5052铝合金MIG焊工艺及接头性能
5052铝镁合金的焊接工艺分析
近年来,容器用铝及铝合金材料由于具有良好的耐蚀性能、力学性能、焊接性能、物理性能及其合理的性价比,从而在石油化工装置中被广泛应用。
我公司在吉林石化分公司30万t/a年聚乙烯装置及兰州石化公司60万t/a乙烯改扩建工程聚丙烯装置中承担了21台5052铝镁合金料仓的安装工程,其中21台料仓全部为现场组焊,为了确保焊接质量,制定合理的焊接工艺就显行尤为重要。
1 铝镁合金的焊接性分析1.1 铝镁合金简介铝镁合金属于防锈铝的一种(另一种为铝锰合金),老牌号标以LF××,F即为防锈铝中“防”字汉语拼音的第一个字母。
镁在铝中的室温溶解度为0.34%,极限溶解度为14.9%,铝镁合金表面可形成Al2O3·MgO尖晶石形氧化膜,具有良好的耐蚀性。
当镁含量较高时,铝镁合金中会析出β相Al2O3和Al5Mg8,β相与基体间的电位差较大,会使耐蚀性明显下降,因而铝镁合金中的镁含量一般低于12%,常用牌号低于8%,不同镁含量形成不同牌号。
铝材的标示我国过去多沿用前苏联的体系,也曾采用过前苏联的牌号表示方法,后来长期按GB/T340-1976《有色金属及合金产品牌号表示方法》用汉语拼音字母来标示铝及铝合金的牌号,其中铝镁合金用LF2、LF3来表示。
1997年1月1日开始实施的GB/T16474-1996《变形铝及铝合金牌号表示方法》代替GB/T340-1976中有关变形铝及铝合金牌号表示方法吴 俊(中国石油天然气第七建设公司,山东胶州 266300)摘 要5052铝镁合金的焊接关键是通过选择合理的焊接方法,按照严格的焊接工艺,通过对母材及焊材的清理工作以及采取恰当的反变形措施,从而保证获得良好的焊接接头性能。
关键词铝镁合金 焊接方法 母材及焊材的清理 反变形措施 部分,新的牌号表示方法主要采用变形铝及铝合金国际牌号注册协议组织(简称国际牌号注册组织)推荐的国际四位数字体系牌号命名方法,铝镁合金牌号始有5052、5086等。
铝合金MIG焊接工艺试验与分析

冷弯角度 (d=6.7 t[2])
180° 180°
150° 120°
180° 150°
150° 150°
150° 180°
注:强度值均为 3 个接头的平均值。
3 铝合金 MIG 焊注意事项
(1) 铝合金 MIG 焊 最 容 易 产 生 的 焊 接 缺 陷
150
Hot Working Technology 2009, Vol.38, No. 17
这种非热处理强化型铝合金的焊接软化程度较 低, 而 6061、6082 这种热处理强化型铝合金焊后 接头强度的软化比较严重, 强度只有原材料的 70%左 右,因此焊接 热影响区 (HAZ)是 接 头 的 薄 弱区。 在需要保证设计强度的部位应引起重视。
表 3 力学性能试验结果
材料组配
5083/5083 5083/5083 6061//6061 6061/6061 6082/6082 6082/6082 5083/6061 5083/6061 5083/6082 5083/6082
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
是气孔,其接头中的气孔主要是由氢引起的,而氢 的来源很多,主要有电弧气氛中的氢,铝板、焊丝 表面吸附空气中的水分等。因此,焊接时空气的相 对湿度应在 80%以下,所使用氩气的水分含量应 不大于 20 ppm , 否则焊缝会出现大量密集气孔,X 射线拍片检查不合格。
头出现软化区,其强度低于母材强度。 (3) 焊接时,环境空气的相对 湿度应在 80%
以下, 所使用氩气的水分含量应不犬于 20 ppm, 否则焊缝会出现大量密集气孔,X 射 线拍片检查 不合格。
参考文献:
铝合金焊接性能及焊接接头性能

铝合金焊接性能及焊接接头性能摘要:在高铁、地铁列车的制造中,铝合金材料是列车车体的主要材料之一,然而由于铝合金材料在焊接性能、焊接接头性能方面仍存在一定的不足,经常会出现气孔、裂纹等缺陷,因此高铁、地铁列车铝合金车体的焊接施工质量仍然很难保证。
本文对铝合金的焊接性能以及焊接接头性能进行了分析。
关键词:铝合金;焊接性能;焊接接头前言铝合金材料具有较强的化学活泼性及导热性,氧化膜密度则相对较低,这些特性使得铝合金在焊接过程中很容易出现问题,而要想对这些焊接问题进行有效处理,保证铝合金焊接质量,则需要明确铝合金焊接性能及其焊接接头性能,并在焊接过程中进行针对性地处理。
1铝合金焊接性能及焊接接头性能分析1.1高温强度低由于金属材料焊接通常都是在高温条件下进行,因此材料熔点对于焊接质量有着直接地影响,铝合金材料的熔点会因合金中纯铝含量不同而存在一定的差异,但通常都在600℃左右,这一熔点与铜等其他材料相对较高,但在进行高温焊接时,其强度与塑性却会迅速降低,这意味着焊接过程中铝合金材料很难支撑住液体金属,而焊缝也会因此而出现塌陷、烧穿等问题。
1.2膨胀系数高铝合金材料的膨胀系数普遍较高,大多都能达到铜、钢的两倍或以上,而收缩性最高则在75%左右,这意味着在焊接过程中,高温的影响很容易使铝材料因热胀冷缩而出现变形,并发生结晶裂纹、液化裂纹等现象。
另外,铝合金的导热性虽然比较高,但在高温影响下其内外部温度仍然会出现差异,温差的变化会使其内外部出现不同的膨胀,并产生较大的内应力,这同样是铝合金焊接容易出现热裂纹的主要原因。
同样,焊接完成后,随着焊接接头处温度的不断降低,如果收缩量较大且冷却速度较快,那么其收缩变速率就会随之提高,并使铝合金焊接接头处出现应力-应变状态,而这同样是焊接处产生裂纹的主要原因之一。
1.3氧化能力强铝材料的氧亲和力非常强,长期暴露在空气中很容易形成氧化铝薄膜,这种薄膜虽然厚度较低,且具有较高的密度与结实度,但熔点却高达2050℃,如果在未经处理的情况下直接进行焊接,铝材料就很难与其他金属材料有效结合起来,焊接接头出也会因氧化铝残渣的存在而出现气孔。
铝合金MIG脉冲焊
铝及铝合金脉冲熔化极气保焊(MIGP焊)的工艺特点唐山松下产业机器有限公司(063020)王玉松才旭铝及铝合金具有良好的耐蚀性,较高的比强度, 易加工成形和无磁性、无低温转变、导电性及导热性好等众多优点,在航空、航天、汽车、机车、机械制造、船舶及化学工业中大量应用。
铝比钢的比热大两倍,导热性能约大三倍,即升高同样的温度需要的热量较多,而散失热量较快。
铝工件表面极易氧化,生成难熔的Al2O3薄膜,在焊缝中容易产生夹杂物和气孔等缺陷,从而破坏金属的连续性和均匀性,降低机械性能和耐蚀性。
传统的铝及铝合金焊接方法是交流钨极氩弧焊(AC-TIG),其焊缝成形好,焊接质量高。
