STOLL 操作说明B
脱硫设备操作说明

脱硫设备操作说明脱硫设备是工业生产中常用的一种设备,用于去除燃烧过程中产生的二氧化硫,以减少对环境的污染。
正确操作脱硫设备对于保证其正常运行和发挥最佳效果至关重要。
本文将详细介绍脱硫设备的操作步骤和注意事项,以帮助操作人员正确并高效地使用脱硫设备。
一、设备准备1. 确保所需的脱硫剂已按要求准备好,并放置在指定的储存区域。
脱硫剂的种类和用量应根据具体需要进行调整。
2. 检查脱硫设备的各项参数设置,如温度、压力、流量等,确保其符合操作要求。
3. 检查脱硫设备的各个部件是否完好,并根据需要进行维护和修理。
二、操作步骤1. 打开脱硫设备进料阀门,将待处理的含二氧化硫气体引入脱硫设备。
2. 根据实际需要,调节进料流量,确保设备能够处理所引入气体的各项参数达到规定标准。
3. 打开脱硫剂进料阀门,将适量的脱硫剂注入设备中。
注意脱硫剂的投加速度和用量应根据所处理气体的含硫量和流量进行调整。
4. 随着气体进入脱硫设备,通过设备内的反应和吸附等工艺,二氧化硫被脱硫剂吸附或转化为无害物质。
5. 当处理完毕或需要更换脱硫剂时,关闭进料阀门和脱硫剂进料阀门,停止气体供给和脱硫剂投加。
6. 关闭脱硫设备排放阀门,防止废气外泄。
三、注意事项1. 在操作脱硫设备前,操作人员应认真阅读脱硫设备的说明书,掌握设备的结构、性能、操作方法等基本知识。
2. 操作人员需佩戴符合规定的个人防护设备,包括防护眼镜、手套、口罩等,以防止脱硫剂对人体的伤害。
3. 操作人员应熟悉并遵守脱硫设备的安全操作规程,严禁超负荷运行设备,以避免设备故障或事故。
4. 定期检查脱硫设备的运行状态,注意观察各项参数的变化,及时发现并解决问题,以确保设备的正常运行。
5. 严禁将未经处理或未经许可的气体排放到大气中,需将废气通过排放系统安全地排放到合适的位置。
通过本文对脱硫设备操作说明的详细介绍,相信读者已经对脱硫设备的操作步骤和注意事项有了更清晰的了解。
正确的操作方法能够保证脱硫设备的正常运行,并最大限度地减少对环境的污染。
STOLL键盘操作触摸屏幕实用指南
键盘操作触摸屏幕实用指南F1: 掉用说明书, 用Re Pag和AvPag操作屏幕上下移动, 键入Inicio 光标处于屏幕最前端; 键Fin光标处于屏幕末端F2:返回上一次操作菜单F4:显示直接指令菜单F5:启动或关闭辅助菜单F6:提示信息,用F5键打开辅助菜单,方向键用来移动光标到所需位置,确认键用来选择F8:返回主菜单F10:机速快慢调节屏幕主菜单逆时针方向键盘符号代表如下:1:读存卡另外确认键和Intro键也起此作用2:程序花型菜单3:机器速度4: SELAN终端5:横移修正6: Setting-up the pattern7: 红绿灯窗口8: Changeable monitoring 另外*键也起此作用9: 循环计数器和计数器A: Manual inputsB: 起针梳C: 织物牵拉D: 编织区域E: 线圈长度H: 导纱器G: 夹纱装置I: 机器维修,包括以下分支菜单: 1:基本设置:包揽以下菜单: 1:语言2:机器设置3:机器选择键的设置4:机器参数5:Needdle bed parameter6:NPK7:选针8:ODL/MDL设置2:用户设置3:基准运动4:诊断功能6:横移检修B:锁定功能C:光标调节D:测试终端F:统计,包括以下菜单;1:报告2:班产计数器K:辅助屏幕调节L:User profileJ: 机器调节K: 定量编织菜单L: 顺序编织菜单M1-菜单的组合键功能按键组合文件文件/退出M1 Alt+F4文件/导入/图片Alt+F9文件/导入/模型Alt+F3文件/新建Ctrl+N文件/打开Ctrl+O文件/关闭Ctrl+F12文件/保存Ctrl+S文件/另存为F12处理编辑/剪切Ctrl+X编辑/粘贴Ctrl+V编辑/对称粘贴Ctrl+I编辑/提花Ctrl+F3编辑/复制Ctrl+C编辑/分解花型行Ctrl+F8编辑/ 定义基准行Shift+1编辑/插入区域插入编辑/删除区域删除编辑/撤消Ctrl+Z将所标注的区域编辑/合并成一个花型行F8 编辑/ 恢复Ctrl+Y查看视图/ 选项/ 后视图Alt+F6视图/ 选项/ 光标/ 在所有视图中显示光标位置. ( 句号) 视图/ 选项/ 光标/ 坐标显示/ 高级, ( 逗号)查看/选项/保存设置Ctrl+Alt+S查看/选项/织物视图Shift+F5视图/ 选项/ 线圈长度作为织针动作背景Ctrl+Alt+L视图/选项/显示模块限制Ctrl+Alt+M查看/选项/符号视图Shift+F6视图/选项/显示辅助针床Shift+F12查看/全视图Ctrl+F2模型/ 织可穿模型k&w 模型/ 模型浏览或模型/ 模型浏览F2织可穿/模型Wizard (将织可穿模型放到一起)模型/模型Wizard (将织可穿模型放到一起) Ctrl+Shift+ F11 织可穿模型/模型编辑器(生成/编辑模型)模型/ 模型编辑器(生成/编辑模型) Shift+F11织可穿模型/使用模型模型/使用模型Alt+F7模型/撤消模型/删除定位模型Alt+F8模块模块/ 设定连接点Ctrl+Alt+A模块/从所选区域生成模块Ctrl+Shift+M模块/ 模块管理器F3模块/新模块Ctrl+M选定区域区域/全选Ctrl+A区域/填充Alt+F5区域/禁用光标功能退出选项/到选项中放大系数保持不变Ctrl+B选择/禁用选项F7区域/查找并选择/在整个花型中Ctrl+F区域/查找并选择/在整个花型中( 附加的) Ctrl+Shift+ F 测量绘图工具M绘图工具直线 B绘图工具矩形N绘图工具铅笔V选择辅助正方形Ctrl + Shift + 绘图工具矩形/正方形显示放大的选项Ctrl+Alt+B选择时切换选项选项卡+绘图工具编织工艺编织工艺/自动工艺编辑F10编织工艺/纱线区域F4编辑工艺/设置Shift+F9编织工艺/线圈长度Ctrl+L编织工艺/ 调入工艺编辑之前的花型Shift+F10编织工艺/循环Ctrl+R编织工艺/机头速度Ctrl+Alt+V编织工艺/分步工艺编辑Ctrl+F10编织工艺/工艺行数据F9编辑工艺/织物牵拉Ctrl+W SintralSintral/导入SETUP Alt+F12Sintral/导入Sintral 检验Alt+F11Sintral/显示Sintral Alt+F10生成Sintral / Sintral / 提花/ 设置F11Sintral/Sintral 检验Ctrl+F11Sintral/Sintral 功能Ctrl+Alt+F模型视图在模块栏中选择编织序列F5 ( 模型视图)在模型属性表格中, 选择光标所指向的模型边缘.在边缘颜色的位置发现光标边缘颜色取色.没有边缘颜色的位置发现光标:采用/包括嵌花模型或外部模型. F6 ( 模型视图)如果在模型视图中发现了光标,显示就根据鼠标而移动. 空格栏(模型视图)纱线区域视图选择一个导纱器的所有纱线区. Ctrl+Shift (纱线区视图)按键组合功能Ctrl+A 显示文件.Ctrl+B 激活或取消激活删除文件时的提示.Ctrl+C 复制文件.Ctrl+D 删除文件.Ctrl+F4 关闭KMC.Ctrl+K 打开KMC.Ctrl+M 打开/修改文件.Ctrl+N 打开新文件包.Ctrl+O 打开文件包.Ctrl+P 打印文件列表.Ctrl+R 将KMC上的文件另存为.Ctrl+U 重命名文件.Ctrl+V 粘贴文件.Ctrl+W 将文件保存在文件包中.Ctrl+Alt+A 删除所有文件.Ctrl+Alt+F 格式化KMC.Ctrl+Alt+I 调入STOLL 编织记忆卡程序的信息. Ctrl+Alt+K 复制文件到KMC.Ctrl+Alt+M 激活帮助主题.Ctrl+Alt+R 重新整理KMC.Ctrl+Alt+S 复制文件到文件包.Alt+I 激活关于当前KMC的信息.Alt+L 恢复被删除的文件.Alt+O 选择选项Alt+F4 退出STOLL 编织记忆卡程序.Alt+U 刷新显示.Alt+Shift+ A 选择所有文件.F12 显示所有文件.。
海洛斯操作手册(说明书)
HIROSS恒温恒湿机房精密空调操作手册HIMOD系列北京****科技有限公司技术部2009年01月01日目录第一章HIMOD系列海洛斯空调概述 (2)型号多 (3)控制技术先进 (3)制冷系统 (3)送风系统 (3)加湿系统 (3)加热系统 (4)1.7其它 (4)第二章HIMOD系列海洛斯空调型号含义 (4)第三章有关空调的一些资料 (5)气流组织方式(详见下图) (5)盖板纽开启方式(详见下图) (5)空调重量(单位:Kg) (5)机组尺寸及维护空间 (6)第四章制冷循环管路示意图 (7)风冷却(A型) (7)水冷却(W型) (8)双冷源(D型) (9)单系统(C型) (10)双系统(C型) (10)第五章调速风机调速接线示意图 (11)第六章MICROF ACE概述 (12)概述 (12)面板简介液晶显示屏 (13)液晶显示屏介绍 (13)第七章MICROF ACE面板的操作 (13)第八章控制器的使用 (14)控制器(HIROMATIC)概述 (14)控制器的操作 (15)菜单结构 (17)第九章日常维护及特殊维护 (18)日常维护 (18)特殊维护 (19)第十章常见报警及处理 (20)低压报警 (20)高压报警 (21)加湿报警 (21)失风报警 (21)电加热过热报警 (22)显示器发黑 (22)空调不制冷 (22)附录1:参数列表 (22)附录2:报警内容列表 (26)附录3:各菜单项含义: (28)第一章HIMOD系列海洛斯空调概述HIMOD系列海洛斯空调(HIMOD空调)是当今世界上最先进的机房专用恒温恒湿机房专用精密空调。
随着IT业的突飞猛进的发展,各种布局、面积差别很大的机房如雨后春笋般纷纷出现了,使用环境也不一而同。
为适应各种不同要求的机房,新开发的海洛斯HIMOD系列空调应运而生。
她是在保留她的前一代产品HIRANGE系列机房空调的优点,又应用了当今世界上提高了的制冷技术及制冷部件制造工艺,使用当今最先进的模块化设计理念生产出来的高科技机房空调产品。
爬虫STool使用手册

07
销售跟踪
引领跨境智变
销售跟踪
销售跟踪
功能:查看Bestseller各级品类前100产品 抓取频率:每天00:00-5:00会刷新一次每个品类bestseller排名前100条数据(低于100的就以实际数量为准)
操作:
1.点击销售跟踪,可跳转至亚马逊全品类界面, 2.通过关键词或ASIN搜索可3.鼠标移入显示单行删除按钮,可对单行进行删除 4.勾选复选框,可批量删除/开启监控/关闭监控 5.点击新增监控,可添加需要监控的ASIN,选择站点,输入/粘贴ASIN文本,换行计算一个,点击保存后新增到跟踪列表 注:销售跟踪的产品RANK是该品类下产品的bestseller排名
引领跨境智变
排名监控
设置提醒 功能:对产品排名、关键词排名变化设置提醒规则 操作: 1.点击排名监控里的设置提醒,可进入设置提醒界面 2.点击新增提醒,可对单个ASIN的业务变化设置提醒规则,保存成功后符合规则变化的ASIN信息将以系统消息形式发送到 个人中心
引领跨境智变
排名监控
设置提醒 功能:对产品排名、关键词排名变化设置提醒规则 操作: 3.点击设置提醒界面的编辑按钮,可对已设置的单个ASIN规则进行编辑 4.勾选复选框,点击批量删除,可对选中ASIN进行删除
操作: 1.通过站点、抓取状态、售况、ASIN或关键词,点击提交,可查询到符合条件的已添加ASIN 2.点击新增监控,可添加需要获取REVIEW的ASIN,可复制粘贴多个,换行记为一个
3.选择复选框,点击批量操作,可批量开启/关闭监控/删除
4.鼠标移入每行,可显示单行删除按钮,点击可进行单行删除
引领跨境智变
输入网址:/ 注册方式:使用手机号+用户名+密码+姓名+公司名称注册,验证通过后可以登录。
STOLL编织机操作说明说明书

