圆钢冷拉开裂失效分析
冷镦钢开裂成因分析及质量改进

冷镦钢开裂成因分析及质量改进冷镦钢是一种用途广泛的金属材料,常常用于制作螺栓、螺母等零部件。
在生产过程中,冷镦钢有时会出现开裂的情况,这不仅影响了产品的质量,也增加了生产成本。
对冷镦钢开裂的成因进行分析,并提出质量改进的措施,对于企业的生产和发展具有重要意义。
冷镦钢开裂的成因分析主要包括以下几个方面:原材料质量、冷加工工艺、设备状况、操作技术以及质量控制等方面。
首先是原材料质量。
冷镦钢的开裂与原材料质量有着密切的关系,如果原材料中含有过多的夹杂物、气孔等缺陷,或者材料的组织不均匀,都会导致冷镦钢在冷加工过程中出现开裂的情况。
其次是冷加工工艺。
冷加工工艺的参数设置不当、过程控制不严等因素都可能导致冷镦钢开裂。
冷加工时温度过低或者过高、冷加工过程中受力不均匀等,都会对冷镦钢的质量产生不利影响。
再者是设备状况。
设备的磨损、老化或者不合理的设计都可能导致冷加工过程中对冷镦钢造成损伤,从而引起开裂。
操作技术也是一个重要的因素。
冷加工过程中操作者的技术熟练程度、操作规范程度等都会影响冷镦钢的开裂情况。
如果操作不当、经验不足,都会加剧冷镦钢开裂的风险。
最后是质量控制。
如果生产过程中的质量控制不严格、产品检验不到位,都会让质量不合格的冷镦钢流入市场,增加了产品开裂的风险。
针对以上分析的成因,我们公司提出了以下质量改进措施。
首先是加强原材料的质量控制。
在原材料采购环节,加强对原材料的检验,确保原材料的质量符合要求。
对有质量问题的原材料,及时进行退货处理,避免不良原材料影响产品质量。
其次是优化冷加工工艺。
通过对冷加工工艺参数的优化调整,确保冷加工过程中的温度、压力、速度等参数在合理范围内,减少冷镦钢在冷加工过程中的应力集聚,降低开裂的风险。
再者是加强设备维护和更新。
定期对冷加工设备进行检查、维护和更新,确保设备处于良好的工作状态,避免设备老化和磨损给冷镦钢的质量带来影响。
加强操作技术培训。
对操作者进行系统的技术培训,提高操作者对冷加工过程的理解和技术水平,降低操作不当造成的产品质量问题。
45_圆钢表面裂纹原因浅析_吴晖
5 改进措施及建议 综上所述, 产生圆钢表面裂纹的原因不仅与炼钢 有关, 也与轧钢有关, 针对这一问题, 可采取一系列的 措施来减轻或消除。 1)炼钢主要是减少钢中气体和夹杂物的含量, 消 除表面气孔, 皮下气泡及非金属夹杂物, 即消除发
图 9 5 28mm 圆钢表面裂纹
4 裂纹原因分析 从上述可知, 1# 、2# 试样是铸坯上有缺陷, 在轧制 后形成裂纹; 3#、4#试样是在轧制过程中形成裂纹。 4. 1 连铸坯表面质量缺陷对裂纹的影响 在检验连铸坯低倍质量中发现, 连铸坯表面有针 孔状的缺陷、皮下气泡、表面裂纹等, 针孔和皮下气泡 分布在连铸坯的外表面及皮下, 分布面广, 数量多, 其 直径在 015~ 2mm 之间; 表面裂纹缺陷是在钢坯的表 面有纵向裂纹, 深 3~ 5mm 之间 (图 11) 。 连铸坯缺陷在轧钢加热炉中的高温下, 暴露于空气 中会被氧化, 在随后的轧制过程中缺陷延伸在钢材表面 形成细小的裂纹, 此类裂纹在显微镜下观察裂纹内和裂 纹尾部有高温氧化产物, 裂纹两侧有明显的脱碳。 4. 2 连铸坯外来夹杂产生的裂纹 连铸坯中外来夹杂物 ( 图 12) 的产生途径有: 耐 火材料剥落进入钢水中; 保护渣卷入钢水中。该外来 夹杂破坏了钢的基体连续性, 引起应力集中, 导致裂 纹的形成, 当连铸坯中大量 的外来夹杂物附 集在皮 下, 在轧钢加热炉中未暴露于空气, 在随后的轧制过 程中夹杂物轧出钢材表面形成裂纹, 此类裂纹在显微 镜下观察裂 纹内填充有外来夹杂 物, 裂纹两 侧无脱 碳, 裂纹附近有大量的外来夹杂物。 4. 3 轧制过程中产生的裂纹 折叠 (图 13) 是轧件表面的纵向突起或凹痕在继 续轧制过程中被轧平引起的表面缺陷, 在横断面上缺 陷的端部不分枝, 充满氧化铁, 裂纹两侧脱碳深度不 等。轧件在孔型轧制过程中, 产生了纵向突起, 如轧 件过充满 (耳子 ) 、错位等, 翻转 90b继续轧制时, 这些 纵向突起被压倒、轧平形成折叠。
冷镦钢开裂成因分析及质量改进

