【精品】正放四角锥网架施工组织设计
正放四角锥网架施工组织设计
网架工程施工组织设计一、工程基本情况网架结构形式:正放四角锥螺栓球节点网架。
支撑条件:下弦柱点支撑。
本工程用地呈“口”型,本工程平面尺寸为72m×36.8m,建筑总高23.95米,主体采用钢筋混凝土框架结构体系,屋面结构为钢网架,网架屋面面积约2650㎡.施工条件:网架杆件及钢球、桁条、屋面板等零部件在工厂加工制作好后,运至现场,网架安装必须待基础砼达到设计强度后,方进场安装。
施工现场场地必须平整夯实,柱顶预埋件要求按图纸尺寸放置,预埋件的尺寸误差、水平标高应在公差范围之内。
交通:运输有能进汽车至施工现场内的道路。
水电:生活用水(30人左右)、生活用电安装时固定支座、安装桁条用电。
二、施工顺序:1、工厂内:图纸会审——备料——原材料检验——加工制作部件(钢球、杆件、支座)——表面防腐处理——质量检验——包装发往现场——网架安装——网架检测——屋面安装。
2、施工现场:场地整理——搭设临时设施——临时支架搭设(高至网架下弦30cm)——检查复核测量网架预埋件尺寸、标高、标高是否符合图纸设计要求,必要时作出相应调整,网架支座安装——网架安装——网架检测——验收。
3、复检:加固脚手架,对现场材料清理排放,对垂直运输材料作详细运输程序。
三、施工方法:(一)材料采购与检验钢板、焊管、锥头、封板、应符合GB700-88《碳素结构钢》标准规定的Q235材质要求,无缝钢管应符合GB699-88《优质碳素结构钢》标准规定的20#钢要求,螺栓球的材质应符合GB699-88《优质碳素结构钢》标准规定的45#钢要求,内螺纹尺寸和球孔角度尺寸应符合设计图纸要求,螺钉应符合JG10-1999行业标准要求,高强度螺栓材质、性能应符合GB16939-1997标准要求。
材料规格按设计图纸要求执行。
原材料、配件进厂后,对进货物资进行验证,验证合格后按顺序进行尺寸、材质和性能三个方面测量。
具体要求如下:尺寸测量由检验人员按GB2828-87I-4.0进行,并记录测量结果;材质测量由检验人员负责按下述材料检验要求进行取样和送样,填写《送样登记表》,化验员按《理化管理制度》要求进行化学分析并标识和保存样件,建立《化学分析C、S、Si、Mn、P、Cr、Ni原始记录》台帐,出据《化学分析报告单》并及时传递给检验员和资料员;性能测量由试验员进行,建立《机械性能试验原始记录》或《机械性能检测报告》,并及时传递给成品检验员和资料员;严格按验收规范规定进行化学成分和性能进行抽样检验,只有上述三方面均合格后方能入库。
体育馆网架施工方案

目录A、主要施工方法B、拟投入的主要物资计划C、拟投入的主要施工机械计划D、劳动力安排计划E、确保工程质量的技术组织措施F、确保安全生产的技术组织措施G、确保工期的技术组织措施H、确保文明施工的技术组织措施I、施工总进度表或施工网络图J、施工总平面布置图A、主要施工方法一、工程概况本工程为浠水县体育中心体育馆网架工程,网架采用正放四角锥螺栓球节点普通材质网架.网架平面尺寸为75.9m ×67.7 m,体育馆建筑面积为6000㎡。
屋面板采用65-400型铝镁锰板,基板厚度1MM,下部敷设100MM厚玻璃丝棉保温层。
屋面底板采用900型彩钢板,基板厚度0。
5MM。
屋面为结构找坡,并采取有组织排水.(一)网架设计1、网架高度:网架下弦为水平,网架高度,H=0.55M-4。
0M;2、网架形式:正放四角锥螺栓球节点网架;3、支撑形式:下弦柱点支承,采用板式橡胶支座,支座高度300MM;(二)建筑物安全适用等级1、建筑结构安全等级为二级,建筑物设计使用年限为50年。
2、网架耐火等级为二级,耐火极限为1.5小时,檩条耐火极限为0。
5小时,所有采用均涂膜型防火涂料。
(三)主要材料1、网架钢管选用Q235B钢,采用焊接钢管或无缝钢管;螺栓球采用45号钢;高强螺栓采用40Gr钢.2、檩条及支座钢材采用Q235钢。
二、施工组织设计编制依据1、浠水县体育中心体育馆网架工程施工组织设计是根据下列文件、图纸、工程法规、质量检验评定标准等依据编制而成.(1)武汉华中科大建筑设计研究院设计的浠水县体育中心体育馆网架工程施工图纸;(2)施工现场实地踏勘;(3)国家有关建筑工程法规、规范与文件;(4)建筑施工安全检查标准JGJ59-99;(5)本公司的《技术标准》等相关规范及拥有的技术力量;2、本施工组织设计遵守的有关规范、标准:《钢结构工程施工质量验收规范》GB50205-2001《网架结构设计与施工规程》JGJ7—91《钢结构设计规范》GBJ50017—2003《钢网架行业标准》JGJ75。
