如何在在protel下进行阴阳板拼板
PCB采用“阴阳板”拼板的好处是什么?
PCB采⽤“阴阳板”拼板的好处是什么?在电⼦组装制造业,⼀般我们称呼的【阴阳板 (Mirror Board)】有两种类型,第⼀种类型是正反⾯颠倒的阴阳板(Different side mirror board),也有是⼀⽚板⼦的第⼀⾯与另⼀⽚板⼦的第⼆⾯呈现在拼板的同⼀⾯上;另⼀种类型则是所有的拼板都同⼀⾯但左右颠倒的阴阳板(Same side mirror board),⽐如说pdpd的排版。
电⼦制造⼚会要求采⽤【阴阳板】设计的理由不外乎下列两个原因:1. 可以充分利⽤smt长线的优势以达到更⼤的打件效率⼀条SMT的整体效率好不好,只要简单地看有没有机器在空等(idle)就可以判断了,如果可以作到完全没有机器空等的时间,那我们就可以说这条SMT线的效率达到100%。
但真有着这么简单就做到100%的效率吗? 随着SMT机器打件的速度越来越快,SOC (System On Chip) 零件越来越流⾏,⼀⽚板⼦上的零件也就越来越少,但⼜未见到锡膏印刷机(solder paste printing machine)有什么长⾜的速度进步,所以现在很多SMT线的瓶颈反⽽出现在锡膏印刷机,也就是锡膏印刷机没得休息,⽽其他更贵重的机器则在空等。
这么说好了,假设印刷⼀次锡膏钢板的时间约当 20 秒 (要看印刷的长度⽽定),⼜假设其后紧跟的打贴件(pick & place)花不到 20 秒的时间就完成了,那这台机器所剩下的时间就是空等(idle)浪费掉了,等于是买了⼀部⾼级的法拉利跑车,可是却停在车库⾥不动⼀样,因为SMT上的每⼀台机器都⾮常的昂贵,所以要尽可能充分利⽤它们的价值,不要让它们有任何空等的时间,这样才能⽤它来赚钱。
所以就有⼈想出利⽤拼板/合板(Panelization)的⽅式来增加打贴件机的使⽤时间,以⼤⼤提升其使⽤效率;但也不能因此就让锡膏印刷机空等,于是⼜有了正、反⾯颠倒的阴阳拼板出现,让同⼀⾯的板⼦可以同时出现更多的不同零件,让原本就有多台打贴件机的SMT长线可以充分发挥其作⽤。
运用Protel99 进行PCB设计的完整方法流程
运用Protel99 进行PCB设计的完整方法流程在《Protel99软件中原理图设计流程技巧全集》中,我们已经介绍了关于Protel99下原理图设计的完整流程及设计方法技巧,从基本的新建数据库文件到网表的形成都有详细介绍。
那么在完整的设计过程中,网表形成后,下一步就进行PCB设计。
因此,本文接下来探讨关于Protel99下PCB设计的完整方法流程。
一、板框导航首先要画一个边框,我们可以借助板框导航,来画边框。
在"File"下选择"New"中的"Wizards",在选取"Prin ted Circuit Board Wizard",点击"OK"即可,按照显示对话框的每一步提示,完成板框设计。
二、建立PCB文件要进行PCB设计,必须有原理图,根据原理图才能画出PCB图。
按照上述板框导航生成一张"IBM XT bus format"形式的印制板边框。
选择PCB设计窗口下的"Design"中的"Add/R emove Library",在对话框上选择"4 Port Serial Interface.ddb",在"\Design Explo rer 99\Examples"文件夹中选取,点取"Add",然后"OK"关闭对话框。
在左侧的导航树上,打开"4 Port Serial Interface.prj"原理图文件,选择"Design"下的"Update PCB", 点取"Apply","Update Design"对话框被打开,点取"Execute"选项。
AltiumDesignPCB拼板完整教程

AltiumDesignPCB拼板完整教程一、为什么拼板电路板设计完以后需要上SMT贴片流水线贴上元器件,每个SMT 的加工工厂都会根据流水线的加工要求,规定电路板的最合适的尺寸规定,比如尺寸太小或者太大,流水线上固定电路板的工装就没法固定。
那么问题来了,如果我们的电路板本身尺寸小于工厂给的尺寸规定时怎么办?那就是需要我们把电路板拼板,把多个电路板拼成一整块。
拼版无论对于高速贴片机还是对于波峰焊都能显著提高效率。
二、名词解释在下面说明具体怎么操作前,先把几个关键名词先解释下Mark点:如图2.1所示,图2.1用来帮助贴片机的光学定位有贴片器件的PCB 板对角至少有两个不对称基准点,整块PCB光学定位用基准点一般在整块PCB对角相应位置;分块PCB光学定位用基准点一般在分块PCB对角相应位置;对于引线间距≤0.5mm的QFP(方形扁平封装)和球间距≤0.8mm的BGA(球栅阵列封装)的器件,为提高贴片精度,要求在IC两对角设置基准点,见图2.2。
基准点要求:a. 基准点的优选形状为实心圆;b. 基准点的尺寸为直径1.0 +0.05mm ;c. 基准点放置在有效PCB范围内,中心距板边大于6mm;d. 为了保证印刷和贴片的识别效果,基准标志边缘附近2mm范围内应无任何其它丝印标志、焊盘、V型槽、邮票孔、PCB板缺口及走线;e.基准点焊盘、阻焊设置正确。
