金刚石磨盘工具的制造工艺简介:金刚石工具
金刚石磨具

Powerpoint Templates
Page 20
金刚石磨具
玻璃磨具
Powerpoint Templates
Page 21
金刚石磨具
磨轮
Powerpoint Templates
Page 22
金刚石磨具
适用于石材及各种 脆硬性材料的打磨 加工,特点是磨削 快、寿命长。
Powerpoint Templates
金刚石树脂结合剂砂轮
树脂结合剂砂轮是以树脂粉为粘结粉末,并添加少量其他材 料,经短时热压,长时间热固化及后序加工等工序制成。树脂结合 剂砂轮具有弹性好、耐冲击、自锐性好、磨削效率高等优点,已发 展成为磨削加工硬质合金的专用工具之一。
平行砂轮 杯形砂轮 碟形砂轮
Powerpoint Templates
Page 23
金刚石磨具
磨头
指甲锉
Powerpoint Templates
Page 24
金刚石磨具
Powerpoint Templates
Page 25
金刚石磨具
嵌 块 式 磨 轮
Powerpoint Templates
Page 26
金刚石磨具
树脂软磨片ຫໍສະໝຸດ Powerpoint Templates
Powerpoint Templates
Page 10
金刚石树脂结合剂砂轮
表 酚 醛 树 脂 粉 技 术 条 件
色泽 密度 固体 游离 软化 含水 粒度 抗拉 含量 酚 点 量 强度 g/cm % % % ℃ 目 MPa 3 白至 1.25 >97 淡黄
4-2
<5
>90
<1
-120
简介中国的金刚石工具行业:金刚石工具

忙碌的人们,我应该先说感谢,再说对不起。有一
力。大力发展五金工具产业,狠抓新产品、新工
艺的开发,加快我国五金工具产业的发展,提高
经济效益和整体技术水平。仅就提高我国金刚石 工具质量的问题,提出一些看法。具体做法是:
1、工具产业投资力度,狠抓新产品的开发和新
技术、新工艺的推广,不断拓宽金刚石应用领域,
为金刚石工具制造提供批量生产性能稳定、粗颗 粒、热稳定性好的高强度金刚石,提高金刚石工
忙碌的人们,我应该先说感谢,再说对不起。有一
具产业整体技术水平和市场竞争力,以品种、质
量求生存,以科技进步求发展。2、必须加快新
金刚石工具是高硬度材料最理想的加工工 具,加工质量好,效率高,能够大大降低加工成 本,改善劳动条件,易于实行机械化和自动化加
工,早在 50 年前,人们就在苦苦寻求如何改变
硬脆加工业艰辛而又效率低下的劳动状态。我国
金刚石行业起步较晚,早在 20 世纪 60 年代,我
国就成功研制出人造金刚石,但直到 80 年代, 磨、切、钻类金刚石工具才开始得到发展,并形
产品的开发,提高产品质量,增加品种,提高产 量。采用强碳化物形成元素,提高金刚石把持力。
为保证其产品质量,必须加快新技术、新工艺的
推广,如真空焊接技术、电火花烧结技术、金刚
石均布技术、金刚石镀铱技术及金属化粘结技术、 激光焊接工艺等。3、走优质高效、节能减排之
忙碌的人们,我应该先说感谢,再说对不起。有一
路。4、提高金刚石工具行业的总体技术水平,
在刀头生产中推广制粒工艺。烧结工艺中推广真
空保护气氛热压烧结工艺与设备。金刚石绳锯生 产中采用热等静压与高温钎焊工艺,积极发展高
金刚石工具生产工艺流程
金刚石工具生产工艺流程引言金刚石是目前世界上最坚硬的材料之一,因其硬度高、耐磨、耐高温等特性,被广泛应用于机械加工、石材加工、石油开采、电子组件制造等领域。
金刚石工具是以金刚石为研磨颗粒的工业制品,其制作过程需要采用一系列的工艺流程,包括原料准备、金刚石颗粒的合成、模具制作、烧结、包覆、抛光等步骤。