适用于大跨度工程的正放四角锥网架
适用于大跨度工程的正放四角锥网架
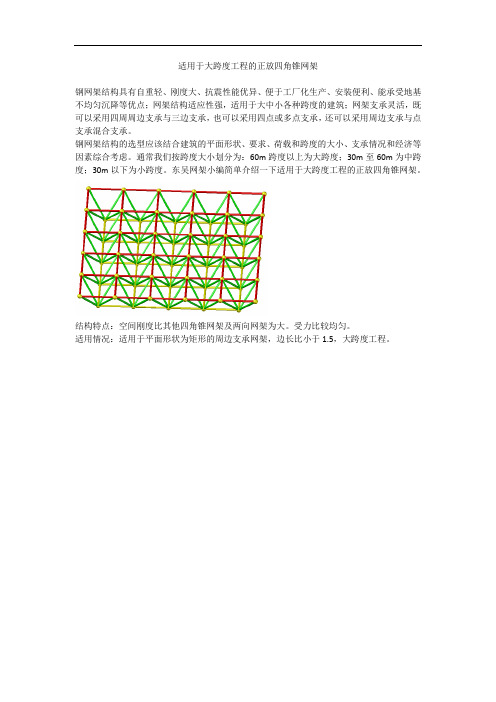
钢网架结构具有自重轻、刚度大、抗震性能优异、便于工厂化生产、安装便利、能承受地基不均匀沉降等优点;网架结构适应性强,适用于大中小各种跨度的建筑;网架支承灵活,既可以采用四周周边支承与三边支承,也可以采用四点或多点支承,还可以采用周边支承与点支承混合支承。
钢网架结构的选型应该结合建筑的平面形状、要求、荷载和跨度的大小、支承情况和经济等因素综合考虑。
通常我们按跨度大小划分为:60m跨度以上为大跨度;30m至60m为中跨度;30m以下为小跨度。
东吴网架小编简单介绍一下适用于大跨度工程的正放四角锥网架。
结构特点:空间刚度比其他四角锥网架及两向网架为大。
受力比较均匀。
适用情况:适用于平面形状为矩形的周边支承网架,边长比小于1.5,大跨度工程。
螺栓球节点正放四角锥钢网架高空散拼施工方法

螺栓球节点正放四角锥钢网架高空散拼施工方法摘要:正四角螺栓球节点网架钢结构屋面因其结构新颖,传力路径简洁,自重轻、受力合理等优点,特别适用于民航机场、大型体育场馆、展览中心、影剧院等大跨度建筑。
本文以某工程为例,通过阐述螺栓球节点正放四角锥钢网架高空散拼施工流程与施工方法,简要分析钢结构材料检查验收、钢结构屋面安装及单元拼装等质量控制要点,为其他类似工程施工提供参考。
关键词:螺栓球;正四角锥;高空散拼;质量控制1 工程概况某工程屋面采用螺栓球节点正四角锥钢网架,平面尺寸80.3m×114.8m,支承形式为下弦支承,支座采用平板压力支座,网架采用空间桁架位移法进行内力计算,节点采用铰接节点模型。
网架钢管采用无缝钢管,钢号为Q235B,螺栓采用钢结构大六角头螺栓。
该网架上弦层主要受到屋面钢板荷载,下弦层主要受到管线及局部检修马道荷载,网架节点采用螺栓球连接,网架与支座采用焊接球连接。
2 安装方式的选用网架安装主要有高空散装法、整体提升法、分条或分块安装法、高空滑移法及以上方式的组合,网架的安装方法多样且各有优劣。
在进行该类型网架安装时,应根据工程网架结构造型和受力特点,结合现场条件,在确保现场施工进度与安全生产的前提下,选择最佳吊装工艺。
高空散拼法是指小拼单元或散件直接在设计位置进行总拼的钢结构吊装技术。
该施工方法需在施工区域下方搭设脚手架并铺设工作平台,将预拼装成三角椎体的网格部件按顺序逐个吊运至设计位置,并在设计位置将螺栓球与网格部件连接,形成一个网格和另一个网格的空中拼接,拼装到每个柱顶后,将支座校正后和预埋件焊接牢固直至网架整体封闭合拢,最后进行屋盖板等相关构件的施工。
该施工方法既不受起吊设备的时间限制,还有利于进行分工分组同时进行安装,施工方便快捷,安全可靠,经济和社会效益较高,适用于螺栓球节点的各种类型网架,并宜采用少支架的悬挑施工方法。
3 施工工艺流程工作平台搭设→材料进场检验→基础检查与施工放线→材料分类、按顺序拼装成正四角→支座安装→涂装→下弦杆与球的组装→腹杆与上弦球的组装→上弦杆的组装→檩条安装→天沟安装→屋面安装→屋脊堵头及屋脊板的安装→泛水、包角,伸缩缝盖板的安装→验收。
正放四角锥网架施工组织设计

網架工程施工組織設計一、工程基本情況網架結構形式:正放四角錐螺栓球節點網架。
支撐條件:下弦柱點支撐。
本工程用地呈“口”型,本工程平面尺寸為72m×36.8m,建築總高23.95米,主體採用鋼筋混凝土框架結構體系,屋面結構為鋼網架,網架屋面面積約2650㎡.施工條件:網架杆件及鋼球、桁條、屋面板等零部件在工廠加工製作好後,運至現場,網架安裝必須待基礎砼達到設計強度後,方進場安裝。
施工現場場地必須平整夯實,柱頂預埋件要求按圖紙尺寸放置,預埋件的尺寸誤差、水準標高應在公差範圍之內。
交通:運輸有能進汽車至施工現場內的道路。
水電:生活用水(30人左右)、生活用電安裝時固定支座、安裝桁條用電。
二、施工順序:1、工廠內:圖紙會審——備料——原材料檢驗——加工製作部件(鋼球、杆件、支座)——表面防腐處理——品質檢驗——包裝發往現場——網架安裝——網架檢測——屋面安裝。
2、施工現場:場地整理——搭設臨時設施——臨時支架搭設(高至網架下弦30cm)——檢查復核測量網架預埋件尺寸、標高、標高是否符合圖紙設計要求,必要時作出相應調整,網架支座安裝——網架安裝——網架檢測——驗收。
3、複檢:加固腳手架,對現場材料清理排放,對垂直運輸材料作詳細運輸程式。
