malleable_cast_iron_forged_steel_and_nipple_standards_and_specifications
Eaton B-Line Hangers and Supports for HVAC Piping

SECTION 23 05 29HANGERS AND SUPPORTS FOR HVAC PIPING AND EQUIPMENT******************************************Throughout this document you will find these ‘specifier notes’ or links to specific electronic resources to better serve your needs. If you have any questions or comments, please contact your local Eaton B-Line Division sales representative, email ***************** or call (618) 654-2184.******************************************PART 1GENERAL1.1SUMMARYA.The work covered under this section consists of the furnishing of all necessary labor, supervision,materials, equipment, and services to completely execute the pipe hanger and supports asdescribed in this specification.1.2REFERENCESA.American Society of Mechanical Engineers:1.ASME B31.1 - Power Piping.2.ASME B31.5 - Refrigeration Piping.3.ASME B31.9 - Building Services Piping.B.ASTM International:1.ASTM B633 - Specification for Electrodeposited Coatings of Zinc on Iron and Steel2.ASTM A123 - Specification for Zinc (Hot-Galvanized) Coatings on Products Fabricatedfrom Rolled, Pressed, and Forged Steel Shapes, Plates, Bars, and Strip3.ASTM A653 – Specification for Steel Sheet, Zinc-Coated by the Hot-Dip Process4.ASTM A1011 - Specification for Steel, Sheet and Strip, Hot-Rolled, Carbon, Structural,High-Strength Low-Alloy and High-Strength Low-Alloy with Improved Formability(Formerly ASTM A570)C.Manufacturers Standardization Society of the Valve and Fittings Industry:1.MSS SP 58 - Pipe Hangers and Supports - Materials, Design and Manufacturer.2.MSS SP 69 - Pipe Hangers and Supports - Selection and Application.3.MSS SP 89 - Pipe Hangers and Supports - Fabrication and Installation Practices.D.NFPA1.NFPA 13 – Standard for the Installation of Sprinkler Systems1.3DEFINITIONSA.Firestopping (Through-Penetration Protection System): Sealing or stuffing material or assemblyplaced in spaces between and penetrations through building materials to arrest movement of fire,smoke, heat, and hot gases through fire rated construction.1.4SUBMITTALSA.Submit product data on all hanger and support devices, including shields and attachmentmethods. Product data to include, but not limited to materials, finishes, approvals, load ratings,and dimensional information.1.5QUALITY ASSURANCEA. Hangers and supports used in fire protection piping systems shall be listed and labeled byUnderwriters Laboratories.B. Steel pipe hangers and supports shall have the manufacturer’s name, part number, andapplicable size stamped in the part itself for identification.C. Hangers and supports shall be designed and manufactured in conformance with MSSSP 58.D. Supports for sprinkler piping shall be in conformance with NFPA 13.1.6QUALIFICATIONS******************************************Include the following paragraph if a list of manufacturers is not included or when substitutions are allowed to define applicable requirements. [] denotes a variable or choice******************************************A.Manufacturer: Company specializing in manufacturing Products specified in this section withminimum [_____] years of documented experience, and with service facilities within [_____]miles of Project.1.7PRE-INSTALLATION MEETINGSA.Section 01 30 00 - Administrative Requirements: Pre-installation meeting.B.Convene a minimum of [_____] week(s) prior to commencing work of this section.1.8DELIVERY, STORAGE, AND HANDLINGA.Section 01 60 00 - Product Requirements: Requirements for transporting, handling, storing, andprotecting products.B.Accept materials on site in original factory packaging, labeled with manufacturer's identification.C.Protect from weather and construction traffic, dirt, water, chemical, and damage, by storing inoriginal packaging.PART 2PRODUCTS2.1ACCEPTABLE MANUFACTURERSA.Subject to compliance with these specifications, wire basket cable tray systems to be installedshall be as manufactured by the following:1.Eaton’s B-Line Division. 509 West Monroe Street, Highland, IL, 62249, USA. Phone:(618)654-2184 or email *****************2.Engineer approved equivalent2.2PIPE HANGERS AND SUPPORTSA.Hangers1.Uninsulated pipes 2 inch and smaller:a.Adjustable steel swivel ring (band type) hanger, B-Line series B3170.b.Adjustable steel swivel J-hanger, B-Line series B3690.c.Malleable iron ring hanger, B-Line series B3198R or hinged ring hanger, B3198H.d.Malleable iron split-ring hanger with eye socket, B-Line series B3173 with B3222.e.Adjustable steel clevis hanger, B-Line series B3104 or B3100.2.Uninsulated pipes 2-1/2 inch and larger:a.Adjustable steel clevis hanger, B-Line series B3100.b.Pipe roll with sockets, B-Line series B3114.c.Adjustable steel yoke pipe roll, B-Line series B3110.3.Insulated pipe- Hot or steam piping:a. 2 inch and smaller pipes: use adjustable steel clevis with galvanized sheet metal shield.B-Line series B3100 with B3151 series.b.2-1/2 inch and larger pipes:1)Adjustable steel yoke pipe roll with pipe covering protection saddle. B-Line seriesB3110 with B3160-B3165 series.2)Pipe roll with sockets with pipe covering protection saddle, B-Line series B3114with B3160-B3165 series.4.Insulated pipe – Cold or chilled water piping:a. 5 inch and smaller pipes: use adjustable steel clevis with galvanized sheet metal shield.B-Line series B3100 with B3151 solutions.b. 6 inch and larger pipes:1)Pipe roll with sockets with pipe covering protection saddle, B-Line series B3114with B3160-B3165 series.2)Steel yoke pipe roll with pipe covering protection saddle. B-Line series B3110with B3160-B3165 solutions.B.Pipe Clamps1.When flexibility in the hanger assembly is required due to horizontal movement, use pipeclamps with weldless eye nuts, B-Line series B3140 or B3142 with B3200. For insulatedlines use double bolted pipe clamps, B-Line series B3144 or B3146 with B3200.C.Multiple or Trapeze Hanger1.Trapeze hangers shall be constructed from 12-gauge roll formed ASTM A1011 SS Grade 33structural steel channel, 1-5/8 inch by 1-5/8 inch minimum, B-Line series B22 strut orstronger as required.2.Mount pipes to trapeze with 2-piece pipe straps sized for outside diameter of pipe, B-Lineseries B2000 solutions.3.For pipes subjected to axial movement:a.Strut mounted roller support, B-Line series B3126. Use pipe protection shield orsaddles on insulated lines.b.Strut mounted pipe guide, B-Line series B2417.D.Wall Supports1.Pipes 4 inch and smaller:a.Carbon steel hook, B-Line series B3191.b.Carbon steel J-hanger, B-Line series B3690.2.Pipes larger than 4 inches:a.Welded strut bracket and pipe straps, B-Line series B3064 and B2000 solutions.b.Welded steel brackets, B-Line series B3066 or B3067, with roller chair or adjustablesteelyoke pipe roll. B-Line series B3120 or B3110. Use pipe protection shield or saddles oninsulated lines.E.Floor Supports1.Hot piping under 6 inches and all cold piping:a.Carbon steel adjustable pipe saddle and nipple attached to steel base stand sized for pipeelevation. B-Line series B3093 and B3088T or B3090 and B3088. Pipe saddle shall bescrewed or welded to appropriate base stand.2.Hot piping 6 inch and larger:a. [Adjustable] Roller stand with base plate, B-Line series B3117SL [or B3118SL]b.Adjustable roller support and steel support sized for elevation, B-Line series B3124F.Vertical Supports1.Steel riser clamp sized to fit outside diameter of pipe, B-Line series B3373.G.Copper Tubing Supports1.Hangers shall be sized to fit copper tubing outside diameters.a.Adjustable steel swivel ring (band type) hanger, B-Line series B3170CT.b.Malleable iron ring hanger, B-Line series B3198RCT or hinged ring hangerB3198HCT.c.Malleable iron split-ring hanger with eye socket, B-Line series B3173CT withB3222.d.Adjustable steel clevis hanger, B-Line series B3104CT.2.For supporting vertical runs use epoxy painted or plastic-coated riser clamps,B-Line series B3373CT or B3373CTC.3.For supporting copper tube to strut use epoxy painted pipe straps sized for copper tubing, B-Line series B2000 solutions, or plastic inserted vibration isolation clamps, B-Line seriesBVT products.H.Plastic Pipe Supports1.V-Bottom clevis hanger with galvanized 18-gauge continuous support channel, B-Line seriesB3106 and B3106V, to form a continuous support system for plastic pipe or flexible tubing.I.Supplementary Structural Supports1.Design and fabricate supports using structural quality steel bolted framing materials asmanufactured by Cooper B-Line, Inc. (DBA Eaton). Channels shall be roll formed, 12-gauge ASTM A1011 SS Grade 33 steel, 1-5/8 inch by 1-5/8 inch or greater as required byloading conditions. Submit designs for pipe tunnels, pipe galleries, etc., to engineer forapproval. Use clamps and fittings designed for use with the2.3UPPER ATTACHMENTSA.Beam Clamps1.Beam clamps shall be used where piping is to be suspended from building steel. Clamp typeshall be selected on the basis of load to be supported, and load configuration.2.C-Clamps shall have locknuts and cup point set screws, B-Line series B351L, or B3036L.Top flange c-clamps shall be used when attaching a hanger rod to the top flange of structuralshapes, B-Line series B3034 or B3033. Refer to manufacturer’s recommendation forsetscrew torque. Retaining straps shall be used to maintain the clamps position on the beamwhere required.3.Center loaded beam clamps shall be used where specified. Steel clamps shall be B-Lineseries B3050, or B3055. Malleable iron or forged steel beam clamps with cross bolt shall beB-Line series B3054 or B3291-B3297 solutions as required to fit beams.B.Concrete Inserts1.Cast in place spot concrete inserts shall be used where applicable; either steel or malleableiron body, B-Line series B2500 or B3014. Spot inserts shall allow for lateral adjustment andhave means for attachment to forms. Select inserts to suit threaded hanger rod sizes, B-Lineseries N2500 or B3014N solutions.2.Continuous concrete inserts shall be used where applicable. Channels shall be 12 gauge,ASTM A1011 SS Grade 33 structural quality carbon steel, complete with styrofoam insertsand end caps with nail holes for attachment to forms. The continuous concrete insert shallhave a load rating of 2,000 lbs/ft. in concrete, B-Line series B22I, 32I, or 52I. Selectchannel nuts suitable for strut and rod sizes.2.4VIBRATION ISOLATION AND SUPPORTSA.For refrigeration, air conditioning, hydraulic, pneumatic, and other vibrating system applications,use a clamp that has a vibration dampening insert and a nylon inserted locknut. For copper andsteel tubing use B-Line series BVT series Vibra-Clamp™, for pipe sizes use BVP series.B.For larger tubing or piping subjected to vibration, use neoprene or spring hangers as required.C.For base mounted equipment use vibration pads, molded neoprene mounts, or spring mounts asrequired.D.Vibration isolation products as manufactured by Cooper B-Line, Inc. (DBA Eaton)Vibratrol systems.2.5ACCESSORIESA.Hanger Rods shall be threaded both ends, or continuous threaded rods of circular cross section.Use adjusting locknuts at upper attachments and hangers. No wire, chain, or perforated straps areallowed.B.Shields shall be 180-degree galvanized sheet metal, 12 inch minimum length, 18-gauge minimumthickness, designed to match outside diameter of the insulated pipe, B-Line series B3151.C.Pipe protection saddles shall be formed from carbon steel, 1/8-inch minimum thickness, sized forinsulation thickness. Saddles for pipe sizes greater than 12 inches shall have a center support rib.2.6FINISHESA.Indoor Finishes1.Hangers and clamps for support of bare copper piping shall be coated with copper coloredepoxy paint, B-Line series Dura-Copper™. Additional PVC coating of the epoxy paintedhanger shall be used where necessary.2.Hangers for other than bare copper pipe shall be zinc plated in accordance with ASTM B633OR shall have an electro-deposited green epoxy finish, B-Line series Dura Green™.3.Strut channels shall be pre-galvanized in accordance with ASTM A653 SS Grade 33 G90OR have an electro-deposited green epoxy finish, B-Line series Dura Green.B.Outdoor and Corrosive Area Finishes1.Hangers and strut located outdoors shall be hot dip galvanized after fabrication inaccordance with ASTM A123. All hanger hardware shall be hot dip galvanized or stainlesssteel. Zinc plated hardware is not acceptable for outdoor or corrosive use.2.Hangers and strut located in corrosive areas shall be type 304 [316] stainless steel withstainless steel hardware.PART 3EXECUTION3.1PIPE HANGERS AND SUPPORTSA.Pipe shall be adequately supported by pipe hanger and supports specified in PART 2PRODUCTS. Hangers for insulated pipes shall be sized to accommodate insulation thickness.B.Horizontal steel piping shall be supported in accordance with MSS SP-69 Tables 3 and 4,excerpts of which follow below:NOMINAL PIPE SIZE ROD DIAMETER MAXIMUM SPACING(INCHES) (INCHES) (FEET)1/2 to 1-1/4 3/8 71-1/2 3/8 92 3/8 102-1/2 1/2 113 1/2 123-1/2 1/2 134 5/8 145 5/8 166 3/4 178 3/4 1910 7/8 2212 7/8 2314 1 2516 1 27C.Horizontal copper tubing shall be supported in accordance with MSS SP-69 Tables 3 and 4,excerpts of which follow below:NOMINAL PIPE SIZE ROD DIAMETER MAXIMUM SPACING(INCHES) (INCHES) (FEET)1/2 to 3/4 3/8 51 3/8 61-1/4 3/8 71-1/2 3/8 82 3/8 82-1/2 1/2 93 1/2 103-1/2 1/2 114 1/2 125 1/2 136 5/8 148 3/4 16D.Provide means of preventing dissimilar metal contact such as plastic-coated hangers, coppercolored epoxy paint, or non-adhesive isolation tape- B-Line series Iso-pipe. Galvanized feltisolators sized for copper tubing may also be used, B-Line series B3195CT.E.Support horizontal cast iron pipe adjacent to each hub, with 5 feet maximum spacingbetween hangers.F.Install hangers to provide a minimum of 1/2 inch space between finished covering andadjacent work.G.Place a hanger within 12 inches of each horizontal elbow.H.Support vertical piping independently of connected horizontal piping. Support verticalpipes at every [other] floor. Wherever possible, locate riser clamps directly below pipecouplings or shear lugs.I.Where several pipes can be installed in parallel and at the same elevation, provide trapeze hangersas specified in section 2.02 C. Trapeze hangers shall be spaced according to the smallest pipesize or install intermediate supports according to schedule in section 3.01B.J.Do not support piping from other pipes, ductwork or other equipment that is notbuilding structure.3.2CONCRETE INSERTSA.Provide inserts for placement in formwork before concrete is poured.B.Provide inserts for suspending hangers from reinforced concrete slabs and sides of reinforcedconcrete beams.C.Where concrete slabs form finished ceilings, provide inserts to be flush with slab surface.D.Provide hooked rod to concrete reinforcement section for inserts carrying pipe over 4 inches.END OF SECTION。
USB Type-C 规范1.2(中文版)

知识产权声明
THIS SPECIFICATION IS PROVIDED TO YOU “AS IS” WITH NO WARRANTIES WHATSOEVER, INCLUDING ANY WARRANTY OF MERCHANTABILITY, NON-INFRINGEMENT, OR FITNESS FOR ANY PARTICULAR PURPOSE. THE AUTHORS OF THIS SPECIFICATION DISCLAIM ALL LIABILITY, INCLUDING LIABILITY FOR INFRINGEMENT OF ANY PROPRIETARY RIGHTS, RELATING TO USE OR IMPLEMENTATION OF INFORMATION IN THIS SPECIFICATION. THE PROVISION OF THIS SPECIFICATION TO YOU DOES NOT PROVIDE YOU WITH ANY LICENSE, EXPRESS OR IMPLIED, BY ESTOPPEL OR OTHERWISE, TO ANY INTELLECTUAL PROPERTY RIGHTS.
预发行行业审查公司提供反馈
Revision History.......................................................................................................................14
LIMITED COPYRIGHT LICENSE: The USB 3.0 Promoters grant a conditional copyright license under the copyrights embodied in the USB Type-C Cable and Connector Specification to use and reproduce the Specification for the sole purpose of, and solely to the extent necessary for, evaluating whether to implement the Specification in products that would comply with the specification.
