AEC-Q100 G 中文版
恩智浦推出带中断和复位功能且符合AEC-Q100标准的GP10
自I m a g i n a t i o n于今 年初 完 成 M I P S并 购交 易
后, 便 已将 其 C P U工程团队纳入编制 , 并 以将近一 倍的资源投入先进的 M I P S C P U开发。该公司正准 备大量投资 于 M I P S 开发 , 包括工具 、 编译器 、 除错 器、 操作系统 、 软件以及其他 。( 来 自I m a g i n a t i o n )
自上 海光 芯 )
2 0 n m S o C 测试芯 片成功流 片
C a d e n c e 设 计 系统公 司 日前 宣布 , 设计 服 务公 司
创意 电子 ( G U C) 使用 C a d e n c e  ̄E n c o u n t e r  ̄ 数字
实 现系统 ( E D I ) 和C a d e n c e光刻物 理 分析器 成 功完 成2 0 n m 系统 级 芯 片 ( S o C) 测 试芯 片 流 片 。双方 工 程师 通 过 紧密合 作 ,运 用 C a d e n c e解决 方案 克 服实 施和 可制 造 性设计 ( D F M) 验 证挑 战 , 并 最终 完成 设
C a d e n c e L i t h o P h y s i c a l A n a l y z e r( 光刻 物 理分 析器 ) 用于 D F M 验证 , 将 2 0 n m工 艺变 化 的不 确定 性 变 成 可 预见 影 响从 而有 助 于缩 短 设 计周 期 。 ( 来 自
2020年AECQ100详解:起源、包含项目及目的作用

2020年AECQ100详解:起源、包含项⽬及⽬的作⽤AECQ100的起源AEC全称:Automotive Electronics Council ,中⽂名:汽车电⼦协会。
由Chrysler(克莱斯勒)、Ford(福特)、GM(通⽤)发起并于1994年创⽴。
AEC⽬的:针对车载应⽤,汽车零部件,汽车车载电⼦实施标准规范,建⽴车载电⼦部件的可靠性及认定标准规格化质量控制标准,提⾼车载电⼦的稳定性和标准化。
AECQ即国际汽车电⼦协会车规验证标准。
包括AEC-Q100(集成电路IC)、AEC-Q101(离散组件)、AEC-Q102(离散光电LED)、AEC-Q104(多芯⽚组件)、AEC-Q200(被动组件)。
进⼊汽车领域,则必须取得汽车电⼦协会的AECQ可靠度标准,以及零失效(Zero Defect)的供应链质量管理标准IATF16949规范。
AEC-Q100包含项⽬对汽车车载电⼦零部件测试标准以AEC-Q100-(001~012),AEC-Q101,AEC-Q200为最常见。
其中AEC-Q100是AEC的第⼀个标准,于1994年6⽉⾸次发表,现经过了⼗多年的发展,AEC-Q100已经成为汽车电⼦系统的通⽤标准。
对于车⽤芯⽚来说AEC-Q100也是最常见的应⼒测试(Stress Test)认证规范。
AEC-Q100详细规定了⼀系列的测试,同时定义了应⼒测试驱动型认证的最低要求以及IC认证的参考测试条件。
这些测试包括7个测试群组:测试群组A(环境压⼒加速测试,Accelerated Environment Stress)测试群组B(使⽤寿命模拟测试,Accelerated Lifetime Simulation)测试群组C(封装组装整合测试,Package Assembly Integrity)测试群组D(芯⽚晶圆可靠度测试,Die Fabrication Reliability)测试群组E(电⽓特性确认测试,Electrical Verification)测试群组F(瑕疵筛选监控测试,Defect Screening)测试群组G(封装凹陷整合测试,Cavity Package Integrity)此外,为了达到汽车电⼦产品对⼯作温度、耐久性与可靠度的⾼标准要求,组件供货商必须采⽤更先进的技术和更苛刻的测试程序来达成最佳化的设计⽅法。
AEC-Q100_Rev_G_EN
AEC - Q100 - Rev-GMay 14, 2007FAILURE MECHANISM BASED STRESS TEST QUALIFICATIONFORINTEGRATED CIRCUITSComponent Technical CommitteeAutomotive Electronics CouncilComponent Technical CommitteeTABLE OF CONTENTSAEC-Q100 Failure Mechanism Based Stress Test Qualification for Integrated Circuits Appendix 1: Definition of a Qualification FamilyAppendix 2: Q100 Certification of Design, Construction and QualificationAppendix 3: Plastic Package Opening for Wire Bond TestingAppendix 4: Minimum Requirements for Qualification Plans and ResultsAppendix 5: Part Design Criteria to Determine Need for EMC TestingAppendix 6: Part Design Criteria to Determine Need for SER TestingAttachmentsAEC-Q100-001: WIRE BOND SHEAR TESTAEC-Q100-002: HUMAN BODY MODEL (HBM) ELECTROSTATIC DISCHARGE (ESD) TEST AEC-Q100-003: MACHINE MODEL (MM) ELECTROSTATIC DISCHARGE (ESD) TESTAEC-Q100-004: IC LATCH-UP TESTAEC-Q100-005: NONVOLATILE MEMORY WRITE/ERASE ENDURANCE, DATA RETENTION, AND OPERATIONAL LIFE TESTAEC-Q100-006: ELECTRO-THERMALLY INDUCED PARASITIC GATE LEAKAGE (GL) TEST AEC-Q100-007: FAULT SIMULATION AND TEST GRADINGAEC-Q100-008: EARLY LIFE FAILURE RATE (ELFR)AEC-Q100-009: ELECTRICAL DISTRIBUTION ASSESSMENTAEC-Q100-010: SOLDER BALL SHEAR TESTAEC-Q100-011: CHARGED DEVICE MODEL (CDM) ELECTROSTATIC DISCHARGE (ESD) TESTAEC-Q100-012: SHORT CIRCUIT RELIABILITY CHARACTERIZATION OF SMART POWER DEVICES FOR 12V SYSTEMSComponent Technical CommitteeAcknowledgmentAny document involving a complex technology brings together experience and skills from many sources. The Automotive Electronics Council would especially like to recognize the following significant contributors to the revision of this document:Sustaining Members:Mark A. Kelly Delphi CorporationJean Clarac Siemens VDOBrian Jendro Siemens VDOHadi Mehrooz Siemens VDORobert V. Knoell Visteon CorporationAssociate Members: Guest Members:Tim Haifley Altera David Locker AMRDECDaniel Vanderstraeten AMI Semiconductor Jeff Jarvis AMRDECEarl Fischer AutolivMike Klucher Cirrus LogicXin Miao Zhao Cirrus LogicJohn Timms Continental Automotive SystemsRoy Ozark Continental Automotive SystemsNick Lycoudes FreescaleKenton Van Klompenberg GentexWerner Kanert Infineon TechnologiesElfriede Geyer Infineon TechnologiesJohn Bertaux International RectifierGary Fisher Johnson ControlsTom Lawler Lattice SemiconductorSohail Malik Lattice SemiconductorScott Daniels MaximTom Tobin MaximMike Buzinski MicrochipRob Horton MicrochipAnnette Nettles NEC ElectronicsMasamichi Murase NEC ElectronicsZhongning Liang NXP SemiconductorsMark Gabrielle ON SemiconductorKen Berry Renesas TechnologyBruce Townsend SpansionAdam Fogle SpansionBrian Mielewski STMicroelectronicsJames Williams Texas InstrumentsDiana Siddall Texas InstrumentsAnca Voicu XilinxOther Contributors:Lewis Venters Cirrus LogicPeter Kowalczyk Delphi CorporationJoe Wurts MaximDon Pecko XilinxComponent Technical CommitteeNOTICEAEC documents contain material that has been prepared, reviewed, and approved through the AEC Technical Committee.AEC documents are designed to serve the automotive electronics industry through eliminating misunderstandings between manufacturers and purchasers, facilitating interchangeability and improvement of products, and assisting the purchaser in selecting and obtaining with minimum delay the proper product for use by those other than AEC members, whether the standard is to be used either domestically or internationally.AEC documents are adopted without regard to whether or not their adoption may involve patents or articles, materials, or processes. By such action AEC does not assume any liability to any patent owner, nor does it assume any obligation whatever to parties adopting the AEC documents. The information included in AEC documents represents a sound approach to product specification and application, principally from the automotive electronics system manufacturer viewpoint. No claims to be in Conformance with this document shall be made unless all requirements stated in the document are met.Inquiries, comments, and suggestions relative to the content of this AEC document should be addressed to the AEC Technical Committee on the link .Published by the Automotive Electronics Council.This document may be downloaded free of charge, however AEC retains the copyright on this material. By downloading this file, the individual agrees not to charge for or resell the resulting material.Printed in the U.S.A.All rights reservedCopyright © 2007 by Delphi, Siemens VDO, and Visteon Corporation. This document may be freely reprinted with this copyright notice. This document cannot be changed without approval from the AEC Component Technical Committee.Component Technical CommitteeFAILURE MECHANISM BASED STRESS TEST QUALIFICATIONFOR PACKAGED INTEGRATED CIRCUITSText enhancements and differences made since the last revision of this document are shown as underlined areas. Several figures and tables have also been revised, but changes to these areas have not been underlined.1. SCOPEThis document contains a set of failure mechanism based stress tests and defines the minimum stress test driven qualification requirements and references test conditions for qualification of integrated circuits (ICs). These tests are capable of stimulating and precipitating semiconductor device and package failures. The objective is to precipitate failures in an accelerated manner compared to use conditions.This set of tests should not be used indiscriminately. Each qualification project should be examined for:a. Any potential new and unique failure mechanisms.b. Any situation where these tests/conditions may induce failures that would not be seen in theapplication.c. Any extreme use condition and/or application that could adversely reduce the acceleration.Use of this document does not relieve the IC supplier of their responsibility to meet their own company's internal qualification program. In this document, "user" is defined as all customers using a device qualified per this specification. The user is responsible to confirm and validate all qualification data that substantiates conformance to this document. Supplier usage of the device temperature grades as stated in this specification in their part information is strongly encouraged.1.1 PurposeThe purpose of this specification is to determine that a device is capable of passing the specified stress tests and thus can be expected to give a certain level of quality/reliability in the application.1.2 Reference DocumentsCurrent revision of the referenced documents will be in effect at the date of agreement to the qualification plan. Subsequent qualification plans will automatically use updated revisions of these referenced documents.1.2.1 AutomotiveAEC-Q001 Guidelines for Part Average TestingAEC-Q002 Guidelines for Statistical Yield AnalysisAEC-Q003 Guidelines for Characterizing the Electrical PerformanceAEC-Q004 Zero Defects Guideline (DRAFT)SAE J1752/3 Integrated Circuits Radiated Emissions Measurement Procedure1.2.2 MilitaryMIL-STD-883 Test Methods and Procedures for MicroelectronicsComponent Technical Committee1.2.3 IndustrialJEDEC JESD-22 Reliability Test Methods for Packaged DevicesEIA/JESD78 IC Latch-Up TestUL-STD-94 Tests for Flammability of Plastic materials for parts in Devices and AppliancesIPC/JEDEC J-STD-020 Moisture/Reflow Sensitivity Classification for Plastic Integrated Circuit Surface Mount DevicesJESD89 Measurement and Reporting of Alpha Particle and Terrestrial Cosmic Ray-Induced Soft Errors in Semiconductor DevicesJESD89-1 System Soft Error Rate (SSER) Test MethodJESD89-2 Test Method For Alpha Source Accelerated Soft Error RateJESD89-3 Test Method for Beam Accelerated Soft Error Rate1.3 Definitions1.3.1 AEC Q100 QualificationSuccessful completion and documentation of the test results from requirements outlined in this document allows the supplier to claim that the part is “AEC Q100 qualified”. The supplier, in agreement with the user, can perform qualification at sample sizes and conditions less stringent than what this document requires. However, that part cannot be considered “AEC Q100 qualified” until such time that the unfulfilled requirements can be completed.1.3.2 Approval for Use in an Application"Approval" is defined as user approval for use of a part in their application. The user's method of approval is beyond the scope of this document.1.3.3 Definition of Part Operating Temperature GradeThe part operating temperature grades are defined below:Grade 0: -40°C to +150°C ambient operating temperature rangeGrade 1: -40°C to +125°C ambient operating temperature rangeGrade 2: -40°C to +105°C ambient operating temperature rangeGrade 3: -40°C to +85°C ambient operating temperature rangeGrade 4: 0°C to +70°C ambient operating temperature range2. GENERAL REQUIREMENTS2.1 ObjectiveThe objective of this specification is to establish a standard that defines operating temperature grades for integrated circuits based on a minimum set of qualification requirements.Component Technical Committee2.1.1 Zero DefectsQualification and some other aspects of this document are a subset of, and contribute to, theachievement of the goal of Zero Defects. Elements needed to implement a zero defects program can be found in AEC-Q004 Zero Defects Guideline.2.2 Precedence of RequirementsIn the event of conflict in the requirements of this standard and those of any other documents, the following order of precedence applies:a. The purchase orderb. The individual device specificationc. This documentd. The reference documents in section 1.2 of this documente. The supplier's data sheetFor the device to be considered a qualified part per this specification, the purchase order and/or the individual device specification cannot waive or detract from the requirements of this document.2.3 Use of Generic Data to Satisfy Qualification and Requalification Requirements2.3.1 Definition of Generic DataThe use of generic data to simplify the qualification process is strongly