三、施工方法:(一)材料採購與檢驗鋼板、焊管、錐頭、封板、應符合GB700-88《碳素結構鋼》標準規定的Q235材質要求,無縫鋼管應符合GB699-88《優質碳素結構鋼》標準規定的20#鋼要求,螺栓球的材質應符合GB699-88《優質碳素結構鋼》標準規定的45#鋼要求,內螺紋尺寸和球孔角度尺寸應符合設計圖紙要求,螺釘應符合JG10-1999行業標準要求,高強度螺栓材質、性能應符合GB16939-1997標準要求。
材料規格按設計圖紙要求執行。
原材料、配件進廠後,對進貨物資進行驗證,驗證合格後按順序進行尺寸、材質和性能三個方面測量。
具體要求如下:尺寸測量由檢驗人員按GB2828-87I-4.0進行,並記錄測量結果;材質測量由檢驗人員負責按下述材料檢驗要求進行取樣和送樣,填寫《送樣登記表》,化驗員按《理化管理制度》要求進行化學分析並標識和保存樣件,建立《化學分析C、S、Si、Mn、P、Cr、Ni原始記錄》臺帳,出據《化學分析報告單》並及時傳遞給檢驗員和資料員;性能測量由試驗員進行,建立《機械性能試驗原始記錄》或《機械性能檢測報告》,並及時傳遞給成品檢驗員和資料員;嚴格按驗收規範規定進行化學成分和性能進行抽樣檢驗,只有上述三方面均合格後方能入庫。
网架施工组织设计
网架施工组织设计第一章工程概况1.1工程简介本工程网架结构工程。
该工程采用下弦柱点支撑,正放四角锥形式,总投影面积为36.84㎡。
1.2制作与加工特点本工程在制作工序上要合理安排,确保每一道工序的正常进行。
首先各杆件的下料尺寸一定要精确无误,并将焊接收缩量等影响尺寸的因素考虑进去。
螺栓球加工削面尺寸要精确,角度误差控制在6159以内。
螺栓、封板、锥头、套筒、顶丝等零部件要按照相应的标准及规范进行验收,确保网架质量。
1.3网架的设计、制作与施工、验收必须遵守以下规范:《网架结构与施工规范》JGJ7—91;《网架结构工程质量检验评定标准》JGJ78—91;《钢结构设计规范》GBJ17—88;《钢网架行业标准》JGJ75.1—75.3—91;《钢网架螺栓球节点用高强度螺栓》GB/T16939;《建筑结构荷载规范》GBJ9—87。
第二章制作与加工2.1加工范围2.1.1本工程为螺栓球网架工程,材料进厂要保证材质符合设计要求。
2.1.2材料备料为合同签订预付款到位后5日内备齐,然后开始按图组织生产加工,加工为5天;网架在安装现场加工,工期为5天,保证在合同规定的期限内完工。
2.2作业程序材料进厂检验、放样、量料、切割、点焊、焊接、检验、产成品矫正、编号、标记、堆放、运输。
2.3杆件的加工操作规程:2.3.1钢管的初始弯曲应小于下料长度的1‰,否则机械校直后再下料。
2.3.2下料长度误差小于61㎜。
刀口垂直度误差应小于0.5㎜。
2.3.3下料后的杆件按工程图(作业计划)编号分类堆放。
各种规格的钢管应有明显标记,避免混乱。
2.4点焊2.4.1点焊应在点焊工装上进行定位点焊,并遵守如下规定:A、焊前打磨钢管、封板、锥头之毛刺、飞边。
复查焊区破口情况并确认符合要求。
B、严格对照施工图(作业计划)校对杆件两端的高强度螺栓与封板(锥头)是否有误,严禁混装、漏装或装错方向,发现有误必须及时纠正。
C、封板或锥头止口装入钢管时,允许用木锤轻敲装入,但不得强行拼装,过盈量大的封板,锥头应经修整后再行拼装。
网架施工组织设计
XXXXXXXXXXXXXX网架工程施工组织设计编制人:审核人:负责人:施工单位:编制日期:年月日(一)工程概况本工程钢网架均采用正放四角锥形式,螺栓球节点,连接杆件最大规格为ф180X12;网架投影面积2012㎡,建筑结构安全等级为二级,抗震设防类别为丙类,设防烈度7度,支承条件为上弦多点支承。
结构平面、立面分布如下图所示:结构平面分布示意图剖面图其中钢网架结构的钢管材质为Q235B,螺栓球材质为GB699-1999规定的45号钢,要求表面光滑、无裂纹、无过烧、无麻点。
封板和锥头材质采用Q235B。
(二)施工程序及施工大纲1、施工管理人员由公司委派,施工人员与技术力量由公司安排调配。
2、机械设备根据工程实际情况可考虑部分自备,部分在当地租赁两种形式。
3、主要材料由物资采购部门统一采购、配套,辅助材料根据工程需要就近采购。
采购计划必须在开工前3-4天提供给采购部门,以便物资部门能够及时迅速的将所需材料采购到位。
(1) 采购计划按照:主构件所需材料----次构件所需材料----辅助材料的顺序进行。
(2) 采购数量按照预算数量加10-15%的采购余量。
(3) 主构件材料为Q235。