但是焊接效率低,无法实现自动化焊接。
用脉冲熔化极氩弧焊(MIGP)替代TIG焊接铝及铝合金,实现了半自动化和自动化焊接,效率提高3倍以上,且焊缝熔深大,强度高,但是外观成形不如TIG美观。
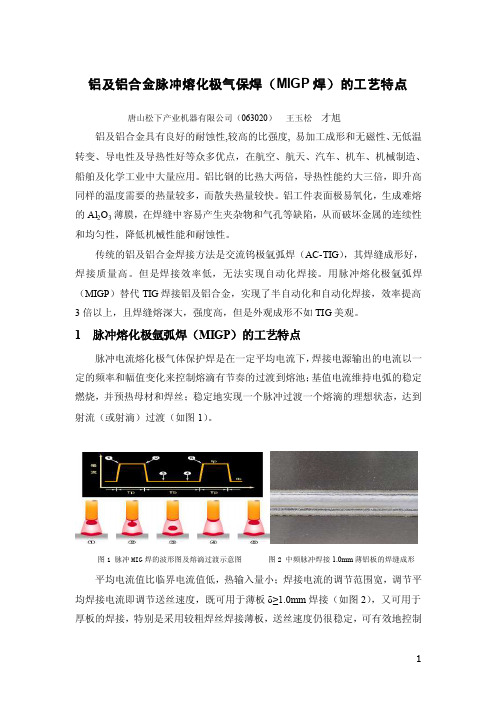
1 脉冲熔化极氩弧焊(MIGP)的工艺特点脉冲电流熔化极气体保护焊是在一定平均电流下,焊接电源输出的电流以一定的频率和幅值变化来控制熔滴有节奏的过渡到熔池;基值电流维持电弧的稳定燃烧,并预热母材和焊丝;稳定地实现一个脉冲过渡一个熔滴的理想状态,达到射流(或射滴)过渡(如图1)。
图1 脉冲MIG焊的波形图及熔滴过渡示意图图2 中频脉冲焊接1.0mm薄铝板的焊缝成形平均电流值比临界电流值低,热输入量小;焊接电流的调节范围宽,调节平均焊接电流即调节送丝速度,既可用于薄板δ≥1.0mm焊接(如图2),又可用于厚板的焊接,特别是采用较粗焊丝焊接薄板,送丝速度仍很稳定,可有效地控制热输入量。
由于电源输出特性为直流反接,阴极雾化能力强,有效地清除Al2O3薄膜。
脉冲电弧同时具有较强的熔池搅拌作用,可以改变熔池冶金性能,有利于消除气孔,未熔合等焊接缺陷。
2 脉冲熔化极氩弧焊(MIGP)的两种电弧模式2.1 中频脉冲模式中频脉冲模式为常用的焊接铝及铝合金的脉冲电弧模式(如图3)图3 中频脉冲波形图图4 低频脉冲(双脉冲)焊缝外观图一般选择“硬性”脉冲电弧,脉冲频率高,电弧的集中性强,焊接波形强化控制。
5052铝合金材料及其焊接特点

5052铝合金材料及其焊接特点2014-07-28牟泊仰铝百度亲,晚上好!此时您已经迷离在梦境的边缘又拿起手机来查看铝百度是否更新了吗?今天又是魔幻一周的开始,您是否是这种表情呢?生活就是如此这般,平平淡淡,就如那些常见的铝合金一样,比如之前说的6061,再比如今天小编要为大家谈的5052一样。
5052铝合金是5xxx系合金中的典型合金,Mg含量在2.2%~2.8%之间,属于低Mg、热处理不可强化铝合金,具有中等强度、良好的耐蚀性、焊接性和易于加工成形等特点。
合金退火状态塑性好,加工硬化率高,因而在硬状态时塑性低。
热轧板材后,合金在冷加工率为50%时,再结晶温度约为288℃。
合金中Mg是唯一的强化元素,有一定的固溶强化作用,且使合金的加工硬化率提高,合金能获得较明显的应变强化。
5052合金由于具有优良的成型性能、抗蚀性、可焊性、疲劳强度,常被用作装饰面板材料。
随着机械、汽车等相关行业的发展,5052铝合金板材的需求量越来越大,其研究主要集中在合金焊接工艺方面。
现在我们来看看5052铝合金具有的铝镁合金焊接特点:A.强的还原能力。
铝和氧的亲合力很强,铝在空气中极易与氧化合生成致密结实的A1203薄膜,膜厚约0.1μm; A1203的熔点高达2050℃,远远高于铝及铝合金的熔点(500一600 ℃ )。
在焊接过程中,氧化膜会阻碍金属之间的良好结合,易造成夹渣。
氧化铝膜还会吸附水分,焊接时会促使焊缝生成气孔。
B.较高的热导率和比热容。
铝及铝合金的热导率和比热容均为碳素钢和低合金钢的两倍多,在焊接过程中,大量的热量被迅速传导到基体金属内部,因而焊接铝及铝合金时,热量除消耗于熔化金属外,更多的无谓消耗于金属其他部位。
C.热裂倾向大。
铝的线膨胀系数约为22.9 x 10-6/ ℃,铁为11.7 x10-6/ ℃ ,铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。
铝凝固时的体积收缩率较大,达6.5 %,而铁为3.5 %,因而铝及铝合金焊接时容易产生缩孔、缩松、热裂纹及较高的内应力。
铝合金MIG焊接工艺研究及应用论文
试论铝合金MIG焊接工艺研究及应用【摘要】文章对铝合金mig焊接工艺进行了研究【关键词】铝合金;mig序言高强铝合金具有很高的室温强度及良好的高温和超低温性能,广泛应用于航空、航天及其它运载工具的结构材料,如:运载火箭的液体燃料箱、超音速飞机和汽车的结构件以及轻型战车的装甲等。
目前常用于铝合金连接的主要焊接方法有:交流钨极氩弧焊(tig)和直流反极性熔化极气体保护焊(mig)。
tig焊由于采用交流电,钨极烧损严重,限制了所使用的焊接电流,而且此法熔深能力弱,因此只适用于薄件铝合金的焊接。
mig焊包括连续电流焊接和脉冲电流焊接。
mig焊时,焊丝做为阳极,可采用比tig焊更大的焊接电流,电弧功率大,焊接效率高,故特别适合于中厚板铝合金的焊接。
实验研究发现,在铝合金mig焊时,脉冲电流焊接优于连续电流焊接,它提高了铝合金焊缝金属的强度、塑性和疲劳寿命。
为进一步提高电弧的稳定性、改善焊缝成形和增加熔深以及厚板铝合金的高效焊接,近几年国外发展了单丝复合脉冲mig焊和双丝tandem mig焊方法,本文针对30mm厚的7a52中厚板高强铝合金,进行了单丝单脉冲、复合脉冲和双丝tandem mig焊工艺的研究,并应用于生产中。
1 tandem双丝焊和单丝复合脉冲mig焊原理tandem双丝焊是将两根焊丝按一定角度放在一个特别设计的焊枪里,两根焊丝分别由各自独立的电源供电。
除送丝速度可以不同外,其它参数,如:焊丝的材质、直径、是否加脉冲等都可彼此独立设定,从而保证了电弧工作在最佳状态。
与其它双丝焊技术相比,由于两根焊丝的电弧是在同一熔池中燃烧,提高了总的焊接电流,因此提高了熔敷效率和焊接速度。
同时由于两根焊丝交替送进同一熔池,对熔池具有搅拌作用,而降低了气孔敏感性,改善了焊缝质量。
1.1 同频率同相位的(适合焊接钢)1.2 同频率相位差180度(适合焊接铝)1.3 不同频率相位任意(适合焊接钢)单丝复合脉冲焊接工艺是采用一个低频的协调脉冲对另一个高频脉冲的峰值和时间进行调制,使脉冲的强度在强、弱之间低频周期性切换,得到周期性变化的强弱脉冲群。
双脉冲MIG焊对5052铝合金焊接接头力学性能的影响
表 1 55 0 2合 金 与 E 3 6焊 丝 化 学成 分 R5 5
材 料
5 5 02 E 5 5 R 36
ws) ( i
02 . 5 02 .5
(e F)
04 . 0 01 . 0
猫C) fu
01 . 0 01 . 0
巍M ) f n
01 .0 00 — . 。 02 5 0
双脉 冲 MI G焊 T艺 方 法不但 可 以得 到 漂亮 的鱼鳞
状 焊 缝 外 观 , 且 有 较 高 的 焊 接 生 产 率 , 对 于 改 而 它 善 焊 缝 组 织 、 低 气 孑 率 起 到 了 良好 的 作 用 。 降 L
这 种焊 接 方 法 利用 调 整 高频 脉 冲强度 来 保 证