考虑到材料颜色与环境的反差,留出比光学定位基准符号大1 mm的无阻焊区,也不允许有任何字符,在无阻焊区外不要求设计金属保护圈。
工艺边:如图2.3为了辅助生产插件走板、焊接过波峰在PCB板两边或者四边增加的部分,主要为了辅助生产,不属于PCB板的一部分,生产完成需去除。
图2.3V 形槽适合于分离边为一直线的PCB,如外形为矩形的PCB。
V 形槽的设计要求如图2.4图2.4所示,开V 型槽后,剩余的厚度X 应为(1/4~1/3)板厚L,但最小厚度X 须≥0.4mm。
PCB采用“阴阳板”拼板的好处是什么
PCB 采用“阴阳板”拼板的好处是什么在电子组装制造业,一般我们称呼的【阴阳板(MirrorBoard)】有两种类型,第一种类型是正反面颠倒的阴阳板(Different side mirror board) ,也有是一片板子的第一面与另一片板子的第二面呈现在拼板的同一面上;另一种类型则是所有的拼板都同面但左右颠倒的阴阳板(Same side mirror board) ,比如说pdpd 的排版。
电子制造厂会要求采用【阴阳板】设计的理由不外乎下列两个原因:1. 可以充分利用smt 长线的优势以达到更大的打件效率条SMT 的整体效率好不好,只要简单地看有没有机器在空等(idle)就可以判断了,如果可以作到完全没有机器空等的时间,那我们就可以说这条SMT 线的效率达到100%。
但真有着这么简单就做到 100%的效率吗 ? 随着 SMT 机器打 件的速度越来越快, SOC (System On Chip)零件越来越流行,一片板子上的零件也就越来越少,但又未 见到锡膏印刷机 (solder paste printing ma chine )有什么长足的速度进步, 所以现在很多 SMT 线的瓶 颈反而出现在锡膏印刷机,也就是锡膏印刷机没得休息,而其他更贵重的机器则在空等。
看印刷的长度而定 ),又假设其后紧跟的打贴件 (pick & place)花不到20秒的时间就完成了, 那这台机器所剩下的时间就是空等 浪费掉了,等于是买了一部高级的法拉利跑车,可是却停在 车库里不动一样,因为 SMT 上的每一台机器都非常的昂贵, 所以要尽可能充分利用它们的价值, 不要让它们有任何空等的时间,这样才能用它来赚钱。
所以就有人想出利用拼板 /合板 (Panelization) 的方式来增加打 贴件机的使用时间, 以大大提升其使用效率 ;但也不能因此就 让锡膏印刷机空等,于是又有了正、反面颠倒的阴阳拼板出 现,让同一面的板子可以同时出现更多的不同零件,让原本 就有多台打贴件机的 SMT 长线可以充分发挥其作用。
Protel DXP操作手册(PCB)
第二章Protel DXP PCB DXP PCB印刷电路板布线设计流程与步骤页脚内容32页脚内容33页脚内容34D X P P C B常用快速键少了Page Up Page Down End 键:进入对象编辑模式页脚内容35(往后)(往前)页脚内容36键:选取点到的对象RightClick 键:鼠标下拉式选单页脚内容37建立新PCB,加载零件库首先到下拉式菜单的File/New/PCB 并建立起一个PCB的档案接着执行储存Save的指令,可以用来更改PCB的文件名称页脚内容38进入零件库挂载区点选画面右下方的面板用来开启零件库管加入新零件库页脚内容392-2 设定原点,定义板框和工作区选择所要加载将所选择的零件库加入零件库挂载Edit/Origin/Set将光标点选在指定的位置此位置将被设为坐标0,0PCB原点符号页脚内容40页脚内容41定义板框板框由“Mechanical 1”和“KeepOut ”所组合而成,“Mechanical 1”是PCB 板场裁板子的依据;而“KeepOut ”则是Layout 人员所自订的板边间距。
首先将工作层面切换到机构层Mechanical 1上Place/Line 用坐标定点 ( J,L 输入坐标点, Enter ) 由原点出发依照尺寸绘制Protel DXP 的预设单位为英制(mil),按键盘Q 键后可切换公页脚内容42Place/Line 使用画线指令画板框线Step1. 按 再按 , 再按 + 再按Step2. 按 再按 , 在 输入坐标值, 再按三次。
Step3. 按 再按 , 在 输入坐标值,再按注意:下面将操作快速键,请将你抓住鼠标的手放开,不要碰触鼠标。
J O ShiftEnter 光标跳至新原点(0,0) 。
J LEnterJL页脚内容43三次。
Step4. 按 再按 , 在 输入坐标值,再按 三次。
Step5. 按 再按 , 将线画回板框原点,然后再按 二次。
拼板的画法
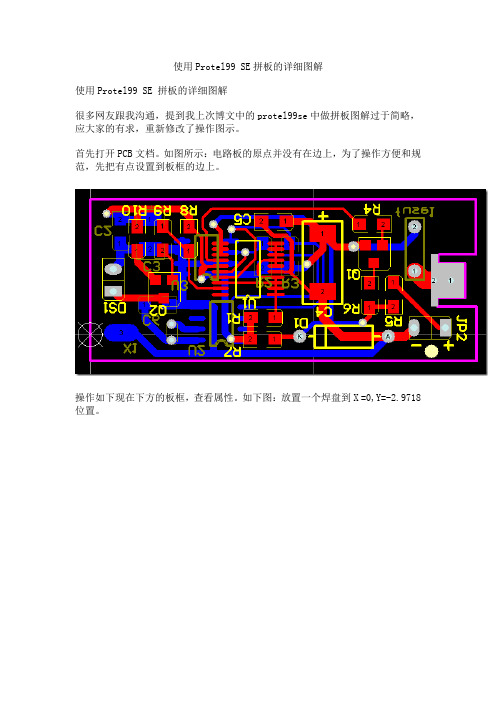
拼板的详细图解很多网友跟我沟通,提到我上次博文中的protel99se中做拼板图解过于简略,应大家的有求,重新修改了操作图示。
首先打开PCB文档。