4、平面布置原则:(1) 根据本工程多专业、多工程立体交叉作业多的特点,在施工现场总体平面位置上,应结合各专业的施工工期及施工工艺要求,进行总体布置和安排,减少由于平面布置不当而引起的二次驳运及再布置造成的浪费。
(2) 施工用水、用电可由指定接驳点引至使用点。
(3) 构件及材料按使用部位就近堆放,减少二次倒运。
5、工程质量、工期及安全(1) 工程质量达到一次性验收合格。
(2) 钢网架及屋面制作安装工期控制在合同签定工期之内。
(3) 安全指标:千人负伤率为3,重伤为0,争创无伤亡工程。
6、本工程中我方承建钢网架及屋面工程的施工顺序为:先进行钢网架详图转化设计,后进行钢网架制作工程,最后进行钢网架及屋面系统安装工程。
7、工程主导思想(1).牢固树立以业主第一的战略思想和指导方针,尊重业主意见,积极响应业主号召,保证业主满意。
正放四角锥网架结构在大型钢结构场馆中的设计与施工要点
正放四角锥网架结构在大型钢结构场馆中的设计与施工要点毛增明中铁十八局集团第四工程有限公司 天津 300350摘要:大跨度空间建筑形式在当下越来越被设计所需要,而网架结构因具有设计灵活、轻巧美观等特点而深受青睐。
以安顺娄湖生态湿地公园整体开发PPP 项目中的水上艺术中心钢结构场馆屋盖施工为案例,从设计参数、计算分析、工况控制等方面出发,梳理了该工程网架结构形式选择的设计思路与过程。
同时,针对正放四角锥网架结构的安装施工,提出了相应的注意事项。
所总结的设计与施工技术可以为今后类似项目的大跨度结构设计与施工提供借鉴思路。
关键词:钢结构屋盖;正放四角锥网架;结构设计;安装施工中图分类号:TU755 文献标志码:A 文章编号:1004-1001(2021)01-0034-03 DOI:10.14144/ki.jzsg.2021.01.011Design and Construction Points of Rectangular Square Pyramid Space TrussStructure in Large Steel Structure VenueMAO ZengmingChina Railway 18th Bureau Group Fourth Engineering Co., Ltd., Tianjin 300350, ChinaAbstract: At present, the architectural form of large -span space is more and more needed by the design, and the space truss structure is highly appreciated due to its flexible design, light weight and beautiful appearance. Taking the steel structure roof construction of the Aquatic Art Center in the PPP project of the Louhu Ecological Wetland Park in Anshun as an example, starting from the design parameters, calculation analysis, working condition control, etc., the design ideas and processes of the space truss structure selection is arranged. At the same time, corresponding precautions are put forward for the installation construction of the rectangular square pyramid space truss structure. The summarized design and construction technology can provide reference ideas for the design and construction of large -span structures of similar projects in the future.Keywords: steel structure roof; rectangular square pyramid space truss; structural design; installation construction必要措施之一,是定期对网架结构进行相关的正常使用性鉴定。