冷镦钢开裂成因分析及质量改进【摘要】冷镦钢在生产过程中容易出现开裂问题,影响产品质量和生产效率。
本文通过分析冷加工工艺、开裂原因,探讨质量改进策略和监控方法,提出改进生产工艺的建议。
总结认为,冷镦钢开裂问题可通过调整工艺参数和提高生产控制水平来解决,未来可深入研究开裂机理、优化材料配方等方面。
希望通过本文的研究,能够为解决冷镦钢开裂问题提供有效的参考,推动行业质量水平的提升。
【关键词】冷镦钢、开裂成因、质量改进、冷加工工艺、性能影响、质量监控、生产工艺、根本解决方法、研究方向、总结、展望。
1. 引言1.1 冷镦钢开裂成因分析及质量改进冷镦钢是一种常用的金属材料,广泛应用于汽车、机械制造等领域。
冷镦钢在生产过程中经常出现开裂现象,严重影响产品质量和生产效率。
对冷镦钢开裂成因进行分析,并提出质量改进方案至关重要。
本文旨在对冷镦钢开裂成因进行深入分析,探讨影响冷镦钢性能的冷加工工艺因素,并从根本上解决冷镦钢开裂问题。
通过对冷镦钢开裂原因的探讨和质量改进策略的提出,希望能够引起相关行业的重视,提升产品质量和企业生产效率。
在本文中,我们将首先分析冷加工工艺对冷镦钢性能的影响,探讨冷镦钢开裂的根本原因,并提出质量改进策略。
接着,我们将介绍冷镦钢质量监控方法,以及改进冷镦钢生产工艺的具体措施。
我们将总结冷镦钢开裂的根本解决方法,并提出未来研究方向,展望冷镦钢质量改进的发展方向。
希望通过本文的研究,能够为相关行业提供参考,促进冷镦钢质量的提升和行业的发展。
2. 正文2.1 冷加工工艺对冷镦钢性能影响分析冷加工工艺是冷镦钢生产过程中至关重要的环节,其对冷镦钢的性能影响非常显著。
在冷加工工艺中,冷镦钢的变形应力和应变量会大大增加,这会导致冷镦钢的晶粒变形和排列发生变化,从而影响其力学性能。
冷加工过程中会产生大量的加工硬化作用,使得冷镦钢的硬度和强度明显提高,但同时也容易导致其脆性增加,从而增加冷镦钢开裂的风险。
在冷加工工艺中,温度、速度、压力等参数的控制也对冷镦钢的性能有着直接的影响。
冷镦钢开裂成因分析及质量改进

冷镦钢开裂成因分析及质量改进冷镦钢开裂是指在冷镦加工过程中,钢材出现裂纹现象,这种现象严重影响了产品的使用性能和质量,也给生产制造过程带来了一定的损失。
深入分析冷镦钢开裂的成因并进行质量改进非常重要。
一、冷镦钢开裂的成因分析1.原材料质量不合格冷镦钢的原材料主要是钢坯,如果钢坯的质量不合格,如夹杂物含量过高、组织不均匀等,都会导致冷镦钢在加工过程中容易产生开裂现象。
2.冷加工参数设置不合理冷镦是一种冷加工工艺,如果冷加工参数设置不合理,如温度、速度、力度等方面没有精确控制,就会导致钢材变形过大、应力过大,从而引起开裂。
3.模具磨损严重冷镦加工需要使用模具,如果模具磨损严重,就会导致钢材在加工过程中受到不均匀的力度作用,从而导致开裂。
4.加工环境不合理如果冷镦加工的环境温度、湿度等因素不合理,就会导致钢材在加工过程中受到外部环境的影响,从而引起开裂。
二、冷镦钢开裂的质量改进1.严格控制原材料质量从源头上保证原材料的质量,选择质量合格的钢坯,并严格对其进行质量检测,确保原材料质量的稳定性。
3.加强模具维护及时对冷镦加工所使用的模具进行检查和保养,发现磨损严重的模具及时更换,确保模具的使用状态良好,减少对钢材的不良影响。
4.改善加工环境优化冷镦加工的环境,控制好温湿度等因素,营造一个适合冷镦加工的环境条件,减少外部环境对钢材的影响,降低开裂的风险。
5.加强质量控制在冷镦加工过程中,加强对产品质量的检测和控制,对一旦发现开裂等质量问题,及时进行处理和改进,确保产品质量符合要求。
冷镦钢开裂是一个需要认真对待并加以解决的问题,只有深入分析其成因,并从原材料质量、加工参数、模具维护、加工环境和质量控制等方面进行全面改进,才能有效预防和减少冷镦钢的开裂现象,提高产品质量和生产效率。
冷镦钢开裂成因分析及质量改进