本文将介绍金刚石工具的生产工艺流程,以期对相关领域的专业人士有所帮助。
一、原料准备1. 金刚石颗粒金刚石颗粒是金刚石工具的主要原料,其质量直接影响到工具的研磨效果和使用寿命。
金刚石颗粒主要来源于天然金刚石和合成金刚石两种。
天然金刚石是通过矿产开采获得的天然晶体,其产量较大,但价格较高。
合成金刚石是通过高温高压合成或化学气相沉积法合成的金刚石,其价格相对较低,但质量较天然金刚石要差一些。
在金刚石工具生产中,一般采用合成金刚石颗粒,其主要优点是价格低廉、可控性强、适用于大规模生产。
2. 结合剂金刚石颗粒在工具中的固定效果取决于结合剂的性能。
结合剂的主要作用是将金刚石颗粒粘结在金属基底上,从而形成金刚石磨料。
常用的结合剂有树脂、金属、陶瓷等,其选择要根据工具的使用环境、研磨材料等因素进行综合考虑。
3. 其他辅助材料除金刚石颗粒和结合剂外,金刚石工具的生产也需要一些辅助材料,如金属基底、填料、颜料等。
这些材料虽然在工具中的含量很少,但对工具的性能和品质也起着至关重要的作用。
二、金刚石颗粒的合成1. 高温高压合成法高温高压合成法是目前最常用的金刚石颗粒合成方法之一。
该方法是利用金刚石的稳定相变,通过将碳源和金属触媒置于高温高压条件下,使碳原子在金属触媒的作用下结晶成金刚石。
这种方法可以制备出尺寸均匀、形状良好、质量稳定的金刚石颗粒,但是成本较高。
2. 化学气相沉积法化学气相沉积法是一种利用气相化学反应在基底表面沉积出金刚石颗粒的方法。
这种方法制备出的金刚石颗粒粒度均匀,形状良好,质量稳定,成本相对较低。
3. 氧化还原法氧化还原法是一种利用金属氧化物和还原剂相互作用的方法,制备出金刚石颗粒。
金刚石砂轮生产工艺
金刚石砂轮生产工艺金刚石砂轮是一种磨削工具,由金刚石颗粒和金属粉末组成的磨料粒子与金属结合剂通过一系列的工艺加工成形而成。
金刚石砂轮的生产工艺涉及到原料的准备、配料、成型、烧结、修整等多个环节。
首先是原料的准备。
金刚石是天然的稀有材料,一般采用合成金刚石作为砂轮的磨料。
合成金刚石主要由高温高压合成工艺得到,需要通过磨碎、分级等方法获得符合要求的金刚石颗粒。
而金属粉末则是根据具体需要选择合适的金属材料,并进行磨碎和分级。
其次是配料。
根据制备不同规格和用途的金刚石砂轮,需要按照一定的配比将金刚石颗粒和金属粉末混合。
混合的目的是使金刚石颗粒能够均匀地分布在金属结合剂中,以提高砂轮的磨削性能。
然后是成型。
将配料好的混合物按照一定的压力和温度进行成型。
成型工艺可以采用压制或注射成型的方式,通过给予一定的压力和温度使混合物形成砂轮的外形和尺寸。
成型后的砂轮需要进行一定的固化处理,以使金属结合剂能够坚固地固结住金刚石颗粒。
接着是烧结。
烧结是将成型后的砂轮在一定的温度和时间条件下进行烧结处理。
烧结的目的是使金属结合剂在高温下熔融并与金刚石颗粒结合,形成砂轮的磨料层。
同时,烧结还可以消除砂轮中的内部应力,提高砂轮的强度和硬度。
最后是修整。
修整是对砂轮进行加工和修整以获得符合要求的产品。
修整包括砂轮的修整和尺寸的修整。
砂轮的修整是根据具体的形状要求,通过切割、磨削等方法将砂轮修整成相应的形状。
尺寸的修整是根据砂轮的精度要求,通过切割和磨削的方法将砂轮修整到合适的尺寸。
综上所述,金刚石砂轮的生产工艺主要包括原料的准备、配料、成型、烧结、修整等环节。
这些环节的精细操作和严格控制可以使金刚石砂轮具有良好的磨削性能和使用寿命。
金刚石工具

金刚石工具的发展方向