操作说明类型计算机类型部件类型CMS 830 S633OKC000 - 003CMS 730 S625OKC000 - 003ID 257 741CN日期: 2012-08-28原版操作说明的翻译编织机操作系统:V_OKC_002.007.00x_STOLL (或更高)H. STOLL GmbH & Co. KG, Stollweg 1, D-72760 罗伊特林根, 德国 我们的产品正不断朝更高目标发展. 因此它们便于进行技术修改.End User Licence Contract (03/2001)Licence terms in business transactions with entrepreneurs for the use of the STOLL softwareLicenser: H. STOLL GmbH & Co. KG, Stollweg 1, D-72760 Reutlingen / Germany.§ 1Licensed object and scope of use(1)The licenser grants the licensee a not exclusive right to use above-mentioned STOLL software according to thefollowing terms and conditions. The licenser shall provide the licensee with a copy of the object code for the licensed programs. The licence material also includes a program description in printed form. In the following text, the licensed programs and the program description are altogether referred to as "licensed software". (2)The licensed software is only intended to be used with the STOLL knitting machine with which the software wasdelivered and can only be run in connection with this knitting machine. Any other form of use of the licensed software is not permitted.(3)The approved use covers the storing of the licensed programs in one data-processing machine, the execution ofthe programs, the processing of the data stock, as well as the production of copies of the programs to the extent that this is required for contractual use. All rights to the copies shall remain with licenser.(4)Additional usufructuary and exploitation rights of the licensee do not exist. The creation of back-up copies, thetesting and inspecting of the programs , the processing of the data stock as well as a decompiling are only permissible if this must be imperatively permitted due to legal regulations.(5)Licence material handed over in printed form, in particular the program description is only allowed to bereproduced with the written consent of the licenser.(6)After having informed the licenser previously in writing, the licensee is allowed to transfer his right of usetogether with the knitting machine mentioned in Par. (2) in the scope and with the limited conditions resulting from the Par. (1) to (5) entirely to a third party. These conditions must be expressly pointed out to the third party.The transfer within the framework of continuous obligation (e.g. rental, leasing) is not permissible. With the transfer, all the rights of use of the first licensee shall expire, including any rights to copies and adaptions. If these were not handed over to third parties, they must be destroyed.(7)Neither the licensee nor the subsequent user has the right to use licensed software in whole or in part on morethan one data-processing machine at the same time or distribute any reproduced sections of the licensedsoftware in its original version or in altered adapted versions.§ 2Period of useThe granting of the usufruct mentioned under § 1 is provided for an indefinite period of time for the entireeconomic service life of the licensed software.§ 3Safeguarding of the licensed software(1)The licensee must ensure that no form of improper use of the licensed software is carried out at his companyand that the obligations in accordance with § 1 are also observed by his employees and personnel as well as by other persons working with the package.(2)The licensee agrees not to change any protective annotations, such as copyright annotations or any otherreservations of rights and agrees to transfer completely into specifically made copies of the licensed software.The licensee is only allowed to use the programs or program sections of other producers included in or related to the licensed software if the licensee accepts the licence terms applicable for such use.§ 4Warranty(1)The contracting parties are in agreement that, based on the present state of technology, it is not possible todevelop programs so that they run without any errors for all application conditions. For the licensed software, the licenser shall hand over to the licensee a program description based on the most recent status in each case that refers to the proper use and conditions of use for the programs. Specific characteristic features shall not be guaranteed unless an agreement to the contrary is reached in individual cases.(2)The licenser guarantees that the licensed software is usable within the meaning of the program descriptionissued by him and applicable at the time of delivery to the licensee; an irrelevant diminishment of the usability shall not be taken into account. The licenser also guarantees that the data carrier being used is free of material and manufacturing defects and that the data has been properly recorded on the data carrier. If the licensee operates the licensed software in connection with hardware and software products that do not come fromSTOLL, the licensee is obliged to furnish proof that a determined error has its cause in the licensed software.(3)If the licensed software proves to be useless or defective within the meaning of Par. (2), the warranty is carriedout by replacement delivery versus the return of the defective software. If the software delivered on areplacement basis also proves to be useless or defective and the licenser is not able to restore the usability or eliminate the error within a suitable time limit, the licensee can demand, according to his choice, a reduction of the licence fee or reimbursement of the licence fee versus the return of the licensed software.(4)Any further warranty, in particular for guaranteeing that the data or the licensed software comply with therequirements and purposes of the licensee shall be excluded.(5)The warranty period amounts to twelve months, starting with the date of delivery of the licensed software to thelicensee.§ 5Liability limitations(1)The licenser shall be liable for damages that were caused by a culpable infringement of an essential contractualobligation, for which the licenser is responsible, in a manner endangering the achievement of the contractual purpose. The liability is limited to the contract-typical damage the occurrence of which the licenser had to expect based on the circumstances known to the licenser upon the conclusion of the contract. In any case, the liability is limited to two times the amount of the licence fee paid by the licensee.