焊 工 接艺
雹焊梭
1 双 脉 冲 M I 焊 原 理 G
第4卷 1
相 匹 配 的 焊 接 接 头 。 合 金 焊 接 成 形 外 观 也 是 一 个 铝 重 要 的 问 题 , 有 的 TG 焊 成 形 好 但 效 率 低 , 通 现 I 普
双脉 冲 MI G焊就 是在高 频 的基 础上 , 再对 高频 电流波 形 进行 低 频 调制 , 单 位 脉 冲强 度 在 强 、 使 弱
弱 脉 1 双脉 冲 MI 焊 原 理 示 意 G
一
个脉 冲一个 熔滴 过 渡 , 用低 频 脉 冲调制 高频 脉冲
焊 丝选 用 E 5 5 , 径 1 R 36 直 . mm, 护 气 体 为 纯 6 保 度 9. 99 %的氩 气 , 接设 备 采 用德 国 E 焊 WM 公 司生
第 4期
拉 伸 断 口 扫 面 电 镜 下 的形 貌 如 图 4所 示 。 图 由
双脉冲MIG焊对5052铝合金焊接接头力学性能的影响
于控制。调制后的焊接电流稳定地实现了铝合金焊 接要求的亚射流过渡形式,电弧力和热输入随着低
见表 1。先采用正交试验在母材表面堆焊,确定最佳 的焊接工艺参数,如表 2 所示。焊前先用丙酮将
频调制频率的变化而变化,在获得均匀美观的鱼鳞 纹焊缝的同时,扩大了可焊接头间隙的范围,减少 气孔发生率,细化焊缝晶粒,降低裂纹敏感性,提高 了焊接接头的整体质量。
平均电流 I/A 205 205
表 2 焊接工艺参数
平均电压 U/V 24.0 24.0
低频脉冲频率 f/Hz 5 0
脉宽比 /% 50 0
气体流量 Q/L·min-1
25 25
焊接速度 v/cm·min-1
48.8 48.8
干伸长 L/mm
15 15
·82· Electric Welding Machine
1 双脉冲 MIG 焊原理
双脉冲 MIG 焊就是在高频的基础上,再对高频 电流波形进行低频调制,使单位脉冲强度在强、弱 之间低频周期性切换,得到周期性变化的强弱脉冲 群,所以双脉冲 MIG 焊也称为低频调制型脉冲 MIG 焊,其原理如图 1 所示。
这种焊接方法利用调整高频脉冲强度来保证
图 1 双脉冲 MIG 焊原理示意
5052 焊接接头硬度分布曲线如图 5 所示。
图 5 5052 焊接接头的硬度分布曲线
由图 5 可知,两种 MIG 焊工艺得到的接头,其 热影响区硬度值都较低,该区软化现象明显,双脉 冲和单脉冲在距离焊缝中心 8~11 mm 的区域硬度 值最低,双脉冲试件在这一区域的硬度损失比单脉 冲试件要小些。硬度和强度存在一定的对应关系, 硬度的分布一定程度上反映了强度的分布。在该区 域硬度点达到最低值,这在拉伸试验中也得到证 实,拉伸试件都是在距焊缝中心 10 mm 左右处拉断, 可见热影响区是整个焊接接头最薄弱的部位。接 头焊缝区硬度值比热影响区高,双脉冲试件焊缝区 平均硬度比单脉冲试件略高。母材硬度曲线较为平 均,在 72 HV 左右。这是由于焊接过程是一个熔炼 结晶过程,元素大量烧损和汽化,使焊缝组织发生 了一定的变化,而热影响区是一个再结晶过程,出现
5052铝板焊接工艺

5052铝板焊接工艺5052铝板焊接工艺是指使用5052铝板进行焊接时所采用的一系列工艺和方法。
5052铝板是一种常见的铝合金材料,具有良好的耐腐蚀性、可塑性和可焊性,广泛应用于航空航天、汽车制造、船舶建造等领域。
5052铝板的焊接工艺主要包括预处理、焊接设备选择、焊接参数确定、焊接操作和后处理等几个环节。
首先,在进行5052铝板焊接之前,需要对铝板进行预处理,包括清洗、除氧化层和除油污等工序,以保证焊接接头的质量。
在选择焊接设备时,需要考虑到焊接材料的类型、厚度和焊接要求等因素。
对于5052铝板的焊接,常用的焊接方法有氩弧焊、激光焊和电阻焊等。
根据具体的焊接需求,选择合适的焊接设备可以提高焊接质量和效率。
确定焊接参数是保证焊接质量的关键步骤。
焊接参数包括焊接电流、焊接电压、焊接速度和焊接角度等。
这些参数的合理设定需要根据5052铝板的材料特性和焊接接头的要求来确定。
一般来说,焊接电流和电压的设置应根据焊接接头的厚度和焊缝的宽度来确定,焊接速度和角度的选择则应根据焊接接头的形状和位置来确定。
在进行5052铝板的焊接操作时,需要注意以下几点。
首先,焊接区域要保持干燥和清洁,以避免杂质和气体对焊接质量的影响。
其次,焊接电流和电压要平稳,避免出现过高或过低的情况,以免造成焊接缺陷。
同时,焊接速度和角度要适当控制,保证焊接接头的牢固性和美观度。
焊接完成后,还需要进行后处理工作。
主要包括清洁焊接区域、打磨焊接接头和进行焊后热处理等。
清洁焊接区域可以去除焊接过程中产生的氧化物和污染物,提高焊接接头的质量。
打磨焊接接头可以消除焊接痕迹和提高焊接接头的外观。
焊后热处理可以减轻焊接接头的应力和改善其力学性能。
5052铝板焊接工艺是一项复杂而重要的技术活动。
合理的预处理、适当的焊接设备选择、合理的焊接参数设定、规范的焊接操作和完善的后处理工作是保证5052铝板焊接质量的关键。
只有掌握了正确的焊接工艺,才能确保5052铝板焊接接头的质量和可靠性,为各行各业的应用提供良好的支持。
铝合金mig焊接技巧

铝合金mig焊接技巧铝合金MIG焊接技巧引言:铝合金是一种常用的结构材料,具有轻质、高强度和良好的耐腐蚀性能等优点,在各个领域得到广泛应用。
而MIG焊接作为一种常用的金属焊接方法,也被广泛应用于铝合金的加工中。
本文将介绍一些铝合金MIG焊接的技巧,帮助读者更好地掌握和应用这一焊接技术。
一、选择合适的焊接设备和材料在铝合金MIG焊接过程中,选择合适的焊接设备和材料至关重要。
首先,应选择适合铝合金焊接的MIG焊接机,确保其具备稳定的电弧和控制焊接电流的能力。
其次,选择合适的焊丝和保护气体。
常用的铝合金焊丝有纯铝焊丝和铝硅合金焊丝,保护气体通常使用纯氩气或氩气与氦气的混合气体。
二、准备焊接工件在焊接前,应对焊接工件进行适当的准备工作。
首先,要确保焊接工件表面干净,无油污和氧化物。
可以使用溶剂或电动砂轮进行清洁和打磨。
其次,对于较大的焊接工件,可以采用预热的方式,提高焊接的质量和效率。
三、选择合适的焊接参数在进行铝合金MIG焊接时,选择合适的焊接参数对焊接质量至关重要。
焊接参数包括焊接电流、电压、送丝速度和气体流量等。
一般情况下,焊接电流和电压要根据焊丝直径和焊接位置等因素进行调整。
送丝速度的选择会影响焊缝的宽度和深度。
气体流量的控制要保证足够的氩气或混合气体覆盖焊缝,避免氧化。
四、掌握合适的焊接技巧在进行铝合金MIG焊接时,掌握一些合适的焊接技巧可以提高焊接质量和效率。