崩铁英语作文素材

崩铁英语作文素材The clang of steel on steel echoed through the workshop, a symphony of craftsmanship. Each strike was precise, a testament to the blacksmith's skill.The heat of the forge was intense, yet the craftsman's focus never wavered. Sweat dripped from his brow, but his hands remained steady, shaping the molten metal into something beautiful.The glow of the fire illuminated the workshop, casting dancing shadows on the walls. It was a dance of light and dark, a play of creation and destruction.As the iron cooled, it took on a new form, a new purpose. The blacksmith's work was not just a product, but a story of transformation and resilience.The final product was a masterpiece, a testament to the blacksmith's art. It was more than just a tool; it was a symbol of strength and endurance.In the hands of the blacksmith, the iron was not just a material, but a canvas for creativity. Each piece was unique, a reflection of the artist's vision.The art of blacksmithing is a tradition that has been passed down through generations. It is a craft that requirespatience, precision, and an unyielding spirit.The blacksmith's work is a reminder of the power of human ingenuity. From the simplest nail to the most intricate sculpture, each piece tells a story of perseverance and dedication.。
OSHA现场作业手册说明书
DIRECTIVE NUMBER: CPL 02-00-150 EFFECTIVE DATE: April 22, 2011 SUBJECT: Field Operations Manual (FOM)ABSTRACTPurpose: This instruction cancels and replaces OSHA Instruction CPL 02-00-148,Field Operations Manual (FOM), issued November 9, 2009, whichreplaced the September 26, 1994 Instruction that implemented the FieldInspection Reference Manual (FIRM). The FOM is a revision of OSHA’senforcement policies and procedures manual that provides the field officesa reference document for identifying the responsibilities associated withthe majority of their inspection duties. This Instruction also cancels OSHAInstruction FAP 01-00-003 Federal Agency Safety and Health Programs,May 17, 1996 and Chapter 13 of OSHA Instruction CPL 02-00-045,Revised Field Operations Manual, June 15, 1989.Scope: OSHA-wide.References: Title 29 Code of Federal Regulations §1903.6, Advance Notice ofInspections; 29 Code of Federal Regulations §1903.14, Policy RegardingEmployee Rescue Activities; 29 Code of Federal Regulations §1903.19,Abatement Verification; 29 Code of Federal Regulations §1904.39,Reporting Fatalities and Multiple Hospitalizations to OSHA; and Housingfor Agricultural Workers: Final Rule, Federal Register, March 4, 1980 (45FR 14180).Cancellations: OSHA Instruction CPL 02-00-148, Field Operations Manual, November9, 2009.OSHA Instruction FAP 01-00-003, Federal Agency Safety and HealthPrograms, May 17, 1996.Chapter 13 of OSHA Instruction CPL 02-00-045, Revised FieldOperations Manual, June 15, 1989.State Impact: Notice of Intent and Adoption required. See paragraph VI.Action Offices: National, Regional, and Area OfficesOriginating Office: Directorate of Enforcement Programs Contact: Directorate of Enforcement ProgramsOffice of General Industry Enforcement200 Constitution Avenue, NW, N3 119Washington, DC 20210202-693-1850By and Under the Authority ofDavid Michaels, PhD, MPHAssistant SecretaryExecutive SummaryThis instruction cancels and replaces OSHA Instruction CPL 02-00-148, Field Operations Manual (FOM), issued November 9, 2009. The one remaining part of the prior Field Operations Manual, the chapter on Disclosure, will be added at a later date. This Instruction also cancels OSHA Instruction FAP 01-00-003 Federal Agency Safety and Health Programs, May 17, 1996 and Chapter 13 of OSHA Instruction CPL 02-00-045, Revised Field Operations Manual, June 15, 1989. This Instruction constitutes OSHA’s general enforcement policies and procedures manual for use by the field offices in conducting inspections, issuing citations and proposing penalties.Significant Changes∙A new Table of Contents for the entire FOM is added.∙ A new References section for the entire FOM is added∙ A new Cancellations section for the entire FOM is added.∙Adds a Maritime Industry Sector to Section III of Chapter 10, Industry Sectors.∙Revises sections referring to the Enhanced Enforcement Program (EEP) replacing the information with the Severe Violator Enforcement Program (SVEP).∙Adds Chapter 13, Federal Agency Field Activities.∙Cancels OSHA Instruction FAP 01-00-003, Federal Agency Safety and Health Programs, May 17, 1996.DisclaimerThis manual is intended to provide instruction regarding some of the internal operations of the Occupational Safety and Health Administration (OSHA), and is solely for the benefit of the Government. No duties, rights, or benefits, substantive or procedural, are created or implied by this manual. The contents of this manual are not enforceable by any person or entity against the Department of Labor or the United States. Statements which reflect current Occupational Safety and Health Review Commission or court precedents do not necessarily indicate acquiescence with those precedents.Table of ContentsCHAPTER 1INTRODUCTIONI.PURPOSE. ........................................................................................................... 1-1 II.SCOPE. ................................................................................................................ 1-1 III.REFERENCES .................................................................................................... 1-1 IV.CANCELLATIONS............................................................................................. 1-8 V. ACTION INFORMATION ................................................................................. 1-8A.R ESPONSIBLE O FFICE.......................................................................................................................................... 1-8B.A CTION O FFICES. .................................................................................................................... 1-8C. I NFORMATION O FFICES............................................................................................................ 1-8 VI. STATE IMPACT. ................................................................................................ 1-8 VII.SIGNIFICANT CHANGES. ............................................................................... 1-9 VIII.BACKGROUND. ................................................................................................. 1-9 IX. DEFINITIONS AND TERMINOLOGY. ........................................................ 1-10A.T HE A CT................................................................................................................................................................. 1-10B. C OMPLIANCE S AFETY AND H EALTH O FFICER (CSHO). ...........................................................1-10B.H E/S HE AND H IS/H ERS ..................................................................................................................................... 1-10C.P ROFESSIONAL J UDGMENT............................................................................................................................... 1-10E. W ORKPLACE AND W ORKSITE ......................................................................................................................... 1-10CHAPTER 2PROGRAM PLANNINGI.INTRODUCTION ............................................................................................... 2-1 II.AREA OFFICE RESPONSIBILITIES. .............................................................. 2-1A.P ROVIDING A SSISTANCE TO S MALL E MPLOYERS. ...................................................................................... 2-1B.A REA O FFICE O UTREACH P ROGRAM. ............................................................................................................. 2-1C. R ESPONDING TO R EQUESTS FOR A SSISTANCE. ............................................................................................ 2-2 III. OSHA COOPERATIVE PROGRAMS OVERVIEW. ...................................... 2-2A.V OLUNTARY P ROTECTION P ROGRAM (VPP). ........................................................................... 2-2B.O NSITE C ONSULTATION P ROGRAM. ................................................................................................................ 2-2C.S TRATEGIC P ARTNERSHIPS................................................................................................................................. 2-3D.A LLIANCE P ROGRAM ........................................................................................................................................... 2-3 IV. ENFORCEMENT PROGRAM SCHEDULING. ................................................ 2-4A.G ENERAL ................................................................................................................................................................. 2-4B.I NSPECTION P RIORITY C RITERIA. ..................................................................................................................... 2-4C.E FFECT OF C ONTEST ............................................................................................................................................ 2-5D.E NFORCEMENT E XEMPTIONS AND L IMITATIONS. ....................................................................................... 2-6E.P REEMPTION BY A NOTHER F EDERAL A GENCY ........................................................................................... 2-6F.U NITED S TATES P OSTAL S ERVICE. .................................................................................................................. 2-7G.H OME-B ASED W ORKSITES. ................................................................................................................................ 2-8H.I NSPECTION/I NVESTIGATION T YPES. ............................................................................................................... 2-8 V.UNPROGRAMMED ACTIVITY – HAZARD EVALUATION AND INSPECTION SCHEDULING ............................................................................ 2-9 VI.PROGRAMMED INSPECTIONS. ................................................................... 2-10A.S ITE-S PECIFIC T ARGETING (SST) P ROGRAM. ............................................................................................. 2-10B.S CHEDULING FOR C ONSTRUCTION I NSPECTIONS. ..................................................................................... 2-10C.S CHEDULING FOR M ARITIME I NSPECTIONS. ............................................................................. 2-11D.S PECIAL E MPHASIS P ROGRAMS (SEP S). ................................................................................... 2-12E.N ATIONAL E MPHASIS P ROGRAMS (NEP S) ............................................................................... 2-13F.L OCAL E MPHASIS P ROGRAMS (LEP S) AND R EGIONAL E MPHASIS P ROGRAMS (REP S) ............ 2-13G.O THER S PECIAL P ROGRAMS. ............................................................................................................................ 2-13H.I NSPECTION S CHEDULING AND I NTERFACE WITH C OOPERATIVE P ROGRAM P ARTICIPANTS ....... 2-13CHAPTER 3INSPECTION PROCEDURESI.INSPECTION PREPARATION. .......................................................................... 3-1 II.INSPECTION PLANNING. .................................................................................. 3-1A.R EVIEW OF I NSPECTION H ISTORY .................................................................................................................... 3-1B.R EVIEW OF C OOPERATIVE P ROGRAM P ARTICIPATION .............................................................................. 3-1C.OSHA D ATA I NITIATIVE (ODI) D ATA R EVIEW .......................................................................................... 3-2D.S AFETY AND H EALTH I SSUES R ELATING TO CSHO S.................................................................. 3-2E.A DVANCE N OTICE. ................................................................................................................................................ 3-3F.P RE-I NSPECTION C OMPULSORY P ROCESS ...................................................................................................... 3-5G.P ERSONAL S ECURITY C LEARANCE. ................................................................................................................. 3-5H.E XPERT A SSISTANCE. ........................................................................................................................................... 3-5 III. INSPECTION SCOPE. ......................................................................................... 3-6A.C OMPREHENSIVE ................................................................................................................................................... 3-6B.P ARTIAL. ................................................................................................................................................................... 3-6 IV. CONDUCT OF INSPECTION .............................................................................. 3-6A.T IME OF I NSPECTION............................................................................................................................................. 3-6B.P RESENTING C REDENTIALS. ............................................................................................................................... 3-6C.R EFUSAL TO P ERMIT I NSPECTION AND I NTERFERENCE ............................................................................. 3-7D.E MPLOYEE P ARTICIPATION. ............................................................................................................................... 3-9E.R ELEASE FOR E NTRY ............................................................................................................................................ 3-9F.B ANKRUPT OR O UT OF B USINESS. .................................................................................................................... 3-9G.E MPLOYEE R ESPONSIBILITIES. ................................................................................................. 3-10H.S TRIKE OR L ABOR D ISPUTE ............................................................................................................................. 3-10I. V ARIANCES. .......................................................................................................................................................... 3-11 V. OPENING CONFERENCE. ................................................................................ 3-11A.G ENERAL ................................................................................................................................................................ 3-11B.R EVIEW OF A PPROPRIATION A CT E XEMPTIONS AND L IMITATION. ..................................................... 3-13C.R EVIEW S CREENING FOR P ROCESS S AFETY M ANAGEMENT (PSM) C OVERAGE............................. 3-13D.R EVIEW OF V OLUNTARY C OMPLIANCE P ROGRAMS. ................................................................................ 3-14E.D ISRUPTIVE C ONDUCT. ...................................................................................................................................... 3-15F.C LASSIFIED A REAS ............................................................................................................................................. 3-16VI. REVIEW OF RECORDS. ................................................................................... 3-16A.I NJURY AND I LLNESS R ECORDS...................................................................................................................... 3-16B.R ECORDING C RITERIA. ...................................................................................................................................... 3-18C. R ECORDKEEPING D EFICIENCIES. .................................................................................................................. 3-18 VII. WALKAROUND INSPECTION. ....................................................................... 3-19A.W ALKAROUND R EPRESENTATIVES ............................................................................................................... 3-19B.E VALUATION OF S AFETY AND H EALTH M ANAGEMENT S YSTEM. ....................................................... 3-20C.R ECORD A LL F ACTS P ERTINENT TO A V IOLATION. ................................................................................. 3-20D.T ESTIFYING IN H EARINGS ................................................................................................................................ 3-21E.T RADE S ECRETS. ................................................................................................................................................. 3-21F.C OLLECTING S AMPLES. ..................................................................................................................................... 3-22G.P HOTOGRAPHS AND V IDEOTAPES.................................................................................................................. 3-22H.V IOLATIONS OF O THER L AWS. ....................................................................................................................... 3-23I.I NTERVIEWS OF N ON-M ANAGERIAL E MPLOYEES .................................................................................... 3-23J.M ULTI-E MPLOYER W ORKSITES ..................................................................................................................... 3-27 K.A DMINISTRATIVE S UBPOENA.......................................................................................................................... 3-27 L.E MPLOYER A BATEMENT A SSISTANCE. ........................................................................................................ 3-27 VIII. CLOSING CONFERENCE. .............................................................................. 3-28A.P ARTICIPANTS. ..................................................................................................................................................... 3-28B.D ISCUSSION I TEMS. ............................................................................................................................................ 3-28C.A DVICE TO A TTENDEES .................................................................................................................................... 3-29D.P ENALTIES............................................................................................................................................................. 3-30E.F EASIBLE A DMINISTRATIVE, W ORK P RACTICE AND E NGINEERING C ONTROLS. ............................ 3-30F.R EDUCING E MPLOYEE E XPOSURE. ................................................................................................................ 3-32G.A BATEMENT V ERIFICATION. ........................................................................................................................... 3-32H.E MPLOYEE D ISCRIMINATION .......................................................................................................................... 3-33 IX. SPECIAL INSPECTION PROCEDURES. ...................................................... 3-33A.F OLLOW-UP AND M ONITORING I NSPECTIONS............................................................................................ 3-33B.C ONSTRUCTION I NSPECTIONS ......................................................................................................................... 3-34C. F EDERAL A GENCY I NSPECTIONS. ................................................................................................................. 