PROE钣金展开展开计算方法
钣金产品展开计算标准

展开的基本公式:
展开长度=料内+料内+补偿量
R=0,折弯角θ=90°T<,不含1.2mm
L=A-T+B-T+K
=A+B-2T+
上式中取:λ=T/4
K=λπ/2
=T/4π/2
=
R=0, θ=90° T≧,含1.2mm
L=A-T+B-T+K
=A+B-2T+
上式中取:λ=T/3
K=λπ/2
=T/3π/2
∵ TAB=H -EFEF+πEF2/4
∴ AB={HEF+π/4-1EF2}/T
∴预冲孔孔径=D–2AB
T≧时,取EF=60%T.
在料厚T<时,EF的取值请示上级.
方形抽孔
方形抽孔,当抽孔高度较高时H>Hmax,直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时H≦Hmax直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.
以下Hmax取值原则供参考.
当R≧4MM时:
材料厚度T=~取Hmax=4T
材料厚度T=~取Hmax=5T
材料厚度T=~取Hmax=6T
材料厚度T≦取Hmax=8T
当R<4MM时,请示上级.
压缩抽形1 Rd≦
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆PA-P-PB的方式作一段与两直边和直径为D的圆相切的圆弧.
附件一:常见抽牙孔孔径一览表
料厚
类型
M3
M4
6-32
附件二:常见预冲孔孔径一览表
料厚
(完整版)钣金件折弯展开计算方法
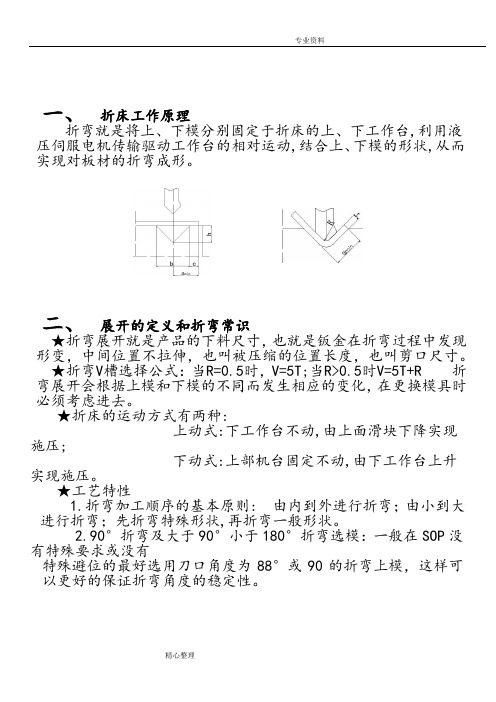
一、折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。
二、展开的定义和折弯常识★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现施压;下动式:上部机台固定不动,由下工作台上升实现施压。
★工艺特性1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。
2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图:<1>直角展开的计算方法当内R 角为0.5时折弯系数(K )=0.4*T ,前提是料厚小于5.0MM ,下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法如图,当R=0.5时的展开计算A+B+K=展开K= ×0.4a=所有折弯角度1800-2 900<3>锐角展开的计算方法900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图:当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180—@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用 4.4.1所选的模具将折弯角度折到约300-650.展开死边=L1+L2-0.5T<5>压U边选模:上模选用刀口角度为300的小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
钣金展开计算方法简介课件
L = π(R + t) - (π - 2θ)t
计算工具与软件介绍
AutoCAD
01
一款常用的CAD软件,可用于绘制钣金展开图和进行相关计算。
SolidWorks
02
一款功能强大的三维CAD软件,可用于钣金设计和展开计算。
FEA(有限元分析)软件
03
如ANSYS、ABAQUS等,可用于模拟钣金展开过程和进行详细
的结构分析。
03
钣金展开计算的实例分析
实例一:简单折弯件的展开计算