• 高性能、高精度、高效率的金刚石工具 • 绿色环保、可持续生产的金刚石工具 • 智能化、自动化的金刚石工具
金刚石工具的市场竞争格局与影响因素
金刚石工具的市场竞争格局
• 金刚石工具市场竞争激烈,国内外企业纷纷进入市场 • 金刚石工具市场呈现出品牌化、高端化的发展趋势
金刚石工具市场的影响因素
金刚石工具的涂层技术
• 涂层是在金刚石工具表面涂覆一层高性能材料,提高工具的性能 • 涂层技术可制得具有较好耐磨性、抗腐蚀性和加工性能的金刚石工具
金刚石工具的焊接与钎焊技术
金刚石工具的焊接技术
• 焊接是将金刚石工具与其他材料连接在一起,提高工具 的强度和耐用性 • 焊接技术可制得具有较高强度和耐磨性的金刚石工具
金刚石工具的热稳定性
• 金刚石在高温下不易发生氧化和烧结,能保持较好的热稳定性 • 金刚石工具在高温环境下加工时,使用寿命较长
03
金刚石工具的应用领域与案例分析
金刚石工具在石材加工中的应用
金刚石工具在石材加工中的应用
• 金刚石工具可用于大理石、花岗岩等硬质材料的切割、磨光 • 金刚石工具能提高石材加工的效率和质量,降低生产成本
• 金刚石硬度仅次于自然界最硬的物质——钻石 • 金刚石工具的硬度可高达HRA90以上,远高于其他磨料
金刚石工具的耐磨性
• 金刚石具有极高的耐磨性,能长时间保持锋利 • 金刚石工具在高速切削和加工过程中,磨损量较小,使 用寿命较长
金刚石工具的高速切削与加工能力
金刚石工具的高速切削能力
• 金刚石工具在高速切削过程中,能保持较高的精度和表 面光洁度 • 金刚石工具适用于高速切削和高效加工各种材料
• 金刚石颗粒:作为磨料,用于去除材料表面的多余物质 • 基体:作为载体,将金刚石颗粒固定在一起,保证工具的形状和强度 • 辅助材料:如粘结剂、电镀层等,用于改善金刚石工具的性能和寿命
金刚石砂轮介绍
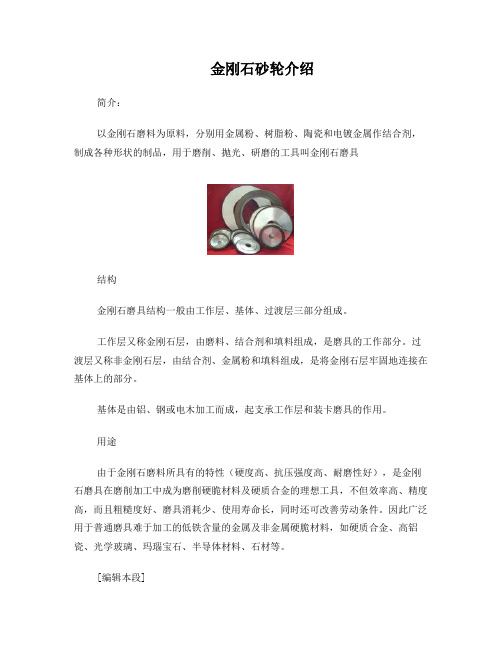
金刚石砂轮介绍简介:以金刚石磨料为原料,分别用金属粉、树脂粉、陶瓷和电镀金属作结合剂,制成各种形状的制品,用于磨削、抛光、研磨的工具叫金刚石磨具结构金刚石磨具结构一般由工作层、基体、过渡层三部分组成。
工作层又称金刚石层,由磨料、结合剂和填料组成,是磨具的工作部分。
过渡层又称非金刚石层,由结合剂、金属粉和填料组成,是将金刚石层牢固地连接在基体上的部分。
基体是由铝、钢或电木加工而成,起支承工作层和装卡磨具的作用。
用途由于金刚石磨料所具有的特性(硬度高、抗压强度高、耐磨性好),是金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。
因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。
[编辑本段]分类:金刚石砂轮按结合剂可分为:树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮(青铜结合剂金刚石砂轮)金刚石砂轮按生产工艺可分为:烧结式金刚石砂轮(树脂结合剂金刚石砂轮;陶瓷结合剂金刚石砂轮;金属结合剂金刚石砂轮);电镀金刚石砂轮;钎焊金刚石砂轮。
金刚石砂轮按磨削方式可分为:磨钻石用金刚石砂轮;磨硬质合金用金刚石砂轮(金刚石刀磨砂轮);磨金刚石复合片用金刚石砂轮;无芯磨床用无心磨金刚石砂轮;磨陶瓷制品用金刚石砂轮;切割用金刚石砂轮(也被称为金刚石切割片);金刚石锯片。
金刚石砂轮按外观或形状可分为:平行砂轮;筒形砂轮;杯形砂轮;碗形砂轮;碟形砂轮;磨边砂轮;磨盘等。