encouraged. Generic data can be submitted to the user as soon as it becomes available to determine the need for any additional testing. To be considered, the generic data must be based on a matrix of specific requirements associated with each characteristic of the device and manufacturing process as shown in Table 3 and Appendix 1. If the generic data contains any failures, the data is not usable as generic data unless the supplier has documented and implemented corrective action or containment for the failure condition that is acceptable to the user.Appendix 1 defines the criteria by which components are grouped into a qualification family for the purpose of considering the data from all family members to be equal and generically acceptable for the qualification of the device in question. For each stress test, two or more qualification families can be combined if the reasoning is technically sound (i.e., supported by data).Component Technical CommitteeTable 1: Part Qualification/Requalification Lot Requirements Part Information Lot Requirements for Qualification New device, no applicable generic data. Lot and sample size requirements per Table 2.A part in a family is qualified. The part to be qualified is less complex and meets the Family Qualification Definition per Appendix 1. Only device specific tests as defined in section 4.2 are required. Lot and sample size requirements per Table 2 for the required tests.A new part that has some applicable generic data. Review Appendix 4 to determine required tests from Table 2. Lot and sample sizes per Table 2 for the required tests.Part process change. Review Table 3 to determine which tests from Table 2 are required. Lot and sample sizes per Table 2 for the required tests.Part was environmentally tested to all the test extremes, but was electrically end-point tested at a temperature less than the Grade required. The electrical end-point testing on at least 1 lot (that completed qualification testing) must meet or exceed the temperature extremes for the device Grade required. Sample sizes shall be per Table 2.Qualification/Requalification involving multiplesites.Refer to Appendix 1, section 3.Qualification/Requalification involving multiplefamilies.Refer to Appendix 1, section 3.With proper attention to these qualification family guidelines, information applicable to other devices in the family can be accumulated. This information can be used to demonstrate generic reliability of a device family and minimize the need for device-specific qualification test programs. This can be achieved through qualification and monitoring of the most complex (e.g., more memory, A/D, larger die size) device in the qualification family and applying this data to less complex devices that subsequently join this family. Sources of generic data should come from supplier-certified test labs, and can include internal supplier's qualifications, cell structure/standard circuit characterization and testing, user-specific qualifications, and supplier's in-process monitors. The generic data to be submitted must meet or exceed the test conditions specified in Table 2. End-point test temperatures must address the worst case temperature extremes for the device operating temperature grade being qualified on at least one lot of data. Failure to do so will result in the supplier testing 1 lot or, if there is no applicable or acceptable existing generic data, 3 lots for the stress test(s) in question on the device to be qualified. The user(s) will be the final authority on the acceptance of generic data in lieu of test data.Table 3 defines a set of qualification tests that must be considered for any changes proposed for the component. The Table 3 matrix is the same for both new processes and requalification associated with a process change. This table is a superset of tests that the supplier and user should use as a baseline for discussion of tests that are required for the qualification in question. It is the supplier's responsibility to present rationale for why any of the recommended tests need not be performed.Component Technical Committee2.3.3Time Limit for Acceptance of Generic DataThere are no time limits for the acceptability of generic data as long as all reliability data taken since the initial qualification is submitted to the user for evaluation. This data must come from the specific part or a part in the same qualification family, as defined in Appendix 1. This data includes any customer specific data (if customer is non-AEC, withhold customer name), process change qualification, and periodic reliability monitor data (see Figure 1).HistoryPresentPeriodic Reliability Monitor TestsQ u a l i f i c a t i o n d a t a + P r o c e s s c h a n g e q u a l i f i c a t i o n d a t a +R e l i a b i l i t y m o n i t o r d a t a =a c c e p t a b l e g e n e r i c d a t aP r o c e s s C h a n g e Q u a l i f i c a t i o nC u s t o m e r #2S p e c i f i c Q u a l i f i c a t i o nP r o c e s s C h a n g e Q u a l i f i c a t i o nC u s t o m e r #1S p e c i f i c Q u a l i f i c a t i o nI n t e r n a l D e v i c e C h a r a c t e r i z a t i o nS u p p l i e r I n t e r n a l Q u a l i f i c a t i o nS u p p l i e r S t a r t o f P r o d u c t i o nNote:Some process changes (e.g., die shrink) will affect the use ofgeneric data such that data obtained before these types of changes will not be acceptable for use as generic data.Figure 1: Generic Data Time Line2.4 Test Samples2.4.1 Lot RequirementsTest samples shall consist of a representative device from the qualification family. Where multiple lot testing is required due to a lack of generic data, test samples as indicated in Table 2 must be composed of approximately equal numbers from non-consecutive wafer lots, assembled in non-consecutive molding lots. That is, they must be separated in the fab or assembly process line by at least one non-qualification lot.2.4.2 Production RequirementsAll qualification devices shall be produced on tooling and processes at the manufacturing site that will be used to support part deliveries at production volumes. Other electrical test sites may be used for electrical measurements after their electrical quality is validated.Component Technical Committee2.4.3 Reusability of Test SamplesDevices that have been used for nondestructive qualification tests may be used to populate other qualification tests. Devices that have been used for destructive qualification tests may not be used any further except for engineering analysis.2.4.4 Sample Size RequirementsSample sizes used for qualification testing and/or generic data submission must be consistent with the specified minimum sample sizes and acceptance criteria in Table 2.If the supplier elects to use generic data for qualification, the specific test conditions and results must be recorded and available to the user (preferably in the format shown in Appendix 4). Existing applicable generic data should first be used to satisfy these requirements and those of section 2.3 for each test requirement in Table 2. Device specific qualification testing should be performed if the generic data does not satisfy these requirements.2.4.5 Pre- and Post-stress Test RequirementsEnd-point test temperatures (room, hot and/or cold) are specified in the "Additional Requirements" column of Table 2 for each test. The specific value of temperature must address the worst case operating temperature grade extremes on at least one lot of data (generic or device specific) submitted per test. For example, if a supplier designs a device intended solely for use in an operating temperature Grade 3 environment (e.g., -40°C to +85°C), the end-point test temperature extremes need only address those application limits. Qualification to applications in higher operating temperature grade environments (e.g., -40°C to +125°C for Grade 1) will require testing of at least one lot using these additional end-point test temperature extremes.2.5 Definition of Test Failure After StressingTest failures are defined as those devices not meeting the individual device specification, criteria specific to the test, or the supplier's data sheet, in the order of significance as defined in section 2.2. Any device that shows external physical damage attributable to the environmental test is also considered a failed device. If the cause of failure is agreed (by the manufacturer and the user) to be due to mishandling, ESD, or some other cause unrelated to the test conditions, the failure shall be discounted, but reported as part of the data submission.3. QUALIFICATION AND REQUALIFICATION3.1 Qualification of a New DeviceThe stress test requirement flow for qualification of a new device is shown in Figure 2 with the corresponding test conditions defined in Table 2. For each qualification, the supplier must have data available for all of these tests, whether it is stress test results on the device to be qualified or acceptable generic data. A review shall also be made of other devices in the same generic family to ensure that there are no common failure mechanisms in that family. Justification for the use of generic data, whenever it is used, must be demonstrated by the supplier and approved by the user.For each device qualification, the supplier must have available the following:• Certificate of Design, Construction and Qualification (see Appendix 2)• Stress Test Qualification data (see Table 2 & Appendix 4)• Data indicating the level of fault grading of the software used for qualification (when applicable to the device type) per Q100-007 that will be made available to the customer upon requestAEC - Q100 - REV-GMay 14, 2007 Automotive Electronics CouncilComponent Technical Committee3.1.1 Qualification of a New Device Manufactured in a Currently Qualified FamilyIf justified by the supplier and agreed to by the user, new or redesigned products (die revisions) manufactured in a currently qualified family may be qualified using one (1) wafer/assembly lot.3.2 Requalification of a Changed DeviceRequalification of a device is required when the supplier makes a change to the product and/or process that impacts (or could potentially impact) the form, fit, function, quality and/or reliability of the device (see Table 3 for guidelines).3.2.1 Process Change NotificationThe supplier will meet the user requirements for product/process changes.3.2.2 Changes Requiring RequalificationAs a minimum, any change to the product, as defined in Appendix 1, requires performing the applicable tests listed in Table 2, using Table 3 to determine the requalification test plan. Table 3 should be used asa guide for determining which tests are applicable to the qualification of a particular part change orwhether equivalent generic data can be submitted for that test(s).3.2.3 Criteria for Passing RequalificationAll requalification failures shall be analyzed for root cause, with corrective and preventive actions established as required. The device and/or qualification family may be granted “qualification status” if, as a minimum, proper containment is demonstrated and approved by the user, until corrective and preventative actions are in place.3.2.4 User ApprovalA change may not affect a device's operating temperature grade, but may affect its performance in anapplication. Individual user authorization of a process change will be required for that user’s particular application(s), and this method of authorization is outside the scope of this document.4. QUALIFICATION TESTS4.1 General TestsTest flows are shown in Figure 2 and test details are given in Table 2. Not all tests apply to all devices.For example, certain tests apply only to ceramic packaged devices, others apply only to