菲诗良品作业规范书
7S作业规范MAD-WI-011

作業規範
5.2.4 5.2.4.1 5.2.4.2 5.2.4.3 5.2.4.4 5.2.5 5.2.5.1 5.2.5.2 度 良 ) 5.2.5.3 5.2.5.4 5.2.5.5 5.2.5.6 5.2.5.7 5.2.5.8 5.2.6 5.2.6.1 5.2.6.2 5.2.6.3 5.2.5.4 5.2.7 5.2.7.1 5.2.7.2 5.2.7.3 5.2.7.4 不浪 糧 車 流 料 , . . . . 不 , , 不 . , 識. . , 度 不 , 理 . 識 不 , 律 ( 不 不 說 不 離 … 說 ( ) 料
5.2.2.2 5.2.2.3 5.2.2.4 5.2.2.5 5.2.2.6 5.2.2.7 5.2.2.8 5.2.2.9 5.2.3 5.2.3.1 5.2.3.2 5.2.3.3 5.2.3.4 5.2.3.5 5.2.3.6 5.2.3.7 料 料 料 不 理 理 欄 欄 拾 理 理 更 離 料 類 理 料 料 落, , 識 零 不 識
4.1.4 4.1.5 4.1.6 4.1.7 5. 5.1 7S
(SEIKETSU) (SHITSUKE) (SAFE): (SAVING): ,
理 良 , ,
狀
行
作業規範
5.2 7S 聯
主席
黃英英 總干事 蔡巧玲
制造部 申衛平
工程部 何春華
品保部 王芬
業務/采購部 張雷/姜桂云
行政部 蔡巧玲
持美观、干净
5S 素养
使每个人养成良好素养
对人
6S 安全
让每个人都能健康的工作
7S 节约 5.2 7S 5.2.1 理 ( 不 料
使每个人养成节约的习惯
5.2.1.1
SOP作业指导书

贝斯美克电子科技有限公司 适用产品名称及编号
作业指导书
文件编号
编制日期
页数 第23页 共23页
版本 A/0
工序名称
標准工時
標准產能/H
工序排号
23
作業類型
装配
人員配置
1
序号
材料编号
材料名称
材料规格
数量
1
2
3
4
5
操作说明
技术要求
檢查 上工
序
检查工位表面清洁
安装到位
本工 序作
業
自檢
设备及治工具
设备,工装名称
核准
审核
不良品截出
承办单位: 承办人:
贝斯美克电子科技有限公司
作业指导书
文件编号
编制日期
页数 第13页 共33页
版本 A/0
适用产品名称及编号
P073蓝牙耳机
工序名称
標准工時
標准產能/H
工序排号
13
作業類型
打螺丝
人員配置
1人
序号
材料编号
材料名称
材料规格
数量
1
2
螺丝
PA2*6
1
3
4
5
操作说明
技术要求
焊接
標准產能/H
人員配置
1
序号
材料编号
材料名称
材料规格
数量
1
2
3
螺丝
PA2*6
1
4
5
操作说明
技术要求
檢查 上工
序
检查工位、产品表面清洁 检查物料有无一致
本工 序作
業
4.自检无误後,返回上一工序。
标准作业管理规范(含表格)
标准作业管理规范(ISO9001-2015)1.目的为确保公司标准作业文件的编制规范、有效进行,使标准作业逐步在生产过程中推广,发挥标准作业在提高生产效率、保证产品质量的作用。
为标准作业文件的制定、控制和更新提供指南,使作业指导书反映最佳的生产作业状态,并以标准化的形式指导员工进行操作。
2.适用范围公司工厂及生产物流部。