人造金刚石又称"工业钻石",它和天然金刚石一样,是当今人们已知自然界中最硬的物质。
由于它具有极高的硬度,抗压强度和耐磨性,抗酸碱性以及良好的导热性和半导体性能,因而它被制成的各种工具制品能广泛应用于冶金、机械、地质、石油、电子、光学、建筑、石材等各个领域。
人造金刚石砂轮是以人造金刚石为主要原材料配以其他金属粉料经过高温、高压形成的一种人造金刚石制品,能广泛应用于硬质合金、有色金属和非金属的磨削加工。
金刚石工具生产工艺

金刚石工具生产工艺
金刚石工具是一种应用广泛的切削工具,由于其硬度高、耐磨性好、热传导性强等特点,被广泛应用于石材、混凝土、金属等领域。
以下是金刚石工具的生产工艺介绍。
首先,选择合适的金刚石粉末和金属粉末。
金刚石粉末的粒度大小和质量对金刚石工具的性能有重要影响,通常选择粒度为0.25-60μm的金刚石粉末。
金属粉末的选择则根据工具的具体
需求,如硬度、强度等进行选择。
然后,将金刚石粉末和金属粉末按一定比例混合,并加入适量的有机结合剂,如聚丙烯酸乙酯。
混合后的粉料要经过干燥处理,以除去多余的水分。
接下来,将混合后的粉料置于模具中,进行压制。
压制过程中,通过机械压力使粉末颗粒之间产生黏结力,形成坯体。
压制条件包括压力大小、时间等,根据工具的具体要求进行调整。
压制完成后,将坯体经过热处理。
热处理过程中,将坯体置于特定温度下进行加热,使组分之间发生化学反应,形成一定的金属结构。
热处理条件包括温度、时间等,同样需根据工具的需求进行调整。
随后,将经过热处理的坯体进行砂带抛光、电解抛光等表面处理,以提高工具表面的精度和光洁度。
最后,对已经表面处理的坯体进行切割、铣削等加工工艺,制
成所需形状的金刚石工具。
加工过程中,需注意保持工具的尺寸精度和工作面的光洁度。
以上为金刚石工具的生产工艺简要介绍,不同种类的金刚石工具在具体的生产过程中可能会有部分差异。
为了制造出高品质的金刚石工具,还需要进行严格的质量控制和检测,以保证工具的性能和使用寿命。
金刚石工具基础知识PPT课件

2、粉料
金刚石工具的原材料,除金刚石之外,其 它主要为粉末,这些粉末可以是金属、非 金属,也可以是合金、化合物。金刚石工 具采用的粉末,不仅仅对化学成分有一定 的要求,而且对粉末颗粒的大小、形状、 松装比重、压制性、烧结性等也有不同的 要求,这取决于金刚石工具的用途、品种、 生产工艺等因素。
9
常见的金属粉料及特点
(f) 钨粉:青黑色,微米级粉末,还原法制取,钨与铜、 铁、钴、镍都有较好的相容性;烧结时在金刚石表面生成 WC,但金刚石表面不发生石墨化;增加胎体的耐磨性, 减少变形;作为骨架材料,耐磨性不如WC,但可使胎体 的韧性增加。不足是烧结坯的空隙度较大,要提高烧结的 密度必须提高温度和压力
(g)碳化钨: 黑色,无机械夹杂物,多孔海绵状,还原法
金刚石工具基础
1
整体概述
概况一
点击此处输入相关文本内容 点击此处输入相关文本内容
概况二
点击此处输入相关文本内容 点击此处输入相关文本内容
概况三
点击此处输入相关文本内容 点击此处输入相关文本内容
2Байду номын сангаас
金刚石工具定义: 金刚石工具是指以人造金刚石为切磨 材料,借助于结合剂或其它辅助材料 制成的具有一定形状,用于加工石材、 陶瓷、玻璃、混凝土等非金属硬脆材 料的系列工具。
(d) 镍粉:不规则树枝状,电解法制取。优点:适于制作 重载荷下作用的工具,具有出色的强韧性;可以减少铁铜 基胎体的烧结损失(铜镍无限互溶);镍与铁、钴搭配可 以得到另人满意的综合性能,如小的变形和适度耐磨性。 接近或达到钴基胎体的性能。