(2)In case of virus contamination, the licensee is responsible for providing proof that the licensed software wascontaminated with the virus.(3)The licenser shall not be liable for insufficient economic success, lost profits, remote damages andconsequential damages and for damages from the claims of third parties with the exception of claims resulting from the infringement of protective rights of third parties.(4)For the recovery of data, licenser shall only be liable within the framework of Par. (1) and only if the licenseestored this data in machine-readable form on a daily basis, the corresponding data carrier is available and the data can be reproduced at reasonable expense.(5)The aforementioned liability limitations do not apply to damages that have been proved to be based onpremeditation or gross negligence on the part of licenser or on the lack of guaranteed characteristics, as well as to any claims based on the product liability law.§ 6Final provisions(1)Alterations and supplements of this contract require the written form for their legal validity.(2)Should any individual provisions of this licence terms be void or become void, the validity of the other provisionsshall remain unaffected. The void provision must be replaced by a lawful provision that comes as close aspossible to the economic purpose it is being used to pursue.(3)This terms and the legal relations between the licenser and the licensee are subject to German law exclusively.(4)Place of fulfilment and jurisdiction in business transactions with businessmen is D-Reutlingen / Germany.Installation of the programsThe exact installation instructions for the software are contained in the manual.Software license for Windows XPThe license number is located on the left or on the right control cabinet.Fig. 1Software license for Windows XP on the left control cabinet内容列表1关于本说明书 131.1本说明书用途 (13)1.2本文件的有关人员 (13)1.3本说明书的内容 (14)1.4本说明书所使用的符号 (15)2编织机介绍 172.1编织机部件 (18)2.1.1前侧 (18)2.1.2侧面图(右边) (21)2.1.3后侧 (22)2.2导纱系统 (23)2.2.1纱线路径 (23)2.2.2纱线控制装置自停 (26)2.2.3侧面导纱装置 (27)2.2.4切夹纱装置 (29)2.2.5嵌花导纱器 * (31)2.2.6添纱导纱器 * (32)2.3机头 (33)2.3.1传动、速度和动程 (33)2.3.2吸尘和清洁行 (34)2.3.3中心润滑 (35)2.3.4压脚 (36)2.4编织系统 (37)2.4.1编织系统设计 (37)2.4.2机头中的密度马达 (38)2.4.3沉降功能 (40)2.4.4机头外的织针位置 (41)2.5控制装置 (42)2.5.1脉冲发生器 (42)2.5.2阻力自停 (43)2.5.3振动自停 (43)2.5.4探针器 (43)2.6针床 (44)2.6.1结构 (44)2.6.2横移装置 (45)562.7织物牵拉 (47)2.7.1主牵拉 (47)2.7.2辅助牵拉 (48)2.7.3牵拉梳 (49)2.7.4控制装置(织物牵拉) (50)2.8显示和操作单元 (51)2.8.1主开关 (51)2.8.2操纵杆 (52)2.8.3指示灯 (53)2.8.4输入装置 (54)2.8.5用户界面 (55)3用编织机进行生产 633.1生产和换班的准备工作 (63)3.1.1导入文件、资料库和花型文件夹 (64)3.1.2输入衣片数或行数 (69)3.1.3设置自动关机 (70)3.1.4设置触摸屏 (71)3.2穿纱 (73)3.2.1调出导纱器排列 (73)3.2.2放置纱筒 (74)3.2.3导纱环处的穿纱 (74)3.2.4纱线控制装置的穿纱 (74)3.2.5纱线长度测量装置的穿纱 (75)3.2.6摩擦送纱器的穿纱 (75)3.2.7VECTOR喂纱轮的穿纱 (76)3.2.8侧面安全门的穿纱 (77)3.2.9将纱线穿入导纱器 (78)3.2.10切夹纱装置的穿纱 (79)3.3生产 (80)3.3.1开启编织机 (80)3.3.2调出报告和班产计数器 (83)3.3.3停止机器 (88)3.3.4监控运行时间 (90)3.3.5计量运行时间 (94)3.4使用编织定单(定制菜单)进行生产 (96)3.4.1创建和管理定制菜单 (96)3.4.2设置或更改定制菜单的计数器 (98)3.4.3保存/导入定制菜单 (99)3.5解除织物故障 (101)3.5.1脱布后重新起头编织 (102)3.5.2导纱器的穿纱 (104)3.5.3清除缠在织物牵拉装置上的织物 (105)3.6出现故障后启动机器 (106)3.6.1信息和提示历史记录 (107)3.6.2隐去错误信息 (110)4调节编织机 1134.1基本设置 (113)4.1.1调节机速 (114)4.1.2设置线圈密度 (117)4.1.3调节导纱器 (128)4.1.4交错排列导纱器 (133)4.1.5调节纱线张力 (136)4.1.6调节摩擦式送纱器的送纱量 (139)4.1.7调节储纱器 VECTOR * (140)4.1.8调节编织区 (141)4.1.9调节牵拉 (142)4.1.10处理织物牵拉菜单 (145)4.1.11设置循环计数器和片数 (148)4.1.12调节模型计数器 (149)4.1.13设置计数器 (151)4.1.14开启和关闭照明 (152)4.1.15设置打开夹纱装置值 (153)4.1.16配置符号栏 (154)4.1.17配置监测控制 (156)4.1.18设置花型 (160)4.1.19织可穿设置 (168)4.1.20横移修正 (169)4.2高级调整 (172)4.2.1附属装置的开启和关闭* (173)4.2.2设置语言 (174)4.2.3调节传感器 (176)4.2.4设置针床参数 (178)4.2.5设置机器参数 (179)4.2.6设置断电时的关机时间 (181)4.2.7复制维修数据 (183)4.2.8执行基准运行 (185)4.2.9调整横移位置修正 VPK (188)4.2.10调整基本横移修正VGK (190)4.2.11成圈三角位置修正 (192)4.2.12调节针舌刷 (194)4.2.13调节夹纱器 (195)4.2.14安装和调节压脚 (196)4.2.15调节探针器 (199)4.2.16调节导纱器 (199)784.2.17调节导纱器限位块 (201)4.2.18调节导纱器滑块 (202)4.2.19调节中央润滑装置毛刷 (202)4.2.20调节嵌花导纱器* (203)4.2.21在机头区域内移动嵌花导纱器* (204)4.2.22嵌花导纱器- 调节停位点(基本设置、制动值) * (205)4.2.23嵌花导纱器- 检查压板* (214)4.2.24嵌花导纱器- 修正停位点(修正值) * (215)4.2.25添纱-几种不同方式 (216)4.2.26添纱-双臂导纱器 (217)4.2.27添纱-添纱导纱器座 (219)4.3文件的操作 (222)4.3.1有关使用窗口的帮助 (222)4.3.2文件管理器 (228)4.3.3文件、资料库和文件夹的操作 (232)4.3.4在花型编辑器中显示文件 (237)4.3.5清晰的编织存储 (239)4.3.6复制文件 (241)4.3.7选择当前文件夹 (244)4.3.8执行程序测试 (247)4.4Sintral 编辑器操作 (249)4.4.1激活 Sintral 编辑器 (249)4.4.2跳到功能和错误列表中的帮助 (255)4.5KnitLAN 连接 (256)4.6定义用户配置文件 (259)5Setup 数据 2695.1背景 (270)5.2Setup1与Setup2的对比 (271)5.3使用Setup1或Setup2 (273)5.4导入编织程序 (274)5.5Setup2 编辑器 (275)5.5.1CMS的Setup2编辑器的总览 (275)5.5.2牵拉 (284)5.5.3导纱器 (287)5.5.4线圈长度 (291)5.5.5 机头速度 (294)5.5.6循环计数器 (295)5.5.7纱线长度 (296)5.5.8横移 (299)5.5.9其他 (300)5.5.10数据模式和文件模式 (301)5.6Setup1 - 编辑 setup 文件 (302)6编织机的维护保养 3076.1减少磨损 (307)6.2清洁编织机 (309)6.2.1清洁触摸屏 (310)6.2.2清洁吸尘装置和集尘盒 (311)6.2.3用吸尘器清洁编织机 (312)6.2.4清洁针床 (313)6.2.5清洁积极式纱夹 (313)6.2.6清洁永久制动装置 (314)6.2.7清洁摩擦送纱器 (314)6.2.8清洁主驱动风扇 (315)6.2.9清洁右控制箱中的风扇和散热器 (315)6.2.10清洁电源盒的滤网 (316)6.2.11清洁切夹纱装置 (317)6.2.12清洁传送片 (319)6.2.13清洁编织系统 (321)6.2.14彻底清洁切夹纱装置 (322)6.3润滑编织机 (326)6.3.1润滑周期 (327)6.3.2设置针床的润滑周期 (328)6.3.3中央润滑装置的设置 (329)6.3.4给针床上油 (332)6.3.5重新开始润滑周期 (332)6.3.6给沉降片床加油 (333)6.3.7导纱器导轨加油 (333)6.3.8机头导轨加油 (334)6.3.9脉冲发生器轨道加油脂 (334)6.3.10横移装置加润滑脂 (335)6.3.11调节片加润滑脂 (336)7修理编织机 3377.1维修保养时的辅助操作 (337)7.1.1关闭和打开 40 V 电源 (337)7.1.2中央润滑装置 - 安装位置和工作位置 (339)7.2帮助性编织行 (340)7.3更换零件 (342)7.3.1更换织针和挺针片 (343)7.3.2更换中间片 (345)7.3.3更换选针片 (346)7.3.4更换沉降片 (347)9107.3.5更换沉降片弹簧 (348)7.3.6更换导纱钩 (349)7.3.7更换织针导向件 (350)7.3.8更换钢丝支架 (351)7.3.9卸下针床或以一定角度立起针床 (353)7.3.10修理针床 (356)7.3.11卸下和安装机头座 (358)7.3.12卸下三角底板 (365)7.3.13拆卸切夹纱装置 (367)7.3.14更换导纱器 (370)7.3.15安装嵌花导纱器* (370)7.3.16更换纱线控制装置 (372)7.3.17更换摩擦送纱器的皮带和摩擦辊 (373)7.3.18油路脱气 (375)7.3.19更换牵拉梳钩 (377)7.4电子控制系统故障处理 (378)7.4.1电子控制系统的总览(左右两侧控制箱) (378)7.4.2主电源 (381)7.4.3导纱器磁铁控制 (381)7.4.4更换电路板 (382)7.5检查保险管 (383)7.5.1检查保险管(右左侧控制箱) (383)7.6选针补偿 (386)7.6.1设定脉冲传感器类型 (387)7.6.2准备 (390)7.6.3脉冲传感器基准值的重置, 执行机头基准运动 (391)7.6.4手动确定选针补偿 (392)8软件安装和基本设置 3958.1启动过程 (396)8.1.1基本设置 (400)8.2保存机器数据到U盘 (410)8.3严重错误后保存花型 (411)8.4安装Stoll操作系统 (413)8.4.1直接安装 (414)8.4.2间接安装 (420)8.4.3更新软件 (426)8.4.4执行重新启动(Restart) (430)8.4.5重新启动并配置机器(Restart and Configuration) (431)8.4.6设置联机连接 (433)8.4.7全部系统数据概述 (435)8.5诊断控制 (436)9纱线和线圈密度 4399.1线圈密度范围 (439)9.2线圈长度 (440)9.3纱线表 (442)9.4转换表 (443)10机器管理工具 44510.1机器管理工具窗口 (445)10.2显示虚拟键盘 (447)10.3利用VNC软件进行远程控制 (448)10.3.1在机器上激活远程控制 VNC (449)10.3.2在机器上配置远程控制 (450)10.3.3确定机器的 IP 地址 (451)10.3.4在电脑上(例如笔记本电脑)安装VNC 浏览器软件 (451)10.3.5利用VNC浏览器进行远程控制 (452)10.3.6通过网络浏览器进行远程控制 (454)10.4直接从机器发送电子邮件 (456)11关键词目录 4611 关于本说明书1.1 本说明书用途1关于本说明书本章节包括以下内容:⏹本说明书用途 [-> 13]⏹本文件的有关人员 [-> 13]⏹本说明书的内容 [-> 14]⏹本说明书所使用的符号 [-> 15]1.1本说明书用途本说明书解释如何操作编织机。
Stodia VAS 5581A 诊断盒操作说明书

出版信息制造商Stodia GmbH蓄能器和诊断技术Im Freitagsmoor 45D-38518 Gifhorn电话:+49 (0) 5373 92197-0传真:+49 (0) 5373 92197-88**************www.stodia.de复印复印或重印,即使是部分复制,也始终需要制造商的书面许可。
版权原版操作说明书的翻译件保留所有权利。
所有文本、图像和图形均受版权和其他知识产权法的保护。
Copyright 2022 Stodia GmbH。
图源警告标志、禁令、指令和标准符号来自公共资源,例如互联网上可供公共访问的区域。
CAD产品图和产品照片来自制造商。
展示使用中的产品的图像材料附带有资料出处。
目录出版信息2目录3导言5前言5符合性声明的有效性5制造商说明5安全6警告级别6重要的安全提示6安全功能7紧急停止按钮7合规使用9对目标群体的要求10运营方的义务10更多文档10产品说明11供货范围11结构12诊断盒 VAS 5581A/1612电源连接线 VAS 622 00713转接线 VAS 5581A/1114套件14符号和接口15显示和操作元件17显示元件17操作元件18接口分配18技术数据19操作20准备工作21准备诊断盒21接通诊断盒22连接电源件/为电池充电23目录LC 显示屏上的操作24按键24控制键24菜单结构26运行模式菜单26设置菜单27信息菜单28运行模式29Soft Bridge 模式29网关模式30Hard Bridge 模式31开始诊断32连接车辆组件32激活组件的供电系统33配置连接34闭合高压继电器34设置 CAN 终端电阻35连接 VC 接口35结束诊断36诊断退出36关闭诊断盒36松开插头连接37松开诊断电缆插头连接(32 针)37清洁38存放和运输38废弃处理38保养38更换锂离子电池组38帮助信息39保修39客户服务39前言请在使用产品前认真阅读此操作说明书。
垂直移动装置使用指南
垂直移动装置使用指南1. 简介垂直移动装置是一种用于在垂直方向上调整高度的设备,常用于实验室、办公室、工作室等环境。
本文档旨在向用户提供关于垂直移动装置的详细使用指南。
2. 使用前的准备在开始使用垂直移动装置之前,请确保已经阅读并理解以下内容:- 垂直移动装置的安全性能和操作原理。
- 垂直移动装置的使用限制和注意事项。
3. 操作步骤3.1 操作界面垂直移动装置通常配备有一个操作面板,用于控制高度的调整。
在操作界面上,通常会有以下几个按钮或控制器:- 上升按钮:用于将装置向上移动,增加高度。
上升按钮:用于将装置向上移动,增加高度。
- 下降按钮:用于将装置向下移动,减小高度。
下降按钮:用于将装置向下移动,减小高度。
- 停止按钮:用于暂停垂直移动装置的运动。
停止按钮:用于暂停垂直移动装置的运动。
- 高度显示屏:用于显示当前的高度值。
高度显示屏:用于显示当前的高度值。
3.2 开机与关机在开始使用垂直移动装置之前,请确保已经插入电源,并按下电源按钮将其开启。
当使用结束后,按下电源按钮将其关闭。
3.3 高度的调整在垂直移动装置的操作界面上,使用上升按钮和下降按钮来控制高度的调整。
按住上升按钮,装置将会向上移动;按住下降按钮,装置将会向下移动。
在调整过程中,可以通过高度显示屏来实时监测当前的高度。
3.4 停止运动当需要停止垂直移动装置的运动时,单击停止按钮即可。
在紧急情况下,可以随时按下停止按钮进行紧急停机。
4. 安全操作指南以下是使用垂直移动装置时需要注意的安全操作指南:- 在操作过程中,应确保周围区域内没有障碍物,以免影响装置的正常运行。
- 操作人员在调整高度时应注意头部和手部不要接触到装置或其他物体,以避免意外伤害。
- 请勿超负荷使用垂直移动装置,以免损坏设备。
- 使用前请检查垂直移动装置是否稳固,如有异常应及时报修或更换设备。
5. 常见问题解答5.1 如何解决垂直移动装置不能上升的问题?如果垂直移动装置无法上升,请检查以下几个方面:- 是否有其他物体阻挡了装置运动的路径。
STOLL电脑横机操作

第二章电脑横机操作本章重点内容��电脑横机的操作界面�编织参数的设置修改�电脑横机的保养�三角工作原理第一节S T O L L电脑横机2.1.1S T O L L电脑横机简介电脑横机是机电一体化的横机�与普通横机相比�主要有自动化程度高、生产效率高、可生产复杂花型和操作简便等优点。
如下所示�S t o l l电脑横机外形�S t o l l电脑横机以电磁具有先进并性能稳定的电脑控制系统�除此之外�还具有以下优点�1.采用W i n d o w s人性化操作界面以及触摸屏的操作方法�机器操作极其简单、方便。
2.采用电磁脉冲的物磨损选针方式�对针床上的每一枚织针�可独立选针�保证机器编织过程中�选针的准确无误。
3.每种机型具有很好的易变性�可根据实际编织需要�更换针床以改变机号。
4.配备图形化的花型设计系统�设计编织的任意花型�可显示编织效果图形和工艺编织过程。
5.适应广泛的编织品种�可编织基本组织、花色组织、变针距组织、成型衣片、三维立体编织以及整件毛衫的编织。
2.1.2S T O L L电脑横机型号S t o l l电脑横机主要是以C M S系列为代表�其型号系列为�“5”为50英寸/127c m�若针床排针长度的数字是“4”表示机器针床排针长度为45英寸/114c m�“7”为72英寸/183c m�“8”为84英寸/213c m�“9”为96英寸/244c m。
在表明机头个数中有特殊的规定�若为“0”�则标志该机型为单机头�若为其它数字�则该机型为双机头。
若机型后面还有其他的一些字母或者数字�它们分别代表的意义为�C�代表粗针机型�如C M S520C�T�代表四针床�如C M S530T�K n i t&w e a r�代表织可穿�如C M S822K n i t&w e a r�E�代表经济型�如C M S420E。
M u l t i g a u g e�代表多针距�如C M S530M u l t i g a u g e�S t o l l电脑横机有两种形式的针�普通针距和多针距机型。
STOLL教程 指令.ppt
ห้องสมุดไป่ตู้拉
WMK+C=n:表示当机器编织n行后, 主牵拉输若没有往下拉一行,机器自停。
W+C=n:表示当机器编织n行后,辅助 牵拉若没有往下拉一行,机器自停。
W+:辅助牵拉值。 W+P:辅助牵拉压力马达值。
W0:短暂无牵拉,即在某一行输入W0, 则该行的牵拉值为0,下一行如不注明, 则牵拉归位到W0之前的牵拉值。
WS:主牵拉防缠绕装置。
WS1:防缠绕装置起作用;
WS0:防缠绕装置不起作用。
系统指令
S0 S1 S2 S3 S0 系统不工作 S1 第一系统工作 S2 第二系统工作 S3 第三系统工作
机头方向
>> << >> 代表机头方向,机头从左边向右
边运行 <<代表机头方向,机头从右边向左边
牵拉
WMFn:第n段牵拉索引 WMMin:最小牵拉值 WMMax:最大牵拉值 FF Needles Min:最小针数 FF Needles Max:最大针数
牵拉
WMI:牵拉脉冲,既机头在编织区外往 返时的牵拉值。
WM^:牵拉倒转 WMC=n (0-32):牵拉感应灵敏器,感
应所用的牵拉是否过大。n值越大,反 应越灵敏。 WM+C=n:表示当机器编织n行后,主 牵拉若没有往下拉一行,机器自停
可直接*n表示BB子程序执行n次循环
其它
S:<1-><+> A(5)-Y(6) Y=E S1 以上<1->表示每执行一行后在JAC中减去一行 <+>表示该把纱嘴编织的区域 Y-2B:R25 表示纱嘴引出去织完25行后打开
夹纱针 Y-CR1 切夹纱命令 1工作 0不工作 YDF 纱嘴跟进 SOY 导纱器归位:系统空走直到所有的导纱器位于
国STOLL电脑横机制版教程M1 M1PLUS 教程三
M1 PLUS 培训教程三----- 设计花型部分香港中大实业STOLL 电脑横机培训中心M1 Plus 教材前言本册教程,主要介绍了M1 Plus 的“模块排列”和“颜色排列”,是M1 Plus 在原有的M1 基础上新添的主要内容。
这部分内容要求使用者已经能够较熟练的使用M1 或M1 Plus 制作基本的花型、成形程序。
并非常熟悉织物的结构和编织原理。
本教程由德国STOLL 公司提供,香港中大实业北京培训中心姜晓慧女士略做修改。
如有错误,欢迎指正。
非常感谢!香港中大实业北京STOLL 售后服务培训中心2008-4-20CHEMTAX/STOLL Training Center 教程三I目录第一章设计花型-------------------------------------------------------------1第二章模块排列(Module Arrangment)1. 从区域中创建模块排列------------------------------------------------------------- 32. 修改模块排列中的翻针顺序-------------------------------------------------- 43. 扩展选定区域---------------------------------------------------------------64. 在模块排列中选择区域---------------------------------------------------65. 结构模块的表现------------------------------------------------------------6第三章颜色排列编辑器(Color Arrangment Editor)1. 颜色排列的表现----------------------------------------------------------72. 基准行的内容和方式--------------------------------------------------------93. 带结构的颜色排列的举例------------------------------------------------114. 颜色排列的处理过程------------------------------------------------------125. 颜色排列的效果-----------------------------------------------------------126. 颜色排列编辑器中的工具-----------------------------------------------13第四章颜色排列举例一带颜色提花的结构花型-------------------------------------------------------14 1.画花型----------------------------------------------------------------------------------- 14 2.