3.定义作业要领书:标准作业要领书也称标准作业指导书,是在标准作业卡的基础上细化操作要点,标准作业顺序中各项操作内容、操作顺序、作业重点、作业指示图、使用工具、质量要求、操作要求、安全标准和设备操作证等;作业组合票:明确各工序的手工作业时间及步行时间,用于考察T.T内一个作业者能够承担的工序的范围是多大;要素山积表 :要素山积表用于确定生产线各工位的要素作业时间,在看板上以搭积木的方式对全班的工作内容进行要素拆解和重新排列,以发现操作中存在的浪费,并予以消除,同时确定最简单、科学、的操作顺序;标准作业票:它以图表示每个作业者的作业范围,应填入标准作业三要素及检查品质注意安全等标记。
4.职责使用单位负责《标准作业相关文件》内容的编制、确认和管理;精益推进办负责《标准作业相关文件》式样的制定、检查确认;技术部负责《标准作业相关文件》的审核确认。
5.标准作业制定流程和控制要点5.1 标准作业指导书的制定:编制标准作业三票一书在技术、质量、安全等相关人员的协助下,对每个工序都寻求稳定及最佳的作业步骤,写下工作内容及步骤顺序,提出注意事项(包括使用工具及规格,工艺参数,质量检查工具、检查频次及控制方法等内容)、建议措施,画出作业流程图;5.2测量并确定标准作业时间,对每个步骤所花费的时间均以精确到秒的单位在作业指导书上标示出来。
非生产部门的作业指导书,其步骤时间如不易测量则可省略;5.3由安全部门进行风险评估,确定风险等级及劳保用品的穿戴要求;5.4应有技术部审核认可所有相关人员的签字确认,然后发布到适用的区域,各分厂可根据实际情况,对作业指导书签署栏内容做相应调整;5.5作业指导书作为标准,指导各分厂所有作业人员以相同方式进行生产作业;5.6作业指导书原则按每位作业员工编写。
2019-sos作业指导书-精选word文档 (10页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==sos作业指导书篇一:QF-QSB-04_QSB_标准化作业(SOS-JES)流程QSB 标准化作业程序程序所有者初版日期 201X-10-7 QSB 培训/咨询项目经理修订日期 201X/5/7 生效日期 201X/5/7 版本号 A2文件编号QF-QSB-04共 3页第1页Revision history 修订记录版本号修订日期(年-月-日)修订人修订简述A2 A1 A0201X-5-7 201X-9-7 201X-10-7雍海军黄汉楠夏小辉增加过程绩效、修改部分权责和要点 QSB 变更:增加新模块等新版过程绩效项次01 02 测量指标 5S 行动计划按时关闭率内外部审核涉及 SOS/JES 的不符合项个数测量方法监视周期目标值参见【QSB 过程绩效管理清单】参见【QSB 过程绩效管理清单】行动计划关闭项次/行动月计划总项次×100% 外部审核涉及 SOS/JES 的月不符合项总个数编制日期审核日期批准日期QSB 标准化作业程序程序所有者初版日期 201X-10-7 QSB 培训/咨询项目经理修订日期 201X/5/7 生效日期 201X/5/7 版本号 A2文件编号QF-QSB-04共 3页第2页1.目的规范标准化作业之要求、流程及实施要点。
2.适用范围适用于本组织所有可定义、可重复、人员为主要过程变差来源的工序/操作,如:检验、仓库管理、加工操作、包装及标识、遏制作业等。
3.定义或术语 3.1 QSB:质量体系基础。
3.2 SOS:标准化作业指导书,适用于每一工序/作业,其“3+1”指的是:主要作业要素、要素时间和作业员移动轨迹、目视化。
按照工序流程图,每一工序必须开发 SOS,并张贴在工作现场的工序附近,易于作业员清晰看到。
3.3 JES:工作要素指导书,其“3+1”指的是:主要作业步骤、作业要点及其原因、目视化。
PPAP作业指导书