devices with NVM, and so on. The applicable tests for the particular device type are indicated in the “Note” column of Table 2. The “Additional Requirements” column of Table 2 also serves to highlight test requirements that supersede those described in the referenced test method. Any unique qualification tests or conditions requested by the user and not specified in this document shall be negotiated between the supplier and user requesting the test.Page 7 of 32AEC - Q100 - REV-GMay 14, 2007 Automotive Electronics CouncilComponent Technical Committee4.2 Device Specific TestsThe following tests must be performed on the specific device to be qualified for all hermetic and plastic packaged devices. Generic data is not allowed for these tests. Device specific data, if it already exists, is acceptable.1. Electrostatic Discharge (ESD) - All product.2. Latch-up (LU) - All product.3. Electrical Distribution - The supplier must demonstrate, over the operating temperature grade,voltage, and frequency ranges, that the device is capable of meeting the parametric limits of thedevice specification. This data must be taken from at least three lots, or one matrixed (or skewed)process lot, and must represent enough samples to be statistically valid, see Q100-009. It is stronglyrecommended that the final test limits be established using AEC-Q001 Guidelines For Part AverageTesting.4. Other Tests - A user may require other tests in lieu of generic data based on his experience with aparticular supplier.4.3 Wearout Reliability TestsTesting for the failure mechanisms listed below must be available to the user whenever a new technology or material relevant to the appropriate wearout failure mechanism is to be qualified. The data, test method, calculations, and internal criteria need not be demonstrated or performed on the qualification of every new device, but should be available to the user upon request.• Electromigration• Time-Dependent Dielectric Breakdown (or Gate Oxide Integrity Test) - for all MOS technologies• Hot Carrier Injection - for all MOS technologies below 1 micron• Negative Bias Temperature Instability• Stress MigrationPage 8 of 32AEC - Q100 - REV-GMay 14, 2007 Automotive Electronics CouncilComponent Technical CommitteeFigure 2: Qualification Test FlowPage 9 of 32AEC - Q100 - REV-GMay 14, 2007Component Technical CommitteeAutomotive Electronics CouncilPage 10 of 32Table 2: Qualification Test MethodsA D D I T I O N A L R E Q U I R E M E N T SP e r f o r m e d o n s u r f a c e m o u n t d e v i c e s o n l y . P C p e r f o r m e d b e f o r e T H B /H A S T , A C /U H S T , T C , a n d P T C s t r e s s e s . I t i s r e c o m m e n d e d t h a t J -S T D -020 b e p e r f o r m e d t o d e t e r m i n e w h a t p r e c o n d i t i o n i n g l e v e l t o p e r f o r m i n t h e a c t u a l P C s t r e s s p e r J A 113. T h e m i n i m u m a c c e p t a b l e l e v e l f o r q u a l i f i c a t i o n i s l e v e l 3 p e r J A 113. W h e r e a p p l i c a b l e , p r e c o n d i t i o n i n g l e v e l a n d P e a k R e f l o w T e m p e r a t u r e m u s t b e r e p o r t e d w h e n p r e c o n d i t i o n i n g a n d /o r M S L i s p e r f o r m e d . D e l a m i n a t i o n f r o m t h e d i e s u r f a c e i n J A 113/J -S T D -020 i s a c c e p t a b l e i f t h e d e v i c e p a s s e s t h e s u b s e q u e n t Q u a l i f i c a t i o n t e s t s . A n y r e p l a c e m e n t o f d e v i c e s m u s t b e r e p o r t e d . T E S T b e f o r e a n d a f t e r P C a t r o o m t e m p e r a t u r e .F o r s u r f a c e m o u n t d e v i c e s , P C b e f o r e T H B (85o C /85%R H f o r 1000 h o u r s ) o r H A S T (130o C /85%R H f o r 96 h o u r s , o r 110o C /85%R H f o r 264 h o u r s ). T E S T b e f o r e a n d a f t e r T H B o r H A S T a t r o o m a n d h o t t e m p e r a t u r e .F o r s u r f a c e m o u n t d e v i c e s , P C b e f o r e A C (121o C /15p s i g f o r 96 h o u r s ) o r u n b i a s e d H A S T (130°C /85%R H f o r 96 h o u r s , o r 110o C /85%R H f o r 264 h o u r s ). F o r p a c k a g e s s e n s i t i v e t o h i g h t e m p e r a t u r e s a n d p r e s s u r e (e .g ., BG A ), P C f o l l o w e d b y TH (85o C /85%R H ) f o r 1000 h o u r s m a y b e s u b s t i t u t e d . T E S T b e f o r e a n d a f t e r A C o r U H S T a t r o o m t e m p e r a t u r e .T E S T M E T H O D J E D E C J -S T D -020 J E S D 22-A 113J E D E C J E S D 22-A 101 o r A 110J E D E C J E S D 22-A 102, A 118, o r A 101A C C E P T C R I T E R I A 0 F a i l s 0 F a i l s 0 F a i l sN U M B E R O F L O T S 333S A M P L E S I Z E / L O T 77 77 77 N O T E S P , B , S , N , GP , B , D , GP , B , D , G# A 1A 2A 3A B VP C T H B o r H A S TA C o r U H S T o r T HT E S T G R O U P A – A C C E L E R A T E D E N V I R O N M E N T S T R E S S T E S T SS T R E S SP r e c o n d i t i o n i n gT e m p e r a t u r e -H u m i d i t y -B i a s o r B i a s e d H A S T A u t o c l a v e o r U n b i a s e d H A S T o r T e m p e r a t u r e -H u m i d i t y (w i t h o u t B i a s )。
aec q标准

aec q标准
AEC-Q标准是一套车规元器件产品验证标准,由克莱斯勒、福特和通用汽
车为建立一套通用的零件资质及质量系统标准而设立的汽车电子委员会(AEC)制定。
AEC-Q标准包括多个子标准,如AEC-Q100(集成电路IC)、AEC-Q101(离散半导体元件,如二极管,三极管)、AEC-Q102(离散光电LED)、AEC-Q104(多芯片组件)和AEC-Q200(被动元器件)等。
AEC-Q标准是国际通用的车规元器件产品验证标准,通过AEC-Q认证意味着产品能够应用于汽车上。
供应商只有在通过元器件相应标准中规定的所有测试项目后,才能声称产品已通过AEC-Q认证。
完整的AEC-Q验证项目
数量众多,且周期较长,因此指定时间表是为了确保测试按计划进行。
此外,AEC-Q100的工作温度等级分4个等级(AEC_Q100_Rev_H规范),AEC-Q100要求器件能够承受2KV人体放电模式 (HBM),在边角引脚上能承受750V的带电器件模式 (CDM),而在所有其它引脚上则能承受500V
的电压。
以上内容仅供参考,如需了解更多信息,建议查阅AEC-Q标准相关文献或
咨询该标准业内人士。
AEC-Q100 G 中文版

基于集成电路应力测试认证的失效机理内容列表AEC-Q100 基于集成电路应力测试认证的失效机理附录1:认证家族的定义附录2:Q100设计、架构及认证的证明附录3:邦线测试的塑封开启附录4:认证计划和结果的最低要求附录5:决定电磁兼容测试的零件设计标准附录6:决定软误差测试的零件设计标准附件AEC-Q100-001 邦线切应力测试AEC-Q100-002 人体模式静电放电测试AEC-Q100-003 机械模式静电放电测试AEC-Q100-004 集成电路闩锁效应测试AEC-Q100-005 可写可擦除的永久性记忆的耐久性、数据保持及工作寿命的测试 AEC-Q100-006 热电效应引起的寄生闸极漏电流测试AEC-Q100-007 故障仿真和测试等级AEC-Q100-008 早期寿命失效率(ELFR)AEC-Q100-009 电分配的评估AEC-Q100-010 锡球剪切测试AEC-Q100-011 带电器件模式的静电放电测试AEC-Q100-012 12V系统灵敏功率设备的短路可靠性描述感谢任何涉及到复杂技术的文件都来自于各个方面的经验和技能,为此汽车电子委员会由衷承认并感谢以下对该版文件有重要贡献的人:固定会员:准会员:特邀会员:其他支持者:注意事项AEC文件中的材料都是经过了AEC技术委员会所准备、评估和批准的。
AEC文件是为了服务于汽车电子工业,无论其标准是用在国内还是国际上,都可排除器件制造商和采购商之间各方面的不一致性,推动产品的提高和可交换性,还能帮助采购商在最小的时间耽搁内选择和获得来自那些非AEC成员的合适的产品。
AEC文件并不关注其采纳的内容是否涉及到专利、文章、材料或工艺。
AEC 没有认为对专利拥有者承担责任,也没有认为要对任何采用AEC文件者承担义务。
汽车电子系统制造商的观点主要是AEC文件里的信息能为产品的说明和应用提供一种很完美的方法。
如果没有在本文件见到所陈述的要求,就不能声称与本文件具有一致性。
AEC-Q100是什么

AEC-Q100为AEC组织所制订的车用可靠性测试标准,为3C&IC厂商打进国际车用大厂模块的重要入场卷,也是提高台湾IC可靠性质量的重要技术,此外,目前国际大厂已经通过车用安全性标准(ISO-26262),而AEC-Q100则为通过该标准的基本要求。
车用电子件区分为三大类别,包括IC元件、离散半导体元件与被动元件。
其余有关连接器、印刷电路板、机件等,通常由使用公司自行设计测试规范予供应商参考为多。
在AEC建议中,一部汽车应该就零件使用位置区分为引擎区与乘坐区两部份,其基本耐温要求不同,故对于测试温度建议规格也不同。
由于零件种类繁多,因此在试验条件上,AEC 已进行分门别类,亦即依照属性设定建议的试验条件,此与多数传统规范明显不同,也较无争议。
亿博检测提供全方位汽车电子及零组件一站式整合验证服务。
车用电子测试不仅着重于产品寿命测试相关,更重要的是将产品结构或产品组装品质的观念带入试验之中,例如考量到推拉力测试、锡球接合强度测试、弯曲测试等,将传统对于电子零件着重于电性与环境温湿度关联度的试验范畴扩展到应力与机构考量点,属于先期验证作法。
在试验规格中另一较为特殊的是,需将EMC的考量纳入,其认知为终端产品的EMC多由IC所贡献,因此IC须进行先期验证,降低终端产品设计时的风险。
服务范畴:汽车零组件领域(Automotive Parts) 电子控制模组领域(ECU Module) 电路板领域(PCB/ PCBA) IC/元件领域(IC/ Component)服务项目:电磁兼容测试(EMC Test) 可靠度验证(Reliability Test) 失效分析(Failure Analysis) 材料测试(Material Test) 化学分析(Chemical Test)AEC-Q100类别与测试:说明:AEC-Q100规范7大类别共41项的测试群组A-加速环境应力测试(ACCELERATED ENVIRONMENT STRESS TESTS)共6项测试,包含:PC、THB、HAST、AC、UHST、TH、TC、PTC、HTSL群组B-加速生命周期模拟测试(ACCELERATED LIFETIME SIMULATION TESTS)共3项测试,包含:HTOL、ELFR、EDR群组C-封装组装完整性测试(PACKAGE ASSEMBLY INTEGRITY TESTS)共6项测试,包含:WBS、WBP、SD、PD、SBS、LI群组D-芯片制造可靠性测试(DIE FABRICATION RELIABILITY TESTS)共5项测试,包含:EM、TDDB、HCI、NBTI、SM群组E-电性验证测试(ELECTRICAL VERIFICATION TESTS)共11项测试,包含:TEST、FG、HBM/MM、CDM、LU、ED、CHAR、GL、EMC、SC、SER群组F-缺陷筛选测试(DEFECT SCREENING TESTS)共11项测试,包含:PAT、SBA群组G-腔封装完整性测试(CAVITY PACKAGE INTEGRITY TESTS)共8项测试,包含:MS、VFV、CA、GFL、DROP、LT、DS、IWVAEC-Q100与AEC-Q200差别AEC-Q100是汽车集成电路(IC)的重要应力测试标准。
AEC_Q100-001C 焊线剪切测试WIRE BOND SHEAR TEST-中文版

三.步骤
汇报人:秋枫扫落叶
3.5 剪切过的线键的检验 Examination of Sheared Wire Bonds ➢所有线键应按计划/定义的顺序剪切,以便以后的视觉检查可以确定哪些因为剪切不当应消除剪切值的。应使用至少30 倍的放大倍数检查线键,以确定剪切工具是否跳过线键(5型)或剪切工具刮取或犁入芯片表面(4型)。焊接剪切类型 和图示见图3。 ➢应从剪切数据中消除出现键剪切类型4或5缺陷剪切条件的读数。焊接剪切类型1、2、3和6应被认为是可接受的,并包 含在剪切数据中。 ➢应进一步研究发生了焊接剪切3型弹坑状况的剪切键,以确定开裂和/或弹坑是否由于WB过程或WB剪切试验的行为。 ➢WB剪切试验操作前产生的弹坑不可接受。由WB剪切试验行为产生的弹坑应被认为是可接受的,并包含在剪切数据中。 3.6 铝楔形/针形键印记检查Footprint Inspection of Aluminum Wedge/Stitch Bonds ➢所有与芯片和封装焊接表面的铝线焊接工艺都应进行焊接足迹检查。 ➢对于太小的线无法进行WB剪切试验(压紧焊接区域高度小于1.25mil),从焊接表面,使用锋利的小刀片在楔形/针形 焊接位置拆除线。去除铝线应足够,以便目测线焊接界面,并确定冶金线焊接区域。 ➢对于较大的导线(压紧焊接区域高度大于1.25mil),应在WB剪切试验后进行检查,以检查失效模式,并确定楔形/针 形焊接足迹的覆盖范围。 3.7 键剪切数据Bond Shear Data 应维护每个WB剪切的数据。数据应确定线键(位置、球键和/或导线直径、线材料、键合方法和焊接的材料)、抗剪强度 和键剪切类型(如第1.3.4节和图3中定义)。
化合物在焊接表面。有证据表明焊接表面的球形、契形或针形键有收到化学攻击损坏及有金属化物残留不可以用于WB剪
e-lins H900 工业级2G3G4G5G蜂窝网络路由器 用户手册说明书

工业级2G 3G 4G 5G蜂窝网络路由器用户手册H900系列深圳市伊林思科技有限公司电话:+ 86-755-29230581电子邮件:官网:地址:深圳市龙华新区民治新牛路U创谷B12-33深圳市伊林思科技有限公司内容1配置前准备工作 (4)1.1了解您的路由器版本和功能 (4)1.2准备SIM卡和工作状态 (6)1.3推荐配置 (6)2硬件安装 (7)2.1总体尺寸 (7)2.2端口 (9)2.3安装 (13)2.4安装SIM / UIM卡 (13)2.5安装端子座 (13)2.6接地 (15)2.7供电 (15)2.8 LED和检查网络状态 (15)3软件配置 (16)3.1概览 (16)3.2如何登录路由器 (16)3.2.1计算机的网络配置 (16)3.2.2登录路由器 (19)3.3路由器状态 (20)3.3.1状态概述 (20)3.3.2模块状态 (21)3.3.3防火墙状态 (22)3.3.4路由表 (23)3.3.5系统日志 (23)3.3.6内核日志 (24)3.3.7实时图 (24)3.3.8 VPN (25)3.4系统配置 (27)3.4.1安装向导 (27)3.4.2系统 (29)3.4.3密码 (31)3.4.4 NTP (31)3.4.5备份/恢复 (32)3.4.6升级 (33)3.4.7复位 (34)3.4.8重启 (35)3.5服务配置 (35)3.5.1网络检查(ICMP) (35)3.5.2 VRRP (37)3.5.3失效备援(链路备份) (38)3.5.4 DTU (40)3.5.5 SNMP (42)深圳市伊林思科技有限公司**************:****************深圳市伊林思科技有限公司************** :**************** 3.5.6 GPS ....................................................................................................................................................................... 44 3.5.7短信 ........................................................................................................................................................................ 45 3.5.8 VPN ....................................................................................................................................................................... 51 3.5.8.1 IPSEC ................................................................................................................................................................ 51 3.5.8.2 PPTP .................................................................................................................................................................. 52 3.5.8.3 L2TP ................................................................................................................................................................... 55 3.5.8.4 OpenVPN .......................................................................................................................................................... 57 3.5.8.5 GRE 通道 ........................................................................................................................................................... 60 3.5.9 动态DNS ............................................................................................................................................................. 61 3.5.10连接无线电模块.................................................................................................................................................. 66 3.6网络配置 ................................................................................................................................................................... 67 3.6.1操作模式 ................................................................................................................................................................ 67 3.6.1.1如何获取H900五个LAN 以太网端口 ........................................................................................................... 