创建颜色排列--------------------------------------------------------------------------- 14 3.辅助行的说明--------------------------------------------------------------------------- 17 二带有Stoll 提花结构的提花颜色排列------------------------------------171. 改变颜色顺序------------------------------------------------------------------------- 172. 使用普通纱嘴编织嵌花-------------------------------------------------------18三更改颜色顺序并合并导纱器------------------------------------------------191. 改变颜色顺序------------------------------------------------------------------202. 合并导纱器--------------------------------------------------------------------20四嵌花中导纱器带入、带出-----------------------------------------------211. 导纱器带入的颜色排列-----------------------------------------------------212. 导纱器带出的颜色排列-------------------------------------------------22CHEMTAX/STOLL Training Center 教程三II五嵌花边缘交界颜色排列-------------------------------------------------231. 带有符号的颜色排列----------------------------------------------------232. 带有符号和结构的颜色排列---------------------------------------------243. 使用符号和颜色的颜色排列---------------------------------------------------- 254. 带有符号和的颜色排列-----------------------------------------------26六生成带辅助行的花型和颜色排列-----------------------------------27七颜色排列:辅助导纱器----------------------------------------------------- 291. 生成辅助导纱器的花型和颜色排列----------------------------------------------- 292. 生成带有结构自动翻针的颜色排列----------------------------------------------- 31 八颜色和模块排列: 影响翻针---------------------------------------------- 321. 用于结构和自动翻针颜色排列的花型--------------------------------------------- 322. 创建一个带结构翻针的颜色排列------------------------------------------------- 333. 做带自动翻针的颜色排列----------------------------------------------------34九颜色排列:转移翻针------------------------------------------------------------ 351. 创建用于翻针的花型和颜色排列------------------------------------------------- 352. 楔形的集圈连接------------------------------------------------------------------------ 37 十颜色排列:纱线桥接----------------------------------------------------------- 37 1.生成嵌花花型的颜色排列----------------------------------------------------------- 372. 修改前的颜色排列的总览----------------------------------------------------------- 383. 各个颜色排列的具体修改------------------------------------------------------------- 39十一多针距1:3 ----------------------------------------------------------------45十二颜色排列:衬纬技术-------------------------------------------------47十三颜色排列:成形收针-------------------------------------------------49十四颜色排列:直口袋----------------------------------------------------51十五袋鼠袋(斜开口)-----------------------------------------------55十六带有门襟和口袋的马甲---------------------------------------61CHEMTAX/STOLL Training Center 教程三1第一章设计花型进入花型时M1 Plus 可以选择“工艺花型”或“设计花型”,教程一和二主要介绍的是“工艺花型”方式,教程三介绍的是“设计花型”方式1. 画花型:进入新建,选择“设计花型”模式进入:注意此时花型只显示标志视图:2. 扩展花型:使用“处理步骤”工具栏中的符号:带模型时不带模型时这些图标含义如下表:(返回某一步时,可直接点击相应图标)CHEMTAX/STOLL Training Center 教程三2图标含义基础花型。
手动指令STOLL
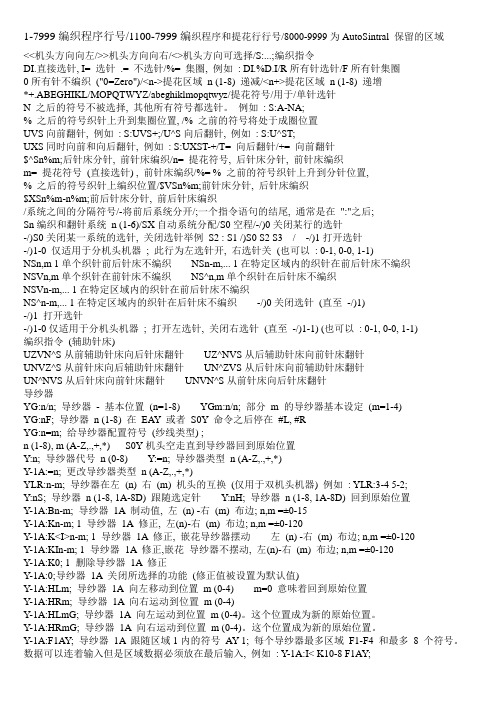
1-7999编织程序行号/1100-7999编织程序和提花行行号/8000-9999为AutoSintral 保留的区域<<机头方向向左/>>机头方向向右/<>机头方向可选择/S:...;编织指令DI.直接选针, I= 选针.= 不选针/%= 集圈, 例如: DI.%D.I/R所有针选针/F所有针集圈0所有针不编织("0=Zero")/<n->提花区域n (1-8) 递减/<n+>提花区域n (1-8) 递增*+.ABEGHIKL/MOPQTWYZ/abeghiklmopqtwyz/提花符号/用于/单针选针N 之后的符号不被选择, 其他所有符号都选针。
例如: S:A-NA;% 之后的符号织针上升到集圈位置, /% 之前的符号将处于成圈位置UVS向前翻针, 例如: S:UVS+;/U^S向后翻针, 例如: S:U^ST;UXS同时向前和向后翻针, 例如: S:UXST-+/T= 向后翻针/+= 向前翻针$^Sn%m;后针床分针, 前针床编织/n= 提花符号, 后针床分针, 前针床编织m= 提花符号(直接选针) , 前针床编织/%= % 之前的符号织针上升到分针位置,% 之后的符号织针上编织位置/$VSn%m;前针床分针, 后针床编织$XSn%m-n%m;前后针床分针, 前后针床编织/系统之间的分隔符号/-将前后系统分开/;一个指令语句的结尾, 通常是在":"之后;Sn编织和翻针系统n (1-6)/SX自动系统分配/S0空程/-/)0关闭某行的选针-/)S0关闭某一系统的选针, 关闭选针举例S2 : S1 /)S0 S2 S3 / -/)1打开选针-/)1-0 仅适用于分机头机器; 此行为左选针开, 右选针关(也可以: 0-1, 0-0, 1-1)NSn,m 1单个织针前后针床不编织NSn-m,... 1在特定区域内的织针在前后针床不编织NSVn,m单个织针在前针床不编织NS^n,m单个织针在后针床不编织NSVn-m,... 1在特定区域内的织针在前后针床不编织NS^n-m,... 1在特定区域内的织针在后针床不编织-/)0关闭选针(直至-/)1)-/)1 打开选针-/)1-0仅适用于分机头机器; 打开左选针, 关闭右选针(直至-/)1-1) (也可以: 0-1, 0-0, 1-1)编织指令(辅助针床)UZVN^S从前辅助针床向后针床翻针UZ^NVS从后辅助针床向前针床翻针UNVZ^S从前针床向后辅助针床翻针UN^ZVS从后针床向前辅助针床翻针UN^NVS从后针床向前针床翻针UNVN^S从前针床向后针床翻针导纱器YG:n/n; 导纱器- 基本位置(n=1-8) YGm:n/n; 部分m 的导纱器基本设定(m=1-4)YG:nF; 导纱器n (1-8) 在EAY 或者S0Y 命令之后停在#L, #RYG:n=m; 给导纱器配置符号(纱线类型) ;n (1-8), m (A-Z,.,+,*) S0Y机头空走直到导纱器回到原始位置Y:n; 导纱器代号n (0-8) Y:=n; 导纱器类型n (A-Z,.,+,*)Y-1A:=n; 更改导纱器类型n (A-Z,.,+,*)YLR:n-m; 导纱器在左(n) 右(m) 机头的互换(仅用于双机头机器) 例如: YLR:3-4 5-2;Y:nS; 导纱器n (1-8, 1A-8D) 跟随选定针Y:nH; 导纱器n (1-8, 1A-8D) 回到原始位置Y-1A:Bn-m; 导纱器1A 制动值, 左(n) -右(m) 布边; n,m =±0-15Y-1A:Kn-m; 1 导纱器1A 修正, 左(n)-右(m) 布边; n,m =±0-120Y-1A:K<I>n-m; 1 导纱器1A 修正, 嵌花导纱器摆动左(n) -右(m) 布边; n,m =±0-120Y-1A:KIn-m; 1 导纱器1A 修正,嵌花导纱器不摆动, 左(n)-右(m) 布边; n,m =±0-120Y-1A:K0; 1 删除导纱器1A 修正Y-1A:0;导纱器1A 关闭所选择的功能(修正值被设置为默认值)Y-1A:HLm; 导纱器1A 向左移动到位置m (0-4) m=0 意味着回到原始位置Y-1A:HRm; 导纱器1A 向右运动到位置m (0-4)Y-1A:HLmG; 导纱器1A 向左运动到位置m (0-4)。
ston机器人操作说明 V1.1

KEBA机器人操作说明0界面简介KeTop是KEBA公司专门为工业机器人手持终端提供的硬件解决方案,该手持终端运行KEBA公司自主研发的人机界面软件TeachView。
该人机界面具有易操作、人性化,符合人机工程学。
TeachView登录界面图左侧的灯与按钮分别为状态与配置管理部分,而右侧按钮为机器人动作操作按钮,底部的按钮则是调节部分。
除了上述三部分,还有急停按钮、USB接口、手动/自动开关。
左侧4个灯表示了系统运行状态。
系统正常启动为RUN灯亮,绿色。
发生错误Error灯会亮,红色。
机器人上电时Motion灯亮,绿色。
左侧7个图标,分别为自定义界面、配置管理、变量管理、项目管理、程序管理、坐标显示、信息报告管理。
右侧机器人动作操作部分,通过按“+”与“-”按键可以在编程或者点动时调节机器人的坐标位置,点击“2nd”按键可以翻到下一页(附加轴页)。
Start和Stop按钮与程序运行和停止有关。
底部F1、F2、Rob、F/B为闲置未定义按钮,Mot按钮用于机器人上电或下电,Jog用于切换机器人坐标系(轴坐标系、世界坐标系、工具手坐标系),Step用于切换程序进入单步模式还是连续模式。
V+和V-用于调节机器人运动速度。
在主界面顶部,有一个状态栏,它包含了机器人的操作模式、机器人状态及名称、坐标系、运动调节速度、项目程序名称、程序状态及执行模式、急停开关的状态、使用者等级等有关机器人系统状态方面的信息。
1配置管理1.1维护以下简要介绍一下维护界面底部的配置按钮:设置界面设置界面主要完成用户的登入、登出和系统设置。
登录界面可以选择要登录的用户,以及是否具有写权限和控制权。
系统设置包括界面语言选择以及日期、时间的设置,如下图。
用户界面用户为当前连接的使用者,包括其IP地址,等级以及是否有写入权限,如下图。
管理界面只有登录用户为管理员用户时才可以打开管理界面,可以管理用户组,对他们创建、编辑及删除等操作,如下图所示:版本界面版本界面显示控制器、手持设备和工具使用的版本信息。
stoll指令表