冷镦钢开裂成因分析及质量改进冷镦钢指的是冷加工成形的高强度、高硬度钢材。
在冷镦加工过程中,冷镦钢往往会出现开裂的问题,导致产品质量下降。
对冷镦钢开裂成因进行分析并进行质量改进是十分必要的。
冷镦钢开裂的主要成因有以下几点:1. 材料本身质量问题:冷镦钢的质量直接影响其开裂情况。
如果冷镦钢的成分不合理,含有过多的硫、氧等有害元素,或者出现夹杂物、疏松等缺陷,都会导致冷镦钢开裂。
2. 冷镦钢表面氧化:冷镦钢在生产过程中长时间暴露在空气中,容易发生表面氧化。
氧化层的形成使得冷镦钢表面变得较硬,而内部仍保持较软的状态,从而产生内部应力,导致冷镦钢在加工过程中容易出现开裂。
3. 冷镦钢加工工艺问题:冷镦加工是一种高强度、高速度的变形加工,过高的变形应力和变形速率容易导致冷镦钢开裂。
如果冷镦钢的预加工不合理,例如切割时过于猛烈或内部缺陷未得到有效控制,也可能造成冷镦钢的开裂。
为了改进冷镦钢的质量,可以采取以下措施:1. 优化材料成分:合理选择冷镦钢的成分,控制有害元素含量,提升冷镦钢的纯度。
通过合理的炼钢工艺,减少夹杂物和疏松等缺陷的产生,提高冷镦钢的质量。
2. 控制加工工艺参数:合理控制冷镦加工的变形应力和变形速率。
通过调整加工工艺参数,减少冷镦钢的变形应力,降低开裂的风险。
3. 增强表面保护:在冷镦钢加工前,采取有效的措施对冷镦钢进行表面保护,防止氧化层的形成。
可以使用防氧化剂或涂覆防锈剂等方式,保持冷镦钢表面的光洁度和平滑度。
4. 提高预加工质量:在冷镦加工前,对冷镦钢进行必要的预加工,确保冷镦钢的形状完整、表面平整,并且要注意控制内部缺陷的产生。
合理的预加工有助于提高冷镦钢的质量,减少开裂的风险。
冷镦钢开裂是由于材料质量问题、表面氧化、加工工艺问题等多种因素导致的。
通过优化材料成分、控制加工工艺参数、增强表面保护和提高预加工质量等措施,可以有效改进冷镦钢的质量,降低开裂的风险,提升产品的质量水平。
Q235B圆钢表面裂纹的成因分析及控制
Q235B圆钢表面裂纹的成因分析及控制本文从炼钢和轧钢两个方面对本厂生产的Q235B圆钢常见的不同类型的表面裂纹情况进行了分析,通过金相观察检验及SEM和能譜分析,找出了不同类型裂纹的形成机理和来源,并提出了相应的控制措施。
标签:圆钢;表面裂纹;形成机理;控制措施1 前言圆钢表面裂纹是圆钢最主要的表面质量缺陷之一,严重影响到圆钢再加工后的产品质量,尤其是在锻打和冷墩过程中,裂纹会在加工件上得到延展,使加工件开裂而报废,因此对圆钢表面裂纹的控制显的十分重要。
棒线型材厂目前有两条生产线可以生产圆钢,可生产普碳圆钢、低合金结构圆钢、合金结构圆钢等,生产质量一直较为稳定。
但在生产Q235B圆钢,部分圆钢表面出现了无规则的、纵向分布、肉眼可见的黑线状短裂纹,经检验判定为不合格品,另有部分圆钢在酸洗后,表面明显可见深浅不一的长条裂纹。
严重影响到了圆钢的质量,提高了生产成本,造成了较大的质量损失,为此我们进行了减少圆钢表面裂纹的攻关。
2 圆钢表面裂纹原因分析2.1 表面裂纹形貌对圆钢表面裂纹形貌进行观察分析,判断圆钢表面存在两种不同的类型的裂纹,分别为黑线短裂纹(如图1、图2)和长条状裂纹(如图3、图4)。
2.2 金相检验和SEM能谱分析(1)对L56573238批36mm规格的Q235B圆钢表面黑线短裂纹处进行横向取样分析,缺陷位置可见向基体扩展的裂纹,裂纹的深度为0.37mm(如图5);裂纹附近(圆钢近表面)可见大型夹杂物,裂纹根部可见分叉以及高温氧化和脱碳现象(如图6);其他未见异常,组织为F+P。
(2)对17B500803批36mm规格的Q235B圆钢表面黑线短裂纹处进行横向取样分析,结果表明:黑线处存在裂纹,裂纹深入基体约0.15mm,裂纹周围未见明显脱碳和氧化点,裂纹内有异物填充(如图7)。
对圆钢表面黑线和横截面裂纹处(如图8)进行SEM和能谱分析,结果表明:表面黑线和横截面裂纹处均存在夹杂,夹杂中含有Al、Si、Ca、Na、Mg等特征元素(如表1)。
金属拉力棒断口失效分析资料

金属拉力棒拉伸断裂失效分析学院:机械电子工程学院专业:过程装备与控制工程姓名:张炳涛班级:2011—1学号:1101042136金属拉力棒拉伸断裂失效分析一、概述1、金属构件失效分析的意义和重要性(1)促进科学技术的发展,通过多个学科的交叉分析,找到失效的原因,不仅防止同样的失效再发生,而且能更进一步完善装备构建的功能,促进了相关各项工作的发展。
(2)提高装备及其构件的质量。
从设计、材料、制造等各方面进行改进,便可提高装备及其构件的质量。
(3)具有高的经济效益和社会效益。
2、失效分析报告主要内容这次针对铸铁T200拉力棒和Q235拉力棒试件进行了拉伸试验及失效分析,主要进行了现场调查及收集资料,包括对准备试件的测量以及试件的装夹,加载,记录了设备的型号,参数及操作要求,对设备的运行过程,试件在加载过程出现的现象进行了记录,记录拉伸曲线,然后对试件进行断口失效分析,采用低倍放大对断口的形状,晶粒度,组织组成进行分析,最后参考书籍完成报告。
二、试样制备与收集1、对铸铁T200拉力棒和Q235拉力棒进行拉伸试验,制备断口试件。
2.加载过程Q235拉力棒拉伸实验步骤(1)试件准备:在试件上划出长度为l0的标距线,在标距的两端及中部三个位置上,沿两个相互垂直方向各测量一次直径取平均值,再从三个平均值中取最小值作为试件的直径d0。
(2)试验机准备:按试验机计算机打印机的顺序开机,开机后须预热十分钟才可使用。
按照“软件使用手册”,运行配套软件。
(3)安装夹具:根据试件情况准备好夹具,并安装在夹具座上。
若夹具已安装好,对夹具进行检查。
(4)夹持试件:若在上空间试验,则先将试件夹持在上夹头上,力清零消除试件自重后再夹持试件的另一端;若在下空间试验,则先将试件夹持在下夹头上,力清零消除试件自重后再夹持试件的另一端。
(5)开始实验:点击主机小键盘上的试样保护键,消除夹持力;位移清零;按运行命令按钮,按照软件设定的方案进行实验。
Q235B热轧钢带冷弯开裂原因分析及措施