68 3.6.2 Mobile 配置 ........................................................................................................................................................... 68 3.6.3数据流量限制 ........................................................................................................................................................ 72 3.6.4 局域网设置 ........................................................................................................................................................... 73 3.6.5 有线广域网 ........................................................................................................................................................... 77 3.6.6 WiFi 设置 ............................................................................................................................................................... 80 3.6.6.1 Wifi 通用配置 ..................................................................................................................................................... 81 3.6.6.2 WiFi 高级配置 ................................................................................................................................................... 82 3.6.6.3 WiFi 接口配置 ................................................................................................................................................... 83 3.6.6.4 WiFi AP 客户端 ................................................................................................................................................ 85 3.6.7接口概述 ................................................................................................................................................................ 87 3.6.8防火墙 .................................................................................................................................................................... 88 3.6.8.1通用设置 ............................................................................................................................................................ 88 3.6.8.2端口转换 ............................................................................................................................................................ 88 3.6.8.3流量规则 ............................................................................................................................................................ 89 3.6.8.4 DMZ .................................................................................................................................................................... 93 3.6.8.5安全 .................................................................................................................................................................... 94 3.6.9静态路由 ................................................................................................................................................................ 95 3.6.10交换机 ................................................................................................................................................................. 96 3.6.11 DHCP 和 DNS .................................................................................................................................................. 97 3.6.12诊断 ..................................................................................................................................................................... 99 3.6.13环回接口 ........................................................................................................................................................... 100 3.6.14动态路由 ........................................................................................................................................................... 100 3.6.15 QoS ................................................................................................................................................................... 103 3.6.16 游客 LAN (游客 WiFi ) . (105)深圳市伊林思科技有限公司**************:**************** 11配置前准备工作1.1了解您的路由器版本和功能1) H900系列包含不同的版本和选项功能。
AEC-Q100简表

附加要求 仅用于表面贴器件
附加要求
ESD22-A108
附加要求
附加要求
附加要求
附加要求
附加要求
NVM)集成电路或带有NVM的集成电路进行预处理
的温度和极限参数范围内进行
物理尺寸
PD
C4
10 最少10 个器件 中的5个 锡球 5个零件 每一个 的10个 引线
3
Cpk>1.33 JEDEC JESD22Ppk>1.67 B100 and B108 Cpk>1.33 AEC-Q100 010 Ppk>1.67
锡球切应力
SBS
C5
3
引线完整性
LI
C6
1
无破损或 JEDEC JESD22开裂 B105
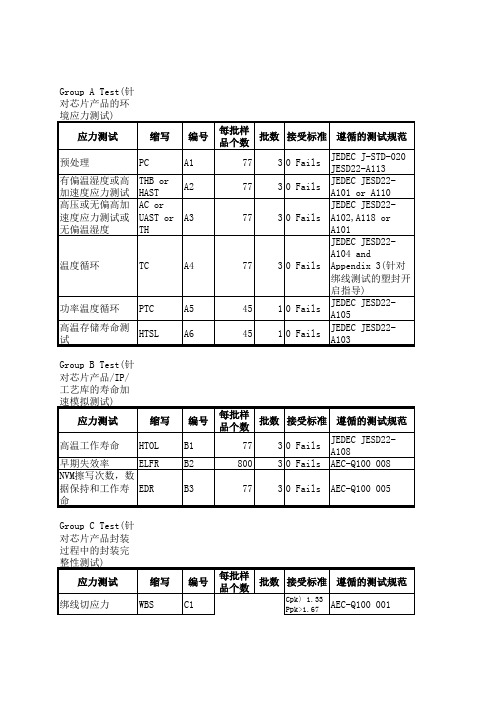
Group A Test(针对芯片产品的环境应力测试) 每批样 应力测试 缩写 编号 批数 接受标准 遵循的测试规范 品个数 JEDEC J-STD-020 预处理 PC A1 77 3 0 Fails JESD22-A113 有偏温湿度或高 THB or JEDEC JESD22A2 77 3 0 Fails 加速度应力测试 HAST A101 or A110 高压或无偏高加 AC or JEDEC JESD22速度应力测试或 UAST or A3 77 3 0 Fails A102,A118 or 无偏温湿度 TH A101 JEDEC JESD22A104 and 温度循环 TC A4 77 3 0 Fails Appendix 3(针对 绑线测试的塑封开 启指导) JEDEC JESD22功率温度循环 PTC A5 45 1 0 Fails A105 高温存储寿命测 JEDEC JESD22HTSL A6 45 1 0 Fails 试 A103 Group B Test(针对芯片产品/IP/工艺库的寿命加速模拟测试) 每批样 应力测试 缩写 编号 批数 接受标准 遵循的测试规范 品个数 高温工作寿命 HTOL B1 77 3 0 Fails JEDEC JESD22-A108 早期失效率 ELFR B2 800 3 0 Fails AEC-Q100 008 NVM擦写次数,数 据保持和工作寿 EDR B3 77 3 0 Fails AEC-Q100 005 命 Group C Test(针对芯片产品封装过程中的封装完整性测试) 每批样 应力测试 缩写 编号 批数 接受标准 遵循的测试规范 品个数 绑线切应力 WBS C1
AECQ100 G 中文版.pdf

基于集成电路应力测试认证的失效机理内容列表AEC-Q100 基于集成电路应力测试认证的失效机理附录1:认证家族的定义附录2:Q100设计、架构及认证的证明附录3:邦线测试的塑封开启附录4:认证计划和结果的最低要求附录5:决定电磁兼容测试的零件设计标准附录6:决定软误差测试的零件设计标准附件AEC-Q100-001 邦线切应力测试AEC-Q100-002 人体模式静电放电测试AEC-Q100-003 机械模式静电放电测试AEC-Q100-004 集成电路闩锁效应测试AEC-Q100-005 可写可擦除的永久性记忆的耐久性、数据保持及工作寿命的测试 AEC-Q100-006 热电效应引起的寄生闸极漏电流测试AEC-Q100-007 故障仿真和测试等级AEC-Q100-008 早期寿命失效率(ELFR)AEC-Q100-009 电分配的评估AEC-Q100-010 锡球剪切测试AEC-Q100-011 带电器件模式的静电放电测试AEC-Q100-012 12V系统灵敏功率设备的短路可靠性描述感谢任何涉及到复杂技术的文件都来自于各个方面的经验和技能,为此汽车电子委员会由衷承认并感谢以下对该版文件有重要贡献的人:固定会员:准会员:特邀会员:其他支持者:注意事项AEC文件中的材料都是经过了AEC技术委员会所准备、评估和批准的。
AEC文件是为了服务于汽车电子工业,无论其标准是用在国内还是国际上,都可排除器件制造商和采购商之间各方面的不一致性,推动产品的提高和可交换性,还能帮助采购商在最小的时间耽搁内选择和获得来自那些非AEC成员的合适的产品。
AEC文件并不关注其采纳的内容是否涉及到专利、文章、材料或工艺。
AEC 没有认为对专利拥有者承担责任,也没有认为要对任何采用AEC文件者承担义务。
汽车电子系统制造商的观点主要是AEC文件里的信息能为产品的说明和应用提供一种很完美的方法。
如果没有在本文件见到所陈述的要求,就不能声称与本文件具有一致性。
AEC-Q100-基于集成电路应力测试认证的失效机理-G中文版

基于集成电路应力测试认证的失效机理内容列表AEC-Q100 基于集成电路应力测试认证的失效机理附录1:认证家族的定义附录2:Q100设计、架构及认证的证明附录3:邦线测试的塑封开启附录4:认证计划和结果的最低要求附录5:决定电磁兼容测试的零件设计标准附录6:决定软误差测试的零件设计标准附件AEC-Q100-001 邦线切应力测试AEC-Q100-002 人体模式静电放电测试AEC-Q100-003 机械模式静电放电测试AEC-Q100-004 集成电路闩锁效应测试AEC-Q100-005 可写可擦除的永久性记忆的耐久性、数据保持及工作寿命的测试 AEC-Q100-006 热电效应引起的寄生闸极漏电流测试AEC-Q100-007 故障仿真和测试等级AEC-Q100-008 早期寿命失效率(ELFR)AEC-Q100-009 电分配的评估AEC-Q100-010 锡球剪切测试AEC-Q100-011 带电器件模式的静电放电测试AEC-Q100-012 12V系统灵敏功率设备的短路可靠性描述感谢任何涉及到复杂技术的文件都来自于各个方面的经验和技能,为此汽车电子委员会由衷承认并感谢以下对该版文件有重要贡献的人:固定会员:准会员:特邀会员:其他支持者:注意事项AEC文件中的材料都是经过了AEC技术委员会所准备、评估和批准的。
AEC文件是为了服务于汽车电子工业,无论其标准是用在国内还是国际上,都可排除器件制造商和采购商之间各方面的不一致性,推动产品的提高和可交换性,还能帮助采购商在最小的时间耽搁内选择和获得来自那些非AEC成员的合适的产品。
AEC文件并不关注其采纳的内容是否涉及到专利、文章、材料或工艺。
AEC 没有认为对专利拥有者承担责任,也没有认为要对任何采用AEC文件者承担义务。
汽车电子系统制造商的观点主要是AEC文件里的信息能为产品的说明和应用提供一种很完美的方法。
如果没有在本文件见到所陈述的要求,就不能声称与本文件具有一致性。
AEC-Q100简表
附加要求 仅用于表面贴器件
附加要求
ESD22-A108
附加要求
附加要求
附加要求
附加要求
附加要求
NVM)集成电路或带有NVM的集成电路进行预处理
的温度和极限参数范围内进行
故障分级 特性描述 电热效应引起的 栅漏 电磁兼容 短路特性描述 软错误率
FG CHAR GL EMC SC SER
E6 E7 E8 E9 E10 E11
6 1 10 3
-
见AECQ100-007 AEC-Q100-007 第4节 AEC-Q003 1 0 Fails 13 0 Fails 1AEC-Q100-006 SAE J1752/3-辐射 AEC-Q100-012 JEDEC 无加速:JESD89-1 加速:JESD89-2或 JESD89-3
Cpk〉1.33 Ppk>1.67
AEC-Q100 001
绑线拉力
WBP
C2
可焊性
SD
C3
Cpk〉 1.33 最少5个器件中 Ppk>1.67 的30个绑线 或温度循 环 (#A4) 后0 Fails >95%引脚 15 1 覆盖
MIL-STD883 method 2011
JEDEC JESD22B102
Group F Test(针对芯片产品测试过程的缺陷筛选指南) 每批样 应力测试 缩写 编号 批数 接受标准 遵循的测试规范 品个数 部件平均测试 PAT F1 AEC-Q001 统计良率分析 SBA F2 AEC-Q002 Group G Test(针对芯片产品封装过程后的封装完整性测试) 每批样 应力测试 缩写 编号 批数 接受标准 遵循的测试规范 品个数 JEDEC JESD22机械冲击 MS G1 39 3 0 Fails B104 JEDEC JESD22变频振动 VFV G2 39 3 0 Fails B103 MIL-STD883 恒加速应力 CA G3 39 3 0 Fails Method 2001 MIL-STD883 粗/细气漏 GFL G4 39 3 0 Fails Method 1014 跌落测试 DROP G5 5 1 0 Fails MIL-STD883 盖板扭力测试 LT G6 5 1 0 Fails Method 2024 MIL-STD883 芯片切断 DS G7 5 1 0 Fails Method 2019 MIL-STD883 内部水蒸气含量 IWV G8 3 1 0 Fails Method 1018
汽车IC测试认证AEC-Q100解析

汽车IC测试认证AEC-Q100解析汽车电子的品质标准一直以来都比一般消费型电子产品要严格。
试想一下,一辆汽车要使用到一万多个零件,假如任何一个零件出现问题,对于消费者而言都有可能造成极大的困扰,甚至有可能危及到生命安全。
AEC-Q100是由美国汽车电子协会(automotive electronics council,AEC)所制定的规范,主要是针对车载应用的集成电路产品所设计出的一套应力测试标准,此规范对于提升产品信赖性品质保证相当重要。
AEC-Q100规范一辆汽车在使用过程中可能会面临严苛的使用环境,例如一辆汽车可能销售到沙漠气候的高温环境中使用,也可能卖给北欧冰天雪地的极地气候客户,严苛的高温、低温、高湿度环境将对汽车甚至汽车内部的集成电路组件造成冲击。
因此,有必要定义出一系列应力测试流程来评估汽车电子集成电路组件的寿命以及潜在的失误风险。
在AEC-Q100文件中,定义出以下几类不同任务的测试群组:Test Group A:Accelerated Environment Stress Tests;Test Group B:Accelerated Lifetime Simulation Tests;Test Group C:Package Assembly Integrity Tests;Test Group D:Die Fabrication Reliability Tests;Test Group E:Electrical Verification Tests;Test Group F:Defect Screening Tests;Test Group G:Cavity Package Integrity。
每一个测试群组会再细化定义出几项测试项目,并说明这些测试项目的测试理论参考何项半导体业界所使用的认证规范(例如:JEDEC、MIL-STD883、SAE或者AEC-Q100本身所定义并且于附件里所定义的规则);每一个测试项目也同时会定义测试样品单一批次数量、测试批次量以及判断合格标准,若有额外的规范也会定义在每一项测试规范当中。
汽车电子元器件AECQ认证资料大全

以下资料由华碧实验室收集整理汽车电子元器件AEC-Q系列认证AEC的历史AEC是“Automotive Electronics Council:汽车电子协会”的简称。
1992年,GeraldServais会见了Jerry Jennings(克莱斯勒),谈话内容包括在电子零件资格认证领域遇到的一些共同困难,提到了共同资格规格的概念,认为这是改善这种情况的一种可能办法。
在随后的JEDEC会议上,Servais讨论了与Robert Knoell(福特)的这种可能的合作。
这些初步讨论表明,这一概念可能是可行的。
Knoell先生和他的老板EarlFischer讨论了这个想法,并于1993年1月在DelcoElectronics召开了一次会议。
在这次会议上,讨论了各公司采用的各种资格认证办法。
它决定,共同资格规格的想法是可行的,并开始工作的Q100(集成电路的压力测试资格)不久。
在开发Q100期间,主要的IC供应商有机会对该文件进行评论。
在1994年6月于丹佛举行的一次会议上,向我们所有的IC供应商提交了最初的版本AECQ100。
AEC Founders from L-R Earl Fischer(Ford),Gerald Servais(Delco Electronics-GM),Jerry Jennings (Chrysler),Robert Knoell(Ford)AEC-Q认证的概念克莱斯勒、福特和通用汽车为建立一套通用的零件资质及质量系统标准而设立了汽车电子委员会(AEC),是主要汽车制造商与美国的主要部件制造商汇聚一起成立的、以车载电子部件的可靠性以及认定标准的规格化为目的的团体,AEC 建立了质量控制的标准。
同时,由于符合AEC规范的零部件均可被上述三家车厂同时采用,促进了零部件制造商交换其产品特性数据的意愿,并推动了汽车零件通用性的实施,为汽车零部件市场的快速成长打下基础。
主要的汽车电子成员有:Autoliv(奥托立夫),Continental(大陆),Delphi(德尔福),Johnson Controls (江森自控)和Visteon(伟世通)。
AEC_Q100-001_rev_C

AEC - Q100-001 - REV-COctober 8, 1998 Automotive Electronics CouncilComponent Technical CommitteeATTACHMENT 1AEC - Q100-001 REV-CWIRE BOND SHEAR TESTAEC - Q100-001 - REV-COctober 8, 1998 Automotive Electronics CouncilComponent Technical CommitteeAcknowledgmentAny document involving a complex technology brings together experience and skills from many sources. The Automotive Electronics Counsel would especially like to recognize the following significant contributors to the development of this document:James T. Peace DaimlerChryslerRobert V. Knoell Visteon CorporationGerald E. Servais Delphi Delco Electronics Systems - RetiredMark A. Kelly Delphi Delco Electronics SystemsOctober 8, 1998 Automotive Electronics CouncilComponent Technical CommitteeChange NotificationThe following summary details the changes incorporated into AEC-Q100-001 Rev-C:•Section 1.3.4.4, Type 4 - Die Surface Contact: Corrected wording to reflect bond shear type where the shear tool contacts the die surface, rather than the bonding surface asstated in Rev - B.•Added new Section 1.3.5, Footprint: Added new definition for “footprint”; changed numbers of subsequent sections to reflect the addition.•Section 3.6 step b, Footprint Inspection of Aluminum Wedge/Stitch Bonds: Added wording to clarify method used to remove wire for footprint inspection.•Figure 3, Wire Bond Shear Types: Updated figure to reflect wording correction made to Type 4 - Die Surface Contact.