首先,要保持稳定的焊枪移动速度和焊接角度。
焊枪的移动速度过快会导致焊缝不充分,移动速度过慢则容易产生过多的熔渣。
焊接角度要根据焊接位置和焊接需要进行调整,一般来说,对平焊和立焊要求焊接角度较小,而对横焊和仰焊要求焊接角度较大。
其次,要注意焊接的方向,从上到下进行焊接可以保证焊缝的充分填充。
最后,要进行适当的焊后处理,包括去除熔渣和氧化物,并进行必要的后续热处理。
五、注意安全操作在铝合金MIG焊接过程中,要注意安全操作,确保人身和设备的安全。
5052铝合金

上海智昕工贸有限公司5052铝合金属于Al-Mg系合金,使用范围广泛,特别是建筑业离不开此合金,是最有前途的合金。
耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度。
5052铝合金的主要合金元素为镁,具有良好的成形加工性能、抗蚀性、焊接性,中等强度,用于制造飞机油箱、油管、以及交通车辆、船舶的钣金件,仪表、街灯支架与铆钉、五金制品、电-器外壳等。
⑴成形性能①该合金热态工艺塑性良好。
锻造和模锻温度为420~475°C,在此温度范围内进行变形率>80%的热变形。
②其冷冲压性能与合金状态有关,退火(O)状态的冷冲压性能良好,H32、H34状态时次之,而H36/H38状态时不好。
⑵焊接性能①该合金的气焊、电弧焊、电阻焊、点焊、缝焊性能良好,二氩弧焊时出现结晶裂缝倾向。
硬钎焊性能尚好,而软钎焊性能较差。
②焊缝的强度和塑性高,焊缝强度达基体金属强度的90%~95%。
但焊缝的气密性不高,推荐用5A03合金作焊料,可提高其气密性,并可消除裂缝倾向。
⑶机械加工性能该合金退火状态的切削加工性能不好,而冷作硬化状态时有所改善。
5052铝合金属于Al-Mg系合金,使用范围广泛,特别是建筑业离不开此合金,是最有前途的合金。
耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度。
5052铝合金的主要合金元素为镁,具有良好的成形加工性能、抗蚀性、焊接性,中等强度,用于制造飞机油箱、油管、以及交通车辆、船舶的钣金件,仪表、街灯支架与铆钉、五金制品、电-器外壳等。
5052铝合金是应用最广的一种防锈铝,这种合金的强度高,特别是具有抗疲劳强度:塑性与耐腐蚀性高,不能热处理强化,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。
用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如油箱,汽油或润滑油导管,各种液体容器和其他用深拉制作的小负荷零件:线材用来做铆钉。
AA5052薄板磁脉冲胶焊复合接头动态力学性能研究
第 13 卷 第 4 期
王绍螺等:AA5052 薄板磁脉冲胶焊复合接头动态力学性能研究
53
ever, when the shearing rate was above 1 m/s, the adhesive layer and weld were strengthened more than the base metal; the cracking degree of the adhesive layer was decreased, and the stiffness of the joint lap area was improved, resulting in severe necking until the fracture of the base metal aluminum sheet. As the shearing rate increased, the peak load and absorbed energy of the hybrid joint increased; the cracking degree of the adhesive layer was reduced, and the failure mode changed from the fracture of the weld and the adhesive layer to the fracture of the base material. KEY WORDS: AA5052 aluminum sheet; magnetic pulse hybrid adhesive-welded joint; dynamic mechanical properties; microscopic morphology
ABSTRACT: Dynamic mechanical properties of AA5052 aluminum alloy sheet magnetic pulse hybrid adhesive-welded joints under high-speed impact load were studied. The influence laws of different loading rates on the mechanical and failure behavior of the hybrid joints were explored. The adhesive-welded hybrid specimens were successfully prepared by the magnetic pulse welding system. Mechanical properties, progressive failure process and strain change in the lap zone of the hybrid joints were obtained by universal tensile testing machine, high-speed tensile testing system and full field strain measurement system. The weld fracture was observed by scanning electron microscopy, and its microscopic morphology was characterized. Results showed that when the loading rate was increased from 2 mm/min to 10 m/s, the peak shear load of the joint improved from 6086.5 N to 6592.5 N, and the absorbed energy increased from 41.1 J to 96.4 J. Compared with the 2 mm/min quasi-static shear fracture, the proportion of the equiaxed dimples and the thin adhesive layer of the 1 m/s high-speed shear fracture was increased. When the shearing rate was below 1 m/s, the failure mode of the joint was the fracture of the adhesive layer and the weld. How-