11
(e) 锡粉:颗粒呈滴状,灰白色粉末,易氧化,氧化后呈 黄色,雾化法制取。锡粉在粘结剂中的作用是:改善胎体 的可烧结性(降低熔点);易形成金属间化合物,可以改 善磨损性能和变形性;适宜添加到压制成型胎体中,烧结 熔化后的毛细现象使胎体收缩,从而增加胎体的致密性; 降低液态合金的表面张力,改善合金对金刚石的润湿性。 其缺点是:加入量太多,易造成流失。
金刚石工具基础知识

3.金刚石工具
金刚石工具是金刚石颗粒与金属、树脂等 结合剂混合按一定工艺而成的一种特殊的复合 材料。由于建材工业的发展,对金刚石工具的 使用也越来越广泛,这也使对工具的生产从经 济和性能上都有很高的要求。而提高金刚石工 具性能的关键是制品的耐磨,同时保持锋利性。
3.1金刚石工具的结构: • 金刚石+金属粉末=刀头(主要技术) • 刀头+基体(刚体)=金刚石锯片(钻头、 磨盘)
3.2金刚石工具的分类 • 按用途划分 钻头类 锯片类 磨削类 即“钻、切、 磨”工具。 • 按制作工艺划分 烧结类 焊接类 电镀制品等 • 按结合剂划分 金属结合剂 树脂结合剂 陶瓷结合剂 等
3.3金刚石工具的浓度概念
定义金刚石在胎体中体积比为25%时浓度为100%。 浓度是金刚石工具的重要特性之一,对工具的效率、 寿命和加工效果有很大的影响。一般金刚石浓度高,则 单位工作层面积上的金刚石颗粒数就多,每个磨粒的受 力就小,切入工件的深度小,金刚石不易破碎和脱落, 反而容易被磨平和抛光,宏观表现为效率低、寿命长; 金刚石浓度低,每个磨粒有更大的切入压力,切入深, 金刚石易破碎和脱落,工具表现为效率高、寿命低。 通常,锯切工具的金刚石浓度多选在10%~45%;钻 探工具、烧结金属结合剂金刚石磨具多选50%~125%浓度; 树脂金刚石磨具的浓度多选50%~100%;陶瓷金刚石磨具 多选75%~150%浓度;电镀其生成方式分为天然金刚石和人
工合成金刚石,用于金刚石工具制作的一般是
人工合成金刚石。也称作工业金刚石。
其密度为3.52g/cm3, 其质量单位一般情况
用“克拉”表示,1克拉=0.2克。 人造金刚石的粒度(颗粒大小)一般用 “目”表示 。人造金刚石常见粒度为25/30、 30/40、40/45、45/50、50/60、60/70… …
制作金刚石砂轮工艺技术
制作金刚石砂轮工艺技术金刚石砂轮是一种常用的研磨工具,广泛应用于金属材料的精加工,具有高效、精确和耐磨等特点。
其制作工艺技术至关重要,下面将介绍金刚石砂轮的制作工艺技术。
首先是选材。
金刚石是制作金刚石砂轮的主要材料,其硬度和抗磨性能非常优异。
制作金刚石砂轮通常采用人工合成的金刚石。
在选材时,需要考虑金刚石的颗粒度、单晶的大小及形状等因素,以及金刚石的硬度和磨具结构要求,从而选择合适的金刚石作为原材料。
其次是填充。
金刚石砂轮的基体一般是金属或陶瓷材料,用来固定金刚石颗粒。
填充方式有焊接、电泳和有机结合等多种方法。
焊接是最常用的方法,通过高温焊接金刚石颗粒到砂轮基体上,保证其牢固性和稳定性。
电泳方法则是将金刚石颗粒在电场作用下沉积到金属基体上,形成一层金刚石涂层。
然后是成形。
成形是制作金刚石砂轮过程中的关键步骤。
成形方式有机械成形和电化学成形两种方法。
机械成形是利用砂轮切削、磨削或磨龟等方法将金刚石砂轮的外形和尺寸加工成所需的形状。
电化学成形则是通过电解加工的方法,利用电解液和电流控制金刚石砂轮的成形。
最后是烧结。
烧结是将填充好金刚石颗粒的砂轮加热到一定温度,使金刚石颗粒与基体或金刚石颗粒之间产生化学反应并结合在一起的过程。