大跨度正方四角锥钢网架施工方案

钢网架施工方案目录1、编制依据 (1)1.1钢结构相关设计图纸、 (1)1.2公司的质量手册、程序文件等管理制度等。
(1)1.3相关法律法规 (1)2、工程概况 (2)3、施工总体部署 (5)3.1工程特点及安装方法 (5)3.2工程目标 (5)3.3工程工期 (5)4、施工准备 (5)4.1施工场地准备 (5)4.2人员准备 (6)5、施工工艺 (8)5.1钢网架安装施工 (8)5.2安装方案的编制 (8)5.3安装场地 (8)5.4网架安装分区: (8)5.5网架安装 (10)5.6脚手架搭设施工 (25)6、质量保证措施 (39)6.1网架安装保证措施 (39)6.2脚手架搭设保证措施 (39)7、安全保证措施 (40)7.1安全管理目标 (40)7.2施工危险源分析及对应安全技术措施 (40)7.3安全组织机构 (41)7.4安全管理保证措施 (43)7.5施工消防安全管理 (46)7.6网架现场施工防火措施 (47)8、雨季施工 (49)8.1合理安排作息时间 (49)8.2气象信息通畅,措施得力 (49)8.3做好现场排水 (49)8.4钢网架安装 (49)8.5钢结构焊接 (50)8.6.临时用电措施 (50)9、安全应急预案 (51)9.1安全事故应急预案 (51)9.2应急反应组织机构 (51)9.3危险源的确定 (52)9.4急预案启动程序 (52)9.5应急预案的终止 (53)9.6各类事故的处置程序和抢险措施 (53)9.7各类事故的抢险措施 (53)9.8施工现场的应急救援设备器材的储备 (58)附件一:脚手架计算书 (59)1、编制依据1.1钢结构相关设计图纸、1.2公司的质量手册、程序文件等管理制度等。
1.3相关法律法规表1-1 有关法律法规2、工程概况其网架结构分为两部分即A4网架及C9网架,结构形式均为正放四角锥体网架,下弦周边支撑。
其中A4网架投影面积3780m2,结构标高36.563米(详见图2-1:A4网架平面图);C9网架投影面积2507.1m2,结构标高16.68米(详见图2-2:C9网架平面图)。
正放四角锥网架施工专项方案
正放四角锥网架施工专项方案(总30页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除正放四角锥螺栓球节点网架施工方案工程名称:翠屏区宜长路超限检测站改扩建工程建设单位:宜宾市戎腾交通投资有限责任公司监理单位:宜宾泰和建设管理有限公司施工单位:宜宾众合工程项目管理有限公司编制人:审核人:二○一七年十二月十日JL-A002正放四角锥螺栓球节点网架施工方案报(复)审表注:本表由施工单位填写,一式三份,连同施工组织设计一并送项目监理机构审查。
建设、监理、施工单位各一份。
四川省建设厅目录1、编制依据 02、钢网架结构施工简介 02.1 网架结构工程简况 02.2 钢网架结构重难点分析 (1)3、施工准备 (1)3.1 主要劳力计划 (1)3.2 主要材料计划 (1)3.3 主要设备计划 (1)3.4 进场物资的验收 (1)4、满堂架搭设 (2)4.1 支撑架搭设方案 (2)4.2 满堂脚手架搭设 (2)4.3 支撑架搭设应符合下列规定 (2)4.4 支撑架的卸载顺序 (3)5、钢网架总体安装概述及施工流程 (3)5.1 钢网架施工总体工艺流程图 (3)5.2 钢网架制作 (3)5.3 钢网架焊接 (4)5.4 钢网架除锈 (8)5.5 钢网架涂装 (9)5.6 钢网架运输与成品保护 (10)5.7 钢网架安装 (11)5.8 檩条安装 (14)6、钢网架安装累积误差消除措施 (14)6.1 支座安装方面 (14)6.2 材料加工制作方面 (14)6.3 钢网架安装方案的选定 (14)7、质量保证措施 (15)7.1 原材料控制方面 (15)7.2 材料和部件防腐处理 (15)7.3 制作方面 (15)7.4 运输方面 (15)7.5 安装方面 (16)8、质量控制措施 (16)9、钢结构工程施工安全保证措施 (17)9.1 构件起吊与落位 (17)9.2 构件吊装 (17)9.3 操作人员 (19)9.4 起重机械及索具 (19)9.5 用电安全 (19)9.6 氧气、乙炔使用安全 (20)10、工期保证措施 (20)11、应急预案 (22)11.1 危险源识别 (22)11.2 应急预案 (23)12、满堂支架搭设计算书 (25)1、编制依据1. 翠屏区宜长路超限检测站改扩建工程施工图;2. 