•Minor wording changes were made to the following: Section 1.1, 1.3.1, 1.3.4.1, 1.3.4.5, 2.2,2.5,3.2, and 3.5.Component Technical CommitteeMETHOD - 001WIRE BOND SHEAR TESTText enhancements and differences made since the last revision of thisdocument are shown as underlined areas. Several figures have also beenrevised, but changes to these areas have not been underlined.1.SCOPE1.1DescriptionThis test establishes a procedure for determining the strength of the interface between a gold ball bond and a package bonding surface, or an aluminum wedge/stitch bond and a package bonding surface, on either pre-encapsulation or post-encapsulation devices. This strength measurement is extremelyimportant in determining two features:1)the integrity of the metallurgical bond which has been formed.2)the reliability of gold and aluminum wire bonds to die or package bonding surfaces.This test method can be used only when the ball height and diameter for ball bonds, or the wire height(1.25 mils and larger at the compressed bond area) for wedge/stitch bonds, are large enough andadjacent interfering structures are far enough away to allow suitable placement and clearance (e.g.,above the bonding surface and between adjacent bonds) when performing the wire bond shear test.The wire bond shear test is destructive. It is appropriate for use in process development, processmonitoring, and/or quality assurance.1.2Reference DocumentsNot Applicable1.3Terms and DefinitionsThe terms and definitions shall be in accordance with the following sections.1.3.1Ball BondThe welding of a thin wire, usually gold, to a die bonding surface, usually an aluminum alloy bond pad, using a thermal compression or thermosonic wire bonding process. The ball bond includes the enlarged spherical portion of the wire (sometimes referred to as the nail head and formed by the flame-off and first bonding operation in thermal compression and thermosonic process), the underlying bonding surface,and the intermetallic weld interface. For the purposes of this document, all references to ball bonds are applicable to gold ball bonds on die bonding surfaces; other ball bond material combinations mayrequire a new set of failure criteria (see section 4.1).Component Technical Committee 1.3.2Bonding SurfaceEither 1) the die surface (e.g., die bond pad) or 2) the package bonding surface (e.g., plated leadframe post or finger, downbond to the flag or paddle, etc.) to which the wire is ball, wedge, or stitch bonded.1.3.3Bond ShearA process in which an instrument uses a chisel shaped tool to shear or push a ball or wedge/stitch bond off the bonding surface (see Figure 1). The force required to cause this separation is recorded and is referred to as the bond shear strength. The bond shear strength of a gold ball bond, when correlated to the diameter of the ball bond, is an indicator of the quality of the metallurgical bond between the gold ball bond and the die bonding surface metallization. The bond shear strength of an aluminumwedge/stitch bond, when compared to the manufacturer’s bond wire tensile strength, is an indicator of the integrity of the weld between the aluminum wire and the die or package bonding surface.Shear Tool h Specimen ClampTest SpecimenBondingBond Weld Area Bond C LSurface Figure 1: Bond Shear set-up1.3.4Definition of Bond Shear Types for Ball and Wedge/Stitch Bonds (see Figure 3)1.3.4.1Type 1 - Bond LiftA separation of the entire wire bond from the bonding surface with only an imprint being left on the bonding surface. There is very little evidence of intermetallic formation or welding to the bonding surface metallization.1.3.4.2Type 2 - Bond ShearA separation of the wire bond where: 1) A thin layer of bonding surface metallization remains with the wire bond and an impression is left in the bonding surface, or 2) Intermetallics remain on the bonding surface and with the wire bond, or 3) A major portion of the wire bond remains on the bonding surface.Component Technical Committee1.3.4.3Type 3 - CrateringA condition under the bonding surface metallization in which the insulating layer (oxide or interlayerdielectric) and the bulk material (silicon) separate or chip out. Separation interfaces which show pits ordepressions in the insulating layer (not extending into the bulk) are not considered craters. It should be noted that cratering can be caused by several factors including the wire bonding operation, the post-bonding processing, and even the act of wire bond shear testing itself. Cratering present prior to theshear test operation is unacceptable.1.3.4.4Type 4 - Die Surface ContactThe shear tool contacts the die surface and produces an invalid shear value. This condition may be due to improper placement of the specimen, a die surface not parallel to the shearing plane, a low shearheight, or instrument malfunction. This bond shear type is not acceptable and shall be eliminated fromthe shear data.1.3.4.5Type 5 - Shearing SkipThe shear tool removes only the topmost portion of the ball or wedge/stitch bond. This condition may be due to improper placement of the specimen, a die surface not parallel to the shearing plane, a high shear height, or instrument malfunction. This bond shear type is not acceptable and shall be eliminated from the shear data.1.3.4.6Type 6 - Bonding Surface LiftA separation between the bonding surface metallization and the underlying substrate or bulk material.There is evidence of bonding surface metallization remaining attached to the ball or wedge/stitch bond.1.3.5FootprintAn impression of the compressed wedge/stitch bond area created in the bonding surface during theultrasonic wire bonding process. The bond footprint area is normally larger than the actual metallurgical weld interface.1.3.6Shear Tool or ArmA tungsten carbide, or equivalent, chisel with specific angles on the bottom and back of the tool toinsure a shearing action.1.3.7Wedge/Stitch BondThe welding of a thin wire, usually aluminum, to a die or package bonding surface using an ultrasonicwire bonding process. The wedge bond, sometimes referred to as a stitch bond, includes thecompressed (ultrasonically bonded) area of the bond wire and the underlying bonding surface. Whenwedge/stitch bonding to an aluminum alloy bonding surface, no intermetallic exists because the twomaterials are of the same composition; but rather the two materials are combined and recrystallized bythe ultrasonic energy of the welding process. For the purposes of this document, all references towedge/stitch bonds are applicable to aluminum wedge/stitch bonds only; gold wedge/stitch bonds arenot required to be wire bond shear tested.Component Technical Committee2.APPARATUS AND MATERIALThe apparatus and materials required for wire bond shear testing shall be as follows:2.1Inspection EquipmentAn optical microscope system or scanning electron microscope providing a minimum of 30Xmagnification.2.2Measurement EquipmentAn optical microscope or measurement system capable of measuring the wire bond diameter to within ±0.1 mil.2.3WorkholderFixture used to hold the device being tested parallel to the shearing plane and perpendicular to theshear tool. The fixture shall also eliminate device movement during wire bond shear testing. If using a caliper controlled workholder, place the holder so that the shear motion is against the positive stop ofthe caliper. This is to insure that the recoil movement of the caliper controlled workholder does notinfluence the wire bond shear test.2.4Wire Bond Shear EquipmentThe wire bond shear equipment must be capable of precision placement of the shear tool approximately0.1 mil above the topmost part of the bonding surface. This distance (h) shall insure the shear tool doesnot contact the die or package bonding surface and shall be less than the distance from the topmostpart of the bonding surface to the center line (C L) of the ball or wedge/stitch bond.2.5Bond Shear ToolRequired shear tool parameters include but are not limited to: flat shear face, sharp shearing edge, and shearing width of 1.5 to 2 times (1.5X to 2X) the bond diameter or bond length. The shear tool should be designed to prevent plowing and drag during wire bond shear testing. The shear tool should be cleanand free of chips (or other defects) that may interfere with the wire bond shear test.3.PROCEDURE3.1CalibrationBefore performing the wire bond shear test, it must be determined that the equipment has beencalibrated in accordance with the manufacturer's specifications and is presently in calibration.Recalibration is required if the equipment is moved to another location.Component Technical Committee3.2Visual Examination of Wire Bonds to be Shear Tested After DecapsulationBefore performing wire bond shear testing on a device which has been opened using wet chemicaland/or dry etch techniques, the bonding surfaces shall be examined to insure there is no absence ofmetallization on the bonding surface area due to chemical etching. Ball or wedge/stitch bonds onbonding surfaces with evidence of degradation from chemical attack or absence of metallization shallnot be used for wire bond shear testing. Wire bonds on bonding surfaces without degradation fromchemical attack may not be attached to the bonding surface due to other causes (e.g., packagestress). These wire bonds are considered valid and shall be included in the shear data as a zero (0)gram value. Wire bonds must also be examined to ensure adjacent interfering structures are far enough away to allow suitable placement and clearance (above the bonding surface and between adjacent wire bonds) when performing the wire bond shear test.3.3Measurement of the Ball Bond Diameter to Determine the Ball Bond Failure CriteriaOnce the bonding surfaces have been examined and prior to performing wire bond shear testing, thediameter of all ball bonds (from at least one representative sample to be tested) shall be measured and recorded. For asymmetrical ball bonds, determine the average using both the largest (d large) and the smallest diameter (d small) values (see Figure 2). These ball bond diameter measurements shall beused to determine the mean, or average, diameter value. The resulting mean, or average, ball bonddiameter shall then be used to establish the failure criteria as defined in section 4.1. If process-monitor data has established the nominal ball bond diameter, then that value may be used to determine thefailure criteria as defined in section 4.1.SYMMETRICALASYMMETRICALFigure 2: Ball bond diameter measurement (symmetrical vs. asymmetrical)Component Technical Committee3.4Wire Bond Shear Test ProcedureThe wire bond shear testing procedure shall be performed as follows:a.The wire bond shear equipment shall pass all self diagnostic tests prior to performing the wirebond shear test.b.The wire bond shear equipment and test area shall be free of excessive vibration or movement.Examine the shear tool to verify it is in good condition and is not bent or damaged. Check theshear tool to verify it is in the up position.c.Adjust the workholder to match the device being tested. Secure the device to the workholder.Make sure the die or package bonding surface is parallel to the shearing plane of the shear tool.It is important that the shear tool does not contact the bonding surface or adjacent structuresduring the shearing operation as this will give incorrect high readings.d.Position the device so that the wire bond to be tested is located adjacent to the shear tool.Lower the shear tool (or raise the device depending upon wire bond shear equipment used) toapproximately the die or package bonding surface but not contacting the surface (approximatelythe thickness of the wire bond above the die or package bonding surface).e.For ball bond shear testing, position the ball bond to be tested so that the shear motion willtravel perpendicular to the die edge. Wire bond shear testing is required for ball bonds locatedat the die bonding surface interface only.f.For aluminum wedge/stitch bond shear testing, a wire height at the compressed bond area of1.25 mils and larger is required. For wires too small for wire bond shear testing (less than 1.25mils in height at the compressed bond area), only a footprint inspection is required (see section3.6). Position the wedge/stitch