铝合金mig焊接技巧

铝合金MIG焊接的技巧主要有:
1.选用合适的焊接参数:选择适当的电流、电压、焊接速度等参数,可以获得良好的焊缝成形和接头质量。
在焊接前,应该根据母材的材质、厚度、接头形式等因素,进行必要的焊接试验,以确定最佳的焊接参数。
2.采用正确的焊丝:根据母材的材质和接头形式,选择合适的焊丝材质、直径和伸出长度。
一般而言,铝合金MIG 焊接时,焊丝直径在1.2~1.6mm之间较为常用。
3.保持稳定的电弧:在铝合金MIG焊接过程中,应该保持电弧稳定,避免出现断弧、弧长过长或过短等问题。
如果电弧不稳定,可能会导致焊缝质量下降或产生气孔等缺陷。
4.控制熔池温度:铝合金MIG焊接时,应该控制熔池温度,避免出现过热或过冷等问题。
如果熔池温度过高,可能会导致焊缝变形或产生热裂纹;如果熔池温度过低,可能会导致焊缝强度不足或产生冷裂纹。
5.掌握焊接角度:在铝合金MIG焊接过程中,应该掌握正确的焊接角度,以保证焊缝成形良好和接头质量可靠。
一般来说,焊接角度应该根据焊缝位置和接头形式等因素来确定。
6.保持清洁的工作环境:铝合金MIG焊接时,应该保持工作环境的清洁和干燥,避免灰尘、杂质等污染物进入焊接区域。
7.进行焊后处理:铝合金MIG焊接完成后,应该进行适当的焊后处理,以消除焊接应力、改善焊缝组织和性能等。
常见的焊后处理方法包括自然冷却、水冷、热处理等。
以上是铝合金MIG焊接的一些技巧。
5052铝合金交流脉冲等离子弧焊接工艺
妈據生产应用:你.e"m[M].上海:上海科学技术文献出版社,2014.[3]杨富,章应霖,等.新型耐热钢焊接[M].北京:中国电力出版社,2006.[4]王清仙,黄艳灵,陈春龙.汽车车身铝合金板材热冲压模内淬火工艺技术[J].制造技术与机床,2016(8) :54-57.[5]刘红艳,范佳,李金波.邯钢2250热轧厂厚规格带钢加热工艺优化[C].杭州:全国轧钢加热炉综合节能技术研讨会论文集,2013.[6]杨军,周昀,楼松年,等.GH4169合金惯性摩擦焊接头的高温持久性能[J].上海交通大学学报,2003,37(2):157 -160.[7 ] Lippold J C. an approach for assessing the weldability ofnew and advanced materials[ J].机械制造文摘------焊接分册,2012(2) :13 -13.[8] 夏筱红,秦勇,凌开成,等.煤中显微组分液化反应性研究进展[J].煤炭转化,2007, 30(1) :73 -77.[9] 杨富.1000MW级超超临界火电机组锅炉用新型耐热钢的焊接[】].中国电力,2〇〇5,38(8):48 -52.[10]阎利民,方朝云,毛领跃,等.细薄零件感应淬火研究[J].金属加工:热加工,2011(7) :28 -29.[11]许云波,刘相华,王国栋.低碳钢热连轧过程中工艺参数及组织演变的预测[J].钢铁,2002,37(9) :47 -51.[12]周保牛,陈大春.农用多缸柴油机机体加工新工艺[J].制造技术与机床,2016(8) :45 -49.作者简介:杨顺田,1962年出生,硕士,教授。
主要研究方向为压力容器材料与焊接工艺,已发表论文50余篇。
5052铝合金交流脉冲等离子弧焊接工艺闫兴贵赵国英(唐山开元焊接自动化技术研究所有限公司,河北唐山063000)摘要采用交流等离子焊接方法,使用焊材ER5356对8 mm 5052铝合金进行了等离子弧立向上焊接试验。
5052铝板断后延伸率

5052铝板断后延伸率摘要:1.5052 铝板的概述2.5052 铝板的特性3.5052 铝板的断后延伸率4.5052 铝板断后延伸率的应用正文:一、5052 铝板的概述5052 铝板是一种铝合金材料,其主要成分为铝,同时还含有一定比例的镁、铬、锌等元素。
这种合金具有较高的强度、良好的耐腐蚀性和良好的焊接性能,因此在工业生产中得到了广泛的应用。
二、5052 铝板的特性5052 铝板具有以下特性:1.较高的强度:5052 铝板具有较高的强度,能够满足各种工程结构件的要求。
2.良好的耐腐蚀性:5052 铝板在氧化性环境中具有良好的耐腐蚀性,可在室外长期使用。
3.良好的焊接性能:5052 铝板可以采用各种焊接方法进行焊接,且焊接后性能稳定。
三、5052 铝板的断后延伸率5052 铝板的断后延伸率是指材料在拉伸断裂后,断口处的延伸长度与原始长度之比。
这个比值可以反映材料的塑性,即材料在受力破坏前能承受的塑性变形能力。
5052 铝板的断后延伸率通常在10% 左右,表明该材料具有一定的塑性,能够在一定范围内发生塑性变形。
四、5052 铝板断后延伸率的应用5052 铝板断后延伸率的应用主要体现在以下几个方面:1.结构设计:根据5052 铝板的断后延伸率,可以合理设计工程结构件的尺寸和形状,以保证在受力过程中材料能够充分发生塑性变形,从而提高结构的安全性能。
2.焊接工艺:5052 铝板的断后延伸率对焊接工艺也有一定的影响。
在焊接过程中,需要控制焊接温度和焊接速度,以保证焊接接头的质量。
3.疲劳性能:5052 铝板的断后延伸率还可以用来评估材料的疲劳性能。
疲劳性能好的材料在反复受力过程中能承受更多的变形,从而提高结构的使用寿命。
综上所述,5052 铝板具有较高的强度、良好的耐腐蚀性和焊接性能,其断后延伸率在一定程度上反映了材料的塑性。
5052铝合金MIG焊工艺及接头性能