3-35CHAPTER 4VIOLATIONSI. BASIS OF VIOLATIONS ..................................................................................... 4-1A.S TANDARDS AND R EGULATIONS. .................................................................................................................... 4-1B.E MPLOYEE E XPOSURE. ........................................................................................................................................ 4-3C.R EGULATORY R EQUIREMENTS. ........................................................................................................................ 4-6D.H AZARD C OMMUNICATION. .............................................................................................................................. 4-6E. E MPLOYER/E MPLOYEE R ESPONSIBILITIES ................................................................................................... 4-6 II. SERIOUS VIOLATIONS. .................................................................................... 4-8A.S ECTION 17(K). ......................................................................................................................... 4-8B.E STABLISHING S ERIOUS V IOLATIONS ............................................................................................................ 4-8C. F OUR S TEPS TO BE D OCUMENTED. ................................................................................................................... 4-8 III. GENERAL DUTY REQUIREMENTS ............................................................. 4-14A.E VALUATION OF G ENERAL D UTY R EQUIREMENTS ................................................................................. 4-14B.E LEMENTS OF A G ENERAL D UTY R EQUIREMENT V IOLATION.............................................................. 4-14C. U SE OF THE G ENERAL D UTY C LAUSE ........................................................................................................ 4-23D.L IMITATIONS OF U SE OF THE G ENERAL D UTY C LAUSE. ..............................................................E.C LASSIFICATION OF V IOLATIONS C ITED U NDER THE G ENERAL D UTY C LAUSE. ..................F. P ROCEDURES FOR I MPLEMENTATION OF S ECTION 5(A)(1) E NFORCEMENT ............................ 4-25 4-27 4-27IV.OTHER-THAN-SERIOUS VIOLATIONS ............................................... 4-28 V.WILLFUL VIOLATIONS. ......................................................................... 4-28A.I NTENTIONAL D ISREGARD V IOLATIONS. ..........................................................................................4-28B.P LAIN I NDIFFERENCE V IOLATIONS. ...................................................................................................4-29 VI. CRIMINAL/WILLFUL VIOLATIONS. ................................................... 4-30A.A REA D IRECTOR C OORDINATION ....................................................................................................... 4-31B.C RITERIA FOR I NVESTIGATING P OSSIBLE C RIMINAL/W ILLFUL V IOLATIONS ........................ 4-31C. W ILLFUL V IOLATIONS R ELATED TO A F ATALITY .......................................................................... 4-32 VII. REPEATED VIOLATIONS. ...................................................................... 4-32A.F EDERAL AND S TATE P LAN V IOLATIONS. ........................................................................................4-32B.I DENTICAL S TANDARDS. .......................................................................................................................4-32C.D IFFERENT S TANDARDS. .......................................................................................................................4-33D.O BTAINING I NSPECTION H ISTORY. .....................................................................................................4-33E.T IME L IMITATIONS..................................................................................................................................4-34F.R EPEATED V. F AILURE TO A BATE....................................................................................................... 4-34G. A REA D IRECTOR R ESPONSIBILITIES. .............................................................................. 4-35 VIII. DE MINIMIS CONDITIONS. ................................................................... 4-36A.C RITERIA ................................................................................................................................................... 4-36B.P ROFESSIONAL J UDGMENT. ..................................................................................................................4-37C. A REA D IRECTOR R ESPONSIBILITIES. .............................................................................. 4-37 IX. CITING IN THE ALTERNATIVE ............................................................ 4-37 X. COMBINING AND GROUPING VIOLATIONS. ................................... 4-37A.C OMBINING. ..............................................................................................................................................4-37B.G ROUPING. ................................................................................................................................................4-38C. W HEN N OT TO G ROUP OR C OMBINE. ................................................................................................4-38 XI. HEALTH STANDARD VIOLATIONS ....................................................... 4-39A.C ITATION OF V ENTILATION S TANDARDS ......................................................................................... 4-39B.V IOLATIONS OF THE N OISE S TANDARD. ...........................................................................................4-40 XII. VIOLATIONS OF THE RESPIRATORY PROTECTION STANDARD(§1910.134). ....................................................................................................... XIII. VIOLATIONS OF AIR CONTAMINANT STANDARDS (§1910.1000) ... 4-43 4-43A.R EQUIREMENTS UNDER THE STANDARD: .................................................................................................. 4-43B.C LASSIFICATION OF V IOLATIONS OF A IR C ONTAMINANT S TANDARDS. ......................................... 4-43 XIV. CITING IMPROPER PERSONAL HYGIENE PRACTICES. ................... 4-45A.I NGESTION H AZARDS. .................................................................................................................................... 4-45B.A BSORPTION H AZARDS. ................................................................................................................................ 4-46C.W IPE S AMPLING. ............................................................................................................................................. 4-46D.C ITATION P OLICY ............................................................................................................................................ 4-46 XV. BIOLOGICAL MONITORING. ...................................................................... 4-47CHAPTER 5CASE FILE PREPARATION AND DOCUMENTATIONI.INTRODUCTION ............................................................................................... 5-1 II.INSPECTION CONDUCTED, CITATIONS BEING ISSUED. .................... 5-1A.OSHA-1 ................................................................................................................................... 5-1B.OSHA-1A. ............................................................................................................................... 5-1C. OSHA-1B. ................................................................................................................................ 5-2 III.INSPECTION CONDUCTED BUT NO CITATIONS ISSUED .................... 5-5 IV.NO INSPECTION ............................................................................................... 5-5 V. HEALTH INSPECTIONS. ................................................................................. 5-6A.D OCUMENT P OTENTIAL E XPOSURE. ............................................................................................................... 5-6B.E MPLOYER’S O CCUPATIONAL S AFETY AND H EALTH S YSTEM. ............................................................. 5-6 VI. AFFIRMATIVE DEFENSES............................................................................. 5-8A.B URDEN OF P ROOF. .............................................................................................................................................. 5-8B.E XPLANATIONS. ..................................................................................................................................................... 5-8 VII. INTERVIEW STATEMENTS. ........................................................................ 5-10A.G ENERALLY. ......................................................................................................................................................... 5-10B.CSHO S SHALL OBTAIN WRITTEN STATEMENTS WHEN: .......................................................................... 5-10C.L ANGUAGE AND W ORDING OF S TATEMENT. ............................................................................................. 5-11D.R EFUSAL TO S IGN S TATEMENT ...................................................................................................................... 5-11E.V IDEO AND A UDIOTAPED S TATEMENTS. ..................................................................................................... 5-11F.A DMINISTRATIVE D EPOSITIONS. .............................................................................................5-11 VIII. PAPERWORK AND WRITTEN PROGRAM REQUIREMENTS. .......... 5-12 IX.GUIDELINES FOR CASE FILE DOCUMENTATION FOR USE WITH VIDEOTAPES AND AUDIOTAPES .............................................................. 5-12 X.CASE FILE ACTIVITY DIARY SHEET. ..................................................... 5-12 XI. CITATIONS. ..................................................................................................... 5-12A.S TATUTE OF L IMITATIONS. .............................................................................................................................. 5-13B.I SSUING C ITATIONS. ........................................................................................................................................... 5-13C.A MENDING/W ITHDRAWING C ITATIONS AND N OTIFICATION OF P ENALTIES. .................................. 5-13D.P ROCEDURES FOR A MENDING OR W ITHDRAWING C ITATIONS ............................................................ 5-14 XII. INSPECTION RECORDS. ............................................................................... 5-15A.G ENERALLY. ......................................................................................................................................................... 5-15B.R ELEASE OF I NSPECTION I NFORMATION ..................................................................................................... 5-15C. C LASSIFIED AND T RADE S ECRET I NFORMATION ...................................................................................... 5-16。
弯头相对应的英文

弯头相对应的英文P管PipeEL弯头ElbowELL长半径弯头Long radius elbowELS短半径弯头Short radius elbowMEL斜接弯头(虾米腰弯头)Mitre elbowREL异径弯头Reducing elbowT三通TeeLT斜三通Lateral teeRT异径三通Reducing teeR异径管接头(大小头)ReducerCR同心异径管接头(同心大小头)Concentric reducer ER偏心异径管接头(偏心大小头)Eccentric reducer CPL管箍CouplingFCPL双头管箍Full couplingHCPL单头管箍Half couplingRCPL异径管箍Reducing couplingBU内外螺纹接头BushingUN活接头UnionHC软管接头Hose couplerSE翻边短节Stub endNIP短节Pipe nipple or straight nippleSNIP异径短节Swaged nippleCP管帽(封头)CapPL管堵(丝堵)PlugBLK盲板BlankSB8字盲板Spectacle blind(blank)RP补强板Reinforcing pad法兰缩写中文名称英文名称PLG法兰FlangeWNF对焊法兰Welding neck flangeSOF平焊法兰Slip-on flangeSWF承插焊法兰Socket-welding flangeT螺纹法兰Threaded flangeLJ松套法兰Lapped joint flangeREDF异径法兰Reducing flangeBF法兰盖(日法兰)Blind flangeFSF法兰密封面Flange scaling faceFF全平面Flat faceRF凸台面Raised faceMFF凹凸面Maleand female faceLF凹面Female faceLM凸面Male faceRJ环连接面Ring joint faceTG榫槽面Tongueand groove faceTF榫面Tongue faceGF槽面Groove face垫片缩写中文名称英文名称G垫片GasketNMG非金属垫片Non-metallic gasketAG石棉垫片Asbestos gasketRG橡胶垫片Rubber gasketTEG聚四氟乙烯包复垫片PTFE envelope gasket SMG半金属垫片Semimetallic gasketMJG金属包垫片Meta-jacket gasketSWG缠绕式垫片Spiral wound gasketMG金属垫片Metallic gasketFMG金属平垫片Flat metallic gasketSMSG齿形金属垫片Solid metal serrated gasket LER透镜式金属环垫Lens ring gasketOCR八角形金属环垫Octagonal ring gasket OVR椭圆形金属环垫Oval ring gaksetIR/OR内外定位环Inner ringand outer ring IR内定位环Inner ringOR外定位环Outer ring坚固件缩写中文名称英文名称B螺栓BoltSB螺柱Stud boltNU螺母NutTB花蓝螺母TurnbuckleWSR垫圈WasherSWSR弹簧垫圈Spring washer阀门缩写中文名称英文名称GV闸阀Gate valveGLV截止阀Globe valveCHV止回阀Check valveBUV蝶阀Butterfly valveBAV球阀Ball valvePV旋塞阀Plug valve(cock)CV调节阀Control valveSV安全阀Safety valveRV减压阀Pressure reducing valveST蒸汽疏水阀Steam trapPRV泄压阀Pressur relief valveBV呼吸阀Breather valveNV针形阀Needle valveAV角阀DV隔膜阀TWV三通阀SGV插板阀管道上用的小型设备缩写中文名称英文名称SPR气液分离器SeparatorFA阻火器Flame arresterSR过滤器StrainerSRY Y型过滤器Y-type strainerSRT T型过滤器T-type strainerSRB桶式过滤器Bucket type strainerTSR临时过滤器Temporary strainerSIL消声器SilencerSG视镜Slight glassSC取样冷却器Sample coolerDF排液漏斗Drain funnelLM管道混合器Line mixerRO限流孔板Restriction orificeMO混合孔板Mixing orificeRD爆破片(爆破膜)Rupture diskEJ补偿器Expansion joint隔热、伴热中文名称英文名称INS隔热Thermal insulationH保温Hot insulationC保冷Cold insulationP防烫伤隔热Personnel protection insulation T&I伴热Tracingand insulation管道伴热(冷)TracingEST蒸汽外伴热External steam tracingIST蒸汽内伴热Internal steam tracingSJT蒸汽夹套伴热Steam-jacket tracingET电伴热Electric tracing配管材料和等级缩写中文名称英文名称M金属材料Metallic materialCS碳钢Carbon steelCAS铸钢Cast steelFS锻钢Forged steelAS合金钢Alloy steelSS不锈钢Stainless steelAUSTSS奥氏体不锈钢Austenitic stainless-steel CI铸铁Cast ironMI可锻铸铁Malleable ironDI球墨铸铁Ductile ironAL铝AluminumBRS黄铜BrassBRZ青铜BronzeCU紫铜CopperLAS低合金钢Low alloy steelFLAS低合金锻钢Forged low alloy steel CLAS低合金铸钢Cast low alloy steelTHK壁厚ThicknessSCH表号Schedule numberSTD标准StandardXS加强Extra strongXXS特强Double extra strong装置布置缩写中文名称英文名称CN建北Construction northE东EastW西WestS南SouthN北NorthH水平HorizontalV竖直、铅直、直立VerticalGRD地坪GroundUG地下UndergroundBL装置边界线Battery limit lineESEW事故沐浴洗眼器Emergency showerand eye washer HS软管站Hose stationML接续分界线Match linePS管道支架(管架)Piping supportPR管桥Pipe rackSTRU构架(构筑物)StructureBLDG建筑物BuildingPD清扫设施Purge devicePT池PitSHLT棚ShelterCOFF围堰CofferdamFL楼板FloorPF平台Plateform尺寸标注缩写中文名称英文名称EL标高ElevationBOP管底Bottom of pipeCOP管中心Center of pipeTOP管顶Top of pipeFOB底平Flat on bottomFOT顶平Flat on topCL(屯)中心线Center lineTL切线Tangent lineSYM对称的SymmetricalBOS支架底Bottom of supportTOS支架顶Top of supportCL净距(净空)ClearanceCTC中心至中心Center to centerCTF中心至面Center to faceCTE中心至端部Center to endETE端到端End to endFEF法兰端面Flangeand faceFTF面到面Face to faceD直径DiameterDN公称直径Nominal diameterID内径Inside diameterOD外径Outside diameterDIM尺寸DimensionMAX最大MaximumMIN最小MinimumAVG平均AverageAPP约、近似ApproximatePT.EL点标高Point elevation图表缩写中文名称英文名称PFD工艺流程图Process flow diagramPID管道和仪表流程图Piping&instrument diagramCOD接续图Continued on drawingDTL详图DatailSPDWG(ISODWG)管段图Spool drawing(each line isometric drawing)DWGNO图号Drawing numberDWGI所在图号Drawing identificationLOW材料表List of materialMTO汇料Material take-offAPPX附录AppendixJOB.No.工号Job NumberBEDD基础工程设计数据Basic engineering design dataDEDD详细工程设计数据Detail engineering design dataREV.No.修改号Recision numberREFDWG参考图Reference drawingSC采样接口Sample connection操作方式及工作参数缩写中文名称英文名称AUT自动AutomaticML手动Manual controlCHOP链条操作Chain operatedCSC铅封关Car seal closeCSO铅封开Car seal openLC锁闭Lock closedLO锁开Lock openNC正常关Normally closeNO正常开Normally openATM大气压AtmospherePN公称压力Nominal pressureA绝压G表压(T)温度Temperature(P)压力Pressure其他缩写中文名称英文名称FDN基础FoundationINF信息(资料)InformationREF参考ReferenceREV修改RevisionSEQ序号(顺序)SequenceW/E设备带来With equipmentW/I仪表带来With instrumentCM色标Colour markCA腐蚀裕度Corrosion allowanceUTL公用系统UtilityUC公用工程接头Utility connectionQTY数量QuantityWT重量WeightMHR工时Man hourBC螺栓分布圆Bolt circleHP高点High pointLP低点Low pointSUC吸入(口)SuctionDIS排出(口)DischargeSO蒸气吹扫(口)Steam outNPT美国标准锥管螺纹National standard taper pipe thread NPS美国标准直管螺纹National standard straight pipe thread DR排液DrainVT放气VentRTG(压力)等级RatingCL等级ClassSMLS无缝Seamless施工缩写中文名称英文名称W焊接WeldingAW电弧焊Arc weldingGSAW气体保护电弧焊Gas shielded-acr weldingEFW电熔焊Elecric fusion weldingERW电阻焊Electric Resistance weldingGW气焊Gas weldingLW搭接焊Lap weldingBW对焊Butt weldingTW定位焊Tack weldingSW承插焊Socket weldingCW连续焊Continuous weldingSEW密封焊Seal weldingSFG堆焊SurfacingFW现场焊接Field weldingHT热处理Heat treatmentPH预热PreheatingSR应力消除Stress reliefPWHT焊后热处理Post weld heat treatmentEIT检查、探伤和实验Examination,inspection&testingVE外观检查Visual examinationUI(UT)超声探伤Ultrasonic inspection(test)RI(RT)射线探伤Radiographic inspection(test)MPI(MT)磁粉探伤Magnetic particle inspection(test)LPI(PT)液体渗透检验Liquid penterant inspection(test)HADT硬度实验Hardness testingHYDT水压实验Hydraulic testingPNET气压实验Pneumatic testing焊条Covered electrodeWW焊丝Welding wireASSY装配、组合AssemblyF现场FieldF/F现场制造Field faricatedSF现场决定Suit in fieldCSP冷紧Cold springBCT螺栓冷紧Bolt cold tighteningBHY螺栓热紧Bolt hot tighteningCO清洗口Clean outANNY退火AnnealedPE平端面Plain endBE坡口端Belelled endTHR螺纹ThreadHB布氏硬度Brinnel hardnessRC洛氏硬度。
碎纸机外国文献