21 0 0年 1 O月
金 属 材 料 与 冶 金 工 程
M ETAL M ATE ALS AND E RI M TAL URGY ENGI L NEE NG RI
V 0 - NO. l38 5 0 c 2 0 t 01
Q2 5 3 B热 轧钢 带冷 弯开 裂 制 拉 长 使 钢 材 表 面 产 生 裂 纹 源 。 当 然 ,次要 原 因 的根 源 还 在 于 钢 水 气体 含 量 高 导致 铸 坯存 在 皮 下
气 泡 。而 在 这 些 非 金 属夹 杂 物 中 ,又 以 C 类 ( 酸 盐 )和 D 类 ( 状 氧 化物 )夹 杂 为 最 多 和等 级 最 高 。 基 硅 环
氧 在 固 态 钢 中 的溶 解 度 非 常小 ,几 乎 全 部
以 氧化 物 夹 杂 的形 式存 在 于 钢 中 ,因 氧 化 物 夹
1 开 裂 试 样 金 相 组 织 和 夹 杂 物 等 级
检 验
为 找 出冷 弯 开 裂 原 因 ,制定 出改 善 冷 弯性
能 的 工艺 措 施 ,并 对 Q2 5 热轧 卷 板 冷 弯 开裂 3B
c a k n i t t du t t e te b le p d r s ox d z d e o l r c g s ha e o h se l ilt e i e mi i ie s r usy, s b u a e u bb e i i u c t n o s bu l
ABS TRACT : T e c n i e a l h s a n h mi a x mi a i n a d sr c u e a a y i h o s r b e p y i l a d c e c l e a n t n t t r n l ss d c o u
冷镦钢开裂原因探析及轧制工艺调整

一、前言冷镦钢盘条是萍钢新产品开发中重要的组成部分。
其主要生产工艺流程为:转炉冶炼一吹氩一LF炉精炼一连铸成坯一钢坯加热一粗轧一中轧一预精轧一精轧一吐丝成圈一散卷控冷一集卷一打捆一称重一卸卷一入库。
萍钢生产的冷镦钢在现阶段1/2冷镦开裂率平均在5~8 %,1/3冷镦开裂率达到20%以上,远未达到客户标准。
这种情况不仅影响萍钢的经济效益,而且对萍钢的产品质量形象产生了不利影响。
因此本篇文章将对冷镦钢开裂形貌进行大致分类并提出初步的原因辨别方法,针对一些具有代表性的的特殊问题,结合二轧厂高线的工艺实际状况,就如何尽可能的减少轧制缺陷,对解决措施和调整经验进行总结。
二、冷镦形貌类型及大致原因判断较常见的裂纹形状有三种,图1为平行裂纹,这种平行裂纹如果有规律性,即连续剪切的试样同样产生平行裂纹并有连续性。
基本可以判断为折叠造成。
图2为单条深裂纹,这种裂纹容易观察裂纹源延伸处的钢材组织中有无氧化脱碳。
无氧化脱碳现象,内部金属颜色光亮,裂纹应为夹杂或者严重尖锐划伤造成(注意:成品的轻微或者非尖锐深度划伤在一般1/3冷镦都不会造成裂纹)。
若有氧化铁皮,裂纹应为坯料表面质量缺陷或者严重折叠造成。
图3为单条浅裂纹原因分析较为困难,一般认为是连铸坯表面裂纹所造成产品上产生断续裂纹的情况。
这种铸坯质量不良的断续裂纹情况在1次12mm冷墩钢生产中可以在3#机架轧件表面清楚观察到。
图1平行裂纹萍钢冷镦钢开裂原因探析及二轧钢厂轧制工艺调整二轧钢厂张小军摘要: 对冷镦钢开裂形貌进行大致分类并提出初步的原因辨别方法,针对一些具有代表性的的特殊问题,结合二轧厂高线的工艺实际状况,就如何尽可能的减少轧制缺陷,对解决措施和调整经验进行总结关键词:冷镦钢裂纹夹杂折叠划伤调整轧辊导卫图2单条深裂纹图3单条浅裂纹其他较少出现的裂纹还有外形呈45°剪裂(形状为“<”)原因为塑性不足,可以判断为夹杂;裂纹表面有铁皮包裹,可以认为是折叠或者钢水脱氧不良造成;冷镦形貌为一条裂纹并对称伴随着一条不明显的印痕,认为是在轧制过程中由于单侧耳子造成的平行连续裂纹,一条较深而另一条较浅,浅裂纹经变形延伸消失而深裂纹不能消除,从而表现为一条裂纹,该形貌裂纹一般在其一侧有不明显的与其平行的印痕;另外发生在轧件四周的裂纹位置是否有规律性、连续性、对称性,都可以给我们大致判断裂纹原因带来帮助。
冷镦钢开裂成因分析及质量改进

冷镦钢开裂成因分析及质量改进1. 引言1.1 研究背景冷镦钢是制造各种紧固件、弹簧等产品所必不可少的材料,其质量直接影响着产品的使用性能和安全性。
在生产过程中,冷镦钢常常会出现开裂的现象,给生产带来困扰。
造成冷镦钢开裂的原因多种多样,可能是由于工艺参数控制不当、材料性能不达标、设备维护不到位等原因造成的。
针对冷镦钢开裂问题,相关部门和企业一直在进行改进和探索,但仍然存在许多难题有待解决。
我们有必要深入研究冷镦钢开裂的原因,寻找解决之道,提高冷镦钢的质量,确保产品的稳定性和可靠性。
本文旨在对冷镦钢开裂成因进行分析,并提出相应的质量改进措施,为冷镦钢生产提供参考和借鉴,促进冷镦钢产业的健康发展。
1.2 问题提出在冷镦钢生产过程中,开裂问题一直是一个困扰行业的重要质量难题。
冷镦钢开裂不仅影响产品质量,还会造成生产损失和资源浪费。
目前,虽然针对冷镦钢开裂问题进行了一定的研究和探讨,但相关解决方案仍然有待完善。
如何有效解决冷镦钢开裂问题,提高产品质量,提升生产效率,是当前亟待解决的问题。
对于冷镦钢开裂问题,主要表现为裂纹沿轧制方向扩展,严重影响产品的使用性能和寿命。
这个问题的存在往往直接关系到生产工艺、材料性能和设备状态等多个因素。
需要对冷镦钢开裂问题进行深入分析,找出造成开裂的根本原因,以便制定有效的改进措施。
解决冷镦钢开裂问题不仅仅是一项技术问题,更是关乎企业质量管理和经济效益的重要议题。
加强对冷镦钢开裂问题的研究和探讨,对于提高产品质量,降低生产成本,提升企业竞争力具有重要意义。
【内容已完结】.1.3 研究意义冷镦钢在工业生产中被广泛应用,但在生产过程中经常出现开裂现象,造成生产效率低下、质量不稳定等问题。
对冷镦钢开裂成因进行分析及质量改进具有重要的研究意义。
通过深入研究冷镦钢开裂的原因,可以帮助生产企业更好地了解开裂的机理和规律,有针对性地制定改进措施,提高产品质量和生产效率。
改进冷镦钢制造质量还能有效降低生产成本,提高企业竞争力,提升产品在市场的竞争力。
40Cr冷拔脆断原因分析