如图所示:电路板的原点并没有在边上,为了操作方便和规范,先把有点设置到板框的边上。
操作如下现在下方的板框,查看属性。
如下图:放置一个焊盘到X =0,Y=-2.9718位置。
点击菜单Edit—Origin—Set ,鼠标点选择X =0,Y=-2.9718位置焊盘点,完成了重新设置了原点的操作。
从下图看,为了方便电路板生产厂家的加工和焊接工厂的加工,拼版的方向是向上Y轴方向拼版。
接着为了在拼版过程中好对齐板边,所以需要在Y轴的顶边放置一个选择焊盘,用于拼版时电路板的放置。
电路板生产工艺中无间隙拼版的间隙0.5mm左右工艺边不能低于5mm .,那么定位焊盘位置就是Y轴板边高度加0.127MM。
如下图Y轴高18.5,那么在板边上放置一个X=0, Y=18.627的焊盘。
效果如下图:全选电路板,并复制电路板,复制电路板的时候,鼠标点到X=0,Y=0原点上。
然后选择菜单栏中的paste special (特殊粘贴,使用特殊粘贴,可以保证拼板不会自动重命名。
),在弹出的对话框中勾选Keep net narr 和Duolicate design 两项,如下图二所示。
点击Paste ,鼠标的光标移动Y轴X=0, Y=18.627的焊盘的中点。
就完成的无缝拼版。
如图:拼版线就刚好是0.508mm.满足了做板工艺有求。
在去掉为了方便拼板所加的两个焊盘,就大功告成了。
有时候为了方便SMT生产,一般都会在板两边多加5MM的工艺边,并在对角放置MARK 点。
关于MARK点的小知识MMARK点的分类1)Mark点用于锡膏印刷和元件贴片时的光学定位。
根据Mark点在PCB上的作用,可分为拼板Mark点、单板Mark点、局部Mark点(也称器件级MARK点)2)拼板的工艺边上和不需拼板的单板上应至少有三个Mark点,呈L 形分布,且对角Mark 点关于中心不对称3)如果双面都有贴装元器件,则每一面都应该有Mark点。
Protel使用中的常见问题及解答
Protel使用中的常见问题及解答 (1)Protel技术大全 (4)1.原理图常见错误: (4)PROTEL 99SE原理图的元件引脚性能介绍 (16)Protel使用中遇到的问题说明 (17)如何在在protel下进行阴阳板拼图 (22)Protel 自动布线规则 (26)protel元件封装介绍 (28)Protel使用中的常见问题及解答一、如何将一个原理图中的一部分加到另一张原理图上?答:利用块拷贝。
首先将要拷贝的原理图的那部分做成块,用其他文件名存储,然后调入目标原理图利用块读命令。
二、为何最后生成的制版图与原理图不相符,有一些网络没有连上?答:这种情况是很容易发生的,确实原理图上很明显是连上的,最后形成的制版图也与原理图生成的网络表对照过的,没有发现为连上的网络。
这种问题出现在原理图上,原理图看上去是连上的,由于画线不符和规范,导致表中他们并未连上,下面是连线属于不规范的连线:c 超过元器件的断点连线;c 连线的两部分有重复;c 在原理图连线时,应尽量做到:1 在元件端点处连线;2 元器件连线尽量一线连通,少出现直接将其端点对接上的方法来实现,中间应用细线连接。
三、Schedit的直线有几种类型,他们的用途是什么?答:Schedit有四中连线:1 Thin Signal 细信号线2 Thick Signal 粗信号线3 Bus 总线4 Dashed 点划线c一般来说:Thin Signal(细信号线)最常用,Thick Signal(粗信号线)则多用于大电线或需要加重显示之用,Bus(总线)多用于部线,如数据总线、地址总线、控制总线等,他不表示直接相连,Dashed(点划线)则多用于将原理图某一部分围起来形成一个功能模块,可以用Dashed(点划线)将他们分开。
四、如何加快相同连线的操作速度?答:用重复操组命令(Repeat)。
改命令用于重复刚刚完成的Palce操作,Palce(布线)的参数为,重复次数6器件名编号跃变量,X方向重复等长,Y方向重复等长。
阴阳板程序制作(OLP)
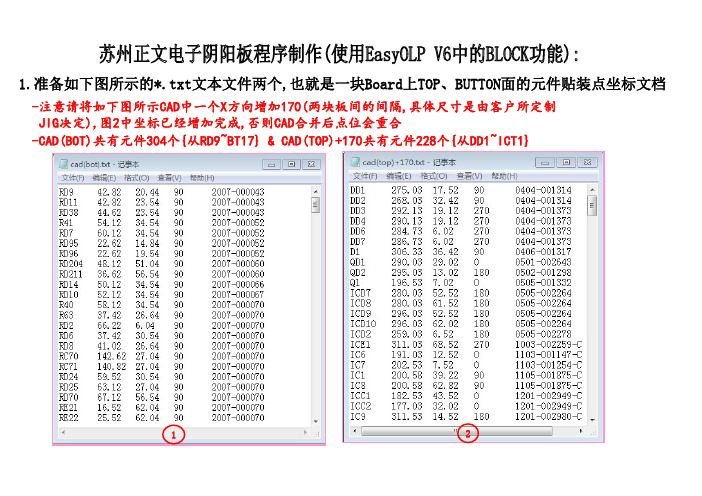
1.准备如下图所示的*.txt文本文件两个,也就是一块Board上TOP、BUTTON面的元件贴装点坐标文档 -注意请将如下图所示CAD中一个X方向增加170(两块板间的间隔,具体尺寸是由客户所定制JIG决定),图2中坐标已经增加完成,否则CAD合并后点位会重合-CAD(BOT)共有元件304个{从RD9~BT17} & CAD(TOP)+170共有元件228个{从DD1~ICT1}122.导入CAD(BOT).TXT后再合并CAD(TOP)+170.TXT,见下图流程③->④->⑤3453.定义JIG大小: X=370,Y=265 & 坐标原点及Stop位置定义见上图⑤4.定义BLOCK PCB见下图⑥->⑦ & ⑧->⑨ -命名BLOCK PCB类型此处数据输入取决于JIG设定6798此处数据输入取决于JIG设定-删除并定义BLOCK PCB点位以方便区分BLOCK PCB1、BLOCK PCB25.Confirm确认查看PCB VIEW并使用快捷方式 来重新定义PCB STOP及ORIGIN位置6.