作业文件文件编号:JT/C-7.1J-002版号:A/0(PPAP)生产件批准作业指导书批准:审核:编制:受控状态:分发号:2006年11月15日发布2006年11月15日实施(PPAP)生产件批准作业指导书T/C-7.1J-0021 目的确保公司正确理解顾客工程设计记录和规范的所有要求,并在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力。
2 范围适用于公司用于汽车制造顾客的所有生产和/或服务所需的生产性零组件的批准。
3 职责3.1项目组负责与顾客联系落实各种情况下提交PPAP的各种要求。
3.2项目组负责将产品/零件PPAP的相关资料提交顾客进行批准。
3.3各部门负责配合项目组执行顾客对PPAP的各种要求,并提供相关资料。
3工作流程和内容:3.1PPAP提交的时机与批准条件3.1.1以下情况下应依据本作业指导书提供PPAP资料:(1)当顾客和公司有要求时,项目组和相关责任部门应依本作业指导书中的规定,对提交给顾客批准的生产件制作PPAP资料,经项目组审查后,呈报公司领导核准;(2)如顾客有要求时,则将其提交给顾客批准。
3.1.2生产件提交给顾客批准的时机:3.1.2.1对出现下述情况的生产性零部件,项目组必须在第一批生产件发运到顾客之前提交PPAP批准,除非顾客负责产品批准部门放弃了该要求。
(1)一种新的零件或产品(即:以前未曾提供给顾客的零件或产品、材料或颜色);(2)对以前提交给顾客批准的零件或产品不符合(如:产品性能不同于顾客的要求;尺寸或能力问题;供应商问题;零件的完全批准代替临时性批准;试验,包括材料、性能、工作确认问题等)进行的纠正;(3)由于设计记录、规范或材料方面的工程更改引起的改变3.1.2.2当公司产品的生产件号、工程更改、生产场所、材料供应商和生产过程有变更时,项目组必须通知顾客,并根据顾客要求保留生产件和/或提交生产件给顾客批准;3.1.2.3当有下列情况发生改变时,项目组应与顾客进行协商和沟通,并根据顾客的要求是否在第一批产品发运到顾客之前需提交生产件批准资料,项目组对PPAP所规定的所有项目必须重新进行评审、修订和更改。
SOP标准作业指导书格式样版

SOP标准作业指导书格式样版文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二)3.完成后放入专用防靜電PVC盒內。
作业标准书

版/次:A/0工序名称JS2T02-001YZ 工序编号GY168.01-001项目图号属性项目零件名图号属性140011000002B 类检验频次20件全检中山格兰仕日用电器有限公司冰箱项目部作 业 标 准 书内箱专用冲孔机零配件适用产品JC-163、JC-133 工装名称工装编号按图纸要求按产品质量要求冲孔尺寸外观质量检验检查项目判定标准记录方式内箱冲孔零件名 作业内容:1、检查冲裁模具气动开关、气缸及模具冲针定位是否完好。
2、检查吸塑成型的内箱是否存在折皱、过薄变形等质量问题。
3、将合格的内胆放在冲裁模的定位点上,扶稳内胆,打开电气开关冲裁。
4、检查冲裁后的内胆孔位是否存在偏移、错位少孔等质量缺陷。
文件编号作 业 标 准 图 片内箱工序名称JS2T02-001YZ工序编号GY168.01-002项目图号属性项目零件名图号属性140011000002 B类检验频次20件全检适用产品JC-163、JC-133 工装编号1、检查电动钻电源连接是否完好,钻头是否旋紧。
2、检查冲裁后的内箱是否存在偏移、错位少孔等质量问题。
3、将钻头对准出水咀中心,沿中心垂直钻孔。
4、用壁纸刀清除孔内部的残料。
5、检查钻孔是否存在偏位、孔大(小)等质量缺陷。