bond to be tested so that the shear motion will travel toward thelong side of the wedge/stitch bond and is free of any interference (i.e. shear the outsidewedge/stitch bond first and then shear toward the previously sheared wedge/stitch bond). Wirebond shear testing is required for aluminum wedge/stitch bonds located at die and packagebonding surfaces; gold wedge/stitch bonds are not required to be wire bond shear tested.g.Position the shear tool a distance of approximately one ball bond diameter (or one aluminumwire diameter for wedge/stitch bonds) from the wire bond to be shear tested and shear the wirebond.3.5Examination of Sheared Wire BondsAll wire bonds shall be sheared in a planned/defined sequence so that later visual examination candetermine which shear values should be eliminated due to an improper shear. The wire bonds shall be examined using at least 30X magnification to determine if the shear tool skipped over the wire bond(type 5) or the shear tool scraped or plowed into the die surface (type 4). See Figure 3 for bond shear types and illustrations.Readings in which either a bond shear type 4 or 5 defective shear condition occurred shall be eliminated from the shear data. Bond shear type 1, 2, 3, and 6 shall be considered acceptable and included in the shear data.Component Technical CommitteeSheared wire bonds in which a bond shear type 3 cratering condition has occurred shall be investigated further to determine whether the cracking and/or cratering is due to the wire bonding process or the act of wire bond shear testing. Cratering caused prior to the wire bond shear test operation isunacceptable. Cratering resulting from the act of wire bond shear testing shall be consideredacceptable and included in the shear data.3.6Footprint Inspection of Aluminum Wedge/Stitch Bondsa.All aluminum wire bonding processes to both die and package bonding surfaces shall have abond footprint inspection performed.b.For wires too small for wire bond shear testing (less than 1.25 mils in height at the compressedbond area), the wires shall be removed at the wedge/stitch bond location using a small sharpblade to peel or pluck the wire bond from the bonding surface. The removal of the aluminumwire shall be sufficient such that the wire bond interface can be visually inspected and themetallurgical wire bond area determined.c.For larger wires (greater than 1.25 mils in height at the compressed bond area), the wires shallbe inspected after wire bond shear testing to examine the failure mode and to determine thewedge/stitch bond footprint coverage.3.7Bond Shear DataData shall be maintained for each wire bond sheared. The data shall identify the wire bond (location,ball bond and/or wire diameter, wire material, method of bonding, and material bonded to), the shearstrength, and the bond shear type (as defined in section 1.3.4 and Figure 3).4.FAILURE CRITERIAThe following failure criteria are not valid for devices that have undergone environmental stress testing or have been desoldered from circuit boards.4.1Failure Criteria for Gold Ball BondsThe gold ball bonds on a device shall be considered acceptable if the minimum individual and sampleaverage ball bond shear values are greater than or equal to the values specified in Figure 4 and Table 1.This criteria is applicable for gold wire ball bonds on aluminum alloy bonding surfaces. Other material combinations may require a new set of failure criteria.Alternate minimum ball bond shear values may be proposed by the supplier if supporting data justifies the proposed minimum values.4.2Failure Criteria for Aluminum Wedge/Stitch BondsThe aluminum wedge/stitch bonds on a device shall be considered acceptable if the minimum shearvalues are greater than or equal to the manufacturer’s bond wire tensile strength.In addition, the percent of the wedge/stitch bond footprint in which bonding occurs shall be greater than or equal to 50%. If it is necessary to control the wire bonding process using SPC for percent coverage,a C pk value can be calculated to this limit.Component Technical CommitteeComponent Technical CommitteeMINIMUM SHEAR VALUESBALL BOND DIAMETER (mils)2.25 2.53.0 3.25 3.5 3.754.25 4.5 4.755.0 5.252.0S H E A R S T R E N G T H (g r a m s )1.7501020304050607080901001102.75 4.0Figure 4: Minimum acceptable individual and sample average ball bond shear values *, see Table 1for exact ball bond shear values ** (Shear values are applicable for gold wire ball bonds on aluminum alloy bonding surfaces)Component Technical CommitteeTable 1: Minimum acceptable individual and sample average ball bond shear values ** (Shear values are applicable for gold wire ball bonds on aluminum alloy bonding surfaces)Ball Bond Diameter(mils)MinimumSample Average(grams)Minimum IndividualShear Reading(grams)2.012.6 5.7 2.114.0 6.8 2.215.58.1 2.317.19.5 2.418.810.9 2.520.612.4 2.622.414.0 2.724.415.6 2.826.517.42.928.619.23.030.821.1 3.133.223.1 3.235.625.1 3.338.127.2 3.440.729.4 3.543.431.7 3.646.234.1 3.749.136.5 3.852.139.13.955.241.74.058.344.3 4.161.647.1 4.265.050.0 4.368.452.9 4.471.955.8 4.575.659.0 4.679.362.1 4.783.165.3 4.887.068.64.991.072.05.095.175.5October 8, 1998 Component Technical CommitteeAutomotive Electronics CouncilRevision HistoryRev #-A BC Date of changeJune 9, 1994May 19, 1995Sept. 6, 1996Oct. 8, 1998Brief summary listing affected sectionsInitial Release.Added copyright statement.Deleted old Sections 1.3.4, 1.3.5, 3.3, 3.9, and 5.0. Added new Sections1.3.1, 1.3.2, 1.3.6, 3.4 (steps a through g), and 3.6 (steps a through c).Revised the following: Sections 1.1, 1.2, 1.3.1, 1.3.2, 1.3.3, 1.3.4(1.3.4.1 through 1.3.4.6), 1.3.5, 1.3.6, 2.1, 2.2, 2.4, 2.5, 3.1, 3.2, 3.3, 3.4(a, b, c, d, e, f, and g), 3.5, 3.6 (a, b, and c), 3.7, 4.0, 4.1, and 4.2; Table1; Figures 1, 3, and 4.Added new Section 1.3.5. Revised the following: Sections 1.1, 1.3.1,1.3.4.1, 1.3.4.4, 1.3.4.5,2.2, 2.5,3.2, 3.5, 3.6 (b), Figure 3.。
AEC_Q100-012

1.1
Purpose The purpose of this specification is to determine the reliability of "protected" drivers when operating in a continuous short circuit condition. This document is not intended to address soft short circuit failures seen in incandescent lamp applications (e.g., external lighting). These applications will be considered in a separate document. Additional protection strategies and operating voltages that are currently outside the scope of this document are also being evaluated for future documents.
AEC - Q100-012 - REVSeptember 14, 2006
Automotive Electronics uncil
Component Technical Committee
NOTICE
AEC documents contain material that has been prepared, reviewed, and approved through the AEC Technical Committee. AEC documents are designed to serve the automotive electronics industry through eliminating misunderstandings between manufacturers and purchasers, facilitating interchangeability and improvement of products, and assisting the purchaser in selecting and obtaining with minimum delay the proper product for use by those other than AEC members, whether the standard is to be used either domestically or internationally. AEC documents are adopted without regard to whether or not their adoption may involve patents or articles, materials, or processes. By such action AEC does not assume any liability to any patent owner, nor does it assume any obligation whatever to parties adopting the AEC documents. The information included in AEC documents represents a sound approach to product specification and application, principally from the automotive electronics system manufacturer viewpoint. No claims to be in conformance with this document shall be made unless all requirements stated in the document are met. Inquiries, comments, and suggestions relative to the content of this AEC document should be addressed to the AEC Technical Committee on the link . Published by the Automotive Electronics Council. This document may be downloaded free of charge, however AEC retains the copyright on this material. By downloading this file, the individual agrees not to charge for or resell the resulting material. Printed in the U.S.A. All rights reserved Copyright © 2006 by Delphi, Siemens VDO, and Visteon Corporation. This document may be freely reprinted with this copyright notice. This document cannot be changed without approval from the AEC Component Technical Committee.
AEC_Q100-011_rev_B

Component Technical CommitteeATTACHMENT 11AEC - Q100-011 Rev-BCHARGED DEVICE MODEL (CDM)ELECTROSTATIC DISCHARGE TESTComponent Technical CommitteeAcknowledgmentAny document involving a complex technology brings together experience and skills from many sources. The Automotive Electronics Counsel would especially like to recognize the following significant contributors to the development of this document:Mark A. Kelly Delphi Delco Electronics SystemsComponent Technical CommitteeChange NotificationThe following summary details the changes incorporated into AEC-Q100-011 Rev-B:• Section 3.6, steps j and k: Added wording to allow lower voltage level stressing (125 volt) for devices failing the 250 volt level.• Section 5, Acceptance Criteria: Added wording to reflect device classification, rather than meeting a 500 volt level.• Table 4, Integrated Circuit CDM ESD Classification Levels: Added new table listing classification levels for CDM ESD.Component Technical CommitteeMETHOD - 011CHARGED DEVICE MODEL (CDM)ELECTROSTATIC DISCHARGE (ESD) TESTText enhancements and differences made since the last revision of this document are shown as underlined areas.1. SCOPE1.1 DescriptionThe purpose of this specification is to establish a reliable and repeatable procedure for determiningthe CDM ESD sensitivity for electronic devices. This test method does not include socketed CDM. 1.2 Reference DocumentsESD Association Specification STM5.3.1JEDEC Specification EIA/JESD22/C1011.3 Terms and DefinitionsThe terms used in this specification are defined as follows.1.3.1 Charged Device Model (CDM) ESDAn ESD pulse meeting the waveform criteria specified in this test method, approximating an ESDevent that occurs when a device becomes charged (e.g., triboelectric) and discharges to aconductive object or surface.1.3.2 Device FailureA condition in which a device does not meet all the requirements of the acceptance criteria, asspecified in section 5, following the ESD test.1.3.3 Device Under Test (DUT)An electronic device being evaluated for its sensitivity to ESD.1.3.4 Electrostatic Discharge (ESD)The transfer of electrostatic charge between bodies at different electrostatic potentials.DaimlerChrysler Date Delphi Delco Electronics Systems Date Visteon Corporation DateMajdi Mortazavi Detlef Griessman Robert V. Knoell Copyright © 2003 by DaimlerChrysler, Delphi Delco Electronics Systems, and Visteon Corporation. This document may be freely reprinted with this copyright notice. This document cannot be changed without approval by the AEC Component Technical Committee.Component Technical Committee1.3.5 Electrostatic Discharge SensitivityAn ESD voltage level resulting in device failure.1.3.6 ESD SimulatorAn instrument that simulates the charged device model ESD pulse as defined in this specification. 1.3.7 Pin Under Test (PUT)The pin under test; this includes all device pins as well as all power supply and ground pins.1.3.8 Withstanding VoltageThe ESD voltage level at which, and below, the device is determined to pass the failure criteriarequirements specified in section 4.2. EQUIPMENT2.1 Test ApparatusThe apparatus for this test consists of an ESD pulse simulator; Figure 1 shows a typical equivalentCDM ESD circuit. Other equivalent circuits may be used, but the actual simulator must be capable of supplying pulses that meet the waveform requirements of Table 2, Table 3, and Figure 3.