Designing and Manufacturing an Appropriate Technology Shredder in a Developing CountryJeffrey P. WeissAn Engineering Project submitted to the faculty of the School of Engineering in partial fulfillment of the requirements of the Masters of Manufacturing Systems Engineering degreeUniversity of St. ThomasSt. Paul, MinnesotaDecember 2005AbstractThe focus of this project was to redesign a simple manual shredding machine used to shred breadfruit for the Republic of Haiti. A breadfruit shredder previously designed by a student senior design team was used as the basis for this project. The objective was to apply manufacturing principles, such as Design for Manufacturing and Assembly (DFMA), to simplify and reduce the cost of this machine so that it would be more accessible to poor farmers in Haiti. Each part of the shredder was examined using the DFMA methodology to determine if it could be eliminated or redesigned to simplify it while still making a quality product that met the performance criteria. The limitations of manufacturing a product in a developing country were also taken into consideration and played a key role in the outcome of the design. The result was a design that had a reduced number of parts, was more robust, easier to clean, simpler to build in a developing country, used materials that were more commonly available, and cost less to make.Revised Tommy Breadfruit ShredderAcknowledgementsI would like to acknowledge and send my sincerest thanks to my Project Committee of Dr. Camille George, Dr. Fred Zimmerman, and Mr. John Walker. They contributed numerous ideas during both the project phase and during the writing process. This resulted in a much better product that will hopefully improve the lives of people around the world. Dr. George also spent a great deal of time correcting and critiquing the writing of someone who was unaccustomed to writing in the academic thesis style.Many other people also lent a voice to the project during the research and design review phases. This would include Karl Mueller, Bruce Humphrey, Hank Garwick, Dave Elton, John Schevenius, Gary Olmstead, Fred Hegele, Pat O'Malley, Troy Pontgras, Yvonne Ng, and Clay Solberg. These people took the time to help and offered ideas that had previously been missed, resulting in a better product.I would also like to acknowledge the contribution of Dr. Mike Hennessey at the University of St. Thomas and the work of five of his undergraduate students. Justin Jackelen, Michael Boston, Angela Wachira, Keli Lais, and Matt Ellision took on the task of turning the revised breadfruit shredder drawings into computer animated Solidworks models. This contributed greatly to the visual understanding of the project and presentation. They also provided the fabrication prints that accompany this paper.Table of ContentsChapter I: Introduction (1)The Haitian Situation (2)Breadfruit (3)The Tommy Shredder (5)The Beneficiaries (5)Project Motivation (6)Chapter II: Research and Prior Work (7)UST Senior Design Team Work (7)Literature Search (9)Compatible Technology, International (11)Institutional Libraries (15)Research and International Organizations (15)Expert Inquires (17)Chapter III: Project Proposal (18)Project Objectives (18)Alternative Methods (20)Project Constraints (21)Project Budget (23)Financial Justification (23)Chapter IV: Findings and Results (24)Redesign Process (25)Design for Manufacture and Assembly Process (25)Alternative Designs (29)Design Reviews (30)Design Modifications (33)Fabrication Lessons (38)Design Variations (40)Shredder Blade Project (41)Testing the Redesigned Shredder (45)Redesign Results (47)Schedule (50)Final Budget (51)Chapter V: Discussion and Ramifications (52)Project Dissemination (52)Implementing the Shredder in Developing Countries (53)Project Obstacles (54)Bibliography: (57)Appendices (60)Appendix 1: Revisions 1 and 2 (60)Appendix 2: Revisions 3 and 4 (61)Appendix 3: Revisions 5 and 6 (62)Appendix 4: Revision 7 and 8 (63)Appendix 5: Breadfruit Shredder Exploded Layout (64)Appendix 6: Bill of Materials – Breadfruit Shredder (65)Appendix 7: Frame Plate Fabrication (67)Appendix 8: Drive Shaft Fabrication (69)Appendix 9: Feeder Tube Fabrication (70)Appendix 10: Blade Mount Fabrication (71)Appendix 11: Shredder Press Weight Fabrication (73)Appendix 12: Shredder Assembly Instructions (74)Appendix 13: Original Project Schedule (77)Appendix 14: Revised Project Schedule (78)Appendix 15: Preliminary Sketch by John Walker (79)Appendix 16: Contributions by Karl Mueller (80)Appendix 17: Drawing #001 – Frame Plate (82)Appendix 18: Drawing #002 – Drive Shaft (83)Appendix 19: Drawing #003 – Feeder Tube (84)Appendix 20: Drawing #004 – Drive Shaft Bearing (85)Appendix 21: Drawing #005 – Handle (86)Appendix 22: Drawing #006 – Blade Mount (87)Appendix 23: Drawing #007 – Center Divider (88)Appendix 24: Drawing #008 – Center Divider Spacer Tube (89)Appendix 25: Drawing #009 – Shredder Press Weight (90)Table of FiguresFigure 1: Map of the Republic of Haiti (CIA Fact Book, 2005) (3)Figure 2: Fruit of the Breadfruit Tree () (4)Figure 3: Senior Design Team Shredder (8)Figure 4: Garwick/Elton Breadfruit Shredder (13)Figure 5: Garwick/Elton Bicycle Drive Mechanism (14)Figure 6: Original Tommy Shredder Exploded View (28)Figure 7: Handle/Drive Shaft Changes (34)Figure 8: Drive Shaft Bearing Changes (35)Figure 9: Frame Plate Changes (35)Figure 10: Center Divider Changes (36)Figure 11: Blade Mount Changes (37)Figure 12: Combined Feeder Tube Hoop and Spacer (38)Figure 13: Alignment of Bushing Supports (39)Figure 14: Wooden Bushing Variation (41)Figure 15: Shredder Blade Profile Die, Profile Punch, and Hole Template (43)Figure 16: Fabricated Blade (45)Figure 17: The Revised Tommy Shredder (48)Table of TablesTable 1: Haiti Facts (CIA Fact Book, 2005) (2)Table 2: Proposed Budget (23)Table 3: Shredder Punch Hole Test (44)Table 4: Final Budget (52)Chapter I: IntroductionThis project will focus on redesigning for manufacture a simple breadfruit shredder for the Republic of Haiti. As one of the poorest nations in the Western hemisphere, Haiti is a country that lacks a stable government, education system, manufacturing base, or infrastructure. Malnutrition is a problem to the extent that the United States Department of State estimated that the child malnutrition rate was 22 percent in 2000(). Breadfruit is a natural food resource that is underutilized because it rots quickly and is difficult to store using traditional methods. Drying breadfruit can extend its shelf life and this process is best done when the shreds are even and consistent.A simple manual shredder was developed to produce consistent shreds for the inhabitants of Haiti by a group of senior engineering students at the University of Saint Thomas (UST) in conjunction with Compatible Technology International (CTI), an international non-profit organization. The student version of the shredder was designed and tested and found to meet all of the criteria that they had established. Despite meeting the requirements, the machine had the potential to be optimized to better reflect the manufacturing capabilities available in a developing country. This paper will document the redesign process and look at the manufacturing principles that drove this process. The end result was a machine that was simpler to build with the basic machine tools that would normally be found in a developing country such as Haiti, used materials that were more commonly available, had a reduced number of parts, was more robust, was easier to clean, and had a reduced cost.The Haitian SituationHaiti is considered to be the poorest and most destitute country in the Western hemisphere (CIA Fact Book, 2005). A majority of its population lives in poverty and relies on subsistence farming for survival. It has a long history of political upheaval and unrest since it gained its independence from France in 1804. The rotation of various governments and civil wars has hindered investment in the country and led to high unemployment and dismal living conditions for its inhabitants. The education system is broken or non-existent and there has been an exodus of knowledge from the island as people flee the dire conditions and turmoil.Table 1: Haiti Facts (CIA Fact Book, 2005)Population (Estimate, 2004): 8,121,622Land Area: 27,750 sq kmAverage Life Expectancy: 53 yearsPopulation Below Poverty Line: 80%Percentage of Population in Agriculture: 66%Unemployment Rate (no formal job): 66%Average Literacy Rate: 52%Figure 1: Map of the Republic of Haiti (CIA Fact Book, 2005)Most of the original Haitian forests have been cut down for fuel and the desire to cultivate more land. The weak governments have been unable or unwilling to confront this problem and it has continued unchecked. This deforestation has resulted in massive land erosion in the mountainous country and a net loss of arable land (CIA Fact Book, 2005). Breadfruit trees are abundant throughout the island and are one of the few trees that have survived the deforestation process.BreadfruitBreadfruit is an important food source and has become a staple for the inhabitants of warmer islands in the Caribbean Sea and Pacific Ocean. It has some nutritional value anda high starch content (Adebowale, 2005). Typical ways of preparing breadfruit are grilling, roasting, adding it to soups, and mashing.Figure 2: Fruit of the Breadfruit Tree ()One of the unique properties of breadfruit is its limited shelf life. Once it ripens and comes off of the tree, it will last between one and three days ( ). The breadfruit trees of Haiti produce fruit twice a year for a three week period (six weeks per year). Much of the fruit rots on the ground because of the inability to consume it all for the short time that it is in season (Capecchi, 2005). Typical preservation methods for fruit, such as canning, can be done but these value-adding processes are not common in Haiti and will increase the price of the food. A more economical way of preserving the breadfruit needed to be developed to utilize its potential to alleviate long-term hunger on the island.The Tommy ShredderThe development of a breadfruit harvesting process was taken on by two groups of senior mechanical engineering students as their Senior Design Projects in the 2003-2004 academic year. The first team attempted to devise a solar drier to quickly dehydrate the shredded breadfruit. The drying project showed that the shredded fruit could be successfully air-dried with an optimal shred size of ½” wide (Emiliusen, Mauritzen, McGruder, and Torgerson, 2004). The dried product can be stored for up to a year.The second team worked on developing a small, economical shredder that could efficiently and quickly process the breadfruit down into shreds so that it could be dried (Anderson, Fox, Rick, and Spah, 2004). The concept and methodology for the basic shredder design was done by the senior design team as was the testing to prove out the final design and will not be repeated in this paper. The purpose of this project was to examine and simplify the design, focusing primarily on its manufacturability.The BeneficiariesThe target beneficiaries of this shredder will be women’s cooperative groups based in Haiti. CTI, whose mission is to bring appropriate technologies to help increase food supplies and storage capacities in the developing world, has been working with the Methodist Church missions in Haiti on preserving breadfruit. Dried breadfruit can be ground into flour and local CTI volunteers have created several recipes using this breadfruit flour as the bulk material. UST teamed up with CTI to develop a simple shredder that could be used to shred the breadfruit. The goal of this joint project was tocreate a shredder that was simple to use and economical to manufacture so that local versions could be bought with micro-loans managed by the Methodist Church of Haiti. CTI also planned on helping set up a program to buy the shredded/ground breadfruit and process it into a cereal for Haitian school children (Capecchi, 2004). The plan was to take a resource, preserve it and add value, and then process it to create a commercial good. The objective of this undertaking is to give the women’s co-ops a starter model shredder that would allow them to generate some income from a readily available raw material.This shredder is also capable of processing a variety of different produce. There have been inquiries into its ability to shred cassava, sweet potatoes, and red peppers. The alternative uses of the shredder will not be explored here but the final design for this project will be made readily available and has potential uses worldwide. It will also be submitted to appropriate technology journals to broaden its dissemination.Project MotivationThe author of this master’s engineering project has spent time in developing countries and realized that there are often raw materials that are not fully utilized and exploited. The people generally lack the knowledge to manufacture items in large volumes and have limited manufacturing equipment, start-up money, a reliable source of power, or an infrastructure to transport the goods (Obi, 1999). However, these people are extremely creative and will adapt what they have on hand to work in almost any situation (Humphrey, 2005). The motivation for this project was to help the people develop theirown economy and hopefully raise their standard of living. This project will not only benefit the women of Haiti, it will help the local machine shops, provide work at the processing plant, and give the children of Haiti a stable, year around diet.Chapter II: Research and Prior WorkThe research for this project consisted of searching major journals, books on manufacturing in developing countries, contacting major research libraries, and personal contacts with experts in various fields. Many avenues for help were explored to gather information to improve the final design. The research phase of this project found that the work done by the UST senior design team was one of the few to address the issue of constructing a simple shredder for manufacture and use in a developing country.UST Senior Design Team WorkThis project is based on the work previously done by a University of Saint Thomas (UST) senior engineering design team whose goal was to develop the original breadfruit shredder based on the needs of the country of Haiti and the criteria established by Compatible Technology, International (CTI). The purpose of the original project was to “find the most efficient means of mechanically shredding breadfruit to best prepare the fruit for the drying process” (Anderson et al, 2004). The team developed concepts and tested many different methods of shredding the breadfruit and the mechanical actuators that would be needed for each prototype. The concepts were evaluated and ranked and the team chose the method best suited for their needs. The ‘Tommy Shredder’ developedby the student senior design team is shown in Figure 3 and their paper can be found on the UST website at /cmgeorge/breadfruit_shredder/.Figure 3: Senior Design Team ShredderThe senior design team had originally planned on testing the shredder in its target environment of Haiti but that country was not accessible at the time due to political unrest. A prototype shredder was built and brought to the Caribbean island of St. Vincent where there was an ample supply of breadfruit and established contacts. On the island of St. Vincent, the design was field-tested using breadfruit and the results recorded. The shredder met all of the target criteria established by CTI and the design team. It produced an average shred rate of 200 pounds/hour and cost less than $100 dollars U.S. to build (Anderson et al, 2004). This shredder became the baseline for the current project.Literature SearchA literature search done using the Compendex database at the University of Minnesota found several articles that were possibly related or relevant to the design of the breadfruit shredder. These articles were retrieved and analyzed with the result being that a majority were not related or did not contain information relevant to the design of an appropriate technology machine. Many of the applicable articles are referenced throughout this paper while those with less relevance to the project are cited in this section.In ‘Functional Properties of Native, Physically and Chemically Modified Breadfruit (Artocarpus Artilis) Starch’, Adebowale, Olu-Owolabi, Olawumi, and Lawal (2005) dealt with extracting starch from breadfruit. In the ‘Rediscovery of Local Raw Materials: New Opportunities for Developing Countries’, El-Mously (1997) discussed ways that developing countries could use local, undervalued resources to reduce their dependence on foreign imports. Breadfruit would be an undervalued resource on most Caribbean islands but the article did not provide information that would be relevant to the design of a shredder or this project. In the ‘Framework for Selecting and Introducing Appropriate Production Technology in Developing Countries’, Bruun and Mefford (1996) looked at working with the culture and education of developing countries when setting up a production facility. These are issues that will not be dealt with in this paper. In the ‘Role of Materials in Developing Countries’, Villas-Boas (1990) discussed the lack of use of new, high-tech materials in developing countries due to their cost and availability. Every effort was made to design the shredder using only common materials that would typicallybe available in a poor, developing country. In the ‘Supplier Selection in Developing Countries: a Model Development’, Motwani, Youssef, Kathawala, and Futch (1999) discussed issues involving selecting or qualifying vendors to produce a product. This will be the responsibility of the organization having the shredder built, and is beyond the scope of this project.A search of the Internet using the Google – Advanced Scholar provided more papers that had some relevance. Thakur, Varma, and Goldey (2001) in the ‘Perceptions of Drudgery in Agriculture and Animal Husbandry Operations: A Gender Analysis From Haryana State, India’ discusses the fact that women in developing countries spend much more time working in agriculture than men and the tasks given to them are more monotonous and tedious. The article supports the need for a device like the breadfruit shredder that has the potential to lift them out of that situation. In ‘A Framework for Implementing Appropriate Manufacturing Systems in Developing Economies’, Obi (1999) looked for explanations on why the Industrial Revolution passed by most developing countries and explored ways that these countries can start utilizing their vast manpower resources. He discusses the need to change workers attitudes. Finally, in ‘Meeting a Pressing Need’, Hynd and Smith (2004) discuss a simple oilseed ram press as an appropriate technology device for small scale extracting of oil from seeds and nuts. They examine some of the cultural issues that were associated with implementing the oilseed ram. The insights of this article could be used as a guide for undertaking the next phase of the shredder project; implementation into the Haitian culture. They briefly talk about some of themanufacturing difficulties, such as poor quality, associated with producing goods in a developing country.The best book relating to appropriate technology equipment used in developing countries is the ‘Appropriate Technology Sourcebook’ compiled by Darrow and Saxenian (1993). It is considered ‘The Bible’ by people in the appropriate technology field, such as those at CTI (Humphreys, 2005). The book is a resource listing appropriate technology machine books and papers that are available for purchase from other sources. It does not contain any designs of its own, but it does give a brief description of the contents of the papers and designs that are available for order. A search of this book and the updated website did not reveal any designs for manual shredders or grinders(/atnetwork/atsourcebook/index).Compatible Technology, InternationalCompatible Technology, International (CTI) () is an excellent local resource for dealing with appropriate technology in developing countries and has extensive connections throughout the world. It is an organization dedicated to using simple devices to improve food production and storage in the third world. They are a stakeholder in the design and development of the original shredder. The director of CTI is Bruce Humphreys who granted an interview on issues dealing with manufacturing in developing countries (2005). Some of the key points that he brought up were:Manufacturers in developing countries do not necessarily build parts to a fabrication print. Everything is custom and will look similar to what is desired,but is not quite the same.Creativity is not rewarded in many cultures and there is a desire to continue doing things the old way.Expectations in quality and standards will probably not be met. They do not typically produce to the same quality as is expected in the U.S.There are cultural norms and practices that will be slow to change and may not be overcome. This would primarily relate to the target market of women. Womentend to not use machines, thus the design must be easy to use and relatively toolfree.These assertions by Mr. Humphrey were reinforced in other literature relating to the topic (Obi, 1999).Hank Garwick and Dave Elton are the two CTI volunteers who are most closely tied into the Haiti mission. They have made several trips to Haiti on humanitarian missions associated with both CTI and the Methodist Church. The two offered insight into the Haitian mindset, manufacturing capabilities in Haiti, and experience in shredding breadfruit. Their comments on the manufacturing capabilities in Haiti were that “we would be lucky to find someone who could read a print, and even if they can they probably won’t follow it” (Garwick, 2005).Garwick and Elton were not satisfied with the work of the UST senior design team and continued to develop the shredder after the senior design team’s project ended. They made several small modifications to the design, built a prototype, and brought it down to Haiti to be tested (Fig. 4). The Garwick/Elton version of the shredder did not work as well as intended and did not produce the desired shred rate found by the UST engineering team (Garwick, 2005). It is unclear why this was the case. Several of the better design changes that they made to their shredder were incorporated into the current shredder design. These would include the sheet metal center divider and ideas on the retainer for the shredding blade.Figure 4: Garwick/Elton Breadfruit ShredderGarwick and Elton believed strongly that the prime power for the operation of the shredder should be a leg driven bicycle