指令表<< 机头方向向左>> 机头方向向右<> 机头方向任意S:..... 编织指令DI.:直接选针,I=选择,.=不选%=集圈,例如DI.%D.IR所有织针编织0所有织针不编织F所有织针集圈.AYT*I+ 提花符号(单针选针的提花符号)N N后面的符号不被选择,但选择所有其它符号,例如:S:A-NA;% %之后的符号将织针推到集圈位置,%之前的符号则使织针位于编织位置UVS 移圈向前针床,例S:UVS+U^S 移圈到后针床,例S:U^ST;UXS 同时进行向前,向后的移圈,例:S:UXST-+;T=移圈到后针床+=移圈到前针床S:$^Sn%m 背面分针,前面编织n=提花符号,背面分针,前面编织m=提花符号(直接选针),前面编织%=%之前的符号能将织针移到分针位置,%之后的符号将织针移到编织位置S:$VSn%m; 前面分针,背面编织S:$XSn%m-n%m; 前后分针,前后编织/ 系统之间的分隔符号- 前后针床系统之间的分隔符号;一组指令结束的符号,通常出现在“:”之后S1 系统1编织或移圈::S6 系统6编织或移圈SX 系统自动设置S0 空走S0Y 系统空走直到所有的导纱器位于YG位置-/)0 此横列关闭选针系统NS,m 单针浮线NSn-m,... 这些织针不编织也可以NSV(前针床不编织)NS^(后针床不编织)-/)1-0 只适用于分机头机器。
左机头选针系统工作,右机头选针系统不工作(也可实现下列组合0-1,0-0,1-1)C 注释直接命令-/)0 关闭选针系统-/)1 启动选针系统14.2 导纱器YG:n/n; 导纱器基本位置(n=1-8): :YG1:n/n; 导纱器基本位置第一段YG4:n/n; 导纱器基本位置第四段YG:nF;导纱器n(1-8),EAY或SOY之后位于#R,# L处YG:n=m; 给导纱器配置符号;n(1-8)\'m(A-Z\')Y:n; 导纱器代号n(0-8)Y:=n; 导纱器类型n(A-Z,.,+,*)Y-1A:=n; 改变导纱器类型n(A-Z,.,+,*)YLR:n-m; 左右机头互换导纱器(只用于双机头机器)Y=1S; 导纱器按选区针区域走Y=1H; 导纱器回到初始位置Y-1A:Kn-m; 导纱器1A修正值,左(n)右(m)布边;n,m=+_0-120Y-1A:K0; 取消修正指令Y-1A:HLm; 导纱器1A向左运动到位置(0-4)m=0意味着返回初始位置Y-1A:HRm; 导纱器向右运动到位置m(0-4)Y-1A:HLmG; 导纱器1A向左运动到位置(0-4)Y-1A:HRmG; 导纱器向右运动到位置m(0-4)这一位置成为新的初始位置Y^ 取消所有导纱器,对嵌花导纱器不起作用YV 程序中选择的导纱器进入工作对嵌花导纱器不起作用Y^nSm 关闭导纱器n=导纱器1-8m=编织系统1-6YVnSm 带动导纱器到折返点Y? 显示当前导纱器位置和初始位置以及修正值EAY 消去所有导纱器位置和数值YD 以表格的形式显示导纱器与布边的相对位置Y-1A:F1AY; 导纱器1A跟随区域1内的符号AY;每个导纱器可有区域F1-F4及最多8个符号.可以连着输入这些数据,但区域数据必须最后输入.例:Y-1A:I<K10-8FIAY;YDn=m-0 导纱器距左(m)右(n)布边的距离(n=1-8)YDF=n 全成形编织时的附加的导纱器距离n(1-10)Y=n! 导纱器n(1-8)停在SEN区域之外Y-1A:=1: 导纱器类型命令起作用Y-1A:=0; 导纱器类型命令不起作用#G 目前位置与YG不符的导纱器记忆#Yn 当前机头位置时纱线型为n(A-Z,.,+,*)的导纱器的记忆号码() 用于重复信息,例如: Y:10(2/3/3)Y-C0 关闭导纱器控制功能Y-C1 启动导纱器控制功能14.3 横移V<n 后针床向左移动n个针距(n=1,2,3...)V>n 后针床向右移动n个针距(n=1,2,3...)V0 移回0位,初始位置VRn 向右移到位置n,例VR1VLn 向左移到位置n,V# 移动半个针距,相对于针对针VU 在移圈位置(编织和移圈)横移VKn>m 以横移值n(A-Z)向右移动m步,(1-10)VKn<m 以横移值n(A-Z)向左移动m步,(1-10)VKn 横移修正值与原修正值n(A-Z)一致V+n 此指令与横移指令一起使用时;另外再横移n值(1-24)然后立即返回此指令单独使用时:向右横移n值(1-24)后立即返回V-n 此指令与横移指令一起使用时;向原横移相反的方向横移n值(1-24)然后立即返回此指令单独使用时:向左横移n值(1-24)后立即返回VV=n 横移速度n(1-32),无指令时VV=32VJA^1 后针床上的提花选针通常从第一针开始,不考虑横移(通常设置在STRAT之后)VJA^0 后针床上的提花选区针与前针床保持一致,不考虑横移位置直接命令V>1 向右横移1针(然后在机头返向时移回原位)V<1 向左横移1针(然后在机头返向时移回原位)VK 显示当前修正值VKn 显示修正值和修正符号的方向14.4 成圈三角设置NPn=m 给线圈密度组n(1-25)设置线圈密度值m(6.6-22.6),例如NP1=12.5NPn-m 密度组(1-25,J1-J8),例:NP4-4,NP4,NPJ1-J8 S:A(1)-Y(14); 间接显示线圈密度S:A(8.5)-Y(9.0); 直接显示线圈密度NPJn:...; 提花控制三角位置n(1-8)用\"=\"限定时:线圈长度的变化被平均分配给两个线圈长度区域例:NPJ1:.=11.0 A!13.0 Y=12.2(必须限定)S:A(J1)-Y(J2); 根据NPJ1前针床,NPJ2后针床而设定的线圈密度的编织指令PANP:...; 成圈三角位置的图形设计(如果希望用不同于P A:的命令时使用)PMNP:...; 密度图形在机器上的反映/成圈三角位置直接命令(成圈三角设置)NP? 显示所有从NP1到NP25的线圈密度值(无修正值)NPK=n 成圈三角修正值n=-2.0...0...+2.0,例NPK=-0.5NPK=0 删除成圈三角修正值(用EALL时自动删除)NP^ 显示后针床的实际设置NPV 显示前针床的实际设置14.5 指令ML 机器以低速运行(一横列)MSEC=n,nn 机速为n,nn米/秒,例MSEC=1.20 GOTOn 到第n行GOTO FEND 到功能结束F:Name 调用功能F:Name*n 调用功能n次(n=数字,循环计数器或计数器)GOSUBn 执行第n行命令GOSUBn-m 执行第n行m行命令GOSUBn*-X 执行第n行命令,共X次(X为数字,循环计数器或计数器)MT=n 衣片最大转数,编织n转之后衣片结束,和用<C TRL Z>命令时效果一样.MT=0 关闭MT功能MS 机器在左侧折返点停止MS=n 机器在折返点停n秒(0.1-4.0)PRINT/TEXT/ 显示两个符号之间的文本(例/.../)直接命令(指令)MSEC 显示机头机速LSTORE 在记忆保护区域存储功能LRCALL 将功能从记忆保护区域读到非记忆保护区RSn 显示循环计数器n的内容n(1-9)RS? 显示所有计数器的内容n(1-9)RSn=m 将循环计数器n(1-19)的数值设置为m(1-999 9)PC 显示计数器内容PC=n 设置计数器值MT 显示MT位置的值MSn 在n分钟之内停机PVorP^ 显示前后自停装置的Piezo-dectric值MOT 显示受阻自停装置的数值14.6 织物牵拉WO 牵拉机构关闭,辅助牵拉机构关闭,该横列无牵拉脉冲WOn 织物牵拉值为何,脉冲为n(0-15),例:WO5WM=n 织物牵拉值为n(0,0.5,1,1.5-31.5)n为数字,计数器)WMI=n 织物牵拉脉冲n(0-15)WM%=n 织物牵拉值加减n%(1-80)例:WM%=+20或W M%-30WMN=n 根据工作针数(n)来改变牵拉值WMN=0 删去WMN命令WM^0 打开反转装置,显示新的牵拉值(n)WM^n,m 也可以WM^n,m,m(n意为马达) WM- 打开反转装置WM+ 删去反转功能WS1 织物感应器工作WS0 织物感应器不工作WMCn 织物牵拉马达控制在n值(0-32)0=无自停1=敏感度为零32=高度敏感直接命令(织物牵拉)WM 显示牵拉值设置WM? 显示WM设置WMC 显示织物牵拉马达控制值WMV 手工输入来控制织物牵拉马达按向下键便牵拉辊打开.按向上键便牵拉辊关闭.辅助牵拉W+1 合上辅助牵拉(工作)W+0 打开辅助牵拉(不工作)W+=n 转动值n(1-15)W+P 压力值n(0-10)W+ 暂时无牵拉W+C 监测辅助牵拉工作情况,如果从第n横列(0-100)开始没有使用牵拉装置,机器将停止运动.(0=不监测)14.7 花型指令SEN=n-m 所选择的花型区域为n-m针SEN1=n-m 所选择的编织区域,第1个为n-m针SEN4=n-m 所选择的编织区域,第4个为n-m针SEL1=1 第1片打开(SEN1)SEL4=1 第4片打开(SEN4)SEL1=0 第1片关闭(SEN1)SEL4=0 第4片关闭(SEN4)JA1-JA8 提花1-8,例JA1=1012(1002-1012)JA<n-> 提花n(1-8)递减JA<n+> 提花n(1-8)递增FA-FZ 花型区域A到花型区域ZF0-F9 花型区域0到花型区域9F^,F[,F] 花型区域(特殊标记)PA=...;花型编排PKV=...; 正面花型修正PKV=0; 取消正面花型修正PK^=...; 背面花型修正PK^=0; 取消背面花型修正PM=...; 花型>机器直接命令(花型指令)SEN 实际选针区SEN的输出SEN1=... SEN2...等14.8 提花1000-4999 提花行YT*I+ 提花符号BGI+0WZaytibghowziklmpq 提花符号XNS 提花符号(特殊标记)X-覆盖地组织时不改变N-不选针S-选针...$ $=连续符号,当某一行没有足够的空间时使用$... 某一行的延续直接命令(提花)J? 显示当前提花行14.9 假设IF IFA>B A大于BA<B A小于BA=B A等于BA<>B A不等于BA=>B A等于或大于BA<=B A小于或等于BA和B可以是数字,计数器或数学符号(+-)例:IFRS19=1 F:ANFANG-2X1IFN 如果不...,例:IFN RS19=1 F:ANFANG-1X1JA1- 提花1减少至下一个提花行,设置计数器JS,JB或返回JA1+ 提花1增加至下一个提花行,设置计数器JS,JB并返回JB 存储提花行前20个符号JS 存储提花符号JS=n 从第n列开始处理JSIFJS=\'T\' 如果JS=\'T\',那么...IFJB=\'YYYA\' 如果JB=\'YYYA\'那么...JFJBn=‘AYT*’如果从第n列开始配有符号AYT*那么14.10 记忆或计数器#1-#99 1-99可以用于任何用途#1-#39在START设置为0#40-#99保持不变设置#1-#99从1到9999#41 与#L相同#42 与#R相同#43 与#LM相同#44 与#RM相同#46 与#FL相同#47 与#FR相同#100 orPC 衣片计数器#101 orRS1 循环计数器::#199 or RS19 循环计数器19#120 正在执行哪一个循环#121 目前正在执行的循环总共执行了多少次#122 目前正在运行的循环还有多少次待执行#123 当前程序行号#124 机头方向:<<=1,>>=0#125 自动行程计数器#126 自动转数计数器#127 当前JA1的行号#128 当前JA2的行号#129 当前JA3的行号#130 当前JA4的行号#131 当前JA5的行号#132 当前JA6的行号#133 当前JA7的行号#134 当前JA8的行号#135 米/秒乘以100(例1.25=125)#136 机器号码0 (9999)#137 机号;例3 (12)#138 该机号的针数.例996#139 机器型号(例CMS400=700)#140 牵拉梳的限位开关(0=牵拉梳在底端1=牵拉梳不在底端2=无牵拉梳)#141 第一个衣片(SEN1)的左布边#142 第一个衣片(SEN1)的右布边#143 第二个衣片(SEN1)的左布边#144 第二个衣片(SEN1)的右布边#145 第三个衣片(SEN1)的左布边#146 第三个衣片(SEN1)的右布边#147 第四个衣片(SEN1)的左布边#148 第四个衣片(SEN1)的右布边#153 操作系统的版本#156 工作宽度(以英寸为单位,双机头机)#157 夹纱功能\"Y-CR\"(0=开,1=关)从#120为只读计数器带记忆的算术符号+ 加例:#11=#10+7- 减例:#L=#L-2* 乘例:#10=#11*3/ 除例:#8=#103/4EVEN#n 计数器n只对偶数值作用EVEN4#n 计数器只对4的倍数值作用14.11 嵌花Y-1A:I;导纱器1A被定义为嵌花导纱器,但不摆动Y-1A:I<; 导纱器1A被定义为嵌花导纱器,它向所显示的机头运动方向摆动Y-1A:I>; 导纱器1A被定义为嵌花导纱器,它向所显示的机头运动方向上摆动Y-1A:I<>; 导纱器1A被定义为嵌花导纱器,它可以向左右两个方向摆动INTS: 嵌花结构,例如:INTS:%A-0;提花符号A出现在PA 中时,正面为集圈结构INTSX: 颜色区末为集圈结构PAI: 嵌花结构的花型排列,颜色区域信息.