西南交通大学本科毕业设计(论文)5052铝合金MIG焊工艺及接头性能研究年级:2007级学号:20075344姓名:马英杰专业:材料成型及控制工程指导老师:拥军2011年06月院系材料科学与工程专业材料成型及控制工程年级 2007级姓名马英杰题目 5052铝合金MIG焊工艺及接头性能研究指导教师评语指导教师 (签章)评阅人评语评阅人 (签章) 成绩答辩委员会主任 (签章)年月日毕业论文任务书班级:成型2007-02班学生:马英杰学号: 20075354发题日期: 2011-02-28 完成日期: 2011-06-17 题目: 5052铝合金MIG焊工艺及接头性能研究1、本论文的目的、意义随着中国铁路等行业的快速发展,对铝合金的需求越来越多,对铝合金焊接质量要求也越来越高。
本设计母材选用5052铝合金,采用优化的熔化焊工艺,选用合适的焊接材料,制备铝合金焊接接头,测试并分析接头性能,并与FSW接头性能进行比较。
该设计的开展有利于学生深入掌握焊接工艺知识,掌握焊接接头性能试验测试分析方法,掌握焊接方法的选择原则及工艺参数优化设计方法等,同时有利于培养学生动手能力和独立思考问题、解决问题的能力,加强了理论联系实际,为其从事焊接工艺等设计开发工作奠定了基础。
2、学生应完成的任务①查阅资料、收集整理资料,明确本设计目的;②选择5052铝合金焊接材料及熔化焊工艺;③焊接接头制备及性能试验;④外文资料的阅读及翻译;⑤撰写毕业论文。
3、论文各部分容及时间分配(共16 周)第一部分:查阅资料、收集整理资料(1周)第二部分:选择5052铝合金焊接材料及熔化焊工艺(2周)第三部分:焊接接头制备及性能试验(8周)第四部分:外文资料的阅读及翻译(1周)第五部分:撰写毕业论文(2周)论文评阅及答辩:(1周)4、参考文献王元良,周友龙,胡久富.铝合金运载工具轻量化及其焊接新技术的发展[J].电焊机,2005,35(9):14-15边美华,许先果.铝合金复合焊接技术的发展现状[J].电焊机,2005,35(8):29-32 云,许良红.焊接热输入对高强铝合金接头组织和性能的影响[J].焊接学报,2008,29(2):17-21指导教师:年月日审批人:年月日摘要随着中国铁路等行业的快速发展,对铝合金的需求越来越多,对铝合金焊接质量要求也越来越高。
焊接电流对5052铝合金TIG焊接接头组织与性能的影响
焊接电流对5052铝合金TIG焊接接头组织与性能的影响LIU Min;ZHAO Yan-jun;LIU Ya-hong;DAI Qing-song;LYU You;LIANG-An【摘要】为研究焊接电流对5052铝合金非熔化极惰性气体保护焊(TIG)焊接质量的影响,对100~120 A电流下TIG焊接所得焊接接头的显微组织、力学性能和耐蚀性进行了探讨.结果表明,当焊接电流从100 A增加到120 A时,5052铝合金TIG 焊接接头的强度随电流的增大而增大,塑性随电流的增大而减小;当电流为115 A时所得接头的综合力学性能最好,此时抗拉强度为212.1 MPa,达到母材抗拉强度的90.8%,断面收缩率为28.9%,比母材50.3%的断面收缩率降低约一半.随着焊接电流的增大,腐蚀的类型从点蚀为主转变到以晶间腐蚀为主,但腐蚀电流的变化规律不明显.【期刊名称】《广西大学学报(自然科学版)》【年(卷),期】2019(044)003【总页数】8页(P891-898)【关键词】钨极氩弧焊;焊接电流;力学性能;盐雾腐蚀【作者】LIU Min;ZHAO Yan-jun;LIU Ya-hong;DAI Qing-song;LYUYou;LIANG-An【作者单位】;;;;;【正文语种】中文【中图分类】TG444+.10 引言5052铝合金属于Al-Mg系铝合金,由于其疲劳性能及焊接性能好,又耐海洋大气腐蚀,因而作为焊接结构件广泛应用于船舶[1-2]、航空[3-4]和车辆[5]等领域。
在众多铝合金焊接方法中,属以焊接质量佳为突出优点的搅拌摩擦焊[6-9]和激光焊接[10-13]的研究最多。
然而,搅拌摩擦焊仅限于回转件的焊接,而激光焊接对高反射和高导热材料(如铝、铜)存在较高的能量耦合壁垒[14],焊接时对激光器的输出功率和光束质量要求极高。
因此,基于实用性和成本的考量,人们仍然有必要研究上述两种焊接方法外的其余焊接方法。
铝合金焊接-MIG
铝合金焊接铝及铝合金焊接的特点及焊接性常见铝及铝合金的分类铝为银白色轻金属,纯铝的熔点为660℃,密度2.7g/cm3。
工业用铝合金的熔点约为560℃。
按照GB/T3190-1996或GB/T16474-1996的规定,纯铝和铝合金牌号命名的基本原则是:可直接采用国际四位数字体系牌号;未命名为国际四位数字体系牌号的纯铝及其合金采用四位字符牌号。
城轨事业部目前常用的铝材主要有以下三种①5083-H111,5表示为Al-Mg系,H111加工硬化状态:最终退火后又进行了适量加工硬化。
主要用于折弯件用的板材。
②6005A-T6,6表示为Al-Mg-Si系,T6热处理状态:固溶处理后再人工时效的稳③6082-T6,绝大部分板材定状态。
除牵引梁型材为6082之外,其余所有的型材均为6005A。
铝合金焊接基础知识电流类型MIG焊接通常使用直流电源焊接,电极(焊丝)连接到电源的正极,工件连接到电源的负极焊接材料铝和铝合金焊接用焊材一般为实芯焊丝,焊材标准为EN ISO 18273。
城轨事业部常用的MIG焊丝材质为5083,常见直径为Ф1.2mm,底架手工MIG焊及自动焊接使用的则为Ф1.6mm。
通常规格为7Kg/盘。
保护气体DIN EN 439标准规定了MIG/MAG焊用保护气体。
该标准定义了所有弧焊和弧割用的保护气体。
城轨事业部常用焊接气体为99.9999%的高纯氩(Ar),只有在底架焊接时为增加熔深采用氩氦混合气体,成分为70%氩气+750ppm氮气+剩余氦气。
这是因为在氩气中添加氦气能改善电弧气氛的热传导性和保温性能,这两种影响产生了高能量的电弧和更好的电弧穿透性MIG焊接常用气体流量为18~20L/min焊缝坡口的形式铝及铝合金焊接时,坡口一般采用机械方法加工,常见的坡口形式如下衬垫MIG焊接时功率较大,熔透能力强,这样就造成焊缝金属在焊缝根部下漏,造成根部裂纹,根部成型差等缺陷。
所以铝合金焊接全焊透时常需要加焊接垫板,有利于缩小接头有关尺寸,操作条件较为宽松,对操作技能可以适当降低。
5052铝合金FSW接头组织和力学性能