电动钻壁纸刀作 业 标 准 图 片钻出水嘴孔文件编号零配件零件名内胆作业内容:工装名称检验检查项目判定标准记录方式冲孔尺寸按图纸要求外观质量按产品质量要求工序名称JS2T02-001YZ工序编号GY168.01-003项目图号属性项目零件名图号属性140008C 类240011C 类340010C 类检验频次50件全检适用产品JC-163、JC-133 工装编号1、检查烙孔是否存在偏位、孔大(小)等质量缺陷。
2、检查出水嘴是否存在断、破裂,螺纹是否完好。
3、将密封圈套在出水嘴上并从内胆内部穿出、用出水嘴螺母旋在出水嘴上。
4、检查装配后的出水嘴组件是否存在滑牙、松脱现象。
作业标准书标准格式

No本工序的品质特性(略图)※1 作业时带手套※2 落地品放入红箱废弃※3 材料使用以先進先出為原則本工序的品质特性管理特性修改履历记入栏※ 作业指导书浏览确认作成者 ⇒ 部门长 ⇒ 品质 ⇒ 品质部长品质确认表检验员作业者依据「品质特性」检查将检查合格品放入右侧工件箱 未加工、多次加工取出的心轴及檢查不合格品須要贴上标签说明,并要有箭头指示不良位置后再置入紅色不良品箱,不可混入右侧工件箱依「品质特性」之規定由作业员完成对卷线外观之品質確認品质承认加工铁芯线圈,对加工完毕成品进行检查,并且确保品质卷 线使用零件作成者确认设备(机种)————管理特性绝缘衬套无缺陷组装时绝缘衬套铁芯无脱落铁芯卷线设备空压0.5±0.05MP (5±0.5kgf/c㎡)全数水平目测————全数水平目测————————作业者作业者作业者作业者————品质确认表基准1:11±0.5N 基准2:23±0.5N基准1:7±0.5N 基准2:30±0.5N 作业开始时设备点检表(数值)检验员2mm以下不要卷的太粗,铁芯总成无凸出,挂钩,松动,卷乱全数漆包线导向治具装置(A和B)正确无划伤目测张力量规0.5N 品质确认表目测作业开始时设备点检表(数值)班长同一机种1/D 作业开始时设备点检表(数值)过线导论转动灵活,无松动卡死现象三点组合无油水气泄露目测铜线线序依据穿线作业流程漆包线导向治具装置作业开始时设备点检表(数值)作业开始时设备点检表(数值)产品规格设定依据产品变更作业流程目测目测1mm 品质确认表一个回路两个以内,但是同一个地方有针孔则NG卷线张力水平目测————品质确认表PM14A : 29TPM14B : 23T针孔确认装置PM14APM14B作业的目的 :卷线规格(T数)品质特性作业开始时3/D 全数线径及线材批号PM14A : ¢0.6mm PM14B : ¢0.7mm 针孔③线圈卷线松线、并且绝缘衬套破损于工件盒中取出铁芯总成,目视检查材料外观完好状况,将铁芯放入治具中,单手启动设备等待铁芯加工完成后取出,並依「品质特性」之規定由质检员完成铁芯之品質確認据实检查记录未依据规定检查③线圈无松线、卷乱不良②线圈松线,卷乱铁芯整流子朝上放入未依規定设定或未据实记录①线圈无超出铁心、挂线不良①漆包线超出铁心外周,挂在铁心外周上。
标准作业手顺书(中文)ver

②丰田的作业书的种类と目的
• 5种作业书〔事例1〕
■標準部品別能力表 <定义和作用>
(4) (1) (2) (1) (2) (3) (3)
◇表示在各工序加工零件时的 生产・加工能力
(5) (6) (7) (8) (8) (8) (9)(10)(11)
◇是作成标准作业组合表时的 基准
◇应准确测定并填写时间值