type mechanism instead of the current hand powered crank. Figure 5 shows a bicycle drive assembly that they added to a shredder (Garwick, 2005). This project is focused on producing a shredder for the poorest of people in Haiti and it was felt that a bicycle type mechanism would significantly add to the cost of the machine while making it unnecessarily complex. It is expected that this shredder will only be fully utilized for several weeks a year during the breadfruit harvest and would not justify the higher cost. The current design is one such that a bicycle type drive could be added to the shredder at a later date if desired by the user.Figure 5: Garwick/Elton Bicycle Drive MechanismInstitutional LibrariesThe United States Military Academy at West Point has an extensive library relating to military manuals and papers. The U.S. military routinely performs operations in developing countries and the units typically tasked with helping the local population are the Civil Affairs units and the Special Operations Forces. These units are often involved in nation building and community development and have close contact with the people. Daniel Prichard, a research librarian at the library, was contacted about any pamphlets, articles, or papers that the library may have on a shredder or appropriate technologies in developing countries. Mr. Prichard found nothing relevant at the Academy’s library (Prichard, 2004).A search of the University of St. Thomas’s and the University of Minnesota’s library systems found no books or on-site literature that was relevant to the design of the breadfruit shredder.Research and International OrganizationsThe Hawaiian Breadfruit Institute is an organization based in Hawaii whose mission is “to promote the study and use of Breadfruit for food and reforestation”( ). It tracks and propagates the 120 known varieties of breadfruit found on the islands of the Pacific Ocean and Caribbean Sea. Dr. Diane Ragone, director of the Hawaiian Breadfruit Institute, was contacted regarding the shredding of breadfruit and the possible existence of similar devices. Dr. Ragone responded that she had not heard of any similar processing methods for breadfruit. Her primary concern for this wasthat the latex found naturally in breadfruit would ‘gum-up’ the machine and clog the shredding blade (Ragone, 2005). This issue was raised with Hank Garwick of CTI and he stated that most of the latex in breadfruit was found in the skin. The skin is removed before processing so this did not appear to be a concern for the shredder. The field tests in St. Vincent by the senior engineering student team did not report any excessive latex build up on the blades.The International Research Development Centre (IRDC) is a Canadian based organization whose purpose is ‘to build healthier, more equitable, and more prosperous societies’ (www.irdc.ca ). An e-mail was sent to IRDC explaining the project and asking about any information that they might have on shredders. The response was a link to their website which brought up nothing of value. A similar search of the United Nations Development Program (UNDP) provided no additional information ().Research was done with the United States Food and Drug Administration (FDA) to see if there were requirements or recommendations for the food industry regarding food processing equipment or the components used in them. The purpose was to find out which materials were considered “Food Grade” and suitable for food contact. The goal is to make the shredder as sanitary and safe as possible regardless of the standards that may be present in a developing country. It was found that the FDA does not keep a list of recommended materials, but has established a list of requirements that manufactures must meet in order to state that it is a material approved for food contact. The premise of therequirements are that if any of the material could ‘migrate’ to the food, it must not pose a threat to humans (FDA, 1999).Expert InquiresThe Minneapolis/St. Paul area is home to several large food producing companies such as General Mills. Food Safety personnel at General Mills were contacted to ask about standards for their food production equipment and any suggestions that would help to make the shredder more sanitary and suitable for food contact. These inquiries covered guidelines that are typical of the food processing industry. Gary Olmstead, Food Safety Instructor at General Mills stated that equipment should be durable and easy to clean (Olmstead, 2005). General Mills avoids having any pieces of equipment over the product because of the risk of parts falling into the food. Fred Hegele, also part of food safety at General Mills, was concerned about the durability of any plastics used in the equipment. He emphasized that the machine cannot have any recessed pockets or hard to clean areas. These would trap bacteria and make it unsafe and unsanitary (Hegele, 2005). John Schevenius, a former General Mills Engineer and founder of CTI, was contacted about suggestions for the shredder. Although he was familiar with the breadfruit program, he could not offer any suggestions for improvement (Schevenius, 2005).The research done here showed that there is a lack of availability of information regarding the design of an appropriate technology machine. The design methodology varies from organization to organization and no standardized process appears to have been completed and published in a major journal regarding the topic. Appropriate。
标准序号标准中文名标准英文名

ASTMA2762006 ASTMA278/A27 8M2001(2006) ASTMA283/A28 3M2003(2007) ASTMA3072007b
StandardSpecificationforStainlessSteelBarsandS hapes 最高温度为650°F(350 StandardSpecificationforGrayIronCastingsforPre ℃)下承压部件用灰口 ssure-ContainingPartsforTemperaturesUpto650° 铸铁件规格 F(350°C) 不锈钢棒材和型材规格 低和中等抗张强度碳素 StandardSpecificationforLowandIntermediateTens 钢中厚板规格 ileStrengthCarbonSteelPlates StandardSpecificationforCarbonSteelBoltsandStu ds,60000PSITensileStrength StandardSpecificationforSteelSheet,Terne(LeadTinAlloy)CoatedbytheHot-DipProcess StandardTestMethodforWeightandCompositionofCoa tingonTerneSheetbytheTriple-SpotTest
StandardSpecificationforForgedorRolledAlloyand StainlessSteelPipeFlanges,ForgedFittings,andVa lvesandPartsforHigh-TemperatureService StandardSpecificationforCarbonSteelTrackBoltsa ndNuts StandardSpecificationforFabricatedDeformedStee lBarMatsforConcreteReinforcement StandardSpecificationforSteelWeldedWireReinfor cement,Plain,forConcrete StandardSpecificationforAlloySteelandStainlessSteelBoltingMaterialsforHighT emperatureorHighPressureServiceandOtherSpecial PurposeApplications StandardSpecificationforCarbonandAlloySteelNut sforBoltsforHighPressureorHighTemperatureServi ce,orBoth StandardSpecificationforCupolaMalleableIron
五金行业英文术语大全之欧阳法创编

冲压工具 stamping tool冲压法 pressing冲击 impact冲击强度 impact strength冲击测试 impact test冲锻法;锤锻法;模锻法 drop forging去毛边 trimming粗糙度 roughness光滑的 smooth法兰盖 blind flange, blind阀体 body阀盖 bonnet气缸(或液压缸)操纵的 cylinder operated碳素钢 carbon steel (CS)低碳钢 low-carbon steel中碳钢 medium-carbon steel高碳钢 high-carbon steel普通碳素钢 general carbon steel优质碳素钢 high-quality carbon steel普通低合金结构钢 general structure low-alloy steel 合金结构钢 structural alloy steel合金钢 alloy steel低合金钢 low alloy steel中合金钢 medium alloy steel高合金钢 high alloy steel耐热钢 heat resisting steel高强度钢 high strength steel复合钢 clad steel工具钢 tool steel弹簧钢 spring steel钼钢 molybdenum steel镍钢 nickel steel铬钢 chromium steel铬钼钢 chrome-molybdenum steel铬镍钢 chromium-nickel steel,chrome-nickel steel 不锈钢 stainless steel (S.S.)奥氏体不锈钢 Austenitic stainless steel马氏体不锈钢 Martensitic stainless steel司特来合金(钨铬钴台金) Stellite耐蚀耐热镍基合金 Hastelloy铬镍铁合金 inconel耐热铬镍铁合金 incoloy20合金 20 alloy平炉钢(马丁钢) Martin steel镇静钢 killed steel半镇静钢 semi-killed steel沸腾钢 rimmed steel; rimming steel; open-steel 锻钢 forged steel铸钢 cast steel铸铁 cast iron (C.I.)灰铸铁 grey cast iron可锻铸铁 malleable iron (MI)球墨铸铁 nodular cast iron; nodular graphite iron 生铁 pig iron熟铁,锻铁 wrought iron铸件 casting高硅铸铁 high silicon cast iron渗铬钢,镀铬钢 chromized steel镀铬的 chromium-plated, chrome-plated镀层 plating锻造,型钢 swage锻造的,锻造 forging轧制 rolling热轧 hot rolling冷轧 cold rolling挤压 extruding冷加工 cold working热加工 hot working拔制 drawing铝 aluminum铜,紫铜 copper黄铜 brass布氏硬度 Brinell hardness洛氏硬度 Rockwell hardness维氏硬度 Vickers diamond hardness, diamond penetrator hardness泵房 pump house (room)普通热处理 Conventional Heat Treatment退火 annealing局部退火 spot annealing中间退火 process annealing球化退火 spheroids annealing等温退火 isothermal annealing极软退火 dead-soft annealing回水 tempering正火 normalizing淬火 quenching水淬火 water quenching油淬火 oil quenching等温淬火 isothermal quenching断续淬火 slack quenching高温淬火 hot quenching水冷淬火 cold quenching调质 quenching and tempering消除应力 stress relief时效处理 ageing treatment可淬性 hardenability过热敏感性 superheated susceptivity 回火脆性 temper brittleness表面热处理 Surface Heat Treatment火焰表面淬火 flame surface quenching感应(高频)硬化 induction hardening渗碳 carbonization渗氮 nitridation渗铬 chromizing渗铝 aluminizingX射线照相 X-ray radiographyγ射线照相 gamma radiography询价 inquiry管道询价单 piping requisition sheet厂商报价 vendor quotation报价书 quotation报价 quoted price估价 estimated price估算 estimate采购说明 purchase specification订货单;订购单 purchasing order采购说明汇总表 purchasing specification summary sheet (PSSS)请购 requisitioning交货单 delivery order (D/O)装箱单 packing list预制的 prefabricated备品备件 spare parts供应者 supplier制造者;制造厂 manufacturer; vendor顾客 client; customer承包商 contraction分包商 subcontractor业主 owner用户 user包装 packing。
关于钢管的英语词汇

关于钢管的英语词汇N&O&P:Machine Steel 机件钢; 机器钢Machinery Steel 机器钢Magnaflux Steel 航空用高强度钢Magnet Steel 磁钢Magnetic Steel 磁钢; 磁性钢Magnetic Steel Detector 钢筋磁性检测仪Magnetically Soft Steel 软磁钢Main Reinforcing Steel 主钢筋Major-Orthotropic Steel-Plate Bridge 主正交各向异性钢板桥Malleable Mild Steel 韧性低碳钢; 韧性软钢Malleable Steel 展性钢; 软钢; 韧性钢Man-Ten Steel 低合金高强度钢Manganese Silicon Spring Steel 锰硅弹簧钢Manganese Silicon Steel 锰硅钢Manganese Silicon Tool Steel 锰硅工具钢Manganese Spring Steel 锰弹簧钢Manganese Steel 锰钢; 哈德菲尔德锰钢Manganese Tool Steel 锰工具钢Manganese Vanadium Steel 锰钒钢Manganese Vanadium Tool Steel 锰矾工具钢; 锰钒工具钢Manufacture Of Iron And Steel By Melting 钢铁熔炼Maraging Steel 马氏体时效钢Marconi Steel Tape Recorder 马可尼磁带录音机Martensite Steel 马登斯体钢; 马氏体钢Martensitic Stain Less Steel 马氏体不锈钢Martensitic Steel 马氏体钢Martensitic Steel 马氏永磁体Martin Steel 平炉钢; 马丁钢Martinel Steel 马蒂内尔结构钢; 硅锰钢; 硅锰结构钢Mattress Netting Steel Wire 钢丝床用钢丝Measuring Case Depth For Steel 钢表层硬化深度测定法; 钢的表层硬化深度测定法Mechanically Capped Steel 机械封顶钢Medium Alloy Steel 中合金钢Medium Carbon Steel 中碳钢Medium Hard Steel 中等硬度钢; 中硬钢; 在硬钢Medium Manganese Steel 中锰钢Medium Steel (MS) 中碳钢Medium Temper Steel 中等回火钢Medium Width Steel Strip 中等宽度带钢Medium-Hard Steel 中硬钢Merchant Steel 商品钢; 商品条钢; 条钢Mercury-In-Steel Thermometer 钢管水银温度计; 钢壳水银温度计Mild Carbon Steel 低碳钢Mild Carbon Steel Strip 低碳带钢Mild Sheet Steel 软钢板Mild Steel 软钢; 低碳钢Mild Steel Arc Welding Electrode 低碳钢焊条Mild Steel Channel 槽钢Mild Steel Checkered Plate 花纹钢板Mild Steel Equal Angle 等边角钢Mild Steel Expanded Sheets 钢板网Mild Steel Fire Box 软钢板火箱Mild Steel Hexagonal Bolts 六角螺丝梗Mild Steel Hexagonal Bolts And Nuts 六角螺丝闩Mild Steel I-Beam 低碳工字钢Mild Steel Ingot 低碳钢锭Mild Steel Plate 软钢板Mild Steel Reinforcement (含钢量0.12--0.25%) 软钢钢筋Mild Steel Shank 软钢手柄Mild Steel Sheet 软钢皮Mild Steel Welding Rod 低碳钢焊丝Mild Steel Wire 低碳钢丝Mild-Carbon Steel Strip 低碳带钢; 低碳钢带Mild-Steel Domestic Boiler 软钢家用锅炉Mild-Steel Sheet 低碳钢薄板Mini Steel Plant 小型钢铁厂Mishima Magnet Steel 铝镍强磁钢Mold Steel 型模钢Molten Steel 钢水; 钢液Molybdenum High Speed Steel 钼高速钢Molybdenum Steel 钼钢Molybdenum-Chrome Steel 钼铬钢Molybdenum-Vanadium Steel 钼钒钢Monoblock Drill Steel 整体钎子Moulded Steel 模铸钢Mushet('S) Steel 马歇特钨钢Natural Steel 天然钢; 初生硬度钢Needle Steel 针状组织钢Needle(D) Steel 加硼硬化亚共析钢Neutral Steel 中性钢Nichrome Steel 镍铬耐热钢Nickel Alloy Steel 镍合金钢Nickel Cast Steel 含镍铸钢Nickel Chromium Manganese Steel 镍铬锰钢Nickel Steel 镍钢Nickel Steel Gas Welding Rod 镍钢气焊条Nickel Steel Wire 镍钢线Nickel-Chrome Alloy Steel 镍铬合金钢Nickel-Chrome Steel 镍铬钢Nickel-Chromium Steel 镍铬钢Nickel-Clad Steel Plate 包镍钢板; 镀镍钢板Nickel-Manganese Cast Steel 镍-锰铸钢; 镍锰铸钢Nickel-Molybdenum Steel 镍钼钢Nickel-Plated Mild Steel Round Head Machine Screw 镀镍低碳钢圆头机器螺丝Nickel-Plated Mild Steel Round Head Wood Screw 镀镍低碳钢圆头木螺丝Nickel-Plated Steel Self Tapping Screw 镀镍钢制自攻螺丝Nickel-Plated Steel Wire 镀镍钢丝Nickel-Vanadium Steel 镍-钒钢; 镍钒钢Nickeled Steel Plate 镀镍钢板Nitrated Steel 氮化钢Nitrided Steel 渗氮钢Nitriding Steel 氮化钢; 氮化钢Non-Aging Steel 无时效钢Non-Corrosive Steel 不锈钢Non-Deforming Steel 不变形钢Non-Expansion Steel 不膨胀钢Non-Magnetic Steel 非磁性钢Non-Oriented Electrical Steel 无取向电工钢Non-Oriented Silicon Steel 无方向性硅钢片Non-Oriented Silicon Steel Sheet 不定向硅钢板Non-Piping Steel 无缩孔钢Non-Rust Steel 不锈钢Non-Scaling Steel 不起皮钢Non-Shrinkage Steel 无变形钢Non-Shrinking Steel 抗变形钢Non-Sulfurized Carbon Steel 非硫化处理的碳钢Non-Weldable Steel 不可焊接的钢Nondeforming Tool Steel 不变形工具钢Nonmagnetic Steel 无磁性钢Normal Steel 正常钢; 正常结构钢Normal Steel Casting 普通铸钢Normalized And Tempered Steel 正火及回火钢Normalized Steel 正火钢Not Heat-Treated Steel Wire 非热处理的钢丝Notch Ductile Steel 耐冲击钢Oce Steel 无渗碳体钢Octagon Steel Bar 八角钢条Octagonal Bar Steel 八角型钢Octagonal Steel 八角钢Oil-Hardened Steel 油淬硬化钢Oil-Hardening Steel 油淬钢Oil-Operated Steel Support 液压金属支架Oil-Quenching Steel 油淬火钢Open Forging Steel 商用锻钢坯Open Steel 沸腾钢Open Steel Flooring 漏空钢板楼面; 露钢梁楼板Open-Hearth Steel 平炉钢; 马丁钢Open-Heated Steel 过热钢Ordinary Steel 普通碳钢Oriented Steel 各向异性钢片Over-Reduced Steel 过还原钢Overblown Steel 过吹钢Oxidation Resistant Steel 抗氧化钢; 不锈钢Oxygen Blown Steel 吹氧钢Oxygen Converter Steel 顶吹氧转炉钢Oxygen Furnace Steel 吹氧炼钢Oxygen Jet Steel 吹氧炼钢法Oxygen Steel 吹氧钢Oxygen-Steel Process 氧化炼钢法; 氧气炼钢法Patented Steel Wire 铅淬火钢丝Pearlitic Heat Resistant Steel Electrode 珠光体耐热钢焊条Pearlitic Steel 珠光体钢Period Section Steel 周期断面钢材Perished Steel 脆弱钢; 过渗碳钢Permanent Magnet Steel 永磁钢Permanent-Magnet Steel 永久磁钢PH Stainless Steel 沉淀硬化不锈钢; 沉淀硬化型不锈钢Phosphoretic Steel 磷钢Pickled Sheet Steel 酸洗薄钢板Pig Iron For Steel Making 炼钢生铁Pinion Steel 齿轮钢Pipe Steel 管钢Plain Basic Steel 普通碱性钢Plain Carbon Steel 普通碳钢Plain Carbon Tool Steel 碳素工具钢Plain End Steel Pipe 平端钢管Plain Galvanized Steel Sheet 镀锌铁皮Plain Steel 普通钢; 碳素钢Plain Steel Rim 简单钢轮缘Plain Steel-Bar 光面钢筋Plastic Coating Technology For Steel Tube 钢管涂塑工艺Plastic Covered Steel Cord 包塑钢线Plastic Flow Of Steel 钢的塑流Plastic-Lined Steel Pipe 塑料衬里钢管Plastic-Steel Combination 塑料钢组合Plastic-Steel Laminate 塑料钢层板Plate Steel厚钢板Plate-Steel Case 钢板机壳Plate-Steel Liner 钢板衬垫; 钢板衬砌Plating On Steel 钢材涂层Platinum Steel 白金钢Play Up Steel Production 突出钢铁生产Plough Steel Wire Rope 特号钢丝绳Plow Steel 犁钢Plow Steel Wire 铅淬火高强度钢丝Plow Steel Wire Rope 铅淬火高强度钢丝绳Plugged Steel 封顶钢; 加盖钢Ply Steel 复合钢Pneumatic Steel 气法炼钢; 喷气炼钢Polyethylene Coated Steel Pipe 聚乙烯涂层钢管; 聚乙烯涂层钢管Porous Stainless Steel 多孔不锈钢Porous Steel Parts 多孔钢质零件Pot Steel 坩埚钢Pour Steel 浇注钢水Powdered Alloy Steel 合金钢粉Power Cable With Flat Steel Wire Armouring 扁钢丝铠装电力电缆Forged Steel 锻钢Precision Seamless Steel Tubes 精密无缝钢管Pressed-Steel 压制钢Pressed-Steel Boot 模压钢开沟器Pressed-Steel Hook Chain 模压钢钩头链Pressed-Steel Plate 压制钢板Pressure-Casting Die Steel 压铸模具合金钢Prestressed Concrete Steel Wire Strand 预应力混凝土结构用钢绞线Primary Steel 通用钢Pseudo-Steel 假钢Puddle Steel 搅炼钢Punched Steel Plate 穿孔钢板总结了一些钢材管件的中英文对照,希望对钢材管件外贸的朋友有些帮助。
管道专业常用英文缩写
管道专业常用英文缩写1、管子及管件缩写中文名称英文名称P管子PipeEL弯头ElbowELL长半径弯头Long radius elbowELS短半径弯头Short radius elbowMEL斜接弯头(吓米腰弯头)Mitre elbowREL异径弯头Reducing elbowT三通TeeLT斜三通Lateral teeRT异径三通Reducing teeR异径管接头(大小头)ReducerCR同心异径管接头(同心大小头)Concentric reducerER偏心异径管接头(偏心大小头)Eccentric reducerCPL管箍CouplingFCPL双头管箍Full couplingHCPL单头管箍Half couplingRCPL异径管箍Reducing couplingBU内外螺纹接头BushingUN活接头UnionHC软管接头Hose couplerSE翻边短节Stub endNIP短节Pipe nipple or straight nipple SNIP异径短节Swaged nippleCP管帽(封头)CapPL管堵(丝堵)PlugBLK盲板BlankSB8字盲板Spectacle blind (blank)RP补强板Reinforcing pad2、法兰缩写中文名称英文名称PLG法兰FlangeWNF对焊法兰Welding neck flangeSOF平焊法兰Slip-on flangeSWF承插焊法兰Socket-welding flangeT螺纹法兰Threaded flangeLJ松套法兰Lapped joint flangeREDF异径法兰Reducing flangeBF法兰盖(盲法兰)Blind flangeFSF法兰密封面Flange dealing faceFF全平面Flat faceRF凸平面Raised faceMFF凹平面Male and female faceLF凹面Female faceLM凸面Male faceRJ环连接面Ring joint faceTG榫槽面Tongue and groove face TF榫面Tongue faceGF槽面Groove face3、垫片缩写中文名称英文名称G垫片GasketNMG非金属垫片Non-metallic gasketAG石棉垫片Asbestos gasketRG橡胶垫片Rubber gasketTEG聚四氟乙烯包复垫片PTFE envelope gasket SMG半金属垫片Semimetallic gasketMJG金属包垫片Meta-jacket gasketSWG缠绕式垫片Spiral wound gasketMG金属垫片Metallic gasketFMG金属平垫片Flat metallic gasket SMSG齿形金属垫片Solid metal serrated gasket LER透镜式金属环垫Lens ring gasket OCR八角形金属环垫Octagonal ring gasket OVR椭圆形金属环垫Oval ring gasketIR/OR内外定位环Inner ring and outer ring IR内定位环Inner ringOR外定位环Outer ring4、紧固件缩写中文名称英文名称B螺栓BoltSB螺柱Stud boltNU螺母NutTB花篮螺母TurnbuckleWSR垫圈WasherSWSR弹簧垫圈Spring washer5、阀门缩写中文名称英文名称GV闸阀Gate valveGLV截止阀Globe valveCHV止回阀Check valveBUV蝶阀Butterfly valveBAV球阀Ball valvePV旋塞阀Plug valve(cock)CV调节阀Control valveSV安全阀Safety valveRV减压阀Pressur reducing valveST蒸汽疏水阀Steam trapperPRV泄压阀Pressur relief valveBV呼吸阀Breather valveNV针形阀Needle valveAV角阀DV隔膜阀TWV三通阀SGV插板阀6、管道上用的小型设备缩写中文名称英文名称SPR气液分离器SeparatorFA阻火器Flame arresterSR过滤器StrainerSRY Y型过滤器Y-type strainerSRT T型过滤器T-type strainerSRB桶式过滤器Bucket type strainerTSR临时过滤器T emporarySIL消声器SilencerSG视镜Sight glassSC取样冷却器Sample coolerDF排液漏斗Drain funnelLM管道混合器Line mixerRO限流孔板Restriction orificeMO混合孔板Mixing orificeRD爆破片(爆破膜)Rupture diskEJ补偿器(膨胀节)Expansion joint7、隔热、伴热缩写中文名称英文名称INS隔热Thermal insulationH保温Hot insulationC保冷Cold insulationP防烫伤隔热Personnel protection insulation T&I伴热Tracing and insulationT管道伴热(冷)TracingEST蒸汽外伴热External steam tracingIST蒸汽内伴热Internal steam tracingSJT蒸汽夹套伴热Steam-jacket tracingET电伴热Electric tracing8、配管材料和等级缩写中文名称英文名称M金属材料Metallic materialCS碳钢Carbon steelCAS铸钢Cast steelFS锻钢Forged steelAS合金钢Alloy steelSS不锈钢Stainless steelAUST·SS奥氏体不锈钢Austenitic stainless-steel CI铸铁Cast ironMI可锻铸铁Malleable ironDI球墨铸铁Ductile ironAL铝AluminumBRS黄铜BrassBRZ青铜BronzeCU紫铜CopperLAS低合金钢Low alloy steelFLAS低合金锻钢For low alloy steelCLAS低合金铸钢Cast low alloy steelTHK壁厚ThicknessSCH表号Schedule numberSTD标准StandardXS加强Extra strongXXS特强Double extra strong9、装置布置缩写中文名称英文名称CN建北Construction northE东EastW西WestS南SouthN北NorthH水平HorizontalV竖直、铅直、直立VerticalGRD地坪GroundUG地下UndergroundBL装置边界线Battery limit lineESEW事故淋浴洗眼器Emergency shower and eye washer HS 软管站Hose stationML持续分界线Match linePS管道支架(管架)Piping support PR管桥Pipe rack STRU构架(构筑物)Structure BLDG建筑物BuildingPD清扫设施Purge device PT池PitSHLT棚Shelter COFF围堰CofferdamFL楼板FloorPF平台Plateform10、尺寸标注缩写中文名称英文名称EL标高EBOP管底BCOP管中心CTOP管顶TFOB底平FFOT顶平FCL(屯)中心线CTL切线TSYM对称的SBOS支架底BTOS支架顶TCL净距(净空)C CTC中心至中心C CTF中心至面C CTE中心至端部C ETE端到端EFEF法兰端面FFTF面到面FD直径DDN公称直径DID内径IOD外径ODIM尺寸DMAX最大MMIN最小MAVG平均AAPP约、近似A PT、EL点标高P 11、图表缩写中文名称英文名称工艺流程图管道和仪表流程图接续图详图管段图SPDWG(ISOD-WG)DWG-NO。
机械行业 英语 单词