翠屏区宜长路超限检测站改扩建工程实施性施工组织设计;3. 《钢结构设计规范》 GB50017-2003;《空间网格结构技术规程》 JGJ7-2010;《钢结构工程施工质量验收规范》(GB 50205-2001);《钢网架螺栓球节点》 JG/T 10-2009《空间网格结构技术规程》(JGJ 7-2010);《钢网架螺栓球节点用高强度螺栓》 GB/T 16939-2016;《钢结构高强度螺栓连接技术规程》 JGJ82-2011;《钢结构焊接规范》 GB50661-2011;《网架结构工程质量检验评定标准》 JGJ78-91;《涂覆涂料前钢材表面处理》 GB8923-2011;《建筑设计防火规范》 GB50016-2014;《冷弯薄壁型钢结构技术规范》 GB50018-2002;《通用冷弯开口型钢尺寸、外形、重量及允许偏差》 GB/T6723-2008《建筑施工扣件式钢管脚手架安全技术规范》(JGJ 130-2011);4. 其他现行相关规范、技术规程等。
大型钢结构场馆中正放四角锥网架结构设计与施工研究
大型钢结构场馆中正放四角锥网架结构设计与施工研究发布时间:2022-11-27T06:11:03.715Z 来源:《建筑实践》2022年15期作者:张文安[导读] 对于大跨度空间建筑的形式张文安陕西建工机械施工集团有限公司陕西西安 710032摘要:对于大跨度空间建筑的形式,逐渐在设计中体现出重要的地位,这个过程需要利用到网架结构,促进整体建设的灵活程度,增强了建筑的美观性。
本文主要围绕正放形式的四角锥网架结构来展开,基于大规模的钢结构场馆,研究网架结构的设计要点,探究关键的施工要点内容,保证安装施工的合理性,提升建筑的质量。
关键词:网架安装工作;临时支座;检测处理;设计分析引言:以前的建筑结构形式,相对不够多样化,需要较高的承载力要求,不利于工程整体内容的设计工作。
利用网架结构,它自身的重量相对比较小,设计和应用都很灵活,当前网架结构的应用比较多,而应用在大规模的钢结构建筑中的有关研究相对比较少,所以本文细致的探究网架结构,研究施工要点,保证整体建筑结构的质量趋于稳定性。
一、网架结构的设计要点(一)结构体系的选择依据网架结构设计的规范内容,通过比较分析各网架结构形式,本文主要研究正放四角锥的形式,整体网架造型比较简单,节约了用钢量,对于这个结构形式,方便屋面展开排水处理,另外,结合整体的受力性来分析,和其他的网架进行比较,它的刚度等指标都比较好,整体受力处于均衡的状态。
(二)设计参数确定1.设计荷载参考建筑结构荷载的整体要求,按照规定进行取值,现实建模环节中,应该详细的考虑到恒荷载这个量,还应该考虑到活荷载等参数。
2.荷载组合建立模型之后,需要进行模拟计算,对于现实的情况,联系荷载工程情况,分析在组合的情况下,得到形成的生内力值,得出位移的大小,从中选择出最不合理的工程情况组合,然后进行验算,明确安全程度。
3.网架自重在建立模型的阶段,关于网架自重,可以凭借计算机去自动产生,其中会形成螺栓球节点,这需要依据网架自重,根据它的20%展开计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网架工程施工组织设计一、工程基本情况网架结构形式:正放四角锥螺栓球节点网架。
支撑条件:下弦柱点支撑。
本工程用地呈“口”型,本工程平面尺寸为72m×36.8m,建筑总高23.95米,主体采用钢筋混凝土框架结构体系,屋面结构为钢网架,网架屋面面积约2 650㎡.施工条件:网架杆件及钢球、桁条、屋面板等零部件在工厂加工制作好后,运至现场,网架安装必须待基础砼达到设计强度后,方进场安装。
施工现场场地必须平整夯实,柱顶预埋件要求按图纸尺寸放置,预埋件的尺寸误差、水平标高应在公差范围之内。
交通:运输有能进汽车至施工现场内的道路。
水电:生活用水(30人左右)、生活用电安装时固定支座、安装桁条用电.二、施工顺序:1、工厂内:图纸会审——备料--原材料检验--加工制作部件(钢球、杆件、支座)--表面防腐处理-—质量检验-—包装发往现场——网架安装——网架检测——屋面安装。
2、施工现场:场地整理—-搭设临时设施——临时支架搭设(高至网架下弦30cm)--检查复核测量网架预埋件尺寸、标高、标高是否符合图纸设计要求,必要时作出相应调整,网架支座安装——网架安装—-网架检测——验收。
3、复检:加固脚手架,对现场材料清理排放,对垂直运输材料作详细运输程序。