5052铝合金FSW接头组织和力学性能汤化伟;崔凡;黄征;李丹;徐勇【摘要】采用搅拌摩擦焊焊接8 mm厚5052-O铝合金,并对焊接接头进行了显微组织观察和力学性能测试.结果表明:接头组织左右不对称,前进侧与母材分界线较明显,后退侧与母材分界线较模糊;焊接接头抗拉强度平均值为193.5 MPa,接头强度可达母材的99%,伸长率可达母材的84%;焊接接头正弯角和背弯角均可达到180°,弯曲性能良好;焊核区显微硬度约为72 HV,略高于母材,硬度最低点出现在前进侧熔合过渡区.%8 mm thick 5052-O aluminum alloy was welded by friction stir welding (FSW),and the microstructure of the welded joint was observed,meanwhile,the mechanical properties were tested.The results show that the microstructure of the welded joint is leftright asymmetry.The boundary of advancing side and base metal is obvious,but the boundary of retreating side and base metal is fuzzy.The average tensile strength of the welded joint can reach 193.5 MPa,the joint coefficient of strength can reach 99% of base metal,and the elongation can reach 84% of base metal.No cracking is found in the welded joint at the 180° face bending test and 180° back bending test.The microhardness of weld nugget zone is 72 HV,which is slightly higher than base metal.The minimum of the microhardness is in the advancing side fusion zone of transition.【期刊名称】《电焊机》【年(卷),期】2017(047)010【总页数】3页(P109-111)【关键词】搅拌摩擦焊;5052-O铝合金;显微组织;力学性能【作者】汤化伟;崔凡;黄征;李丹;徐勇【作者单位】上海航天设备制造总厂,上海200245;上海航天设备制造总厂,上海200245;上海航天设备制造总厂,上海200245;上海航天设备制造总厂,上海200245;上海航天设备制造总厂,上海200245【正文语种】中文【中图分类】TG453+.95052铝合金以Al、Mg为主要合金元素,属于不可热处理强化铝合金,具有良好的加工性能、抗蚀性、可焊性等优点,广泛应用于航空、轨道交通、船舶等领域[1-2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西南交通大学本科毕业设计(论文)5052铝合金MIG焊工艺及接头性能研究年级:2007级学号:20075344姓名:马英杰专业:材料成型及控制工程指导老师:拥军2011年06月院系材料科学与工程专业材料成型及控制工程年级 2007级姓名马英杰题目 5052铝合金MIG焊工艺及接头性能研究指导教师评语指导教师 (签章)评阅人评语评阅人 (签章) 成绩答辩委员会主任 (签章)年月日毕业论文任务书班级:成型2007-02班学生:马英杰学号: 20075354发题日期: 2011-02-28 完成日期: 2011-06-17 题目: 5052铝合金MIG焊工艺及接头性能研究1、本论文的目的、意义随着中国铁路等行业的快速发展,对铝合金的需求越来越多,对铝合金焊接质量要求也越来越高。
本设计母材选用5052铝合金,采用优化的熔化焊工艺,选用合适的焊接材料,制备铝合金焊接接头,测试并分析接头性能,并与FSW接头性能进行比较。
该设计的开展有利于学生深入掌握焊接工艺知识,掌握焊接接头性能试验测试分析方法,掌握焊接方法的选择原则及工艺参数优化设计方法等,同时有利于培养学生动手能力和独立思考问题、解决问题的能力,加强了理论联系实际,为其从事焊接工艺等设计开发工作奠定了基础。
2、学生应完成的任务①查阅资料、收集整理资料,明确本设计目的;②选择5052铝合金焊接材料及熔化焊工艺;③焊接接头制备及性能试验;④外文资料的阅读及翻译;⑤撰写毕业论文。
3、论文各部分容及时间分配(共16 周)第一部分:查阅资料、收集整理资料(1周)第二部分:选择5052铝合金焊接材料及熔化焊工艺(2周)第三部分:焊接接头制备及性能试验(8周)第四部分:外文资料的阅读及翻译(1周)第五部分:撰写毕业论文(2周)论文评阅及答辩:(1周)4、参考文献王元良,周友龙,胡久富.铝合金运载工具轻量化及其焊接新技术的发展[J].电焊机,2005,35(9):14-15边美华,许先果.铝合金复合焊接技术的发展现状[J].电焊机,2005,35(8):29-32 云,许良红.焊接热输入对高强铝合金接头组织和性能的影响[J].焊接学报,2008,29(2):17-21指导教师:年月日审批人:年月日摘要随着中国铁路等行业的快速发展,对铝合金的需求越来越多,对铝合金焊接质量要求也越来越高。
铝合金焊接工艺、材料和接头强度研究在“八五”期间就被列为国家攻关项目。
对于铝合金的焊接方法众多,但对于厚板的焊接,MIG焊独具优势:设备简单,熔深大,焊接效率较高,焊接质量好,焊接可达性好,适应性好,对长、短曲线焊缝都能很好焊接且易于实现自动化等优点。
本设计母材选用5052铝合金,焊接材料选用Ф1.6mm的ER5356焊丝,以线能量输入的不同,选择三组工艺参数对300×150×6mm的母材进行MIG焊,对焊接接头采用拉伸、弯曲、冲击、硬度、微型剪切等常规力学性能试验和金相组织分析。
在此工艺下,接头抗拉强度达到母材的82.5%,焊接接头存在软化现象,HV值在56左右,焊缝硬度值在HV65左右,软化区的硬度低于焊缝,接头韧性都很好,正弯和反弯都达到180°。
拉伸试验时,断裂位置均在软化区附近,断口灰暗无光泽,有明显的颈缩现象,为韧性断裂。
焊缝冲击功最低,热影响区其次。
微剪试验的压入率随着焊缝到母材的靠近,逐渐减小。
焊缝的金相组织主要是α(Al)+β(Mg2 Al3)主,且晶粒粗大,气孔比其它区域多,并且很大。
试验结果表明,对于5052铝合金的焊接,采用优化的MIG焊工艺,焊接接头性能比较良好。