定义BLOCK PCB中ARRAY的数量见下图此处数据输入取决于JIG设定此处数据输入取决于JIG设定7.为方便查看BLOCK数量及BLOCK中ARRAY的数量请按如下方法设定:8.以下设定WORKSPACE及OPT操作流程请见EasyOLP_V6_Manual(Chi Ver1).pdf9.OLP软件CAD导入时可否增加如FUJI FLEXA菜单功能选项(见下文)-个人建议EasyOLP V6在制作阴阳板程序上应该增加的功能:(1)Block PCB中Array板区分{Array板外框大小尺寸及颜色定义}(2)导入CAD时增加区分是Button面还是Top面功能菜单(3)定义CAD中数据中个项内容增加Side功能(4)Fuji Flexa软件阴阳板程序制作后画面见右图-BUTTON、TOP CAD在数据导入时有选项供选择是导入的BUTTOND面还是TOP面。
99se自创拼板技巧
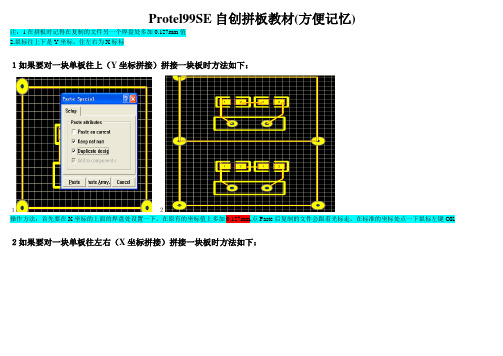
Protel99SE自创拼板教材(方便记忆)
注:1在拼板时记得在复制的文件另一个焊盘处多加0.127mm值
2.鼠标往上下是Y坐标,住左右为X标标
1如果要对一块单板往上(Y坐标拼接)拼接一块板时方法如下:
12
操作方法:首先要在X坐标的上面的焊盘处设置一下,在原有的坐标值上多加0.127mm,点Paste后复制的文件会跟着光标走,在标准的坐标处点一下鼠标左键OK 2如果要对一块单板往左右(X坐标拼接)拼接一块板时方法如下:
3如果要对一块单板往上(Y坐标拼接)自动拼接多块板时方法如下:
123
操作说明:自动拼多几个板,图中1选择paste array 图2为选顶参数确认后在15.127mm处点一下鼠标左键就会出现图三中的图4如果要对一块单板往左右(X坐标拼接)自动拼接多块板时方法如下:
123
操作方法:完成图1的操作后,到图2,图2的Y坐标为0,X坐标填另一焊盘点的坐标值加0.127,跟上面的方法X,Y值填入的值相反,图3为OK图
5如果要对几块板往上(Y坐标拼接)拼接多块板时方法如下:
12
原点处是X 0.0Y点是15mm,操作方法看图表
6如果要对几块板往左右(X坐标拼接)拼接多块板时方法如下:
12 3.
操作方法:在图上的基础上,操作到图2,注意图二的坐标值X值,不管后面要加多少拼板,X坐标值还是以第二块板的坐标值开始接拼的,如图三。
使用Protel99SE拼板的详细图解解析
使用Protel99 SE拼板的详细图解使用Protel99 SE 拼板的详细图解很多网友跟我沟通,提到我上次博文中的protel99se中做拼板图解过于简略,应大家的有求,重新修改了操作图示。
首先打开PCB文档。
如图所示:电路板的原点并没有在边上,为了操作方便和规范,先把有点设置到板框的边上。
操作如下现在下方的板框,查看属性。
如下图:放置一个焊盘到X =0,Y=-2.9718位置。
点击菜单Edit—Origin—Set ,鼠标点选择X =0,Y=-2.9718位置焊盘点,完成了重新设置了原点的操作。
从下图看,为了方便电路板生产厂家的加工和焊接工厂的加工,拼版的方向是向上Y轴方向拼版。
接着为了在拼版过程中好对齐板边,所以需要在Y轴的顶边放置一个选择焊盘,用于拼版时电路板的放置。
电路板生产工艺中无间隙拼版的间隙0.5mm左右工艺边不能低于5mm .,那么定位焊盘位置就是Y轴板边高度加0.127MM。
如下图Y轴高18.5,那么在板边上放置一个X=0, Y=18.627的焊盘。
效果如下图:全选电路板,并复制电路板,复制电路板的时候,鼠标点到X=0,Y=0原点上。
然后选择菜单栏中的paste special (特殊粘贴,使用特殊粘贴,可以保证拼板不会自动重命名。
),在弹出的对话框中勾选 Keep net narr 和Duolicate design 两项,如下图二所示。
点击Paste ,鼠标的光标移动Y轴X=0, Y=18.627的焊盘的中点。
就完成的无缝拼版。
如图:拼版线就刚好是0.508mm.满足了做板工艺有求。
在去掉为了方便拼板所加的两个焊盘,就大功告成了。
有时候为了方便SMT生产,一般都会在板两边多加5MM的工艺边,并在对角放置MARK点。
关于MARK点的小知识MMARK点的分类1)Mark点用于锡膏印刷和元件贴片时的光学定位。
根据Mark点在PCB上的作用,可分为拼板Mark点、单板Mark点、局部Mark点(也称器件级MARK点)2)拼板的工艺边上和不需拼板的单板上应至少有三个Mark点,呈L 形分布,且对角Mark点关于中心不对称3)如果双面都有贴装元器件,则每一面都应该有Mark点。
Protel 99拼板的方法

1.在PCB编辑里(英文输入法)按快捷键 S/A全选复制源PCB全部内容 再按Ctrl+C看 到十字光标.点击左键. 2.打开目标PCB文件,按快捷键E/A 弹出窗口后照下图选择:
只选择第三个就OK.
