηma x=(ζ1-ζ3)/2=Kf/2在钢管减径条件下,即为:ζe-ζt=K fKf为材料的变形抗力,主要与材料的屈服极限ζs、变形温度、变形速度以及加工硬化等有关。
定、减径机的结构和传动形式特点

定、减径机的结构和传动形式特点二辊定、减径机相邻两机架的轧辊轴线呈正交并与地面呈45°布置。
机架结构由早期的单片机架发展成为整笼形结构,提高了机架刚度。
现已发展到与第四代连乳管机相似的具有快速换辊装置、直流单独传动的结构。
此种结构的定径机由于结构简单,孔型加工容易,且在生产中可通过调节辊缝来改变孔型参数。
既可补偿孔型的不均匀磨损,也可用一个孔型经调节以生产规格尺寸相邻的其他规格产品。
这就是二辊定径机的基本特点——可调节性。
但是两个轧辊构成的孔型,每个轧辊的孔型包角近180°,孔型底部与侧壁及开口处的速度差较大,使钢管在变形过程中同一断面上的速度严重不均,钢管与辊子孔型间的滑动大,影响钢管的表面质量;同时,为了保证轧制的顺利和稳定,在孔型侧壁设计有一定斜度,减少了轧辊对钢管的有效包络,使生产出的钢管尺寸精度相对较低。
轧辊孔型加工不需要专用机床,可满足特厚壁管的定径需要。
成都无缝钢管厂彡180mm精密轧管机组12机架二辊微张力定径机成功地应用了现代连轧管机的机架、快速换辊装置、直流单独传动的结构。
为了解决二辊定、减径机生产的钢管尺寸精度相对较低的问题,发展了三辊定、减径机。
三辅定径机的三个轧辊轴线相交为120°夹角,并围成一等边三角形,相邻两架的轧辊轴线呈60°夹角,即相邻两架共6个乳辊的轴线投影为一正六边形。
三个轧辊安装在一刚性良好的整体框架内。
在轧辊已安装并调整好的机架内,3个轧辊同时进行孔型加工后,不需要再调整。
由于三辊定、减径机的上述结构特点,3个轧辊形成孔型,每个辊的包角为120°,孔型各点间的速度差小、封闭性好,孔型几何尺寸精度精确,成品管直径精度可达土(0.3%〜0.5%)。
所以生产出的钢管表面质量好,尺寸精度高。
但是,由于轧辊孔型不可调,这就要求每一个规格都要有一对应的孔型及乳辊备用,并有能保证连续生产的足够数量的拆、装、加工的轧辊和机架。
微张力减径机轧后钢管产生青线的原因分析

收稿 日期 :o 5一 8一 5 2o O O
前言
突出 , 一般称 之 为青 线 。 可 能产 生 青 线 的原 因很
钢管 微张 力减 径机 主要 是针 对轧 后荒 管进 行
多: 如轧制速度制度的不合理 , 孔型的宽展量设置 太小 , 轧辊 的倒 角过 大 , 因材质 原 因而导致 的倒 或 角破碎等都可不同程度的造成青线缺陷。
2 工艺 因素 的排 除
Ch n F n e eg
Ab t a t Th 8 o h tp o u e e b a k t r a n t e s e b u i g t e rl n rc s y te 1 t n s s r c : e I 8 n t a r d c d t l c e d o t lt e d r o i g p o e sb 4 sa d  ̄ h h h e u n h l h mir c o—t n in r d cn m i a e n a ay e so e u i g— — h s b e n l ̄ l l i i r de n t s a t .wh c n ia e h ti i a s y o e oe a c - h i i h i d c ts ta t s c u e b v rtlr n e ma d