40Cr冷拔脆断原因分析摘要某冷拉厂于2011年购进一批,规格为20 mm的40Cr圆钢,冷拔加工成17 mm的六角形钢,在此过程中,出现了大量脆断现象,断口形貌呈子弹型,本文从断口形貌,金相组织、受力状况等方面对拉拔断裂的原因进行了分析。
关键词冷拔;断口;金相组织冷拔简介:冷拔工艺为:圆钢→退火→轧头→酸洗→润滑处理→冷拔。
冷拔过程的是原材料在拉拔力的作用下,形成径向压缩,轴向拉伸的应力状况,使材料产生塑性变形,受力方向与表面呈一定的角度。
其合力沿拉伸方向,为与材料表面呈一定夹角,由表面指向材料中心。
试样的选取:为了分析其原因,现场选取了3截冷拔断裂试样,同时切取了同一炉号,未经冷拔的原材料试样2个,以及另外2个炉号没有出现断裂的,同材质、同规格的产品试样各2个带回分析。
试样的检测:首先利用超声探伤仪对带回的试样进行C型和A型水浸超声检测,原材料均未发现裂纹缺陷,而在冷拔后的六角形棒料的中心部位,均发现间断性的裂纹。
对此材料进行拉伸破坏性试验,其断口形貌均与现场情况完全吻合,断口形形貌如图1、图2所示。
图 1 断口侧视图图2 断口正视图图1为宏观断口侧视形貌,断口突出的一端呈子弹形,内凹的一端呈圆形陨石坑形,两端完全吻合;图2为宏观断口正视形貌,分3个区:纤维区(A区);放射区(B区);瞬断区(C区)。
A区为灰黑色,位于断口中央的位置,直径约1.8mm,是断裂起始的裂纹源区。
B区为灰白色,在外加拉应力的作用下,中心裂纹呈放射状向外扩展;C区为灰色,为在放射区的外围厚度为1.8mm的圆环区,组织致密,呈细瓷状,所有断口四周未发现氧化及污染痕迹,这表明裂纹是在冷拔过程中产生。
根据断口形貌特征,裂纹的走向是由心部向外延伸至表面。
断口电镜分析:图3 (A区)纤维区对断口的3个区域,分别进行扫描电镜观察,从中可以看出,在A区(图3),有较多的显微空洞及夹杂物,唇状裂纹是由显微空洞在外力而作用下,逐渐扩展最后连接造成形成,说明此部位为材料断裂的起源;B区(图4)裂纹扩展区的微观形貌特征为较浅韧窝+少量解理+撕裂棱,具有河流花特征,裂纹扩展有方向性表明材料韧性不高,C区(图5)为瞬断区,形貌为等轴韧窝+撕裂棱,为拉伸脆性断裂。
冷镦钢开裂成因分析及质量改进

冷镦钢开裂成因分析及质量改进冷镦是一种重要的金属加工工艺,广泛应用于汽车、机械、航空航天等领域。
在冷镦过程中,如果出现钢材开裂现象,就会对产品的质量和生产效率造成严重影响。
分析冷镦钢开裂的成因并进行质量改进具有重要的意义。
本文将从冷镦钢的性质、加工工艺和设备方面,对冷镦钢开裂成因进行深入分析,并提出相应的质量改进措施。
一、冷镦钢开裂的成因分析1. 冷镦钢材的性质冷镦钢是一种特殊的金属材料,具有高强度、高韧性和高硬度的特点。
在冷镦过程中,由于受到外力和温度变化的影响,冷镦钢容易出现开裂现象。
冷变形和组织性能是导致开裂的主要原因之一。
冷变形会引起冷镦钢的内应力变化,如果内应力无法得到释放,就会导致钢材发生裂纹。
2. 加工工艺冷镦钢的加工工艺对开裂现象也有着重要影响。
在冷镦过程中,如果加工参数不合理或者操作不当,就会引起钢材的不均匀变形,从而导致开裂。
冷镦设备的质量和性能也会影响到冷镦钢的开裂情况。
3. 设备因素二、质量改进措施为了减少冷镦钢的开裂现象,可以优化冷镦钢的组织性能,以提高其耐冲击性和韧性。
具体操作方式包括采用适当的退火工艺和合理的工艺参数,以减少冷镦钢的内应力,从而降低开裂风险。
2. 合理调整冷镦工艺参数在冷镦钢的加工过程中,需要合理调整加工参数,避免过大的冷变形和不均匀的应力分布。
要注意加工过程中的润滑和冷却,以保证冷镦钢的表面质量和加工稳定性。
3. 加强冷镦设备的维护和管理冷镦设备的正常运转对冷镦钢的质量具有十分重要的作用。
为了降低冷镦钢的开裂风险,需要加强冷镦设备的维护和管理工作,确保设备的性能和稳定性。
4. 加强人员培训和操作规范在冷镦钢的加工过程中,操作人员的素质和操作规范也对产品的质量有着直接影响。
需要加强人员的培训,提高其操作技能和工艺素养,以减少操作不当对产品质量的影响。
M2冷拉扁钢拉拔断裂失效分析与改善