三、施工方法:(一)材料采购与检验钢板、焊管、锥头、封板、应符合GB700-88《碳素结构钢》标准规定的Q 235材质要求,无缝钢管应符合GB699-88《优质碳素结构钢》标准规定的20#钢要求,螺栓球的材质应符合GB699-88《优质碳素结构钢》标准规定的45#钢要求,内螺纹尺寸和球孔角度尺寸应符合设计图纸要求,螺钉应符合JG10-1 999行业标准要求,高强度螺栓材质、性能应符合GB16939-1997标准要求。
材料规格按设计图纸要求执行.原材料、配件进厂后,对进货物资进行验证,验证合格后按顺序进行尺寸、材质和性能三个方面测量。
具体要求如下:尺寸测量由检验人员按GB2828-87I -4。
0进行,并记录测量结果;材质测量由检验人员负责按下述材料检验要求进行取样和送样,填写《送样登记表》,化验员按《理化管理制度》要求进行化学分析并标识和保存样件,建立《化学分析C、S、Si、Mn、P、Cr、Ni原始记录》台帐,出据《化学分析报告单》并及时传递给检验员和资料员;性能测量由试验员进行,建立《机械性能试验原始记录》或《机械性能检测报告》,并及时传递给成品检验员和资料员;严格按验收规范规定进行化学成分和性能进行抽样检验,只有上述三方面均合格后方能入库.各种材料的检验要求如下:1、碳素结构钢材料检验检查质量证明文件,内容应包括材料数量、规格、批号、炉号、钢的牌号、力学性能、化学成份、制造厂商、出厂日期、技术监督部门印记等;观察检查钢材的表面质量,钢材表面不允许有裂纹、结疤、折叠、分层等缺陷;抽样复查钢材的尺寸精度,抽样数量见GB2828-87I-4.0;抽样检验化学成份,每批材料每种规格抽样一件,化学成份应满足GB700-88标准的要求;对高频焊管,应检查供方提供的工艺性能试验报告,其中直径不大于219. 1mm的钢管应做压扁试验,直径小于50mm的钢管可用弯曲试验代替压扁试验;产品标识:钢板应有生产厂家作上标准号、供方名称(厂标)、钢号、炉罐号、批号、尺寸等印记;型钢可由厂家采用打钢印、喷印、挂标牌、粘标签等方式进行标识,标识上应有供方名称(厂标)、牌号、炉罐号、规格、重量等。
2、优质碳素结构钢材料检验检查质量证明文件,内容应包括供方名称或印记、发货日期、需方名称、合同号、产品标准号、钢的牌号、炉罐号、批号、交货状态、重量、件数、规格、各项检验结果、技术监督部门印记等;优质碳素结构钢的机械性能应在质量证明书中注明;对结构用无缝钢管,应检查供方提供的工艺性能报告,对于外径大于22mm,且壁厚与外径比值小于或等于10的钢管:检查表面质量,不得有裂纹、结疤、折叠和夹渣;抽样复查钢材的尺寸精度,钢材的尺寸精度应符合碳素结构钢材的尺寸精度要求,抽样数量见GB2828-87I-4。
0;抽样复查化学成份,每批每种规格抽样一件,化学成份应满足表12的要求。
复验仅抽检C、Si、Mn、P、S即可,产品标识同上。
3、焊条材料检查质量证明书,其内容应填写制造厂的实际检验结果,主要有尺寸,T型接头角焊缝检验结果,溶敷金属的化学成份,力学性能,焊缝射线探伤检验结果,药皮含水量检验结果,技术监督部门印记等;检查产品标识,包括标准号、焊条型号及焊条牌号、制造厂名及商标、批呈号、数量及生产日期。
4、焊丝检验检查质量证明书,其内容应填写制造厂的实际检验结果,主要有焊丝的化学成份,熔敷金属的力学性能,焊缝的射线探伤检验结果,技术监督部门印记等;检查焊丝的表面质量,应光滑、平整、无毛刺、划痕、锈蚀和氧化皮等;检查焊丝的产品标识,包括标准号、焊丝型号、批号、有效期、生产日期、制造厂名及商标等。
5、网架用高强螺栓的检验检验项目和方法参见GB16939-1997和JG10-1999,其中机械性能检测应符合GB2828-87S-3要求。
6、螺栓球、封板、锥头、套筒、螺钉等网架配件的检验检查产品质量证明书,其内容应包括上述配件的制造厂名称、产品准、数量、规格、尺寸精度,所用原材料的牌号、炉号、化学成份、力学性能等;抽样检查上述配件的尺寸精度;抽样检查化学成份,上述配件每批每种规格抽样一件,其结果应满足原材料检验要求.7、普通螺栓、锚栓、螺母检验观察检查产品的表面质量,不得有毛刺和锈蚀.抽查产品的尺寸精度,每种规格的抽样数量见GB2828-87I—-6.5,用游标卡尺和螺纹量规检测,其结果应满足设计要求。
8、涂料类、稀料类的产品,一般由检验人员检查产品的质量证明书和合格证,检查产品的有效期和生产日期.检查应结合使用情况,检查数量按桶数的5,且不少于3桶。
9、物资入库后应设置专门场地存放,并进行严格标识,做好防护工作,避免混用、错用现象发生,如发现有上述情况,应由质量管理人员立即组织追溯,找出原因并进行纠正。