基础计算
简单折弯件是指只有一个弯折的钣金件。其展开计算主要考虑弯折的角度和材料 的厚度。常用的公式是:长度 = 原始长度 - 2 * tan(θ/2) * r,其中θ是弯折角度, r是内半径。
实例二:复杂折弯件的展开计算
多步骤计算
校核与调整
根据计算结果,校核展开尺寸 是否符合实际需求,如有需要
可进行适当调整。
计算公式与数学模型
平行线法展开公式
L = π(R + t) - (R - t)ln(R / t)
三角形法展开公式
L = (πR + 2t)arcsin(t / R) - (R - t)ln[R / (R - t)sin(arcsin(t / R))]
VS
高强度材料
高强度材料的出现使得钣金零件的承载能 力和稳定性得到了显著提高,但同时也带 来了更大的加工难度和计算复杂性,需要 展开计算方法不断更新和完善。
新工艺对钣金展开计算的影响
激光切割技术
随着激光切割技术的不断发展,钣金零件的 加工精度和速度得到了极大提升,对钣金展 开计算的精度和效率也提出了更高的要求。
04
三种图解Proe钣金展开方式
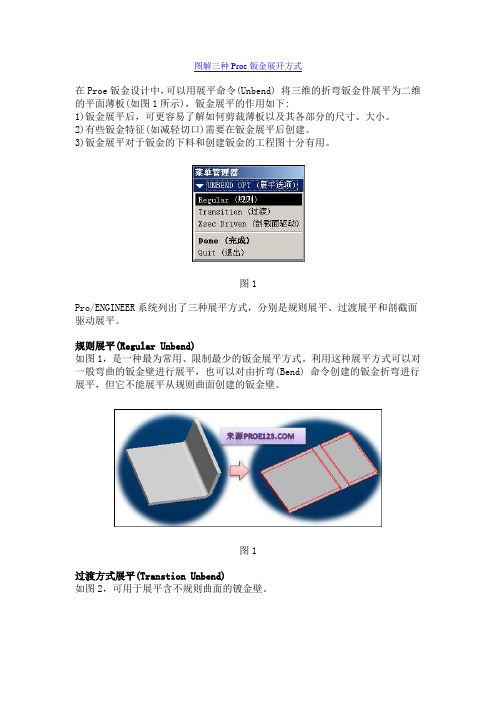
图解三种Proe钣金展开方式在Proe钣金设计中,可以用展平命令(Unbend) 将三维的折弯钣金件展平为二维的平面薄板(如图1所示),钣金展平的作用如下:1)钣金展平后,可更容易了解如何剪裁薄板以及其各部分的尺寸、大小。
2)有些钣金特征(如减轻切口)需要在钣金展平后创建。
3)钣金展平对于钣金的下料和创建钣金的工程图十分有用。
图1Pro/ENGINEER系统列出了三种展平方式,分别是规则展平、过渡展平和剖截面驱动展平。
规则展平(Regular Unbend)如图1,是一种最为常用、限制最少的钣金展平方式。
利用这种展平方式可以对一般弯曲的钣金壁进行展平,也可以对由折弯(Bend) 命令创建的钣金折弯进行展平,但它不能展平从规则曲面创建的钣金壁。
图1过渡方式展平(Transtion Unbend)如图2,可用于展平含不规则曲面的镀金壁。
图2截面驱动方式展平(Xsection Driven)如图3,有些饭金壁中含有圆角结构,在展开这类饭金壁的过程中,圆角区域与其邻近的饭金壁会形成一个特殊区域,即不规则的区域,这种不规则区域的饭金件可采用剖截面驱动方式远行民井。
比庭的咱截面”实际上是指一条影响展平形状的”驱动”曲线(软件中称为”剖截面曲线勺,该曲线决定饭金展开的形状。
采用这种方式展平银金时,要注意以下几点:1)需定义固定边,固定边位于固定面与展平面的交界处,且此边必须落在固定面上。
2)需从现有的几何中选取”驱动”曲线或者草绘曲线,曲线必须与固定面处在相同的平面中。
不同的曲线会产生不同的展平效果。
3)需定义固定侧,即在展开时固定边的两侧中欲保持不动的那一侧。
图3。
钣金加工中的工程展开计算方法

(1)当T'≧0.7T时,取T'=0.7T,并保証抽孔内径.
(2)当0.5T<T'<0.7T时,按原图抽孔内﹑外径取值.
(3)当T'≦0.5T时,取T'=0.5T,并保証抽孔外径.
注:若计算出的预冲孔孔径<1.0,则取预冲孔径为1.0.
反折压平:
上冲头
下模
预冲孔
M3.5
T=0.6
1.83.24ຫໍສະໝຸດ 01.6T=0.8
4.2
1.8
T=1.0
4.4
2.0
T=1.2
4.6
2.0
T=1.5
5.0
2.4
M4
T=0.6
2.1
3.6
4.4
1.8
T=0.8
4.6
2.0
T=1.0
4.6
2.0
T=1.2
4.8
2.2
T=1.5
5.2
2.4
M5
T=0.6
2.5
4.6
5.6
1.当H2T时:
(2)当θ≦70°时,
T≦1.5时,将两侧倒R=T圆弧偏移0.5T,得到中性层,按中性层展开
T>1.5时,连接两清角处,加上两θ角处的K值得到变形区
(2)当θ>70°时,按Z折1 (直边段差)的方式展开.