烧结温度、时间和热处理方式都对金刚石砂轮的性能有重要影响。
烧结后,金刚石砂轮变得更加坚固耐磨,并且具有更好的结合性能。
总之,金刚石砂轮的制作工艺技术对其性能起到至关重要的作用。
选材、填充、成形和烧结是金刚石砂轮制作过程中的关键步骤,需要严格控制各个环节的工艺参数,以保证金刚石砂轮的质量和性能。
随着制作工艺技术的不断改进和发展,金刚石砂轮的性能将会越来越优秀,为金属材料的加工提供更好的工具。
金刚石刀具制造的关键技术:金刚石工具
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
中孔隙的形状、大小和比例均经过优化的高磷铸 铁制成。研磨盘的表面镶嵌有金刚石研磨粉,其 颗粒直径可从小于 1μm 直到 40μm。粗颗粒 研磨效率高,但研磨质量差,只能用于粗磨。精
磨则采用尺寸小于 1μm 的微粉。研磨前,首 先将金刚石粉与橄榄油或其它类似物质混合成 研磨膏,然后涂敷在研磨盘表面,再用一较大的 金刚石在研磨盘表面上进行预研磨。研究表明,
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
化学惰性低,所以是制造现代高速切削刀具的理 想材料。因而广泛应用于现代制造领域的有色金 属和非金属材料的精密和超精密切削加工。本文 对单晶和聚晶金刚石刀具制造的最关键技术作
一概述。二、单晶金刚石刀具制造的关键技术由 于单晶金刚石各向异性,在不同晶面及不同方向 上性能差异很大,正确的选料和定向不仅可简化 加工工艺,降低制造成本,而且还可提高刀具刃
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
和不同加工工件材料,其磨损形式及其所占比例 也会不同,磨损速度取决于金刚石在不同材料中 的溶解率。磨损形式有机械磨损、热化学磨损和 微小崩口等。一般前、后刀面都定在(110, 100)
或(100,100)晶面上,(111)晶面的任何方向 均不易磨削,应予避开。晶体定向的方法可分为 仪器(例如 X 射线衍射分析仪)定向和人工目测 定向。仪器定向精度高,但昂贵。人工目测定向
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
用机械夹持或镶嵌钎焊的方法固定金刚石一直 是传统的加工方法,目前国内仍有相当一部分企 业沿袭这种简易方法制造金刚石刀具。因为这种 方法夹持金刚石的牢固性差,刀刃极容易在切削
金刚石工具在打磨工作中的重要性:金刚石工具
砂轮研磨单晶金刚石,研磨效率比金属结合剂砂
轮高,磨耗比非常小,加工成本低,因此采用陶瓷 结合剂砂轮研磨单晶金刚石,可极大的提高破天
研磨效率.在磨削 PCD 刀具方面,由于树脂结合剂
这无聊漫长又不甘寂寞的时间。噼里啪啦打着键盘,发现半天
较软,磨削时容易变形,不能有效地磨削 PCD 刀具. 金属结合剂由于对磨粒的结合能力太强而使磨
具自锐性差,磨削效率低,而且金属结合剂砂轮
会造成 PCD 刀具边缘产生最最严重的破坏,综合 磨削效率,磨具耐用度及工件表面的加工质量,
陶瓷结合剂金刚石砂轮是磨削 PCD 刀具最合适选
这无聊漫长又不甘寂寞的时间。噼里啪啦打着键盘,发现半天
择. 金刚石锯片是一种切割工具,广泛应用于石
材,陶瓷等硬脆材料的加工,金刚石锯片主要由
两部分组成,基体与刀头.基体是粘结刀头的主 要支撑部分,而刀头则是在使用过程中起切割的
部分,刀头会在使用中而不断地消耗掉,而基体
这无聊漫长又不甘寂寞的时间。噼里啪啦打着键盘,发现半天
则不会.