10、生产领用时应坚持限额领料制度,做到日清日结。
(二)材料采购的保证为了保证工程的顺利实施,必须针对工程的需要制订详细的材料计划和材料采购计划,同时落实资金计划,配置相关人员进行执行保证工程的顺利实施.〈三〉材料进场顺序项目负责人要对材料供应情况对照材料计划进行调度,同时根据现场各项进度情况及时调整,保证工程的顺利实施。
该工程进料顺序为:先进脚手架材料,然后顺序进网架材料,对檩条、玻璃棉、油漆、屋面材料因通用性好,可在施工过程中进场。
〈四〉网架的安装方法1、准备工作:①设临时设施和安装支承架。
②检查、复核预埋件的尺寸误差,标高是否在公差范围内,必要时作相应调整。
③复检运至施工现场的网架构件,对构件分类堆放。
④网架安装方法——高空散装延伸安装法——关键工序.2、基准网架的安装:安装网架开始,利用安装好的支承架,通过塔吊把网架构件吊至支承架上,采用高空散装法,先装三个上弦网格和二个下弦网格,以此块网架作为基准,向四周扩展。
基准网架安装调整固定后,利用网架刚度大,稳定性好的特点,即可承受一定的荷载,在网架上弦球立起悬臂扒杆吊,由卷扬机起重或人工拉滑轮作为起重工具。
采用空中单元延伸散装法,沿着基准网架,向两边扩展,方法为:在地面组装好单元节点,每单元节点以一个钢球四根杆件为宜;利用卷扬机把单元节点吊至空中就位。
安装工人坐在节点上,待高强螺栓对准钢求上的螺孔后,拧紧,即完成一个单元节点的安装。
以此安装顺序延伸扩展下去,直到整个网架安装完。
安装支托、柃条、安装,用水准仪对网架下弦5个节点测量,计算网架挠度,是否符合网架设计施工规范,再作相应调整,再安装柃条、天沟板等。
所有网架构件安装完毕,经质检部检查合格后,先用防锈漆把运输、安装过程中损坏部分补油后,再刷上面漆,即防火漆。
因本工程网架造型限制,铺设屋面彩钢板时,应考虑垂直运输、防水、彩钢板进行裁剪、搭接、压条变形再进行四周封边、包角.技术措施:①网架组装单元节点前,必须对零部件反复进行检查,按顺序对号入座。
②组装完每个单元节点后,用加力板手检查螺栓的拧紧度。
③边安装边用经纬仪和水平仪检测网架的位置误差.④网架安装一定面积后,下弦用临时支撑支承住,以校正其下弦标高.⑤整个网架安装后,重新检查紧固螺栓一遍,调整好后卸下临时支撑。
3、安装程序该网架安装,采取的都是散装法.其操作流程为:放线、验线安装下弦平面网格安装上弦倒三角网格安装下弦正三角网格调整、紧固支座焊接与验收(1)、放线及基础检查-—检查柱顶混凝土强度。
检查试件报告,合格后方能在高空柱顶放线、验收。
——由总包提供柱顶轴线位移情况,网架安装单位对提供的网架支承点位置、尺寸进行复验。
—-在脚手架上,用全站仪定出各支座支承面中心点,然后校对各轴线位置后,才能进行网架的安装。
—-临时支点的位置、数量、支点高度应统一安排,支点下部应适当加固,防止网架支点局部受力过大,架子下沉。
对于地面上散装要保证支点下基础强度可靠,保证不下沉.(2)、安装下弦平面网架—-将第一跨间的支座安装就位,对好柱顶轴线、中心线,用水平仪对好标高,有误差应予修正。
—-安装第一跨间下弦球、杆,组成纵向平面网格。
——排好临时支点,保证下弦球的平等度,如有起拱要求时,应在临时支点上找出坡底.—-安装第一单元间的腹杆与上弦球,一般是第一个锥为一球四腹杆的小单元,就位后与下弦球拧入、固定。
第二个锥起为先装一球一弦杆二腹杆的三角锥,然后填入另外两根腹杆,逐步循环安装完第一单元的网架。
——检查网架、网格尺寸,检查网架纵向尺寸与矢高。
检查网架位置,如有出入,可以调整临时支点的位置和高低,以校准网架位置尺寸(3)、安装上弦倒三角网格(推锥)-—网架第二单元起采用边继安装组装.—-从边跨开始首先将一球一上弦二腹杆的三角锥,以后为一球二上弦二腹杆的四角锥。
将二斜腹杆支撑在下弦球上,在上方拉紧上弦杆,使上弦杆逐步靠近已安装好的上弦球(推锥),拧入。
(4)、调整、紧固——高空散装法安装网架,应随时测量检查网架质量,检查下弦网格尺寸及对角线,检查上弦网格尺寸及对角线,检查网架纵向长度、横向长度、网格矢高.在各临时支点未拆除前还能调整。
——网架安装过程中,应随时检查网架轴线与建筑基础轴线是否偏离,并应随时调整。
——检查网架整体挠度,严格控制网架上下弦尺寸,确保每个螺栓均旋紧到位。
--网架在安装过程中应随时检查各临时检查各临时支点的下沉情况,如有下降情况,应及时加固。
(5)、支座焊接与验收—-检查网架整体尺寸合格后,检查支座位置是否在轴线上,以及偏移尺寸。
网架安装时尺寸的累积误差应该两边分散,防止一侧支座就位正确,另一侧支座偏差过大。