节拍时间标准持有nc旋盘nc旋盘打孔机自动测定器3标准持有量是指在用相同手順进行反复作业时只需要这些也就是说必要最小限的工序内半成品包括机械正在加工的半成品标准持有量的原則标准持有量的原則工程顺序工序方向机械自动加工的有无順方向的作业逆方向作业无自动加工有自动加工順方向作业順方向作业逆方向作业逆方向作业有自动加工有自动加工无自动加工无自动加工标准作业的三要素三者不可缺其一特征生产1台所要的作业时间1关于节拍时间节拍时间节拍时间每天的稼动时间每天的必要数工作的快慢熟练程度等的标准由监督职班长决定达到标准就是合格达不到标准时进行改善2关于作业顺序作业顺序作业员搬运物体装在设备上取出等随着时间的流动有效进行作业的顺序不是产品流动的顺序确定作业顺序的效果作业効率高避免将漏加工安装错误放到后工序不会出现损坏设备停止组装生产线的现象等确定作业顺序使用标准作业组合表前提是制定工程别能力表2工序1工序2工序工件的流程2工序1工序2工序工件的流程2工序1工序2工序工件的流程工件的流程2工序1工序2工序标准持有量1放在托盘等中的粗材完成品不含在标准持有量中2各设备工序都没有自动弹出装置顺方向有自动加工的设备顺方向无自动加工的设备逆方向有自动加工的设备逆方向无自动加工的设备拿着工件在各设备的位置进行手动作业各设备中1个各设备前1个标准作业的3种类型类型用于可使用3要素tt作业顺序标准持有量进行重复标准作业的工序用于不能算出节拍时间进行非重复作业的工序用于可算出节拍时间但组合种类多个人作业量不易表述的工序机械加工冲压成形焊接组装粉刷焊接单元组装通过指示灯等的指示进行工作的工序刀具更换品质检查准备替换搬运节拍时间明确设定ttct最理想亦可用加权平均来表示ttct最理想总负荷量定时最理想工程别能力表标准作业组合表标准作业书作业手顺书标准作业组合表山积表工程编成板要素作业书作业手顺书山积表负荷表稼動分析表管多台和管多工序的区别标准作业标准作业对人物设备进行有效地组合用jit便宜而且安全地生产好的产品的工作做法
SOP标准作业程序
SOP:标准作业程序我们都知道沈阳曾经是清王朝的首都,也都知道慈禧太后,那么如果慈禧太后吃完饭的时候,太监走过来说:老佛爷,你用完了吗?结果会怎样?大太监会“啪”地一个耳光打上去。
事实是这样的;慈禧太后的筷子,如果是直的摆,表示还要继续吃,如果横的往前推,就表示吃完了,这个时候,大太监一会出去,伸出左手,中指和食指并拢,这意思就是叫人叫上水。
太后吃完饭漱完口,就开始上茶,早上喝龙井,中午碧螺春,晚上吃普洱,分得非常清楚。
没有人会问太后中午喝什么茶,因为一切自有规矩。
在喝茶的过程中,如果太后的茶盖是虚掩着的就表示还没有喝完;但是如果掀起来斜靠在一边,就表示我已经喝晚了。
那么这时候大太监就会叫人上烟!上烟也是有讲究的,上烟的人一定要从太后的右边绕过去,并且跪在烟点的方向来点火。
我所说的这一切都是静悄悄的,没有任何声音。
他们,用无声的行动告诉了我们皇宫中一切能够井然有序高效运行的秘诀,那就是:S、O、P。
S:standard(标准的) O:operation(作业。
操作)P:procedure (过程,程序)SOP 即:标准作业程序一、什么是SOP1、什么是SOPSOP即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
SOP就是标准作业程序。
那么究竟什么是标准作业程序呢?P:procedure. SOP是一种程序。
SOP是对一个过程的描述,不是一个结果的描述。
同时,SOP又不是制度,也不是表单,是流程下面某个程序中关于控制点如何来规范的程序。
O:operation. SOP是一种作业程序.也可以说作业指导。
SOP是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。