/english/english-list343.html 汽车机械英语词汇大全发动机engine内燃机intenal combusiton engine动力机装置power unit汽油机gasoline engine汽油喷射式汽油机gasoline-injection engine火花点火式发动机spark ignition engine压燃式发动机compression ignition engine往复式内燃机reciprocating internal combustion engine化油器式发动机carburetor engine柴油机diesel engine转子发动机rotary engine旋轮线转子发动机rotary trochoidal engine二冲程发动机two-stroke engine四冲程发动机four-stroke engine直接喷射式柴油机direct injection engine间接喷射式柴油机indirect injection engine增压式发动机supercharged engine风冷式发动机air-cooled engine油冷式发动机oil-cooled engine水冷式发动机water-cooled engine自然进气式发动机naturally aspirated engine煤气机gas engine液化石油气发动机liquified petroleum gas engine柴油煤气机diesel gas engine多种燃料发动机multifuel engine石油发动机hydrocarbon engine双燃料发动机duel fuel engine热球式发动机hot bulb engine多气缸发动机multiple cylinder engine对置活塞发动机opposed piston engine对置气缸式发动机opposed-cylinder engine十字头型发动机cross head engine直列式发动机in-line engine星型发动机radial engine筒状活塞发动机trunk-piston engine斯特林发动机stirling engine套阀式发动机knight engine气孔扫气式发动机port-scavenged engine倾斜式发动机slant engine前置式发动机front-engine后置式发动机rear-engine中置式发动机central engine左侧发动机left-hand engine右侧发动机right-hand engine短冲程发动机oversquare engine长冲程发动机undersquare engine等径程发动机square engine顶置凸轮轴发动机overhead camshaft engine双顶置凸轮轴发动机dual overhead camshaft engine V 形发动机V-engine顶置气门发动机valve in-head engine侧置气门发动机side valve engine无气门发动机valveless engine多气门发动机multi-valve engine卧式发动机horizontal engine斜置式发动机inclined engine立式发动机vertical engine W形发动机w-engine I形发动机I-engine L形发动机L-engine F形发动机F-engine性能performance二冲程循环two-stroke cycle四冲程循环four-stroke cycle狄塞尔循环diesel cycle奥托循环otto cycle混合循环mixed cycle定容循环constant volume cycle工作循环working cycle等压循环constant pressure cycle理想循环ideal cycle热力循环thermodynamic cycle冲程stroke活塞行程piston stroke长行程long stroke上行程up stroke下行程down stroke进气行程intake stroke充气行程charging stroke压缩行程compression stroke爆炸行程explosion stroke膨胀行程expansion stroke动力行程power stroke排气行程exhaust stroke膨胀换气行程expansion-exchange stroke换气压缩行程exchange-compression stroke 止点dead center上止点top dead center (upper dead center)下止点lower dead center (bottom dead center)上止点前budc (before upper dead center)上止点后atdc (after top dead cetner)下止点前bbdc (before bottom dead center)下止点后abdc (after bottom dead center)缸径cylinder bore缸径与行程bore and stroke空气室energy chamber气缸余隙容积cylinder clearance volume燃烧室容积combustion chamber volume气缸最大容积maximum cylinder volume压缩室compression chamber排气量displacement发动机排量engine displacement活塞排量piston swept volume气缸容量cylinder capacity单室容量single-chamber capacity容积法volumetry压缩比compression ratio临界压缩比critical compression ratio膨胀比expansion ratio面容比surface to volume ratio行程缸径比stroke-bore ratio混合比mixture ratio压缩压力compression pressure制动平均有效压力brake mean effective pressure (bmep) 空燃比air fuel ratio燃空比fuel air ratio燃料当量比fuel equivalence ratio扭矩torque单缸功率power per cylinder升功率power per liter升扭矩torque per liter升质量mass per liter减额功率derating power输出马力shaft horsepower马力小时,马力时horsepower-hour总马力gross horse power总功率gross power净功率net power燃油消耗量fuel consumption比燃料消耗率specific fuel consumption 空气消耗率air consumption机油消耗量oil consumption有效马力net horse power额定马力rated horse power马力重量系数horsepower-weight factor 制动功率brake horse power制动热效率brake thermal efficiency总效率overall efficiency排烟极限功率smoke limiting horsepower 功率曲线power curve机械损失mechanical loss机械效率mechanical efficiency有效热效率effective thermal efficiency 充气系数volumetric efficiency过量空气系数coefficient of excess air五金机械行业英语单词中英对照:冲压工具stamping tool冲压法pressing冲击impact冲击强度impact strength冲击测试impact test冲锻法;锤锻法;模锻法drop forging去毛边trimming粗糙度roughness光滑的smooth法兰盖blind flange, blind阀体body阀盖bonnet气缸(或液压缸)操纵的cylinder operated碳素钢carbon steel (CS)低碳钢low-carbon steel中碳钢medium-carbon steel高碳钢high-carbon steel普通碳素钢general carbon steel优质碳素钢high-quality carbon steel普通低合金结构钢general structure low-alloy steel 合金结构钢structural alloy steel合金钢alloy steel低合金钢low alloy steel中合金钢medium alloy steel高合金钢high alloy steel耐热钢heat resisting steel高强度钢high strength steel复合钢clad steel工具钢tool steel弹簧钢spring steel钼钢molybdenum steel镍钢nickel steel铬钢chromium steel铬钼钢chrome-molybdenum steel铬镍钢chromium-nickel steel,chrome-nickel steel 不锈钢stainless steel (S.S.)奥氏体不锈钢Austenitic stainless steel马氏体不锈钢Martensitic stainless steel司特来合金(钨铬钴台金) Stellite耐蚀耐热镍基合金Hastelloy铬镍铁合金inconel耐热铬镍铁合金incoloy20合金20 alloy平炉钢(马丁钢) Martin steel镇静钢killed steel半镇静钢semi-killed steel沸腾钢rimmed steel; rimming steel; open-steel 锻钢forged steel铸钢cast steel铸铁cast iron (C.I.)灰铸铁grey cast iron可锻铸铁malleable iron (MI)球墨铸铁nodular cast iron; nodular graphite iron 生铁pig iron熟铁,锻铁wrought iron铸件casting高硅铸铁high silicon cast iron渗铬钢,镀铬钢chromized steel镀铬的chromium-plated, chrome-plated镀层plating锻造,型钢swage锻造的,锻造forging轧制rolling热轧hot rolling冷轧cold rolling挤压extruding冷加工cold working热加工hot working拔制drawing铝aluminum铜,紫铜copper黄铜brass布氏硬度Brinell hardness洛氏硬度Rockwell hardness维氏硬度Vickers diamond hardness, diamond penetrator hardness 泵房pump house (room)普通热处理Conventional Heat Treatment退火annealing局部退火spot annealing中间退火process annealing球化退火spheroids annealing等温退火isothermal annealing极软退火dead-soft annealing回水tempering正火normalizing淬火quenching水淬火water quenching油淬火oil quenching等温淬火isothermal quenching断续淬火slack quenching高温淬火hot quenching水冷淬火cold quenching调质quenching and tempering消除应力stress relief时效处理ageing treatment可淬性hardenability过热敏感性superheated susceptivity回火脆性temper brittleness表面热处理Surface Heat Treatment火焰表面淬火flame surface quenching感应(高频)硬化induction hardening渗碳carbonization渗氮nitridation渗铬chromizing渗铝aluminizingX射线照相X-ray radiographyγ射线照相gamma radiography询价inquiry管道询价单piping requisition sheet厂商报价vendor quotation报价书quotation报价quoted price估价estimated price估算estimate采购说明purchase specification订货单;订购单purchasing order采购说明汇总表purchasing specification summary sheet (PSSS) 请购requisitioning交货单delivery order (D/O)装箱单packing list预制的prefabricated备品备件spare parts供应者supplier制造者;制造厂manufacturer; vendor顾客client; customer承包商contraction分包商subcontractor业主owner用户user包装packing。
MP-A微处理器 系统板说明书
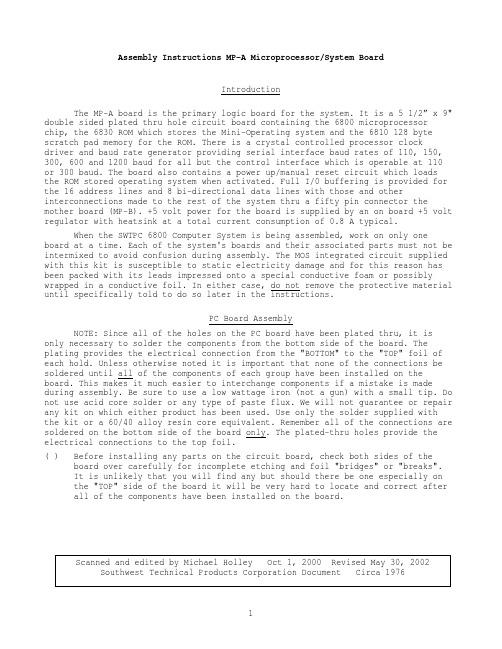
Assembly Instructions MP-A Microprocessor/System BoardIntroductionThe MP-A board is the primary logic board for the system. It is a 5 1/2” x 9" double sided plated thru hole circuit board containing the 6800 microprocessor chip, the 6830 ROM which stores the Mini-Operating system and the 6810 128 byte scratch pad memory for the ROM. There is a crystal controlled processor clockdriver and baud rate generator providing serial interface baud rates of 110, 150, 300, 600 and 1200 baud for all but the control interface which is operable at 110or 300 baud. The board also contains a power up/manual reset circuit which loadsthe ROM stored operating system when activated. Full I/0 buffering is provided for the 16 address lines and 8 bi-directional data lines with those and other interconnections made to the rest of the system thru a fifty pin connector the mother board (MP-B). +5 volt power for the board is supplied by an on board +5 volt regulator with heatsink at a total current consumption of 0.8 A typical.When the SWTPC 6800 Computer System is being assembled, work on only one board at a time. Each of the system's boards and their associated parts must not be intermixed to avoid confusion during assembly. The MOS integrated circuit supplied with this kit is susceptible to static electricity damage and for this reason has been packed with its leads impressed onto a special conductive foam or possibly wrapped in a conductive foil. In either case, do not remove the protective material until specifically told to do so later in the instructions.PC Board AssemblyNOTE: Since all of the holes on the PC board have been plated thru, it isonly necessary to solder the components from the bottom side of the board. The plating provides the electrical connection from the "BOTTOM" to the "TOP" foil of each hold. Unless otherwise noted it is important that none of the connections be soldered until all of the components of each group have been installed on the board. This makes it much easier to interchange components if a mistake is made during assembly. Be sure to use a low wattage iron (not a gun) with a small tip. Do not use acid core solder or any type of paste flux. We will not guarantee or repair any kit on which either product has been used. Use only the solder supplied withthe kit or a 60/40 alloy resin core equivalent. Remember all of the connections are soldered on the bottom side of the board only. The plated-thru holes provide the electrical connections to the top foil.( ) Before installing any parts on the circuit board, check both sides of the board over carefully for incomplete etching and foil "bridges" or "breaks".It is unlikely that you will find any but should there be one especially on the "TOP" side of the board it will be very hard to locate and correct after all of the components have been installed on the board.( ) Attach the resistors to the board. As with all other components, unless noted, use the parts list and component layout drawing to locate each partand install from the "TOP" side of the board bending the leads along the"BOTTOM" side of the board and trimming so that 1/16" to 1/8" of wireremains. Solder. You should have one lM ohm resistor left over.( ) Install all of the capacitors on the board. Be sure to orient the electrolytic capacitors correctly. The polarity is indicated on the component layout drawing. Solder.( ) Install the transistors on the board. The transistors must be turned to match the outlines on the component Layout drawing. Solder.( ) Attach crystal XTAL1 to the circuit board. It should be oriented so its length lies flat across the circuit board as shown in the outline on thecomponent layout drawing. If the crystal has long thin wire leads, they may be bent down 90 degrees at the base of the crystal so they fit into the two holes provided for the crystal on the circuit board. If the crystal has short heave wire leads, solder onto and at a 90 degree angle, the crystal's leads some heavy buss wire. The buss wire with the crystal attached may then heinserted into the board. In either case the crystal must be attached so its metal case could never inadvertently come into contact with either the foil on the circuit board or either one of its own two leads. Solder.( ) Starting from one end of the circuit board install each of the five, 10 pin Molex female edge connectors along; the lower edge of the board. Theseconnectors must he inserted from the "TOP" side of the board and must bepressed down firmly against the hoard. Make sure the body of the connectorseats firmly against the circuit board and that each pin extends completely into the holes on the circuit boars. Not being careful here will cause theboard to either wobble and/or he crooked when plugged onto the mother board.It is suggested that you solder only the two end pins of each of the fiveconnectors until all have been installed at which time if everything looksstraight and rigid you should solder the as yet unsoldered pins.( ) Insert the small nylon indexing plug into the edge connector pin indicated by the small triangular arrow on the "BOTTOM" side of the circuit board. Thisprevents the board from being accidentally plugged onto the mother boardincorrectly.( ) Install integrated circuits IC5 thru IC16 and IC18 thru IC20 on the circuit board. As each one is installed make sure it is down firmly against the board and solder only two of the leads to hold the pack in place while the otherIC’s are being inserted. Be very careful to install each in its correctposition. Do not bend the leads on the back side of the board. Doing so makes it very difficult to remove the integrated circuits should replacement ever be necessary. The semi-circle notch, dot or bar on the end of the package is used for orientation purposes and must match with the outlines shown on the component layout drawing for each of the IC's. After inserting all of theintegrated circuits go back and solder each of the as yet unsoldered pins.( ) Install integrated circuit IC17 on the circuit board. This component must be oriented so its metal face is facing the circuit board with the small metal heatsink sandwiched between the two. The heatsink and IC are secured to the circuit board with a #4-40 x 1/4" screw, lockwasher and nut. The three leads of the integrated circuit must be bent down into each of their respectiveholes and trimmed, and the heatsink must be oriented as shown in thecomponent layout drawing. Solder.( ) Attach the two zero force integrated circuit sockets to board in the ICI and IC2 positions only. The 40 pin socket goes in the IC1 position while the 24 pin socket goes in the IC2 position. Orient each socket so the corner having the projecting tab is adjacent the pin indicated by the "dot" within theintegrated circuit outline on the component layout drawing. Solder.NOTE: MOS integrated circuits are susceptible to damage by staticelectricity. Although some degree of protection is provided internally within the integrated circuits, their cost demands the utmost in care. Before opening and/or installing any MOS integrated circuits you should ground your body and all metallic tools coming into contact with the leads, thru a 1 M ohm 1/4 watt resistor(supplied with the kit). The ground must be an "earth" ground such as a water pipe, and not the circuit board ground. As for the connection to your body, attach a clip lead to your watch or metal ID bracelet. Make absolutely sure you have the 1 Meg ohm resistor connected between you and the "earth" ground, otherwise you will be creating a dangerous shock hazard. Avoid touching the leads of the integrated circuits any more than necessary when installing them, even if you are grounded. On those MOS IC's being soldered in place, the tip of the soldering iron should be grounded as well (separately from your body ground) either with or without a 1 Meg ohm resistor. Most soldering irons having a three prong line cord plug already have a grounded tip. Static electricity should be an important consideration in cold,dry environments. It is less of a problem when it is warm and humid.( ) Install MOS integrated circuits IC3 and IC4 following the precautions given in the preceding section. As it is installed, make sure it is down firmlyagainst the board before soldering all of its leads. Do not bend the leads on the back side-of the board. Doing so makes it very difficult to remove theintegrated circuit should replacement ever be necessary. The "dot" or "notch"on the end of the package is used for orientation purposes and must matchwith that shown on the component layout drawing for the IC.( ) Working from the "TOP" side of the circuit board, fill in all of the feed thru's with molten solder. The feed-thru's are those unused holes on theboard whose internal plating connects the "TOP" and "BOTTOM" circuitconnections. Filling these feed-thru's with molten solder guarantees theintegrity of the connections and increases the current handling capability.( ) Now that all of the components have been installed on the board, double check to make sure all have been installed correctly in their proper location. ( ) Check very carefully to make sure that all connections have been soldered. It is very easy to miss some connections when soldering which can really cause some hard to find problems later during checkout. Also look for solder"bridges" and "cold" solder joints which are another common problem.This completes the assembly phase for the MP-A board. Integrated circuits ICI and IC2 should not be installed until the board goes thru a preliminary checkout detailed in the System Checkout Instructions supplied with the MP-B mother board kit. The System Checkout Instruction are used after having assembled the MP-A Microprocessor/System Board, MP-B mother board, MP-C serial, control interface, and the MP-P power supply.Since the MP-A circuit board now contains MOS devices it is susceptible to damage from severe static electrical sources. One should avoid handling the board any more than necessary and when you must, avoid touching or allowing anything to come into contact with any of the conductors on the board.How It WorksThe entire 6800 Computer System is built around IC1, the 6800 Microprocessor Unit (MPU). Most of the components within the system are used to provide the clocks, buffering and decoding necessary to interface to this integrated circuit. Complete details of the operation and specifications of IC1 are contained in the 6800 Hardware section of the System Documentation Notebook and will not be repeated here.Integrated circuit IC2 is a 1024 x 8 bit read only memory (ROM) which permanently stores the computer's mini-operating system described in the Operating System section of the System Documentation Notebook. Whenever the computer systemis first powered up or when the front panel RESET switch is depressed the computer jumps to this operating system firmware (programming stored in ROM) which gives the user terminal control. Since the mini-operating system uses only 512 words of the ROM, the upper 512 words have been disabled from access and the ROM operating system addresses have been located from E000 to E1FF inclusive.The ROM stored mini-operating requires a small amount of random access memory (RAM) for operation. It uses IC3, a 128 x 8 bit static memory. What is nice here is that a large portion of the RAM memory addresses are unassigned which means many short programs such as the diagnostics can be loaded right into the operating system RAM without using any of the large MP-M static memory cards. Complete information regarding the unassigned RAM locations is contained in the Operating System section of the System Documentation Notebook.IC4 is the crystal controlled clock/baud rate generator. It produces the five baud rate clock frequencies required by the control and serial interfaces. It also generates a clock which is divided by two by half of IC20, split into twonon-overlapping phases by IC18 and IC19 buffered by transistors Q1 thru Q4 and sent onto IC1, the MPU chip. IC14 provides the buffering for each of the used outputs on baud rate generator IC4.Timer integrated circuit IC11 is responsible for generating the power up/ manual pushbutton RESET which loads the mini-operating system stored in the ROM,IC2.Half of D flip flop, IC20 is used for timed halting of the processor indirect memory access (DMA) applications.Integrated circuits ICS, IC6 and IC7 are used as non-inverting address line buffers for each of the sixteen address lines. Integrated circuits IC8 and IC9 are inverting bi-directional transceiver buffers for the system's eight bi-directional data lines. The gates feeding the enable lines of the transceiver IC's guaranteethe appropriate receive or transmit data buss buffers are enabled at the proper time.+5 VDC power for the board is supplied by voltage regulator IC17.Parts List MP-A Microprocessor/System BoardResistorsR1, R2, R4 1M ohm 1/4 watt resistorR3, R7, R12, R13 10K ohm 1/4 watt resistorR5, R6 6.8K ohm 1/4 watt resistorR8, R9, R19 1K ohm 1/4 watt resistorR10, R11 4.7K ohm 1/4 watt resistorR14, R17 10 ohm 1/4 watt resistorR15, R16 22 ohm 1/4 watt resistorR18 470 ohm 1/4 watt resistorCapacitorsC1, C2, C4, C14, C15 0.1 mfd disc. capacitorC3 100 mfd @15 VDC electrolytic capacitor C5 0.01 mfd mylar capacitorC6 0.1 mfd mylar capacitorC7 0.47 mfd tantalum capacitorC8 1000 pF polystyrene capacitorC9, C10 33 pfd polystyrene capacitorC11, C12 120 pfd polystyrene capacitorC13 1000 pfd polystyrene capacitorSemiconductorsIC-1 MC6800 MPU (MOS)IC-2 MC6830L7 ROM (MOS)IC-3 MC6810L-1 RAM (MOS)IC-4 MC14411 Baud Rate Generator (MOS)IC-5, IC-6, IC-7 DM8097 Hex Tri-State BufferIC-8, IC9 DM8835 Quad Bi-directional Transceiver IC-10 7404 Hex InverterIC-11 555 or 1455 TimerIC-12, IC-13 7400 Quad NAND gateIC-14 74L04 HP Hex InverterIC-15 DM8098 Hex Tri-State BufferIC-16 7420 Dual 4-Input MAND GateIC-17 7805 +5 VDC Voltage RegulatorIC-18 74H00 HS Quad NAND GateIC-19 74H08 HS Quad AND GateIC-20 7474 Dual "D" Flip-FlopQ1, Q2 2N5087 transistorQ3, Q4 2N5210 transistorMisc.XTAL 1 1.7971 MHz Parallel Resonant Crystal。
卡梅伦液压数据手册(第 20 版)说明书
iv
⌂
CONTENTS OF SECTION 1
☰ Hydraulics
⌂ Cameron Hydraulic Data ☰
Introduction. . . . . . . . . . . . . ................................................................ 1-3 Liquids. . . . . . . . . . . . . . . . . . . ...................................... .......................... 1-3
4
Viscosity etc.
Steam data....................................................................................................................................................................................... 6
1 Liquid Flow.............................................................................. 1-4