2.当H2T时,按两段折弯展开(R=0,θ≠90°).
Z折4 (过渡段为两圆弧相切):
120°
4.8
2.0
2.6
0.9
7.6
5.1
120°
4.8
2.2
钣金折弯展开的计算方法

钣金折弯展开的计算方法钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工折弯的角度。
展开计算原理:1.板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示。
展开计算的基本公式:展开长度=料内+料内+补偿量1)一般折弯:(R=0,θ=90°)L=A+B+K1.当0≤T≤0.3时,K=02.对于铁材:a.当0.3≤T≤1.5时,K=0.4Tb.当1.5≤T≤2.5时,K=0.35Tc.当T>2.5时,K=0.3T3.对于其它有色金属材料如AL,CU:当T<0.3时,K=0.4T注:R≤2.0时,按R=0处理.2)一般折弯(R≠0θ=90°)L=A+B+K K值取中性层弧长1.当T≤1.5时λ=0.5T2.当T>1.5时λ=0.4T3)一般折弯(R=0θ≠90°)L=A+B+K’1.当T≤0.3时K’=02.当T<0.3时K’=(u/90)*K注:K为90∘时的补偿量4)一般折弯(R≠0θ≠90°)L=A+B+K1.当T≤1.5时λ=0.5T2.当T>1.5时λ=0.4TK值取中性层弧长注:当R≤2.0,且用折刀加工时,则按R=0来计算,A﹑B依倒零角后的直边长度取值5)Z折1(直边段差)1.当H>5T时,分两次成型时,按两个90°折弯计算2.当H≤5T时,一次成型,L=A+B+KK值依附件中参数取值6)Z折2(斜边段差)1.当H≤2T时,按直边段差的方式计算,即:展开长度=展开前总长度+KK=0.22.当H>2T时,按两段折弯展开(R=0θ≠90°).7)抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算,式中参数见右图(设预冲孔为X,并加上修正系数–0.1):1.若抽孔为抽牙孔(抽孔后攻牙),则S按下列原则取值:T≦0.5时取S=100%T0.5<T<0.8时取S=70%TT≧0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2.若抽孔用来铆合,则取S=50%T,H=T+T’+0.4(注:T’是与之相铆合的板厚,抽孔与色拉孔之间隙为单边0.10~0.15)3.若原图中抽孔未作任何标识与标注,则保证抽孔后内外径尺寸4.当预冲孔径计算值小于1.0时,一律取1.08)反折压平L=A+B-0.4T1.压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2.反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时,须按30°折弯线画。
钣金展开计算几种方法

钣金展开计算几种方法嘿,朋友们!今天咱就来聊聊钣金展开计算的那几种奇妙方法呀!你说这钣金展开计算,就好像是解开一道道谜题。
第一种方法呢,就像是走一条笔直的大道,直接明了,那就是通过几何公式来计算。
就好比你知道了一个图形的各个边长和角度,那就能顺顺利利地把它展开来。
这多简单呀,就像你知道一加一等于二那么清楚明白。
还有一种方法呢,就像是摸着石头过河,一步一步试探着来,这就是经验法。
那些经验丰富的老师傅们,他们凭借着多年的实践经验,眼睛一瞄,心里就有了底。
他们能根据以往的案例和感觉,八九不离十地算出展开的尺寸。
这就好像你熟悉了回家的路,哪怕闭着眼也能走回去一样。
然后啊,现在还有软件计算法呢!这可真是高科技的好帮手呀。
把数据往软件里一输,嘿,它就给你快速准确地算出结果来。
这多方便呀,就跟有个智能小助手随时在你身边帮忙似的。
你想想看,要是没有这些方法,那我们要做个钣金件得多费劲呀!就好像要去攀登一座没有路的高山,那得多难呀。
但是有了这些方法,就像是有了登山的路径和工具,一下子就变得容易多啦。
比如说,我们要做一个形状奇特的钣金件,如果只用一种方法去计算,那可能会走很多弯路,甚至算错。
但要是我们把几种方法结合起来呢,那就像多了几条腿走路,更稳当,也更能保证准确性。
咱再打个比方,几何公式就像是数学里的定理,那是板上钉钉的规则;经验法呢,就像是生活中的小窍门,实用又好用;软件计算法呀,就是现代科技的结晶,高效又精确。
总之呢,这几种钣金展开计算方法各有各的好,各有各的用处。
我们在实际操作中呀,可不能死板地只用一种,要灵活运用,根据不同的情况选择最合适的方法。
这样才能做出完美的钣金件呀!这可不是我瞎吹,你试试就知道啦!所以呀,大家可得好好掌握这些方法,让它们为我们的工作和生活带来便利。
别小瞧了这些方法,它们可是我们在钣金世界里闯荡的得力武器呢!。
钣金加工计算公式集合