S:standard. SOP是一种标准的作业程序。
所谓的标准,就是尽可能地将相关操作步骤进行细化,量化和优化,但它不仅仅是准则,在这里也有最优化的概念。
对于标准的量化和细化,服务行业“八颗牙微笑”就是一个绝佳的例子。
SOP作业指导书样板
篇一:sop标准作业程序与作业指导书标准作业程序与作业指导书我常常在咨询或者辅导企业的时候有人问到:"如何才能够增强执行力",这个问题并不难;其实一个人先有了想法,才会有看法、说法和做法,您必须让执行作业的人,知道自己的岗位职责需要做哪一些事情?那就是想法;做好的标准那就是看法;执行业务的人能够很清楚地说出来以上要做的事流程、步骤、注意事项等等以及标准那就是说法,进一步现场去执行做好,那就是做法,从想法、看法、说法到做法,一个主管部门到底如何培育与培训员工?需要那一些资料?培训?工具呢?如何做好绩效考核?怎样才能够完善呢?我在之前写的博客有提到任何一个部门体系建立都需要建立在五个方面:1、制度标准化(system standardization)、 2、专业手册化(specialized handbook)、3、培训标准化(training standardization)4、考核量化(inspection quantification)5、完善工具化 (perfect tool)。
建立体系需要的两个基本的概念与技术,那就是标准作业程序sop与作业指导书,这两个工具与技术很简单,但是很多人不想去彻底做好它,所以导致执行力弱或者低下,当然做好之后的培训更是重要,让我们先看看看怎么做,下一篇文章再告诉大家怎样来培训与怎么做好执行力的培训?标准作业程序 sop(standard operation procedure什么是sop(标准作业程序)所谓sop,是 standard operation procedure三个单词中首字母的大写,要求以统一的格式描述出来,用来指导和规范日常的工作。
sop的精髓,就是将细节进行量化,用更通俗的话来说,sop的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少徒形式通过长时间学习与实践来实现的。
随着工业革命的兴起剧增高,各工序的管理日益困难。
TYPE C SOP
尺寸定位柱
表单编号
G44J100
页码
第1页 共1页
5M
确认内容
1.需培训合格
2.手指上不得佩戴戒指等会刮伤 人 线材表面的饰品
3.左手拇指食指中指戴手指套
1.去皮机(气压:4-6kg/cm2)
2.去皮尺寸设定23±2mm
机 3.刀模(使用寿命≦5万次)
作业说明:
①先检查上一工站是否为良品,如下图片。如
为不良品放入不良品箱,良品则开始作业。
②将电子线全部理出后翻,整理出包裹铝箔的芯
线,放入激光治具内如图一.麦拉/铝箔保留5±1mm进 行切口作业如图二.
良品
铝箔未撕干净 NG
表单编号
G44J100
页码
第1页 共1页
5M
确认内容
1.需培训合格并有上岗证
制表
關少飛
审核
李雅帥
核准
楊景然
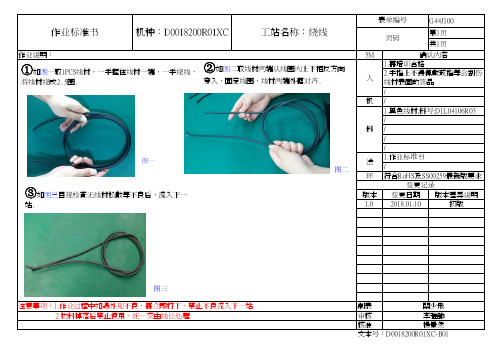
文本号:D0018200R01XC-B03
作业标准书
机种:D0018200R01XC 工站名称:两端包美纹胶带
作业说明:
①先检查上一工站是否为良品,如下图片。如
为不良品放入不良品箱,良品则开始作业。
良品
编织无全部后翻 NG
② 先检查上一工站是否有如下图一所示不良
品。取上一工站OK品,如图一用美纹胶带将编织 包1.5圈并贴紧.
③ 包好美纹胶带的产品如图二,目视检查铜
箔无松散、漏包等不良,如有不良,修正后流 入下一工站.