总第279期2019年第3期HEBEI M ET ALLU RGYT otal N o.2792019,N umber 3M2冷拉扁钢拉拔断裂失效分析与改善梁敬斌1,2,张磊1,2,何宁1,2(1.河冶科技股份有限公司,河北石家庄052165;2.河北省高速工具钢工程技术研究中心,河北石家庄052165)摘要:采用化学成分、组织、脱碳及硬度、观察断口宏观形貌等检测手段,分析了M2冷拉扁钢在拉拔过程中发生断裂的原因。
认为硬度高、塑性差是导致M2冷拉扁钢拉拔断裂的主要原因。
而硬度高是由于退火过程中退火炉部分炉丝熔断导致温度不一致造成的。
通过排查并恢复退火炉电器元件,对未拉拔的热轧扁钢母材进行二次退火等措施,M2冷拉扁钢拉拔断裂现象得到明显改善。
关键词:M2冷拉扁钢;断裂;硬度;二次退火中图分类号:TG115.5文献标识码:A文章编号:1006-5008(2019)03-0043-03doi :10.13630/j.cnki.13-1172.2019.0311FAILURE ANALYSIS AND IMPROVEMENT OFDQAWING FRACTURE FORM2COLD DRAWN FLAT STEELLiang Jingbin 1,2,Zhang Lei 1,2,He Ning 1,2(1.Heye Science and Technology Co.,Ltd.,Shijiazhuang ,Hebei ,052165;2.Hebei High Speed Tool Steel Engineering and Technology Research Center ,Shijiazhuang ,Hebei ,052165)Abstract :By means of chemical composition ,structure ,decarbonization and hardness ,and macro -mor-phology of fracture surface ,the causes of M2cold -drawn flat steel fracture during drawing were analyzed.It is considered that high hardness and poor plasticity are the main causes of drawing fracture.The high hard-ness is caused by the temperature inconsistency caused by the partial silk fusing of annealing furnace during annealing process.The drawing fracture of M2cold -drawn flat steel has been obviously improved by chec-king and restoring the electrical components of annealing furnace ,and secondary annealing of base metal of hot rolled flat steel without drawing.Key Words :M2cold drawn flat steel ;fracture ;hardness ;secondary annealing收稿日期:2018-10-08作者简介:梁敬斌(1966-),男,硕士,高级工程师,1989年毕业于唐山工程技术学院金属压力加工专业,现在河冶科技股份有限公司主要从事高速钢生产方面的工作,E -mail :ljb@sina.com 0引言高速钢扁钢作为普通刀具的替代品,具有良好的性价比,成倍提高了生产效率,为相关行业所青睐。
圆钢拉拔断裂原因分析

陈 二三 址 ” 状 毒三 伶
过 ,、
图3 裂纹形貌 (IO0×) 图4 裂纹组织形㈣
断
釉
56
4 tTI 圯
分『毛 工 热 工
H 。I热处理
05Crl 7Ni4Cu4Nb固溶时效后 表面污染分析
■ 袁 峰 , 黄 小 明
扫 码 了 解 更 多
摘 要 :05Ct‘I 7Ni4Cu4Nb产品 热 处理 后 金相 显微 组 织观 察 表 面 易出现一 层 白亮层 组 织 。经过 一 系列对 比试 验研 究表明 白 亮层 组 织仅 在使 用普 通 淬 火;由真 空油淬 时 出现 ,而 在 使 用真 空专 用淬 火油KR328 (简称 KR328)后 .在真 空油淬 、真 空 气淬 中均 禾 发现 白亮层 组 织 采 用显微 维 氏硬度 计检 测 产品 表 面白亮 层组 织 与心 部组 织硬 度 ,结 果 表明 : 白亮层 组 织硬度 偏 高 : 借助化 学 分析 仪 、能谱 仪等进 行 综合 分析 、结 果 表明 : 白亮层 组织H 为0.91%。 关键 词 :05Ct。1 7Ni4Cu4Nb;普通 淬 火油 ;真 空专 用淬 火油 ;白亮层 ;饱和 蒸汽压
f火祟 +眯 f , 仃
:-::l,10 【 l1 r rl .纠I J i
☆II 6所 小 。
5.分 析
化 。 :I,t j 、 / 一 能 均 7 : GB/_r699 201 5 J’ .\f。 州对£术 。 求 。
表 l 化学成分 (J 分数 )检测结果
结 果 表明 :45钢 在拉 拔 过程 中的 局部擦 伤致 使 表面组 织 发生 严重 塑性 变形 是导 致 其断 裂的主要
原 因
45圆钢拉拔断裂原因分析

用 户 在 将 通 化 钢 铁 股 份 有 限公 司 ( 简 称 通
钢 )) 生产 的 4 ) 3 0 m m 规格 4 5圆钢 进 行 冷拔 加 工成 边 长为 1 5 mm 的六 棱 柱 产 品 过 程 中发 生 断
裂纹 深且 较 多 ,在 后期 拉 拔 过 程 中 裂 纹处 开裂 ;
库 。为找 出拉 拔 断裂 的原 因 ,对 断裂 的 4 5圆 钢 进行 了化学 成分 、表 面酸洗 、金 相分 析和 硬度 检 验 ,最终 找 出 了 4 5圆钢 拉拔 断裂 的原 因 。
了使用上 的担心 ,更 给生产 厂家 带来 了 困惑 。
1 断裂情况
通钢 4 5圆钢冷 拔 加工 的六棱 柱产 品断 口宏
( T o n g h u a I r o n a n d S t e e l G r o u p C o . , L t d 、 )
Ab s t r a c t F r a c t u r e o c c u r r e d i n d r a wi n g p r o c e s s o f 4 5 ba r s t e e l t o h e x a g o na l b a r . Th e r e a s o n s o f d r a wi n g f r a c t u r e we r e s t u d i e d b y ma c r o a p p e a r a n c e o b s e r v a t i o n, c he mi c a l c o mp o s i t i o n a n a l y s i s, s u r f a c e pi c k l i n g, me t a l l o g r a p h i c a l a n a l y s i s a n d mi c r o h a r d n e s s t e s t . Th e r e s u l t s s h o we d t ha t t h e t r a n s v e r s e c r a c k s O i l t h e s u r f a c e o f 4 5 b a r s t e e l wa s t he ma i n r e a s o n f o r t h e f r a c t u r e,f u r t h e r mo r e,t h e t r a ns v e r s e c r a c ks we r e c a u s e d b y i mp r o p e r d r a wi n g o p e r a t i o n. Ke y Wo r d s d r a wi n g f r a c t u r e,t r a n s v e r s e c r a c k,me t a l l o g r a p h i c a l a na l y s i s,mi c r o h a r d n e s s
某钢厂Q460C圆钢表面裂纹原因分析及改善实践