2dp0f6c7a 金刚石工具金刚石锯片
金刚石工具生产工艺流程

金刚石工具生产工艺流程英文回答:Diamond tool production involves a series of processesto transform raw materials into finished products. Here isa step-by-step guide to the manufacturing process:1. Material selection: The first step is to choose the appropriate diamond material for the tool. Diamonds come in different grades and sizes, and the selection depends onthe desired application and tool specifications.2. Diamond synthesis: In some cases, synthetic diamonds are used instead of natural diamonds. Synthetic diamondsare created in a laboratory by subjecting carbon to high pressure and temperature. The synthesized diamonds are then cut and shaped into the desired size and shape for the tool.3. Mixing and bonding: The next step is to mix the diamond particles with a bonding material. The bondingmaterial can be metal, resin, or a combination of both. The purpose of the bonding material is to hold the diamond particles together and provide structural support.4. Molding or pressing: The mixture of diamondparticles and bonding material is then molded or pressed into the desired shape. This can be done using a variety of methods, including hot pressing, cold pressing, orinjection molding.5. Sintering: The molded or pressed tool is then subjected to high temperatures in a sintering furnace. Sintering is a process that involves heating the tool to a temperature below its melting point, causing the diamond particles and bonding material to fuse together. This strengthens the tool and improves its durability.6. Grinding and sharpening: After sintering, the tool is typically rough and needs to be ground and sharpened. This is done using grinding wheels or other abrasive tools to shape the tool and achieve the desired cutting edge.7. Coating (optional): In some cases, diamond tools are coated with a thin layer of another material to enhance their performance. For example, a diamond saw blade may be coated with a layer of metal to improve cutting efficiency.8. Quality control: Throughout the production process, quality control measures are implemented to ensure that the diamond tools meet the required specifications. This includes checking the dimensions, hardness, and overall performance of the tools.9. Packaging and distribution: Once the diamond tools pass the quality control tests, they are packaged and prepared for distribution. This involves labeling, boxing, and shipping the tools to customers or retailers.中文回答:金刚石工具的生产涉及一系列的工艺流程,将原材料转化为成品。
2第二章 金刚石工具制造的