的 , 乎该 产 品的生 产工 艺 要求 。 合
出 直 状 耋 因棱上的金属变形程度和其 3~一 制 素 … ’ 现 线 的 曼 凸 棱 兰 孔 车因的除 的金属不 同, 因而这部分金属 的颜色 比较
该减 径机 为 三辊 Y型减 径机 , 三个 轧辊 呈
l孔型直径/ m l8 8 l5 4 l 18 18 1 o .4 l 10 9 .6 9 .3 9 .8 9 .4 8 .7 m 1 .2 l .9 l .o 0 . l 4 5 2 O .9 7 7 4 5 18 0 1 9 8 l l 轧辊转 速// i 5 . 6 .5 6 .l 6 .5 7 .0 7 .7 7 .9 7 .8 7 .4 8.3 8 .l r n 84 a r 0 o1 37 68 02 2 1 43 72 92 O2 O5
微张力减径机孔型设计和轧制表计算方法
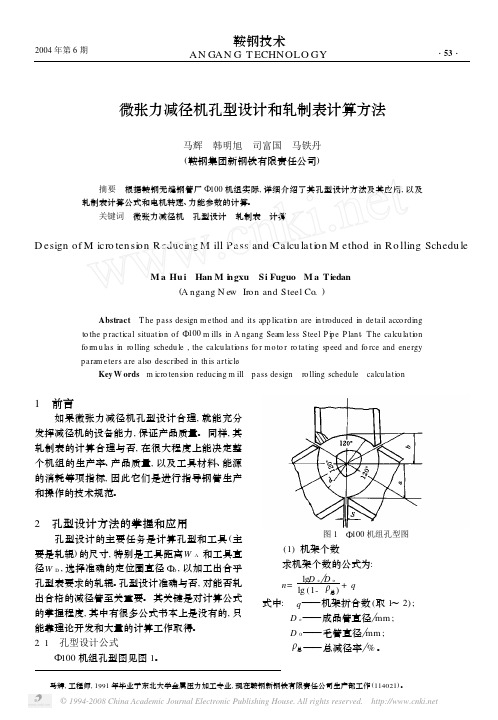
图 1 5 100 机组孔型图
(1) 机架个数 求机架个数的公式为:
n=
lgD e lg (1-
Do
Θ总)
+
q
式中: q——机架折合数 (取 1~ 2) ;
D e ——成品管直径 mm ;
D 0 ——毛管直径 mm ;
Θ总——总减径率 %。
马辉, 工程师, 1991 年毕业于东北大学金属压力加工专业, 现在鞍钢新钢铁有限责任公司生产部工作 (114021)。 © 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
D0
Θi=
Θ总m ax n- 1
Θ1= (0185~ 1) Θi
以上各式中, D 0 为 85mm 时, 系数取下限; D 0
为 100~ 105mm 时, 系 数 取 中 限; D 0 为 127mm
时, 系数取上限。 Θ2~ Θ10= Θi。
设 Θend为剩余减径率, 用于分配成品机架和成
。 S e) ]
张力系数分配曲线见图 3。
Z 1= 015Zm , Z 2~ Z 10= Zm , Z 11= 015Zm , Z 12= 0。
轧辊转速 nk= 60v 2D k 其中 D k 为轧辊直径; v 为轧制速度。
D k= D w - d ico sΗk 其中 D w 为轧辊理想直径, D w = 355mm ; Ηk = Ηk0+ ∃ Ηk0; Ηk0 = Π 6 (1- e ΛD W ) ; ∃ Ηk0 = Π 6× (d i 2ΛΓe) (Z i- Z iΚ)。
定径机轧管内六方缺陷的控制

定径机轧管内六方缺陷的控制定径机轧管内六方缺陷的控制摘要介绍了用增加轧制道次减少各机架的减径率控制厚壁管和合金中厚壁管内六方产生达到提高一极品率和金属收得率。
关键词内六方孔型减径率椭圆度 1 前言三辊定径机是Φ180限动芯棒连轧管机组热轧生产线金属热变形的最终一道工序是连轧管机组中的精轧机组。
定径机实际上是一种空心轧制的多机架连轧其任务是在较小的总减径率和较小的单机架减径率条件下将荒管轧成符合要求尺寸精度的成品管。
我厂Φ180限动芯棒连轧管机组于1999年投产试生产以来定径机轧制的热轧钢管由于受热工具工艺和操作水平等方面的影响各类缺陷的产生在所难免而内六方是其中的主要缺陷之一。