3.在上图中点击
U
nR
上面的5是排5PCS同样 的PCB出来(拼板数量)再右边一点是圆形/直线排列(选择inear)右下的X/Y是每个板 的距离..以板边宽度为准再加上0.5MM的空隙.然后点击OK看到十字标再按需要位置 放好粘贴进来的PCB位置。
eg
is
te
re
中间那个出现
d
4.再加上3MM板边就OK了.拼板就这么简单.(板边因板不能而不同…)
Elex Gan 2007.05.14
U
nR
eg
is
tered来自
pcb拼版使用的软件流程
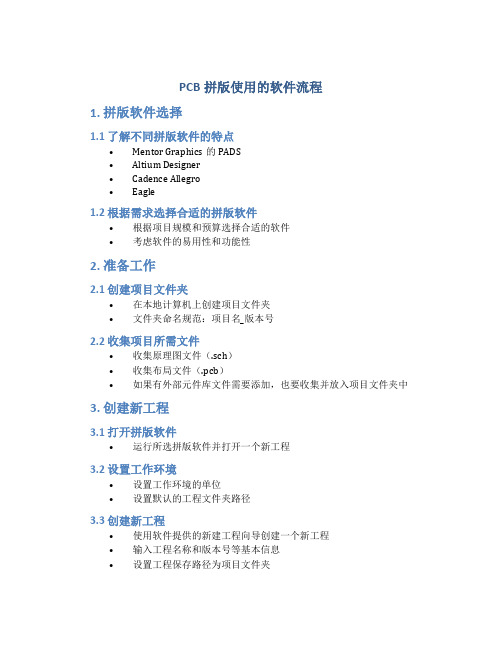
PCB拼版使用的软件流程1. 拼版软件选择1.1 了解不同拼版软件的特点•Mentor Graphics的PADS•Altium Designer•Cadence Allegro•Eagle1.2 根据需求选择合适的拼版软件•根据项目规模和预算选择合适的软件•考虑软件的易用性和功能性2. 准备工作2.1 创建项目文件夹•在本地计算机上创建项目文件夹•文件夹命名规范:项目名_版本号2.2 收集项目所需文件•收集原理图文件(.sch)•收集布局文件(.pcb)•如果有外部元件库文件需要添加,也要收集并放入项目文件夹中3. 创建新工程3.1 打开拼版软件•运行所选拼版软件并打开一个新工程3.2 设置工作环境•设置工作环境的单位•设置默认的工程文件夹路径3.3 创建新工程•使用软件提供的新建工程向导创建一个新工程•输入工程名称和版本号等基本信息•设置工程保存路径为项目文件夹4. 导入原理图4.1 打开原理图编辑器•在拼版软件中选择打开原理图编辑器4.2 导入原理图文件•在原理图编辑器中选择导入原理图文件•选择之前收集的原理图文件(.sch)5. 进行拼版设计5.1 创建PCB布局•在拼版软件中选择创建一个新的PCB布局•设置布局的尺寸和层数等参数5.2 将原理图中的器件放置到PCB布局中•拖拽原理图中的器件到PCB布局中•根据器件的连接关系调整器件的位置5.3 连接器件•使用拼版软件提供的线路连接工具连接器件•确保线路与原理图中的连接相符合5.4 绘制电源和地平面•在PCB布局中绘制电源和地平面•确保电源和地平面的连接正确5.5 绘制封装•在PCB布局中绘制器件的封装•确保封装与器件的尺寸相符合5.6 设计板层堆叠•根据项目需求设计板层堆叠•设置板层间隙和层顺序等参数6. 进行拼版验证6.1 检查布局规则•使用拼版软件提供的布局规范检查工具•确保布局符合规范6.2 进行规则检查•使用拼版软件提供的规则检查工具•检查线宽、间距和信号完整性等规则6.3 生成面图和BOM单•使用拼版软件提供的面图生成工具•生成PCB的面图和BOM单6.4 物理验证•使用拼版软件提供的物理验证工具进行验证•确保PCB布局的物理限制没有问题7. 生成输出文件7.1 生成生产文件•使用拼版软件提供的生产文件生成工具•生成Gerber文件、Drill文件等生产文件7.2 生成装配文件•使用拼版软件提供的装配文件生成工具•生成装配图、焊盘图等装配文件7.3 导出项目文件•导出整个项目文件夹•包括项目文件和所有生成的输出文件8. 结束工程8.1 文档归档•将整个项目文件夹进行归档备份•方便后续查阅和维护8.2 关闭拼版软件•关闭使用的拼版软件以上就是进行PCB拼版的软件流程,根据不同软件可能存在些许差异,但大致步骤相似,希望能对你有所帮助!。
allegro拼板教程
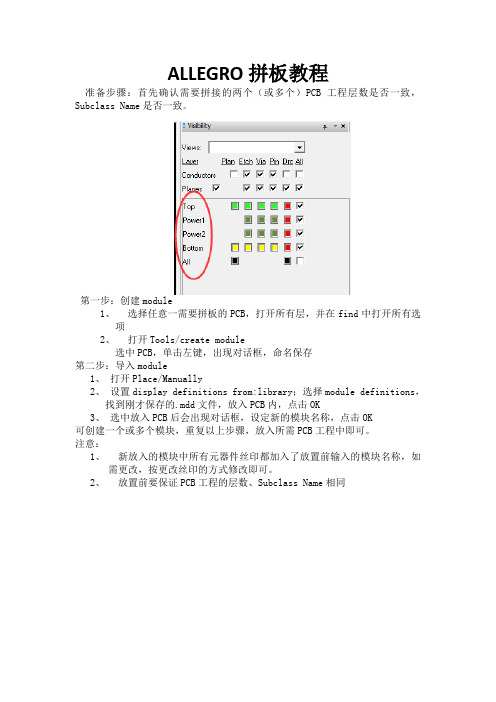
ALLEGRO拼板教程
准备步骤:首先确认需要拼接的两个(或多个)PCB工程层数是否一致,Subclass Name是否一致。
第一步:创建module
1、选择任意一需要拼板的PCB,打开所有层,并在find中打开所有选项
2、打开Tools/create module
选中PCB,单击左键,出现对话框,命名保存
第二步:导入module
1、打开Place/Manually
2、设置display definitions from:library;选择module definitions,
找到刚才保存的.mdd文件,放入PCB内,点击OK
3、选中放入PCB后会出现对话框,设定新的模块名称,点击OK