钣金折弯计算公式1.生产车间经验值2.PROE计算公式PROE钣金展开经验公式经验公式(车间老师傅的算法,在实际中略有不同,需要调整)前提条件:r<2 壁厚<2.5 折弯角度90°展开长度L=L1+L2-2T+0.5T (1)L1 L2为外径T为板厚也即L=L1'+L2'+0.5T (2) L1' L2'为径T为板厚还即L=L1"+L2"+2r+0.5T (3) L1" L2"为直段长度r为折弯径我这里是用的0.5T,大多数人有用0.3T的如果r/T>2,就直接用中性层K=0.5计算好了再看PROE中的展开PROE中的展开长度就是:L=L1"+L2"+DL L1" L2"为直段长DL为弧段展开长请记住这个DL,这个DL就是我们要制作的折弯表的值!再回过来看看上贴的第三个公式L=L1"+L2"+2r+0.5T 很容易导出:DL=2r+0.5T DL为弧段展开长r为折弯径现在要制作折弯表了折弯系数DL弧长=2(R+KT)*3.14*(折弯角/360) K为K因子 T为厚 R为侧半径折弯系数DL弧长=2R+0.2T =K=0.41因子折弯扣除L=2R-0.2T折弯系数DL弧长=2R+0.3T =K=0.46因子折弯扣除L=2R-0.3T折弯系数DL弧长=2R+0.35T =K=0.5因子折弯扣除L=2R-0.35T钣金展开经验计算方法声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。
先说一个名词:折弯余量折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。
(完整版)钣金展开计算

关于钣金中的展开计算4.1 R=0,折彎角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*/2=T/4*π/2=0.4T4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/4(實際展開時除使用尺寸計算方法外,也可在確定中性層位置後,通過偏移再實際測量長度的方法.以下相同)4.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a單位為rad,以下相同)4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/44.6 Z折1.計算方法請示上級,以下幾點原則僅供參考: (1)當C≧5時,一般分兩次成型,按兩個90°折彎計算.(要考慮到折彎沖子的強度)L=A-T+C+B+2K(2)當3T<C<5時<一次成型>:L=A-T+C+B+K(3)當C≦3T時<一次成型>:L=A-T+C+B+K/24.7 Z折2.C≦3T時<一次成型>:L=A-T+C+B+D+K4.8 抽芽抽芽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;ABCD四邊形面積=GFEA所圍成的面積.一般抽孔高度不深取H=3P(P為螺紋距離),R=EF見圖∵T*AB=(H -EF)*EF+π*(EF)2/4∴AB={H*EF+(π/4-1)*EF2}/T∴預沖孔孔徑=D – 2ABT≧0.8時,取EF=60%T.在料厚T<0.8時,EF的取值請示上級.4.9 方形抽孔方形抽孔,當抽孔高度較高時(H>Hmax),直邊部展開與彎曲一致, 圓角處展開按保留抽高為H=Hmax的大小套彎曲公式展開,連接處用45度線及圓角均勻過渡, 當抽孔高度不高時(H≦Hmax)直邊部展開與彎曲一致,圓角處展開保留與直邊一樣的偏移值.以下Hmax取值原則供參考.當R≧4MM時:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T當R<4MM時,請示上級.4.10壓縮抽形1 (Rd≦1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd≦1.5T時,求D值計算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/24.11壓縮抽形2 (Rd>1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd>1.5T時:l按相應折彎公式計算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/24.12捲圓壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+0.2T圖(d): 捲圓壓平後的產品形狀4.13側沖壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+1.0T圖(d): 側沖壓平後的產品形狀4.14 綜合計算如圖:L=料內+料內+補償量=A+B+C+D+中性層弧長(AA+BB+CC)(中性層弧長均按“中性層到板料內側距離λ=T/3”來計算)備註:a標注公差的尺寸設計值:取上下極限尺寸的中間值作為設計標准值.b孔徑設計值:一般圓孔直徑小數點取一位(以配合沖頭加工方便性),例:3.81取3.9.有特殊公差時除外,例:Φ3.80+0.050取Φ3.84.c 產品圖中未作特別標注的圓角,一般按R=0展開.附件一:常見抽牙孔孔徑一覽表料厚0.6 0.8 1.0 1.2類型M3 3.5 3.7 4.0 4.2M3.5 3.9 4.2 4.4 4.7M4 4.4 4.6 4.9 5.1#6-32 3.8 4.1 4.3 4.6附件二:常見預沖孔孔徑一覽表料厚0.6 0.8 1.0 1.2在R≠0,θ=90°时;的折弯系数列表:(单位:mm)注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
钣金折弯系数表和计算公式
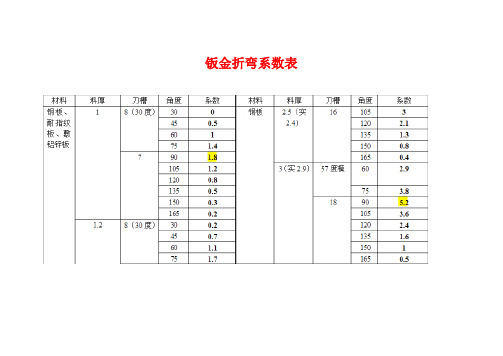
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE 在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