热轧管出现内六方缺陷后轻者影响成品管的外观重者因壁厚精度超差而改判甚至报废。
因此控制和减少内六方缺陷尤为重要。
本文结合现场生产实际在现场试验的基础上对内六方缺陷产生原因进行分析并制订出相应的控制措施。
2 内多边形形成的机理荒管减径时外径受到径缩而减小其减少量可以用钢管平均直径D的减少量表示外径减小意味着管子切向周长的减小。
按照金属流动规律出现一向压缩、两向拉伸的变形这样金属必然向另外两个方向流动在纵向产生延伸、在径向(即壁厚方向的自由内表面)产生增厚但是减径时如具有较大轴向张力也可能产生壁厚的减薄。
实际上由于三辊定径机(除最后一架)孔型是椭圆的见图1-1沿孔型周边上的管壁增厚分布以辊缝处为最大顶部最小由于轧机孔型辊缝互相呈60°。
因此第二架辊缝相当于第一架孔型顶部的位置。
这样第二架轧制后钢管的壁厚分布管壁增厚沿1/6周长的分布处于30°方向的壁厚最薄。
在顶部与辊缝方向的壁厚最厚结果钢管断面上呈内六方。
孔型不同部位的增厚亦不同其原因是钢管在孔型宽度上高度压缩量不均在顶部高度压下量最大变形时接触弧长、单位压力也比辊缝处大这样轴向摩擦力也大促使金属轴向流动这样就导致顶部壁厚增厚较小。
3影响内多边形的因素据许多文献介绍影响内多边形的因素有以下几方面: 3.1轧辊数目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备 ,微张力定 ( 径时没有 内部工具 ,3 减) 个轧辊构 成的孑 型对金属流动进行约束 .在减径的同时实现 L 减 壁 …。钢 管 在 微 张 力 定 ( ) 时 受 到 孑 型 形状 、 减 径 L 张力分布、机架间距等多种复杂因素的影响 ,容易 产生横向壁厚不均、头尾端增厚等产品质量缺陷[ 2 ] 。 由于微 张力定 ( ) 减 径过 程金属 变形发 生在三维 空 间 , 金属流动规律难以掌握 .使得减径技术带有较强的
维普资讯
撇
1 7
1 4机架微 张力定 ( ) 减 径过 程壁 厚分布 的有 限元研究
于 辉 ,杜 凤 山 ,臧 新 良 ,汪 飞 雪
( 山大学机械工 程学 院 ,河北 秦皇 岛 0 6 0 燕 6 0 4)
B一~ ~_山 一~一 ¨. 一~一 ~一_ 一. h ~川 .一 n甜 戛~ £ n堇 Ⅲ
(Ma hn r n ie r gC l g ,Ya s a nvri ,Qih a g a 6 0 4 hn c ieyE gn ei ol e n e n h nU ies y t n u n d o0 6 0 ,C ia)
一~一一 ~一~~
一一一一 Ⅻ . CShw 一~~ 一儿kS S _ 呈
析,或对相关的经验公式进行修正 ,建立适 当的数 学解 析模 型 .定性 分 析各 参数 对头 尾 端壁 厚 增厚 的
影响 .对 热 轧壁厚 生 产线 进行 控制 ,以减 小 管端 切
损。对于横向壁厚不均问题 ,文献[ ] 由 1 个机 6对 1 架组 成 的微 张力定 ( ) 机组 前 面 6架进 行 连 轧模 减 径 拟研究 .分析孑 型对横向壁厚分布的影响。 L 利 用 MS . r 件 对 1 CMac软 4机 架 三 辊 微 张力 定
摘
要 :根据钢管微张力定 ( ) 过程的变形特点 ,利用 MS , r 软件进行 三维 弹塑性有 限元 分析 ,模拟 减 径 CMac