Viscosity. . . . . . . . . . . . . . . . . ...................................... .......................... 1-5 Pumping. . . . . . . . . . . . . . . . . ...................................... .......................... 1-6 Volume-System Head Calculations-Suction Head. ........................... 1-6, 1-7 Suction Lift-Total Discharge Head-Velocity Head............................. 1-7, 1-8 Total Sys. Head-Pump Head-Pressure-Spec. Gravity. ...................... 1-9, 1-10 Net Positive Suction Head. .......................................................... 1-11 NPSH-Suction Head-Life; Examples:....................... ............... 1-11 to 1-16 NPSH-Hydrocarbon Corrections.................................................... 1-16 NPSH-Reciprocating Pumps. ....................................................... 1-17 Acceleration Head-Reciprocating Pumps. ........................................ 1-18 Entrance Losses-Specific Speed. .................................................. 1-19 Specific Speed-Impeller. .................................... ........................ 1-19 Specific Speed-Suction...................................... ................. 1-20, 1-21 Submergence.. . . . . . . . . ....................................... ................. 1-21, 1-22 Intake Design-Vertical Wet Pit Pumps....................................... 1-22, 1-27 Work Performed in Pumping. ............................... ........................ 1-27 Temperature Rise. . . . . . . ...................................... ........................ 1-28 Characteristic Curves. . ...................................... ........................ 1-29 Affinity Laws-Stepping Curves. ..................................................... 1-30 System Curves.. . . . . . . . ....................................... ........................ 1-31 Parallel and Series Operation. .............................. ................. 1-32, 1-33 Water Hammer. . . . . . . . . . ...................................... ........................ 1-34 Reciprocating Pumps-Performance. ............................................... 1-35 Recip. Pumps-Pulsation Analysis & System Piping...................... 1-36 to 1-45 Pump Drivers-Speed Torque Curves. ....................................... 1-45, 1-46 Engine Drivers-Impeller Profiles. ................................................... 1-47 Hydraulic Institute Charts.................................... ............... 1-48 to 1-52 Bibliography.. . . . . . . . . . . . ...................................... ........................ 1-53
高阻地线系统(HRG)-中等电压部分说明书
SECTION 26 05 95.11HIGH RESISTANCE GROUNDING SYSTEM (HRG) – MEDIUM VOLTAGEPART 1GENERAL1.01SCOPEA.The Contractor shall furnish and install, where indicated on the drawings, a high-resistancegrounding (HRG) system as specified herein and as shown on the contract drawings.1.02RELATED SECTIONSA.Section 16346 –Metal-Clad Switchgear (VacClad-W) – Medium VoltageSection 16341 – Metal-Enclosed Bus – Medium VoltageB.1.03REFERENCESA.The high resistance grounding system, when applied with medium voltage metal-cladswitchgear, shall be designed, manufactured and tested in accordance with the latestapplicable standards of NEMA SG-4 and SG-5, and IEEE 37.20.2.1.04SUBMITTALS – FOR REVIEW/APPROVALA.The following information shall be submitted to the Engineer:1.Master drawing index2.Front view elevationFloor plan3.4.Top viewSingle line5.6.Schematic diagram7.Nameplate schedule8.Component list9.Conduit entry/exit locations10.Assembly ratings including:Short-circuit ratinga.b.Voltagec.Continuous currentd.Basic impulse level for equipment over 600 volts11.Major component ratings including:a.VoltageContinuous currentb.c.Interrupting ratings12.Cable terminal sizesBus Run connection1.2.Connection details between close-coupled assemblies3.Composite floor plan of close-coupled assemblies4.Key interlock scheme drawing and sequence of operations5.Descriptive bulletins6.Product data sheetsSUBMITTALS – FOR CONSTRUCTION1.05A.The following information shall be submitted for record purposes:1.Final as-built drawings and information for items listed in Paragraph 1.04, and shall incorporate all changes made during the manufacturing process2.Wiring diagrams3.Certified production test reports4.Installation information including equipment anchorage provisions5.Seismic certification as specified1.06QUALIFICATIONSA.The manufacturer of the assembly shall be the manufacturer of the major components withinthe assembly.B.For the equipment specified herein, the manufacturer shall be ISO 9001 or 9002 certified.C.The manufacturer of this equipment shall have produced similar electrical equipment for aminimum period of five (5) years. When requested by the Engineer, an acceptable list ofinstallations with similar equipment shall be provided demonstrating compliance with thisrequirement.D.*Provide Seismic tested equipment as follows:1.The equipment and major components shall be suitable for and certified by actual seismic testing to meet all applicable seismic requirements of the [latest InternationalBuilding Code (IBC)] [latest California Building Code (CBC) with OSHPD Amendments].[The equipment shall have OSHPD Special Seismic Certification (OSP) Pre-Approval.] The Project Structural Engineer will provide site specific ground motion criteria for 2.use by the manufacturer to establish SDS values required.3.The IP rating of the equipment shall be 1.54.The Structural Engineer for the Site will evaluate the SDS values published on the [Manufacturer’s] [OSHPD] website to ascertain that they are "equal to" or "greaterthan" those required for the Project Site.5.The following minimum mounting and installation guidelines shall be met, unless specifically modified by the above referenced standards.The Contractor shall provide equipment anchorage details, coordinated with the a.equipment mounting provision, prepared and stamped by a licensed civil engineer inthe state. Mounting recommendations shall be provided by the manufacturer basedupon the above criteria to verify the seismic design of the equipment.b.The equipment manufacturer shall certify that the equipment can withstand, that is,function following the seismic event, including both vertical and lateral requiredresponse spectra as specified in above codes.c.The equipment manufacturer shall document the requirements necessary for properseismic mounting of the equipment. Seismic qualification shall be consideredachieved when the capability of the equipment, meets or exceeds the specifiedresponse spectra.1.07REGULATORY REQUIREMENTSDELIVERY, STORAGE AND HANDLING1.08A.Equipment shall be handled and stored in accordance with manufacturer’s instructions. One(1) copy of these instructions shall be included with the equipment at time of shipment.B.HRG system assembly shall be designed to be shipped by truck, rail, or ship. Indoor groupsshall be bolted to skids. HRG system assembly shall be equipped to be handled by crane.Where cranes are not available, it shall be suitable for skidding in place on rollers usingjacks to raise and lower the groups.C.Equipment being stored prior to installation shall be stored so as to maintain the equipmentin a clean and dry condition. If stored outdoors indoor equipment shall be covered andheated, and outdoor equipment shall be heated.1.09OPERATION AND MAINTENANCE MANUALSA.Equipment operation and maintenance manuals shall be provided with each assemblyshipped, and shall include instruction leaflets and instruction bulletins for the completeassembly and each major component.PART 2PRODUCTS2.01MANUFACTURERSA.EatonB.*__________C.*__________The listing of specific manufacturers above does not imply acceptance of their products that do not meet the specified ratings, features and functions. Manufacturers listed above are notrelieved from meeting these specifications in their entirety. Products in compliance with thespecification and manufactured by others not named will be considered only if pre-approved by the Engineer ten (10) days prior to bid date.* Note to Spec. Writer – Insert data in blanksRATINGS2.02 The assembly shall be suitable for maximum service voltage and the type of power systemA.as indicated on the drawings.The assembly shall be rated to withstand mechanical forces exerted during short-circuitB.conditions when connected directly to a power source having available fault current of *______amperes.The assembly shall be UL approved and supplied with the UL label.C.CONSTRUCTION2.03The assembly shall consist of a free standing NEMA 1 enclosure. The sides and rear shallA.be covered with removable bolt-on covers. Front and rear access are required. All edges of front covers or hinged front panels shall be formed. Provide adequate ventilation within the enclosure.The assembly shall be provided with adequate lifting means and shall be capable of beingB.moved into installation position and bolted directly to *[contractor supplied floor sills to be set level in concrete per manufacturer's recommendations] [the floor without the use of floor sills provided the floor is level to 1/8-inch per 3-foot distance in any direction]. Base of assembly shall be suitable for rolling directly on pipes without skidsThe assembly shall be equal to Eaton type C-HRG high-resistance grounding equipmentC.utilizing grounding transformers and resistors as herein specified or as required.Each vertical steel unit forming part of the assembly shall be a self-contained housing havingD.an instrument compartment and a resistor compartment. The control compartment shall be segregated from the resistor compartment by means of steel barriers or, if indicated on the drawings, the resistor assembly shall be a separately mounted component furnished in its own ventilated.BUS2.04 A 1/4-inch x 2-inch copper ground bus shall be firmly secured to the assembly. ProvideA.terminals for connection of the system grounding conductor, suitable for #8 AWG to 500 kcmil, copper or aluminum.WIRING/TERMINATIONS2.05The switchgear manufacturer shall provide suitable terminal blocks for secondary wireA.terminations and a minimum of 10% spare terminals shall be provided. One control circuit cutout device shall be provided in each control circuit. Switchgear secondary wire shall be #14 AWG, type SIS rated 600 volt, 90 degrees C, furnished with wire markers at each termination. Wires shall terminate on terminal blocks with marker strips numbered inagreement with detailed connection diagrams.*[Phase terminals for delta connected system] [Neutral terminal for wye connected system]B.shall be suitable for #4 AWG to 500 kcmil power cables. The power cable (supplied by owner) shall enter HRG enclosure from *[top] [bottom].* Note to Spec. Writer – Select oneMETERING AND CONTROLS2.06Provide a separate control compartment with front hinged door that includes the following:A. A switchboard type ground current ammeter, 1% accuracy, 250 degree scale, 0 1.to 10 A ACSystem control selector switch with PULSE/NORMAL/TEST positions. Switch 2.shall spring-return to NORMAL from the TEST positionReset control selector switch with AUTO/MANUAL/RESET positions. Switch shall 3.spring-return to MANUAL from RESET position. The AUTO position shall cause theground fault relay to automatically reset when a ground is no longer detected. TheMANUAL position shall cause the ground alarm relay to latch and remain latched until the selector is moved to the RESET position by the operatorA green lamp to indicate that the system is in normal condition, a red lamp to 4.indicate that a ground fault has been detected and a white lamp that flashes at the same time as the pulsing contactor, at an adjustable rate of 3 to 60 pulses per minuteAn instruction nameplate that provides the operator with a step-by-step5.procedure for operating the controlsA rating nameplate that states the maximum ground current, maximum pulse 6.current and duty rating of the equipment at maximum current levels*[A single set point ground voltage meter relay, with two pointers, one for voltage7.indication and an adjustable pointer for ground voltage pickup level. [Set pointadjustment shall be front mounted knob on the meter] [A dual set point ground voltage meter relay, with one set point output contact set shall be wired to terminal blocks forfield connection as shown on the drawings. Set point adjustments shall be via front-mounted knobs]*An alarm horn with an alarm silence pushbutton and re-alarm timer. The horn shall be a 8.heavy-duty, high-decibel type, adjustable from 78 to 103 db. Alarm silence control shall reset when ground relay is reset. Alarm shall automatically re-sound at the end of a 2- to 48-hour field-settable time interval if alarm has been silenced but ground fault still exists. Re-alarm timer shall not be defeated via any control deviceProvide the following control devices and features:B.One normally open and one normally closed ground fault alarm contact each 1.rated 10 amps at 240 volts ACA test circuit shall be included to functionally test all controls of the fault indication 2.and pulsing circuitry. The test shall be inhibited if the system is sensing a faultA pulsing contactor, controlled by an adjustable recycle timer, allowing a3.momentary increase of approximately 4 amperes above ground currentTerminal shall be supplied to accommodate owner furnished 120 V 60 Hz control 4.power supplyDead-front pull-out type fuse block with fuses for control power disconnect5.Tapped resistors with taps wired out to a convenient front accessible terminal6.block. Taps shall provide 3 to 6 amperes of ground current in 1 ampere increments.Resistors shall be heavy-duty industrial type, *[edgewound] [wirewound] design. Eachresistor tube shall have a stamped steel rating nameplate. The resistor assembly shallbe interconnected with suitable wire size as required for the circuit current7.All control wiring shall be #14 AWG type SIS minimum8.A detailed schematic shall be furnished that accurately and completely describesthe control and grounding circuits. All wire designations, terminal points, control device,and selector switch contact developments shall be shown. The schematic and theaccompanying wiring diagrams shall be amended as required after final testing at thefactory. An as-built copy of the schematic, wiring diagrams and material list shall bepacked with the unit prior to shipment. Provide a drawing pocket secured by screws orweldment for drawing storage within the assembly9.When the power system source has a neutral terminal, as indicated on the contract drawings, a single phase distribution type transformer of proper kVA and voltagerating shall be connected from power system neutral to ground, with the required resistorassembly inserted in the secondary circuit of that transformer. When the power systemsource has no neutral point, WYE-broken DELTA distribution transformers shall befurnished in the assembly to provide a neutral point, and required resistor assembly shallbe inserted across the broken DELTA secondary of those transformers2.07ENCLOSURESA.The HRG system described in these specifications shall be indoor construction, with devicesarranged as shown on contract drawings.2.08NAMEPLATESA.Engraved nameplates, mounted on the face of the assembly, shall be furnished for allcontrol devices as indicated on the drawings. Nameplates shall be laminated plastic, blackcharacters on white background, and secured with screws. Characters shall be 3/16-inchhigh, minimum. Furnish master nameplate giving HRG system designation, voltage andampere ratings, manufacturer’s name, catalog number, and general order number.Control components mounted within the assembly, such as fuse blocks, relays, pushbuttons, B.switches, etc., shall be suitably marked for identification corresponding to appropriatedesignations on manufacturer’s wiring diagrams.2.09FINISHA.The finish shall consist of a coat of gray (ANSI-61), thermosetting, polyester powder paintapplied electrostatically to pre-cleaned and phosphatized steel and aluminum for internaland external parts. The coating shall have corrosion resistance of 600 hours to 5% saltspray.EXECUTIONPART 33.01FACTORY TESTINGA.The following standard factory tests shall be performed on the equipment provided underthis section. All tests shall be in accordance with latest version of ANSI and NEMAstandards.1.Completely test the high-resistance grounding system for operation under simulated service conditions to assure the accuracy of the wiring and the functioning ofall equipment2.The wiring and control circuits shall be given a dielectric test of 1500 volts for one(1) minute between live parts and ground in accordance with ANSI C37.20.2B.A certified test report of all standard production tests shall be available to the Engineer onrequest.3.02FIELD QUALITY CONTROLA.Provide the services of a qualified factory-trained manufacturer’s representative to assist theContractor in installation and startup of the equipment specified under this section for aperiod of *_____ working days. The manufacturer’s representative shall provide technicaldirection and assistance to the contractor in general assembly of the equipment, connectionsand adjustments, and testing of the assembly and components contained therein.B.The Contractor shall provide three (3) copies of the manufacturer’s field startup report.3.03MANUFACTURER’S CERTIFICATIONA.A qualified factory-trained manufacturer’s representative shall certify in writing that theequipment has been installed, adjusted and tested in accordance with the manufacturer’srecommendations.B.The Contractor shall provide three (3) copies of the manufacturer’s representative’scertification.TRAINING3.04The Contractor shall provide a training session for up to five (5) owner’s representatives for ***_______ normal workdays at a job site location determined by the owner.B.The training session shall be conducted by a manufacturer’s qualified representative.Training program shall include instructions on the assembly, protective devices, and othermajor components.3.05INSTALLATIONA.The Contractor shall install all equipment per the manufacturer’s recommendations andcontract drawings.All necessary hardware to secure the assembly in place shall be provided by the Contractor.B.3.06FIELD ADJUSTMENTSThe relays shall be set in the field by:A.1.The Contractor in accordance with settings designated by the engineer-- *OR --1.The Contractor in accordance with settings designated in a coordination study of the system as required elsewhere in the contract documents-- *OR --1.A qualified representative of the manufacturer, retained by the Contractor, inaccordance with settings designated in a coordinated study of the system as requiredelsewhere in the contract documents。
五金行业英文术语大全
冲压工具 stamping tool冲压法pressing冲击impact冲击强度 impact strength冲击测试impact test冲锻法;锤锻法;模锻法drop forging去毛边trimming粗糙度roughness光滑的smooth法兰盖 blind flange, blind阀体body阀盖bonnet气缸(或液压缸)操纵的cylinder operated碳素钢 carbon steel (CS)低碳钢 low-carb on steel中碳钢 medium-carb on steel高碳钢 high-carb on steel普通碳素钢 gen eral carb on steel优质碳素钢 high-quality carb on steel普通低合金结构钢 gen eral structure low-alloy steel 合金结构钢 structural alloy steel合金钢 alloy steel低合金钢 low alloy steel中合金钢 medium alloy steel高合金钢 high alloy steel耐热钢 heat resisting steel高强度钢 high strength steel复合钢clad steel工具钢tool steel弹簧钢 spring steel钼钢冈 molybdenum steel镍钢 n ickel steel铬钢 chromium steel铬钼钢冈 chrome-molybdenum steel铬镍钢 chromium-nickel steel,chrome-nickel steel不锈钢 stainless steel (S.S.)奥氏体不锈钢 Auste nitic stai nl ess steel马氏体不锈钢 Marte nsitic sta in less steel司特来合金(钨铬钴台金)Stellite耐蚀耐热镍基合金Hastelloy铬镍铁合金incon el耐热铬镍铁合金in coloy20 合金 20 alloy平炉钢(马丁钢)Martin steel镇静钢 killed steel半镇静钢 semi-killed steel沸腾钢 rimmed steel; rimming steel; open-steel 锻钢 forged steel 铸钢 cast steel铸铁 cast iron (C.l.)灰铸铁 grey cast iron可锻铸铁 malleable iron (MI)球墨铸铁 nodular cast iron; nodular graphite iron生铁 pig iron熟铁,锻铁wrought iron铸件 cast ing高硅铸铁 high silicon cast iron渗铬钢,镀铬钢 chromized steel镀铬的 chromium-plated, chrome-plated镀层 plat ing锻造,型钢swage锻造的,锻造forgi ng轧制 rolli ng热轧 hot rolli ng冷轧 cold rolli ng挤压 extrud ing冷加工 cold working热加工 hot working拔制 drawing铝 alumi num铜,紫铜copper黄铜brass布氏硬度 Brin ell hard ness洛氏硬度 Rockwell hardness维氏硬度 Vickers diamond hardness, diamond penetrator hardness 泵房 pump house (room)普通热处理 Conventional Heat Treatment退火ann eali ng 局部退火spot annealing 中间退火process ann eali ng 球化退火 spheroids annealing 等温退火 isothermal annealing 极软退火 dead-soft annealing 回水 temperi ng 正火 n ormalizi ng 淬火 que nching 水淬火 water quenching 油淬火 oil quenching 等温淬火 isothermal quenching 断续淬火 slack quenching 高温淬火hot quenching 水冷淬火 cold quenching调质 que nching and temperi ng消除应力stress relief时效处理 ageing treatment可淬性 hardenability过热敏感性 superheated susceptivity回火脆性 temper brittleness表面热处理 Surface Heat Treatment 火焰表面淬火 flame surface que nchi ng 感应(高频)硬化 induction hardening渗碳 carb oni zati on渗氮 n itridati on渗铬 chromiz ing渗铝 alumi nizi ngX射线照相 X-ray radiography丫射线照相 gamma radiography询价 inq uiry管道询价单 piping requisition sheet厂商报价 ven dor quotati on报价书quotation报价 quoted price估价 estimated price估算 estimate采购说明 purchase specification订货单;订购单 purchasing order采购说明汇总表 purchas ing specificati on summary sheet (PSSS) 请购 requisiti oning交货单 delivery order (D/O)装箱单 packing list预制的 prefabricated备品备件spare parts供应者supplier制造者;制造厂 manu facturer; ven dor顾客 clie nt; customer承包商 contraction分包商 subc on tractor业主owner用户user包装 packing 。