钣金展开长度计算(折弯系数)
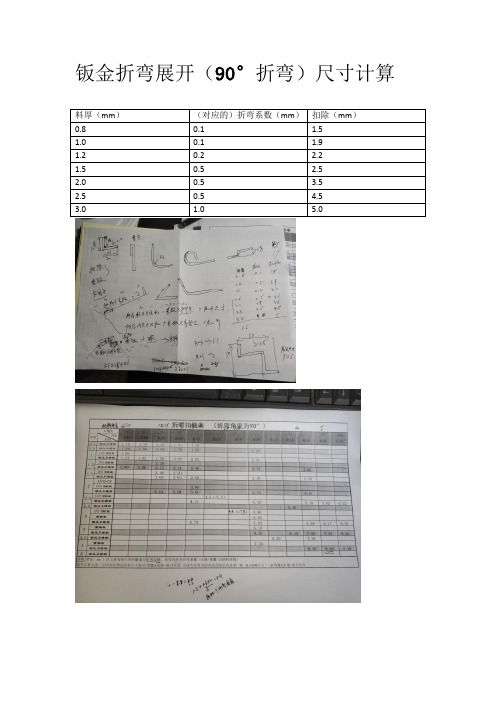
钣金折弯展开(90°折弯)尺寸计算所有外尺寸的和-弯数×扣除=展开尺寸所有内尺寸的和+弯数×系数=展开尺寸由上式知,当弯数=1时,外尺寸和-扣除=内尺寸和+系数则,外尺寸和-内尺寸和=系数+扣除而,外尺寸和-内尺寸和=2δ所以,系数+扣除=2δ注:1.δ是钣金厚度2.这里的“外尺寸和、内尺寸和”是指画钣金时草图线之和,不考虑圆弧(图1)如图2,此钣金厚度是1.5,内R=0(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5(图2)如图2,此钣金厚度是1.5,内R=0.3,(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5+2×0.3=1.1),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5对于上面两个内R不同,但展开尺寸却是不变的。
由于折弯系数是板厚δ决定的,所以算出来的展开尺寸是不变的。
当内R过大时(大圆弧,如内R=5,甚至内R为几十),折弯系数改为K因子,一般设K=0.5(什么时候不是0.5呢?),先整个钣金件设折弯系数折弯,再调整大圆弧折弯系数为K因子。
(先调整整体,再调个别)。
钣金展开计算方法

钣金展开计算方法
钣金展开计算是钣金加工中非常重要的一环,它直接影响着零
件的加工质量和成本。
正确的展开计算方法可以提高生产效率,降
低材料浪费,保证产品质量。
下面将介绍钣金展开计算的方法和步骤。
首先,我们需要准备好需要加工的零件图纸,对零件的尺寸、
形状和加工要求有一个清晰的了解。
然后,根据零件的形状和尺寸,选择合适的展开计算方法。
常见的展开计算方法有数学计算法、图
形法和模具法。
数学计算法是最基本的展开计算方法,它适用于简单形状的零件,如矩形、圆形等。
通过数学公式和计算,可以快速准确地得出
展开后的尺寸和形状。
图形法是一种直观的展开计算方法,它适用于复杂形状的零件,如曲线、弧线等。
通过在纸板上绘制零件的展开图,然后进行测量
和计算,可以得出展开后的尺寸和形状。
模具法是一种实用的展开计算方法,它适用于大批量生产的零
件,如汽车车身、家电外壳等。
通过制作展开模具,可以快速准确
地得出展开后的尺寸和形状。
在进行展开计算时,需要注意以下几点,首先,要准确理解零
件的形状和尺寸,确保计算的准确性;其次,要选择合适的展开计
算方法,根据零件的特点进行选择;最后,要进行反复验证和调整,确保展开后的尺寸和形状符合要求。
总之,钣金展开计算是钣金加工中至关重要的一环,正确的展
开计算方法可以提高生产效率,降低材料浪费,保证产品质量。
希
望以上介绍的方法和步骤能对大家有所帮助,谢谢!。
钣金展开计算方法

钣金展开计算方法计算方法展开得基本公式:展开长度=料内+料内+补偿量1 R=0,折弯角θ=90°(T<1、2,不含1、2mm) L=(A-T)+(B-T)+K=A+B-2T+0、4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0、4T2 R=0, θ=90°(T≧1、2,含1、2mm)L=(A-T)+(B-T)+K=A+B-2T+0、5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0、5T3 R≠0 θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦ R <5T λ=T/30 < R <t λ=t 4<="" p=""></t λ=t> (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度得方法、以下相同)4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)5 R≠0 θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5T λ=T/30 < R <t λ=t 4<="" p=""></t λ=t>6 Z折1、计算方法请示上级,以下几点原则仅供参考:(1)当C≧5时,一般分两次成型,按两个90°折弯计算、(要考虑到折弯冲子得强度)L=A-T+C+B+2K(2)当3T<c<5时:</c<5时L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/27 Z折2、C≦3T时<一次成型>:L=A-T+C+B+D+K8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成得面积、一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0、8时,取EF=60%T、在料厚T<0、8时,EF得取值请示上级、9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax得大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样得偏移值、以下Hmax取值原则供参考、当R≧4MM时:材料厚度T=1、2~1、4取Hmax =4T材料厚度T=0、8~1、0取Hmax =5T材料厚度T=0、7~0、8取Hmax =6T材料厚度T≦0、6取Hmax =8T当R<4MM时,请示上级、10压缩抽形1 (Rd≦1、5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)得方式作一段与两直边与直径为D得圆相切得圆弧、当Rd≦1、5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/211压缩抽形2 (Rd>1、5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)得方式作一段与两直边与直径为D得圆相切得圆弧、当Rd>1、5T时:l按相应折弯公式计算、D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0、86*(Rd-2T/3)*[(r+T/3)+0、16*(Rd-2T/3)]}1/212卷圆压平图(a): 展开长度L=A+B-0、4T图(b): 压线位置尺寸 A-0、2T图(c): 90°折弯处尺寸为A+0、2T图(d): 卷圆压平后得产品形状13侧冲压平图(a): 展开长度L=A+B-0、4T图(b): 压线位置尺寸 A-0、2T图(c): 90°折弯处尺寸为A+1、0T图(d): 侧冲压平后得产品形状14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)备注:a标注公差得尺寸设计值:取上下极限尺寸得中间值作为设计标准值、b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3、81取3、9、有特殊公差时除外,例:Φ3、80+0、050取Φ3、84、c 产品图中未作特别标注得圆角,一般按R=0展开、附件一:常见抽牙孔孔径一览表料厚0、6 0、8 1、0 1、2注意:折弯系数不就是绝对得,各加工工厂得钣金工艺工程师会根据所用GB材料以及加工注意:折弯系数不就是绝对得,各加工工厂得钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
钣金展开计算法

钣金展开计算法
钣金展开计算法是指一种能够准确计算钣金工件复杂形状的方法,是钣金加工中非常重要和有用的数学运算法则。
它的基本原理是:通过对不规则图形进行展开,就可以准确计算不规则图形所占面积。
1、建立三角形网格:在需要计算的不规则图形上,经过三角剖分,把不规则
图形分解为多个基本三角形拼接小块,其中包括端点、边缘、定点等;
2、优化展开:在钣金加工中,需要把不规则的图形展开二维平面,这时候就
要考虑展开的优化问题,即把最细小的三角形拼接小块变为一个连续的矩形面板展开出来,以节省原钣金件厚度和面积;
3、计算展开角度:利用三角函数和距离计算方法,计算每个三角形分块所需
要展开的角度以及展开之后矩形面板的尺寸;
4、确定初始位置:在三角形网格分解之后,确定每个三角形分块所在的初始
位置,一般是从面板的中心位置出发;
5、计算面积:将每个三角形分块展开后即可统计总的展开面积,用来比较选
择出最合理及最合适的复杂形状;
6、编程处理:利用计算机自动编程进行三角形钣金展开计算,可以实现快速
精准的展开计算,提高钣金加工效率。
使用钣金展开计算法需要注意以下几点:
钣金展开计算法是钣金加工中常用的一种数学运算法,其有效解决了复杂形状的计算问题,提高了钣金加工的精度及效率,使钣金加工制造更加高效和精确。
折弯件的展开尺寸计算方法【秘籍】

计算方式分为两种情况,具体分析如下:一,R角相对壁厚很小的情况下按照折弯扣除算比如1个厚度扣除1.75(每个公司的一般根据具体经验定)2个厚度扣除3.5等。
二,R角很大时,以中位线(即内外两条线的中心线)作为展开尺寸。
扩展资料:钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工折弯的角度。
PROE折弯系数计算公式:PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:L=0.5π×(R+K系数×T)×(θ/90)L: 钣金展开长度(Developed length)R: 折弯处的内侧半径(Inner radius)T: 材料厚度θ: 折弯角度Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下Y系数=(π/2)×k系数。
90度折弯的计算公式:钣金展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T就是板厚. 例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm 再减去2.5mm*1.6也就是4mm就好了,也就是356mm1 90°折弯(一般折弯)展开的长度为:L=LL+LS-2t +系数a 系数a的经验值如下表压死边如图11。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FOXCONN
NWE沖件樣品中心
THE PROTOTYPE CENTER OF NET WORK ENCLOSURE
工程管制部教育訓練教材
產品展開計算方法
(節選自《鐵件樣品制造標准文件》)
- 17 -
一. 目的
統一展開計算方法,做到展開的快速准確.