图一 美纹胶带未贴紧 松散 NG
表单编号
G44J100
页码
第1页 共1页
5M
确认内容
GOTS生产管理手册

GOTs生产管理手册编制:审批:生效:目录1 原则1.1 标准的目的1。
2 范围与结构1.3 版本1。
4 产品标识等级2 公司介绍3 批准和声明4 任命5 组织结构和各部门职责6 要求6.1 有机纤维生产要求6.2 材料成分的要求6.2.1作为“有机"或“有机转化”产品来销售、贴标或展示的产品6。
2。
2作为“有机材料含量为x%的产品”或“有机转化材料含量为x%的产品”来销售、贴标或展示的产品6.3 加工要求6。
3。
1 分隔与识别6。
3.2 在各阶段都禁用的材料6.3。
3 各加工阶段使用助剂和染料的基本要求6.3。
4 纺纱6。
3.5 浆纱与编织/针织6。
3.6 无纺生产工艺6。
3。
7 预处理阶段,湿加工6.3.8 染色6。
3。
9 印花6。
3。
10 整理6。
3。
11 辅料方面的要求6.3。
12 环境管理6.3。
13 废水处理6.3.14 存储, 包装和运输6。
3.15 记录保存和内部质量保证6.3。
16 技术特性参数6.3。
17 有机纺织品中的残留物参照值6.3。
18其他材料与辅料中的残留物参照值7 最低社会责任要求7。
1 范围7。
2 公司招聘制度7。
3 公司生产安全制度7.4 公司卫生管理制度7.5 公司消防安全制度7。
6 反童工,反歧视和反虐待声明7。
7 工资福利制度7.8 考勤制度7.9 公司培训制度7。
10 工会制度7.11 其他有关制度或程序规定8 质量保证体系8。
1 生产与加工的审查8.2 残留物测试9 附件9。
1 生产流程图9。
2 有机生产平面布置图9.3 其他纤维9。
4 缩略词1 原则1。
1 标准的目的GOTS标准旨在定义确保纺织品有机状态方面的要求,包括:原材料的收割、对环境和社会负责的生产、以及标识,以确保让终端消费者放心。
OE标准旨在保证有机棉从种植到加工成品的连续性.1.2 范围与结构针对有机纺织品的标准涵盖所有天然纤维的生产、加工、制造、包装、标识、出口、进口以及分销。
生产工序作业标准书

1•说明
2.空气
3.室温
4.卫生
产品略图
操作
注意事项
①
②
③
④
⑤
⑥
⑦
⑧
⑨
⑩
批准
审核
编制
说明:1•作业标准书(SOP每工序均应制订;
2•随产品设计、作业方法、机器设备变更而修订
日期:
制品型号
工作场所略图
作业要素
时间
工序号码
①
工序名称
②
使用机器
③
工、夹具
④
作业部门
⑤
r作业者:
零件略图
⑥
:作业者经验「
年
⑦
观测时间
月曰至月曰
⑧
观测目的
□改善用□标准用
合计
宽裕率%
标准时间
时间研究用纸(背面)
说明:1•本表适合机械业使用;
2•时间研究的另一目的在于改善作业方法。
四
No.
作业名作业部门
分析日期
工序名称
工程
符号
机器 设备
距离
(m
标准 时间 (分)
配置 人员
工 程 记录
O
其他:
提案部门
最高主管
主管
经办
管制编号
承办部门
受理日期
分析结论
实施方式
作业预定进度
设计
预算
发包
施工
费用
工时
材料
其他
合计
批准:审核:提案人:
日期:
分类
项次
项 目
摘要
金额
备注
1
2
3
4
5
6
作业指导书和操作规程的不同
作业指导书和操作规程的不同作业指导书是指为保证过程的质量而制订的程序;可理解为一组相关的具体作业活动或过程如抹灰、砌砖、插件、调试、装配、完成某项培训;-作业指导书也是一种程序,只不过其针对的对象是具体的作业活动,而程序文件描述的对象是某项系统性的质量活动;-作业指导书有时也称为工作指导令或操作规范、操作规程、工作指引等;·作业指导书的作用-是指导保证过程质量的最基础的文件和为开展纯技术性质量活动提供指导;-是质量体系程序文件的支持性文件;b. 作业指导书的种类·按发布形式可分为:-书面作业指导书;-口述作业指导书;-计算机软件化的工作指令;-音像化的工作指令;·按内容可分为:-用于施工、操作、检验、安装等具体过程的作业指导书;-用于指导具体管理工作的各种工作细则、导,则、计划和规章制度等;-用于指导自动化程度高而操作相对独立的标准操作规范;c. ISO9000系列标准中对作业指导书的要求· "如果没有作业指导书就不能保证5质量时,则应对生产和安装方法制订作业指导书"GB/T19001-ISO9001--9. 