关键词:铝合金;MIG焊;焊接接头;工艺试验AbstractWith the rapid development of railways and other industries, the demand for more and more of aluminum, aluminum alloy welding quality requirements are also increasing. Aluminum welding technology, materials, and joint strength of the "Eighth Five-Year" period was listed as a national research project.Many methods for welding aluminum, but for thick plate welding, MIG welding unique advantage: The device is simple, deep penetration, high welding efficiency, welding quality, welding good accessibility, adaptability, on the long, welding seam curve can be short and easy to implement well the advantages of automation.The 5052 selection of the base metal alloy design, material selection Ф1.6mm of ER5356 welding wire to wire the different energy input, select three groups of process parameters on the 300 × 150 × 6mm of the base metal for MIG welding, welded joints by tensile , bending, impact, hardness, micro-cutting and other conventional mechanical test and microstructure analysis.In this process, the joint strength of 82.5% in the base metal, there is softening of welded joints, HV value of 56 or so, the HV65 hardness around the weld, the hardness is lower than the weld softening zone, the joint toughness is good, is bending and reverse bending has reached 180 °. Tensile test, fracture location are in the softening zone near the fracture surface dull gray with obvious necking, ductile fracture.The lowest impact energy weld, heat affected zone followed. Micro-indentation shear tests rate as close to the weld to the base material, and gradually decreased. Weld microstructure is mainly α (Al) + β (Mg2 Al3) Lord, and coarse grains, stomata more than other areas, and large. The results show that for 5052 aluminum alloy welding, MIG welding process using optimized, relatively good performance of welded joints.key words: Aluminum;MIG welding;Welded joints;Process Test目录第1章绪论 (1)1.1 前言 (1)1.2铝合金的概述及分类 (1)1.2.1概述 (1)1.2.2分类 (2)1.3 铝合金焊接 (3)1.3.1铝合金的焊接特点 (3)1.3.2铝合金的焊接方法 (4)1.3.3焊接材料的选用原则 (5)1.4 MIG焊简介 (6)1.4.1MIG焊的基本概念 (6)1.4.2.MIG焊的主要特点 (7)1.4.3MIG焊熔滴过渡特点 (7)1.4.4MIG焊接存在的问题与难点 (8)1.4.5 MIG焊的工艺参数 (9)1.5 国外铝合金的焊接新技术 (10)1.6 本次论文的研究容及意义 (12)第2章试验材料及方法 (14)2.1 试验材料 (14)2.2 MIG焊工艺试验 (15)2.2.1 焊前准备 (15)2.2.2 焊接设备及操作方法 (16)2.2.3焊接速度的测定 (17)2.2.4 试验方案设计 (17)2.3 组织和性能试验方法 (19)2.3.1显微组织分析 (19)2.3.2 硬度试验 (20)2.3.3 拉伸试验 (21)2.3.4 弯曲试验 (22)2.3.5 冲击试验 (23)2.3.6 微型剪切试验 (24)第3章试验结果及其分析 (26)3.1 焊缝宏观形貌及分析 (26)3.2焊接接头显微组织及其分析 (27)3.3维氏硬度 (30)3.4拉伸试验及断口分析 (33)3.5弯曲试验结果及分析 (34)3.6 冲击试验结果及分析 (36)3.7 微型剪切数据及分析 (37)第4章对比分析及综合分析 (39)4.1 MIG焊工艺试验综合分析 (39)4.2与搅拌摩擦焊接头性能的对比 (41)4.2.1拉伸试验数据对比 (41)4.2.2冲击试验数据对比 (41)4.2.3弯曲试验数据对比 (42)4.2.4硬度试验数据对比 (42)4.2.5 金相对比 (43)4.2.6 综合分析 (44)结论 (45)致 (46)参考文献 (47)第1章绪论1.1 前言近年来,铝合金在汽车制造、造船业、国防和航天航空、容器制造、娱乐和体育器材业等制造领域得到越来越广泛的应用。
铝合金是汽车上应用得最快最广的轻金属,其中的关键在于铝合金本身的性能优越。
由于它具有高强高韧、高比强高比模、耐热耐蚀等特性一直受到世界各国的普遍重视。