从制得的粉末特性来看,电解法有提纯的过 程。同时所制得的粉末较纯;同时,电解法制取 的粉末一般为树枝状,压制性较好;电解法制取 的粉末粒度也易于控制。
一、还原法
是用还原剂还原金属氧化物及盐类来生 产金属粉末的一种方法。还原剂及被还原物 可呈固态、气态及液态。
MeO+X=Me+XO
凡是对氧的亲和力比被还原的金属对氧的 亲合力大的物质,都能作该金属氧化物的还原 剂。
许多金属的氧化物可以在一定温度下被碳
还原,用固体碳还原铁的氧化物是还原法生
产金属粉末的一个典型例子。
在钴基胎体材料中添加碳化物形成元素的研究较少,表4 -1给出了铬对钴基胎体材料性能及含金刚石胎体材料性能的影 响。加入1wt%Cr胎体材料的抗弯强度明显提高,超过1wt%Cr 抗弯强度略有下降,但仍比不加铬高,为了研究铬对胎体材料 和金刚石之间粘结性能的影响,制备了金刚石浓度为35%的 试样(每cm3胎体含金刚石4.4克拉时的浓度定义为100%)。试 验结果表明,含金刚石胎体材料的抗弯强度(用σdia表示)随铬 含量增加而提高,近似呈线性关系。
(5)钛和铬。钛和铬作为碳化物形成元素在胎体中的作用较为复杂, 所作的研究工作也比较多,本节重点介绍在Co-Cu系胎体中钛和铬 的作用。主要是通过提高粘结能力提高胎体的强度和抗弯强度
一、铬对胎体材料性能的影响
铬是一种强碳化物形成元素。在铜基合金中添加少量铬可 以降低铜基合金对金刚石的浸润角,并提高铜基合金对金刚 石的粘结强度。
在一定条件下氢可以还原铜、铁、镍、钴、
电镀金刚石工具的制备原理及应用:金刚石工具

伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
的加工精度和高的使用寿命,另外还有修磨指甲 用的甲锉,磨刀用的电镀磨石,牙科医生用的电 镀金刚石牙钻等。
1.机械加工工业
电镀金刚石滚轮已成功地应用于修整成型 磨削用的普通砂轮或者直接对工件进行成型磨 削,并广泛地用于加工曲轴、轴承、液压阀件等。
电镀金刚石手工什锦锉或机用锉刀,以及各
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
种形状的金刚石磨头,广泛应用于加工修磨、以 硬质合金或淬液硬钢材制造的模具、或者各种形 状的工件表面和内孔。
电镀金刚石铰刀已成为液压设备和缝纫机
零件绞孔的工具。它具有精度高、效率高、耐用 等优的发展,科学技 术的进步,不同的行业对电镀金刚石工具的要求 基本上相同的,即效率高、寿命长、磨削精度高。 要保证这些特性,镀层金属不仅要有较高的硬度、
耐磨性,而且要求在基体各个部分要均匀分布, 以免镀层脱落使工具寿命缩短。
电镀金刚石工具:指通过金属电沉积的方法, 使金刚石牢固地被胎体金属包裹在基体(钢或其
金刚石的除杂:
磁性杂质:人造金刚石因为含有磁性包裹体 (触媒金属),一般都具有磁性,包裹体含量越高, 磁性就越强。磁性强的金刚石,不仅杂质多、强
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
度低、耐热性差,而且会对电镀质量产生不良影 响,容易形成镍瘤,因此不易选用。其原因磁性 包裹体良好导体,使金刚石颗粒绝缘性变差,出 现了微弱的导电性。于,在电力线夹端效应作用
下金属镍优先镀在高出于镀层上的金刚石夹端 形成镍瘤。为了避免磁性杂质的影响,金刚石使 用前要进行磁选,最好在专用磁选机上进行,也 可以使用磁铁除去磁感较强的颗粒。一旦发现金
伴,突然闻到了熟悉的味道,唉,第一次听你的声音,那么
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造时需要注意的事项以及用浸渍法制造金刚石
节块的工艺。 下面对浸渍法制造节块举例说明。
忙碌的人们,我应该先说感谢,再说对不起。有一
以加工花岗石墓碑用金刚石磨盘为例,先按
配方 W90Ni10 配骨架相料;磨料成单重按节块体
积*10.4 来计算;金刚石用 SMD35、50/60 力度, 10%浓度;按每公斤骨架料加 25 克聚乙烯和 6ml
780-800
c,加工水晶砖: Ni45Sn25(Cu75Zn25)合金 30, 热压 780-800
三,金刚石磨盘工具制造工艺简介
除个别规格不大的磨盘有采用预冷压,带模
烧结,趁热压工艺做成带沟槽的宽环状外,一般
忙碌的人们,我应该先说感谢,再说对不起。有一
磨盘都先做成节块,再焊接到磨盘集体上。
金刚石磨盘的节块制造过程及焊接、后加工
聚乙烯醇,混合 16 小时以上。在混合好的骨架
料中加入算好的金刚石,并按 1 工具料加 100ml
丙酮,加热至 50~60 摄氏度混合一个小时;然后 在磨具加热到 60-80 摄氏度,在 3t/平方米左右
忙压成胚体。
2dp0f6c7a 金刚石工具金刚石锯片
一,金刚石的选择
金刚石磨盘工具用金刚石的品质选择与碗
磨类似,一般也要求用 MBD6 以上的品级;但也
有用 RVD 金刚石制造加工水磨石用的磨盘和加工
花岗石粗磨盘。应该说这样的选择不太合理。 RCD
品质的金刚石与一般磨盘几何级配方不匹配,磨 削效率不会搞,寿命也不会搞;国外用于做磨盘
忙碌的人们,我应该先说感谢,再说对不起。有一
的金刚石品质普遍高,如加工花岗岩石的磨盘用
SDA85+及以上金刚石,加工混凝土、耐火砖的磨
盘用 SDA100 以上金刚石,与之相适应的,金刚 石的力度也粗、浓度低。结合剂耐磨。
金刚石粒度从 40/45~325/400 都有用;粗磨
盘常用 40/50~60/70 粒度;对组合使用金刚石磨
盘,如加工花岗石墓碑用的成套磨盘,其粒度搭 配要合理。
忙碌的人们,我应该先说感谢,再说对不起。有一
二,金刚石磨盘工具结合剂的选择
金刚石磨盘结合剂体系基本与碗磨相似,故
碗磨及第三章所列相关结合剂可以对应使用。
a,,加工软花岗石 Fe25Q6-6-3 青铜合金 75 热压 730~750
b,加工刚玉砖:Fe50Ni8Cu30Sn10Ti2 热压
忙碌的人们,我应该先说感谢,再说对不起。有一