钢管通过 1 机架微张力定 ( ) 4 减 径机的变形过程 。通过研究钢管断面上的横向壁厚分 布 ,分析其内多边形程度 ;通
过研究整根钢管的轴 向壁厚分布 ,不需进行解析计算 ,可直接在有限元模型上测得头 尾增 厚段 的切 除长 度。据此 提供分析产品缺陷 、指导工艺设 计的依据 。 关键词 :钢管 ;微张力定 ( ) ; 壁厚分 布 ;有 限元 减 径
( ) 减 径机定 ( ) 程进 行三维 建模 有 限元 分析 ,模 减 径过 拟钢 管定 ( ) 过程 中的金 属变 形 ,研 究 横 向壁厚 减 径
钢 管 20 0 6年 l 0月 第 3 5卷 第 5期
国家 自然科学基金资助项 目(0 4 0 6 5 34 3 )
燕 山大学科技发展基金资助项 目( J2 0 0 ) YD J 0 5 1
o 4Sa dSih t thSzn ( e u ig f - tn l t r c i g R d cn )Mi 1 g S e i l l
Yu Hu , Du F n s a , Z n n i n , W a g F i u i e gh n a gXi la g n ex e
( a c s h a s . n n
~
0 前 言
微 张 力定 ( ) 机 是 钢 管 连 轧 机 组 的 重 要 设 减 径
经验性。为了提高钢管产品质量 ,减少内角缺陷和 管端 切 损 .系统 分 析 钢 管减 径 过 程 中的 变 形 规律 , 成为钢管生产 中普遍关注的问题。 对于头尾增厚现象 .有关学者利用解析方法做 了大 量研究 工作 [ ] 实测 数据进 行 拟合 或 回归和 2 计算条件及结果分析 头尾 切除 长度进 行预 报 。 21 基本参数 . 机架数 目 1 架 4
2 0钢
1 模 型 的建 立
1 轧制模型的建立 . 1
三辊 微张 力 定 ( ) 机 的 3个 孑 型 呈 10 减 径 L 2 。对
曲面是对轧辊轴线对称的旋转面 .根据其几何特 点 .取与钢管对应 的半个轧辊曲面作为研究对象 , 把管坯的计算模型减少到整个截面的 1 ,轧辊视 / 6 为刚性体 ,系统建模如图 1 所示。模型简化后 ,对 称边界条件由对称面上的节点速度来确定 ,其在对 称面法线方向上的速度为 0 。采用八节点等参元来 建立描述管坯的有限元网格.有限元 网格划分沿钢
钢管 材质
荒管尺寸
成 品管尺 寸
人 口速度 出 口速度
12 m 1 . m 5.m x2 m 5 5
8 . mm 1. mm 89  ̄ 25
13 0mm s 0 / 23 0mm s 0 /
称分布.奇数机架与偶数机架互成 6 。 0 排列 ,孑 型 L
于 辉( 9 4 ) 17 一 ,男 ,博士研究生 ,从事轧制理论 、 轧 制过程仿真的研究 T作 。
STEE PE L PI Oc . 0 6 t 2 0 ,V 1 3 ,N . o. 5 o 5
维普资讯
1 8
i 麟 i f 鹩
中 图分 类 号 :T 3 . 文 献标 识 码 :B 文 章 编 号 :1 0 — 3 12 0 )5 0 1— 4 G3 57 0 12 1 ( 0 6 0 — 0 7 0
F ay i fT be Thc n s r t n Pr c s E An lsso u ik e s Va i i i o e s a on
管半径方 向分 为两层 ,周 向 5划分 为一个单元 . 。 共 1 个数据点,如图 2 3 所示。