(240mm×240mm)→铸坯检查→步进梁式加热炉加热→高压水
除磷→轧制→检验→入库→发货。
2 Q460C圆钢裂纹缺陷原因分析 对该钢种首次轧制的圆钢进行磁粉探伤检查,发现圆钢表
面存在短裂纹缺陷,如图 1 所示。对缺陷位置进行金相分析,如 图 2 所示,缺陷附近发现二次高温氧化物和脱碳(部分表现为全 脱碳)现象,推测缺陷来源于铸坯。
由于连铸采用整体下水口,长水口双吹氩环保护浇铸,因此 导致 Q460C 铸坯皮下气泡缺陷的极可能是气体 O、N、H 含量过 高。分别对 5 炉钢的铸坯近表面位置取样进行 O、N、H 气体含 量检测,检测结果为平均全氧含量为 18ppm,并不是太高,属于 正常水平 ;平均 H 含量 1.8ppm,远低于 H 含量达到 6ppm 时极 有可能导致铸坯直接产生气泡缺陷的含量 [4] ;钢中气体 N 含量 平均达到 70ppm,高于一般水平要求的 55ppm。根据相关资料 [5] 显示,若连铸保护浇铸使用的氩气流量偏小时,保护浇铸不到 位 ;偏大时,导致氩气顺钢流进入钢水中也会形成气泡缺陷,且 由钢中氩气形成的气泡底部相对圆滑,与实际生产中 Q460C 铸 坯皮下找到的气泡缺陷形貌基本相当。综上所述,钢中气体含量 较高是造成铸坯存在皮下气泡缺陷的主要原因,必须控制钢水 中的 N、Ar 含量,才能有效地改善皮下气泡缺陷的形成 [4]。
4 铸坯皮下气泡的控制措施及改善效果 4.1 改善铸坯皮下气泡的控制措施
针对 Q460C 钢中的 N 含量偏高,长水口吹氩流量不合理导
致铸坯皮下气泡缺陷,特制定以下控制措施。
4.1.1 气体 N 含量控制
(1)转炉出钢口外围平整,出钢时避免钢水散流,减少出钢
过程中 N 的吸入。
(2)LF 精炼过程中,控制冶炼过程中的埋弧效果,减少由于
45圆钢冷拉拔后表面裂纹原因分析