(a) Direct charge CDM (b) Field induced charge CDM Note: Parasitics in the charge and discharge path of the test equipment can greatly affect test results Figure 1: Charged Device Model ESD typical equivalent circuit for (a) direct charge and (b) field induced chargeComponent Technical Committee2.2 Measurement EquipmentEquipment shall include an oscilloscope/digitizer, current probe, attenuators, and cable/connectorassemblies to verify conformance of the simulator output pulse to the requirements of this document as specified in Table 2, Table 3, and Figure 3.2.2.1 Oscilloscope/DigitizerThe oscilloscope/digitizer shall have a minimum bandwidth of 1.0GHz and nominal input impedance of 50Ω (Tektronix SCD1000, HP 7104, or equivalent).2.2.2 Current ProbeThe current probe shall be an inductive current transducer or coaxial resistive probe with a minimum bandwidth of 5GHz.2.2.3 AttenuatorThe attentuator, if required, shall be high precision (+0.1dB precision at 1.0GHz) with impedance of50Ω.2.2.4 Cable/Connector AssemblyThe cable/connector assembly, if required, shall be low loss (less than 0.4dB loss up to 1GHz) with impedance of 50Ω.2.2.5 Verification ModulesThe two verification modules shall be gold-plated or nickel-plated etched copper disks on single sided FR-4 material (thickness = 0.8mm). The disks shall be: 1) a small disk (diameter approximately = 9 mm) configuration with a capacitance value of 4pF ±5% measured at 1MHz, and 2) a large disk(diameter approximately = 26mm) configuration with a capacitance of 30pF ±5% measured at 1MHz.Each disk shall be created using an etching process and centered on FR-4 material measuring atleast 30mm by 30mm. Capacitance shall be measured with the non-metallized and non-disk side of the verification module in direct contact with the metal surface of a ground plane. Verification module parameters and illustrations are shown in Table 1 and Figure 2.Table 1: Verification module parametersVerification Module Parameter Accepted ValueCapacitance 3.8pF to 4.2pFDisk diameter ~ 9mm4pFFR-4 material size ≥ 30mm by 30mmFR-4 thickness 0.8mmCapacitance 28.5pF to 31.5pFDisk diameter ~ 26mm30pFFR-4 material size ≥ 30mm by 30mmFR-4 thickness 0.8mmComponent Technical Committee(Top View) (Top View)etched copper disk(Side View) (Side View)(a) 4pF verification module (~ 9mm disk) (b) 30pF verification module (~ 26mm disk)Figure 2: Verification module illustrations, (a) 4pF and (b) 30pF2.2.6 Capacitance MeterThe capacitance meter shall have a resolution of 0.2pF when measured at 1.0MHz with 3%accuracy.2.3 Equipment Calibration and QualificationAll peripheral equipment (including but not limited to the oscilloscope/digitizer, current probe,attenuators, cable/connector assemblies, verification modules, and capacitance meter) shall beperiodically calibrated according to manufacturer’s recommendations. A period of one (1) year is the maximum permissible time between full calibration tests. Qualification of the CDM simulator must be performed during initial acceptance testing or after repairs that are made to the equipment that may affect the waveform. The simulator must meet the requirements of Table 2 and Figure 3 for five (5)consecutive waveforms at all voltage levels using the 4pF verification module shown in Figure 2.Simulators not capable of producing the maximum voltage level shown in Table 2 shall be qualified to the highest voltage level possible. The simulator must also meet the requirements of Table 3 andFigure 3 for five (5) consecutive waveforms at the 500 volt level using the 30pF verification moduleshown in Figure 2. Thereafter, the test equipment shall be periodically qualified as described above; a period of one (1) year is the maximum permissible time between full qualification tests.Component Technical Committee2.4 Verification Module CalibrationThe capacitance value of verification modules can be dramatically degraded by excessive use(indentations due to repetitive pogo pin contact, cracks in metallization, warping, etc.). Therefore,to ensure proper capacitance values, it is recommended that module capacitance be verified persection 2.4.1. When modules are degraded to the point they no longer meet the specifiedcapacitance requirements shown in Table 1, they must be replaced.2.4.1 Verification Module Capacitance Measurement Procedurea. Using the 4pF verification module, place the non-metallic side of the module in direct contactwith the metallic surface of a ground plane. Capacitance measurements can be affected byair gaps between the module and the ground plane (e.g., due to warping of the FR-4 material,etc.). Therefore, the air space between the module and the ground plane must be minimized.This can be accomplished by applying slight pressure using the capacitance meter probes;care must be taken to avoid damaging the disk metallization.b. Using the capacitance meter defined in section 2.2.6, measure the capacitance of theverification module to the ground plane. The capacitance value shall meet the requirementsdefined in Table 1.c. Repeat steps (a) and (b) using the 30pF verification module.2.5 Simulator Waveform VerificationThe performance of the simulator can be dramatically degraded by parasitics in the discharge path.Therefore, to ensure proper simulation and repeatable ESD results, it is recommended that waveform performance be verified using the 4pF verification module. The waveform verification shall beperformed prior to performing CDM testing. If at any time the waveforms do not meet the requirements of Table 2 and Figure 3 at the 500 volt level, the testing shall be halted until waveforms are incompliance.2.5.1 Waveform Verification Procedurea. Prior to performing waveform verification, verification modules and tester components (e.g.,pogo pin, charge plate, etc.) must be cleaned with isoproponal (isopropyl alcohol) using aprocedure approved by the user’s internal safety organization. Once clean, avoid direct skincontact. If handling is required, the use of vacuum tweezers or personnel finger cots isstrongly recommended.b. Place the 4pF verification module in direct contact with the charge plate of the CDMsimulator. If a dielectric film is used during device testing, it shall be less than 130 micronsthick and must be in place during the waveform verification procedure.c. Set the horizontal time scale of the oscilloscope at 0.5 nanoseconds per division or less.d. Raise the charge plate potential to positive 500 volts. With the discharge pin centeredwithin the 4pF metallic disk, bring the discharge pin in direct contact with the verificationmodule and initiate a discharge.e. Measure and record the rise time, first peak current, second peak current, third peak current,and full width at half height. All parameters must meet the limits specified in Table 2 andFigure 3.Component Technical Committeef. Raise the charge plate potential to negative 500 volts. With the discharge pin centeredwithin the 4pF metallic disk, bring the discharge pin in direct contact with the verificationmodule and initiate a discharge.g. Measure and record the rise time, first peak current, second peak current, third peak current,and full width at half height. All parameters must meet the limits specified in Table 2 andFigure 3.Table 2: CDM Waveform Specification for 4pF Verification ModuleVoltage Level (V) 1st peakcurrentfor 4pFI p1(A)(±20%)2nd peakcurrentfor 4pFI p2(A)3rd peakcurrentfor 4pFI p3(A)RiseTimet r(ps)Full width at half heightfor 4pFFWHH(ps)250 2.25 < 50% ofI p1 < 25% ofI p1< 400 < 600500 4.50 < 50% ofI p1 < 25% ofI p1< 400 < 6001000 9.00 < 50% ofI p1 < 25% ofI p1< 400 < 6002000 18.00 < 50% ofI p1 < 25% ofI p1< 400 < 600Table 3: CDM Waveform Specification for 30pF Verification ModuleVoltage Level (V)1st peakcurrentfor 30pF *I p1 (A)(±20%)2nd peakcurrentfor 30pF *I p2(A)3rd peakcurrentfor 30pF *I p3(A)RiseTimeT rfor 30pF *(ps)Full width at half heightfor 30pF *FWHH(ps)500 14.00 < 50% of I p1 < 25% of I p1 < 400 < 1000* The 30pF verification module is used only during Equipment Qualification as specified in section 2.3.Component Technical Committee90%10%50%C u r r e n t i n A m p e r e sTime in nanoseconds0.5 1.0 1.5 2.00.0Figure 3: Typical CDM current waveform3. PROCEDURE 3.1 Sample SizeEach sample group shall be composed of three (3) units. Each sample group shall have all device pins (including power and ground pins) stressed at one (1) voltage level. It is permitted to use the same sample group for the next higher stress voltage level if all devices in a sample group meet theacceptance criteria requirements specified in section 5 after exposure to a specified voltage level. Voltage level skipping is not allowed. Therefore, the minimum number of devices required for ESD qualification is three (3) devices, while the maximum number of devices depends on the number of voltage steps required to achieve the maximum withstanding voltage. For example, a device with a maximum withstanding voltage of 500 volts requires 2 voltage steps of 250 volts each and 3 devices per voltage level for a maximum total of 6 devices.Maximum # of devices = (# of voltage steps required) X 3 devicesComponent Technical Committee3.2 Charging and Discharging methodsThere are two acceptable methods of charging a DUT: Direct Charging and Field-induced Charging.Either method may be used to perform CDM ESD testing and must be recorded. While severalmethods exist for discharging a DUT, the direct contact discharge method is the only acceptablemethod to discharge a DUT for this test method.3.2.1 Direct Charging MethodThe DUT is placed “dead-bug” (upside down with pins pointing up) with device body in direct contactwith the charge plate and charged either through the pin(s) providing the best ohmic connection to the substrate of the DUT or through all DUT pins simultaneously (see Figure 1). To prevent damaging the DUT, ensure both the device and charging mechanism are at ground potential prior to initiating theCDM test. Contact to the charging pin(s) must be made prior to raising the charge potential. Once the DUT is charged, a pin under test (PUT) is discharged (except any pin(s) directly connected to thesubstrate of the DUT). It is permissible to leave the charging probe in direct contact with the charging pin during the discharge event provided the discharge waveform meets the requirements of Table 2,Table 3, and Figure 3. After discharging the PUT, the DUT shall be re-charged and the process isrepeated for each pin to be tested. Special devices (such as multi-chip modules, hybrids, and sub-assemblies) must be charged through a common power supply/ground pin or a sufficient number ofdevice pins to ensure the charging potential is reached. All charge pins must be recorded.3.2.2 Field-induced Charging MethodThe DUT is placed “dead-bug” (upside down with pins pointing up) with device body in direct contactwith the field charging plate and charged by raising the potential of the charge plate (see Figure 1). To prevent damaging the DUT, ensure both the device and charge plate are at ground potential prior toinitiating the CDM test. Once the DUT is charged, a pin under test (PUT) is discharged. Afterdischarging the PUT, the DUT shall be re-charged and the process is repeated for each pin to betested. The field charging plate shall be at least seven times (7X) larger in area than the DUT and shall meet the requirements of Table 2, Table 3, and Figure 3. If a dielectric film is used during devicetesting, it shall be less than 130 microns thick and must be in place during the waveform verificationprocedure.3.2.3 Direct Discharging MethodDirect contact discharge is initiated within a relay and can add parasitics to the