花型组合只能用1区域.H:在PAI中, 两个相邻的颜色区中间配置符号H S:<A>...; 在颜色区A中的选区针(PA:)直接命令(嵌花)Y-1A:N; 导纱器1A被定义为普通导纱器(导纱器1A作为嵌花导纱器使用之后)14.12 全成形PFN 机器作为标准机器使用,无全成形功能(启动之后自动设置)PF0 机器作为成形机器使用,布边计数器(#L,#R,#LM,#R M)的N修正值PF1 打开PA修正开关PL:和PR,加上PFO功能PF2 执行所有显示出的PA修正值PL:\'LLLL\' 带四个\"L\"符号的收针布边的左边PA修正值PR:\'PPPP\' 右边PA修正值PLM:\'MMMM\' 中央左侧PA修正值PRM:\'QQQQ\' 中央右侧PA修正值PL=; 取消左侧PA修正值PL=n,m> 收针时左侧PA修正值排列根据H提花行修正n针根据HH提花行修正m针PL=n,m< 放针时PA修正值排列PL=n> 收针时的条件PL=n< 放针时的条件PR=n,m> 放针时由n,m针组成的右PA修正值排列PR=n,m< 收针时由n,m针组成的左PA修正值排列PR=n> 放针时的条件PR=n< 收针时的条件PLM=n,m> 放针时由n,m针组成的中央左侧的PA修正区域PLM=n,m< 收针时由n,m针组成的中央左侧的PA修正区域PRM=n,m> 收针时由n,m针组成的中央右侧的PA修正区域PRM=n,m< 放针时由n,m针组成的中央右侧的PA修正区域EKLMPQ PA修正的提花符号G 修正时向后针床移圈的提花符号W 修正时向前针床移圈时的提花符号H 在一提花行的起始处,修正行的识别符号HH 在一提花行的起始处,移圈修正行的识别符号PFSL 只从#L到#LM之间进行选择PFSR 只从#RM到#R之间进行选择PFS 删去PFSL或PFSR#L 左侧布边的计数器#R 右侧布边的计数器#LM 中央左侧计数器#RM 中央右侧计数器#FL 成形左侧的修改计数器#FR 成形右侧的修改计数器#F1 左侧放针或收针计数器#F2 右侧放会或收针计数器#L>n 将#L增加n,例#L>2#L<n 将#L减小n,例#L<2#L>#FL 将#L增加#FL的内容FL=nnnn...; 成形记忆,左(n=0-7)例:FL:+50(1)-25(10) FR.mmmm...; 成形记忆,右(n=0-7)F+ 成形修改,从FL和FR中调用下一个数字,并将其存在#FL和#FR中IFU^S 向后针床移圈时(符号G)IFUVS 向前针床移圈时(符号W)IFU^VS 当向后或向前移圈时(符号G或W)IFNU^S 当不向后移圈时IFNUVS 当不向前移圈时IFNU^VS 当不向前或向后移圈时14.13 直接命令无行号=当前行有行号=仅显示的行只有连字符=所有行W 重复行WL 在打印机上重复行WF:Name 显示功能WF: 所有功能一览表TPWn 从第n行开始测试并写程序TPC 导纱器发出警报时继续测试SP 启动程序,启动记忆保护功能SP1 从第1 行开始启动程序SPF 启动程序,并将其固定在同一行编织横列SPFn 在第n行启动程序并将其固定在n行S1 启动记忆保护功能S0 取消记忆保护功能END 关闭键盘WN 显示编织程序和提花程序的第一行和最末一行MON JA 显示当前提花行MON SEN 显示SEN区域MON SIN 显示当前编织程序行MON NP 显示当前线圈密度,NPV或NP^,也可以显示MON RS 显示当前循环计数器值MON #n,#m 显示当前记忆值n和mMON Y 显示当前使用的导纱器MON FN 显示当前执行的功能MON DA 显示数据和时间,也可以显示n个指令.例MON Y,DAMON STIXX 只带STIXX的装置:显示当前的分配(其它MON功能不能启动)MON 0 关闭MON功能<CTRL A> 打开键盘(机器或打印机),停止文本输出,带穿孔或TP<CTRL W> 中断当前编织花型循环,编织随后的循环<CTRL Z> 满足下列条件时,机器将自动开始编织新的衣片1.横移停在基本位置2.导纱器处于启始位置时3.机头方向允许重新编织循环(RBEG...REND)将从头到尾执行一遍直至遇到上述情况<CTRL L> 删除显示文本WLMC 打印出机器规格数据OEL=n 系统经过n(10+60000)次,直至出现信息\"LUBRI CATION(NEEDLE BEDS)\"MSECK=n,m 遇小粗结里机速降为n(0.05-1.2),编织的横列标准设置,低速编织一横列MSECI=n 带嵌花导纱器时机速为n(0.05-1.0)PV=n 设置前针床的Piezo-electric值n(1-32)1=灵敏度为零32=高灵敏度P^=n 设置前后针床的Piezo-electric值n(1-32)1=灵敏度为零32=高灵敏度MOTn 设置机头受阻自停装置n(1-32)1=灵敏度为零32=高灵敏度START 程序开始END 程序结束RBEG*n 循环开始,次数为n(n为循环计数器)REND 循环结束REP*n 重复循环n次(n为循环计数器)REPEND 重复结束FBEG:Name 功能开始,最多15个字符可使用,除*之外的所有字符FEND 功能结束WLF: 在打印机上所有功能循环表WLF:Name 在打印机上重复功能W# 重复未包装的提花.例:W#1100-1248WL# 在打印机上重复未包装的提花.在括号内给出提花记忆位置,例:WL#1100-1176(120-200)Sn-m\'xxx\' 从n-m行搜索xxxC\'A\'B 将此行中第一个A换成BC\"A 在行首插入AP\'A\'B 将所有A换成BA\'A 在行末插入AMx>y X行作为Y行重复,例:M60>200Mx>y*n X行作为Y行重复,例:M60>200*2Mx-y>z 从Z行开始重复X-Y行,X-Y行之间的间隔保留,例:M60-70>200Mx-y>z*n 从Z行开始重复X-Y行,n次,例如:M60-70>20 0*2E 删除一行EALL 删除原程序TP 测试程序TPn 从n行开始测试程序TPW 测试并写上程序OIL 针床润滑之后的指令OIL?询问系统,直到出现信号“LUBRICAION(NEEDL E BEDS)\"时的运行次数EX0 如果衣片计数器为0,机器和电源关闭EX1 一个衣片编织完之后机器和电源关闭EXS 机器停止后的电源关闭EX 删除EX0,EX1或EXS()1 织物卷取装置工作()0 织物卷取装置不工作FO1 储纱器工作FO0 储纱器不工作LI^0 警报和指示灯起作用LI^1 警报音量中等,灯亮LI^2 警报音量高,灯亮LI^3 警报音量低,灯亮LI1 织物照明灯亮LI0 织物照明灯关闭MIN 显示最后一片织物的编织时间(从头到尾)DA= 输入日期和时间,例:DA=31.10.97 10:10DA 调出日期BR=300 设置数据传送速度例:BR=300(LA100.NEC),BRS=9600(SELAN)MC!#n 写机器号码S#n 打开班产量计数器和报告n(1-5)S#N=0 删除班产量计数器和报告n(1-5)S#? 显示班产量计数器的内容REPORT 报告REPORTL 打印机上的报告REPORTS 在显示器上显示或打印机上打印出所有班产报告REPORTSL 打印出所有班产报告REPORT0 清除所有报告CAPS0 打开键盘的小写字母开关(用<Shift>键或<CAPS LOCK>键可转换为大写字母)CAPS1 只打开键盘大写开关14.14 紧凑型机器的附加命令夹持和剪断Y-1A:C; 夹持并剪断导纱器1A的纱线Y-1A:Rn; 编n行之后对应导纱器1A的夹持装置,打开(n=号码-1)Y-CR0; 夹持和剪断功能不起作用(EALL之后命令仍起作用)直接命令Y-CR1; 夹持和剪断功能起作用(EALL之后命令仍起作用)主牵拉WM+C=n 监测牵拉动作,如果n(1-100)工作系统之后牵拉辊未转,机器将会停止运行.(0=关闭监测功能)(n=数字或计数器)监测WM^,n,m,M 牵拉辊回转一个角度m(0-45)直接命令WMV向上打开牵拉WMV向下关闭牵拉关于紧凑型机器的附加命令(续)牵拉梳=^= 牵拉梳在最高点=-= 牵拉梳在等候位置=H= 打开牵拉梳钩子直接命令=X= 打开牵拉梳制动器=%= 牵拉梳以设定的值进行牵拉=D= 打开牵拉梳制动器,监测牵拉梳退出工作监测WMK+C=n 监测牵拉梳,如果牵拉梳在n(0-100)工作系数之后未移动,机器将停止运行.(0=取消监测功能)(n=数字或计数器)导纱器YGC=n/n 导纱器基本位置(对于每个导纱器而言,它位于具有相同号码的夹持位置)(导纱器1-夹持位置1,导纱器官-夹持位置2等等)指令LK1 监测落布箱功能启动LK0 关闭监测落布箱功能14.15 功能键<F1> 进入管理菜单<F3> 进入编织记忆卡菜单14.16 管理菜单ME1 设置菜单保护功能ME0 取消菜单保护功能MED 删去管理菜单的指令<CTRL L> 将光标移到一行的起始位置<CTRL R> 将光标移动一行的末尾<CTRL E> 中断管理菜单的编排SPMnnn 开始编排管理菜单14.17 STIXXSTIXX1 \"控制基本结构\"模式启动STIXX2 \"调节成圈三角\"模式启动STIXX3 \"设置线圈长度\"模式启动STIXX4 \"只测试不控制\"模式启动STIXX0 所有模式关闭14.18 维修命令导纱器YTA 所有导纱器进入或退出工作KEY 所有导纱器进入工作KEY 所有导纱器退出工作横移V>REF 横移基准点成圈三角设置NP12.0-12.5 线圈密度的直接表达方式,正面线圈为12.0,反面线圈为12.5,适用于所有系统NP 取消线圈密度的直观表达方式指令MCW><1 机头短动程(用EALL自动启动此功能)MCW<>1 机头长动程MCW=n-m1 机头动程为n-m针,不取决于SEN区域T-WPA(n-m)1 启动graph打印功能,当TP或TPL时,打印伯将以所指定的n-m的宽度显示(最大为200列),用SETUP预先设定打印宽度T-BRK 中断测试程序直接命令(指令)MCSn 用箭头键向下实现机头的点动,(n=1-5)用箭头键向上实现机头的点动,(n=4-5)操作杆必须在最高位置MCS0 关闭点动功能S T-BRK之后开始点动SS T-BRK之后测试下一个系统指令WPMV(n-m) T-BRK之后显示从n到m针之间的前针床的花型WPM^(n-m) T-BRK之后显示从n到m针之间的后针床的花型CONT T-BRK之后继续测试程序DISn n分钟(3-30)之后关闭显示屏SR!> 机头向右找基准点SR!< 机头向左找基准点S> 强制机头方向向右S< 强制机头方向向左>! 放开传动装置上的制动器>!V 放开横移机构上的制动器? 在显示屏上显示最后一次停机的故障原因?? 在显示屏上显示开机以后所有故障原因直接命令BY 显示剩余储存空间(字符)14.19 机器规格数据VPK>n 横移基本位置向右修正n步(1-8)VPK<n 横移基本位置向左修正n步(1-8)VPK 显示机器横移修正值VGK>n 横移导轨向右的修正值n(0-100)VGK<n 横移导轨向左的修正值n(0-100)VGK 显示机器横移导轨的修正值VGKABS 显示机器横移导轨的当前设置NPK(n)^<=m $ p 单独修正后成圈三角n(1-6),机头方向向左m(-2.0,...+20)-普通线圈形成$-修正分针线圈P步NPK(N)^<=0 删除单独修正北面指令,机头方向向左MC?显示所有机器具体数据(NPK,VGK,VPK,MCN) WAKn 织物牵拉修正值(n=10, (10)WAK%=-n 织物牵拉修正值n%(0-30)(不适用紧凑型机器)WAK 指明织物牵拉修正值WKKn 牵拉梳牵拉修正值(n=10, (10)WKK 指明牵拉梳牵拉的修正值TYP 显示机型和号码KPRn=m 纱嘴切纱位置定义指令,一般用在有宽头纱嘴的机器上。
stoll电脑横机各个线路板的功能

stoll电脑横机各个线路板的功能751(914):836号板报告关闭导纱器磁铁一段时间之后激活导纱器。
控制销子。
785:控制机头(主传动)和后针床的横移位置。
将横移故障消息传送到836板。
计算和确定针床震动元件的数值。
786:监测机头位置。
启动选针系统和步进马达。
向834号板传送信息。
825:检查电池的充电状态,如果电压不够,则开始充电。
控制警报、照明、喂纱轮、吸尘装置和故障指示灯。
828:将786号板上的控制信息传到选针系统上。
834:压针三角步进马达的功放。
与786号板互动。
836:主控制器,收集所有其他电子板发出的消息。
将指令输出到其他电子板上。
903:控制输入装置和触摸屏。
控制软区和硬盘。
硬盘架在电子板上。
858和891:控制输入装置和触摸屏。
控制软区和硬盘。
859:硬盘。
所有的机器数据、软件等资料都存在里面。
300 851:控制织物牵拉马达(主牵拉马达、辅助牵拉马达和接触压力牵拉马达)。
将织物牵拉马达的故障信息传送到836号板上。
修订版为“00”“01”和“V2”的电子板不能安装在部件类型为“005”(或更高类型)的编织机上,也不能安装在部件类型为“00 6”(或更高类型)的三系统机器上。
300 862:监视继电器板,确保只要有故障就不能启动机器。
如果电压严超压或伺服还未准备好用于操作时,自动关闭主开关。
打开和关闭喂纱轮马达。
300 768:将故障信息传送到836号板。
SPS剪板机面板按键说明

SPS剪板机面板按键说明SPS剪板机面板按键说明SPS剪板机是一种多功能、先进的机器,可以实现CNC切割、钻孔、攻丝、割裂,是工业生产生产中必不可少的机械设备。
当运行该机械设备时,面板上的按钮可以帮助操作者实现功能操作,以下是关于SPS剪板机面板按钮说明。
1、 Start按钮:用于启动SPS剪板机,它会使SPS剪板机开始运行。
2、 Pause按钮:用于暂停SPS剪板机的运行,按下Pause按钮后,SPS剪板机将暂停工作,而不会终止运行。