1;·生产作业可由作业指导书规定到必要的程度;应对工序能力进行研究以确定工序的潜能;整个生产中使用工艺规定也应写成书面文件,务个作业指导书中均应引用;作业指导书中应明确规定圆满完成工作以及符合技术规范和技术标准的准则;……GB/T19004-ISO9004--10. 1. 1;· "应按照质量体系的规定对作业指导书,规范和图样进行控制"GB/T19004-ISO9004--11. 5;2. 作业指导书的内容常用的作业指导书、工作细则、标准、作业规范通常应包含的内容.3. 作业指导书的编号与管理a. 基本要求·内容应满足-5W1H原则任何作业指导书都须用不同的方式表达出:Where:即在哪里使用此作业指导书;Who:什么样的人使用该作业指导书;What:此项作业的名称及内容是什么;Why:此项作业的目的是干什么;How:如何按步骤完成作业;-"最好,最实际"原则最科学、最有效的方法;良好的可操作性和良好的综合效果;·数量应满足 -不一定每一个工位,每一项工作都需要成文的作业指导书;-"没有作业指导书就不能保证质量时"才用;-描述质量体系的质量手册之中究竟要引用多少个程序文件和作业指导书;就根据各组织的要求来确定;-培训充分有效时,作业指导书可适量减少-某获证企业质量手册中引用的作业指导书清单,详见附表16;·格式应满足-以满足培训要求为目的,不拘一格;-简单、明了、可获唯一理解;-美观、实用;b. 编写步骤·见作业指导书编写流程图·流程图说明-作业指导书的编写任务一般由具体部门承担;-明确编写目的是编写作业指导书的首要环节;-当作业指导书涉及其它过程或工作时,要认真处理好接口;-编写作业指导书时应吸收损操作人员参与,并使他们清楚作业指导书的内容;C. 作业指导书的管理·作业指导书的批准-作业指导书应按规定的程序批准后才能执行,一般由部门人负责人批准;-未经批准的作业指导书不能生效;·作业指导书是受控文件-经批准后只能在规定的场合使用;-严禁执行作废的作业指导书;-按规定的程序进行更改和更新;作业指导书是针对于具体事情所指定的指导性文件,如抽样、样品管理、设备维护保养、溶液标定等,而操作规程是针对于仪器设备如何使用所制定的指导性文件;在我们实验室是这样分的:作业指导文件、检验细则、操作规程;应该说检验细则和操作规程都是作业指导文件,但因为比较多,所以单列出;一般作业指导书都是针对标准、方法中不明确的部分加以细化明确用的,有时候也叫做实施细则;操作规程是根据仪器的使用说明书以及在实验室的具体检测,制定操作仪器的方法说明操作规程是知道性文件,具体参数不可能细化;是编制作业指导书的依据,而作业指导书是针对某一具体零件或工序编制,用于指导现场生产的,要细化;比方说给一个件刷漆,操作规程只写刷什么型号漆,而作业指导书会写,用什么毛刷,多大的,刷几下,刷几次等详细的知道作业,最好是图片的形式,要通俗易懂,也就是说没有上过学的也能看懂,这才是作业指导书的最高标准;操作规程的原意对机器而言操作规程的原意对机器而言,也就是说主体是机器,当然,现在有很多人也把操作规程写成人的作业程序,但我认为操作规程如果是写人的作业规程,应该是一个活动,或一件事或程序的作业规程,或者说在规程中或多或少包括了机器的操作;作业指导书的主体是人,也就是说是人在某个工序可能是多个活动,比如机器操作、过程控制、纠偏行动等或某个工段的活动标准程序;作业的对象可以是人、事、物,或都是包括所有;1\操作规程一般是指对设备方面的操作规范; 作业指导书一般指对工艺方面;作业指导书也可以包括操作规程;2\在ISO文件中,作业指导书是属于第三层文件,:3\格式:1目的:2适应范围3定义与术语:4职责:5作业流程:5.1...5.2...5.3..;6相关文件7相关表单.操作规程主要是指对设备操作的规范章程、流程;即按照什么顺序来做、怎么做,还包括操作限值;作业指导书主要针对整个工艺来讲,属于体系文件,书写格式有比较严格的规定;有的地方包括操作规程,有的有关键限值;。