discharge path(care must be taken to minimize these parasitics). A discharge probe (e.g., pogo pin), connectedto the relay, is placed in direct contact with the PUT and produces a very repeatable CDM event.3.3 Test TemperatureEach device shall be subjected to ESD pulses at room temperature.3.4 MeasurementsPrior to ESD testing, complete initial DC parametric and functional testing (initial ATE verification)shall be performed on all sample groups and all devices in each sample group per applicable devicespecification at room temperature followed by hot temperature, unless specified otherwise in thedevice specification.Component Technical Committee3.5 Cleaning MethodTo avoid charge loss during CDM testing, devices should be cleaned with isopropanol (isopropylalcohol) using a procedure approved by the local safety organization. Devices should then be handled only by vacuum tweezers, personnel wearing finger cots or equivalent, or plastic tweezers which have been neutralized by holding in an ionized air stream. The CDM tester should be cleaned periodically with isopropanol (isopropyl alcohol) to remove any surface contamination that could result in charge loss. Particular attention should be paid to the discharge probe, charging probe, and the charge plate on which the device is placed.3.6 Detailed ProcedureThe ESD testing procedure shall be per the test flow diagram of Figure 4 and as follows:a. Place clean DUT “dead-bug” (upside down with pins pointing up) with device body in directcontact with the charge plate.b. Set the charge voltage to + 250 volts. Voltage level skipping is not allowed.c. Select a charging method and charge the DUT.d. Select a PUT and discharge the DUT. After discharging, wait a minimum of 1 second and re-charge the DUT. The use of three (3) discharges at each charge voltage polarity is required.e. Set the charge voltage to - 250 volts. Voltage level skipping is not allowed.f. Repeat steps (c) through (d) using the same PUT.g. Repeat steps (b) through (f) until every PUT (all device pins, including power and groundpins) is discharged at the specified voltage.h. Test the next device in the sample group and repeat steps (a) through (g) until all devices inthe sample group have been tested at the specified voltage level.i. Submit the devices for complete DC parametric and functional testing (final ATE verification)per applicable device specification within 96 hours of ESD testing and determine whether thedevices pass the failure criteria requirements specified in section 4. Complete DC parametricand functional testing shall be performed at room temperature followed by hot temperature,unless specified otherwise in the device specification. The functionality of "E2PROM" typedevices shall be verified by programming random patterns. If a different sample group istested for each stress voltage level, it is permitted to perform the DC parametric andfunctional testing (final ATE verification) per device specification after all sample groups havebeen tested.j. Using the next sample group, increase the pulse voltage by 250 volts and repeat steps (a) through (i). Voltage level skipping is not allowed. It is permitted to use the same samplegroup for the next stress voltage level if all devices in a sample group pass the failure criteriarequirements specified in section 4 after exposure to a specified voltage level. If device failsat the 250 volt level, decrease the pulse voltage to 125 volts and repeat steps (b) through (o).k. Repeat steps (a) through (j) until failure occurs or the device fails to meet the 125 volt stress voltage level.Component Technical Committee4. FAILURE CRITERIAA device will be defined as a failure if, after exposure to ESD pulses, the device no longer meets thedevice specification requirements. Complete DC parametric and functional testing (initial and finalATE verification) shall be performed per applicable device specification at room temperature followed by hot temperature, unless specified otherwise in the device specification. Complete DC parametric and functional testing immediately following the ESD test provides worst-case data results. For some devices, parametric and functional characteristics may fall outside specified device specification limits when tested immediately after ESD testing, but slowly drift towards acceptable levels over time. Ifcomplete DC parametric and functional testing is delayed, the device may be improperly classified ata higher CDM withstanding voltage.5. ACCEPTANCE CRITERIAA device passes a voltage level if all devices in the sample group stressed at that v oltage level andbelow pass. All the devices and sample groups used must pass the measurement requirementsspecified in section 3 and the failure criteria requirements specified in section 4. Using theclassification levels specified in Table 4, the supplier shall classify the device according to themaximum withstanding voltage level. Due to the complex nature of the CDM event, a change inmanufacturing process, design, materials, or device package may require reclassification according to this test method.Table 4: Integrated Circuit CDM ESD Classification LevelsComponent Classification Maximum Withstand VoltageC0 ≤ 125 VC1 > 125 V to ≤ 250 VC2 > 250 V to ≤ 500 VC3A > 500 V to ≤ 750 VC3B> 500 V to ≤ 750 V with corner pins > 750 VC4 > 750 V to ≤ 1000 V C5 > 1000 VComponent Technical CommitteeFigure 4: Integrated circuit CDM ESD test flow diagramComponent Technical CommitteeRevision HistoryRev #-A B Date of changeAug. 25, 2000Jan. 31, 2001July 18, 2003Brief summary listing affected sectionsInitial Release.Changed title, revised paragraphs 1.1, 1.2, 3.2, 3.2.1, 3.2.2, revised Table 2& 3, revised Figure 3.Revision to sections 3.6 (j & k) and 5 reflect addition of classificationlevels for ESD testing and lower voltage step for devices failing 250V.New Table 4 added listing CDM ESD classification levels.。
AEC-Q101中文标准规范
基于离散半导体元件应力测试认证的失效机理内容列表AEC-Q101 基于离散半导体元件应力测试认证的失效机理附录1: 认证家族的定义附录2: Q101 设计、构架及认证的证明附录3: 认证计划附录4: 数据表示格式附录5: 最小参数测试要求附录6: 邦线测试的塑封开启附录7: AEC-Q101与健壮性验证关系指南附件AEC-Q101-001: 人体模式静电放电测试AEC-Q101-002: 人体模式静电放电测试 (废止)AEC-Q101-003: 邦线切应力测试AEC-Q101-004: 同步性测试方法AEC-Q101-005: 静电放电试验–带电器件模型AEC-Q101-006: 12V系统灵敏功率设备的短路可靠性描述感谢任何涉及到复杂的技术文件都来自于各个方面的经验和技能。
为此汽车电子委员会由衷承认并感谢以下对该版文件有重大贡献的人:固定会员:Rick Forster Continental CorporationMark A. Kelly Delphi CorporationDrew Hoffman Gentex CorporationSteve Sibrel HarmanGary Fisher Johnson ControlsEric Honosowetz Lear Corporation技术成员:James Molyneaux Analog DevicesJoe Fazio Fairchild SemiconductorNick Lycoudes FreescaleWerner Kanert InfineonScott Daniels International RectifierMike Buzinski MicrochipBob Knoell NXP SemiconductorsZhongning Liang NXP SemiconductorsMark Gabrielle ON SemiconductorTom Siegel Renesas TechnologyTony Walsh Renesas TechnologyBassel Atallah STMicroelectronicsArthur Chiang VishayTed Krueger [Q101 Team Leader]Vishay其他支持者:John Schlais Continental CorporationJohn Timms Continental CorporationDennis L. Cerney International RectifierRene Rongen NXP SemiconductorsThomas Hough Renesas TechnologyThomas Stich Renesas Technology本文件是专门的纪念:Ted Krueger (1955-2013)Mark Gabrielle (1957-2013)注意事项AEC文件中的材料都是经过AEC技术委员会准备、评估和批准的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于集成电路应力测试认证的失效机理内容列表AEC-Q100 基于集成电路应力测试认证的失效机理附录1:认证家族的定义附录2:Q100设计、架构及认证的证明附录3:邦线测试的塑封开启附录4:认证计划和结果的最低要求附录5:决定电磁兼容测试的零件设计标准附录6:决定软误差测试的零件设计标准附件AEC-Q100-001 邦线切应力测试AEC-Q100-002 人体模式静电放电测试AEC-Q100-003 机械模式静电放电测试AEC-Q100-004 集成电路闩锁效应测试AEC-Q100-005 可写可擦除的永久性记忆的耐久性、数据保持及工作寿命的测试 AEC-Q100-006 热电效应引起的寄生闸极漏电流测试AEC-Q100-007 故障仿真和测试等级AEC-Q100-008 早期寿命失效率(ELFR)AEC-Q100-009 电分配的评估AEC-Q100-010 锡球剪切测试AEC-Q100-011 带电器件模式的静电放电测试AEC-Q100-012 12V系统灵敏功率设备的短路可靠性描述感谢任何涉及到复杂技术的文件都来自于各个方面的经验和技能,为此汽车电子委员会由衷承认并感谢以下对该版文件有重要贡献的人:固定会员:准会员:特邀会员:其他支持者:注意事项AEC文件中的材料都是经过了AEC技术委员会所准备、评估和批准的。
AEC文件是为了服务于汽车电子工业,无论其标准是用在国内还是国际上,都可排除器件制造商和采购商之间各方面的不一致性,推动产品的提高和可交换性,还能帮助采购商在最小的时间耽搁内选择和获得来自那些非AEC成员的合适的产品。
AEC文件并不关注其采纳的内容是否涉及到专利、文章、材料或工艺。
AEC 没有认为对专利拥有者承担责任,也没有认为要对任何采用AEC文件者承担义务。
汽车电子系统制造商的观点主要是AEC文件里的信息能为产品的说明和应用提供一种很完美的方法。
如果没有在本文件见到所陈述的要求,就不能声称与本文件具有一致性。
与AEC文件相关内容的疑问、评论和建议请登陆链接AEC技术委员会网站:本文件由汽车电子委员会出版。
尽管AEC拥有版权,但本文件可以免费下载。
由于该下载方式,个人须同意不会对该文件索价和转售。
享有著作权。
本文件可以根据著作权注意事项进行再次出版印刷。
不经过AEC元器件技术委员会批准,本文件禁止任何更改。
基于封装集成电路应力测试认证的失效机理下列下划线部分标示了与上版文件的增加内容和区别,几个图表也作了相应修正,但这几处的更改并没有加下划线强调。
1. 范围本文件包括了一系列应力测试失效机理、最低应力测试认证要求的定义及集成电路认证的参考测试条件。
这些测试能够模拟跌落半导体器件和封装失效,目的是能够相对于一般条件加速跌落失效。
这组测试应该是有区别的使用,每个认证方案应检查以下:a、任何潜在新的和独特的失效机理b、任何应用中无显现但测试或条件可能会导致失效的情况c、任何相反地会降低加速失效的极端条件和应用使用本文件并不是要解除IC供应商对自己内部认证项目的责任性,其中的使用者被定义为所有按照规格书使用其认证器件的客户,客户有责任去证实确认所有的认证数据与本文件相一致。
供应商对由其规格书里所陈述的器件温度等级的使用是非常值得提倡的。
1.1 目的此规格的目的是要确定一种器件在应用中能够通过应力测试以及被认为能够提供某种级别的品质和可靠性。
1.2 参考文件目前参考文件的修订将随认证计划协议的日期而受到影响,后续认证计划将会自动采用这些参考文件的更新修订版。
1.2.1 汽车级AEC-Q001 零件平均测试指导原则AEC-Q002 统计式良品率分析的指导原则AEC-Q003 芯片产品的电性表现特性化的指导原则AEC-Q004 零缺陷指导原则SAE J1752/3 集成电路辐射测量程序1.2.2 军用级MIL-STD-883 微电子测试方式和程序1.2.3工业级JEDEC JESD-22 封装器件可靠性测试方法EIA/JESD78 集成电路闩锁效应测试UL-STD-94 器件和器具中塑料材质零件的易燃性测试IPC/JEDECJ-STD-020 塑性材料集成电路表面贴封器件的湿度/回流焊敏感性分类等级JESD89 а粒子和宇宙射线引起的半导体器件软误差的测量和报告JESD89-1 系统软误差率的测试方法JESD89-2 а源加速的软误差率的测试方法JESD89-3 光线加速的软误差率的测试方法1.3定义1.3.1AEC Q100认证如果成功完成根据本文件各要点需要的测试结果,那么将允许供应商声称他们的零件通过了AEC Q100认证。
供应商可以与客户协商,可以在样品尺寸和条件的认证上比文件要求的要放宽些,但是只有完成要求实现的时候才能认为零件通过了AEC Q100认证。
1.3.2 应用承认承认被定义为客户同意在他们的应用中使用某零件,但客户承认的方式已经超出了本文件的范围。
1.3.3零件工作温度等级的定义零件工作温度等级定义如下:0等级:环境工作温度范围-40℃-150℃1等级:环境工作温度范围-40℃-125℃2等级:环境工作温度范围-40℃-105℃3等级:环境工作温度范围-40℃-85℃4等级:环境工作温度范围0℃-70℃2、 通用要求2.1 目标该规范的目标是建立一个标准,以描述基于一套最低认证要求的集成电路工作温度等级。
2.1.1 零缺陷认证和本文件的其他方面都是为了达到零缺陷的目标,需要完成零缺陷项目的基本内容都可以在AEC-Q004零缺陷指导原则里查到。
2.2 优先要求当该标准中的要求与其他文件相冲突时,可采用以下优先顺序:a、采购订单b、个别器件规格c、本文件标准d、本文件的1.2节中的参考文件e、供应商的数据规格2.3 满足认证和重新认证要求的通用数据的使用2.3.1 通用数据的定义使用通用数据来简化认证过程非常值得提倡,通用数据可以提供给使用者用于其它测试需求。
需要考虑到的是,通用数据必须基于一系列特殊要求,这些要求与表3和附录1所示的器件和制造工艺的所有特性相关联的。
如果通用数据包含任何失效,这个数据就不能作为通用数据,除非供应商已经证明和针对客户接受的失效条件进行了纠正措施。
附录1定义了标准,通过它各个成员可以组成这个认证家族,为的是所有家族成员的数据对于质疑的器件认证都能是均等的和普遍接受的。
对于应力测试,如果论证在技术上是很合理的,那么两个或更多的认证家族将会组合起来进行(例如数据上的支持)。
表1 零件认证和重新认证的批次要求零件信息 批次认证要求 新设备,未使用通用数据 表2要求的批次和样品的尺寸某认证家族的零件需要经过认证的,将要认证的零件不能过复杂,能符合附录1中认证家族的定义 仅要求4.2节中定义的器件特殊测试,批次和样品的测试要求须根据表2中要求的测试具有可以用通用数据的新零件 参考附录4决定表2中要求的相应测试,批次和样品尺寸须根据表2中要求的测试零件加工工艺改变 参考表3决定需要表2中何种测试,批次和样品尺寸须根据表2中要求的测试零件环境测试要达到所有测试的温度极端点,但是电终端测试的温度要低于等级要求温度 至少一批次的电终端测试(完全为认证测试)必须达到或超过器件等级要求的温度极点多个地点的认证和重新认证 参考附录1中第3节多个认证家族的认证和重新认证 参考附录1中第3节适当关注下这些认证家族的指导原则,就能够积累起适用于该家族其他器件的信息。
这些信息能够用来证实一个器件家族的通用可靠性并使特殊器件认证测试项目的需要减少到最低,这需要通过以下途径可以实现:认证和监测认证家族中最复杂的器件(例如大内存、模数转换器、大尺寸芯片),对后来加入此认证家族不太复杂的器件应用这些信息数据。
通用数据的来源应该是供应商经鉴定过的测试实验室,它包括内部供应商认证,基本结构或标准的电路描述和测试,使用者特殊认证,以及供应商过程监控。
提交的通用数据必须达到或超过表2中列出的测试条件。
终端测试温度必须达到最差的温度极端,至少一个批次的数据用来认证工作器件的温度等级。
未做到以上并且如果未使用或接受现有的通用数据,将会导致供应商1个或3个批次的认证器件上的应力测试受到怀疑。
使用者有最终权接受通用数据来代替测试数据。
表3描述了一组必须考虑到元器组件有任何改变的认证测试,其中的矩阵图也同样描述了与制程改变相关的新工艺制程和重新认证。
该表是一个测试总括,使用者应将其作一个基本准线来讨论那些存在疑问需要认证的测试。
供应商有责任介绍为什么某些被推荐的测试不须要进行的基本原理。
2.3.2通用数据接受的时间限制只要从初始认证的所有可靠性数据被呈交给客户评估起,通用数据的可接受性就不存在时间上的限制,此数据必须取自按照附录1定义的特殊零件或同样认证家族中的零件,包括任何客户的特殊数据(如果客户非AEC,保留客户的名字),制程认证改变,周期可靠性监控数据(见图1)过去 现在认证数据+制程改变认证数据+可靠性监控客户#1特 制程改 客户#2特 制程改 数据=可接受 殊认证 变认证 殊认证 变认证 的通用数据内部 供应 供应 周期可靠性监控测试器件 商内 商生描述 部认 产起证 点注:一些制程改变(如元件缩小化)将会影响通用数据的使用,以至于这些改变之前得到的数据就不能作为通用数据接受使用。
图1 通用数据时间进程2.4 测试样品2.4.1 批次要求测试样品应该由认证家族中有代表性的器件构成,由于缺少通用数据就需要有多批次的测试,表2中列出的测试样品必须是由非连续晶圆批次中近似均等的数量组成,并在非连续成型批次中装配。
即样品在生产厂里必须是分散的,或者装配加工线至少有一个非认证批次。
2.4.2生产要求所有认证器件都应在制造场所加工处理,有助于量产时零件的传输。
其他电测试场所可以在其电性质证实有效后用于电测量。
2.4.3 测试样品的再利用已经用来做非破坏性认证测试的器件可以用来做其他认证测试,而做过破坏性认证测试的器件则除了工程分析外不能再使用。
2.4.4 样品尺寸要求用于认证测试的样品尺寸与(或)提交的通用数据必须与表2中指定的最小样品尺寸和接受标准相一致。
如果供应商选择使用通用数据来认证,则特殊的测试条件和结果必须记录并对使用者有可用性(更合适的格式可见附录4)。
现有可用的通用数据应首先满足这些要求和表2中2.3节的每个测试要求。
如果通用数据不能满足这些要求,就要进行器件特殊认证测试。
2.4.5预前应力测试和应力测试后要求表2中的附加要求栏为每个测试指定了终端测试温度(室温、高温和低温)。
温度特殊值必须设有最差情况,即每个测试中用至少一个批次的通用数据和器件特殊数据来设置温度等级极端。
例如,如果某供应商设计一种设备,有意设置在工作温度等级3环境(-40℃到+80℃),那么终端测试温度极端仅需将其作为限定。