可创建一个或多个模块,重复以上步骤,放入所需PCB工程中即可。
注意:
1、新放入的模块中所有元器件丝印都加入了放置前输入的模块名称,如
需更改,按更改丝印的方式修改即可。
2、放置前要保证PCB工程的层数、Subclass Name相同
3、。
pcb阴阳拼板的规则和方法

pcb阴阳拼板的规则和方法阴阳拼板是一种常见的PCB设计技术,用于优化电路布局,提高信号完整性和减少干扰。
阴阳拼板的基本原理是将信号和地面层布局在不同的板面上。
通常,信号层放在一面板面上,而地面层放在另一面板面上。
这种布局可以有效减少信号之间的串扰和干扰,同时提供良好的信号回路。
以下是常见的规则和方法:1. PCB设计必须遵循严格的准则和规定,确保设计符合相关电路板标准和规范。
2. 首先,根据电路设计要求,确定所有信号层的数量和位置。
通常,最内层为地面层,其他层为信号层。
3. 在信号层上布置所有信号线和元件,确保信号线的走向尽量直且短,以降低信号传输时的损耗和干扰。
4. 在地面层上布置地线和电源线。
地面层应尽可能覆盖整个板面,形成良好的接地层,来消除电磁噪声和干扰。
5. 为了更好地隔离信号层之间的干扰,信号层和地面层之间应保持一定的间隔,通常使用绝缘介质层隔开。
这可以减少串扰和减小信号的相互影响。
6. 在设计时,需要合理规划导线和信号线的走向,以降低信号层之间的干扰。
信号线和地线的走向应尽量垂直,减少电磁泄漏和串扰。
7. 在进行阴阳拼板设计时,需要特别注意地区划分和信号分组。
将相似信号的线路和元件放在相同的信号层上,便于信号管理和布线规划。
8. 最后,进行布线前,应进行严格的电路规划和仿真验证,确保设计符合要求并满足性能指标。
总结而言,阴阳拼板是一种优化电路布局的方法,可以提高信号完整性、降低干扰。
需要合理规划信号层的位置和数量,布置信号线和地线,隔离信号层之间的干扰,并进行严格的电路规划和仿真验证。
这样能够保证PCB设计的质量和性能。
电路板阴阳板设计方案及方法

电路板阴阳板设计方案及方法一、电路板阴阳板的概念。
1.1 啥是电路板阴阳板呢?简单来说,就像是一对互补的小伙伴。
阳板和阴板在功能和设计上相互关联又各有特点。
阳板往往是我们比较常见的那种,上面有各种线路、元件的布局,就像城市里规划好的道路和建筑分布一样。
1.2 阴板呢,相对来说更像是阳板的“影子”,但这个影子可是很重要的。
它和阳板配合起来,能让整个电路板的功能发挥到极致。
这就好比是两个人合作,一个在台前,一个在幕后,缺了谁都不行。
二、设计方案。
2.1 布局规划。
对于阳板的布局,那可得像下棋一样精心谋划。
要把那些重要的芯片、电容、电阻等元件放在合适的位置。
就像安排一场演出,主角要站在舞台的中央。
比如CPU这种核心部件,就得放在散热良好、周边线路干扰小的地方,不然就像把一个歌星放在嘈杂的工地旁边唱歌,肯定唱不好。
阴板的布局要根据阳板来。
它就像是给阳板定制的“合身衣服”。
阳板上有元件凸起的地方,阴板相应的地方就得凹下去,而且线路的连接点也要精确对应。
这可不能马虎,一丁点儿的差错就像齿轮里卡了沙子,整个电路板就运转不灵了。
2.2 线路设计。
阳板的线路设计要考虑信号传输的效率。
线路就像高速公路,得让信号这个“车辆”跑得又快又稳。
要避免线路交叉太多,不然就会像城市里堵车一样,信号就乱套了。
阴板的线路虽然相对隐蔽,但也是重中之重。
它的线路要和阳板的线路形成一个完整的回路。
这就像两个人拉着手,缺了一只手就牵不起来了。
而且要注意线路的绝缘性等问题,要是线路之间“串门”了,那可就成了一团乱麻,也就是我们常说的短路了。
2.3 元件选型。
阳板上的元件选型要根据电路板的功能需求。
不能大材小用,也不能小马拉大车。
就像给运动员选鞋子,合适的鞋子才能让运动员发挥出最佳水平。
阴板虽然元件相对较少,但那些关键的连接元件也得精挑细选。
要选质量好、可靠性高的,这就好比给房子选根基,根基不牢,地动山摇。
三、设计方法。
3.1 手工设计。
这是比较传统的方法,就像老工匠做手工活一样。
如何在在protel下进行阴阳板拼板
如何在在protel下进行阴阳板拼图一、背景知识阴阳板就是我们通常所见的在一个拼板中的同一面既有TOP面又有BOTTOM面的PCB 板。
而阴阳板拼板其实就是将两块同样的PCB板,一块正放另一块反放拼在一起看作是一块PCB板。