二. 適用範圍
NWE沖件樣品中心.
三. 展開計算原理
板料在彎曲過程中外層受到拉應力,內層受到壓應力,從拉到壓之間有一既
不受拉力又不受壓力的過渡層--中性層,中性層在彎曲過程中的長度和彎曲前一
樣,保持不變,所以中性層是計算彎曲件展開長度的基准.中性層位置與變形程度
有關, 當彎曲半徑較大,折彎角度較小時,變形程度較小,中性層位置靠近板料厚度
的中心處,當彎曲半徑變小, 折彎角度增大時,變形程度隨之增大,中性層位置逐漸
向彎曲中心的內側移動.中性層到板料內側的距離用λ表示.
四. 計算方法
展開的基本公式:
展開長度=料內+料內+補償量
一般折彎:(R=0, θ=90°)
L=A+B+K
1. 當0′T≤0.3時, K=0
2. 對于鐵材:(如GI,SGCC,SECC,CRS,SPTE,
SUS等)
a. 當0.3′T′1.5時, K=0.4T
b. 當1.5≤T′2.5時, K=0.35T
c. 當 T/2.5時, K=0.3T
3. 對于其它有色金屬材料如AL,CU:
當 T∃0.3時, K=0.4T
注: R≤2.0時, 按R=0處理.
一般折彎 (R≠0 θ=90°)
L=A+B+K
K值取中性層弧長
1. 當T′1.5 時 λ=0.5T
2. 當T
/1.5時 λ=0.4T
A
B
中性層
λ
FOXCONN
NWE沖件樣品中心
THE PROTOTYPE CENTER OF NET WORK ENCLOSURE
工程管制部教育訓練教材
產品展開計算方法
(節選自《鐵件樣品制造標准文件》)
- 18 -
一般折彎 (R=0 θ≠90°)
L=A+B+K’
1. 當T
≤0.3 時 K’=0
2. 當T∃0.3時 K’=(υ/90)*K
注: K為90∘時的補償量
A
B
υ
一般折彎 (R≠0 θ≠90°)
L=A+B+K
1. 當T′1.5 時 λ=0.5T
2. 當T/1.5時 λ=0.4T
K值取中性層弧長
注: 當R′2.0, 且用折刀加工時, 則按R=0來
計算, A﹑B依倒零角后的直邊長度取值
A
υ
λ
B
R
Z折1(直邊段差直邊段差)).
1. 當H/5T時, 分兩次成型時,按兩個90°折彎計算
2. 當H′5T時, 一次成型, L=A+B+K
K值依附件中參數取值
Z折2(2(非平行直邊段非平行直邊段非平行直邊段差差).
展開方法與平行直邊Z折方法相同(如上欄),高
度H取值見圖示
FOXCONN
NWE沖件樣品中心
THE PROTOTYPE CENTER OF NET WORK ENCLOSURE
工程管制部教育訓練教材
產品展開計算方法
(節選自《鐵件樣品制造標准文件》)
- 19 -
Z折3(3(斜邊段差斜邊段差斜邊段差)).
1. 當H
′2T時
1當θ≦70∘時,按Z折1(直邊段差)的方式計算,
即: 展開長度=展開前總長度+K (此時K=0.2)
2當θ>70∘時完全按Z折1(直邊段差)的方式計
算
2. 當H/2T時, 按兩段折彎展開(R=0 θ≠90°).