3、 Stop按钮:用于停止SPS剪板机的运行,按下Stop按钮后,SPS剪板机将立即停止运行。
4、 Forward/Backward按钮:此按钮有前后两个模式,前进模式是指SPS剪板机从头开始以正常方式完成作业;后退模式是指SPS剪板机从尾开始以反向方式完成作业。
5、 Set Speed按钮:此按钮用于设置SPS剪板机的运行速度,当调节速度时,操作者可以根据自己的要求调整SPS剪板机的工作速度,从而使SPS剪板机切割效果更好。
6、 Selftest按钮:此按钮用于自检功能,按下此按钮后,SPS剪板机将自动检测自身的运行状况,能够帮助操作者快速了解机器的工作状态以及可能存在的隐患。
7、 Print按钮:此按钮用于打印工艺流程,按下这个按钮后,SPS剪板机将自动打印针对当前切割工艺的详细资料,从而帮助操作者更好的管理和运行机器。
8、 Help按钮:此按钮用于提供使用过程中的帮助,按下Help按钮后,SPS剪板机将会出现帮助菜单,内容包括如何正确操作机器、常见问题解决等内容,能够帮助操作者懂得更多知识。
总的来说,SPS剪板机面板上的按钮有Start、Pause、Stop、Forward、Backward、Set Speed、Selftest、Print、Help等,每按钮都有它独特的功能,供操作者有的选择,根据操作需要,操作者可以快速有效的使用SPS剪板机,帮助提高生产效率。
Stoll:横机软件解决方案大师

Stoll:横机软件解决方案大师
刘雅
【期刊名称】《纺织机械》
【年(卷),期】2014(0)6
【摘要】技术革新使得横机行业迎来了数字化的时代,使用系统软件成为竞争中的筹码,从设计、生产到管理,最大程度减少人力、物力、财力消耗,最大程度谋取经济利益,规模企业走上信息化道路是大势所趋。
但并不是所有的企业都会使用系统软件,也并不是所有的软件都能够被企业很好地利用。
而目前国内软件良莠不齐,仍需不断学习以推动整个横机行业不断向前发展。
【总页数】1页(P72)
【作者】刘雅
【作者单位】
【正文语种】中文
【相关文献】
1.Stoll电脑横机联网和编织报告2 [J],
2.stoll(斯托尔)携多种新型横机亮相ITMA ASIA+CITME 2014 [J],
3.编织多彩未来离不开STOLL的力量——STOLL针织横机和软件解决方案 [J],
4.Stoll针织电脑横机联网和Stoll编织报告2 [J], ;
5.Stoll电脑横机辅助针床的工作原理与调试 [J], 李胜华;朱文俊
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内容
1 安全指示
1-1
1.1 正确使用................................................................................................................................ 1-1 1.2 管理措施................................................................................................................................ 1-2 1.3 员工条件和选择 ..................................................................................................................... 1-3
2 机器的电气数据
2-1
2.1 尺寸和重量 ............................................................................................................................ 2-1 2.2 电气数据................................................................................................................................ 2-2 2.3 针距范围................................................................................................................................ 2-3 2.4 操作条件................................................................................................................................ 2-3 2.5 储存条件................................................................................................................................ 2-4 2.6 噪音 ....................................................................................................................................... 2-4
编织机安全操作的说明手册
类型
CMS 933
769
CMS 922770 NhomakorabeaCMS 830 C K&W 573
CMS 822
574
CMS 740
572
CMS 730 T K&W 586
CMS 730 S K&W 554
CMS 711
571
CMS 530 T
585
CMS 530
566
CMS 520 C
570
CMS 520
1.3.1 人员要求................................................................................................................... 1-3 1.3.2 人员选择................................................................................................................... 1-4 1.4 警告 ....................................................................................................................................... 1-5 1.4.1 使用的警告 ............................................................................................................... 1-5 1.4.2 图形字符的解释(ISO) ............................................................................................... 1-7 1.4.3 文件中的警告 ........................................................................................................... 1-8 1.5 安全总说明 ............................................................................................................................ 1-9 1.5.1 机械部分的隐患........................................................................................................ 1-9 1.5.2 电流危害................................................................................................................... 1-9 1.5.3 操作材料带来的伤害. ............................................................................................. 1-10 1.5.4 其它危险................................................................................................................. 1-10 1.6 对于单独操作相位的安全须知 ............................................................................................. 1-11 1.6.1 运输安全须知 ......................................................................................................... 1-11 1.6.2 润滑操作安全须知 .................................................................................................. 1-11 1.6.3 电路连接的安全指令 .............................................................................................. 1-12 1.6.4 生产安全预防措施 .................................................................................................. 1-12 1.6.5 打开的盖板的辅助安全说明.................................................................................... 1-13 1.6.6 润滑,清洁和保养的安全须知................................................................................... 1-13 1.6.7 拆卸操作安全须知(拆卸) ........................................................................................ 1-14
567
计算机类型
OKC OKC OKC OKC OKC OKC OKC OKC OKC OKC OKC OKC
部件类型
000 000 000 000 000 000 000 000 000 000 000 000
标识号:242 409
CN
日期: 22.12.2005 版本号: 1.0 H. Stoll GmbH & Co. KG, Stollweg 1, D-72760 Reutlingen, Germany
3.4.1 指示灯 ...................................................................................................................... 3-5 3.4.2 触摸屏 ...................................................................................................................... 3-6 3.4.3 喇叭 .......................................................................................................................... 3-7 3.4.4 纱线控制装置上的灯................................................................................................. 3-7