五金行业英文术语大全

冲压工具 stamping tool冲压法 pressing冲击 impact冲击强度 impact strength冲击测试 impact test冲锻法;锤锻法;模锻法 drop forging去毛边 trimming粗糙度 roughness光滑的 smooth法兰盖 blind flange, blind阀体 body阀盖 bonnet气缸(或液压缸)操纵的 cylinder operated碳素钢 carbon steel (CS)低碳钢 low-carbon steel中碳钢 medium-carbon steel高碳钢 high-carbon steel普通碳素钢 general carbon steel优质碳素钢 high-quality carbon steel普通低合金结构钢 general structure low-alloy steel 合金结构钢 structural alloy steel合金钢 alloy steel低合金钢 low alloy steel中合金钢 medium alloy steel高合金钢 high alloy steel耐热钢 heat resisting steel高强度钢 high strength steel复合钢 clad steel工具钢 tool steel弹簧钢spring steel钼钢 molybdenum steel镍钢 nickel steel铬钢 chromium steel铬钼钢 chrome-molybdenum steel铬镍钢 chromium-nickel steel,chrome-nickel steel 不锈钢 stainless steel (S.S.)奥氏体不锈钢 Austenitic stainless steel马氏体不锈钢 Martensitic stainless steel司特来合金(钨铬钴台金) Stellite耐蚀耐热镍基合金 Hastelloy铬镍铁合金 inconel耐热铬镍铁合金 incoloy20合金 20 alloy平炉钢(马丁钢) Martin steel镇静钢 killed steel半镇静钢 semi-killed steel沸腾钢 rimmed steel; rimming steel; open-steel 锻钢 forged steel铸钢 cast steel铸铁 cast iron (C.I.)灰铸铁 grey cast iron可锻铸铁 malleable iron (MI)球墨铸铁 nodular cast iron; nodular graphite iron生铁 pig iron熟铁,锻铁 wrought iron铸件 casting高硅铸铁 high silicon cast iron渗铬钢,镀铬钢 chromized steel镀铬的 chromium-plated, chrome-plated镀层 plating锻造,型钢 swage锻造的,锻造 forging轧制 rolling热轧 hot rolling冷轧 cold rolling挤压 extruding冷加工 cold working热加工 hot working拔制 drawing铝 aluminum铜,紫铜 copper黄铜 brass布氏硬度 Brinell hardness洛氏硬度 Rockwell hardness维氏硬度 Vickers diamond hardness, diamond penetrator hardness泵房 pump house (room)普通热处理 Conventional Heat Treatment 退火 annealing局部退火spot annealing中间退火process annealing球化退火 spheroids annealing等温退火 isothermal annealing极软退火 dead-soft annealing回水 tempering正火 normalizing淬火 quenching水淬火 water quenching油淬火 oil quenching等温淬火 isothermal quenching断续淬火 slack quenching高温淬火 hot quenching水冷淬火 cold quenching调质 quenching and tempering消除应力 stress relief时效处理 ageing treatment可淬性 hardenability过热敏感性 superheated susceptivity回火脆性 temper brittleness表面热处理 Surface Heat Treatment火焰表面淬火 flame surface quenching 感应(高频)硬化induction hardening渗碳 carbonization渗氮 nitridation渗铬 chromizing渗铝 aluminizingX射线照相 X-ray radiographyγ射线照相 gamma radiography询价 inquiry管道询价单 piping requisition sheet厂商报价 vendor quotation报价书 quotation报价 quoted price估价 estimated price估算 estimate采购说明 purchase specification订货单;订购单 purchasing order采购说明汇总表 purchasing specification summary sheet (PSSS) 请购 requisitioning交货单 delivery order (D/O)装箱单 packing list预制的prefabricated备品备件 spare parts供应者 supplier制造者;制造厂 manufacturer; vendor顾客 client; customer承包商 contraction分包商 subcontractor业主 owner用户 user包装 packing。
阀门英文单词缩写

阀门英文单词缩写阀门中英文对照英文中文译名英文中文译名英文中文译名Ecc Reducer 偏心异径管PTFE 聚四氟乙烯PIPE管,导管,输送管Con Reducer 同心异径管RPTFE 增强聚四氟乙烯Fittings:配件,附件BE 坡口RF 突面Flanges:法兰BW 对焊STR 过滤器Gaskets:垫片,垫圈;接合垫BL 法兰盖SM 无缝Instruments:阀门BC.SWING 螺栓阀盖旋启式STL 硬质合金Miscellaneouscomponents:其它配件BB.OS&Y 螺栓阀盖外螺纹及轭式SW 承插erection materials:安装材料BC.LIFT 螺栓阀盖升降式SO 平焊bolts:螺栓Dual-plate 双蝶板Sch 管道壁厚标号SO——带颈平焊法兰FB.L.OP. 全通径手工操作SB.ISRS 螺纹阀盖内螺纹明杆WN——带颈对焊法兰FB.GEAR OP. 全通径齿轮操作I 内螺纹暗杆PL——板式平焊法兰FF 全平面WL 焊接RF——密封面形式代号,密封面形式为“突面FL 法兰WN 带颈对焊GATEVALVE:闸阀F 锻件WFR 对夹P 管子PipeGV 镀锌Y2 半硬EL 弯头ElbowHF 硬质合金堆焊SSAW 螺旋缝埋弧焊ELL 长半径弯头Longradius elbow LJ 活套法兰LSAW 直缝埋弧焊ELS 短半径弯头Shortradius elbowL 翻边短节短规格EFW 电熔焊MEL 斜接弯头(虾米腰弯头)Mitre elbowLL 翻边短节长规格SMLS无缝REL 异径弯头ReducingelbowMFR'S.ST'd 制造商标准LSAW 直缝埋弧焊管T 三通T ee NPT 螺纹(60O) RT 异径三通Reducing tee LT 斜三通Lateral tee PE 平口R 异径管接头(大小头)Reducer1 i CR 同心异径管接头(同心大小头)ConcentricreducerER 偏心异径管接头(偏心大小头)Eccentricreducer5CPL 管箍Coupling FCPL 双头管箍Fullcoupling0HCPL 单头管箍Half coupling4RCPL 异径管箍Reducing coupling BU 内外螺纹接头Bushing UN 活接头Union5HC 软管接头Hose coupler!SE 翻边短节Stub end NIP 短节Pipe nipple or straight nipple SNIP 异径短节Swaged nipple CP 管帽(封头)Cap PL 管堵(丝堵)Plug BLK 盲板Blank SB 8字盲板Spectacleblind PLG 法兰Flange RP 补强板Reinforcing pad SOF 平焊法兰Slip-onflange0SWF 承插焊法兰Socket-welding flange8WNF 对焊法兰Welding neck flange T 螺纹法兰Threadedflange6 LJ 松套法兰Lapped joint flange REDF 异径法兰Reducing flange&BF 法兰盖(日法兰)Blindflange"FSF 法兰密封面Flange scaling face/ F FF 全平面Flat face)RF 凸台面Raised face MFF 凹凸面Male and female face)LF 凹面Female face LM 凸面Male face RJ 环连接面Ring joint face TG 榫槽面Tongue and groove face TF 榫面T ongue face GF 槽面Groove face G 垫片Gasket+NMG 非金属垫片Non-metallic gasket AG 石棉垫片Asbestos gasket RG 橡胶垫片Rubber gasket SWG 缠绕式垫片Spiralwound gasket,SMG 半金属垫片Semimetallic gasket TEG 聚四氟乙烯包复垫片PTFE envelopegasket MJG 金属包垫片Meta-jacket gasketMG 金属垫片Metallic gasket6FMG 金属平垫片Flat metallic gasket LER 透镜式金属环垫Lensring gasketOCR 八角形金属环垫Octagonal ring gasket SMSG 齿形金属垫片Solid metal serratedgasket OVR 椭圆形金属环垫Oval ring gaksetIR/OR 内外定位环Inner ring and outer ring IR 内定位环Inner ring OR 外定位环Outer ring4B 螺栓Bolt&SB 螺柱Stud bolt WSR 垫圈WasherNU 螺母Nut TB 花蓝螺母Turnbuckle GV 闸阀Gate valve SWSR 弹簧垫圈Spring washer GLV 截止阀Globe valve CHV 止回阀Check valve BUV 蝶阀Butterfly valve7BAV 球阀Ball valve PV 旋塞阀Plug valve(cock)CV 调节阀Control valve SV 安全阀Safety valve RV 减压阀Pressurereducing valve4 ST 蒸汽疏水阀Steam trap PRV 泄压阀Pressur relief valve AV 角阀BV 呼吸阀Breather valve6NV 针形阀Needle valve#DV 隔膜阀SPR 气液分离器Separator SGV 插板阀TWV 三通阀FA 阻火器Flame arrester$SR 过滤器Strainer$SRY Y型过滤器Y-typestrainer9 SRT T型过滤器T-type strainer SRB 桶式过滤器Bucket type strainer TSR 临时过滤器Temporary strainer5 SIL 消声器Silencer SG 视镜Slight glass(SC 取样冷却器Samplecooler DF 排液漏斗Drain funnel LM 管道混合器Line mixer RO 限流孔板Restrictionorifice MO 混合孔板Mixing orifice RD 爆破片(爆破膜)Rupture disk&EJ 补偿器Expansion joint INS 隔热Thermal insulation H 保温Hot insulation C 保冷Cold insulation, X P 防烫伤隔热Personnel protectioninsulation4T&I 伴热Tracing and insulation管道伴热(冷)Tracing"EST 蒸汽外伴热External steam tracing IST 蒸汽内伴热Internal steam tracing SJT 蒸汽夹套伴热Steam-jacket tracing ET 电伴热Electric tracing M 金属材料Metallic material CS 碳钢Carbon steel CAS 铸钢Cast steel!FS 锻钢Forged steel AS 合金钢Alloy steel$ SS 不锈钢Stainless steel AUSTSS 奥氏体不锈钢Austenitic CI 铸铁Cast ironstainless-steel4MI 可锻铸铁Malleable iron DI 球墨铸铁Ductile iron AL 铝Aluminum BRS 黄铜Brass BRZ 青铜Bronze1CU 紫铜Copper LAS 低合金钢Low alloy steel FLAS 低合金锻钢Forged low alloy steel4CLAS 低合金铸钢Castlow alloy steel+ THK 壁厚Thickness SCH 表号Schedule number STD 标准Standard XS 加强Extra strong XXS 特强Double extra strong E 东East&CN 建北Construction north W 西West S 南South N 北North H 水平Horizontal+V 竖直、铅直、直立Vertical GRD 地坪Ground UG 地下Underground%BL 装置边界线Batterylimit lineESEW 事故沐浴洗眼器Emergency showerand eye washer HS 软管站Hose station ML 接续分界线Match linePS 管道支架(管架)Piping support PR 管桥Pipe rack8STRU 构架(构筑物)Structure2 L BLDG 建筑物Building PD 清扫设施Purge devicePT 池Pit SHLT 棚Shelter4COFF 围堰Cofferdam FL 楼板Floor PF 平台Plateform0EL 标高Elevation BOP 管底Bottom of pipe COP 管中心Center of pipe TOP 管顶T op of pipe FOB 底平Flat on bottom FOT 顶平Flat on top CL(屯)中心线Center line TL 切线Tangent lineSYM 对称的Symmetrical BOS 支架底Bottom of support TOS 支架顶T op ofsupport CL 净距(净空)Clearance I CTC 中心至中心Center to center CTF 中心至面Center toface CTE 中心至端部Center to end ETE 端到端End to end.FEF 法兰端面Flange and face& FTF 面到面Face to face D 直径Diameter ID 内径Inside diameter OD 外径Outside diameter DN 公称直径Nominal diameter! Y DIM 尺寸Dimension MAX 最大Maximum MIN 最小Minimum%AVG 平均Average APP 约、近似Approximate7PT.EL 点标高Point elevation PFD 工艺流程图Processflow diagramPID 管道和仪表流程图Piping & instrumentdiagramCOD 接续图Continued on drawing DTL 详图Datail)SPDWG(ISODWG)管段图Spool drawing (each line isometric drawing)DWGNO 图号Drawing number DWGI 所在图号DrawingidentificationLOW 材料表List of material, v MTO 汇料Material take-off APPX 附录Appendix6JOB. No. 工号Job Number BEDD 基础工程设计数据Basicengineering design data REV. No. 修改号RecisionnumberREF DWG 参考图Reference drawing DEDD 详细工程设计数据Detailengineering design data ;SC 采样接口Sample connectionAUT 自动Automatic ML 手动Manual control CHOP 链条操作Chainoperated!CSC 铅封关Car seal close CSO 铅封开Car seal open LC 锁闭Lock closedLO 锁开Lock open6NC 正常关Normally close NO 正常开Normallyopen6 ATM 大气压Atmosphere( {PN 公称压力Nominal pressure A 绝压G 表压(T)温度T emperature(P)压力Pressure' .W 焊接Welding AW 电弧焊Arc welding GSAW 气体保护电弧焊Gas shielded-acr welding EFW 电熔焊Elecric fusion welding ERW 电阻焊Electric Resistance welding GW 气焊Gas welding LW 搭接焊Lap welding BW 对焊Butt welding TW 定位焊Tack welding SW 承插焊Socket welding CW 连续焊Continuous welding SEW 密封焊Seal welding SFG 堆焊Surfacing FW 现场焊接Field welding HT 热处理Heattreatment' PH 预热Preheating SR 应力消除Stress relief*PWHT 焊后热处理Postweld heat treatmentEIT 检查、探伤和实验Examination, inspection& testing VE 外观检查Visual examination UI (UT)超声探伤Ultrasonic inspection(test)RI (RT)射线探伤Radiographic inspection(test)MPI (MT)磁粉探伤Magnetic particleinspection (test)LPI (PT)液体渗透检验Liquid penterant inspection(test)HADT 硬度实验Hardness testing HYDT 水压实验Hydraulic testing PNET 气压实验Pneumatic testing 焊条Covered electrode WW 焊丝Welding wire ASSY 装配、组合Assembly2F 现场Field F/F 现场制造Field faricated. @SF 现场决定Suit in field,CSP 冷紧Cold spring BCT 螺栓冷紧Bolt cold tightening BHY 螺栓热紧Bolt hottightening CO 清洗口Clean out ANNY 退火Annealed0PE 平端面Plain end BE 坡口端Belelled end THR 螺纹Thread3HB 布氏硬度Brinnelhardness RC 洛氏硬度FDN 基础Foundation REF 参考Reference INF 信息(资料)Information REV 修改Revision SEQ 序号(顺序)SequenceW/E 设备带来With equipment W/I 仪表带来With instrument CM 色标Colour mark+ CA 腐蚀裕度Corrosion allowance8UTL 公用系统Utility UC 公用工程接头Utilityconnection( QTY 数量Quantity WT 重量Weight7MHR 工时Man hour BC 螺栓分布圆Bolt circle3HP 高点High point+LP 低点Low point SUC 吸入(口)Suction DIS 排出(口)Discharge SO 蒸气吹扫(口)SteamoutNPT 美国标准锥管螺纹National standardtaper pipe thread NPS 美国标准直管螺纹National standard straight pipe threadDR 排液DrainVT 放气Vent, ^RTG (压力)等级Rating CL 等级Class SMLS 无缝Seamless90°ELBOW,BW,20#,SMLS,LR,GB/T8163,SH/T3408,GrⅠ,Sch40 90度弯头,对焊,20#碳钢材质,无缝,制造标准GB/T8163 ,验收标准SH/T3408,质量等级1级,SCH40是ASME壁厚表示方式三通1 1/2"*3/4" SW SCH80 20 GB/T14383(I)是什么意思异径三通1 1/2"*3/4" SW(承插焊) SCH80(厚度,查询可得知具体厚度) 20(材质,20#碳钢)GB/T14383(I)(标准号)其中GALV和LR 代表什么意思?" SWAGE NIPPLE 90 ELBOW 20# GALV SMLS GB/T8163,LR BW:SH3408 SCH80中PBE:MSS SP-95 是什么意思?20# GB8163 PBE:MSS SP-95 SCH80其中红颜色的字SPIRAL WOUND GASKET CL150 RF ,4.5MM, 304+GRAF ,344 INNERRING,CS OUT RING: SH3407母代表什么意思?20#GB/T699 SW 平底形40T025/01 SCH160 中的红颜色的字母代表什么意思?35CRMOA,SH3404 其中红颜色的字母代表什么意思?螺柱/螺母STUD BOLT WITH 2 HEAVY NUTS,35CRMOA/以上表示的字母可以在哪里查到啊GALV英文为galvanized是镀锌的意思,一般是仪表风管线和水管线。
标准序号标准中文名标准英文名

ASTMA126- 阀门、法兰及管道配件 StandardSpecificationforGrayIronCastingsforVal
2004
用灰铸铁件规格
ves,Flanges,andPipeFittings
ASTMA176- 不锈钢和耐热铬钢板、 StandardSpecificationforStainlessandHeat-
1999(2004) 薄板及带材规格
ResistingChromiumSteelPlate,Sheet,andStrip
高温用锻制或轧制合金
ASTMA182/A18 钢和不锈钢管法兰、锻
ASTMA105/A10 管道设备用碳钢锻件规 StandardSpecificationforCarbonSteelForgingsfor
5M-2005
格
PipingApplications
ASTMA106/A10 6M-2006a
高温用无缝碳钢管规格
StandardSpecificationforSeamlessCarbonSteelPip eforHigh-TemperatureService
ASTMA121- 金属包覆碳钢剌钢丝规 StandardSpecificationforMetallic-
2007
格
CoatedCarbonSteelBarbedWire
ASTMA123/A12 钢铁制品镀锌层(热浸 StandardSpecificationforZinc(Hot-
3M-2002
标准序号 标准中文名
标准英文名
ASTMA6/A6M2007
轧制结构钢棒材、中厚 板、型材和打板桩的一 般要求规格
钢铁侠的英语作文

Iron Man,one of the most iconic characters in the Marvel Cinematic Universe,is a superhero who has captured the hearts of millions around the globe.His real identity is Tony Stark,a genius inventor and billionaire industrialist who becomes the armored superhero known as Iron Man after creating a hightech suit of armor to save his own life and escape captivity.Early Life and Background:Tony Stark was born into a wealthy family,the son of Howard and Maria Stark.His father was a brilliant inventor and cofounder of Stark Industries,a company that played a significant role in the development of advanced weaponry.Tony was a prodigy and inherited his fathers intellect,showing an aptitude for engineering and technology from a young age.The Turning Point:The pivotal moment in Tonys life came when he was kidnapped by terrorists in Afghanistan.Injured and with shrapnel near his heart,he was forced to construct a weapon.Instead,he built a device to keep the shrapnel from reaching his heart and escape.This experience marked the beginning of his transformation into Iron Man. The Iron Man Suit:The first Iron Man suit was a crude,bulky contraption made from materials scavenged from the cave where he was held.Upon returning to the United States,Stark refined the design,creating a sleek,powerful suit that granted him superhuman strength,flight,and an array of advanced weapons.The suits technology is powered by an arc reactor,a miniaturized energy source that also keeps the shrapnel from reaching his heart.Personality and Character Development:Initially,Tony Stark was portrayed as an arrogant,selfcentered playboy.However,his experiences as Iron Man and the responsibilities that came with it led to significant character growth.He became more selfless,willing to risk his life for the greater good, and a key member of the Avengers,a group of superheroes dedicated to protecting the world from threats beyond the capabilities of any single hero.Impact on Society:Iron Mans emergence had a profound impact on society.His advanced technology and willingness to use it for the betterment of humanity inspired many.Stark Industries shifted its focus from weapons manufacturing to developing clean energy and other technological advancements that could benefit society.Conflicts and Battles:Throughout his journey,Iron Man faced numerous adversaries,including the Mandarin, Ultron,and Thanos.These battles often pushed Tony to the limits of his physical and mental capabilities,forcing him to innovate and adapt to overcome seemingly insurmountable odds.Legacy and Influence:Tony Starks legacy extends beyond his battles as Iron Man.He has inspired a generation of young scientists and engineers to pursue their dreams and use their talents for the betterment of humanity.His story is one of redemption,growth,and the power of technology to change the world for the better.In conclusion,Iron Man is more than just a superhero he is a symbol of innovation, courage,and the potential for positive change in the face of adversity.His story serves as an inspiration to many,showing that even those with significant flaws can rise to become heroes.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Malleable SpecificationsMALLEABLE THREADED FITTINGS Standard Class 150 Specifications:ANSI B1.20.1, Threads. B16.3, Dimensions, Pressure Rating.A.S.T.M. A197, Material, A153, Galvanizing.Federal Spec. WWP 521Pressure Ratings: 150 p.s.i. – Saturated Steam300 p.s.i. – At 150 degrees W.O.G.U.L. Listed Where ApplicableExtra Heavy Class 300 Specifications:ANSI B1.20.1, Threads, B16.3, Dimensions, Pressure Rating.A.S.T.M. A197, Material. A153, GalvanizingPressure Ratings:300 p.s.i. – Saturated Steam¼” – 1” – 2000 p.s.i. – At 150 Degrees W.O.G.1 ¼” – 2” – 1500 p.s.i. – At 150 Degrees W.O.G.2 ½” – 3” – 1000 p.s.i. – At 150 Degrees W.O.G.U.L. Listed Where ApplicableUnion Specifications: (Brass to Brass, Brass to Iron, Iron to Iron,Gasket Type, Dielectric Iron to Brass) ANSI B.1.20.1, Threads, B16.39, Dimensions, Pressure Rating.A.S.T.M. A197, Material, A153, Galvanizing.Federal Spec. WW-U-531Pressure Ratings:Class 150 – 150 p.s.i. – Saturated Steam300 p.s.i. – At 150 Degrees W.O.G.Class 250 – 250 p.s.i. – Saturated Steam500 p.s.i. – At 150 Degrees W.O.G.Class 300 – 300 p.s.i. – Saturated Steam600 p.s.i. – At 150 Degrees W.O.G.U.L. Listed Where ApplicableCast Iron SpecificationsCAST IRON FITTINGSStandard Class 125 Specifications:ANSI B1.20.1, Threads. B16.4, Dimensions, Pressure Rating.A.S.T.M. A126, Material, A153, Galvanizing.Pressure Ratings:125 p.s.i. – Saturated Steam Federal Spec:WW-P-501300 p.s.i. – At 150 degrees W.O.G.U.L. Listed Where ApplicablePlug and Bushing Specifications:ANSI B1.20.1, Threads. B16.14, Dimensions, Pressure Rating.A.S.T.M. A197(Malleable),A126(Cast) A153 Galvanizing.Pressure Ratings (Mall.):125 p.s.i. – Saturated Steam Federal Spec:WW-P-471300 p.s.i. – At 150 degrees W.O.G.U.L. Listed Where Applicable Pressure Rating (Cast): 125 p.s.i. – Saturated Steam175 p.s.i. – At 150 Degrees W.O.G.Drainage Fitting Specifications:ANSI B1.20.1, Threads, B16.12, Dimensions.A.S.T.M. A126, Material. A153, Galvanizing Federal Spec: WW-P-941Cast-Iron Flange Specifications:ANSI B1.20.1, Threads. B16.1, Dimensions, Pressure Rating.A.S.T.M. A126, Material, A153, Galvanizing.Pressure Ratings:125 p.s.i. – Saturated Steam Federal Spec:WW-F-406175 p.s.i. – At 150 degrees W.O.G.U.L. Listed Where ApplicableCast-Iron Flanged Fitting Specifications:ANSI B16.1, Dimensions, Pressure Rating.A.S.T.M. A126 Class B Material.Pressure Ratings:125 p.s.i. – Saturated Steam Federal Spec:WW-F-406175 p.s.i. – At 150 degrees W.O.G.U.L. Listed Where ApplicableMalleable, Cast Iron, Forged Steel, andNipple standards & specifications. Standards and SpecificationsDIMENSIONS MATERIAL GALVANIZING THREAD PRESSURERATINGFEDERAL/OTHERM.I. FittingsClass 150ANSI B16.3ASTM A-197ASTM A-153ANSI B.1.20.1+ANSI B16.3WW-P-521 Class 300ANSI B16.3ASTM A-197ASTM A-153ANSI B.1.20.1+ANSI B16.3M.I. UnionsClass 150ANSI B16.39ASTM A-197ASTM A-153ANSI B.1.20.1+ANSI B16.39WW-U-531 Class 250ANSI B16.39ASTM A-197ASTM A-153ANSI B.1.20.1+ANSI B16.39WW-U-531 Class 300ANSI B16.39ASTM A-197ASTM A-153ANSI B.1.20.1+ANSI B16.39WW-U-531Cast-Iron Threaded FittingsClass 125ANSI B16.4ASTM A-126(A)ASTM A-153ANSI B.1.20.1+ANSI B16.4WW-P-501 Class 250ANSI B16.4ASTM A-126(A)ASTM A-153ANSI B.1.20.1+ANSI B16.4WW-P-501C.I. Plugs and BushingsANSI B16.14ASTM A-126(A)ASTM A-153ANSI B.1.20.1+*WW-P-471C.I. Drainage Threaded FittingsANSI B16.12ASTM A-126(A)ASTM A-153ANSI B.1.20.1+*WW-P-491C.I. Flanges and Flanged FittingsClass 125 (1"-12")ANSI B16.1ASTM A-126 (A) or (B)ASTM -A 153ANSI B.1.20.1+ANSI B16.1WW-F-406 Class 125 (14"-up)ANSI B16.1ASTM A-126 (B)ASTM -A 153ANSI B.1.20.1+ANSI B16.1WW-F-406 Class 250 (1"-12")ANSI B16.1ASTM A-126 (A) or (B)ASTM -A 153ANSI B.1.20.1+ANSI B16.1WW-F-406 Class 250 (14"-up)ANSI B16.1ASTM A-126 (B)ASTM -A 153ANSI B.1.20.1+ANSI B16.1WW-F-406Forged Steel Threaded FittingsClass 2000,3000,6000ANSI B16.11ASTM A105ANSI B.1.20.1+ANSI B16.11A182A350Pipe Nipples ASTM A 733ANSI B.1.20.1+*WW-N-351** Steel PipeWelded ASTM A 53 Type FWelded ASTM A 120Seamless ASTM A 53 Gr. B. Type SSeamless(High Temp.)ASTM A 106 Gr. BBrass ASTM B 43*The Standard**Compliance with Dimensions and Material Only"+" ANSI B.1.20.1 was ANSI B2.1Nipple SpecificationsSteel PipeNIPPLESEND FINISHESSPECIFICATIONSTapered Pipe MATERIALS:Thread(NPT) Manufactured in accordance with ASTM Standard Specification A733 -Furnished unless Welded and seamless carbon steel and austenitic stainless steel pipe special finish nipples.requested. Paragraph 1.1.1 welded carbon steel nipples and 1.1.2 seamless carbonsteel nipples.FINISHESAnvil steel nipples are available in black, electro galvanized or hot-dipped Straight Pipe galvanized finishes. Please specify finish required when ordering.ThreadTHREADSAnvil pipe nipples are threaded on both ends with standard tapered pipethreads conforming to the American Standard for Pipe Threads A.N.S.I.B1.20.1.Roller Cut Threads are right hand on each end unless otherwise specified. Left Furnished when hand threads or plain ends or combinations are available.specified on order.(Not deburred.) SPECIAL LENGTHSAnvil can supply special lengths, special threading and special Reamed and finishes to order.ChamferedEnds sq. cut and LENGTH bevelled on O.D. at Nipples with lengths up through 12 in. long have a length tolerance35° +/- 10° to axis.of +/- 1/10 in. Nipples over 12 in. long have a tolerance of +/- 1/8.Inside burrs removedIDENTIFICATION Square CutWhere possible, each Anvil seamless pipe nipple is identified with Ends square cut to The anvil trademark central axis-Seamless designation "SMLS"all burrs removed Pipe schedule STD, XS,SCH160 and XXS.GroovedMaterial designation A106 B。