λ
λ
θ
Z折4(過渡段為兩圓弧相切):
1. H≦2T 段差過渡處為非直線段為兩圓弧相切展
開時,則取兩圓弧相切點處作垂線,以保証固定
邊尺寸偏移以一個料厚處理,然后按Z折1(直邊
段差)方式展開
2. H>2T,請示后再行處理
圓弧相切線
抽孔
抽孔尺寸計算原理為體積不變原理,即抽孔前后材料
體積不變;一般抽孔 ,按下列公式計算, 式中參數見
右圖 (設預沖孔為X, 并加上修正系數–0.1):
∵[S(H2S20.1)+πS2/4]π(D+d)/2=π×(D22X2)T/4
∴X2=D22[4S(H2S20.1)+πS2](D+d)/(2T)
∴X= D22[4S(H2S20.1)+πS2](D+d)/(2T)
1. 若抽孔為抽牙孔(抽孔后攻牙), 則S按下列原則取
值:
T≦0.5時取S=100%T
0.5
一般常見抽牙預沖孔按附件一取值
2. 若抽孔用來鉚合, 則取S=50%T, H=T+T’+0.4 (注:
T’是與之相鉚合的板厚, 抽孔與沙拉孔之間隙為
單邊0.10~0.15)
D
D
A
B
C
E
F
T
d
S
X
R
=
S
H
FOXCONN
NWE沖件樣品中心
THE PROTOTYPE CENTER OF NET WORK ENCLOSURE
工程管制部教育訓練教材
產品展開計算方法
(節選自《鐵件樣品制造標准文件》)
- 20 -
3. 若原圖中抽孔未作任何標識與標注, 則保証抽孔
后內外徑尺寸;
4. 當預沖孔徑計算值小于1.0時, 一律取1.0
反折壓平
L= A+B-0.4T
1. 壓平的時候,可視實際的情況考慮是否在折
彎前壓線,壓線位置為折彎變形區中部;
2. 反折壓平一般分兩步進行
V折30°
反折壓平
故在作展開圖折彎線時, 須按30°折彎線畫,
如圖所示:
FOXCONN
NWE沖件樣品中心
THE PROTOTYPE CENTER OF NET WORK ENCLOSURE
工程管制部教育訓練教材
產品展開計算方法
(節選自《鐵件樣品制造標准文件》)
- 21 -
N折
1. 當N折加工方式為墊片反折壓平, 則按
L=A+B+K 計算, K值依附件中參數取值.
2. 當N折以其它方式加工時, 展開算法參見
“一般折彎(R≠0 θ≠90°)”
3. 如果折彎處為直邊(H段),則按兩次折彎成形計
算:L=A+B+H+2K (K=90∘展開系數)
備註:
a.標注公差的尺寸設計值:取上下極限尺寸的中間值作設計標准值.
b.對於方形抽孔和外部包角的展開,其角部的處理方法參照<產品展開工藝處理
標准>,其直壁部分按90°折彎展開
FOXCONN
NWE沖件樣品中心
THE PROTOTYPE CENTER OF NET WORK ENCLOSURE
工程管制部教育訓練教材
產品展開計算方法
(節選自《鐵件樣品制造標准文件》)
- 22 -
附件一:常見展開標准數據
1. 直邊段差展開系數
H T0.50.81.01.21.51.62.03.2
0.50.1
0.80.20.10.1
1.00.50.20.20.20.20.2
1.51.00.70.50.30.30.30.30.2
2.01.51.21.00.80.50.40.40.3
2.52.01.71.51.31.00.90.50.4
3.02.52.22.01.81.51.41.00.5
3.52.72.52.32.01.91.50.6
4.03.23.02.82.52.42.00.8
4.53.73.53.33.02.92.51.3
5.04.03.83.53.43.01.8
2. 常見抽牙預沖孔孔徑一覽表
規格
料厚
M3M3.5M4M5#4-40#6-32#8-32
T=0.8
1.61.31.21.21.41.31.0
T=1.02.01.91.61.71.81.71.5
T=1.2
2.22.32.12.12.12.22.0
說明:1. 以上攻牙形式均為無屑式.
2. 抽牙高度:一般均取H=3P,P為螺紋距離(牙距).
3. N折展開系數
T H0.50.81.01.21.5
0.51.501.922.202.412.72
0.61.662.082.372.572.88
0.71.822.242.542.733.04
0.81.982.42.712.893.21
0.92.142.562.883.053.37
1.02.302.723.053.213.53
1.22.633.03.313.533.81
1.53.123.483.703.904.22