从而进行过炉焊接,焊完一面,不需改动贴片机的程序,再将其翻转焊接另一面,最终焊接完成全板。
现在几乎所有手机板设计完成后都需进行阴阳拼板,一般为四拼一的方式。
但是,当前多数设计软件难以实现此功能,即使可以也会出现较多的问题。
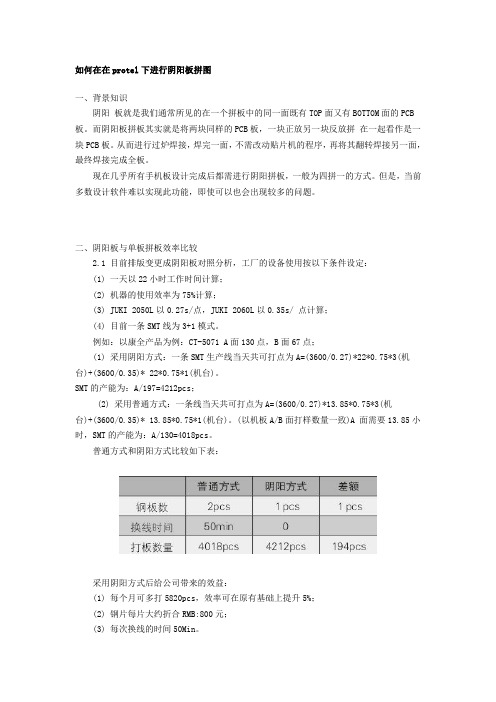
二、阴阳板与单板拼板效率比较2.1 目前排版变更成阴阳板对照分析,工厂的设备使用按以下条件设定:(1) 一天以22小时工作时间计算;(2) 机器的使用效率为75%计算;(3) JUKI 2050L以0.27s/点,JUKI 2060L以0.35s/ 点计算;(4) 目前一条SMT线为3+1模式。
例如:以康全产品为例:CT-5071 A面130点,B面67点;(1) 采用阴阳方式:一条SMT生产线当天共可打点为A=(3600/0.27)*22*0.75*3(机台)+(3600/0.35)* 22*0.75*1(机台)。
SMT的产能为:A/197=4212pcs;(2) 采用普通方式:一条线当天共可打点为A=(3600/0.27)*13.85*0.75*3(机台)+(3600/0.35)* 13.85*0.75*1(机台)。
(以机板A/B面打样数量一致)A 面需要13.85小时,SMT的产能为:A/130=4018pcs。
普通方式和阴阳方式比较如下表:采用阴阳方式后给公司带来的效益:(1) 每个月可多打5820pcs,效率可在原有基础上提升5%;(2) 钢片每片大约折合RMB:800元;(3) 每次换线的时间50Min。
2.2 采用阴阳板,在开始编制程序的时候就可以节省优化程序的时间。
因为采用阴阳板,也就是将两面的程序合成一个程序来做,这样只要针对一个程序来考虑优化条件。
阴阳板拼板教程

阴阳板拼板教程
1、板子传入轨道后,定位好元件C35为原点,做好MARK点(SMT教程中有叙述)
2、进入基板,点
3进入界面后在设置拼版里面输入数量
4将照相机对准第一块板子的C35元件中心
此时用手柄X移动到第二块板子的C35中心5选中第二块板子坐标,点GET
得到值-12MM如下红色圈住,这个值为第一块板子到第二块板子的原点水平坐标距离
用手柄将照相机移到第三块板子的C35元件中心点位置,选中第三块板坐标,点GET;
同理用手柄将照相机移到第四块板子的C35元件中心点位置,选中第四块板坐标,点GET,此时四块板子原点坐标均获得,如下图:
6、由于是阴阳板第三,第四块板子相对于第1块板子方向偏移了-180度,所以在角度R 里输入-180度,如下图所示:
然后点更新,阴阳板制作完成。
PT200阴阳板程序制作
2. 完成后,点选程序,同时按”IMPORT” 键
Each of Us acting with the spirit of the founder
3. 选择” CAD DATA”,按照正常模式导入BLOCK2 的CAD,BOM
Each of Us acting with the spirit of the founder
6. 进入”BLOCK ATTRIB”, 可以设定BLOCK2 与BLOCK1 的原点OFFSET,并可以设定 BLOCK2相对BLCO1 的角度.这是制作阴阳板重要的一点. 注意! 做成后一定要做”EXPANSION” 否则数据将不会展开
Each of Us acting with the spirit of the founder
选择”add exit block”,则BLOCK2的数据追加在BLOCK1的后面,成一个BLOCK 数据
NOZLLE Add register: register : 指导入数据时将数据包含的NOZZLE LIB 也追加进去. (一般适用与将别的FILER 里的数据 导入时将新NOZLLE LIB 一起追加到现在NOZZLE LIB 中 Unregister :不追加
Remarks: 当然如果不是做阴阳板程序,以上方法同样适用与将几个拼板程序和在一起,好处是 NOTEBOOK 中会遇到一块主板上有几块拼板,有时要将几个拼板SKIP,逐点SKIP 会漏且麻 烦.现在就可以将其整体SKIP.另外可以将几个不同坐标系的拼板做在一起,且可以整体修 正其坐标..当然用这个做阴阳板是最好的了.