45圆钢冷拉拔后表面裂纹原因分析
钟芳华;李娟;纪仁峰;刘克明;钟凡;曾令宇
【期刊名称】《热处理技术与装备》
【年(卷),期】2017(038)001
【摘要】针对45圆钢冷拉拔后表面出现裂纹问题,从宏观和微观两方面对裂纹原因进行分析,结果表明圆钢表面裂纹是圆钢折叠缺陷经冷拉拔后在表面显露出来.可以通过严格执行检修和轧制制度来消除圆钢表面折叠.
【总页数】3页(P34-36)
【作者】钟芳华;李娟;纪仁峰;刘克明;钟凡;曾令宇
【作者单位】宝钢特钢韶关有限公司,广东韶关512123;广东昆仑信息科技有限公司,广东韶关512123;宝钢特钢韶关有限公司,广东韶关512123;南昌工程学院江西省精密驱动与控制重点实验室,江西南昌330029;宝钢特钢韶关有限公司,广东韶关512123;宝钢特钢韶关有限公司,广东韶关512123
【正文语种】中文
【中图分类】TG115.2
【相关文献】
1.45钢淬火后出现表面裂纹原因分析及对策 [J], 毛喆;李亚龙;刘建悟;王洲
2.45圆钢拉拔断裂原因分析 [J], 庄浩;齐晓峰;关春立;毕洪志;张朋
3.45Mn2热轧圆钢中心裂纹产生原因分析 [J], 谷召坤; 路晨龙
4.45圆钢表面纵裂纹缺陷分析 [J], 齐晓峰;关春立;毕洪志
5.45圆钢拉拔断裂原因分析 [J], 庄浩;齐晓峰;关春立;毕洪志;张朋
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆钢冷拉开裂失效分析
杭州钢铁集团公司技术质量处
吕祺
摘 要: 运用直读光谱、扫描电镜、能谱仪及金相显微镜对45圆钢冷拉开裂样进行分析,分析结果表明,试样
断裂面上有“人”字纹花样,并在“人”字纹花样处发现有氧化铝与硫化物类夹杂,这些夹杂物是造成材料冷拉开裂的主要原因。
关键词:冷拉 “人”字纹花样,氧化铝夹杂,硫化物夹杂
1前言
某厂生产的Φ25mm 45圆钢,经酸洗磷化后冷拉至Φ22mm 时发生纵向开裂,厂家不知何因,委托我们给予分析,经向厂家相关负责人了解,一直采用此冷拉工艺,未发生异常。
为查明开裂原因,运用金相显微镜、扫描电镜和能谱仪对冷拉开裂原因进行分析。
2宏观观察
宏观观察冷拉样,表面有一条很长得纵向裂纹(见图1),端面上观察,裂纹由表面沿径向向心部延伸(见图2)。
在样品纵裂部位取样,分别进行化学成分分析,断裂面形貌观察及能谱分析,纵截面非金属夹杂物检测及金相显微镜下的裂纹形貌和组织观察。
3 理化检验
3.1化学成分分析
用ARL-4460型直读光谱分析仪对试样进行化学成分(质量分数)分析,分析结果见表1。
由表1可知,试样化学成分符合45钢标准技术要求。
图1 宏观纵裂形貌 图2 端面裂纹形貌
表1 化学成分(质量分数) %
3.2硬度检测
采用HB-3000型布氏硬度计分析,Φ25mm 的45圆钢硬度为HBW208,而冷拉后开裂试样硬度
为HBW217。
由此可知,圆钢冷拉后未出现明显的加工硬化和塑形降低。
实测值 0.45 0.27 0.58 0.021 0.009 0.06 0.02 0.08 标准值
0.42~0.50 0.17~0.37 0.50~0.80 ≤
0.035
≤0.035
≤0.25
≤0.25
≤0.25
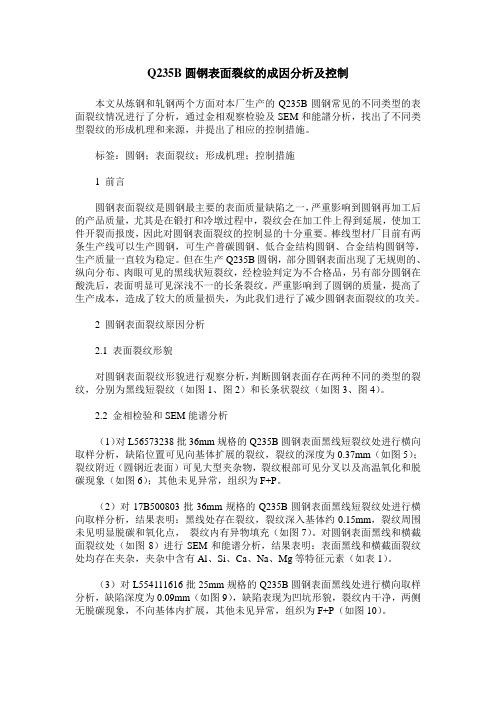
3.3扫描电镜和能谱仪观察
沿纵裂纹将样品打开,断裂面上有明显“人”字纹花样,“人”字纹花样距圆钢表面约2.5mm (见图3)。
运用JSM-6480扫描电镜对断裂面进行观察,电镜下能清晰的观察到近表层的“人”字纹花样(见图4)。
“人”字纹花样处放大观察,发现有较多的长条状硫化物夹杂(见图5、6)及较粗的氧化铝类夹杂(见图7、8)。
图3 纵裂纹断裂面宏观形貌图4纵裂纹断裂面电镜形貌
图5 人字纹处的夹杂图6 长条状夹杂能谱
图7 人字纹处的夹杂图8 夹杂物处能谱
3.4 金相观察
将试样断面进行磨制,抛光态下观察,根据GB/T10561-2005标准,夹杂物级别见表2。
并且在近表层区域发现有较多的硫化物与氧化铝类夹杂物(见图9)。
浸蚀后观察,表层组织较
心部组织粗大(见图10)。
裂纹处横截面磨制、浸蚀后观察,试样表层无脱碳;裂纹处组织为珠光体+铁素体,少量铁素体呈针状,裂纹开口呈锯齿状形貌,两侧无脱碳(见图11)。
图9 夹杂物图10 表层组织
图11 横截面裂纹形貌图12“人”字纹花样处解理断口
4 分析与讨论
从裂纹打开后的断裂面形貌观察,断裂面平整,应为脆性开裂。
电镜下观察,断口为解理断口行貌(见图12),而“人”字纹花样是解理断口的宏观形貌特征之一[1],这也说明裂纹为脆性开裂。
同时“人”字纹花样处观察到的氧化铝类及硫化物类非金属夹杂物表明该处可能存在夹杂物的偏聚,而非金属夹杂物与冷拉过程中生成的裂纹往往存在密切关系,这是由于比较容易变形的金属在难以变形的夹杂物周围塑性流动时,产生很大的张力而使金属和夹杂物界面的联结断裂,形成空隙。
同时在夹杂物处还有应力集中现象[2]。
可以认为,材料在冷拉时易在夹杂物处形成初始微裂纹,近一步冷拉后,初始微裂纹扩展形成纵裂。
“人”字纹花样位于圆钢近表层还与圆钢拉拔过程中的受力状态有关。
圆钢拉拔过程中,在拉拔力、正压力和摩擦力的作用下,变形区的金属基本上处于两向压(σr、σθ)和一向拉(σl)的应力状态[3]。
而拉拔后的圆钢则处于两向拉(σr、σθ)和一向压(σl)的应力状态。
而径向应力σr与周向应力σθ由表面向中心逐渐减小,即表面拉应力最大。
这主要是因为,在变形区,金属的每个环形的外面层上作用着径向应力σrw,在内表面上作用着径向应力σrn,而径向应力总是力图减小其外表面,距中心层愈远表面积愈大,因而拉拔时所需的力就愈大,拉拔后所受的拉应力愈越大。
当拉应力大于圆钢该处最大的抗拉强度时就会在该处形成裂纹。
5 结论
45钢发生冷拉开裂的主要原因是材料近表层处存在氧化铝和硫化物类非金属夹杂,破坏了材料的组织的连续性,使得材料在冷拉时易在夹杂物处形成裂纹。
冷拉后的圆钢,表层所受到的径向拉应力σr与周向拉应力σθ最大,当拉应力大于圆钢该处最大的抗拉强度时就会在该处形成裂纹。
参考文献:
[1] 崔约贤,王长利. 金属断口分析.哈尔滨工业大学出版社1998:53-54
[2] 上海市机械制造工艺研究所主编.金相分析技术.上海科学技术文献出版社 1987:189
[3] 马怀宪,金属塑性加工学冶金工业出版社,1991:156。