4. 此时出现与正常模式不同的画面,”MULTI BLOCK “可以选择了,选择”Create new block
选择”Create new block”
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何在在protel下进行阴阳板拼图
一、背景知识
阴阳板就是我们通常所见的在一个拼板中的同一面既有TOP面又有BOTTOM面的PCB 板。
而阴阳板拼板其实就是将两块同样的PCB板,一块正放另一块反放拼在一起看作是一块PCB板。
从而进行过炉焊接,焊完一面,不需改动贴片机的程序,再将其翻转焊接另一面,最终焊接完成全板。
现在几乎所有手机板设计完成后都需进行阴阳拼板,一般为四拼一的方式。
但是,当前多数设计软件难以实现此功能,即使可以也会出现较多的问题。
二、阴阳板与单板拼板效率比较
2.1 目前排版变更成阴阳板对照分析,工厂的设备使用按以下条件设定:
(1) 一天以22小时工作时间计算;
(2) 机器的使用效率为75%计算;
(3) JUKI 2050L以0.27s/点,JUKI 2060L以0.35s/ 点计算;
(4) 目前一条SMT线为3+1模式。
例如:以康全产品为例:CT-5071 A面130点,B面67点;
(1) 采用阴阳方式:一条SMT生产线当天共可打点为A=(3600/0.27)*22*0.75*3(机台)+(3600/0.35)* 22*0.75*1(机台)。
SMT的产能为:A/197=4212pcs;
(2) 采用普通方式:一条线当天共可打点为A=(3600/0.27)*13.85*0.75*3(机
台)+(3600/0.35)* 13.85*0.75*1(机台)。
(以机板A/B面打样数量一致)A 面需要13.85小时,SMT的产能为:A/130=4018pcs。
普通方式和阴阳方式比较如下表:
采用阴阳方式后给公司带来的效益:
(1) 每个月可多打5820pcs,效率可在原有基础上提升5%;
(2) 钢片每片大约折合RMB:800元;
(3) 每次换线的时间50Min。
2.2 采用阴阳板,在开始编制程序的时候就可以节省优化程序的时间。
因为采用阴阳板,也就是将两面的程序合成一个程序来做,这样只要针对一个程序来考虑优化条件。
尽管同两个程序的点数相同,但优化两个程序肯定会比优化一个程序要费时费力。
对于两面元件分配不均的产品,如果采用普通加工,两面的炉温也有可能不同 (比如一面只有几个chip 元件,而另一面有许多芯片),那么就需要调整两个适合的炉温,如果采用阴阳板的话在这个步骤仍然可以减少时间。
2.3 采用阴阳板,在附加工具和辅料方面也会有很大的节省(针对部分产品来说)。
比如,钢网就可以少做一片,如果需要托盘的话,那么节省的物料就会更多。
2.4 在生产效率上面来说,可以提高产量。
原因是在生产过程中不需要换产,那么这部分时间就会多生产产品。
还有就是由于阴阳板是一个贴装程序,这样在生产的时候就比两面程序,减少了一半的基板搬运时间,这部分时间又可以多生产产品。
所以说,采用阴阳板进行加工的产品,对于SMT加工企业来说,是非常有利的。
三、在protel下进行阴阳板拼板
在Protel下进行阴阳板拼板其核心思想是通过借助附加的两个中间层,将所画的PCB图的TOP层变为BOTTOM层,BOTTOM层变为TOP层,并且新得到的PCB图从实际作出的板子看与原来的PCB图作出的板子一样。
具体做法如下:
3.1 新建一PCB文件,并将已画好的PCB图复制到新创建的PCB文件中;
3.2 在3.1中所复制的PCB板,将其逆时针旋转180°;
3.3 选Edit/Move/Filp selection将PCB板做镜像;
3.4 选Design/Layer Stack Manager在出现的对话框中选Add Layer添加两个中间层如midLayer1、midLayer2;如图1所示:
3.5 取消全选,任选一元器件,双击,在出现的属性对话框中把Lock Prims的对勾去掉,点击Global,并在Lock Prims 属性栏中选same,在Change Scope 属性栏中选All primitives,点OK按钮,将所有元器件打碎;如图2所示:
3.6 将Top层的走线,焊盘,铺铜移到midLayer1中,将Top Overlay 层的所有移到midLayer2中;具体做法双击一TOP层的走线,在其属性对话框中,在Layer属性栏中选择midLayer1,点击Global,并在Layer属性栏中选same,在Change Scope 属性栏中选All primitives,点OK按钮。
其他亦如此。
如图3 所示:
3.7 将BottomLayer层的走线,焊盘,铺铜移到Top层,将BottomOverlay层的所有移到Top Overlay层;
3.8 将midlayer1中的所有移动到TopOverlay层,将midlayer2 中的所有移动到BottomOverlay层;
3.9 去掉midlayer1、midlayer2 层;
3.10 再新建一PCB文件,按照单板拼板的方式将原来的PCB图与翻转后刚得到的PCB 图间隔的拼成一块大板,具体拼几块由贴片机和客户共同决定,这就是最终得到的阴阳板拼板图。
如图4所示:
四、缺点与不足
首先: 阴阳板是对设备的生产效率有很大的提高,但是也有不足的一面,例如:有一些mouse其有感光IC不能对其进行两次高温的回流,所以阴阳板使用只能是对一部分机种而言的。
其次: 阴阳板在如一些读卡器之类的产品,其上面有CF卡座就不能过两次回流焊,否则会产生浮高现象。
所以个人认为阴阳板是可行的,但要看其是否具备两次耐高温及考虑不会浮高的条件。
阴阳板在条件允许的情况下,阴阳板的作法可以为公司提升很多效率的。
如果在条件不允许的情况下我们可以将PCB的BLOCK增加,但要考虑PCB的硬度及大小。
还有是在什么
类型的贴片机台上生产,是高速机还是中速机生产。
如果是高速机就适合 BLOCK较多点数的PCB。
如果机台在1000点以上,其效率还是较为可观的,如果是中速机的话,适合BLOCK 点数较少不超过300点单一机台。
如果中速机生产BLOCK点数超过300点PCB太多的话,其效率反而不是很好。